Изобретение относится к области деревообработки, в частности к устройствам для изготовления радиальных заготовок.
В деревообработке известны станки углового продольного пиления, которые наряду с производством обычных обрезных пиломатериалов позволяют попутно получать радиальные пиломатериалы из одного бревна.
Наиболее близким к настоящему изобретению является продольно распиловочный станок (патент РФ №2217299, МПК B27B 7/00), содержащий пильные диски под углом 90 градусов относительно друг друга с возможностью продольного перемещения.
Недостаток этого станка при производстве радиальных пиломатериалов заключается в том, что радиал для него является попутной продукцией, а при распиловке бревен на тонкие и узкие заготовки снижаются выход и производительность.
В основу настоящего изобретения положена техническая задача создать угловой бревнорежущий станок, который позволил бы:
1) увеличить производительность;
2) увеличить выход;
3) упростить процесс производства радиальных заготовок со стопроцентным их выходом непосредственно из бревна;
4) снизить энергоемкость процесса вырезания заготовок.
Поставленная техническая задача решается тем, что в продольно-режущем бесстружечном угловом станке для раскроя бревен на радиальные заготовки, содержащем станину, подвижный суппорт, режущий инструмент, расположенный под углом 90 градусов относительно друг друга, режущий инструмент выполнен в виде дисковых ножей, механизм одновременного вращательного и поступательного движений бревна, обеспечивающий вырезание радиальных заготовок заданной ширины последовательно по спирали, состоит:
вариант 1 - из поворотного устройства и электрогидравлического механизма импульсно-шагового действия с программной настройкой на ширину вырезаемых радиальных заготовок;
вариант 2 - из цилиндрических осей, закрепляемых на торцах бревна, и прямолинейных направляющих опор, на которых цилиндрические оси могут поворачиваться без скольжения, ширина вырезаемых радиальных заготовок задается диаметром цилиндров, т.е. они являются сменными.
При реализации настоящего изобретения обеспечивается:
1) вырезание заготовок по радиусу бревна последовательно по спирали, что упрощает производство радиальных заготовок со стопроцентным их выходом непосредственно из бревна;
2) бесстружечное резание, что повышает выход;
3) продольная подача суппорта со скоростью 8 м/с, что увеличивает производительность;
4) резание дисковыми ножами при небольшом усилии, что снижает энергоемкость процесса вырезания заготовок.
Использование дисковых ножей дает дополнительный эффект, заключающийся в отсутствии шума у режущего инструмента, что улучшает условия труда обслуживающего персонала.
Вырезание радиальных заготовок последовательно по спирали создает стабильные условия резания дисковыми ножами, поскольку положение дисков к направлению волокон и годичным кольцам не меняется, что облегчает подбор оптимальных величин параметров режущих элементов и режима резания.
Вариант 1.
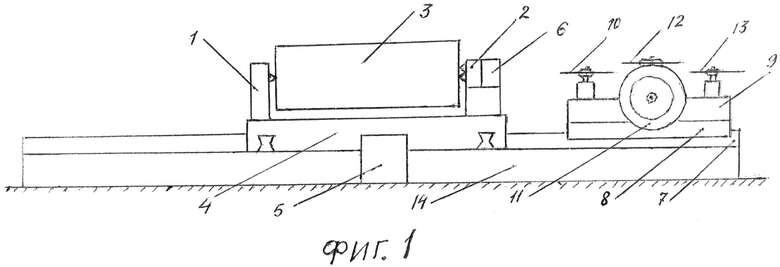
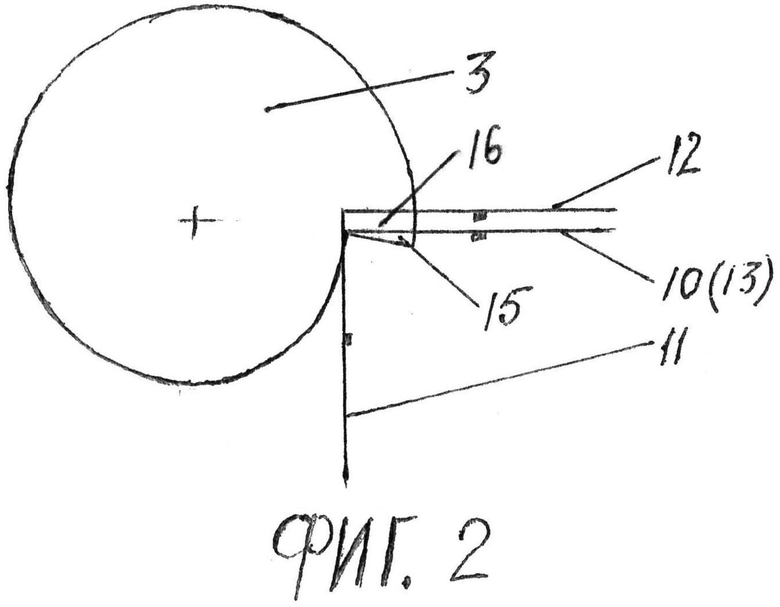
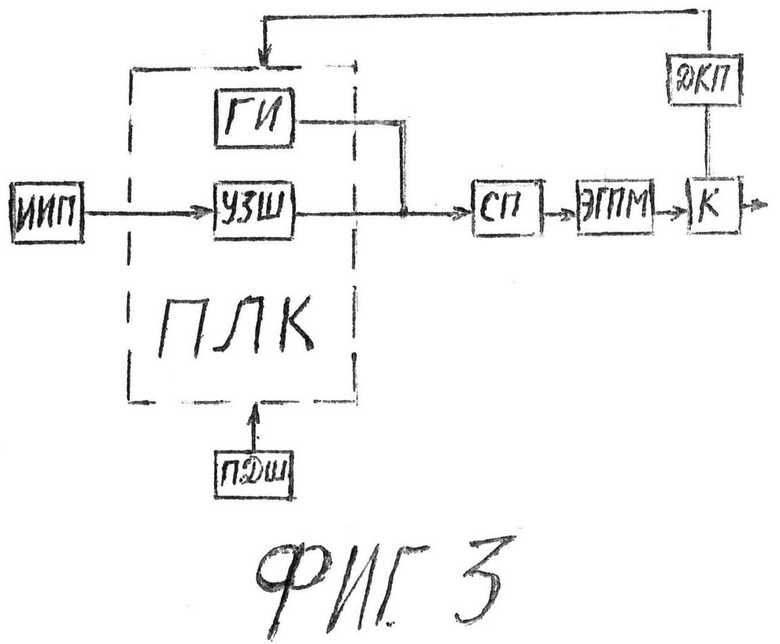
Изобретение поясняется чертежами, где на фиг.1 - общий вид станка, на фиг.2 - схема резания, на фиг.3 - схема импульсно-шаговой системы программного управления поперечной подачей бревна.
Продольно-режущий бесстружечный угловой станок для раскроя бревен на радиальные заготовки (фиг.1) состоит из двух шарнирных опор 1 и 2 для бревна 3, установленных на каретке 4, подачу которой осуществляет электрогидравлическое устройство 5. Опора 2 связана с приводом 6, обеспечивающим поворот и фиксацию бревна 3. В состав станка входит линейная направляющая качения 7 с приводной кареткой 8, на которой устанавливается суппорт 9 с режущими дисковыми ножами 10 для срезания сектора 15, 11 - тангенциально режущий, 12 - радиально режущий, 13 - для срезания сектора при обратном ходе. Основой для установки узлов и механизмов является станина 14.
Продольно-режущий бесстружечный угловой станок для раскроя бревен на радиальные заготовки работает следующим образом.
Бревно 3 закрепляется в шарнирных опорах 1, 2 каретки 4, которая устанавливается в исходное положение. При продольном движении суппорта 9 установленные на нем дисковые ножи осуществляют радиальное и тангенциальное резание. Нож 10 идет первым и срезает сектор 15, ножи 11 и 12 соответственно осуществляют тангенциальное и радиальное резание с отделением заготовки 16 от бревна.
Для вырезания более широких заготовок применяют несколько ножей, установленных последовательно друг за другом, когда последующий нож внедряется в древесину глубже предыдущего.
Вырезание заготовок осуществляется и при обратном движении суппорта, но сектор 15 уже срезает нож 13, а нож 10 смещен. После выхода суппорта из зоны резания срабатывает датчик включения привода механизма поворота 6 бревна 3 на угол, который определяется толщиной заготовки и контролируется фотоэлектрическим ограничителем поворота, отключающим привод после поворота бревна на соответствующий угол. Бревно фиксируется.
Одновременно с поворотом бревна осуществляется сближение его продольной оси с режущим инструментом за счет поперечной подачи бревна 3, что обеспечивает вырезание заготовок последовательно по спирали. Поперечная подача бревна 3, установленного на подвижной каретке 4, за соответствующий его угол поворота, осуществляется электрогидравлическим подающим механизмом ЭГПМ, фиг.3, импульсно-шагового действия с программной настройкой на ширину радиальной заготовки. Система поперечной подачи работает следующим образом. Ширина заготовки программируется оператором с помощью устройства задания ширины УЗШ, фиг.3, выполненного в виде регулируемого делителя количества импульсов. Вход сервопривода СП подключен к импульсному выходу программируемого логического контроллера ПЛК, фиг.3. Управляющие импульсы поступают от кругового фотоэлектрического измерительного преобразования ИИП, фиг.3, контролирующего угол поворота бревна, а при быстром отводе каретки назад - непосредственно от генератора импульсов.
От импульсно-измерительного преобразователя ИИП за каждый градус поворота бревна поступает запрограммированное количество импульсов. Например, 10 имп./град, что обеспечивает ширину заготовки 36 мм при цене одного импульса 0.01 мм. При раскрое бревен большого диаметра можно запрограммировать два значения ширины заготовки. Тогда срабатывает путевой датчик ширины ПДШ, установленный на определенном расстоянии от продольной оси бревна, и ПЛК переключает блок управления на второе запрограммированное значение ширины радиальной заготовки.
В процессе циклического резания продольная ось бревна приближается к режущему инструменту. При диаметре бревна 180 мм в работу вступает ограничитель прогиба бревна (не указан на чертеже).
Циклы резания повторяются до наименьшего допускаемого остатка (карандаша), когда срабатывает путевой датчик конечного положения бревна ДКП. Отключается привод механизма поворота бревна. На сервопривод поступают импульсы ускоренного отвода каретки в исходное положение, соответствующее диаметру очередного поступающего бревна, остаток сбрасывается.
Вариант 2.
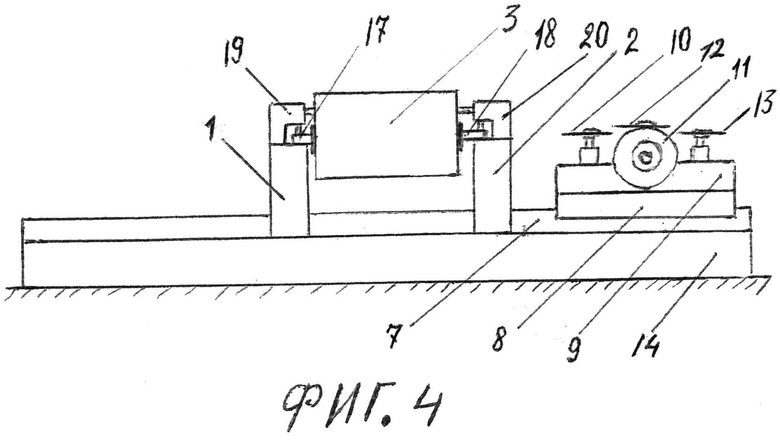
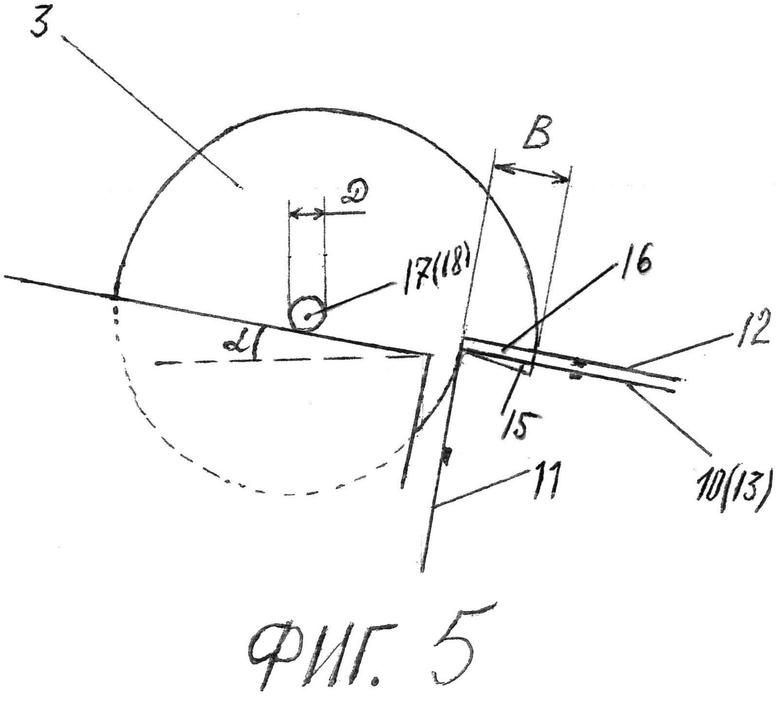
Изобретение поясняется чертежами, где на фиг.4 - общий вид станка, на фиг.5 - схема резания.
Станок состоит из опор 1 и 2, на которые опираются цилиндрические оси 17 и 18, закрепленные на торцах бревна 3, зажимных устройств 19 и 20, линейной направляющей качения 7 с приводной кареткой 8, на которой установлен суппорт 9 с дисковыми ножами 10, 11, 12, 13, основанием станка является станина 14.
Продольно-режущий бесстружечный угловой станок для раскроя бревен на радиальные заготовки работает следующим образом. По торцам бревна 3 крепятся вдоль его продольной оси две соосные цилиндрические оси 18 и 17, которые опираются на прямолинейные направляющие опоры 2 и 1. Оси 18 и 17 имеют возможность без скольжения поворачиваться на опорах 2 и 1 под действием скатывающей силы, возникшей из-за угла наклона направляющих 2 и 1. Таким образом, бревно совершает поворот и поступательное движение. После установки бревна 3 в исходное положение оно фиксируется зажимным устройством 20 и 19. При продольном движении суппорта установленные на нем дисковые ножи осуществляют вырезание радиальных заготовок. После выхода суппорта из зоны резания срабатывает датчик отключения зажимов. Бревно под действием скатывающей силы поворачивается с одновременным поступательным движением. При повороте на угол, соответствующий толщине заготовки, срабатывает фотоэлектрический датчик, контролирующий толщину заготовки. Вступает в работу зажимное устройство 20 и 19, бревно 3 фиксируется. Осуществляется процесс резания.
Резание осуществляется при движении суппорта вперед и назад. Циклы резания повторяются до образования минимально возможного остатка (карандаша), который сбрасывается, а в исходное положение устанавливается следующее бревно.
Ширина заготовок 16 задается диаметром цилиндрических осей B=πD, где B - ширина заготовок, D - диаметр цилиндрических осей (фиг.5).
Изобретение найдет применение на предприятиях лесопромышленного комплекса, занимающихся производством погонажа, паркета, окон и мебели, при производстве изделий с высокими требованиями к формоустойчивости и стабильности рисунка текстуры.
Изобретение относится к области деревообработки, в частности к оборудованию для бесстружечного углового раскроя бревен. Станок содержит станину (14), две шарнирные опоры (1, 2) для бревна (3), подвижный суппорт (9), режущий инструмент и механизм одновременного вращательного и поступательного движений бревна, обеспечивающий вырезание радиальных заготовок заданной ширины последовательно по спирали. Опоры (1, 2) установлены на каретке (4). Опора (2) связана с приводом (6), обеспечивающим поворот и фиксацию бревна. Подачу каретки (4) осуществляет электрогидравлическое устройство (5). Суппорт (9) установлен на приводной каретке (8) с линейной направляющей качения (7). Режущий инструмент выполнен в виде дисковых ножей (10-13), расположенных под углом 90 градусов относительно друг друга. Повышается производительность и упрощается процесс производства заготовок. 2 з.п. ф-лы, 5 ил.
1. Продольно-режущий станок для бесстружечного углового раскроя бревен на радиальные заготовки, характеризующийся тем, что содержит станину, на которой установлена линейная направляющая с приводной кареткой, на которой установлен подвижный суппорт с режущим инструментом в виде дисковых ножей, расположенных под углом 90 градусов относительно друг друга, и механизм одновременного вращательного и поступательного движений бревна, состоящий из двух шарнирных опор для бревна, установленных на каретке, с возможностью вырезания радиальных заготовок заданной ширины последовательно по спирали.
2. Станок по п. 1, отличающийся тем, что механизм одновременного вращательного и поступательного движений бревна состоит из поворотного устройства и электрогидравлического механизма импульсно-шагового действия с программной настройкой на ширину вырезаемых радиальных заготовок.
3. Станок по п. 1, отличающийся тем, что механизм одновременного вращательного и поступательного движений бревна выполнен в виде цилиндрических осей, закрепленных на торцах бревна, и прямолинейных направляющих опор, на которых цилиндрические оси могут поворачиваться без скольжения.
| AT 402272 B, 25.03.1997; | |||
| Устройство для измерения частот резонанса и антирезонанса электромеханического резонатора | 1986 |
|
SU1456912A1 |
| 0 |
|
SU398090A1 | |
| Устройство для образования дренажныхКАНАлОВ B гРуНТЕ | 1978 |
|
SU819257A2 |
| СПОСОБ РАСПИЛОВКИ БРЕВЕН НА ПРОДОЛЬНО-РАСПИЛОВОЧНОМ СТАНКЕ И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2217299C1 |

