Область техники
Изобретение относится к зуборезным инструментам и, в частности, к зубофрезерному приспособлению для изготовления зубчатого колеса из заготовки.
Уровень техники
Зубчатые колеса обычно изготавливаются посредством резки обрабатываемой детали или заготовки в процессе операции изготовления зубьев, называемой зубофрезерованием. Червячная фреза предназначена для изготовления профиля зуба с заданными высотой зуба, углом зацепления и толщиной зуба. Все зубья, изготовленные стандартной червячной фрезой, имеют одинаковые высоту, угол зацепления и толщину. Эти параметры характеризуют профиль зуба. Стандартная червячная фреза имеет цилиндрическую форму и содержит винтовые режущие зубья. Эти зубья содержат канавки, которые проходят по длине червячной фрезы. Канавки способствуют резанию заготовки и облегчают удаление стружки. Во время использования зубья червячной фрезы последовательно врезаются в обрабатываемую деталь посредством ряда резов, выполняемых червячной фрезой.
Раскрытие изобретения
Зубофрезерное приспособление для изготовления зубчатого колеса из заготовки согласно изобретению содержит червячную фрезу с первой и второй группами зубьев. Червячная фреза имеет цилиндрическое тело. Зубья первой группы отходят от цилиндрического тела и имеют первую полную высоту. Зубья второй группы отходят от цилиндрического тела поочередно с зубьями указанной первой группы и имеют вторую полную высоту. Первая и вторая полные высоты отличаются друг от друга, обеспечивая образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
Червячная фреза может быть однозаходной или многозаходной.
Червячная фреза может иметь первый виток с первым зубчатым профилем, и второй виток со вторым зубчатым профилем, при этом первый и второй витки отличаются друг от друга. Первый и второй зубчатые профили также могут отличаться друг от друга. Червячная фреза может иметь три или более витков с тремя или более зубчатыми профилями.
Согласно другому варианту осуществления изобретения зубофрезерное приспособление для изготовления зубчатого колеса из заготовки содержит червячную фрезу с первым и вторым зубьями. Червячная фреза имеет цилиндрическое тело с осью. Первый зуб отходит от цилиндрического тела и определяет первый диаметр, измеряемый от указанной оси, и первую полную высоту зуба. Второй зуб отходит от цилиндрического тела смежно с первым зубом и определяет второй диаметр, измеряемый от указанной оси, и вторую полную высоту зуба. Первый и второй диаметры равны по величине, а первая и вторая полные высоты отличаются друг от друга. В результате Червячная фреза обеспечивает образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
Зубофрезерное приспособление также может содержать поочередно отходящие от цилиндрического тела зубья первой группы червячной фрезы с первой полной высотой и зубья второй группы червячной фрезы со второй полной высотой.
Червячная фреза может быть однозаходной или многозаходной. Червячная фреза может иметь первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем. Первый и второй витки могут отличаться друг от друга. Первый и второй зубчатые профили также могут отличаться друг от друга.
Изобретению относится также к способу изготовления зубчатого колеса из заготовки, имеющей ось. Согласно этому способу обеспечивают наличие червячной фрезы, содержащей цилиндрическое тело с осью, первую группу зубьев, отходящих от указанного цилиндрического тела и имеющих первую полную высоту, и вторую группу зубьев, отходящих от цилиндрического тела поочередно с зубьями указанной первой группы и имеющих вторую полную высоту, причем первая и вторая полные высоты отличаются друг от друга. Указанную червячную фрезу поступательно перемещают поперек окружной поверхности заготовки зубчатого колеса. При этом червячную фрезу и заготовку вращают вокруг своих собственных осей. Заготовку зубчатого колеса подвергают резанию посредством зубьев первой и второй групп червячной фрезы. Первые и вторые зубья червячной фрезы выполнены с возможностью образования зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры.
Червячная фреза может быть однозаходной или многозаходной; может иметь первый виток с первым зубчатым профилем, и второй виток со вторым зубчатым профилем. Первый виток и второй виток могут отличаться друг от друга. Первый и второй зубчатые профили могут отличаться друг от друга.
Изобретение станет более понятным из дальнейшего описания со ссылками на чертежи.
Краткое описание чертежей
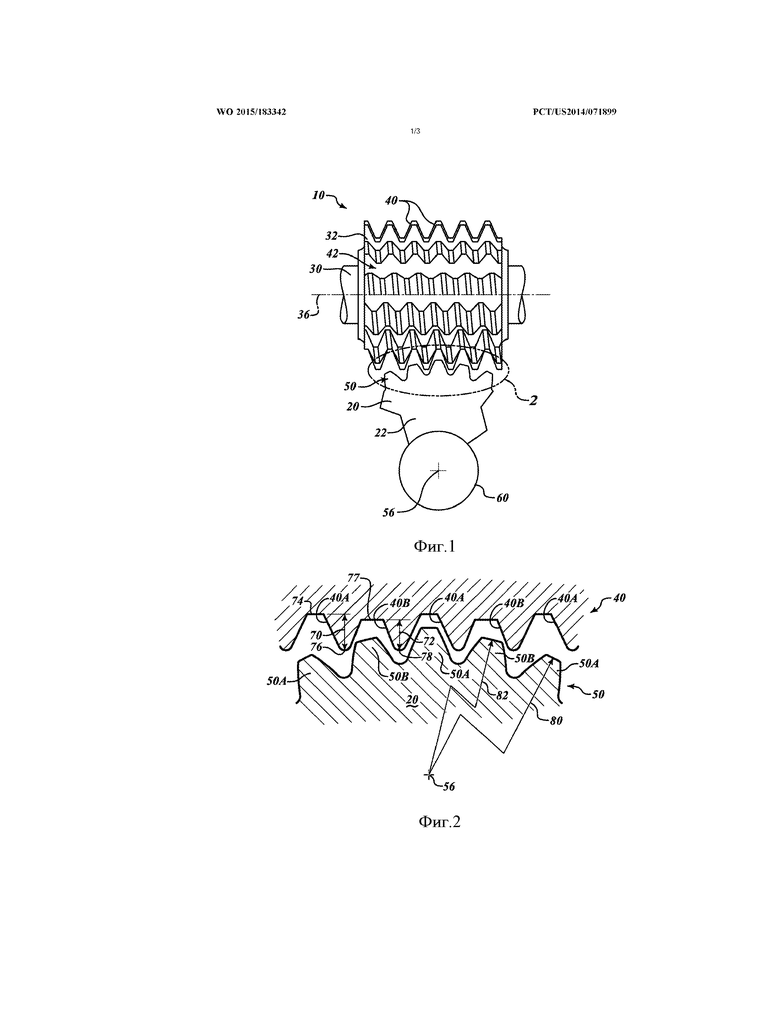
На фиг. 1 показаны червячная фреза согласно первому варианту ее выполнения и формирование зубьев в заготовке зубчатого колеса, вид сбоку;
на фиг. 2 – место 2 на фиг. 1, вид в сечении в увеличенном масштабе;
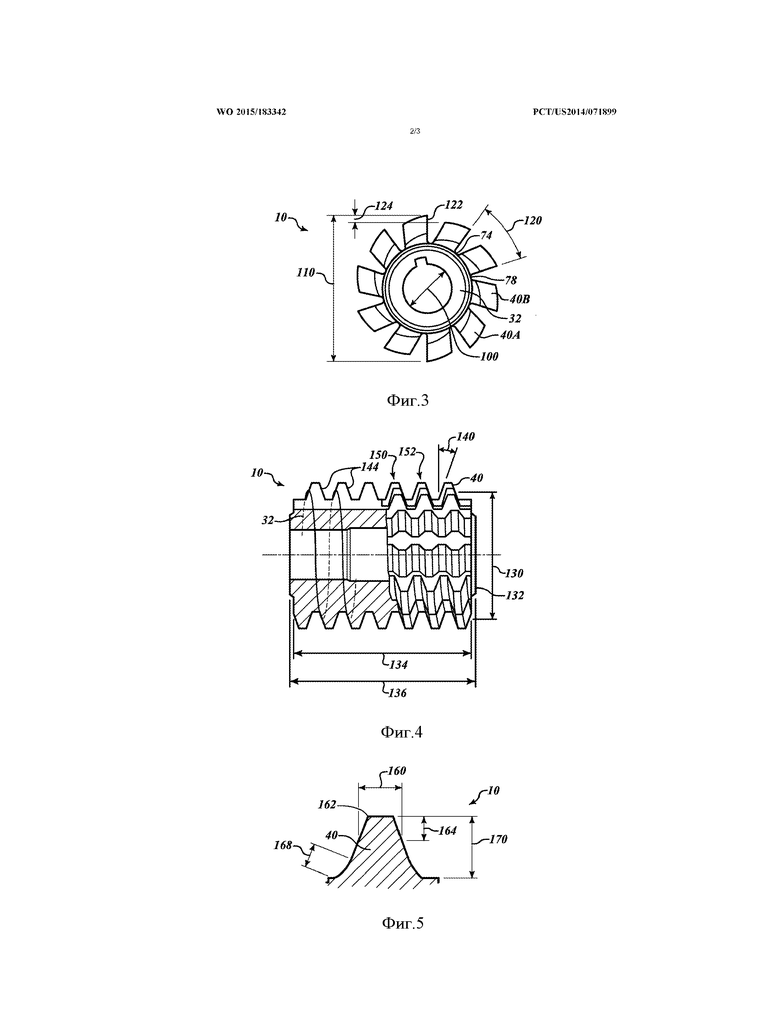
на фиг. 3 – червячная фреза, показанная на фиг. 1, вид вдоль оси;
на фиг. 4 – червячная фреза, показанная на фиг. 1, вид с другого бока;
на фиг. 5 – один из зубьев червячной фрезы, показанной на фиг. 4, вид в увеличенном масштабе;
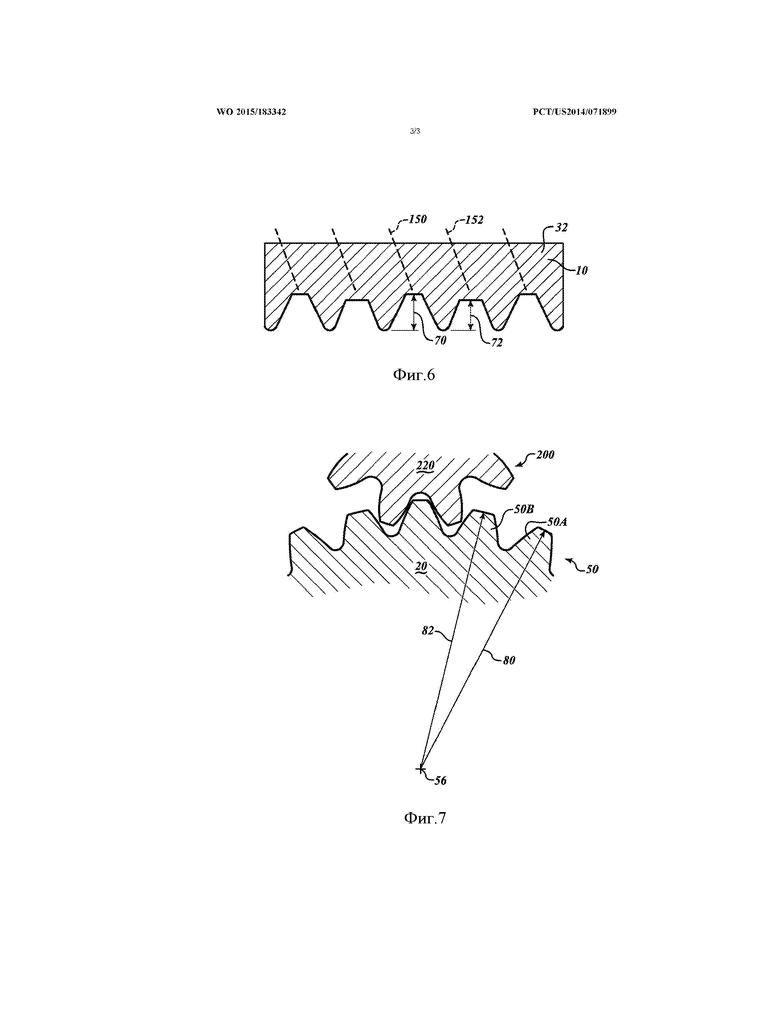
на фиг. 6 – сечение червячной фрезы с изображением смежных полных высот, ограниченных соседними зубьями;
фиг. 7 – готовое зубчатое колесо, образованное червячной фрезой по фиг. 1 и зацепляющееся с соседним вторым зубчатым колесом согласно изобретению.
Осуществление изобретения
На фиг. 1 и 2 показано зубофрезерное приспособление или червячная фреза, выполненная согласно одному из вариантов осуществления изобретения и обозначенная общей позицией 10. Червячная фреза 10 предназначена для изготовления зубчатого колеса 20 из обрабатываемой детали или заготовки 22. Червячная фреза 10 выполнена с возможностью вращения вокруг оси вала 30. Червячная фреза 10 имеет цилиндрическое тело 32, ось 36 которого совпадает с осью вращения вала 30. Червячная фреза 10 содержит зубья 40, между которыми в продольном направлении вдоль цилиндрического тела 32 образованы впадины.
Как будет подробно описано ниже, червячная фреза 10 используется для образования зубчатого колеса 20 из заготовки 22. Зубчатое колесо 20 по его окружности будет иметь зубья 50. Заготовка 22 приспособлена для вращения вокруг своей оси 56 и установлена на валу 60. Как будет подробно описано ниже, зубчатое колесо 20 будет образовано червячной фрезой так, что не все зубья 50 зубчатого колеса будут иметь одинаковый наружный диаметр.
Червячная фреза 10 выполнена так, что зубья 50 с разными наружными диаметрами могут быть образованы за одну операцию без последующей механической обработки. Во время изготовления или зубофрезерования зубчатого колеса 20 может быть использована первая группа зубьев 40A с полной высотой 70 и одновременно вторая группа зубьев 40B с полной высотой 72. Первая полная высота 70 ограничена выемкой 74 и вершиной 76 первого зуба 40A. Аналогично, полная высота 72 ограничена выемкой 77 и вершиной 78 второго зуба 40B. Полные высоты 70 и 72 отличаются друг от друга. Кроме того, поскольку выемки 74 и 77 находятся в разных местах, диаметры оснований первой группы зубьев 40A и второй группы зубьев 40B варьируется. Изменяющийся диаметр основания позволяет выполнять нарезание зубьев 50 зубчатого колеса 20 разной высоты.
В показанном примере полная высота 72 меньше полной высоты 70. В результате зубья 50 зубчатого колеса, которые образуются посредством червячной фрезы 10, будут иметь первую группу зубьев 50A и вторую группу зубьев 50B. Диаметр 80 зубьев 50A первой группы, измеряемый от оси 56 зубчатого колеса, больше диаметра 82 зубьев 50B второй группы, измеряемого от оси 56 зубчатого колеса.
Со ссылками на фиг. 3 – 5 будут описаны дополнительные особенности червячной фрезы 10. На этих фигурах позицией 100В обозначен диаметр отверстия, выполненного в цилиндрическом теле 32 червячной фрезы 10; позицией 110 обозначен наружный диаметр червячной фрезы 10; а позицией 120 обозначено угловое расстояние между смежными выемками 74 и 78. Каждый зуб 40 червячной фрезы включает в себя радиальную режущую поверхность 122 и криволинейную поверхность 124.
Кроме того, позицией 130 обозначен диаметр делительной окружности червячной фрезы 10; позицией 132 – ступица червячной фрезы; позицией 134 – ширина режущей поверхности; а позицией 136 – длина червячной фрезы. Угол зацепления, ограниченный зубьями 40 червячной фрезы, обозначен позицией 140. Шаг зубьев, определяемый смежными зубьями 40, обозначен позицией 144. Позициями 150 и 152 (фиг. 6) обозначены первый и второй витки червячной фрезы 10. На фиг. 5 толщина зуба 40 червячной фрезы обозначена позицией 160; радиус закругления вершины зуба – позицией 162; головка зуба червячной фрезы – позицией 164; а модификация профиля головки – позицией 168. Полная высота резания 170 ограничена каждым зубом 40.
На фиг. 6, на показаны первый виток 150 и второй виток 152 на цилиндрическом корпусе 32 червячной фрезы 10. Витки 150 и 152, в целом, ограничивают угол подъема в процессе резания, выполняемого червячной фрезой 10. Как показано на фиг. 7, червячная фреза 10 выполнена с возможностью образования зубчатого колеса 20, имеющего смежные зубья 50 (например, зубья 50A и 50B), имеющие разные диаметры 80 и 82. В представленном примере диаметр 80 больше диаметра 82. Поскольку зубья 50A и 50B, поочередно образованные по окружности зубчатого колеса 20, имеют разные диаметры, они будут иметь разные точки зацепления на сопряженных зубьях 200 соответствующего стандартного зубчатого колеса 220, у которого зубья 200 имеют одинаковые диаметры. Зацепление может сопровождаться возникновением различных резонансных частот, обеспечивая плавное зацепление между соответствующими зубьями 50 зубчатого колеса 20 и зубьями 200 зубчатого колеса 220.
Изготовление зубчатого колеса 20 с использованием червячной фрезы 10 согласно изобретению осуществляется следующим образом.
Сначала выбирают червячную фрезу 10 с характеристиками, пригодными для изготовления требуемого зубчатого колеса 20. Выбирается червячная фреза 10 с определенными параметрами: диаметром 130 делительной окружности, шириной 134 режущей поверхности, длиной 136 червячной фрезы, углом 140 зацепления, толщиной 160 зуба, радиусом 162 закругления вершины, головкой 164 зуба червячной фрезы, модификацией профиля 168 головки и полной высотой резанья 170 для каждого готового зуба. Полная высота 70 зубьев 40A первой группы больше полной высоты 72 чередующихся зубьев 40B второй группы.
Вал 30 червячной фрезы установлен с возможностью вращения вокруг оси 36 и может вращаться приводным двигателем (не показан). Вал 60 обрабатываемой детали установлен с возможностью вращения вокруг оси 56 зубчатого колеса. Червячная фреза 10 движется поступательно поперек окружной поверхности обрабатываемой детали 22, вращаясь при этом вокруг оси 36, а обрабатываемая деталь 22 вращается вокруг оси 56. Первая и вторая группы зубьев 40A и 40B червячной фрезы, имеющие разные полные высоты 70 и 72, режут обрабатываемую деталь 22, образуя зубчатое колесо 20 с чередующимися зубьями 50A и 50B, имеющими разные наружные диаметры.
Представленное выше описание приведено в качестве примера осуществления изобретения и не ограничивает это изобретение. Отдельные элементы или особенности конкретного варианта выполнения, в целом, не ограничиваются этим конкретным вариантом выполнения и, по возможности, являются взаимозаменяемыми и могут использоваться в выбранном варианте выполнения, даже если они специально не показаны или не описаны. Эти же отдельные элементы или особенности могут изменяться различными способами, не выходя за объем изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2518818C2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Способ нарезания плоских зубчатых колес цилиндро-конических передач и червячная фреза для его осуществления | 1980 |
|
SU944825A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| ЧЕРВЯЧНАЯ ОДНОЗАХОДНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2444421C1 |
| ЧЕРВЯЧНАЯ ИГЛОФРЕЗА-ЛЕТУЧКА | 2007 |
|
RU2332283C1 |
| СПОСОБ ОБРАБОТКИ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС СО СНЯТИЕМ ФАСОК НА ИХ ТОРЦАХ | 2007 |
|
RU2343048C1 |
| СПОСОБ ЗУБОИГЛОФРЕЗЕРОВАНИЯ ЧЕРВЯЧНОЙ ИГЛОФРЕЗОЙ-ЛЕТУЧКОЙ | 2007 |
|
RU2332282C1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки зубьев зубчатых колес со снятием фасок на их торцах | 2022 |
|
RU2785351C1 |
Изобретение относится к зубофрезерному приспособлению для изготовления зубчатого колеса из заготовки. Согласно изобретению приспособление содержит червячную фрезу, имеющую цилиндрическое тело, от которого отходят зубья первой группы и, чередуясь с ними, зубья второй группы. Полная высота зубьев первой группы отличается от полной высоты зубьев второй группы, обеспечивая образование из заготовки зубчатого колеса со смежными зубьями, имеющими разные наружные диаметры. В результате обеспечивается повышение качества резки за счет наличия разных точек зацепления на сопряженных зубьях. 3 н. и 16 з.п. ф-лы, 7 ил.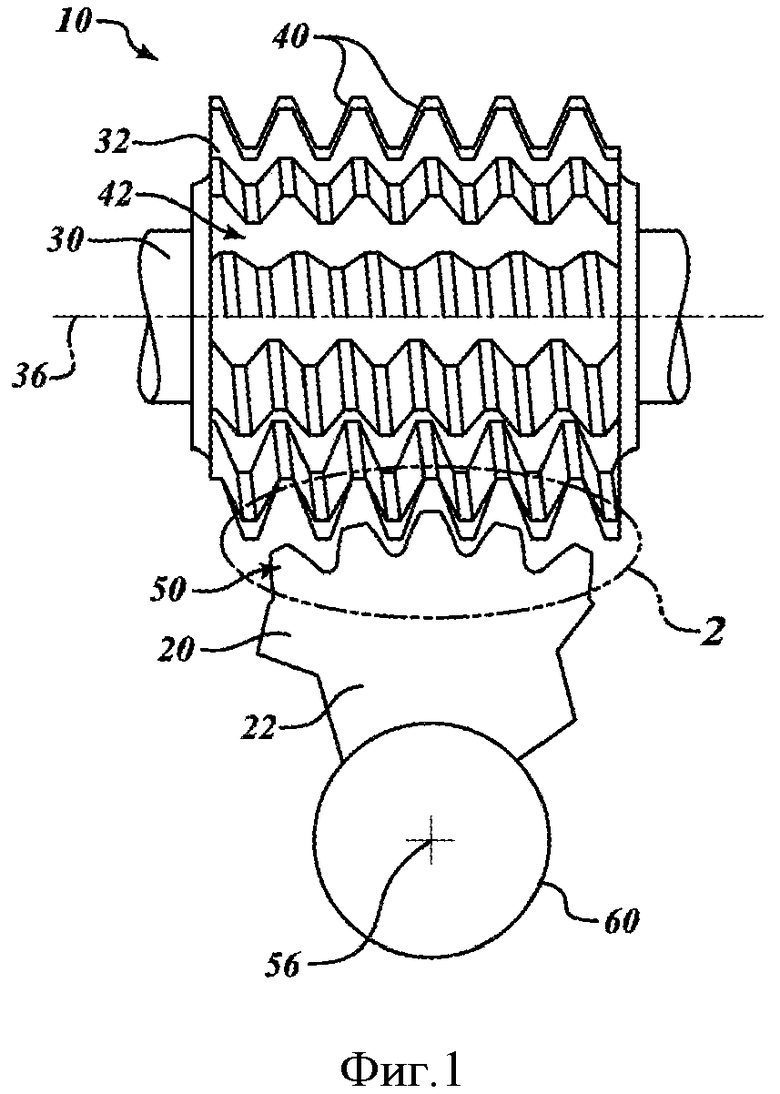
1. Зубофрезерное приспособление для изготовления зубчатого колеса из заготовки, содержащее
червячную фрезу с цилиндрическим телом,
первую группу зубьев червячной фрезы, отходящих от цилиндрического тела и имеющих первую полную высоту, и
вторую группу зубьев червячной фрезы, отходящих от цилиндрического тела поочередно с зубьями указанной первой группы и имеющих вторую полную высоту, при этом
первая и вторая группы зубьев червячной фрезы выполнены с возможностью формирования зубчатого колеса, имеющего чередующиеся по окружности первые и вторые зубья таким образом, что первые зубья зубчатого колеса определяют первый наружный диаметр, а вторые зубья зубчатого колеса определяют второй наружный диаметр, который меньше указанного первого наружного диаметра.
2. Приспособление по п. 1, в котором червячная фреза является однозаходной.
3. Приспособление по п. 1, в котором червячная фреза является многозаходной.
4. Приспособление по п. 1, в котором червячная фреза имеет первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем, при этом первый и второй витки отличаются друг от друга.
5. Приспособление по п. 4, в котором первый и второй зубчатые профили отличаются друг от друга.
6. Приспособление по п. 1, в котором каждый зуб червячной фрезы из первой и второй групп имеет закругленную вершину.
7. Приспособление по п. 1, которое дополнительно содержит
первые выемки, определяющие первый диаметр основания и образованные между смежными зубьями червячной фрезы первой и второй групп, и
вторые выемки, определяющие второй диаметр основания, который больше первого диаметра основания, и образованные между смежными зубьями червячной фрезы первой и второй групп, при этом
первые выемки упрощают формирование первых зубьев зубчатого колеса, а вторые выемки упрощают формирование вторых зубьев зубчатого колеса.
8. Приспособление по п. 7, в котором второй диаметр основания больше, чем первый диаметр основания.
9. Приспособление по п. 7, в котором первые и вторые выемки выполнены с возможностью чередования вдоль длины цилиндрического тела червячной фрезы.
10. Зубофрезерное приспособление для изготовления зубчатого колеса из заготовки, содержащее
червячную фрезу, имеющую цилиндрическое тело с осью,
первую группу зубьев, отходящих от цилиндрического тела и определяющих первый диаметр, измеряемый от указанной оси,
вторую группу зубьев, отходящих от цилиндрического тела и определяющих второй диаметр, измеряемый от указанной оси,
третью группу зубьев, отходящих от цилиндрического тела и определяющих третий диметр, измеренный от указанной оси, при этом зубья второй группы расположены между зубьями первой и третьей групп,
первые выемки, образованные между зубьями первой и второй групп и определяющие первый диаметр основания, измеренный от указанной оси, и
вторые выемки, образованные между зубьями второй и третьей групп и определяющие второй диаметр основания, измеренный от указанной оси, при этом
первые выемки и первая, и вторая группы зубьев выполнены с возможностью формирования первых зубьев зубчатого колеса, определяющих первый наружный диаметр, а вторые выемки и вторая, и третья группы зубьев выполнены с возможностью формирования вторых зубьев зубчатого колеса, определяющих второй наружный диаметр, который меньше указанного первого наружного диаметра.
11. Приспособление по п. 10, в котором червячная фреза является однозаходной.
12. Приспособление по п. 10, в котором червячная фреза является многозаходной.
13. Приспособление по п. 10, в котором червячная фреза имеет первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем, при этом указанные первый и второй витки отличаются друг от друга.
14. Приспособление по п. 13, в котором первый и второй зубчатые профили имеют разные формы.
15. Способ изготовления зубчатого колеса из заготовки, имеющей ось, включающий в себя этапы, на которых
обеспечивают наличие червячной фрезы, содержащей цилиндрическое тело с осью, первую группу зубьев, отходящих от цилиндрического тела и имеющих первую полную высоту, и вторую группу зубьев, отходящих от цилиндрического тела поочередно с зубьями указанной первой группы и имеющих вторую полную высоту, при этом первая и вторая полные высоты отличаются друг от друга,
поступательно перемещают червячную фрезу поперек окружной поверхности заготовки зубчатого колеса, при этом червячную фрезу и заготовку вращают вокруг своих собственных осей, и
режут заготовку зубчатого колеса посредством зубьев первой и второй групп червячной фрезы таким образом, что указанные первые и вторые зубья образуют зубчатое колесо, имеющее чередующиеся первые и вторые зубья, при этом первые зубья зубчатого колеса определяют первый наружный диаметр, а вторые зубья зубчатого колеса определяют второй наружный диаметр, который меньше указанного первого наружного диаметра.
16. Способ по п. 15, в котором червячная фреза является однозаходной.
17. Способ по п. 15, в котором червячная фреза является многозаходной.
18. Способ по п. 15, в котором червячная фреза имеет первый виток с первым зубчатым профилем и второй виток со вторым зубчатым профилем, при этом указанные первый и второй витки отличаются друг от друга.
19. Способ по п. 18, в котором первый и второй зубчатые профили имеют разные формы.
| СПОСОБ КАЛИБРОВКИ ИНТЕГРИРУЮЩЕЙ КАМЕРЫ | 2019 |
|
RU2788567C2 |
| Токарный автомат продольного точения с зубофрезерным приспособлением | 1979 |
|
SU1038075A1 |
| Токарный станок продольного точения с зубофрезерным приспособлением | 1986 |
|
SU1618533A1 |
| US 2008312019 A1, 18.12.2008 | |||
| DE 102008037578 A1, 27.05.2010. | |||

