Область техники
Изобретение относится к цветной металлургии, а именно к литью плоских слитков из алюминия и его сплавов 1ХХХ серии.
Уровень техники
Известен способ литья слитков алюминиевых сплавов полунепрерывным методом с применением лигатуры, установки дегазации, фильтрации (патент US 6004506 A, С22С 1/02, С22С 21/00, опубл. 21.12.1999). Изобретение относится к области литья алюминия, где добавление легирующих элементов в алюминиевый сплав при литье в кристаллизатор осуществляется путем добавления лигатуры непосредственно в расплавленный алюминий для получения повышенных характеристик слитка. Недостатком способа является непосредственная подача лигатуры в кристаллизатор, что при возможном низком качестве лигатуры может привести к загрязнению слитка неметаллическими включениями, окисными пленами и соответственно к дефектам структуры.
Также известен способ полунепрерывного многокристаллизаторного литья плоских слитков из алюминиевых сплавов (Непрерывное литье алюминиевых сплавов. Справочник. М.: Интермет Инжиниринг, 2005, с. 396-417). В книге представлено описание технологий литья крупнотоннажных слитков с использованием раздаточных печей, установки дегазации, установки фильтрации, установки подачи лигатуры, кристаллизаторов. Производство слитков на такой линии представляет собой автоматизированный процесс обработки жидкого металла (с дегазацией, фильтрацией, модифицированием), подачей металла в кристаллизаторы и управления параметрами работы литейной машины. Способы, представленные в книге, являются наиболее общими, достоверными, применяемыми при промышленном производстве, но не всегда позволяют достичь требуемых характеристик по исключению дефектов в макроструктуре слитка, в частности «елочной структуры».
Наиболее близким к предлагаемому техническому решению является способ литья плоских слитков из алюминия или алюминиевых сплавов на литейной машине (Плавка и литье алюминиевых сплавов. Справочник. М.: Металлургия, 1983, с. 159-171).
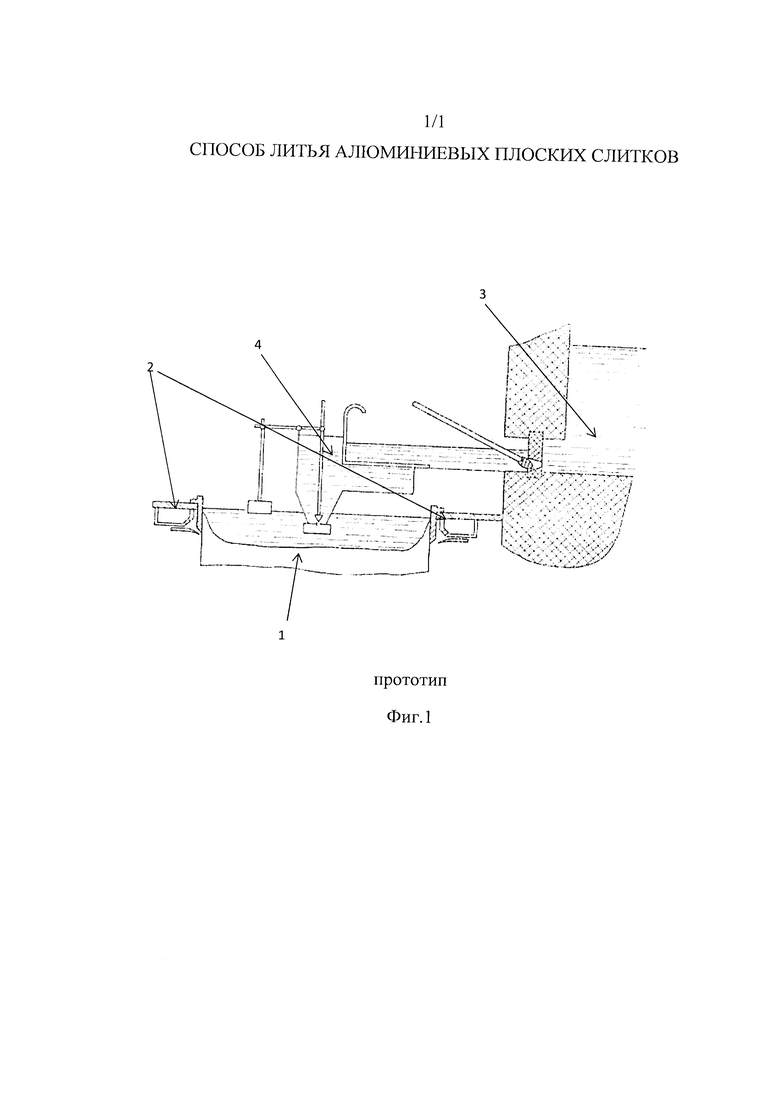
Схема установки приведенного в прототипе способа представлена на фиг. 1. Литейная машина содержит поддон - 1, кристаллизатор - 2, миксер с расплавом - 3, желоба для заливки металла в формы - 4.
Способ литья заключается в следующем. Кристаллизатор 2 закреплен на литейной машине неподвижно. Снизу под кристаллизатор подводится поддон 1. В кристаллизатор 2 из миксера (или ковша) 3 заливается металл. Происходит кристаллизация металла. Поддон со слитком с равномерной скоростью опускается вниз. Одновременно в кристаллизатор непрерывно с постоянной скоростью заливается металл в центр формы и далее металл растекается в кристаллизатор. Первоначально начинается кристаллизация металла у стенок кристаллизатора и фронт кристаллизации движется к центру слитка. Стенки слитка охлаждаются, в результате чего происходит усадка слитка с образованием трещин по всей поверхности слитка. Из-за отсутствия подачи прутковой лигатуры и дополнительной фильтрации и дегазации, неконтролируемых параметров литья и компонентов расплава в сплавах 1ХХХ серии возможно образование дефектов, что влечет за собой отбраковку слитка.
Раскрытие изобретения
Задача предлагаемого изобретения состоит в повышении качества плоских слитков из алюминия и его сплавов 1ХХХ серии.
Техническим результатом является исключение дефектов структуры отливаемых слитков, включая дефект «елочной структуры», что непосредственно влияет на качество готовой продукции.
Технический результат достигается тем, что способ литья алюминиевых плоских слитков включает подготовку расплава алюминия в миксере, дегазацию, подачу в расплав алюминия лигатуры, фильтрацию расплава алюминия, заливку в кристаллизатор, охлаждение слитка, при этом расплав алюминия готовят с содержанием в нем компонентов, % масс.:
а соотношение концентраций Fe/Si в расплаве алюминия поддерживают ниже 1,5 либо выше 3,5 (3,5<Fe/Si<1,5).
Способ характеризуется частными случаями его предпочтительной реализации, так, уровень расплава алюминия в кристаллизаторе поддерживают 36-56 мм. Подачу в расплав алюминия лигатуры осуществляют в объеме не более 3 кг/т расплава, при этом температуру расплава алюминия в кристаллизаторе составляет 700-710°C. Для подачи лигатуры в расплав использовали прутковую лигатуру состава AlTiB 5/1.
При реализации способа исключается образование «елочной структуры», «веерной структуры» и «плавающих кристаллов».
Общими с прототипом признаками являются:
- заливка металла в кристаллизатор;
- охлаждение слитка металла.
Отличительными признаками заявляемого изобретения являются:
- подготовка расплава алюминия в миксере (контроль соотношения элементов Fe/Si, концентрации Na, Mg, Cr);
- дегазация;
- подача в расплав алюминия лигатуры;
- фильтрация;
Осуществление изобретения
В промышленных условиях выполнены исследования по литью алюминиевых слитков 1ХХХ серии с повышенной склонностью к образованию дефектов.
Расплав готовили в миксере следующим образом: алюминий-сырец, поступающий из корпусов электролиза, заливали в миксер, затем осуществляли легирование и рафинирование расплава. Полученный расплав алюминия с содержанием не основных химических компонентов в пределах, масс. %: Na, Mg, Cr 0,0001-0,007; V 0,002-0,025; Са 0,0001-0,0007, и соотношением концентраций Fe/Si в пределах ниже 1,5 либо выше 3,5 (3,5<Fe/Si<1,5). Далее через систему желобов, в которую встроены система дегазации, фильтр тонкой очистки и пенокерамический фильтр, подают в кристаллизатор. Дегазация осуществляется путем подачи инертного газа, например аргона, на систему вращающихся импеллеров, под действием центробежной силы создаются восходящие потоки пузырьков в расплаве. Расплав насыщается пузырьками. В установке дегазации происходит интенсивное перемешивание расплава, в то же время окислы, неметаллические загрязнения, водород и другие вредные примеси удаляются из расплава путем «захватывания» их пузырьками газа и переноса в шлак. Затем в расплав алюминия подавали лигатуру, в частности прутковую лигатуру состава AlTiB 5/1, в объеме не более 3 кг/т расплава.
Далее расплав поступает на первую стадию фильтрации - в фильтр тонкой очистки, представляющую собой установку рафинирования с системой фильтрующих картриджей. Алюминиевый расплав проходит сквозь картриджи, которые имеют пористую разветвленную морфологию, благодаря этому все загрязнения размером до 5-9 мкм отфильтровываются.
На второй стадии фильтрации расплав подается в пенокерамический фильтр, состоящий из фильтрбокса с несколькими фильтрующими элементами, которые дополнительно очищают расплав от нежелательных частиц размером до 70 мкм. Данные частицы могут попадать в расплав после фильтра тонкой очистки, например, при отборе проб, проведении замеров, нарушении целостности футеровки или сбоя технологического процесса.
Контроль температуры расплавленного металла осуществляли с помощью термопар. Температура расплавленного металла в кристаллизаторе составляла 700-710°C. Уровень расплава алюминия в кристаллизаторе поддерживали в диапазоне 36-56 мм.
Отливку плоских слитков производили методом полунепрерывного литья, подготовленный расплав через раздаточную втулку и распределитель металла подавали в кристаллизатор с последующим охлаждением. Для охлаждения слитка в процессе литья в качестве хладагента использовали воду.
Темплеты от отлитого слитка передали на металлографические исследования. В результате металлографического анализа слитка дефекты структуры (елочная, веерная, плавающие кристаллы) не были обнаружены.
Из результатов исследований следует, что предлагаемый способ позволяет получить качественные плоские слитки из алюминия и его сплавов 1ХХХ без дефектов структуры.
Для обоснования концентрационного диапазона элементов и других составляющих, непосредственно влияющих на результат, при котором обеспечивается отсутствие дефектов структуры отливаемых слитков, включая дефект «елочной структуры»», в промышленных условиях было проведено множество исследований по приготовлению и литью плоских слитков размерами 560×1520 мм.
Факторы варьировались при соблюдении прочих равных условий по температуре литья, скорости, подаче лигатуры, охлаждению, размерами слитка. Темплеты от слитков были проанализированы в лаборатории.
Результаты полученных данных приведены далее.
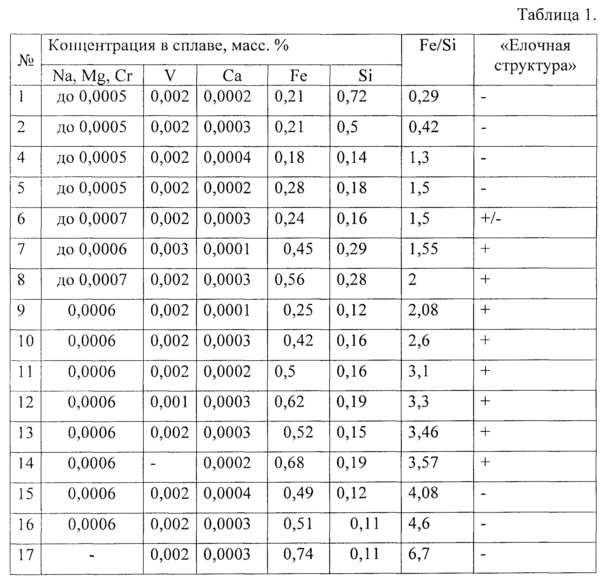
Пример 1. Влияние концентраций Fe и Si
Расплав готовили в миксере следующим образом: алюминий-сырец, поступающий из корпусов электролиза, заливали в миксер, затем осуществляли легирование и рафинирование расплава. После приготовления расплава по системе желобов, включая стадии дегазации, фильтрации, подавали расплав алюминия в кристаллизатор при полунепрерывном литье плоских слитков с последующим водяным охлаждением. Подачу прутковой лигатуры осуществляли до стадии фильтрации. Для изучения влияния содержания Fe и Si варьировали их соотношением. Данные приведены в таблице 1.
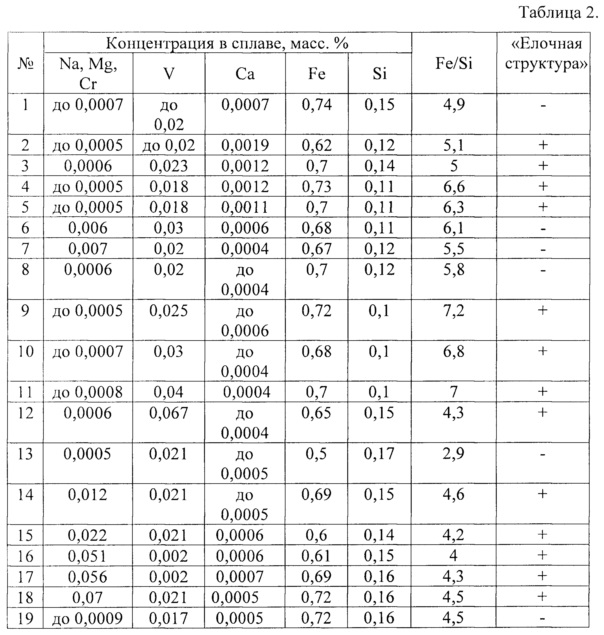
Пример 2. Влияние других элементов
Для проверки других факторов расплав готовили в миксере аналогично примеру 1, варьируя лишь содержание Na, Mg, Cr, V, Са. Данные приведены в таблице 2.
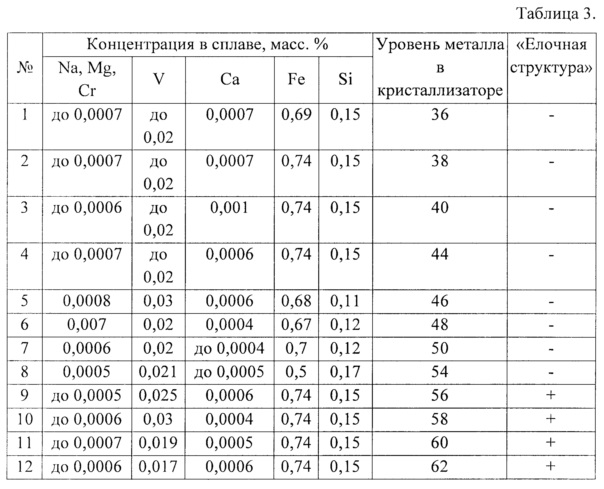
Пример 3. Влияние уровня металла в кристаллизаторе при литье
Проверка уровня металла в кристаллизаторе проводилась на литейной оснастке, кристаллизаторах скольжения с подачей смазки и двумя контурами охлаждения, расплав готовился аналогично примеру 1. Скорость литья, расход воды, литейная оснастка были одинаковыми. Данные приведены в таблице 3.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2639105C1 |
| ВЫСОКОПРОЧНЫЙ АЛЮМИНИЕВЫЙ СПЛАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2451097C1 |
| Установка для полунепрерывного литья плоских слитков | 2018 |
|
RU2714453C1 |
| Установка для непрерывного литья плоских слитков | 2017 |
|
RU2697143C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ КРУПНОГАБАРИТНЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВО-МАГНИЕВЫХ СПЛАВОВ, ЛЕГИРОВАННЫХ СКАНДИЕМ И ЦИРКОНИЕМ | 2019 |
|
RU2723578C1 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| СПОСОБ ПОЛУЧЕНИЯ АВТОМАТНОГО АЛЮМИНИЕВОГО СПЛАВА, СОДЕРЖАЩЕГО МАГНИЙ И СВИНЕЦ | 2013 |
|
RU2564643C2 |
| Установка для модифицирования алюминиевого расплава | 2019 |
|
RU2725820C1 |
| ВЫСОКОПРОЧНЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ НЕГО | 2010 |
|
RU2443793C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Zn-Mg-Cu-Zr | 2014 |
|
RU2561581C1 |
Изобретение относится к металлургии. Расплав алюминия подготавливают в миксере. Дегазируют и подают в расплав алюминия прутковую лигатуру состава AlTiB 5/1 в объеме не более 3 кг/т расплава, при этом температуру расплава алюминия в кристаллизаторе поддерживают 700-710°С. Осуществляют фильтрацию расплава алюминия и заливают в кристаллизатор. Слиток охлаждают. Расплав алюминия готовят с содержанием в нем компонентов, мас.%: Na, Mg, Cr 0,0001-0,007, V 0,002-0,025, Са 0,0001-0,0007, а соотношение концентраций Fe/Si в расплаве алюминия поддерживают ниже 1,5 либо выше 3,5. Обеспечивается исключение дефектов структуры отливаемых слитков, включая дефект «елочной структуры». 1 з.п. ф-лы, 1 ил., 3 табл., 3 пр.
1. Способ полунепрерывного литья алюминиевых плоских слитков, включающий подготовку расплава алюминия в миксере, дегазацию, подачу в расплав алюминия лигатуры, фильтрацию расплава алюминия, заливку в кристаллизатор, охлаждение слитка, отличающийся тем, что в расплав подают прутковую лигатуру состава AlTiB 5/1 в объеме не более 3 кг/т расплава, при этом температуру расплава алюминия в кристаллизаторе поддерживают 700-710°С, расплав алюминия содержит, мас.%:
при этом соотношение концентраций Fe/Si в расплаве алюминия поддерживают менее 1,5 или более 3,5.
2. Способ по п. 1, отличающийся тем, что уровень расплава алюминия в кристаллизаторе поддерживают в пределах 36-56 мм.
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ ИЗ ВЫСОКОПРОЧНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ СИСТЕМЫ Al-Zn-Mg-Cu-Zr | 2014 |
|
RU2561581C1 |
| Способ отливки крупногабаритных слитков прямоугольного сечения алюминиево-марганцевого сплава | 1991 |
|
SU1792358A3 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1992 |
|
RU2031171C1 |
| US 6004506 A, 21.12.1999. | |||

