Изобретение относится к области деревообработки и может быть использовано в других отраслях народного хозяйства, где требуются заготовки с радиальным расположением волокон древесины, например в производстве мебели из натуральной древесины, клееных щитов и брусьев, винной клепки.
Известны многообразные способы раскроя круглых бревен, описанных в специальной литературе, например, в книге Калитиевского Р.Е. «Технология лесопиления» (изд. Лесная промышленность, 1986) стр.100, рис.20 - способы распиловки бревен; в «Справочнике по лесопилению» под редакцией к.т.н. Хасдана С.М. (изд. Лесная промышленность, 1980) стр.86, рис.IV.I - способы раскроя бревен, книге Авдеева Э.Д. «Лесопильное оборудование» (изд. Высшая школа, 1980 г) стр.202, рис.104 - способы распиловки бревен и в ряде других изданий по лесопилению и переработке древесины.
Основной задачей всех известных способов распиловки круглых лесоматериалов является получение максимального выхода пилопродукции при высокой производительности лесопильного оборудования, при этом мало обращается внимание на структуру древесины, являющейся одним из основных показателей ее технологической ценности. Между тем, наиболее ценная древесина расположена в определенных зонах бревна, учитывать расположение которой необходимо при раскрое. Следует помнить, что примерно 1/3 диаметра бревна в ядровой части и под корой составляет низкокачественная древесина до 10% его объема. Именно ее не следует применять в качественных изделиях и конструкциях, избегая при раскрое бревна, см. «Пособие по раскрою пиловочного сырья», (изд. Лесная промышленность, 1974), стр. 78. С бурным развитием производства клееных деревянных деталей и конструкций, высококачественной мебели из натуральной древесины и паркетных покрытий предпочтение отдается радиальным заготовкам, обеспечивающих стабильные характеристики в процессе производства и эксплуатации изделия.
Наиболее близким решением получения качественных заготовок является способ раскроя бревен, примененный Челябинским научно-производственным объединением «БАРС» в станке с таким же названием (см. журнал «Дерево-RU», №4 за 2003 год, стр.39, 42-43). С помощью двух дисковых пил большого диаметра, расположенных под углом 90 градусов друг к другу, и управляемых компьютером, существенно повышается выход радиальных заготовок.
При использовании данного способа раскроя бревен все же невозможно обеспечить стопроцентный выход радиальных заготовок, многие из которых, не имеют четко выраженной радиальной ориентации. К тому же за счет срезков наиболее ценной периферийной части бревна в виде реек и широкого пропила снижается общий выход пилопродукции.
Задачей изобретения является такой способ распиловки бревна, который обеспечивает стопроцентный выход наиболее ценных на рынке пилопродукции - радиальных пиленых заготовок при высоком полезном выходе готовой продукции за счет использования периферийной ее части и применением дисковых пил малого диаметра с тонким пропилом.
Поставленная задача решается следующим образом. Бревно распиливается пополам вдоль его оси. Затем оно укладывается на подвижную каретку, имеющую устройство для зажима полубревна за его торцы в области ядра, механизм поперечного перемещения полубревна на ширину заготовки для подачи его в зону обработки и механизм углового перемещения на толщину заготовки, обеспечивающих последовательное выпиливание заготовок по кольцу полубревна. Заданное сечение заготовки получается соответствующей установкой пильно-фрезерных агрегатов, при этом середина заготовки всегда ориентирована по радиусу бревна. Горизонтальные поверхности заготовки формируются горизонтально расположенной базовой фрезой и прорезной пилой, а вертикальные поверхности заготовки формируют расположенные вертикально внешняя фреза и отрезная пила.
Изобретение поясняется фигурами:
- на фиг.1 изображена схема раскроя полубревна на радиальные заготовки, вид с торца бревна.
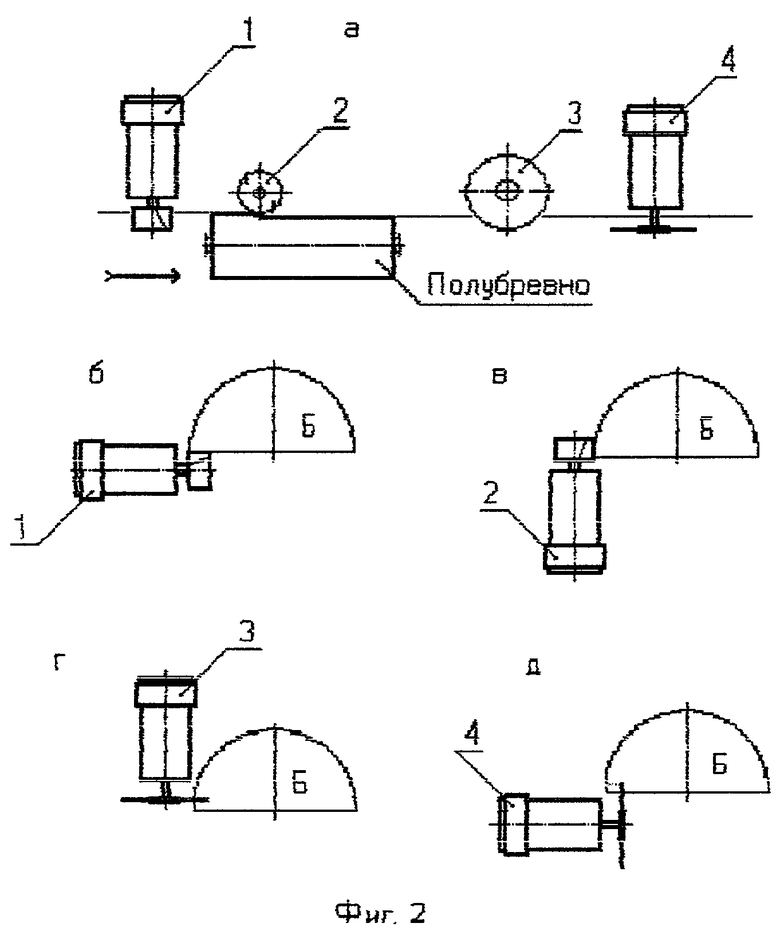
- на фиг.2 изображена схема обработки полубревна и последовательность выполняемых операций.
Способ осуществляется следующим образом: распиленное пополам бревно (вид «а», фиг.1) помещается на подвижную каретку своей базовой, пропиленной, поверхностью и фиксируется на поворотной балке зажимным устройством. Из полубревна последовательно вырезаются радиальные заготовки заданной толщины «Т» и ширины «Ш» (вид «б», фиг.1). Полубревно подается в зону обработки механизмом поперечного перемещения на ширину заготовки и продвигается вдоль пильно-фрезерных агрегатов 1-4 (вид «а», фиг.2), последовательно осуществляющих формирование профиля заготовки.
При этом базовая фреза 1 (вид «а, б», фиг.2) обрабатывает нижнюю поверхность заготовки, а фрезой 2 (вид «а, в», фиг.2) обрабатывается ее внешняя поверхность. Далее горизонтальной прорезной пилой 3 (вид «а, г», фиг 2) заготовка отрезается по толщине параллельно радиусу бревна и вертикальной отрезной пилой 4 (вид «а, д», фиг.2) производится отрезание заготовки по ширине. Таким образом, внешние грани заготовки обрабатываются фрезами, хорошо обнажая ее структуру, а внутренние - дисковыми пилами, обеспечивая точность и чистоту обработки.
Закончив вырезание одной заготовки, полубревно поворачивается против часовой стрелки на толщину заготовки механизмом углового перемещения, устанавливая полубревно в новую позицию, и цикл повторяется до тех пор, пока все полукольцо не будет распилено на заготовки.
После этого полубревно возвращается в исходное положение и механизм поперечного перемещения надвигает полубревно на ширину заготовки в зону обработки для распиловки следующего полукольца. Так происходит до тех пор, пока не будет распилено полубревно до его центральной части - карандаша. По окончании распиловки полубревна карандаш освобождается, в каретку загружается следующее полубревно, и процесс повторяется.
У всех полученных таким способом заготовок годовые кольца перпендикулярны радиусу бревна и в силу идентичности структуры имеют одинаковые физико-механические показатели, обеспечивающие стабильные характеристики в процессе производства.
Пример конкретного применения.
В производстве столярных щитов используются заготовки сечением 22×40 мм преимущественно радиальной распиловки. Заготовки склеиваются по длине на зубчатый шип для получения реек определенной длины, примерно 2,5-3 м, затем обрабатываются на четырехстороннем строгальном станке и склеиваются по ребру в щит требуемого размера.
При одинаковом направлении волокон древесины в заготовках упругая деформация древесины исключает коробление щита, изготовленного из реек радиальной распиловки, в процессе механической обработки и последующей эксплуатации изделия, так как внутренние напряжения древесины уравновешены в таких деталях и не оказывают влияния на поведение щита.
Таким образом, поставленная задача достигнута за счет вырезания заготовок по радиусу бревна, в зоне расположения наиболее ценной древесины, идентичности структуры полученных заготовок. Все заготовки имеют строго радиальную ориентацию, а качество поверхности отвечает самым высоким требованиям за счет обработки поверхностей фрезами и дисковыми пилами. Во вторых, при этом способе обработки, благодаря применению пильно-фрезерных агрегатов, все образующиеся в процессе производства отходы в виде опилок и стружки легко удаляются пневмотранспортом, в отличие от распространенных сегодня способов, где затраты ручного труда на удаление отходов в виде горбыля, срезков, реек, щепы и пр. достаточно велики.
В результате применения данного способа раскроя круглых лесоматериалов создаются преимущества в виде:
1) получения стопроцентного выхода радиальных пиленых заготовок;
2) увеличения выхода пилопродукции за счет полного использования периферийной зоны бревна и тонкого пропила;
3) снижения ручного труда при удалении отходов;
4) возможности полной автоматизации процесса,
5) изготовления заготовок различного сечения с одной установки.
Изобретение относится к деревообработке и может быть использовано для получения заготовок с радиальным расположением волокон древесины. Вначале бревно распиливают пополам вдоль его оси, затем укладывают базовой поверхностью, совпадающей с радиусом бревна, на подвижную каретку, фиксируют и механизмом поперечного перемещения полубревна подают в зону обработки на ширину заготовки, где последовательно пильно-фрезерными агрегатами вырезают заготовку заданной толщины и ширины, после этого полубревно механизмом углового перемещения поворачивают против часовой стрелки на толщину заготовки. Цикл повторяют до вырезания всего полукольца, затем полубревно вновь устанавливают в исходную позицию и подают в зону обработки на ширину заготовки, и цикл повторяют до тех пор, пока все полубревно не будет распилено на заготовки. Изобретение увеличивает выход радиальных заготовок и повышает их качество. 2 ил.
Способ раскроя бревен на радиальные пиленые заготовки, отличающийся тем, что бревно распиливают пополам вдоль его оси, затем укладывают базовой поверхностью, совпадающей с радиусом бревна, на подвижную каретку, фиксируют и механизмом поперечного перемещения полубревна подают в зону обработки на ширину заготовки, где последовательно пильно-фрезерными агрегатами вырезают заготовку заданной толщины и ширины, после этого полубревно механизмом углового перемещения поворачивают против часовой стрелки на толщину заготовки и цикл повторяют до вырезания всего полукольца, затем полубревно вновь устанавливают в исходную позицию и подают в зону обработки на ширину заготовки, и цикл повторяют до тех пор, пока все полубревно не будет распилено на заготовки.
| US 5109899 А, 05.05.1992 | |||
| Способ изготовления тонких деревянных дощечек | 1951 |
|
SU96206A1 |
| Способ получения радиальной пилопродукции из бревен | 1987 |
|
SU1530443A1 |
| СПОСОБ РАСКРОЯ БРЕВЕН НА ПИЛОМАТЕРИАЛЫ | 2002 |
|
RU2217300C1 |
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| ЕР 1283312 А1, 12.02.2003. | |||

