Область техники, к которой относится изобретение
Изобретение относится к выполнению деталей из композиционного материала и, в частности, к выполнению волокнистых структур усиления для таких деталей.
Областью применения изобретения является, в частности, изготовление деталей из конструкционного композиционного материала, то есть конструктивных деталей с волокнистым усилением, уплотненным матрицей. Композиционные материалы позволяют получать детали, имеющие меньшую общую массу, чем такие же детали, выполненные из металлического материала.
Уровень техники
В рамках выполнения волокнистых структур путем трехмерного тканья, предназначенных для получения волокнистого усиления детали из композиционного материала, такой как лопатка авиационного двигателя, во время тканья необходимо удалять нити из структуры одновременно в направлении основы и в направлении утка для соблюдения уменьшений толщины в детали, например, на уровне корневой части лопатки, чтобы получить волокнистую заготовку, которая имеет почти окончательные форму и размеры лопатки ("net shape"). Это удаление нитей во время тканья приводит к появлению слоев не переплетенных между собой нитей (пропусков), которые затем обрезают во время второй операции.
Обрезание пропусков каждого слоя является сложной и трудоемкой операцией из-за отсутствия сцепления между непереплетенными нитями одного слоя. Действительно, чтобы осуществить обрезание как можно ближе к контуру заготовки, не повреждая ее, предпочтительно нити обрезают слой за слоем, начиная со слоя, присутствующего на поверхности структуры, и продолжая нижележащими слоями. Это послойное обрезание требует ручного действия оператора и обрезания нитей одной за другой в одном слое.
Раскрытие изобретения
Таким образом, желательно иметь волокнистые структуры, позволяющие легко удерживать и манипулировать всеми пропусками одного и того же слоя для обеспечения их быстрого и точного обрезания.
В связи с этим, согласно изобретению, предложена волокнистая структура, содержащая заготовочный участок, выполненный в виде единой детали посредством трехмерного тканья между первым множеством слоев нитей и вторым множеством слоев нитей, при этом указанный заготовочный участок соответствует всей или части заготовки волокнистого усиления для детали из композиционного материала, при этом, согласно изобретению, волокнистая структура содержит один или несколько слоев двухмерной ткани, при этом каждый слой двухмерной ткани объединяет нити одного и того же слоя, принадлежащего по меньшей мере к первому множеству слоев нитей после их выхода из заготовочного участка, причем каждый слой двухмерной ткани простирается за пределы заготовочного участка в направлении нитей слоя первого множества слоев нитей, объединенных в указанном слое двухмерной ткани.
Таким образом, непереплетенные нити, принадлежащие к одному слою, локально объединены слоем двухмерной ткани, что позволяет удерживать вместе пропуски одного слоя и точно их обрезать.
Кроме того, благодаря заявленной волокнистой структуре, можно предусмотреть автоматическое обрезание пропусков при помощи машины или робота, при этом машина может надежно удерживать все пропуски одного слоя на уровне слоя двухмерной ткани и точно располагать режущий инструмент в месте, где необходимо обрезать пропуски.
Согласно варианту осуществления заявленной волокнистой структуры, нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом каждый слой двухмерной ткани является смежным с заготовочным участком. В этом случае нити одного слоя сгруппированы как можно ближе к своему выходу из заготовочного участка. Согласно другому признаку этого варианта осуществления, в каждом слое двухмерной ткани нити одного слоя нитей основы переплетены с нитями одного слоя нитей утка.
Согласно другому варианту осуществления заявленной волокнистой структуры, каждый слой двухмерной ткани находится на определенном расстоянии от заготовочного участка. Согласно признаку этого варианта осуществления, структура дополнительно содержит слои двухмерной ткани, объединяющие нити утка, извлеченные из заготовочного участка и принадлежащие к одному слою нитей утка.
Согласно еще одному варианту осуществления заявленной волокнистой структуры, нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, при этом нити основы извлекают из заготовочного участка на уровне части уменьшающейся толщины и опять вводят в заготовочный участок на уровне части увеличивающейся толщины, при этом указанная структура содержит слои двухмерной ткани, объединяющие нити основы, извлеченные из заготовочного участка и принадлежащие к одному слою нитей основы. Согласно признаку этого варианта осуществления, каждый слой двухмерной ткани содержит разрез, ориентированный перпендикулярно относительно направления нитей первого множества слоев.
Согласно другому варианту осуществления, нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, при этом нити утка извлекают из заготовочного участка на уровне части уменьшающейся толщины и опять вводят в заготовочный участок на уровне части увеличивающейся толщины, при этом указанная структура содержит слои двухмерной ткани, объединяющие нити утка, извлеченные из заготовочного участка и принадлежащие к одному слою нитей утка. Согласно признаку этого варианта осуществления, каждый слой двухмерной ткани содержит разрез, ориентированный перпендикулярно относительно направления нитей первого множества слоев.
Объектом изобретения является также способ изготовления волокнистой структуры, содержащий тканье в виде единой детали заготовочного участка посредством трехмерного тканья между первым множеством слоев нитей и вторым множеством слоев нитей, при этом указанный заготовочный участок соответствует всей или части заготовки волокнистого усиления для детали из композиционного материала, при этом способ дополнительно включает в себя тканье за пределами заготовочного участка одного или нескольких слоев двухмерной ткани, при этом каждый слой двухмерной ткани объединяет нити одного и того же слоя, принадлежащего по меньшей мере к первому множеству слоев нитей после их выхода из заготовочного участка, при этом каждый слой двухмерной ткани простирается за пределы заготовочного участка в направлении нитей слоя первого множества слоев нитей, объединенных в указанном слое двухмерной ткани.
Согласно варианту осуществления заявленного способа, нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом каждый слой двухмерной ткани выполняют путем тканья смежно с заготовочным участком. Согласно признаку этого варианта осуществления, в каждом слое двухмерной ткани нити одного и того же слоя нитей основы переплетают с нитями одного и того же слоя нитей утка.
Согласно другому варианту осуществления заявленного способа, каждый слой двухмерной ткани выполняют путем тканья на определенном расстоянии от заготовочного участка.
Согласно еще одному варианту осуществления заявленного способа, нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, при этом нити основы извлекают из заготовочного участка на уровне части уменьшающейся толщины и опять вводят в заготовочный участок на уровне части увеличивающейся толщины, при этом указанный способ включает в себя тканье слоев двухмерной ткани, объединяющих нити основы, извлеченные из заготовочного участка и принадлежащие к одному слою нитей основы. В этом случае способ может включать в себя также выполнение разреза в каждом слое двухмерной ткани, при этом разрез ориентирован перпендикулярно относительно направления нитей первого множества слоев.
Согласно еще одному варианту осуществления заявленного способа, нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, при этом нити утка извлекают из заготовочного участка на уровне части уменьшающейся толщины и опять вводят в заготовочный участок на уровне части увеличивающейся толщины, при этом указанный способ включает в себя тканье слоев двухмерной ткани, объединяющих нити утка, извлеченные из заготовочного участка и принадлежащие к одному слою нитей утка. В этом случае способ может включать в себя также выполнение разреза в каждом слое двухмерной ткани, при этом разрез ориентирован перпендикулярно относительно направления нитей первого множества слоев.
Объектом изобретения является также способ изготовления заготовки волокнистого усиления, содержащий этапы, на которых:
- изготавливают волокнистую текстуру при помощи заявленного способа,
- удерживают каждый слой двухмерной ткани и обрезают нити каждого слоя двухмерной ткани на границе заготовочного участка или заготовочных участков волокнистой структуры.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания частных вариантов осуществления изобретения, представленных в качестве неограничивающих примеров, со ссылками на прилагаемые чертежи.
На фиг. 1 схематично представлено многослойное тканье волокнистой структуры для изготовления лопатки авиационного двигателя;
на фиг. 2 схематично показана волокнистая структура, изображенная на фиг. 1, вид сверху;
на фиг. 3 схематично показана волокнистая структура согласно варианту осуществления изобретения;
на фиг. 4 представлен увеличенный вид в разрезе по утку участка волокнистой структуры, показанной на фиг. 3;
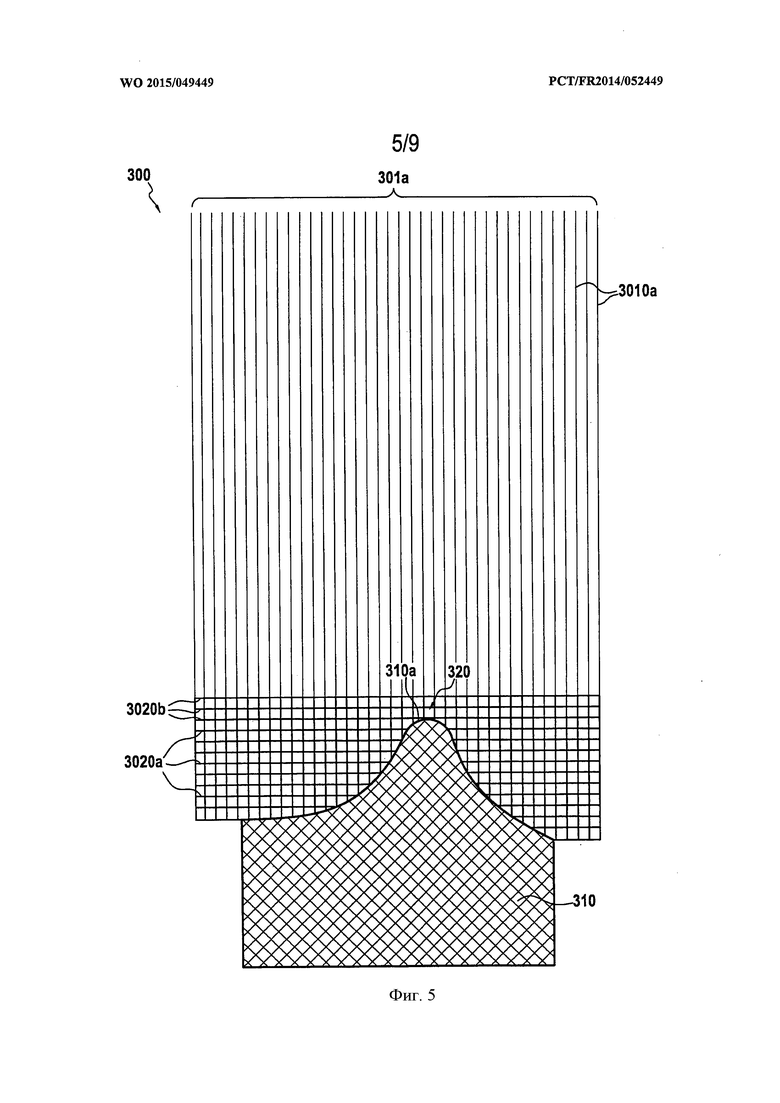
на фиг. 5 схематично показана волокнистая структура согласно другому варианту осуществления изобретения;
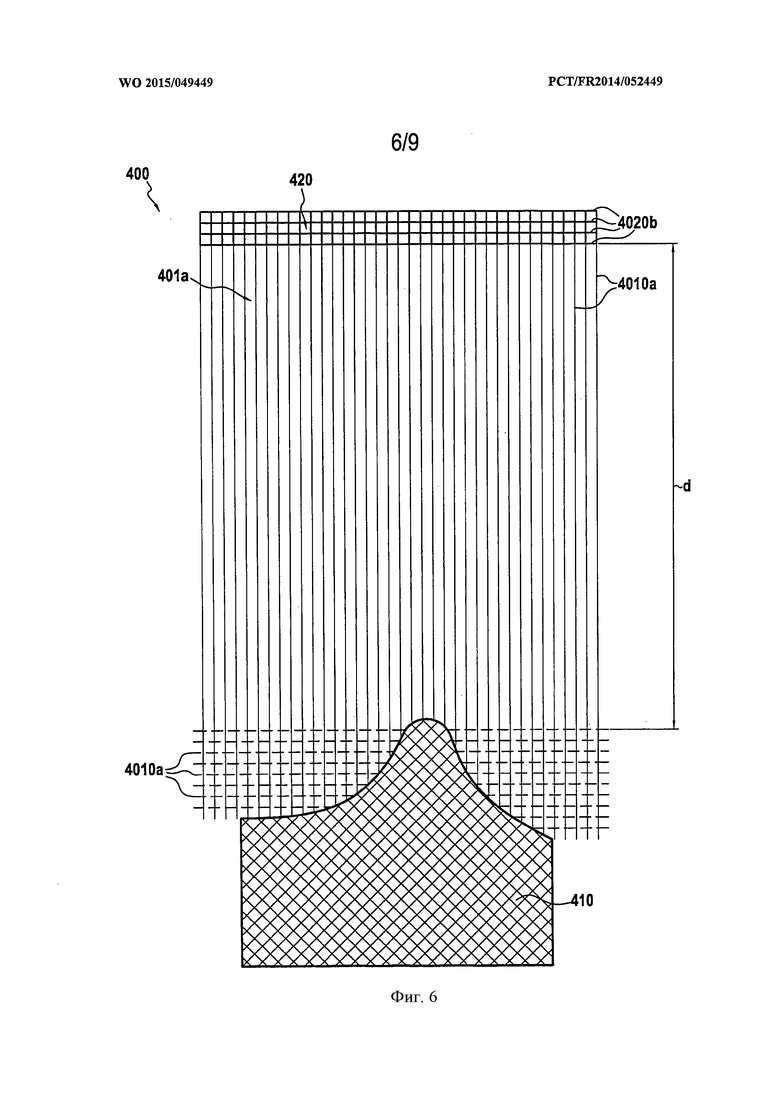
на фиг. 6 схематично показана волокнистая структура согласно еще одному варианту осуществления изобретения;
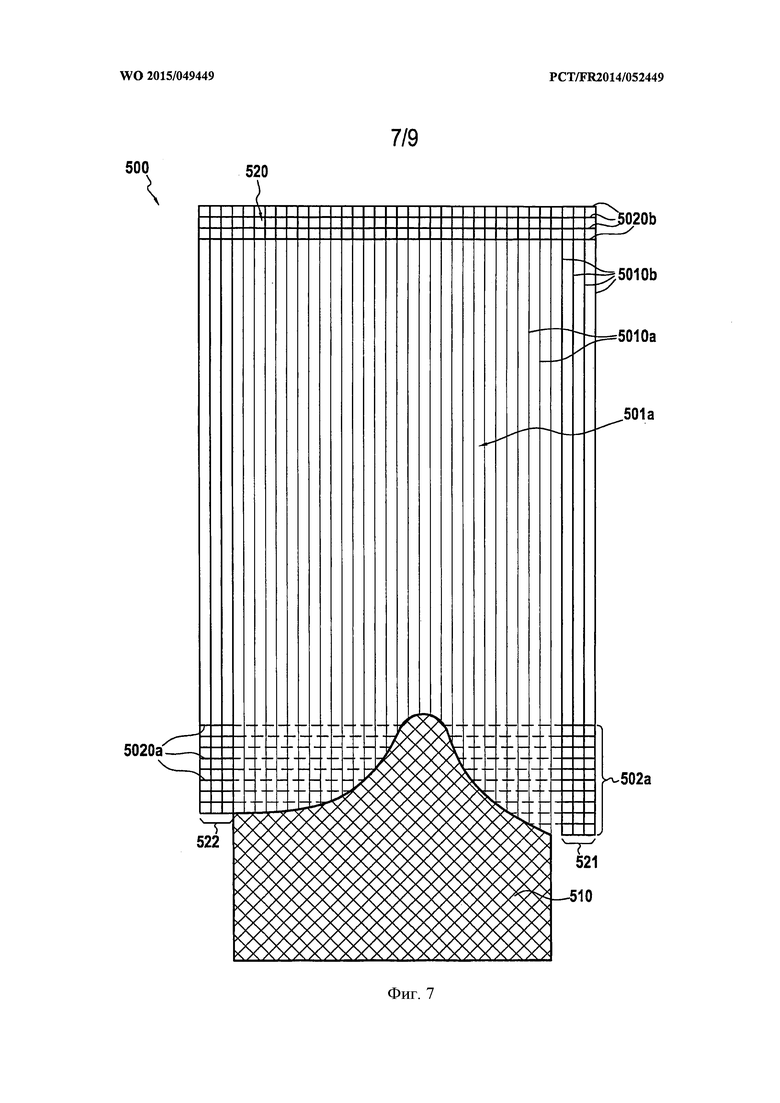
на фиг. 7 схематично показана волокнистая структура согласно еще одному варианту осуществления изобретения;
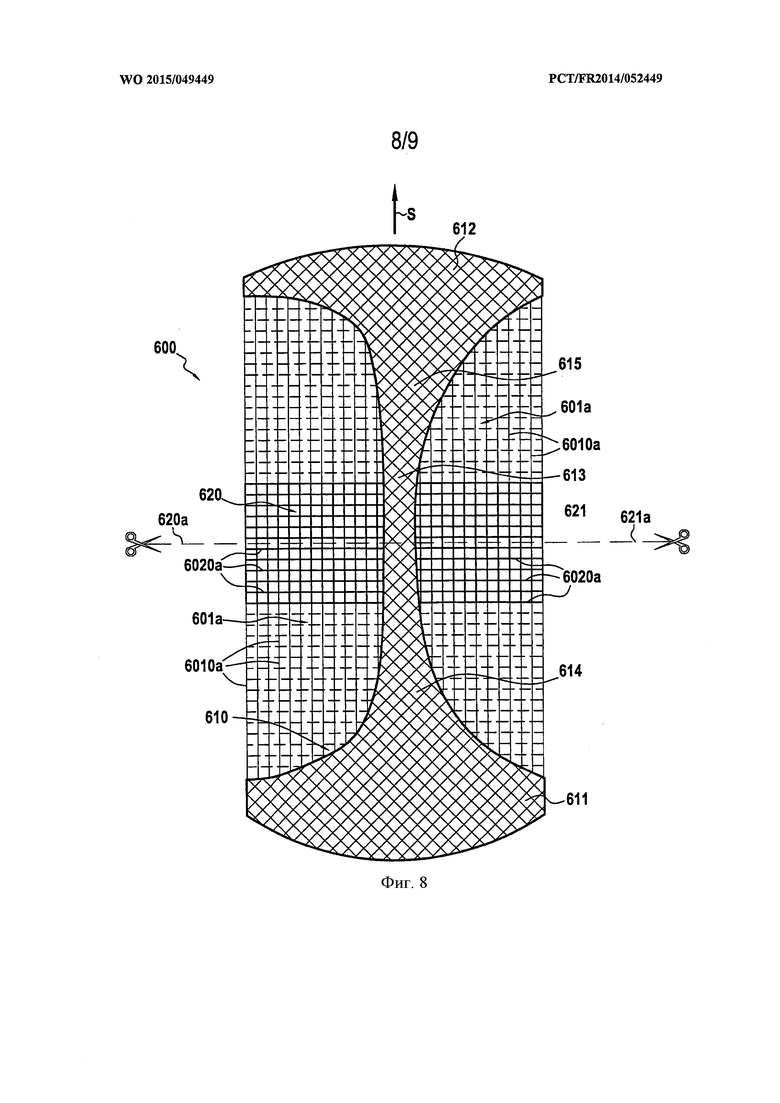
на фиг. 8 схематично показана волокнистая структура согласно еще одному варианту осуществления изобретения;
на фиг. 9 схематично показана лопатка из композиционного материала, вид в перспективе.
Осуществление изобретения
Изобретение находит свое применение для получения волокнистых структур, которые могут образовать волокнистые усиления или заготовки для изготовления деталей из композиционного материала, в частности, лопаток авиационных двигателей, при этом детали получают посредством уплотнения волокнистых структур при помощи матрицы. Как правило, матрица является смолой в случае композиционных материалов, используемых при относительно невысокой температуре, как правило, до 300°С, или жаростойким материалом, таким как карбон или керамика в случае термоконструкционных композитов.
Как будет подробно показано ниже, волокнистая структура в соответствии с изобретением содержит заготовочный участок, выполненный в виде единой детали путем трехмерного тканья между множеством слоев нитей основы и множеством слоев нитей утка, при этом заготовочный участок соответствует всей или части заготовки волокнистого усиления для детали из композиционного материала. Согласно изобретению, волокнистая структура содержит за пределами заготовочного участка один или несколько слоев двухмерной ткани, при этом каждый слой двухмерной ткани объединяет нити одного и того же слоя нитей основы и/или нитей утка, находящихся за пределами заготовочного участка.
Можно напомнить, что тканье состоит в переплетении нитей основы и нитей утка. В терминологии тканья «переплетение» обозначает рисунок перекрывания между нитями основы и нитями утка.
В настоящей заявке под выражением «трехмерное тканье» (или «тканье 3D») следует понимать способ тканья, при котором по меньшей мере некоторые из нитей утка связывают нити основы на нескольких слоях утка и наоборот. Таким образом, трехмерное тканье отличается от более классического «двухмерного тканья» (или «тканья 2D»), при котором каждая нить утка соответственно основы проходит от одной стороны к другой нитей одного слоя основы соответственно утка, например, как при тканье полотна или сатина.
Существуют различные способы трехмерного тканья, различающиеся переплетением нитей утка и нитей основы. Например, трехмерное тканье может быть типа «интерлок» или «многослойным». Под «тканьем интерлок» следует понимать тканье 3D с переплетением, в котором каждый слой основы связывает несколько слоев утка всеми нитями одного столбца основы, совершающими одинаковое движение в плоскости переплетения.
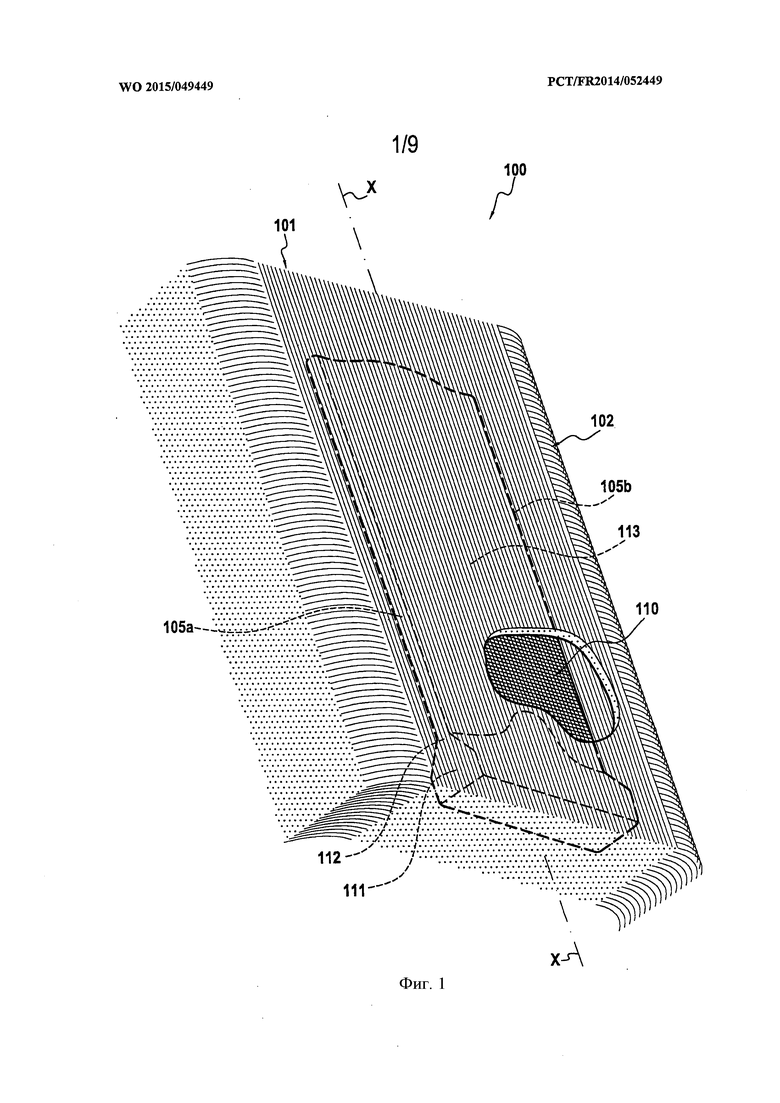
На фиг. 1 очень схематично показана известная волокнистая структура 100 на выходе ткацкого станка. Волокнистая структура 100 содержит заготовочный участок 110, выполненный в виде единой детали посредством трехмерного тканья между множеством слоев нитей основы 101 и множеством слоев нитей утка 102, при этом заготовочный участок 110 предназначен для образования, - после обрезания нитей основы и утка, находящихся за пределами выполненного посредством трехмерного тканья заготовочного участка, - волокнистого усиления лопатки авиационного двигателя. В своей части, предназначенной для образования заготовки хвостовика, заготовочный участок 100 имеет утолщение 111, определяемое в зависимости от толщины хвостовика реализуемой лопатки. Заготовочный участок 110 продолжен частью 112 уменьшающейся толщины, предназначенной для получения корневой части лопатки, затем частью 113, предназначенной для получения пера лопатки. В направлении, перпендикулярном к направлению X, часть 113 имеет профиль с толщиной, изменяющейся между ее краем 105а, предназначенным для образования передней кромки лопатки, и ее краем 105b, предназначенным для образования задней кромки реализуемой лопатки.
Подробные примеры осуществления волокнистой заготовки, предназначенной для получения волокнистого усиления лопатки для авиационного двигателя, описаны, в частности, в документах US 7101154, US 7241112 и WO 2010/061140, содержание которых приведено в настоящей заявке в качестве ссылки.
Заявленную волокнистую структуру можно выткать, в частности, но не исключительно из карбоновых или керамических волокон, таких как волокна карбида кремния. Количество волокон в волокнистой структуре локально определяют в зависимости от плотности нитей, присутствующих в данном месте структуры.
Заготовочный участок 110 выполнен путем тканья в виде единой детали и после обрезания непереплетенных нитей, находящихся за пределами заготовочного участка, должен иметь почти окончательные форму и размеры лопатки ("net shape"). Для этого в частях уменьшения толщины волокнистой структуры, таких как участок 112 уменьшающейся толщины, уменьшение толщины заготовки получают, постепенно удаляя слои нитей основы и утка в ходе тканья.
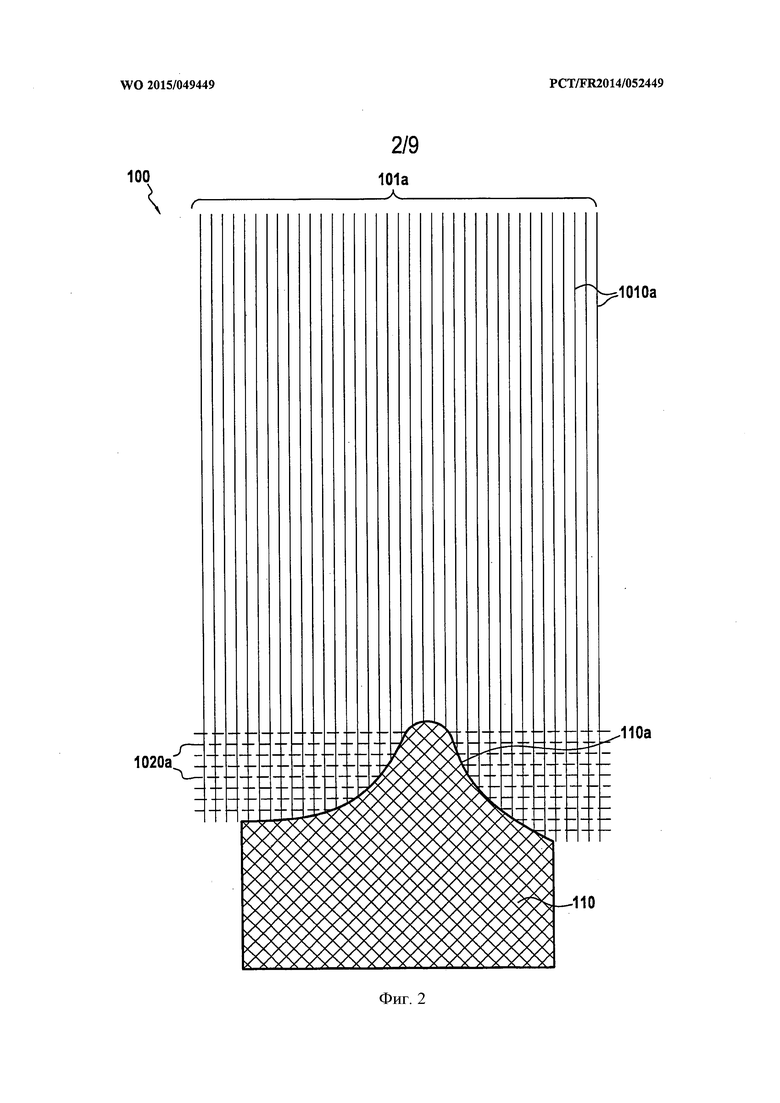
На фиг. 2 показан выход первого слоя 101а нитей основы за пределы заготовочного участка 110 в начале участка 112 уменьшающейся толщины. Другие слои нитей основы (на фиг. 2 не показаны), находящиеся под первым слоем нитей основы, показанным на фиг. 2, постепенно выходят из заготовочного участка 110 по мере формирования участка 112 уменьшающейся толщины.
За пределами заготовочного участка, то есть за пределами контура 110а в случае первого слоя 101а нитей основы, нити 1010а основы слоя 101а перестают переплетаться. В частности, нити 1020а утка, находящиеся с каждой стороны контура 110а, больше не связывают нити основы слоя 101а и остаются свободными под слоем 101а. За пределами контура 110а, то есть после полного выхода слоя 101а из заготовочного участка, нитей утка больше нет, так как в ткацкий станок перестают поступать нити утка слоя нитей утка, предназначенного для связывания нитей 1010а основы слоя 101а в заготовочном участке.
Чтобы извлечь заготовку волокнистого усиления лопатки из волокнистой структуры 100, необходимо обрезать все непереплетенные нити, находящиеся за пределами заготовочного участка 110. При волокнистой текстуре, показанной на фиг. 1, обрезание нитей каждого слоя нитей основы и каждого слоя нитей утка является сложной и трудоемкой операцией по причине отсутствия сцепления между непереплетенными нитями, выходящими из одного слоя. Действительно, чтобы произвести обрезание как можно ближе к контуру заготовочного участка, не повредив этот участок, предпочтительно нити обрезают слой за слоем, начиная со слоя, присутствующего на поверхности структуры и продолжая нижележащими слоями. Этот обрезание слой за слоем требует ручной работы оператора, который удерживает и обрезает одну за другой нити одного слоя.
Чтобы облегчить обрезание непереплетенных нитей, находящихся за пределами заготовочного участка, изобретением предложено связывать между собой путем двухмерного тканья непереплетенные нити одного и того же слоя. Таким образом, нитями одного слоя, находящимися за пределами заготовочного участка, можно легко манипулировать и их можно легко и быстро обрезать. Согласно изобретению, нити одного слоя (слоя нитей основы или слоя нитей утка), находящиеся за пределами заготовочного участка, переплетают путем двухмерного тканья сразу после их выхода из заготовочного участка или на определенном расстоянии от точки их выхода из заготовочного участка. Следовательно, нити одного слоя нитей (слоя нитей основы или слоя нитей утка) последовательно переплетают путем трехмерного тканья, когда они находятся в заготовочном участке, и путем двухмерного тканья, когда они выходят за пределы заготовочного участка.
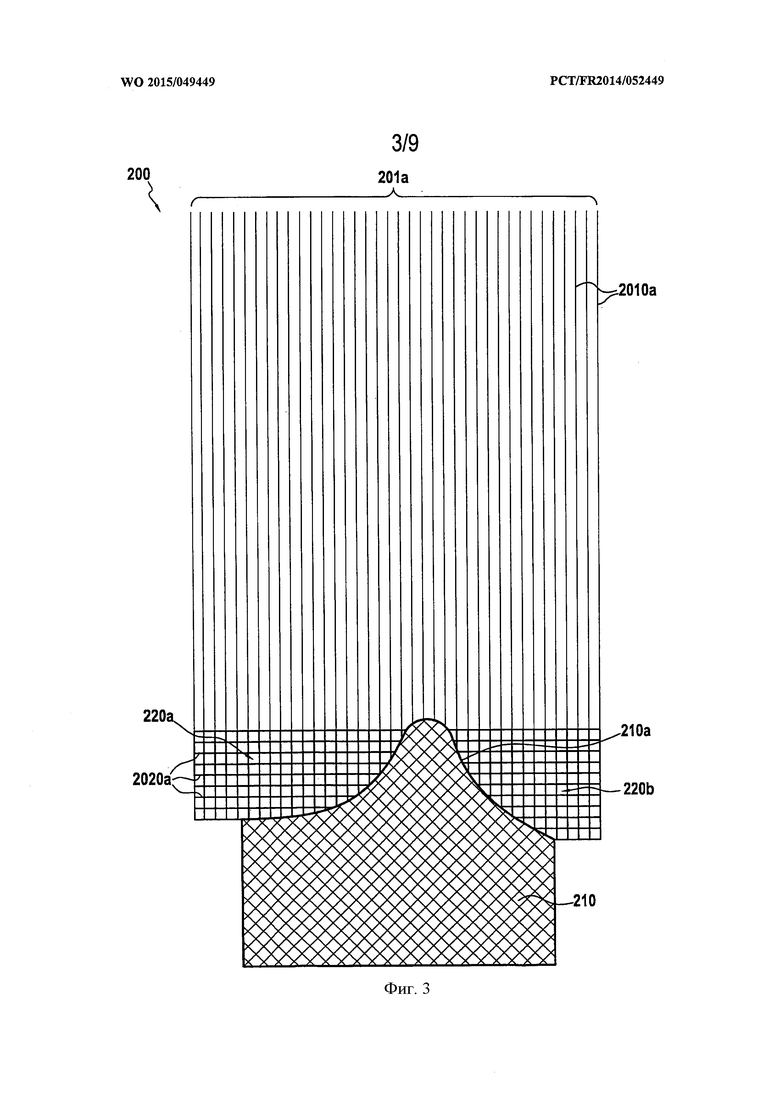
На фиг. 3 показан первый пример осуществления изобретения с волокнистой структурой 200, аналогичной описанной выше структуре 100. Волокнистая структура 200 отличается от структуры 100, показанной на фиг. 2, тем, что нити 2010а основы первого слоя 201а нитей основы переплетают сразу после их выхода из заготовочного участка путем двухмерного тканья с нитями 2020а утка, используемыми в заготовочном участке 210. Таким образом, получают два слоя 220а и 220b двухмерной ткани, например, полотна или сатина, соответственно расположенные с каждой стороны от конца 310а заготовочного участка 210. Слои 220а и 220b позволяют легко удерживать и, следовательно, быстро и точно обрезать нити 2010а основы первого слоя 201а нитей основы, не переплетенные в заготовочном участке 210. Точно так же, получают двухмерные слои с непереплетенными нитями основы нижних слоев нитей основы (на фиг. 3 не показаны).
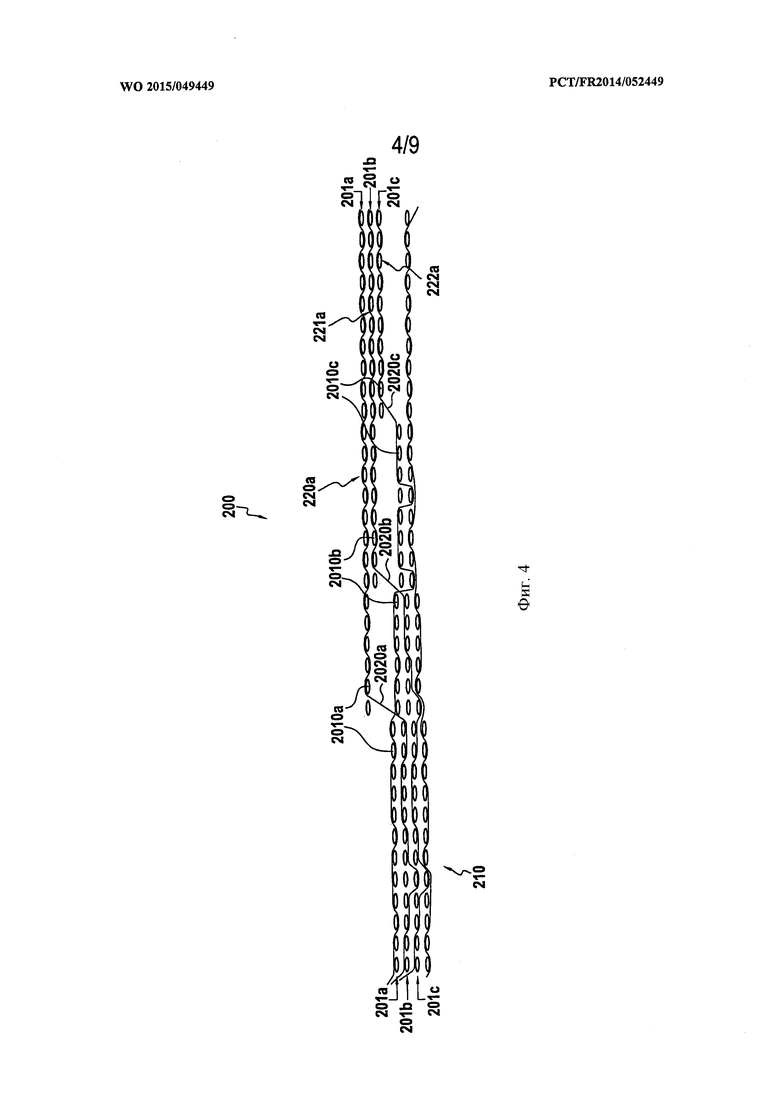
На фиг. 4 показан рисунок переплетения части волокнистой структуры 200, при этом нити основы показаны в разрезе. На фиг. 4 показаны последовательные выходы первых трех слоев 201а, 201b и 201с нитей основы заготовочного участка 210. Нити 2010а основы слоя 201а, находящиеся за пределами заготовочного участка 210, переплетены с нитями 2020а утка, используемыми для связывания между собой нескольких слоев нитей основы в заготовочном участке 210, таким образом, чтобы получить слой 220а двухмерной ткани. Точно так же, нити 2010b основы слоя 201b, находящиеся за пределами заготовочного участка 210, переплетены с нитями 2020b утка, выходящими из заготовочного участка 210, таким образом, чтобы получить слой 221а двухмерной ткани. Наконец, нити 2010 с основы слоя 201с, находящиеся за пределами заготовочного участка 210, переплетены с нитями 2020 с утка, выходящими из заготовочного участка 210, таким образом, чтобы получить слой 222а двухмерной ткани.
Согласно варианту, показанному на фиг. 5, волокнистая структура 300 отличается от структуры 200, показанной на фиг. 3, тем, что используют дополнительные нити 3020b утка для связывания путем двухмерного тканья нитей 3010а основы первого слоя 301а нитей основы за пределами конца 310а заготовочного участка 310, при этом нити 3010а основы, находящиеся с каждой стороны от заготовочного участка 310, связаны путем двухмерного тканья с нитями 3020а утка, используемыми для тканья заготовочного участка 310. Таким образом, получают слой 320 двухмерной ткани, который простирается одновременно с каждой стороны заготовочного участка 310 и за пределами его конца 310а. Непереплетенные нити основы каждого слоя нитей основы, находящегося под слоем 301а, можно связать путем двухмерного тканья с нитями утка так же, как в случае непереплетенных нитей основы слоя 301а нитей основы. Использование дополнительных нитей утка за пределами заготовочного участка позволяет связать путем двухмерного тканья непереплетенные нити основы одного слоя нитей основы по всей ширине волокнистой структуры в направлении утка, и переплетенные таким образом нити основы можно удерживать вместе и можно ими легко манипулировать.
На фиг. 6 показан еще один вариант осуществления изобретения с волокнистой структурой 400, аналогичной описанной выше структуре 100. Волокнистая структура 400 отличается от структуры 100, показанной на фиг. 2, тем, что нити 4010а основы первого слоя 401а нитей основы, находящиеся за пределами заготовочного участка 410, связывают путем двухмерного тканья после завершения тканья заготовочного участка 410. Для этого к нитям 4020а утка, предусмотренными в программе тканья заготовочного участка 410, добавляют дополнительные нити 4020b утка, чтобы связать путем двухмерного тканья непереплетенные нити 4010а основы слоя 401а на уровне зоны, удаленной от выхода заготовочного участка 410. Таким образом, получают слой 420 двухмерной ткани, который находится на определенном расстоянии d от заготовочного участка. Непереплетенные нити основы каждого слоя нитей основы, находящегося под слоем 401а, можно объединить путем двухмерного тканья с дополнительными нитями утка так же, как и в случае непереплетенных нитей основы слоя 401а нитей основы. Объединение в слой двухмерной ткани непереплетенных нитей каждого слоя нитей основы обеспечивает легкое удержание и, следовательно, быстрое и точное обрезание нитей основы каждого слоя нитей основы, непереплетенных в заготовочном участке 410.
Согласно варианту, показанному на фиг. 7, волокнистая структура 500 отличается от структуры 400, показанной на фиг. 6, тем, что используют, с одной стороны, дополнительные нити 5010b основы на краю волокнистой структуры 500, чтобы путем двухмерного тканья связать нити 5020а утка первого слоя 502а нитей утка, используемых для получения заготовочного участка 510, и, с другой стороны, добавляют дополнительные нити 5020b утка, к нитям, предусмотренным в программе тканья заготовочного участка, чтобы связать путем двухмерного тканья непереплетенные нити 5010а основы слоя 501а на уровне зоны, удаленной от выхода заготовочного участка 510. Таким образом, получают слой 520 двухмерной ткани, который находится на определенном расстоянии от заготовочного участка, и два слоя 521 и 522 двухмерной ткани, которые расположены соответственно на продольных краях на границе текстуры. Точно так же можно объединить непереплетенные нити утка и основы нижних слоев.
На фиг. 8 представлен еще один вариант осуществления изобретения с волокнистой структурой 600, заготовочный участок 610 которой содержит на своих концах две части 611 и 612 большой толщины, предназначенные, например, для получения соответственно площадок лопаток, и центральную часть небольшой толщины 613, предназначенную для получения пера лопатки. В направлении S тканья заготовочный участок 610 имеет часть 614 уменьшающейся толщины на уровне перехода между частью 611 большой толщины и частью 613 небольшой толщины, а также часть 615 увеличивающейся толщины на уровне перехода между частью 613 небольшой толщины и частью 612 большой толщины. Нити 6010а основы первого слоя 601а нитей основы удаляют из заготовочного участка 610 на уровне части 614 уменьшающейся толщины и опять вводят в заготовочный участок на уровне части 615 увеличивающейся толщины. Это же относится и к нитям основы нижних слоев нитей основы (на фиг. 8 не показаны). Согласно изобретению, чтобы объединить нити основы слоя 601а, которые были извлечены из заготовочного участка 610 между частями 611 и 612, с каждой стороны части небольшой толщины соответственно выполняют два слоя 620 и 621 двухмерной ткани при помощи нитей 6020а утка, используемых для получения заготовочного участка 610. Чтобы облегчить манипулирование и обрезание нитей основы, находящихся за пределами заготовочного участка 610, каждый слой 620 и 621 двухмерной ткани можно разрезать по линии 620а и 621а. Согласно варианту осуществления, по краю волокнистой структуры можно использовать дополнительные нити основы (на фиг. 8 не показаны), чтобы связать путем двухмерного тканья нити утка первого слоя нитей утка, используемых для получения заготовочного участка 610, как в варианте волокнистой структуры 500, показанной на фиг. 7.
После завершения тканья волокнистой структуры заготовочный участок извлекают из волокнистой структуры путем обрезания непереплетенных частей, при этом производят обрезание нитей слой за слоем в соответствии с изобретением, чтобы получить волокнистую заготовку, предназначенную в данном случае для формирования волокнистого усиления лопатки.
Затем производят уплотнение волокнистой заготовки, чтобы получить лопатку из композиционного материала. Уплотнение волокнистой заготовки, предназначенной для получения волокнистого усиления изготавливаемой детали, состоит в заполнении пористости заготовки во всем ее объеме или в части ее объема материалом матрицы. Это уплотнение можно осуществлять известными жидким способом (CVL) или газовым способом (CVI) или посредством последовательного осуществления этих двух способов.
Жидкий способ состоит в пропитке заготовки жидким составом, содержащим исходное вещество материала матрицы. Обычно исходное вещество представляет собой полимер, такой как высокопрочная эпоксидная смола, в случае необходимости, разбавленная растворителем. Заготовку помещают в пресс-форму, которую можно герметично закрыть и которая содержит полость, имеющую форму конечной изготавливаемой лопатки. Затем пресс-форму закрывают и во всю полость нагнетают жидкое исходное вещество матрицы (например, смолу), чтобы пропитать всю волокнистую часть заготовки.
Преобразование исходного вещества в матрицу, то есть его полимеризацию осуществляют посредством термической обработки, как правило, путем нагрева пресс-формы после удаления возможно присутствующего растворителя и поперечного сшивания полимера, при этом заготовка продолжает оставаться в пресс-форме, имеющей форму, соответствующую форме реализуемой детали.
В случае формирования карбоновой или керамической матрицы термическая обработка представляет собой пиролиз исходного вещества для преобразования матрицы в карбоновую или керамическую матрицу в зависимости от используемого исходного вещества и от условий пиролиза. Например, жидкие исходные вещества керамики, в частности, SiC, могут представлять собой смолы типа поликарбосилана (PCS) или полититанокарбосилана (PTCS) или полисилазана (PSZ), тогда как жидкие исходные вещества карбона могут быть смолами с относительно высоким содержанием кокса, такими как фенольные смолы. Для достижения необходимой степени уплотнения можно осуществить несколько последовательных циклов от пропитки до термической обработки.
Согласно признаку изобретения, в частности, в случае получения органической матрицы, уплотнение волокнистой заготовки можно осуществлять при помощи хорошо известного способа формования с переносом смолы, называемым RTM ("Resin Transfer Moulding". В соответствии со способом RTM волокнистую заготовку помещают в пресс-форму, имеющую наружную форму реализуемой детали. Во внутреннее пространство пресс-формы, содержащей волокнистую заготовку, нагнетают термореактивную смолу. Как правило, в этом внутреннем пространстве устанавливают градиент давления между местом, куда нагнетают смолу, и отверстиями ее удаления, чтобы контролировать и оптимизировать пропитку заготовки смолой.
Уплотнение волокнистой заготовки можно также осуществлять известным газовым способом посредством химической инфильтрации в паровой фазе матрицы (CVI). Волокнистую заготовку, соответствующую волокнистому усилению изготавливаемой лопатки, помещают в печь, в которую нагнетают газовую реакционную фазу. Давление и температуру в печи и состав газовой фазы выбирают таким образом, чтобы обеспечить распространение газовой фазы внутри пористости заготовки, чтобы получить в ней матрицу путем осаждения внутри материала, входящего в контакт с волокнами, твердого материала, получаемого в результате разложения ингредиента газовой фазы или в результате реакции между несколькими ингредиентами, в отличие от условий давления и температур, характерных для способов CVD ("Chemical Vapor Deposition"), которые приводят к осаждению исключительно на поверхности материала.
Матрицу SiC получают из метилтрихлорсилана (MTS), что дает SiC при разложении MTS, тогда как карбоновую матрицу можно получить при помощи углеводородных газов, таких как метан и/или пропан, что дает карбон посредством крекинга.
Можно также использовать уплотнение путем комбинации жидкого способа и газового способа для облегчения реализации, ограничения расходов и циклов изготовления, одновременно получая удовлетворительные характеристики для предусмотренного применения.
После уплотнения получают лопатку 10 из композиционного материала, которая, как показано на фиг. 9, содержит в своей нижней части хвостовик 11, продолженный корневой частью 12 и пером 13.
Изобретение относится к волокнистой структуре, содержащей заготовочный участок, выполненный в виде единой детали посредством трехмерного тканья между первым множеством слоев нитей и вторым множеством слоев нитей, при этом заготовочный участок соответствует всей или части заготовки волокнистого усиления для детали из композиционного материала. За пределами заготовочного участка волокнистая структура содержит один или несколько слоев двухмерной ткани, при этом каждый слой двухмерной ткани объединяет нити одного и того же слоя, принадлежащего по меньшей мере к первому множеству слоев нитей, находящихся за пределами заготовочного участка. 3 н. и 13 з.п. ф-лы, 9 ил.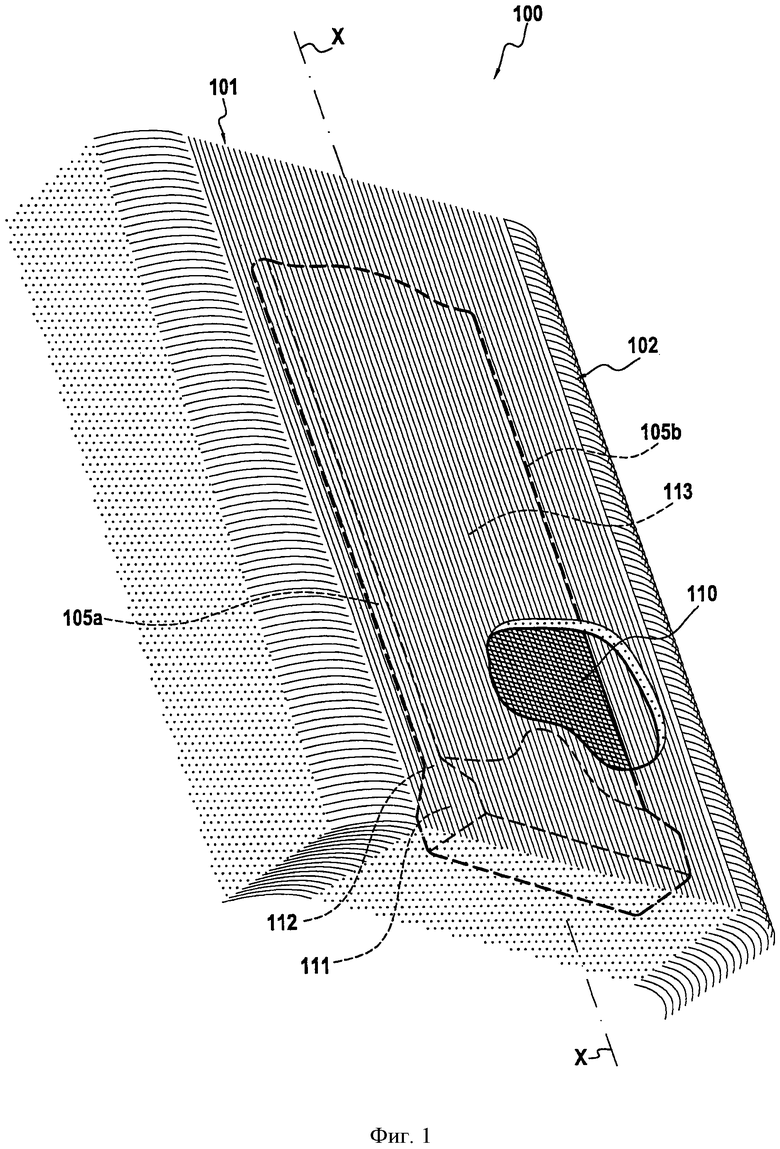
1. Волокнистая структура, содержащая заготовочный участок, выполненный в виде единой детали посредством трехмерного тканья между первым множеством слоев нитей и вторым множеством слоев нитей, при этом указанный заготовочный участок соответствует всей или части заготовки волокнистого усиления для детали из композиционного материала, при этом указанная структура содержит один или несколько слоев двухмерной ткани, при этом каждый слой двухмерной ткани объединяет нити одного и того же слоя, принадлежащего по меньшей мере к первому множеству слоев нитей после их выхода из заготовочного участка, при этом каждый слой двухмерной ткани простирается за пределы заготовочного участка в направлении нитей слоя первого множества слоев нитей, объединенных в указанном слое двухмерной ткани.
2. Структура по п. 1, в которой нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом каждый слой двухмерной ткани является смежным с заготовочным участком.
3. Структура по п. 2, в которой в каждом слое двухмерной ткани нити одного слоя нитей основы переплетены с нитями одного слоя нитей утка.
4. Структура по п. 1, в которой каждый слой двухмерной ткани находится на определенном расстоянии от заготовочного участка.
5. Структура по п. 4, содержащая слои двухмерной ткани, объединяющие нити утка, извлеченные из заготовочного участка и принадлежащие к одному слою нитей утка.
6. Структура по п. 1, в которой нити первого множества слоев нитей соответствуют нитям основы, а нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, причем нити основы подлежат извлечению из заготовочного участка на уровне части уменьшающейся толщины и подлежат повторному введению в заготовочный участок на уровне части увеличивающейся толщины, при этом указанная структура содержит слои двухмерной ткани, объединяющие нити основы, извлеченные из заготовочного участка и принадлежащие к одному слою нитей основы.
7. Структура по п. 1, в которой нити первого множества слоев нитей соответствуют нитям основы, а нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, при этом нити утка подлежат извлечению из заготовочного участка на уровне части уменьшающейся толщины и подлежат повторному введению в заготовочный участок на уровне части увеличивающейся толщины, при этом указанная структура содержит слои двухмерной ткани, объединяющие нити утка, извлеченные из заготовочного участка и принадлежащие к одному слою нитей утка.
8. Структура по п. 6, в которой каждый слой двухмерной ткани содержит разрез, ориентированный перпендикулярно относительно направления нитей первого множества слоев.
9. Способ изготовления волокнистой структуры, включающий в себя тканье в виде единой детали заготовочного участка посредством трехмерного тканья между первым множеством слоев нитей и вторым множеством слоев нитей, при этом указанный заготовочный участок соответствует всей или части заготовки волокнистого усиления для детали из композиционного материала, при этом способ дополнительно включает в себя тканье за пределами заготовочного участка одного или нескольких слоев двухмерной ткани, при этом каждый слой двухмерной ткани объединяет нити одного и того же слоя, принадлежащего по меньшей мере к первому множеству слоев нитей после их выхода из заготовочного участка, при этом каждый слой двухмерной ткани простирается за пределы заготовочного участка в направлении нитей слоя первого множества слоев нитей, объединенных в указанном слое двухмерной ткани.
10. Способ по п. 9, в котором нити первого множества слоев нитей соответствуют нитям основы, а нити второго множества слоев нитей соответствуют нитям утка, при этом каждый слой двухмерной ткани выполняют путем тканья смежно с заготовочным участком.
11. Способ по п. 10, в котором в каждом слое двухмерной ткани нити одного и того же слоя нитей основы переплетают с нитями одного и того же слоя нитей утка.
12. Способ по п. 9, в котором каждый слой двухмерной ткани выполняют путем тканья на определенном расстоянии от заготовочного участка.
13. Способ по п. 9, в котором нити первого множества слоев нитей соответствуют нитям основы, тогда как нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, при этом нити основы извлекают из заготовочного участка на уровне части уменьшающейся толщины и опять вводят в заготовочный участок на уровне части увеличивающейся толщины, при этом указанный способ включает в себя тканье слоев двухмерной ткани, объединяющих нити основы, извлеченные из заготовочного участка и принадлежащие к одному слою нитей основы.
14. Способ по п. 9, в котором нити первого множества слоев нитей соответствуют нитям основы, а нити второго множества слоев нитей соответствуют нитям утка, при этом заготовочный участок содержит часть уменьшающейся толщины и часть увеличивающейся толщины, при этом нити утка извлекают из заготовочного участка на уровне части уменьшающейся толщины и опять вводят в заготовочный участок на уровне части увеличивающейся толщины, при этом указанный способ включает в себя тканье слоев двухмерной ткани, объединяющих нити утка, извлеченные из заготовочного участка и принадлежащие к одному слою нитей утка.
15. Способ по п. 13, дополнительно включающий в себя выполнение разреза в каждом слое двухмерной ткани, при этом разрез ориентирован перпендикулярно относительно направления нитей первого множества слоев.
16. Способ изготовления заготовки волокнистого усиления, содержащий следующие этапы:
- изготовления волокнистой текстуры по любому из пп. 9-15,
- удержания каждого слоя двухмерной ткани и обрезания нити каждого слоя двухмерной ткани на границе заготовочного участка или заготовочных участков волокнистой структуры.
| WO 2013088038 A2, 20.06.2013 | |||
| WO 2010001003 A1, 07.01.2010 | |||
| US 2010189566 A1, 29.07.2010 | |||
| ВОЛОКНИСТАЯ АРМИРУЮЩАЯ СТРУКТУРА СЛОЖНОГО АТЛАСНОГО ПЕРЕПЛЕТЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛИ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2007 |
|
RU2439222C2 |
| ПЛОСКАЯ ТКАНЬ ДЛЯ ФОРМИРОВАНИЯ СТРУКТУРЫ, ИМЕЮЩЕЙ ТРЕХМЕРНУЮ КОНФИГУРАЦИЮ | 2002 |
|
RU2225902C1 |

