ОБЛАСТЬ ТЕХНИКИ
При изготовлении некоторых объектов иногда на их поверхностях могут быть созданы нежелательные поверхностные нарушения. Приводимые в качестве одного из иллюстративных примеров операции фрезерования, выполняемые во время изготовления крыла воздушного судна, могут вызвать поверхностные нарушения, выходящие за пределы допусков. Операция фрезерования представляет собой механическую обработку, которой удаляют материал с заготовки. Данная операция может быть выполнена, например, без ограничения, путем срезания материала с заготовки, прорезания прорезей в заготовке, нарезания резьбы, фасонного фрезерования, планирования, сверления и/или выполнения других режущих операций.
Операции фрезерования могут быть выполнены с использованием фрезерной машины. Фрезерная машина может содержать одно или большее количество резцов. Резец может быть использован для удаления материала с объекта во время перемещения этого резца вдоль указанного объекта. В некоторых случаях поверхностная особенность появляется на поверхности объекта после выполнения этой операции. Данное поверхностное нарушение может быть названо как "неровность", "поверхностная неровность" или "неровность резания". Неровность может иметь форму, например, без ограничения, выступающей кромки, заостренной кромки или какого-либо другого типа поверхностной неровности. Неровность может возникать в результате, например, перемещения без резания в направлении перемещения. В качестве еще одного примера неровность может возникать в результате замены одного резца другим резцом.
Когда неровность расположена вне выбранных допусков, неровности необходимо повторно обработать с точностью до выбранных допусков. Например, неровность может быть необходимо отшлифовать с точностью до выбранных допусков. Данная операция шлифования может быть также названа как "выравнивание" неровности с оставшейся частью поверхности объекта. Выравнивание неровности с поверхностью обычно выполняют с использованием шлифовального устройства с ручным управлением. Однако, использование шлифовального устройства с ручным управлением для выравнивания множества неровностей может быть более времязатратным и трудоемким, чем это необходимо. Кроме того, качество выравнивания множества неровностей может быть менее постоянным, чем необходимо при ручном выполнении.
Кроме того, в зависимости от формы, размера и типа объекта, на котором эти неровности расположены, ручное выравнивание этих неровностей с поверхностью объекта может быть эргономически сложным для человека-оператора. Например, использование шлифовального устройства с ручным управлением может вызвать эргономические проблемы в отношении рук, запястий, кистей, плеч и/или спины человека-оператора, управляющего этим шлифовальным устройством. Таким образом, было бы необходимо наличие способа и устройства, которые решали бы по меньшей мере некоторые из описанных выше проблем, а также другие возможные проблемы.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В одном иллюстративном варианте реализации может быть предложен способ. Операция первого типа может быть выполнена на некотором количестве поверхностных особенностей на поверхности объекта с использованием первого концевого исполнительного органа. Лазерные данные обратной связи могут быть выработаны об указанном некотором количестве поверхностных особенностей после выполнения операции первого типа с использованием лазерного устройства. Операция второго типа может быть выполнена по отношению к некоторому количеству поверхностных особенностей с использованием второго концевого исполнительного органа и лазерных данных обратной связи для повторной обработки этого некоторого количества поверхностных особенностей до тех пор, пока оно не будет повторно обработано с точностью до выбранных допусков.
Еще в одном иллюстративном варианте реализации устройство может содержать первый концевой исполнительный орган, лазерное устройство и второй концевой исполнительный орган. Первый концевой исполнительный орган может быть выполнен с возможностью выполнения операции первого типа по отношению к некоторому количеству поверхностных особенностей на поверхности объекта. Лазерное устройство может быть выполнено с возможностью выработки лазерных данных обратной связи об указанном некотором количестве поверхностных особенностей после выполнения операции первого типа. Второй концевой исполнительный орган может быть выполнен с возможностью выполнения операции второго типа по отношению к некоторому количеству поверхностных особенностей с использованием лазерных данных обратной связи для повторной обработки указанного некоторого количества поверхностных особенностей до тех пор, пока оно не будет повторно обработано с точностью до выбранных допусков.
Еще в одном иллюстративном варианте реализации автоматизированная шлифовальная система могут содержать управляющее устройство, первый концевой исполнительный орган, первое роботизированное устройство, второй концевой исполнительный орган и второе роботизированное устройство. Управляющее устройство может быть выполнено с возможностью идентификации траектории над поверхностью объекта с использованием цифровых управляющих данных, которые были ранее использованы для выполнения некоторого количества операций на поверхности объекта, которые создали некоторое количество поверхностных особенностей. Первый концевой исполнительный орган может содержать матирующее приспособление, выполненное с возможностью использования в матировании отражающей отделки некоторого количества поверхностных особенностей. Первое роботизированное устройство может быть выполнено с возможностью перемещения первого концевого исполнительного органа вдоль идентифицированной траектории. Первое роботизированное устройство может быть дополнительно выполнено с возможностью расположения матирующего приспособления над каждой из некоторого количества поверхностных особенностей. Второй концевой исполнительный орган может содержать лазерное устройство и шлифовальное приспособление. Лазерное устройство может быть выполнено с возможностью выработки лазерных данных обратной связи об указанном некотором количестве поверхностных особенностей после матирования отражающей отделки указанного некоторого количества поверхностных особенностей. Шлифовальное приспособление может быть выполнено с возможностью использования в шлифовании некоторого количества поверхностных особенностей на основании лазерных данных обратной связи до тех пор, пока это некоторое количество поверхностных особенностей не будет отшлифовано с точностью до выбранных допусков. Второе роботизированное устройство может быть выполнено с возможностью перемещения второго концевого исполнительного органа вдоль идентифицированной траектории. Второе роботизированное устройство может быть дополнительно выполнено с возможностью расположения шлифовального приспособления и лазерного устройства над каждой из некоторого количества поверхностных особенностей.
Признаки и функции могут быть реализованы независимо друг от друга в различных вариантах реализации настоящего изобретения или могут быть объединены в других вариантах реализации, на которых дополнительные сведения могут быть видны по ссылке на приведенные далее раздел «Осуществление изобретения» и чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В прилагаемой формуле изобретения заданы новые признаки, считаемые характеристиками иллюстративных вариантов реализации. Однако иллюстративные варианты реализации, а также предпочтительный способ использования, а также их дополнительные задачи и признаки будут наилучшим образом понятны по ссылке на приведенный далее раздел «Осуществление изобретения» при прочтении с использованием прилагаемых чертежей.
На фиг. 1 показан изометрический вид среды для шлифования в соответствии с иллюстративным вариантом реализации.
На фиг. 2 показан увеличенный вид части поверхности в соответствии с иллюстративным вариантом реализации.
На фиг. 3 показан увеличенный изометрический вид первого роботизированного устройства и первого концевого исполнительного органа в соответствии с иллюстративным вариантом реализации.
На фиг. 4 показан увеличенный изометрический вид второго роботизированного устройства в соответствии с иллюстративным вариантом реализации.
На фиг. 5 показано изображение среды для шлифования в соответствии с иллюстративным вариантом реализации.
На фиг. 6 показан увеличенный вид поворотной откидной щетки, расположенной над частью поверхности, в соответствии с иллюстративным вариантом реализации.
На фиг. 7 показано изображение среды для шлифования с первым роботизированным устройством и вторым роботизированным устройством, перемещенных в новые положения, в соответствии с иллюстративным вариантом реализации.
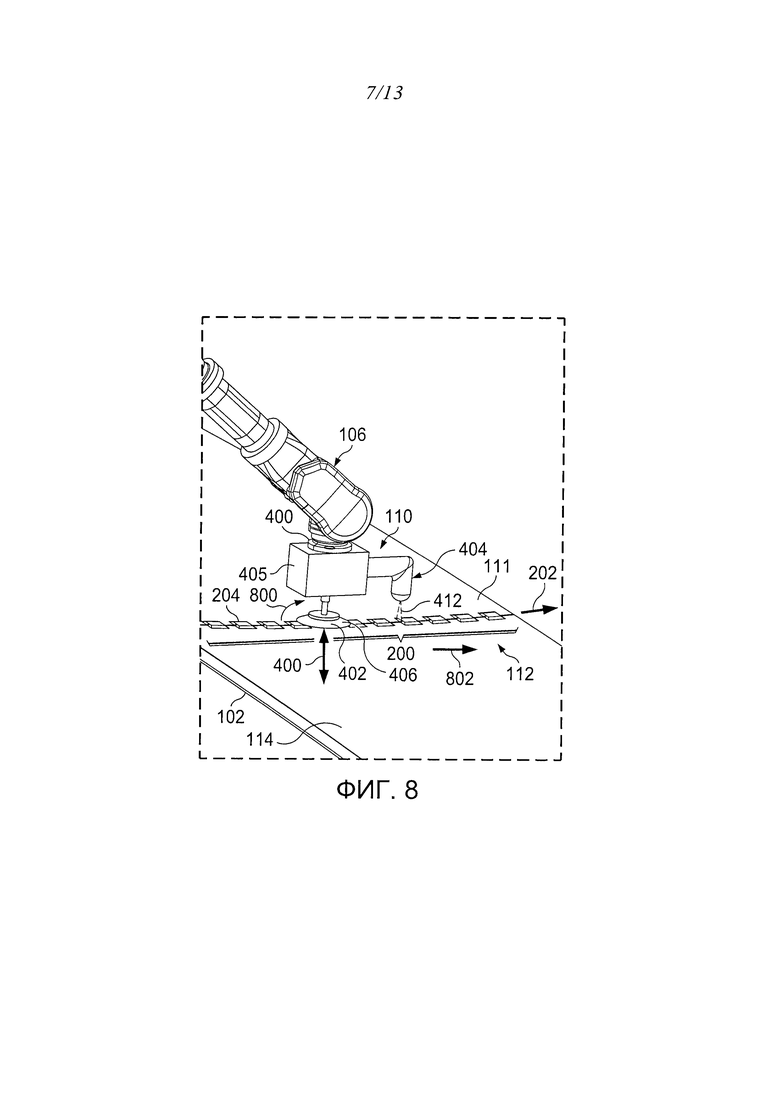
На фиг. 8 показан увеличенный вид шлифовального приспособления, расположенного над частью поверхности, в соответствии с иллюстративным вариантом реализации.
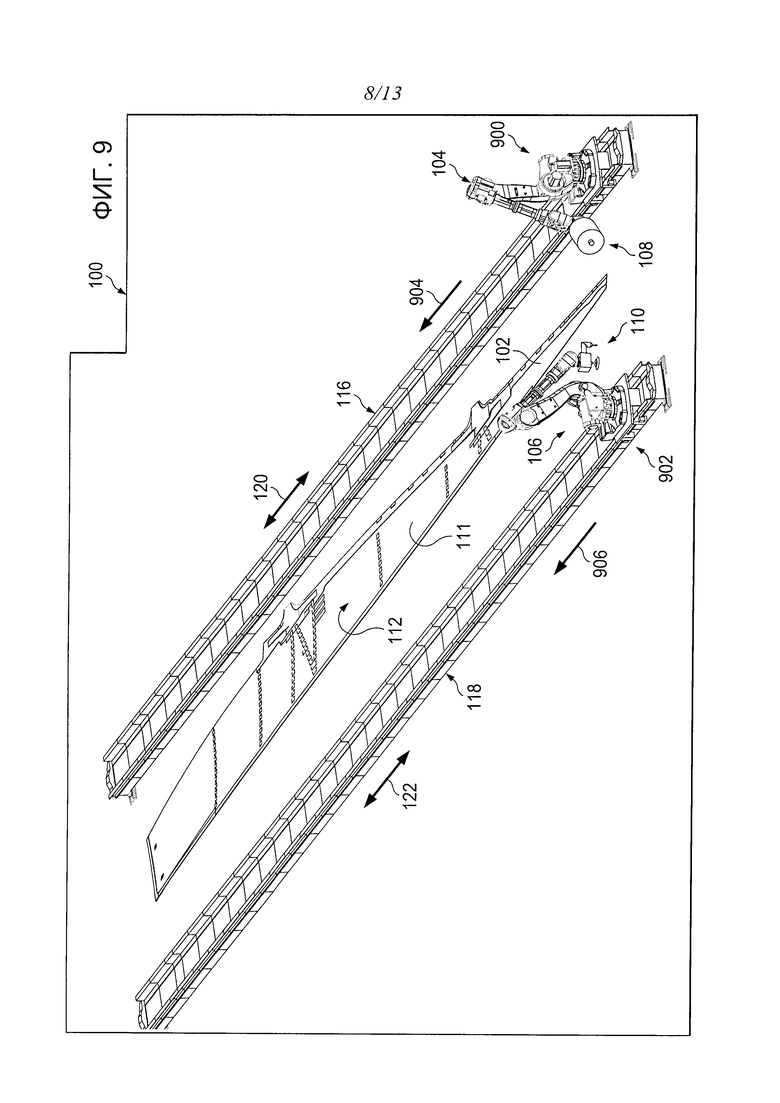
На фиг. 9 показано изображение среды для шлифования с первым роботизированным устройством и вторым роботизированным устройством, перемещенных в окончательные положения, в соответствии с иллюстративным вариантом реализации.
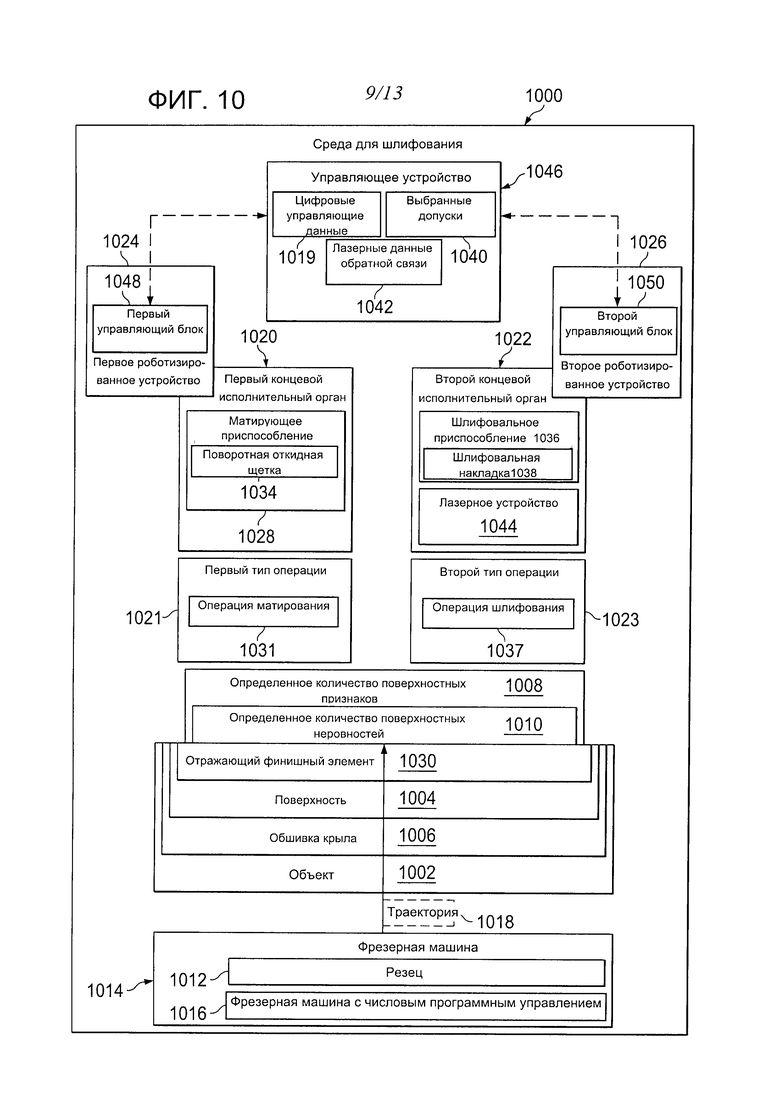
На фиг. 10 показано изображение среды для шлифования в форме блок-схемы в соответствии с иллюстративным вариантом реализации.
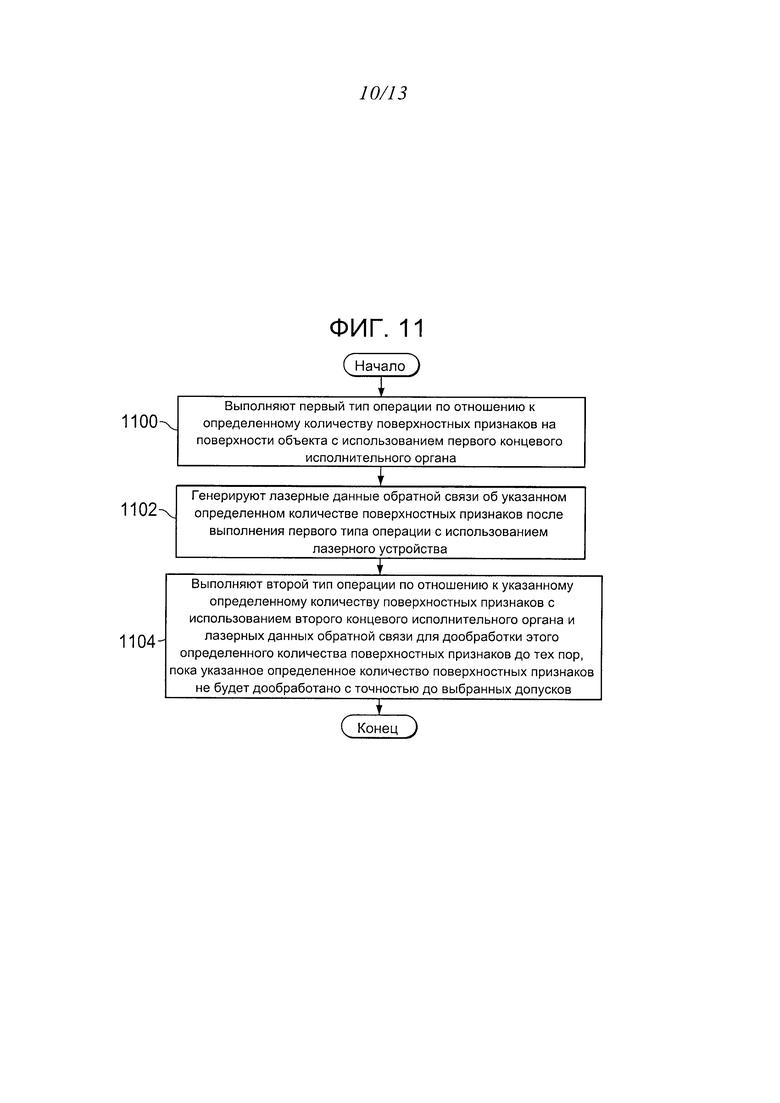
На фиг. 11 показано изображение процесса шлифования некоторого количества поверхностных особенностей в форме блок-схемы в соответствии с иллюстративным вариантом реализации.
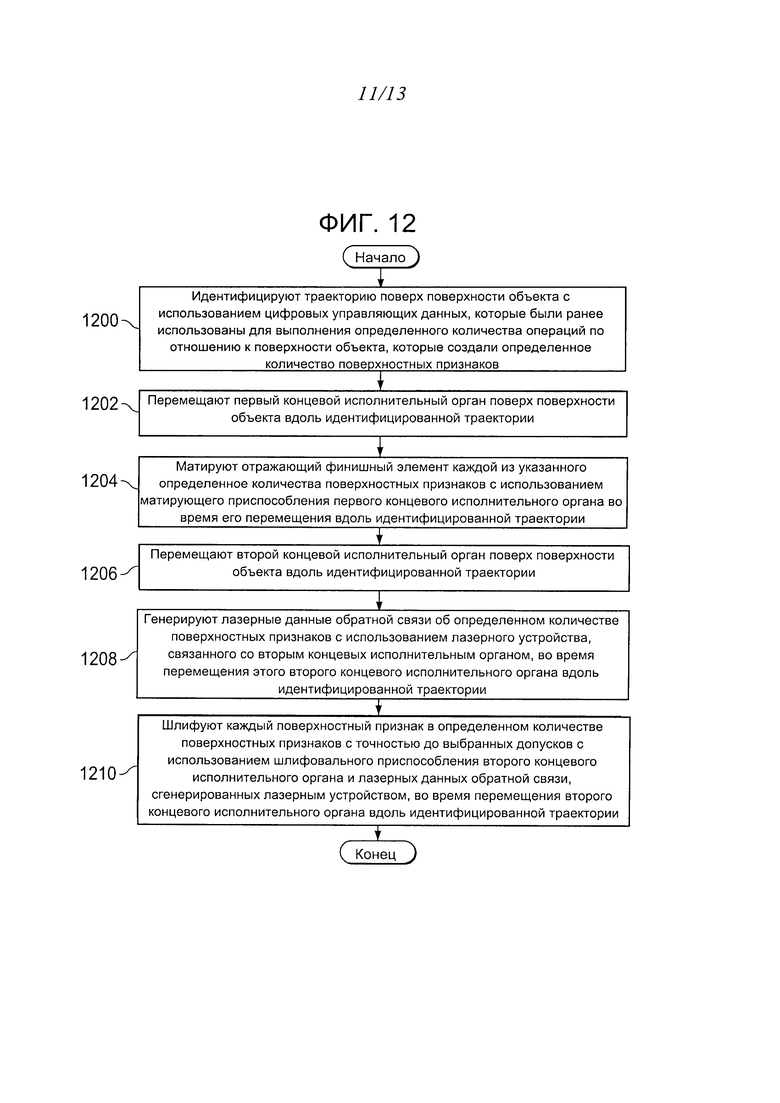
На фиг. 12 показано изображение процесса шлифования некоторого количества поверхностных неровностей на поверхности обшивки крыла в форме блок-схемы в соответствии с иллюстративным вариантом реализации.
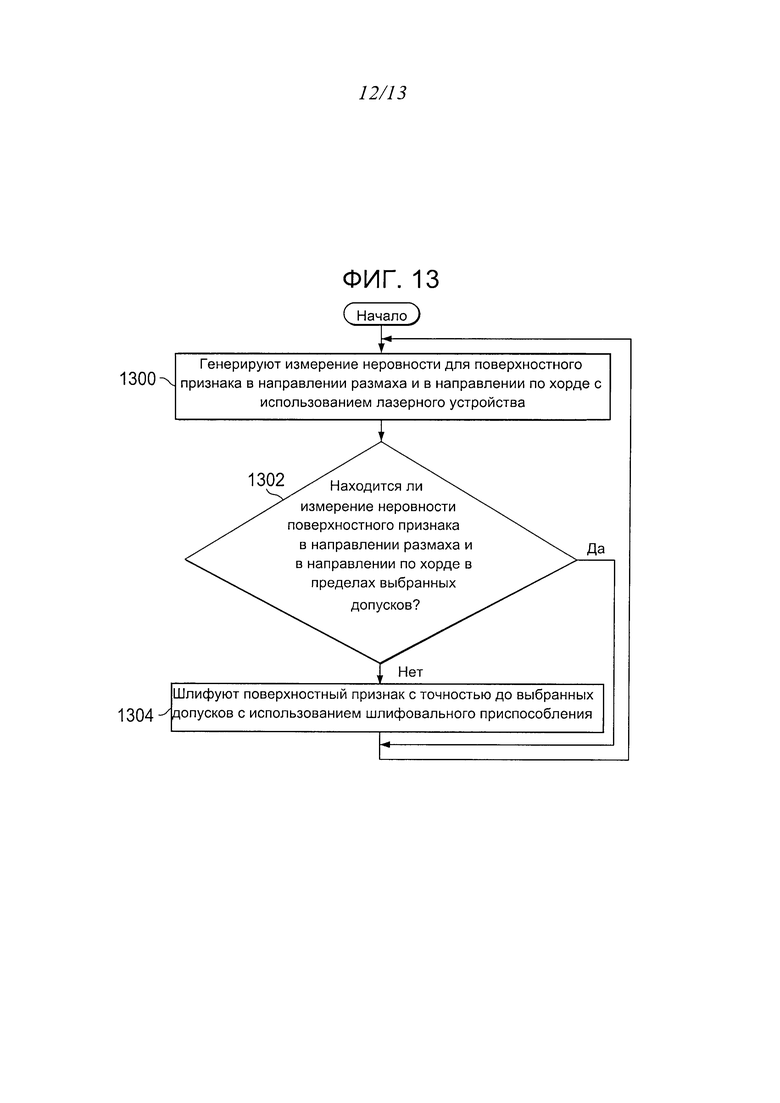
На фиг. 13 показано изображение процесса выполнения операции шлифования по отношению к поверхностной неровности в форме блок-схемы в соответствии с иллюстративным вариантом реализации.
На фиг. 14 показано изображение способа изготовления и обслуживания воздушного судна в форме блок-схемы в соответствии с иллюстративным вариантом реализации.
На фиг. 15 показано изображение воздушного судна в форме блок-схемы, по которой может быть реализован иллюстративный вариант реализации.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Иллюстративные варианты реализации показывают и учитывают различные идеи. Например, иллюстративные варианты реализации показывают и учитывают, что может быть необходимо наличие способа и устройства для автоматизации обработки выравнивания поверхностных неровностей. Кроме того, иллюстративные варианты реализации показывают и учитывают, что может быть необходимо наличие автоматизированной шлифовальной системы, выполненной с возможностью работы на различных типах поверхностей, включая поверхности, которые имеют отражающую отделку.
В иллюстративных вариантах реализации признается и учитывается тот факт, что имеющиеся в настоящее время фрезерные машины могут быть автоматизированными. Например, фрезерная машина с числовым программным управлением (CNC) представляет собой тип автоматизированной фрезерной машины. Фрезерная машина с числовым программным управлением может быть выполнена с возможностью управления ею компьютером с использованием цифрового управляющего программного кода. Иллюстративные варианты реализации показывают и учитывают, что может быть необходимо использование цифрового управляющего программного кода, используемого для направления фрезерной машины вдоль конкретной траектории, для программирования автоматизированной шлифовальной системы, чтобы она следовала по существу по одной и той же траектории.
Таким образом, иллюстративные варианты реализации обеспечивают способ и устройство автоматизации шлифования поверхностных неровностей на объектах, таких как обшивки крыльев. Использование автоматизированной шлифовальной системы, описанной посредством приведенных далее иллюстративных вариантов реализации, может уменьшать общее время и трудовые ресурсы, необходимые для этих типов операций шлифования.
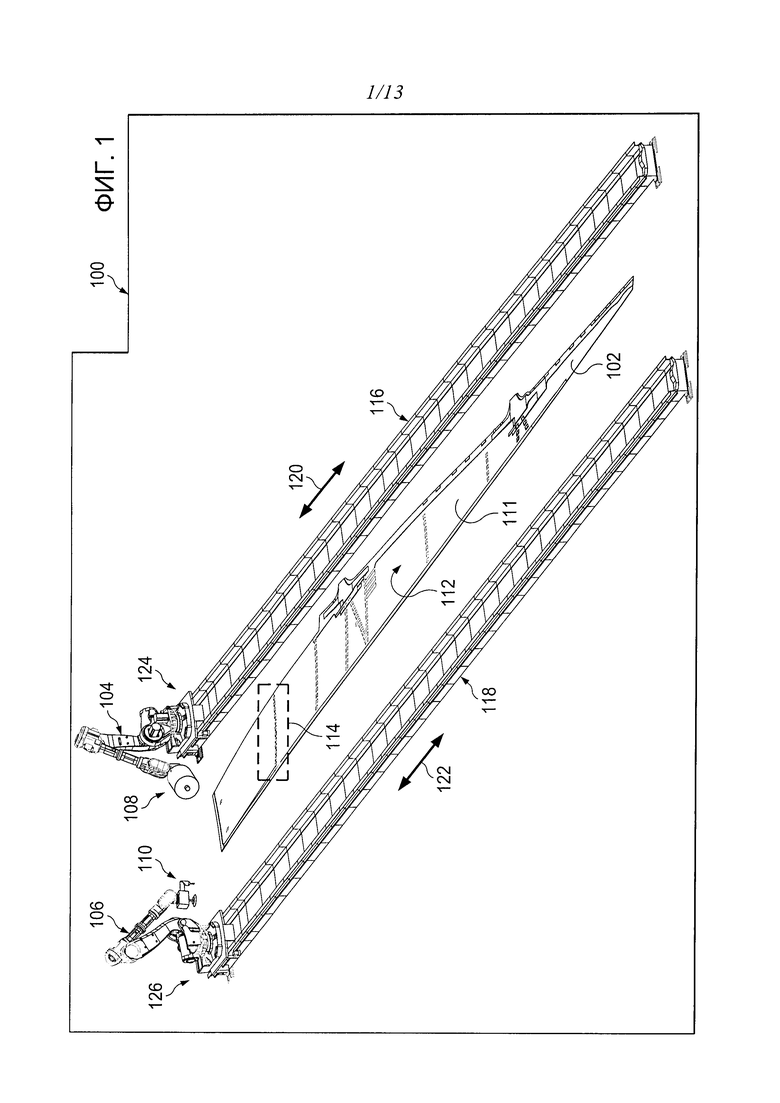
На фигурах и, в частности, на фиг. 1 показан изометрический вид среды для шлифования в соответствии с иллюстративным вариантом реализации. Как показано, среда 100 для шлифования содержит обшивку 102 крыла, первое роботизированное устройство 104 и второе роботизированное устройство 106.
В данном иллюстративном примере первый концевой исполнительный орган 108 связан с первым роботизированным устройством 104, а второй концевой исполнительный орган 110 связан со вторым роботизированным устройством 106. Как использовано в настоящей заявке, когда один компонент "связан" с другим компонентом, то в показанных примерах такая связь представляет собой физическую связь.
Например, первый компонент, такой как первый концевой исполнительный орган 108, можно считать связанным со вторым компонентом, таким как первое роботизированное устройство 104, путем скрепления со вторым компонентом, соединения со вторым компонентом посредством связующего, закрепления на втором компоненте, сварки со вторым компонентом, прикрепления ко второму компоненту и/или соединения со вторым компонентом каким-либо другим подходящим способом. Первый компонент также может быть соединен со вторым компонентом с использованием третьего компонента. Кроме того, первый компонент можно считать связанным со вторым компонентом путем формирования в виде части и/или расширения второго компонента.
Как показано, обшивка 102 крыла может иметь поверхность 111. В данном иллюстративном примере поверхность 111 может иметь отражающую отделку. Другими словами, поверхность 111 может представлять собой отражающую поверхность. Фрезерная машина (не показана на данном виде) использована для выполнения операций резания по отношению к поверхности 111 обшивки крыла 102. В данном иллюстративном примере фрезерная машина представляет собой фрезерную машину с числовым программным управлением (CNC). Выполнение операций срезания с использованием этой фрезерной машины обеспечивает создание поверхностных неровностей 112 на поверхности 111. Поверхностные неровности 112 могут принимать форму, например, выступающих или заостренных кромок на поверхности 111 обшивки крыла 102.
В данном иллюстративном примере поверхностные неровности 112 могут находиться за пределами допуска. Другими словами, каждая из поверхностных неровностей 112 может иметь один или больше количество размеров за пределами выбранных допусков. Например, каждая из поверхностных неровностей 112 может выступать или проходить в сторону от поверхности за рамками некоторого выбранного предела. Поверхностные неровности 112 может быть необходимо повторно обработать с точностью до выбранных допусков. В частности, поверхностные неровности 112 может быть необходимо отшлифовать и сгладить. Еще точнее, поверхностные неровности 112 может быть необходимо выровнять с поверхностью 111 с точностью до выбранных допусков.
Первый концевой исполнительный орган 108 может быть использован для матирования отражающей отделки на и вокруг каждой из поверхностных неровностей 112. Матирование указанной отражающей отделки может обеспечивать возможность наилучшего измерения лазерным устройством (не показано на данном виде), связанного со вторым концевым исполнительным органом 110, поверхностных неровностей 112. Второй концевой исполнительный орган 110 может быть использован для шлифования каждой из поверхностных неровностей 112 с точностью до выбранных допусков на основании лазерных данных обратной связи от данного лазерного устройства.
Как показано, поверхностные неровности 112 могут быть представлены на различных частях поверхности 111. Например, часть поверхностных неровностей 112 может быть представлена на части 114 поверхности 111 обшивки крыла 102.
В данном иллюстративном примере первое роботизированное устройство 104 может быть прикреплено к рельсовой системе 116, а второе роботизированное устройство 106 может быть прикреплено к рельсовой системе 118. Обшивка 102 крыла была расположена между этими рельсовыми системами. Первое роботизированное устройство 104 может совершать перемещение в направлении вдоль оси 120 на рельсовой системе 116 для перемещения первого концевого исполнительного органа 108 относительно обшивки 102 крыла. Аналогичным образом, второй концевой исполнительный орган 110 может совершать перемещение в направлении вдоль оси 122 на рельсовой системе 118 для перемещения второго концевого исполнительного органа 110 относительно обшивки 102 крыла.
Как показано, первое роботизированное устройство 104 и второе роботизированное устройство 106 расположены соответственно в исходном положении 124 и исходном положении 126. Эти исходные положения могут представлять собой положения, в которых первое роботизированное устройство 104 и второе роботизированное устройство 106 приступают к работе, когда крыло, такое как обшивка 102 крыла, перемещено в выбранное положение между рельсовой системой 116 и рельсовой системой 118. На приведенных далее фигурах описан процесс, посредством которого первое роботизированное устройство 104 с первым концевым исполнительным органом 108 и второе роботизированное устройство 106 со вторым концевым исполнительным органом 110 используют для шлифования поверхностных неровностей 112 на поверхности 111 обшивки крыла 102 с точностью до выбранных допусков.
На фиг. 2 показан увеличенный вид части 114 поверхности 111 по фиг. 1 в соответствии с иллюстративным вариантом реализации. Как показано, совокупность поверхностных неровностей 200 представлена на части 114 поверхности 111. Совокупность поверхностных неровностей 200 может представлять собой часть поверхностных неровностей 112, показанных на фиг. 1.
В данном иллюстративном примере совокупность поверхностных неровностей 200 может быть выровнена вдоль траектории 202. Траектория 202 может представлять собой траекторию, используемую фрезерной машиной для выполнения операций резания по отношению к части 114 поверхности 111. Поверхностная неровность 204 представляет собой пример одной из совокупности поверхностных неровностей 200. Как показано, поверхностная неровность 204 содержит часть поверхности 111, выступающую над окружающей частью поверхности 111. Поверхностная неровность 204 может быть отшлифована таким образом, что часть поверхности 111, включенная в поверхностную неровность 204, может быть выровнена с частью поверхности 111, окружающей поверхностную неровность 204.
На фиг. 3 показан увеличенный изометрический вид первого роботизированного устройства 104 и первого концевого исполнительного органа 108 по фиг. 1 в соответствии с иллюстративным вариантом реализации. Как показано, первый концевой исполнительный орган 108 содержит крепежную конструкцию 300 и матирующее приспособление 302. Крепежная конструкция 300 использована для прикрепления первого концевого исполнительного органа 108 к первому роботизированному устройству 104.
В данном иллюстративном примере матирующее приспособление 302 принимает форму поворотной откидной щетки 304. В частности, поворотная откидная щетка 304 может быть повернута вокруг оси 306. Поворотная откидная щетка 304 имеет внешнюю поверхность 308. Внешняя поверхность 308 может иметь текстуру, выполненную для удаления отделки, такой как отражающая отделка на поверхности 111 обшивки 102 крыла по фиг. 1-2. В данном иллюстративном примере внешняя поверхность 308 может представлять собой абразивную поверхность.
Как показано, первое роботизированное устройство 104 принимает форму роботизированной руки 310, соединенной с основанием 312. Роботизированная рука 310 может быть выполнена с возможностью перемещения первого концевого исполнительного органа 108 и, поэтому, поворотной откидной щетки 304 в некотором количестве различных направлений. Основание 312 выполнено с возможностью прикрепления к рельсовой системе 116 по фиг. 1.
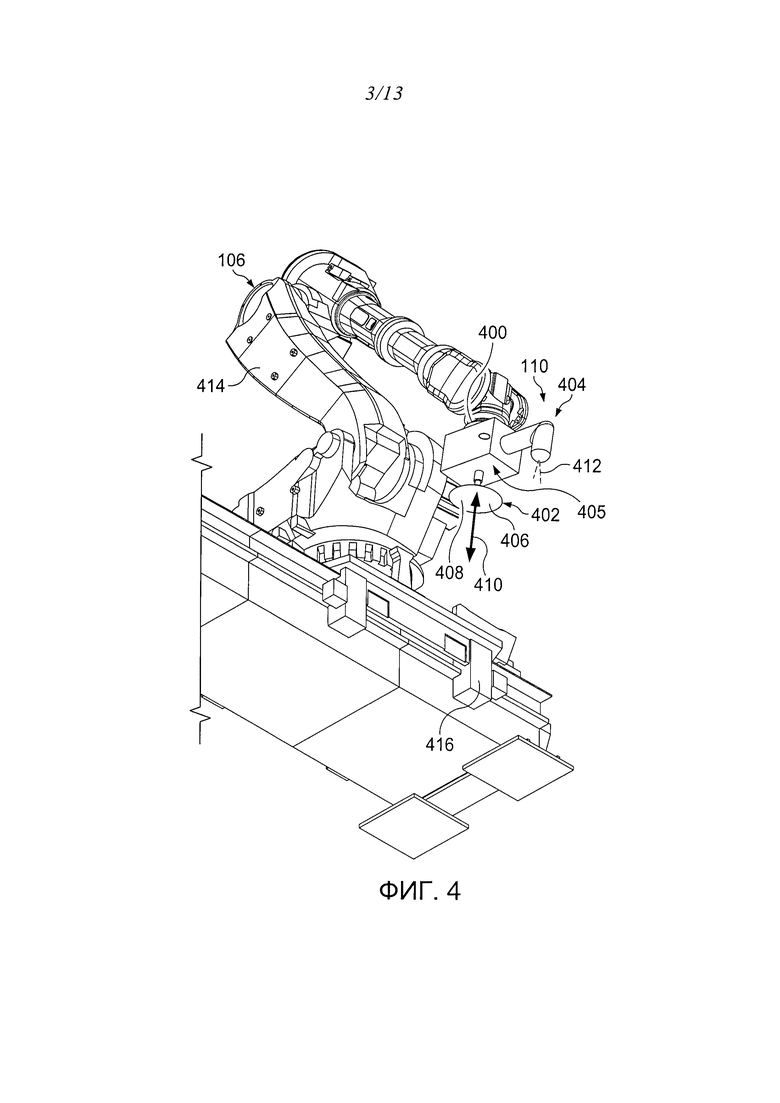
На фиг. 4 показан увеличенный изометрический вид второго роботизированного устройства 106 по фиг. 1 в соответствии с иллюстративным вариантом реализации. Как показано, второй концевой исполнительный орган 110 содержит крепежную конструкцию 400, шлифовальное приспособление 402, лазерное устройство 404 и коробку 405 управления. Крепежная конструкция 400 использована для прикрепления второго концевого исполнительного органа 110 ко второму роботизированному устройству 106.
В данном иллюстративном примере шлифовальное приспособление 402 имеет форму шлифовальной накладки 406. Шлифовальная накладка 406 может иметь шлифовальную поверхность 408, которая может быть использована для шлифования, когда шлифовальная накладка 406 повернута вокруг оси 410. Коробка 405 управления может содержать управляющий блок (не показан), который используют для управления работой шлифовальной накладки 406. Управляющий блок может представлять собой, например, процессорный блок, который управляет определенным количеством параметров, которые могут содержать, без ограничения, скорость поворота шлифовальной накладки 406 вокруг оси 410, определенное количество оборотов, завершенных для каждой шлифуемой поверхностной неровности, давление, приложенное к поверхности шлифовальной накладкой 406, и другие типы параметров.
Давление, приложенное к поверхности шлифовальной накладкой 406, может находиться под управлением путем управления перемещением шлифовальной накладки 406 в направлении вдоль оси 410. Например, шлифовальная накладка 406 может быть перемещена вниз по направлению к поверхности для приложения давления к этой поверхности.
В данном иллюстративном примере лазерное устройство 404 прикреплено к коробке 405 управления. Таким образом, лазерное устройство 404 связано со вторым концевым исполнительным органом 110 в качестве части этого второго концевого исполнительного органа 110. Лазерное устройство 404 может быть использовано для выработки лазерного луча 412, который используют для измерения поверхностной неровности. Эти лазерные измерения могут быть отправлены на управляющий блок и использованы этим управляющим блоком для генерирования одной или большего количества команд для второго роботизированного устройства 106 и/или для регулирования работы шлифовальной накладки 406.
Как показано, второе роботизированное устройство 106 принимает форму роботизированной руки 414, соединенной с основанием 416. Роботизированная рука 414 может быть выполнена с возможностью перемещения второго концевого исполнительного органа 110 и шлифовальной накладки 406 в определенном количестве различных направлений. Основание 416 выполнено с возможностью прикрепления к рельсовой системе 118 по фиг. 1.
На фиг. 5 показано изображение среды для шлифования 100 по фиг. 1 в соответствии с иллюстративным вариантом реализации. В данном иллюстративном примере первое роботизированное устройство 104 совершило перемещение в направлении стрелки 500 из исходного положения 124 по фиг. 1 в положение 502. В положении 502 первое роботизированное устройство 104 может располагать поворотную откидную щетку 304 над частью 114 поверхности 111 таким образом, что может быть произведено матирование отражающей отделки на совокупности поверхностных неровностей 200.
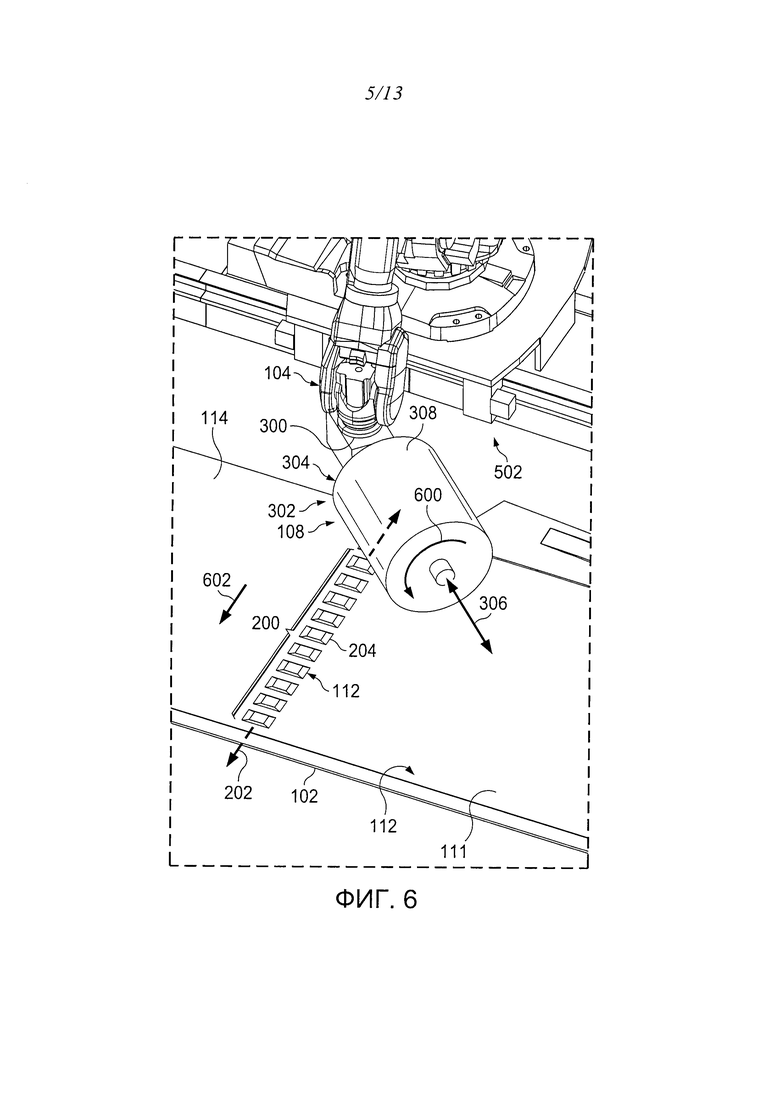
На фиг. 6 показан увеличенный вид поворотной откидной щетки 304, расположенной над частью 114 поверхности 111, в соответствии с иллюстративным вариантом реализации. В частности, увеличенный вид поворотной откидной щетки 304, расположенной над частью 114 поверхности 111, показан в соответствии с линиями 6-6 на фиг. 5.
Первое роботизированное устройство 104 выполнено с возможностью направления поворотной откидной щетки 304 вдоль траектории 202 на основании цифрового управляющего программного кода, который был использован для управления фрезерной машиной, которая выполняла операции резания вдоль траектории 202. В данном иллюстративном примере первое роботизированное устройство 104 выполнено с возможностью направления поворотной откидной щетки 304 в направлении стрелки 600 вокруг оси 306 с одновременным перемещением этой поворотной откидной щетки 304 в направлении стрелки 602 по существу вдоль траектории 202. По мере перемещения поворотной откидной щетки 304 в направлении стрелки 602, эта поворотная откидная щетка 304 контактирует с поверхностью 111 и, соответственно, выполняет матирование отражающей отделки на части 114 поверхности 111.
В частности, производят матирование отражающей отделки на совокупности поверхностных неровностей 200 и части поверхности 111, окружающей совокупность поверхностных неровностей 200. Путем матирования указанной отражающей отделки поворотная откидная щетка 304 подготавливает данную область для лазерного устройства 404 по фиг. 4. Лазерное устройство 404 может быть и не выполнено с возможностью проведения измерений поверхности 111 с необходимым уровнем точности, когда поверхность 111 выполнена отражающей.
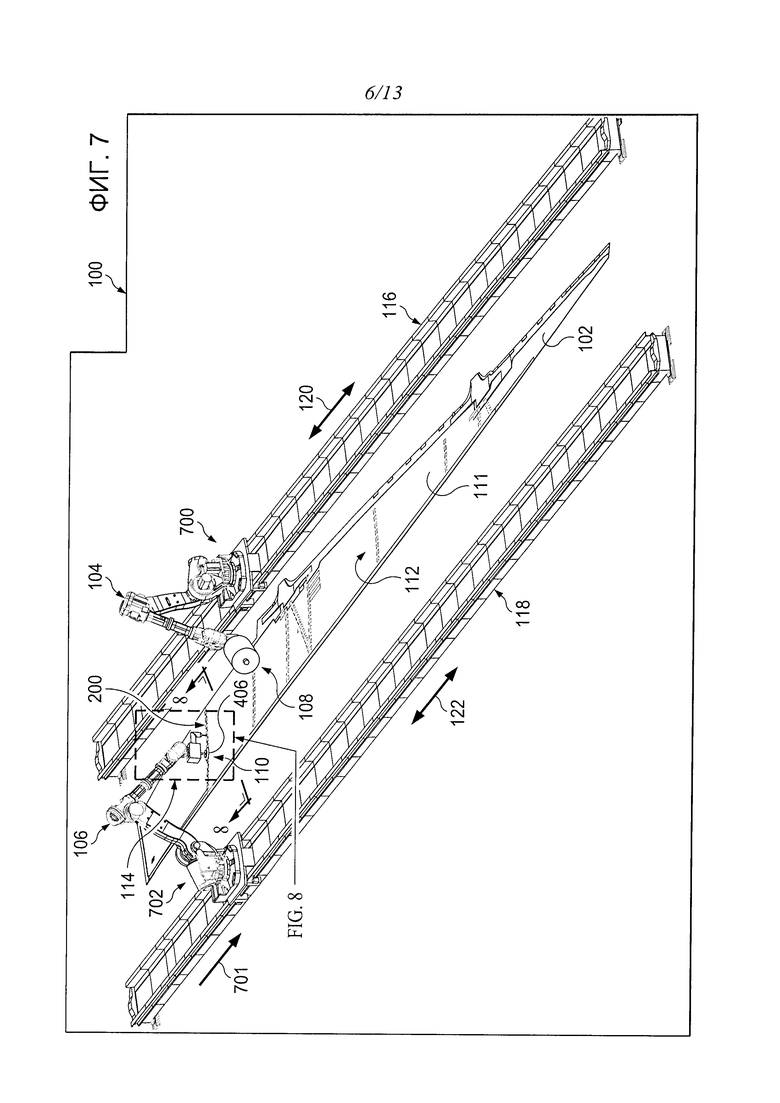
На фиг. 7 показано изображение среды 100 для шлифования по фиг. 1 с первым роботизированным устройством 104 и вторым роботизированным устройством 106, перемещенными в новые положения, в соответствии с иллюстративным вариантом реализации. В данном иллюстративном примере первое роботизированное устройство 104 завершило операции матирования по отношению к части 114 поверхности 111 и совершило перемещение в положение 700. Кроме того, второе роботизированное устройство 106 совершило перемещение в направлении стрелки 701 в положение 702. В положении 702 второе роботизированное устройство 106 может располагать шлифовальную накладку 406 над частью 114 поверхности 111 и совокупности поверхностных неровностей 200 на части 114 поверхности 111.
На фиг. 8 показан увеличенный вид шлифовального приспособления 402, расположенного над частью 114 поверхности 111, в соответствии с иллюстративным вариантом реализации. В частности, увеличенный вид шлифовального приспособления 402, расположенного над частью 114 поверхности 111, показан по линиям 8-8 на фиг. 7.
Второе роботизированное устройство 106 выполнено с возможностью направления шлифовальной накладки 406 вдоль траектории 202 на основании цифрового управляющего программного кода, который был использован для управления фрезерной машиной, которая выполняла операции резания вдоль траектории 202. Второе роботизированное устройство 106 выполнено с возможностью поворота шлифовальной накладки 406 в направлении стрелки 800 вокруг оси 410 с одновременным перемещением этой шлифовальной накладки 406 в направлении стрелки 802 по существу вдоль траектории 202 к каждой из совокупности поверхностных неровностей 200.
Управляющий блок в коробке 405 управления выполнен с возможностью использования лазерных данных обратной связи, вырабатываемых лазерным устройством 404, для управления работой, перемещением и расположением шлифовальной накладки 406 над каждой из совокупности поверхностных неровностей 200 таким образом, что каждая из этой совокупности поверхностных неровностей 200 отшлифована с точностью до выбранных допусков.
На фиг. 9 показано изображение среды 100 для шлифования по фиг. 1 с первым роботизированным устройством 104 и вторым роботизированным устройством 106, перемещенными в окончательные положения, в соответствии с иллюстративным вариантом реализации. В данном иллюстративном примере все операции шлифования были завершены, а все из поверхностных неровностей 112 были отшлифованы и выравнены с оставшейся частью поверхности 111 с точностью до выбранных допусков. Первое роботизированное устройство 104 и второе роботизированное устройство 106 совершили перемещение соответственно в окончательное положение 900 и окончательное положение 902.
После перемещения обшивки 102 крыла из среды для шлифования 100, первое роботизированное устройство 104 и второе роботизированное устройство 106 могут быть перемещены обратно соответственно в исходное положение 124 и исходное положение 126 по фиг. 1 для выполнения операций шлифования по отношению к другому крылу. Таким образом, может быть автоматизирован процесс шлифования поверхностных неровностей на поверхностях крыльев.
Изображения среды 100 для шлифования, обшивки 102 крыла, первого роботизированного устройства 104, второго роботизированного устройства 106, первого концевого исполнительного органа 108 и второй концевой исполнительный орган 110 на фиг. 1-9 не означают введение физических или архитектурных ограничений способом, согласно которому может быть реализован иллюстративный вариант реализации. В дополнение к показанным компонентам или взамен их могут быть использованы другие компоненты. Некоторые компоненты могут быть необязательными.
Различные компоненты, показанные на фиг. 1-9, могут представлять собой иллюстративные примеры того, как компоненты, показанные далее в блочной форме на фиг. 10, могут быть реализованы в виде физических конструкций. Кроме того, некоторые из компонентов по фиг. 1-9 могут быть объединены с компонентами по фиг. 10 и/или использованы с компонентами по фиг. 10.
На фиг. 10 в форме блок-схемы показано изображение среды для шлифования в соответствии с иллюстративным вариантом реализации. Среда 100 для шлифования по фиг. 1 представляет собой пример способа, согласно которому может быть реализована среда 1000 для шлифования. Как показано, среда 1000 для шлифования может представлять собой среду, в которой операции шлифования могут быть выполнены на поверхности 1004 объекта 1002. В данном иллюстративном примере объект 1002 принимает форму обшивки крыла 1006. Однако, в других иллюстративных примерах объект 1002 может принимать форму некоторого другого типа объекта, такого как, без ограничения, обшивка фюзеляжа, металлическая дверь, металлическая пластина, лонжерон или некоторый другой тип объекта.
Некоторое количество поверхностных особенностей 1008 может быть представлено на поверхности 1004. Как использовано в настоящей заявке, «некоторое количество» объектов может содержать один или более объектов. Таким образом, некоторое количество поверхностных особенностей 1008 может содержать одну или более поверхностных особенностей.
В данном иллюстративном примере некоторое количество поверхностных особенностей 1008 может принимать форму некоторого количества поверхностных неровностей 1010. Некоторое количество поверхностных неровностей 1010 могло быть создано резцом 1012. В одном иллюстративном примере резец 1012 может представлять собой часть фрезерной машины 1014. В частности, фрезерная машина 1014 может принимать форму фрезерной машины 1016 с числовым программным управлением. Резец 1012 может управляться фрезерной машиной 1014 для выполнения операций резания вдоль траектории 1018 по отношению к поверхности 1004 на основании цифровых управляющих данных 1019. Цифровые управляющие данные 1019 могут содержать цифровой управляющий программный код.
Первый концевой исполнительный орган 1020 и второй концевой исполнительный орган 1022 могут быть использованы для повторной обработки некоторого количества поверхностных неровностей 1010 с точностью до выбранных допусков. В частности, первый концевой исполнительный орган 1020 может быть использован для выполнения операции 1021 первого типа на некотором количестве поверхностных неровностей 1010, а второй концевой исполнительный орган 1022 может быть использован для выполнения операции 1023 второго типа на некотором количестве поверхностных неровностей 1010.
Как показано, в данном иллюстративном примере первый концевой исполнительный орган 1020 связан с первым роботизированным устройством 1024, а второй концевой исполнительный орган 1022 связан со вторым роботизированным устройством 1026. Первое роботизированное устройство 1024 и второе роботизированное устройство 1026 могут принимать форму, например, роботизированных рук.
Первый концевой исполнительный орган 1020 может содержать матирующее приспособление 1028. Матирующее приспособление 1028 выполнено с возможностью выполнения операции 1031 матирования, которая включает матирование отражающей отделки 1030 на части поверхности 1004 вдоль траектории 1018. Операция 1031 матирования может представлять собой пример операции 1021 первого типа. Таким образом, может быть выполнено матирование отражающей отделки 1030 на некотором количестве поверхностных неровностей 1010 и части поверхности 1004, окружающей это некоторое количество поверхностных неровностей 1010, вдоль траектории 1018. В одном иллюстративном примере матирующее приспособление 1028 принимает форму поворотной откидной щетки 1034.
Первое роботизированное устройство 1024 может управлять перемещением первого концевого исполнительного органа 1020. Например, первое роботизированное устройство 1024 может быть использовано для перемещения и расположения матирующего приспособления 1028 первого концевого исполнительного органа 1020 относительно поверхности 1004. Первое роботизированное устройство 1024 может идентифицировать траекторию 1018, вдоль которой некоторое количество поверхностных неровностей 1010 было сформировано на основании цифровых управляющих данных 1019. Первое роботизированное устройство 1024 может перемещать матирующее приспособление 1028 вдоль траектории 1018 таким образом, что посредством матирующего приспособления 1028 может быть выполнено матирование отражающей отделки 1030 части поверхности 1004 вдоль траектории 1018.
Второй концевой исполнительный орган 1022 может содержать шлифовальное приспособление 1036. Шлифовальное приспособление 1036 выполнено с возможностью выполнения операции шлифования 1037, которая включает шлифование некоторого количества поверхностных неровностей 1010. Операция шлифования 1037 представляет собой пример операции 1023 второго типа. В одном иллюстративном примере шлифовальное приспособление 1036 принимает форму шлифовальной накладки 1038.
Второе роботизированное устройство 1026 может управлять перемещением второго концевого исполнительного органа 1022. Например, второе роботизированное устройство 1026 может быть использовано для перемещения и расположения шлифовального приспособления 1036 второго концевого исполнительного органа 1022 относительно поверхности 1004. Второе роботизированное устройство 1026 может идентифицировать траекторию 1018, вдоль которой некоторое количество поверхностных неровностей 1010 было сформировано на основании цифровых управляющих данных 1019. Второе роботизированное устройство 1026 может перемещать шлифовальное приспособление 1036 к каждой из некоторого количества поверхностных неровностей 1010 таким образом, что каждая из некоторого количества поверхностных неровностей 1010 может быть отшлифована с точностью до выбранных допусков 1040.
В данном иллюстративном примере шлифовальное приспособление 1036 выполняет операцию шлифования 1037 на основании лазерных данных 1042 обратной связи, принятых от лазерного устройства 1044. Лазерное устройство 1044 может быть связано со вторым концевым исполнительным органом 1022. В данном иллюстративном примере лазерное устройство 1044 следует рассматривать в качестве части второго концевого исполнительного органа 1022. Однако, в других иллюстративных примерах лазерное устройство 1044 может быть рассмотрено отдельно от второго концевого исполнительного органа 1022.
Лазерное устройство 1044 выполнено с возможностью выработки лазерных данных 1042 обратной связи путем измерения каждой из некоторого количества поверхностных неровностей 1010 по мере перемещения второго концевого исполнительного органа 1022 вдоль траектории 1018. В данном иллюстративном примере управляющее устройство 1046 может быть выполнено с возможностью приема лазерных данных 1042 обратной связи и с возможностью управления работой шлифовального приспособления 1036 на основании лазерных данных 1042 обратной связи. Например, управляющее устройство 1046 может использовать лазерные данные 1042 обратной связи для регулирования определенного количества параметров шлифовального приспособления 1036. Эти параметры могут содержать, например, без ограничения, скорость поворота, количество оборотов, давление, приложенное к поверхности, и/или другие типы параметров.
В одном иллюстративном примере управляющее устройство 1046 сформировано посредством первого управляющего блока 1048 и второго управляющего блока 1050. Первый управляющий блок 1048 может быть реализован в первом роботизированном устройстве 1024 и использован для управления работой этого первого роботизированного устройства 1024 и первого концевого исполнительного органа 1020.
Второй управляющий блок 1050 может быть реализован во втором роботизированном устройстве 1026 или втором концевом исполнительном органе 1022. В некоторых случаях часть второго управляющего блока 1050 может быть реализована во втором роботизированном устройстве 1026, а другая часть второго управляющего блока 1050 может быть реализована во втором концевом исполнительном органе 1022.
В данном иллюстративном примере первое роботизированное устройство 1024 и второе роботизированное устройство 1026 могут быть выполнены с возможностью их программирования с использованием цифровых управляющих данных 1019 таким образом, что соответственно первый концевой исполнительный орган 1020 и второй концевой исполнительный орган 1022 могут быть перемещены вниз по центральной линии траектории 1018. Однако, в других иллюстративных примерах цифровые управляющие данные 1019 могут быть использованы для идентификации измененной траектории. Данная измененная траектория может быть смещена от центральной линии траектории 1018 на некоторое расстояние. Данное расстояние может представлять собой постоянное расстояние вдоль траектории 1018 или может изменяться вдоль траектории 1018 в зависимости от реализации. Измененная траектория может быть затем использована для направления первого концевого исполнительного органа 1020 и второго концевого исполнительного органа 1022 вдоль поверхности 1004 объекта 1002 вместо траектории 1018. Измененная траектория может более точно указывать место каждой из некоторого количества поверхностных неровностей 1010.
Изображение среды 1000 для шлифования по фиг. 10 не предназначено для введения физических или архитектурных ограничений способом, согласно которому может быть реализован иллюстративный вариант реализации. В дополнение к показанным компонентам или взамен их могут быть использованы другие компоненты. Некоторые компоненты могут быть необязательными. Кроме того, блоки представлены для иллюстрации некоторых функциональных компонентов. При реализации в иллюстративном варианте реализации один или большее количество из этих блоков могут быть объединены, разделены или объединены и разделены на различные блоки.
В некоторых иллюстративных примерах некоторое количество поверхностных особенностей 1008 может содержать некоторое количество кромок объекта 1002. Эти кромки могут представлять собой внешние кромки объекта 1002. В этих примерах первый концевой исполнительный орган 1020 и/или второй концевой исполнительный орган 1022 может быть использован для изменения формы этих кромок. В качестве одного из иллюстративных примеров, поворотная откидная щетка 1034 может быть использована для сглаживания внешних кромок объекта 1002. Таким образом, поворотная откидная щетка 1034 может быть использована для выполнения других операций в дополнение к операции 1031 матирования.
Внешние кромки объекта 1002 могут быть закруглены по радиусу для подготовки поверхности 1004 объекта 1002 для, например, процесса дробеструйной обработки. Процесс дробеструйной обработки включает воздействие на поверхность частицами дроби с усилием, достаточным для того, чтобы вызвать пластическую деформацию поверхности 1004 объекта 1002. Однако, когда частицы дроби ударяются о заостренную кромку, такую как внешняя кромка объекта, усилие этих частиц дроби может вызвать формирование нежелательного нарушения в кромке объекта.
Соответственно, может быть необходимо использование поворотной откидной щетки 1034 для сглаживания кромок объекта 1002 перед выполнением процесса дробеструйной обработки. Данный тип сглаживания кромок может называться как "разрушение кромок" или "радиусное закругление кромок". Цифровые управляющие данные 1019 могут быть использованы для программирования первого роботизированного устройства 1024 для перемещения поворотной откидной щетки 1034 вдоль кромок объекта 1002 с обеспечением сглаживания или закругления этих кромок. Таким образом, кромка объекта 1002 может быть закруглена по радиусу с использованием первого концевого исполнительного органа 1020 на основании цифровых управляющих данных 1019, использованных для формирования объекта 1002.
На фиг. 11 показано изображение процесса шлифования некоторого количества поверхностных особенностей в форме блок-схемы в соответствии с иллюстративным вариантом реализации. Процесс, показанный на фиг. 11, может быть реализован в среде 100 для шлифования по фиг. 1.
Процесс может начинаться с выполнения операции первого типа на некотором количестве поверхностных особенностей на поверхности объекта с использованием первого концевого исполнительного органа (операция 1100). Лазерные данные обратной связи могут быть затем выработаны об указанном некотором количестве поверхностных особенностей после того, как операция первого типа была выполнена с использованием лазерного устройства (операция 1102).
Операция второго типа может быть выполнена на некотором количестве поверхностных особенностей с использованием второго концевого исполнительного органа и лазерных данных обратной связи для повторной обработки этого некоторого количества поверхностных особенностей до тех пор, пока оно (указанное некоторое количество поверхностных особенностей) не будет повторно обработано с точностью до выбранных допусков (операция 1104) с последующим завершением процесса.
На фиг. 12 показано изображение процесса для шлифования некоторого количества поверхностных неровностей на поверхности обшивки крыла в форме блок-схемы в соответствии с иллюстративным вариантом реализации. Процесс, показанный на фиг. 12, может быть реализован в среде 100 для шлифования по фиг. 1.
Процесс может начинаться с идентификации траектории над поверхностью объекта с использованием цифровых управляющих данных, которые были ранее использованы для выполнения определенного количества операций по отношению к поверхности объекта, которые создали некоторое количество поверхностных особенностей (операция 1200). Первый концевой исполнительный орган может быть перемещен над поверхностью объекта вдоль идентифицированной траектории (операция 1202). Отражающая отделка каждой из некоторого количества поверхностных особенностей может быть матирована с использованием матирующего приспособления первого концевого исполнительного органа во время перемещения этого первого концевого исполнительного органа вдоль идентифицированной траектории (операция 1204).
Второй концевой исполнительный орган может быть перемещен над поверхностью объекта вдоль идентифицированной траектории (операция 1206). Лазерные данные обратной связи могут быть выработаны об указанном некотором количестве поверхностных особенностей с использованием лазерного устройства, связанного со вторым концевым исполнительным органом, во время перемещения этого второго концевого исполнительного органа вдоль идентифицированной траектории (операция 1208). Каждая поверхностная особенность в некотором количестве поверхностных особенностей может быть отшлифована с точностью до выбранных допусков с использованием шлифовального приспособления второго концевого исполнительного органа и лазерных данных обратной связи, выработанных лазерным устройством, во время перемещения этого второго концевого исполнительного органа вдоль идентифицированной траектории (операция 1210) с последующим завершением процесса.
На фиг. 13 показано изображение процесса выполнения операции шлифования на поверхностной неровности в форме блок-схемы в соответствии с иллюстративным вариантом реализации. Процесс, изображенный на фиг. 13, может быть реализован в среде 100 для шлифования по фиг. 1. Данный процесс может быть использован для реализации операций 1208 и 1210 по фиг. 12.
Процесс начинается с выполнения измерения неровности для поверхностной особенности в направлении размаха крыла и в направлении по хорде крыла с использованием лазерного устройства (операция 1300). Определение может быть выполнено в отношении того, находится ли размер неровности поверхностной особенности в направлении размаха крыла или направлении по хорде крыла в пределах выбранных допусков (операция 1302).
Если размер неровности поверхностной особенности находится в пределах выбранных допусков в направлении размаха крыла и направлении по хорде крыла, то процесс завершается. В противном случае, если размер неровности поверхностной особенности в направлении размаха крыла или направлении по хорде крыла не находится в пределах выбранных допусков, то шлифовальное приспособление используют для шлифования поверхностной особенности с точностью до выбранных допусков (операция 1304) с последующим возвратом процесса к операции 1300, которая описана выше. Таким образом, поверхностная особенность, которая была отшлифована, может быть повторно оценена путем производства другого измерения неровности для поверхностной особенности.
Иллюстративные варианты реализации настоящего изобретения могут быть описаны в контексте способа 1400 изготовления и обслуживания воздушного судна, который показан на фиг. 14, и воздушного судна 1500, которое показано на фиг. 15. На фиг. 14 показано изображение способа изготовления и обслуживания воздушного судна в форме блок-схемы в соответствии с иллюстративным вариантом реализации. Во время подготовки к изготовлению способ 1400 изготовления и обслуживания воздушного судна может включать проработку и проектирование 1402 воздушного судна 1500 по фиг. 15 и материальное снабжение 1404.
Во время производства происходит изготовление 1406 компонентов и подблоков и интеграция 1408 систем воздушного судна 1500 по фиг. 15. Таким образом, воздушное судно 1500 по фиг. 15 может пройти через сертификацию и поставку 1410 для его помещения на обслуживание 1412. При нахождении на обслуживании 1412 заказчиком, для воздушного судна 1500 по фиг. 15 составляют расписание планового технического обеспечения и обслуживания 1414, которое может включать модификацию, перенастройку, восстановление и другое техническое обеспечения или обслуживание.
Каждый из процессов способа 1400 изготовления и обслуживания воздушного судна может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором. В этих примерах оператор может представлять собой заказчика. Для целей данного описания, системный интегратор может содержать, без ограничения, любое количество производителей воздушных судов и субподрядчиков по основным системам, третья сторона может содержать, без ограничения, любое количество продавцов, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.п.
На фиг. 15 показано изображение воздушного судна в форме блок-схемы, по которой может быть реализован иллюстративный вариант реализации. В этом примере воздушное судно 1500 изготовлено посредством способа 1400 изготовления и обслуживания воздушного судна на фиг. 14 и может содержать корпус 1502 с множеством систем 1504 и внутренней частью 1506. Примеры систем 1504 включают движительную систему 1508, электрическую систему 1510, гидравлическую систему 1512 и/или климатическую систему 1514. Может быть включено любое количество других систем. Несмотря на то, что показан пример для аэрокосмической промышленности, различные иллюстративные варианты реализации могут быть применены в других отраслях промышленности, таких как автомобильная промышленность.
Устройства и способы, реализованные в настоящей заявке, могут быть применены во время по меньшей мере одного из этапов способа 1400 изготовления и обслуживания воздушного судна по фиг. 14. В одном иллюстративном примере компоненты или подблоки, выполненные во время изготовления 1406 компонентов и подблоков по фиг. 14, могут быть произведены или изготовлены способом, сходным с компонентами или подблоками, выполненными во время нахождения воздушного судна 1500 на обслуживании 1412 по фиг. 14. В качестве еще одного примера, один или большее количество вариантов реализации изобретения, варианты реализации способа или их сочетание могут быть применены во время этапов производства, таких как изготовление 1406 компонентов и подблоков и интеграция 1408 систем по фиг. 14. Один или большее количество вариантов реализации устройства, варианты реализации способа или их сочетание могут быть применены во время нахождения воздушного судна 1500 на обслуживании 1412 и/или во время технического обеспечения и обслуживания 1414 по фиг. 14. Использование определенного количества различных иллюстративных вариантов реализации может по существу ускорить сборку и/или уменьшить стоимость воздушного судна 1500.
Блок-схемы и структурные схемы в различных показанных вариантах реализации иллюстрируют архитектуру, функциональные возможности и работу некоторых возможных реализаций устройств и способов в иллюстративном варианте реализации. При этом, каждый блок в блок-схемах или структурных схемах может представлять модуль, сегмент, функцию и/или часть операции или этапа.
В некоторых альтернативных реализациях иллюстративного варианта реализации функция или функции, указанные в блоках, могут выполняться в порядке, указанном на фигурах. Например, в некоторых случаях два блока, показанные последовательно, могут быть выполнены по существу одновременно или эти блоки могут иногда быть выполнены в обратном порядке в зависимости от задействованной функциональности. Кроме того, в блок-схему и структурную схему в дополнение к показанным блокам могут быть добавлены и другие блоки.
Кроме того, настоящее изобретение содержит варианты реализации согласно следующим пунктам:
Пункт 1. Способ, согласно которому:
выполняют операцию первого типа на некотором количестве поверхностных особенностей на поверхности объекта с использованием первого концевого исполнительного органа,
вырабатывают лазерные данные обратной связи об указанном некоторколичестве поверхностных особенностей после выполнения операции первого типа с использованием лазерного устройства, и
выполняют операцию второго типа на указанном некоторому количестве поверхностных особенностей с использованием второго концевого исполнительного органа и лазерных данных обратной связи для повторной обработки этого некоторого количества поверхностных особенностей до тех пор, пока оно не будет повторно обработано с точностью до выбранных допусков.
Пункт 2. Способ по п. 1, согласно которому выполнение операции первого типа включает:
матирование отражающей отделки поверхностной особенности в указанном некотором количестве поверхностных особенностей с использованием матирующего приспособления с обеспечением возможности измерения лазерным устройством поверхностной особенности и выработки им лазерных данных обратной связи.
Пункт 3. Способ по п. 2, согласно которому выполнение операции второго типа включает:
шлифование поверхностной особенности с использованием шлифовального приспособления и лазерных данных обратной связи до тех пор, пока указанная поверхностная особенность не будет отшлифована с точностью до выбранных допусков.
Пункт 4. Способ по п. 1, согласно которому дополнительно:
идентифицируют траекторию перемещения первого концевого исполнительного органа над поверхностью объекта с использованием цифровых управляющих данных, которые были ранее использованы для выполнения некоторого количества операций на поверхности объекта, которые создали указанное некоторое количество поверхностных особенностей.
Пункт 5. Способ по п. 4, согласно которому выполнение операции первого типа включает:
перемещение первого концевого исполнительного органа над поверхностью объекта вдоль идентифицированной траектории, и
матирование отражающей отделки каждой из указанного некоторого количества поверхностных особенностей с использованием матирующего приспособления первого концевого исполнительного органа во время перемещения этого первого концевого исполнительного органа вдоль указанной траектории.
Пункт 6. Способ по п. 4, согласно которому выполнение операции второго типа включает:
перемещение второго концевого исполнительного органа над поверхностью объекта вдоль идентифицированной траектории, и
шлифование каждого поверхностной особенности в указанном некотором количестве поверхностных особенностей с точностью до выбранных допусков с использованием шлифовального приспособления второго концевого исполнительного органа и лазерных данных обратной связи во время перемещения этого второго концевого исполнительного органа вдоль указанной траектории.
Пункт 7. Способ по п. 1, согласно которому выработка лазерных данных обратной связи включает:
производство измерения неровности для поверхностной особенности в указанном некотором количестве поверхностных особенностей в направлении размаха крыла и в направлении по хорде крыла с использованием лазерного устройства, причем поверхностная особенность представляет собой поверхностную неровность.
Пункт 8. Способ по п. 7, согласно которому выполнение операции второго типа включает:
определение того, находится ли размер неровности для поверхностной особенности в направлении размаха крыла или в направлении по хорде крыла в пределах выбранных допусков, и
шлифование поверхностной особенности с использованием шлифовального приспособления второго концевого исполнительного органа в ответ на определение, что размер неровности для поверхностной особенности в направлении размаха крыла или в направлении по хорде крыла не находится в пределах выбранных допусков.
Пункт 9. Способ по п. 1, дополнительно включающий:
радиусное закругление кромки объекта с использованием первого концевого исполнительного органа на основании цифровых управляющих данных, использованных для формирования объекта.
Пункт 10. Устройство, содержащее:
первый концевой исполнительный орган, выполненный с возможностью выполнения операции (1021) первого типа на некотором количестве поверхностных особенностей на поверхности объекта,
лазерное устройство, выполненное с возможностью выработки лазерных данных обратной связи об указанном некотором количестве поверхностных особенностей после выполнения операции первого типа, и
второй концевой исполнительный орган, выполненный с возможностью выполнения операции второго типа на указанном некотором количестве поверхностных особенностей с использованием лазерных данных обратной связи для повторной обработки этого некоторого количества поверхностных особенностей до тех пор, пока оно не будет повторно обработано с точностью до выбранных допусков.
Пункт 11. Устройство по п. 10, в котором первый концевой исполнительный орган содержит:
матирующее приспособление, выполненное с возможностью матирования отражающей отделки поверхностной особенности в указанном некотором количестве поверхностных особенностей с обеспечением возможности измерения лазерным устройством поверхностной особенности и выработки им лазерных данных обратной связи.
Пункт 12. Устройство по п. 11, в котором матирующее приспособление представляет собой поворотную откидную щетку.
Пункт 13. Устройство по п. 11, в котором второй концевой исполнительный орган содержит:
шлифовальное приспособление, выполненное с возможностью шлифования поверхностной особенности с использованием лазерных данных обратной связи до тех пор, пока указанная поверхностная особенность не будет отшлифована с точностью до выбранных допусков.
Пункт 14. Устройство по п. 13, в котором шлифовальное приспособление представляет собой шлифовальную накладку.
Пункт 15. Устройство по п. 10, дополнительно содержащее:
управляющее устройство, выполненное с возможностью идентификации траектории перемещения первого концевого исполнительного органа над поверхностью объекта с использованием цифровых управляющих данных, которые были ранее использованы для выполнения некоторого количества операций по отношению к поверхности объекта, которые создали указанное некоторое количество поверхностных особенностей.
Пункт 16. Устройство по п. 15, в котором управляющее устройство выполнено с возможностью управления первым роботизированным устройством для перемещения первого концевого исполнительного органа над поверхностью объекта вдоль идентифицированной траектории.
Пункт 17. Устройство по п. 15, в котором управляющее устройство выполнено с возможностью управления вторым роботизированным устройством для перемещения второго концевого исполнительного органа над поверхностью объекта вдоль идентифицированной траектории.
Пункт 18. Устройство по п. 10, в котором второй концевой исполнительный орган содержит:
управляющий блок, выполненный с возможностью приема лазерных данных обратной связи о поверхностной особенности в указанном некотором количестве поверхностных особенностей от лазерного устройства и с возможностью идентификации некоторого количества параметров для шлифования поверхностной особенности на основании лазерных данных обратной связи, и
шлифовальное приспособление, выполненное с возможностью шлифования поверхностной особенности на основании указанного некоторого количества параметров.
Пункт 19. Устройство по п. 10, в котором поверхностная особенность в указанном некотором количестве поверхностных особенностей представляет собой поверхностную неровность.
Пункт 20. Автоматизированная шлифовальная система, содержащая:
управляющее устройство, выполненное с возможностью идентификации траектории над поверхностью объекта с использованием цифровых управляющих данных, которые были ранее использованы для выполнения некоторого количества операций по отношению к поверхности объекта, которые создали указанное некоторое количество поверхностных особенностей,
первый концевой исполнительный орган, который содержит матирующее приспособление, выполненное с возможностью использования в матировании отражающей отделки указанного некоторого количества поверхностных особенностей,
первое роботизированное устройство, выполненное с возможностью перемещения первого концевого исполнительного органа вдоль идентифицированной траектории и с возможностью расположения матирующего приспособления над каждой из указанного некоторого количества поверхностных особенностей,
второй концевой исполнительный орган, содержащий:
лазерное устройство, выполненное с возможностью выработки лазерных данных обратной связи об указанном некотором количестве поверхностных особенностей после матирования отражающей отделки указанного некоторого количества поверхностных особенностей, и
шлифовальное приспособление, выполненное с возможностью использования в шлифовании указанного определенного количества поверхностных особенностей на основании лазерных данных обратной связи до тех пор, пока это определенное количество поверхностных особенностей не будет отшлифовано с точностью до выбранных допусков, и
второе роботизированное устройство, выполненное с возможностью перемещения второго концевого исполнительного органа вдоль идентифицированной траектории и с возможностью расположения шлифовального приспособления и лазерного устройства над каждой из указанного некоторого количества поверхностных особенностей.
Описание различных иллюстративных вариантов реализации было приведено в целях иллюстрации и описания, и оно не предназначено для того, чтобы быть исчерпывающим или ограниченным вариантами реализации в раскрытой форме. Специалистам в области техники будут очевидны многие модификации и изменения. Кроме того, различные иллюстративные варианты реализации могут обеспечивать различные признаки по сравнению с другими желательными вариантами реализации. Выбранный вариант реализации или выбранные варианты реализации выбирают и описывают для наилучшего пояснения принципов этих вариантов реализации, практического применения, а также для обеспечения возможности понимания другими специалистами в области техники сущности различных вариантов реализации с различными модификациями, которые подходят для конкретного предполагаемого использования.



Изобретение относится к области абразивной обработки и может быть использовано при шлифовании поверхностей объектов в аэрокосмической, автомобильной и др. отраслях промышленности. Осуществляют шлифование некоторого количества поверхностных особенностей на поверхности объекта. Выполняют операцию первого типа, включающую матирование некоторого количества особенностей на поверхности объекта с использованием первого концевого исполнительного органа. Вырабатывают лазерные данные обратной связи об указанном некотором количестве поверхностных особенностей после выполнения операции первого типа с использованием лазерного устройства. Операцию второго типа выполняют на некотором количестве поверхностных особенностей с использованием второго концевого исполнительного органа и лазерных данных обратной связи для дообработки поверхностных особенностей с обеспечением выбранных допусков. В результате повышаются производительность и качество шлифования поверхностей объекта. 2 н. и 11 з.п. ф-лы, 15 ил.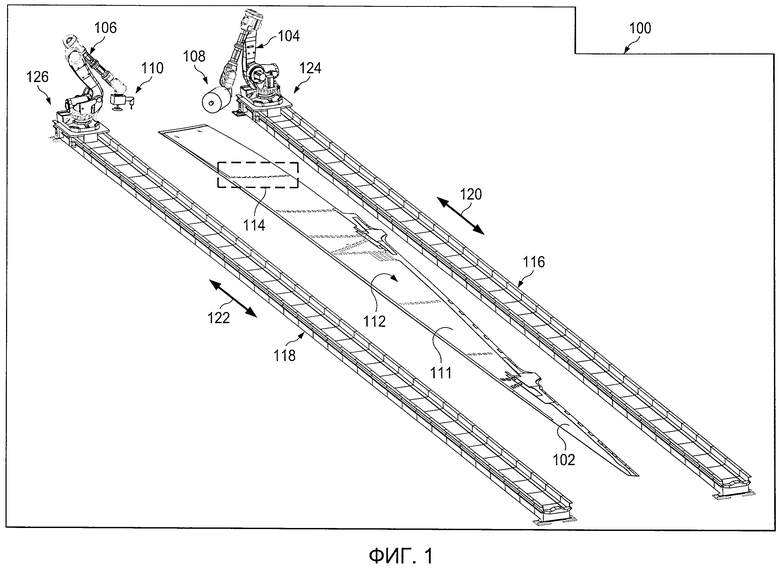
1. Способ шлифования поверхностных неровностей на поверхности объекта, включающий:
выполнение (1100) операции (1021) первого типа на некотором количестве поверхностных особенностей (1008) на поверхности (1004) объекта (1002) с использованием первого концевого исполнительного органа (1020), причем выполнение операции (1021) первого типа включает матирование отражающей отделки (1030) поверхностной особенности (1008) из указанного некоторого количества поверхностных особенностей (1008) с использованием матирующего приспособления (1028) с обеспечением возможности измерения лазерным устройством (1044) поверхностной особенности (1008) и выработки им лазерных данных (1042) обратной связи,
выработку (1102) лазерных данных (1042) обратной связи об указанном некотором количестве поверхностных особенностей (1008) с использованием лазерного устройства (1044) после выполнения операции (1021) первого типа
и выполнение (1104) операции (1023) второго типа на указанном некотором количестве поверхностных особенностей (1008) с использованием второго концевого исполнительного органа (1022) и лазерных данных (1042) обратной связи для повторной обработки указанного некоторого количества поверхностных особенностей (1008) до тех пор, пока оно не будет повторно обработано с точностью до выбранных допусков (1040).
2. Способ по п. 1, в котором выполнение операции (1023) второго типа включает шлифование поверхностной особенности с использованием шлифовального приспособления (1036) и лазерных данных (1042) обратной связи до тех пор, пока поверхностная особенность не будет отшлифована с точностью до выбранных допусков (1040).
3. Способ по п. 1, в котором дополнительно идентифицируют (1200) траекторию (1018) перемещения (1202) первого концевого исполнительного органа над поверхностью (1004) объекта (1002) с использованием цифровых управляющих данных (1019), которые были ранее использованы для выполнения некоторого количества операций на поверхности (1004) объекта (1002), которые создали указанное некоторое количество поверхностных особенностей (1008).
4. Способ по п. 3, в котором выполнение операции (1021) первого типа включает:
перемещение (1202) первого концевого исполнительного органа (1020) над поверхностью (1004) объекта (1002) вдоль идентифицированной траектории (1018) и
матирование (1024) отражающей отделки (1030) каждой из указанного некоторого количества поверхностных особенностей (1008) с использованием матирующего приспособления (1028) первого концевого исполнительного органа (1020) во время перемещения первого концевого исполнительного органа (1020) вдоль указанной траектории (1018).
5. Способ по п. 3, в котором выполнение операции (1023) второго типа включает:
перемещение (1206) второго концевого исполнительного органа (1022) над поверхностью (1004) объекта (1002) вдоль идентифицированной траектории (1018) и
шлифование (1210) каждой поверхностной особенности (1008) из указанного некоторого количества поверхностных особенностей (1008) с точностью до выбранных допусков (1040) с использованием шлифовального приспособления (1036) второго концевого исполнительного органа (1022) и лазерных данных (1042) обратной связи во время перемещения второго концевого исполнительного органа (1022) вдоль указанной траектории (1018).
6. Способ по п. 1, в котором выработка лазерных данных (1042) обратной связи включает выработку (1300) размера неровности для поверхностной особенности из указанного некоторого количества поверхностных особенностей (1008) в направлении размаха крыла объекта и в направлении по хорде крыла объекта с использованием лазерного устройства (1044), причем поверхностная особенность представляет собой поверхностную неровность.
7. Способ по п. 6, в котором при выполнении операции (1023) второго типа определяют (1302), находится ли размер неровности для поверхностной особенности в направлении размаха крыла объекта или в направлении по хорде крыла объекта в пределах выбранных допусков (1040) и
шлифование поверхностной особенности (1008) с использованием шлифовального приспособления (1036) второго концевого исполнительного органа (1022) в ответ на определение того, что размер неровности для поверхностной особенности (1008) в направлении размаха крыла или направлении по хорде крыла не находится в пределах выбранных допусков (1040).
8. Устройство для шлифования поверхностных неровностей на поверхности объекта, содержащее:
первый концевой исполнительный орган (1020), выполненный с возможностью выполнения операции (1021) первого типа на некотором количестве поверхностных особенностей (1008) на поверхности (1004) объекта (1002), причем первый концевой исполнительный орган (1020) содержит:
матирующее приспособление (1028), выполненное с возможностью матирования отражающей отделки (1030) поверхностной особенности из указанного некоторого количества поверхностных особенностей (1008) с обеспечением возможности измерения лазерным устройством (1044) поверхностной особенности (1008) и выработки им лазерных данных (1042) обратной связи,
лазерное устройство (1044), выполненное с возможностью выработки лазерных данных (1042) обратной связи об указанном некотором количестве поверхностных особенностей (1008) после выполнения операции (1021) первого типа, и
второй концевой исполнительный орган (1022), выполненный с возможностью выполнения операции (1023) второго типа на указанном некотором количестве поверхностных особенностей (1008) с использованием лазерных данных (1042) обратной связи для повторной обработки указанного некоторого количества поверхностных особенностей (1008) до тех пор, пока оно не будет повторно обработано с точностью до выбранных допусков (1040).
9. Устройство по п. 8, в котором второй концевой исполнительный орган (1022) содержит шлифовальное приспособление (1036), выполненное с возможностью шлифования поверхностной особенности с использованием лазерных данных (1042) обратной связи до тех пор, пока поверхностная особенность не будет отшлифована с точностью до выбранных допусков (1040).
10. Устройство по п. 8, которое дополнительно содержит управляющее устройство (1046), выполненное с возможностью идентификации траектории (1018) перемещения первого концевого исполнительного органа (1020) над поверхностью (1004) объекта (1002) с использованием цифровых управляющих данных (1019), которые были ранее использованы для выполнения некоторого количества операций на поверхности (1004) объекта (1002), которые создали указанное некоторое количество поверхностных особенностей (1008).
11. Устройство по п. 10, в котором управляющее устройство (1046) выполнено с возможностью управления первым роботизированным устройством (1024) для перемещения первого концевого исполнительного органа (1020) над поверхностью (1004) объекта (1002) вдоль идентифицированной траектории (1018).
12. Устройство по п. 10, в котором управляющее устройство (1046) выполнено с возможностью управления вторым роботизированным устройством (1026) для перемещения второго концевого исполнительного органа (1022) над поверхностью (1004) объекта (1002) вдоль идентифицированной траектории (1018).
13. Устройство по п. 8, в котором второй концевой исполнительный орган (1022) содержит:
управляющий блок, выполненный с возможностью приема лазерных данных (1042) обратной связи о поверхностной особенности из указанного некоторого количества поверхностных особенностей (1008) от лазерного устройства (1044) и с возможностью идентификации некоторого количества параметров для шлифования поверхностной особенности (1008) на основании лазерных данных (1042) обратной связи, и
шлифовальное приспособление (1036), выполненное с возможностью шлифования поверхностной особенности (1008) на основании указанного некоторого количества параметров.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| DE 19956343 A1, 31.05.2001 | |||
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ СЛОЖНОЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ | 2008 |
|
RU2377116C1 |

