Предлагается способ набухания способных к набуханию полимерных микросфер и способ изготовления вяжущего состава, который включает набухание способных к набуханию полимерных микросфер и смешивание набухших, способных к набуханию полимерных микросфер с цементом и водой для образования вяжущего состава.
Циклы замораживания и оттаивания могут быть чрезвычайно вредными для насыщенных водой затвердевших вяжущих составов, таких как бетон. Наиболее известным методом для предотвращения или снижения нанесенного вреда является включение в состав микроскопически мелких пор или пустот. Поры или пустоты действуют как полости внутреннего расширения и вследствие этого могут защищать состав от вреда, нанесенного замораживанием и оттаиванием, посредством облегчения изменения давление воды, вызванного вследствие циклов замораживания и оттаивания. Традиционный способ, который применяют для образования таких пустот в вяжущих составах, представляет собой введение в составы воздухововлекающих добавок, которые придают устойчивость мельчайшим пузырькам воздуха, которые захватываются составом во время смешивания.
К сожалению, этот подход в отношении образования пузырьков воздуха в вяжущих составах подвергается сомнению в целом ряде проблем, связанных с производством и укладкой бетона, при этом некоторые из них являются следующими:
Содержание воздуха: Изменения содержания воздуха вяжущего состава могут привести к составу с низкой сопротивляемостью к вредному воздействию замораживания и оттаивания, если содержание воздуха понижается со временем, или, если содержание воздуха повышается со временем, понижается прочность при сжатии состава. Примерами являются перекачивание вяжущего состава (понижение содержания воздуха посредством сжатия), добавление на месте проведения работ суперпластифицирующей добавки (часто повышает содержание воздуха или дестабилизирует систему воздушных пузырьков), а также взаимодействие определенных добавок с воздухововлекающим поверхностно-активным веществом (что может повышать или понижать содержание воздуха).
Придание устойчивости воздушным пузырькам: Неспособность придать устойчивость пузырькам воздуха может быть вызвано вследствие присутствия материалов, которые адсорбируют придающее устойчивость поверхностно-активное вещество, т.е., летучей золы, в составе которой углерод с высокой площадью поверхности, или недостаточным количеством воды для поверхностно-активного вещества, чтобы оно функционировало надлежащим образом, то есть, бетона с малой осадкой конуса.
Свойства воздушных пузырьков: Образование пузырьков, которые являются достаточно большими для того, чтобы обеспечить сопротивляемость повреждению вследствие замораживания и оттаивания, может привести к низкому качеству или к плохому гранулометрическому составу заполнителей, к применению других добавок которые дестабилизируют устойчивость пузырьков, а также т.д.. Такие пустоты часто являются неустойчивыми и имеют тенденцию подниматься на поверхность свежеприготовленного бетона.
Отделка: Удаление воздуха посредством отделки, удаляет воздух с поверхности бетона, что обычно приводит к повреждению вследствие расслаивания выделенной зоны цементной пасты, расположенной рядом с отделанной поверхности.
Формирование и стабилизация пузырьков воздуха во время смешивания, а также обеспечение того, чтобы они оставались в соответствующем количестве, а также чтобы размер воздушных пузырьков, пока вяжущий состав затвердевает, оставался наибольшим, являются ежедневными задачами для изготовителей вяжущего состава в Северной Америке. Содержание воздуха и свойства системы воздушных пузырьков, вовлеченных в вяжущий состав, не могут контролироваться посредством прямых количественно оцениваемых средств, а только косвенно посредством количества и/или типа воздухововлекающей добавки, добавленной в состав. Факторы, такие как состав и форма частиц заполнителей, тип и количество цемента в смеси, консистенция вяжущего состава, тип смесителя, который применяют, время смешивания, а также температура все влияют на действие воздухововлекающей добавки. Распределение размера пустот в обычном воздухововлеченном бетоне, может демонстрировать очень широкий диапазон вариантов, в диапазоне между 10 и 3000 микрометров (мкм) или более. В таких вяжущих составах, кроме небольших пустот, которые являются важными для сопротивления повреждению от циклического замораживания и оттаивания, присутствуют более крупные пустоты, которые мало способствуют устойчивости вяжущего состава, а также могут снижать упругое сопротивление состава, что должно быть принято как неизбежная особенность.
Воздухововлекающие добавки продемонстрировали обеспечение сопротивляемости к нанесению повреждения от замораживания и оттаивания, также как и сопротивляемости к нанесению повреждения от расслоения, что происходит, когда поверхность затвердевшего вяжущего состава крошиться по целому ряду причин, некоторые из которых обсуждались выше. Однако, поскольку традиционные воздухововлекающие добавки страдают от проблем, которые обсуждались выше, промышленность производства вяжущих составов находится в поиске новых и лучших добавок, подходящих для обеспечения свойств, которые в настоящее время обеспечиваются традиционными воздухововлекающими добавками.
Недавней разработкой является применение полимерных микросфер для создания в пределах вяжущих составов пустот с контролированным размером. Однако разработка все еще находится в процессе улучшения действия полимерных микросфер в вяжущих составах, и снижения включения полимерных микросфер в вяжущие составы.
Для того чтобы обеспечить пузырьки воздуха с соответствующими размерами, может быть необходимым, чтобы полимерные микросферы набухали перед тем, как их включают в вяжущие составы. После набухания, набухшие полимерные микросферы могут иметь объем, который приблизительно до 75 раз больше объема ненабухших микросфер. Обеспечение добавок вяжущего состава, которые включают набухшие полимерные микросферы, может быть затратным, по причине высокой стоимости транспортировки, связанной с транспортировкой добавки, которая включает высокообъемные набухшие микросферы, в частности, если они предоставлены в виде водной суспензии, которая может включать объем воды.
Что необходимо, так это способ для того, чтобы обеспечить полимерные микросферы, подходящие для применения в вяжущих составах и вяжущих продуктах по приемлемой цене.
Варианты осуществления предмета изобретения раскрыты со ссылками на приложенные графические материалы и предназначены только для иллюстративных целей. Предмет изобретения в этой заявке не ограничивается деталями конструктивного исполнения или расположением компонентов, проиллюстрированных в графических материалах. Подобные номера позиций используют для обозначения подобных компонентов, пока не будет указано иначе.
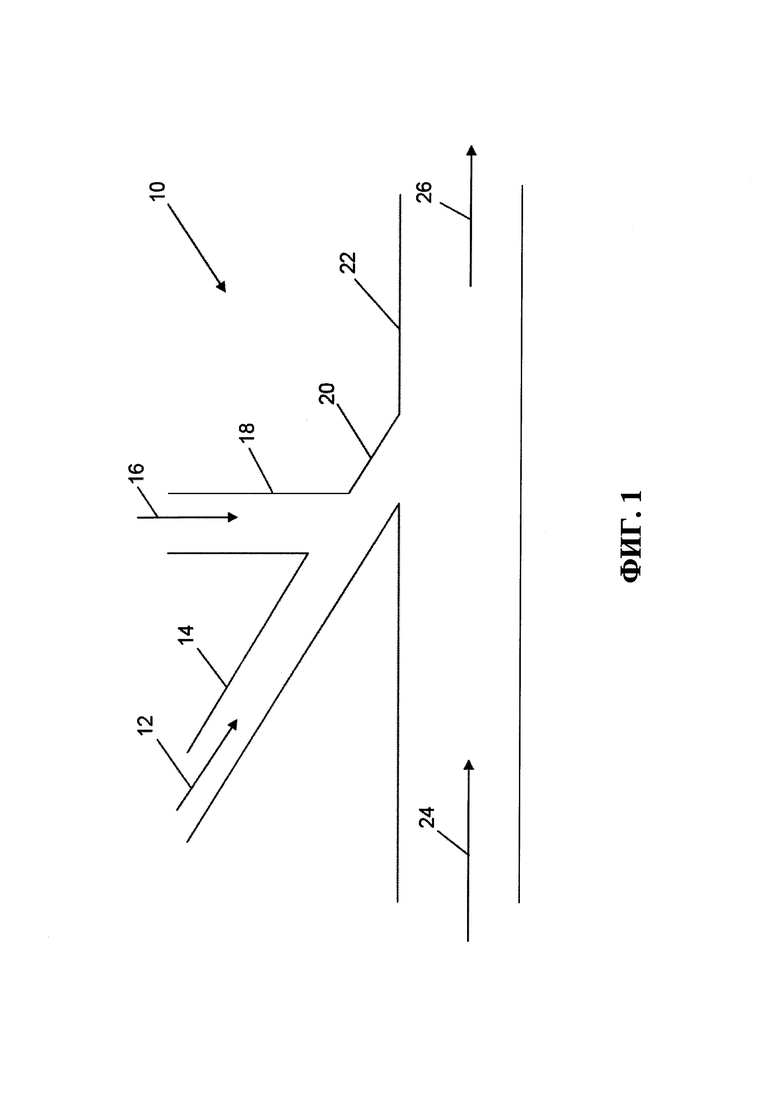
ФИГ. 1 представляет схематическую диаграмму варианта осуществления устройства для осуществления заявленного способа(ов).
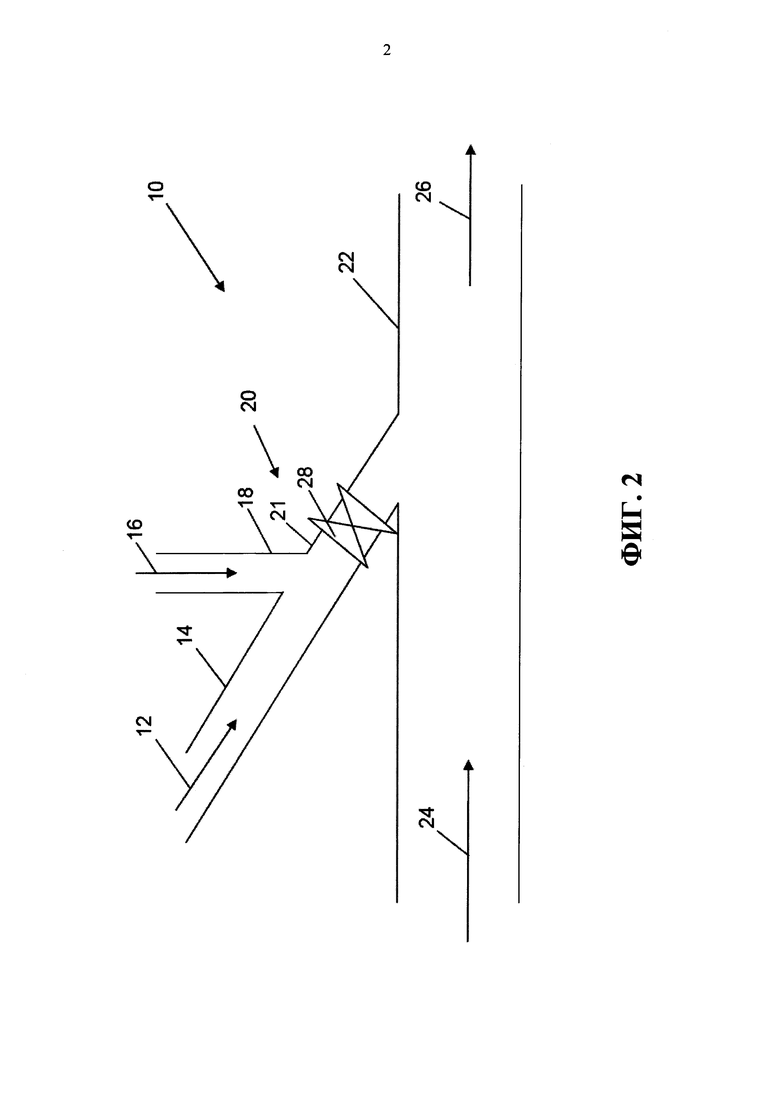
ФИГ. 2 представляет схематическую диаграмму варианта осуществления устройства для осуществления заявленного способа(ов).
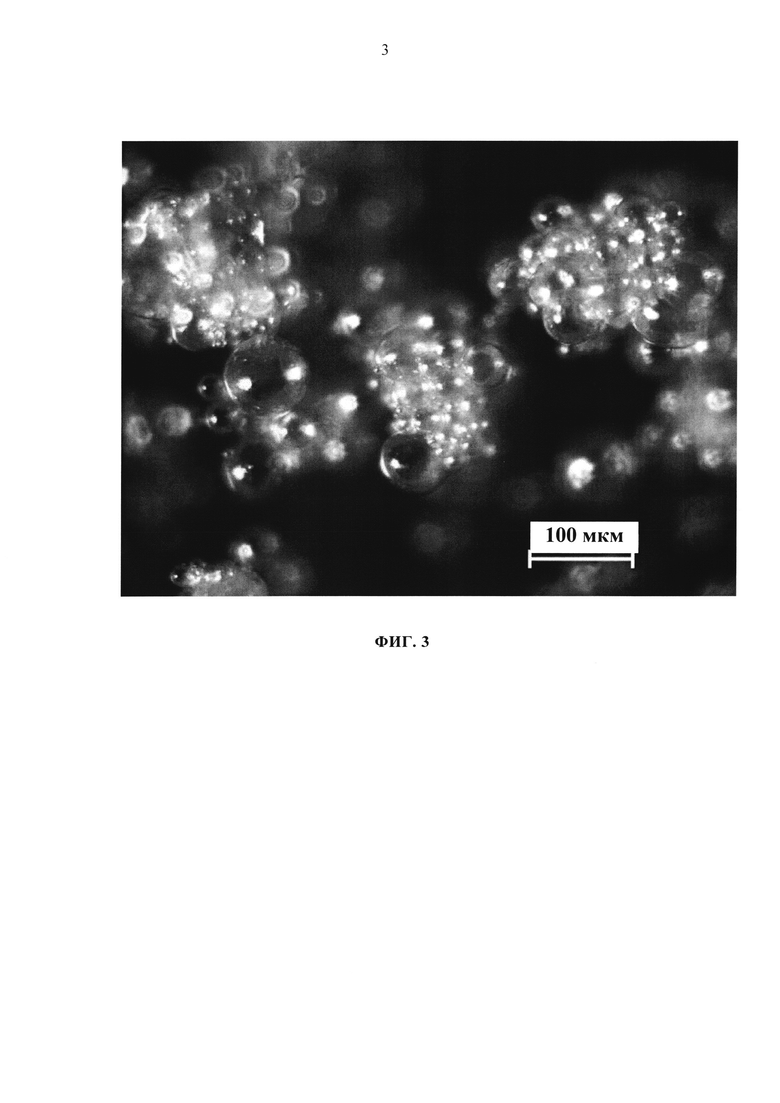
ФИГ. 3 представляет фотографию набухших микросфер, содержащих 85% влажности.
ФИГ. 4 представляет фотографию набухших микросфер, диспергированных в воде.
ФИГ. 5 представляет фотографию набухших микросфер в продукте бетона.
Набухшие полимерные микросферы обеспечивают полые пространства в вяжущих составах до конца схватывания, и при этом такие полые пространства повышают устойчивость вяжущего материала к замораживанию и оттаиванию. Набухшие полимерные микросферы вводят в вяжущие составы пустоты, в результате чего в вяжущих составах получают полностью сформированную пористую структуру, которая противостоит снижению качества бетона, вызванного водонасыщенным циклическим замораживанием, и не зависит от стабилизации пузырьков воздуха во время смешивания вяжущих составов. Повышение устойчивости при замораживании и оттаивании, полученное в результате применения набухших полимерных микросфер, основано на физическом механизме снятия внутренних напряжений, которые были получены во время замерзания воды в вяжущем материале. В обычной практике, надлежащим образом расположенные и с соответствующими размерами пустоты образуются в затвердевшем материале с помощью применения химических добавок для стабилизации пузырьков воздуха, вовлеченных в вяжущий состав во время смешивания. В традиционных вяжущих составах, указанные химические добавки, как класс, называют воздухововлекающими добавками. Настоящая добавка задействует набухшие полимерные микросферы для образования пористой структуры в вяжущих составах, и при этом не требуется производства и/или стабилизации воздуха, вовлеченного во время процесса смешивания.
Применение набухших полимерных микросфер в значительной степени устраняет некоторые от практических проблем, которые встречаются в существующем уровне техники. Они также дают возможность применения некоторых материалы, т.е., низкокачественной, высокоуглеродистой летучей золы, которая может быть отнесена к отходам, поскольку считается не подлежащей применению в вяжущих составах с вовлеченным воздухом без дополнительной обработки. Это приводит к экономии цемента, и вследствие этого к экономии средств. Так как пустоты, "образованные" в результате этого подхода являются намного меньше, чем пустоты, полученные в результате применения традиционных воздухововлекающих добавок, то объем набухших полимерных микросфер, который требуется для достижения желательной устойчивости, также является намного ниже, чем в традиционных вяжущих составах с вовлеченным воздухом. Вследствие этого, с применением настоящих добавок и способов может быть достигнута более высокая прочность при сжатии, при том же уровне защиты от вредного воздействия замораживания и оттаивания. В результате, наиболее затратный компонент, который применяют для достижения прочности, т.е., цемент, может быть сэкономлен.
Способные к набуханию полимерные микросферы могут быть составлены из полимера, который представляет собой по меньшей мере один полимер, выбранный из полиэтилена, полипропилена, полиметилметакрилата, поли-о-хлорстирола, поливинилхлорида, поливинилиденхлорида, полиакрилонитрила, полиметакрилонитрила, полистирола, а также их сополимеров, таких как сополимеры винилиденхлорида и акрилонитрила, полиакрилонитрила и метакрилонитрила, поливинилиденхлорида и полиакрилонитрила, или винилхлорида и винилиденхлорида, и подобных. Поскольку микросферы составлены из полимеров, то их стенка может быть гибкой, так что она двигается в ответ на давление. Учитывая это, материал, из которого должны быть изготовлены микросферы, может быть гибким, и, в некоторых вариантах осуществления, устойчивым к щелочной среде вяжущих составов. Без ограничений, подходящие способные к набуханию полимерные микросферы являются доступными от компании Eka Chemicals Inc., Akzo Nobel company (Duluth, GA), под торговым наименованием EXPANCEL®. Неограичивающие примеры подходящих полимерных микросфер EXPANCEL® включают набухшие полимерные микросферы, которые имеют плотность в диапазоне, который составляет от приблизительно 0,015 г/см3 до приблизительно 0,025 г/см3 и размеры в диапазоне, который составляет от приблизительно 20 мкм до приблизительно 80 мкм.
В некоторых вариантах осуществления, ненабухшие, способные к набуханию полимерные микросферы могут иметь средний диаметр, который составляет приблизительно 100 мкм или меньше, в некоторых вариантах осуществления, приблизительно 50 мкм или меньше, в некоторых вариантах осуществления, приблизительно 24 мкм или меньше, в некоторых вариантах осуществления, приблизительно 16 мкм или меньше, в некоторых вариантах осуществления, приблизительно 15 мкм или меньше, в некоторых вариантах осуществления, приблизительно 10 мкм или меньше, и в других вариантах осуществления, приблизительно 9 мкм или меньше. В некоторых вариантах осуществления, средний диаметр ненабухших полимерных микросфер может составлять от приблизительно 10 мкм до приблизительно 16 мкм, в некоторых вариантах осуществления, от приблизительно 6 мкм до приблизительно 9 мкм, в некоторых вариантах осуществления, от приблизительно 3 мкм до приблизительно 6 мкм, в некоторых вариантах осуществления, от приблизительно 9 мкм до приблизительно 15 мкм, и в других вариантах осуществления, от приблизительно 10 мкм до приблизительно 24 мкм. Полимерные микросферы могут иметь полую внутреннюю часть и сжимающуюся стенку. Внутренняя часть полимерных микросфер содержит полую полость или полости, которые могут содержать газ (наполненные газом) или жидкость (наполненные жидкостью).
В некоторых вариантах осуществления, набухшие, способные к набуханию полимерные микросферы могут иметь средний диаметр, который составляет приблизительно 200 - приблизительно 900 мкм, в некоторых вариантах осуществления, приблизительно 40 - приблизительно 216 мкм, в некоторых вариантах осуществления приблизительно 36 - приблизительно 135 мкм, в некоторых вариантах осуществления приблизительно 24 - приблизительно 81 мкм, и в некоторых вариантах осуществления приблизительно 12 - приблизительно 54 мкм.
Диаметры, указанные выше являются средними объемными диаметрами. Диаметр ненабухших и/или набухших, способных к набуханию полимерных микросфер может быть определен с помощью любого способа, который является известным в уровне техники. Например, средний объемный диаметр способных к набуханию полимерных микросфер может быть определен с помощью метода рассеивания света, например, с использованием устройства рассеивания света, доступного от компании Malvern Instruments Ltd (Вустершир, Великобритания).
Было выявлено, что чем меньше диаметр способных к набуханию полимерных микросфер, тем меньше количество микросфер, которые необходимы для достижения в вяжущих составах желательной сопротивляемости к вредному воздействию замораживания и оттаивания. Это выгодно с точки зрения перспектив действия, в том отношении, что в результате добавления микросфер происходит меньшее понижение прочности при сжатии, так же, как и с точки зрения экономической перспективы, поскольку необходимо меньшее количество микросфер. Также, толщина стенки полимерных микросфер может быть оптимизирована с целью минимизации стоимости материала, а также должно быть гарантировано, что толщина стенки является способной сопротивляться повреждению и/или трещинам во время смешивания, укладки, затвердевания и отделочных процессов вяжущего состава.
Предлагается способ набухания способных к набуханию полимерных микросфер, содержащий приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, непосредственно до и/или во время изготовления вяжущего состава или вяжущего продукта, где водная суспензия необязательно дополнительно содержит добавку для вяжущего состава или продукта. В некоторых вариантах осуществления, способ может содержать приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные, микросферы, в контакт с паром, на стройплощадке во время изготовления вяжущего состава или продукта.
Также предлагается способ изготовления вяжущего состава или вяжущего продукта, содержащий: (I) приведение водной суспензии ненабухших, способных к набуханию полимерных микросфер в контакт с паром, непосредственно до и/или во время указанного изготовления вяжущего состава или продукта, для образования набухших полимерных микросфер; (II) необязательно предварительное смачивание набухших полимерных микросфер; и (III) включение набухших полимерных микросфер в вяжущий состав или продукт, где водная суспензия необязательно дополнительно содержит добавку для вяжущего состава или продукта.
Способ "приведения водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, непосредственно до и/или во время изготовления вяжущего состава или вяжущего продукта", может включать по меньшей мере одно из следующего: (I) приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, сразу же перед введением, таким как впрыскивание, водной суспензии в поток питательной воды, подаваемой в вяжущий состав во время изготовления вяжущего состава или продукта; или (II) приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром для того, чтобы способные к набуханию полимерные микросферы набухли, и охлаждение набухших способных к набуханию полимерных микросфер в воде, на заводе-изготовителе вяжущего состава или продукта, и сохранение охлажденной водной суспензии, содержащей набухшие микросферы, для введения в вяжущий состав или продукт, изготовленный на заводе. ФИГ. 3 представляет фотографию набухших, способных к набуханию полимерных микросфер, после приведения в контакт с паром для набухания способных к набуханию полимерных микросфер. Как используют здесь, "на заводе-изготовителе вяжущего состава или продукта" означает, что набухание ненабухших, способных к набуханию полимерных микросфер происходит на том же заводе, или на расположенном рядом или ближнем заводе, где изготавливают вяжущий состав или продукт.
В некоторых вариантах осуществления, предварительное смачивание набухших полимерных микросфер может включать диспергирование набухших полимерных микросфер в жидкости, где жидкость необязательно содержит воду. Предварительно смоченные набухшие полимерные микросферы могут быть смешаны с цементом, водой и другими компонентами вяжущей смеси во время формирования вяжущего состава. ФИГ. 4 представляет фотографию набухших полимерных микросфер, диспергированных в воде.
В некоторых вариантах осуществления, предварительное смачивание набухших полимерных микросфер может включать добавление набухших полимерных микросфер и жидкости в смесительный бак, где жидкость необязательно содержит воду. В некоторых вариантах осуществления, набухшие полимерные микросферы могут содержать от приблизительно 1% до приблизительно 60% от общего объема всех материалов в смесительном баке.
Ссылаясь на ФИГ. 1, в некоторых вариантах осуществления, водную суспензию 12, содержащую ненабухшие, способные к набуханию полимерные микросферы, подают через первый трубопровод 14, при этом в то же время через второй трубопровод 18 подают пар 16. Первый 14 и второй 18 трубопроводы пересекают 20 сразу же перед тем, как подаваться в третий трубопровод 22, который содержит поток 26 питательной воды 24 в смесь вяжущего состава. Пересечение первого и второго трубопроводов приводит к быстрому нагреву ненабухших, способных к набуханию полимерных микросфер, что является причиной набухания микросфер. Набухшие микросферы затем охлаждают посредством питательной воды, которая течет через третий трубопровод 22, что позволяет набухшим микросферам сохранять свой размер после введения в смесь вяжущего состава. В некоторых вариантах осуществления, третий трубопровод 22 может представлять собой поток 26 в емкость для хранения (не показана), который может сохраняться для последующего введения в вяжущий состав. В альтернативном варианте осуществления, третий трубопровод 22 может отсутствовать, и набухшие микросферы могут быть введены непосредственно в емкость для хранения на месте проведения работ (не показана) после приведения в контакт с паром во втором трубопроводе 18, и храниться для последующего введения в вяжущий состав. ФИГ. 5 представляет фотографию набухших полимерных микросфер в продукте бетона. В некоторых вариантах осуществления, набухшие микросферы могут иметь объем, который является в приблизительно до 75 раз более крупным, чем его первоначальный, ненабухший объем.
Ссылаясь на ФИГ. 2, в некоторых вариантах осуществления, пересечение 20 первого 14 и второго 18 трубопроводов может включать четвертый трубопровод 21. Четвертый трубопровод 21 может включать генератор обратного давления 28, такой как клапан регулирования потока или устройство ограничения потока, такое как мембрана с пропускным отверстием. Генератор обратного давления 28 способен ограничивать и/или контролировать поток смеси водной суспензии 12 и пар 16 для обеспечения достижения смесью надлежащего давления и температуры, необходимых для соответствующего набухания способных к набуханию микросфер в водной суспензии 12. В некоторых вариантах осуществления, генератор обратного давления 28 может также, по меньшей мере частично, предотвращает обратный поток питательной воды 24 из третьего трубопровода 22.
В некоторых вариантах осуществления, набухшие полимерные микросферы, и/или добавка, содержащая их, могут быть изготовлены с использованием устройства, содержащего: (а) парогенератор или другой источник пара; (б) трубопровод пара в гидравлическом соединении с парогенератором или другим источником пара; (в) трубопровод жидкого материала в гидравлическом соединении с источником жидкого материала, где жидкий материал содержит ненабухшие, способные к набуханию полимерные микросферы; (г) зону обработки в гидравлическом соединении с парогенератором или другим источником пара посредством парового трубопровода, а также с трубопроводом жидкого материала, так, что жидкий материал контактирует с паром в пределах зоны обработки; и (е) генератор обратного давления в гидравлическом соединении с зоной обработки, который способен повышать давление в зоне обработки, что приводит к набуханию способных к набуханию полимерных микросфер, когда жидкий материал покидает зону обработки.
В одном варианте осуществления, жидкий материал, который включает воду и ненабухшие, способные к набуханию полимерные микросферы, которые подлежат включению в вяжущий состав, вяжущий продукт, или их добавку, контактирует с паром в пределах зоны обработки, так, что ненабухшие, способные к набуханию полимерные микросферы подвергаются воздействию повышенной температуры и давления, что приводит к предварительному набуханию способных к набуханию полимерных микросфер. После выхода из зоны обработки, необязательно через генератора обратного давления, способные к набуханию полимерные микросферы испытывают понижение давления, равное разнице между давлением в зоне обработки и давлением в среде вне зоны обработки. Это быстрое понижение давления приводит к быстрому набуханию способных к набуханию полимерных микросфер.
Генератор обратного давления способен ограничивать и/или контролировать поток жидкого материал и пара через зону обработки для того, чтобы гарантировать, что температура и давление в пределах зоны обработки являются соответствующими для того, чтобы обеспечить достаточное понижение давления, что позволяет способным к набуханию полимерным микросферам набухнуть до желательной степени после выхода из генератора обратного давления. Генератор обратного давления может включать, например, клапан регулирования потока или устройство ограничения потока, такое как мембрана с пропускным отверстием. В качестве альтернативы или дополнительно, генератор обратного давления может содержать: (I) протяженность трубопровода, достаточную для того, чтобы задерживать поток через зону обработки, так, что давление внутри зоны обработки поддерживается или повышается; и/или (II) трубопровод, который имеет внутренний размер, которые является меньше, чем внутренний размер одного из двух или одного и другого трубопровода жидкого материала и трубопровода пара, так, что давление внутри зоны обработки поддерживается или повышается; и/или (III) трубопровод, которые имеет профиль внутренней стенки неправильной формы, например, рифленый трубопровод, так, что давление внутри зоны обработки поддерживается или повышается.
В некоторых вариантах осуществления, температура внутри зоны обработки может составлять от приблизительно 80°C (176°F) до приблизительно 160°C (320°F), в некоторых вариантах осуществления от приблизительно 100°C (212°F) до приблизительно 160°C (320°F), в некоторых вариантах осуществления от приблизительно 105°C (221°F) до приблизительно 145°C (293°F), в некоторых вариантах осуществления от приблизительно 135°C (275°F) до приблизительно 145°C (293°F). В некоторых вариантах осуществления, давление внутри зоны обработки может составлять от приблизительно 46,1 кПа (6,69 psi) до приблизительно 618,1 кПа (89,65 psi), в некоторых вариантах осуществления от приблизительно 101,3 кПа (14,69 psi) до приблизительно 618,1 кПа (89,65 psi), в некоторых вариантах осуществления от приблизительно 120 кПа (17,4 psi) до приблизительно 420 кПа (60,9 psi), в некоторых вариантах осуществления от приблизительно 315 кПа (45,7 psi) до приблизительно 420 кПа (60,9 psi).
Жидкий материал, содержащий набухшие, способные к набуханию полимерные микросферы, может быть добавлен к, или смешан с технической водой или другими жидкими добавками, и затем включен в вяжущий состав или продукт. В качестве альтернативы, жидкий материал, содержащий набухшие, способные к набуханию полимерные микросферы, может быть включен непосредственно в вяжущий состав (до или во время смешивания компонентов вяжущего состава) без предварительного добавления обработанного жидкого материал к технической воде или к другим жидким добавкам.
Настоящие способы могут быть осуществлены на месте проведения работ на заводах-изготовителях вяжущего состава, таких как заводы по изготовлению товарного бетона. Такие заводы могут включать места для хранения цемента, воды, и других компонентов, которые должны быть добавлены в вяжущие составы, которые изготовляются, такие как заполнитель и/или добавки в вяжущий состав. На заводах, разные компоненты вяжущих составов, такие как цемент, вода, заполнитель, и/или добавки смешивают вместе, до образования вяжущего состава. Смешивание может быть осуществлено в автомобильном смесителе цемента, таком как автомобильная бетономешалка. Как только компоненты смешают, вяжущий состав может транспортироваться на место проведения работ, где состав укладывают и дают ему затвердеть. Вяжущий состав может также применяться для изготовления вяжущих продуктов, таких как бетонный блок или бетонные дорожные кирпичи, на месте проведения работ на заводах-изготовителях вяжущего состава или на другом заводе.
После набухания и предварительного смачивания, набухшие полимерные микросферы могут быть затем введены непосредственно в смесь вяжущего состава во время изготовления, так, как это обеспечивается в заводском смесителе на заводе, или они могут быть временно оставлены в одной или более емкостей или баках для замеса. Количество и вместимость емкостей или баков для замеса может соответствовать производительности устройства для набухания и/или продолжительности цикла замеса компонентов вяжущего состава во время изготовления. В некоторых вариантах осуществления, таких как изготовление товарной бетонной смеси, набухание и введение в бак для замеса количества набухших полимерных микросфер, необходимого для одной автомобильной бетономешалки, может быть рассчитано по времени таким образом, чтобы заканчиваться не позднее чем, или как раз на время, необходимое для замеса всех компонентов вяжущего состава в автомобильной бетономешалке. По меньшей мере один бак для замеса может находиться в режиме загрузки, при этом из другого бака для замеса в вяжущую смесь в автомобильной бетономешалке выгружается его содержимое, составляющее дисперсию набухших полимерных микросфер или жидкую добавку, содержащую набухшие полимерные микросферы.
В некоторых вариантах осуществления, настоящие способы позволяют транспортировать водную суспензию способных к набуханию полимерных микросфер и/или добавку, содержащую набухшие, способные к набуханию полимерные микросферы, на заводы-изготовители вяжущего состава, при минимальных затратах. Как только водная суспензия и/или добавка, содержащая ненабухшие, способные к набуханию полимерные микросферы, поступает на такой завод, способные к набуханию полимерные микросферы могут набухать на месте проведения работ. По сравнению с транспортировкой суспензий и/или добавок, которые содержат набухшие способные к набуханию полимерные микросферы, которые могут иметь объем до 75 раз больше, чем ненабухшие микросферы, транспортировка суспензий и/или добавок, которые содержат ненабухшие способные к набуханию микросферы, существенно снижает расходы на транспортировку, которые могут соответствовать или превышать фактическую стоимость добавки. Более того, другие логистические расходы, такие как, расходы на хранение, также могут быть снижены.
В некоторых вариантах осуществления, вяжущий состав, содержащий 1,5% от объема, из расчета общего объема вяжущего состава, набухших способных к набуханию полимерных микросфер, может иметь на 30% более высокую 28-дневную прочность при сжатии, по сравнению с вяжущим составом, содержащим традиционную воздухововлекающую добавку, также даже может превзойти стандарт ASTM С 666, который включен здесь посредством ссылки. Стандарт ASTM С-666 применяют для исследования сопротивляемости вяжущих составов вредному воздействию замораживания и оттаивания.
Гидравлический цемент может представлять собой портландцемент, кальциево-алюминатный цемент, магнезиофосфатный цемент, магнезио-калиевофосфатный цемент, кальциево-сульфоалюминатный цемент, или любое другое подходящее гидравлическое вяжущее. В вяжущий состав может быть включен заполнитель. Заполнитель может представлять собой кремнезем, кварц, песок, мраморная крошка, стеклянные шарики, гранит, известняк, кальцит, полевой шпат, аллювиальный песок, любой другой прочный заполнитель, а также их смеси.
В некоторых вариантах осуществления, количество набухших, способных к набуханию полимерных микросфер, которые подлежат включению в вяжущий состав (который может включать вяжущие продукт), полученных посредством добавки и/или способов, описанных здесь, может составлять от приблизительно 0,002 до приблизительно 0,06 процента от массы, из расчета общей массы вяжущего состава. В других вариантах осуществления, количество способных к набуханию полимерных микросфер, которые подлежат включению в вяжущий состав, полученных посредством заявленной добавки или способов, может составлять от приблизительно 0,005 до приблизительно 0,04 процента от массы, из расчета общей массы вяжущего состава, в дополнительных вариантах осуществления, количество способных к набуханию полимерных микросфер, которые подлежат включению в вяжущий состав, полученных посредством заявленной добавки или способов, может составлять от приблизительно 0,008 до приблизительно 0,03 процента от массы, из расчета общей массы вяжущего состава.
В некоторых вариантах осуществления, количество набухших, способные к набуханию полимерных микросфер, которые подлежат включению в вяжущий состав, полученных посредством добавки и/или способов, описанных здесь, может составлять от приблизительно 0,2 до приблизительно 4 процента от объема, из расчета общего объема вяжущего состава, в некоторых вариантах осуществления, количество набухших, способных к набуханию полимерных микросфер, которые подлежат включению в вяжущий состав, полученных посредством заявленной добавки или способов, может составлять от приблизительно 0,25 до приблизительно 4 процентов от объема, из расчета общего объем вяжущего состава, в некоторых вариантах осуществления, количество набухших, способных к набуханию полимерных микросфер, которые подлежат включению в вяжущий состав, полученных посредством заявленной добавки или способов, может составлять от приблизительно 0,4 до приблизительно 4 процентов от объема, из расчета общего объем вяжущего состава. В некоторых вариантах осуществления, количество набухших, способных к набуханию полимерных микросферы, которые подлежат включению в вяжущий состав, полученных посредством заявленной добавки или способов, может составлять от приблизительно 0,25 до приблизительно 3 процентов от объема, из расчета общего объем вяжущего состава, в некоторых вариантах осуществления, количество набухших, способных к набуханию полимерных микросфер, которые подлежат включению в вяжущий состав, полученных посредством заявленной добавки или способов, может составлять от приблизительно 0,5 до приблизительно 3 процентов от объема, из расчета общего объем вяжущего состава.
Неограичивающий пример устройства, подходящего для набухания способных к набуханию полимерных микросфер в соответствии с настоящими способами, содержит: (а) парогенератор, который имеет выходную мощность, которая составляет меньше чем, или равна приблизительно 6 единицам производительности котла; (б) паровой трубопровод в гидравлическом соединении с парогенератором; (в) трубопровод жидкого материала в гидравлическом соединении с источником жидкого материала, где жидкий материал содержит ненабухшие, способные к набуханию полимерные микросферы; (г) зону обработки в гидравлическом соединении с парогенератором посредством парового трубопровода, а также с трубопроводом жидкого материала, так, что жидкий материал контактирует с паром в пределах зоны обработки; и (е) генератор обратного давления в гидравлическом соединении с зоной обработки, который способен повышать давление в зоне обработки, что приводит к набуханию способных к набуханию полимерных микросфер, когда жидкий материал покидает зону обработки. Устройство может иметь занимаемую площадь, которая позволяет разместить устройство в пределах завода-изготовителя таких продуктов, как вяжущие составы или вяжущие продукты, где применяют набухшие способные к набуханию полимерные микросферы, без существенного отрицательного воздействия на изготовление указанных продуктов.
Следующие примеры иллюстрируют действие вяжущих составов, изготовленных с использованием вариантов осуществления настоящего способа(ов), и при этом они не должны толковаться как ограничивающие предмет настоящего изобретения каким-либо образом.
ПРИМЕР 1
Вяжущий состав изготавливали в заводском смесителе на заводе-изготовителе вяжущего состава. Вяжущий состав включал 1833 фунта цемента, 3900 фунтов (1770 кг) песка, 3171 фунт (1438 кг) камня #57, 2154 фунта (977 кг) камня #8 и 917 фунтов (416 кг) воды. Объем вяжущего состава составлял приблизительно 3 ярд3 (2,3 м3). Вяжущий состав включал 2713 мл понижающей содержание воды добавки Pozzolith® 80, доступной от компании BASF Construction Chemicals, Кливленд, Огайо, 3798 мл суперпластифицирующей добавки Glenium® 7500, также доступной от компании BASF Construction Chemicals, и 814 мл трибутилфосфатной противовспенивающей добавки. После того, как смешивание в заводском смесителе было завершено, вяжущий состав перемещали в автомобильную бетономешалку.
Как только вяжущий состав оказывался внутри автомобильной бетономешалки, в верхнюю часть автомобильного смесителя добавляли 2% от объема вяжущего состава набухших полимерных микросфер, которые набухли посредством настоящего способа(ов), которые имели плотность, составляющую приблизительно 0,025 г/см3 и размер, составляющий приблизительно 40 мкм. Автомобильная бетономешалка смешивала вяжущий состав с высокой скоростью на протяжении 2-3 минут, и при этом из верхней части автомобильной бетономешалки отбирали образец. После приблизительно 20 минут смешивания с низкой скоростью, из верхней части автомобильной бетономешалки отбирали второй образец. После в общей сложности приблизительно 40 минут смешивания с низкой скоростью, из верхней части автомобильной бетономешалки отбирали третий образец. После в общей сложности приблизительно 60 минут, из верхней части автомобильной бетономешалки отбирали четвертый образец.
Образцы были очень жидкие, и имели среднюю начальную осадку конуса, составляющую приблизительно 28,75 дюйма (73,03 см) и среднее содержание воздуха 1,8%. Поскольку образцы были такими жидкими, и поскольку их также отбирали из верхней части автомобильной бетономешалки, то было больше микросфер в образцах, чем во всем вяжущем составе в среднем. Исследование образцов на предмет определения количества микросфер, показало, что образцы имели среднее содержание микросфер, составляющее приблизительно 2,5% от объема вяжущего состава. Образцы прошли тест в соответствии со стандартом ASTM С666 со средним коэффициентом выносливости, составляющим приблизительно 90.
ПРИМЕР 2
Вяжущий состав изготавливали в заводском смесителе на заводе-изготовителе вяжущего состава. Вяжущий состав включал 760 фунтов воды, 1690 фунтов (767 кг) цемента, 4020 фунтов (1820 кг) песка, 3020 фунтов (1370 кг) камня #57, а также 2000 фунтов (910 кг) камня #8. Объем вяжущего состава составлял приблизительно 3 ярд3 (2,3 м3). Вяжущий состав также включал 1 501 мл суперпластифицирующей добавки Glenium® 7500 и 750 мл трибутилфосфатной ("ТБФ") противовспенивающей добавки.
Перед тем, как в заводской смеситель добавить другие ингредиенты, в заводской смеситель вручную, в водной суспензии, добавляли 1,5% от объема вяжущего состава набухших полимерных микросфер, которые набухли посредством настоящего способа(ов), которые имели плотность, составляющую 0,025 г/см3, и размер, составляющий приблизительно 40 мкм. В заводской смеситель с набухшими полимерными микросферами вручную добавляли ТБФ. После добавления набухших полимерных микросфер и ТБФ в заводской смеситель, с использованием автоматизированной дозаторной установки завода-изготовителя, автоматически добавляли другие ингредиенты вяжущего состава. В то время, как в заводской смеситель добавляли набухшие полимерные микросферы и ТБФ, пылеуловитель заводского смесителя был выключен, и не включался до тех пор, пока не прошло 30 секунд после начала смешивания вяжущего состава.
Первый образец вяжущего состава отбирали как только смешивание было завершено. Первый образец имел значение осадки конуса, которое составляло 5,00 дюймов (12,7 см), и 2,1% содержания воздуха, и также прошел тест в соответствии со стандартом ASTM С666 с коэффициентом выносливости 95. Второй образец вяжущего состава отбирали через 30 минут после того как смешивание было завершено. Второй образец имел значение осадки конуса, которое составляло 3,75 дюйма (9,53 см), и 2,5% содержания воздуха, и также прошел тест в соответствии со стандартом ASTM С666 с коэффициентом выносливости 83.
ПРИМЕР 3
Вяжущий состав изготавливали в заводском смесителе на заводе-изготовителе вяжущего состава. Вяжущий состав включал 1520 фунтов воды, 3380 фунтов (1530 кг) цемента, 8040 фунтов (3650 кг) песка, 6040 фунтов (2740 кг) камня #57, а также 4000 фунтов (1810 кг) камня #8. Объем вяжущего состава составлял приблизительно 6 ярд3. Вяжущий состав включал 4002 мл суперпластифицирующей добавки Glenium® 7500 и 1501 мл трибутилфосфатной противовспенивающей добавки.
Перед тем, как в заводской смеситель добавить другие ингредиенты, в заводской смеситель, вручную в водной суспензии, добавляли 1,5% от объема вяжущего состава набухших полимерных микросфер, которые набухли посредством настоящего способа(ов), которые имели плотность, которая составляла 0,025 г/см3, и размер, составляющей приблизительно 40 мкм. В заводской смеситель с набухшими полимерными микросферами вручную добавляли ТБФ. После добавления набухших полимерных микросфер и ТБФ, в заводской смеситель автоматически добавляли другие ингредиенты вяжущего состава, с использованием автоматизированной дозаторной установки завода-изготовителя. В то время, как в заводской смеситель добавляли набухшие полимерные микросферы и ТБФ, пылеуловитель заводского смесителя был выключен, и не включался до тех пор, пока не прошло 30 секунд от начала смешивания вяжущего состава.
Первый образец вяжущего состава отбирали, как только смешивание было завершено. Первый образец имел значение осадки конуса, которое составляло 7,75 дюйма (19,7 см), и 1,7% содержания воздуха, и также прошел тест в соответствии со стандартом ASTM С666 с коэффициентом выносливости 95. Второй образец вяжущего состава отбирали через 30 минут после того, как смешивание было завершено. Второй образец имел значение осадки конуса, которое составляло 7,00 дюймов (17,8 см), и 2,0% содержания воздуха, и также прошел тест в соответствии со стандартом ASTM С666 с коэффициентом выносливости 87.
ПРИМЕР 4
Вяжущий состав изготавливали в заводском смесителе на заводе-изготовителе вяжущего состава. Вяжущий состав включал 1204 фунта (546 кг) воды, 2780 фунтов (1260 кг) цемента, 6355 фунтов (2883 кг) песка, 5069 фунтов (2299 кг) камня #57, а также 3388 фунтов (1537 кг) камня #8. Объем вяжущего состава составлял приблизительно 5 ярд3 (3,8 м3). Вяжущий состав включал 3,0% от объема вяжущего состава понижающей содержание воды добавки Pozzolith® 80 и 1500 мл трибутилфосфатной противовспенивающей добавки.
Перед тем, как в заводской смеситель добавить другие ингредиенты, в заводской смеситель, вручную в водной суспензии, добавляли 0,75% от объема вяжущего состава набухших полимерных микросфер, которые набухли посредством настоящего способа(ов), которые имели плотность, которая составляла 0,025 г/см3, и размер, составляющий приблизительно 40 мкм. В заводской смеситель с набухшими полимерными микросферами вручную добавляли ТБФ. После добавления набухших полимерных микросфер и ТБФ, в заводской смеситель добавляли другие ингредиенты вяжущего состава.
Отбирали образец вяжущего состава, который имел значение осадки конуса, которое составляло 5,50 дюйма (14,0 см), и 2,4% содержания воздуха. Образец прошли тест в соответствии со стандартом ASTM С666 с коэффициентом выносливости 95.
Вяжущий состав, изготовленный с применением способа(ов), описанных здесь, может содержать другие добавки или ингредиенты и при этом не должен быть обязательно ограничен указанными составами. Указанные добавки и/или ингредиенты, которые могут быть добавлены, включают, но не ограничиваются ими: диспергирующие вещества, ускорители/усилители схватывания и прочности, добавки, замедляющие схватывание, добавки, снижающие водопотребность, ингибиторы коррозии, смачивающие вещества, растворимые в воде полимеры, модифицирующие реологические свойства вещества, гидрофобизаторы, неразлагающиеся волокна, добавки влагонепроницаемости, добавки, понижающие проницаемость, фунгицидные добавки, бактерицидные добавки, инсектицидные добавки, добавки, понижающие активность щелочей, добавки, улучшающие сцепление, добавки, уменьшающие усадку, а также любые другие добавки или примеси, подходящие для применения в вяжущих составах. Добавки и вяжущие составы, описанные здесь, не обязаны содержать какой-либо из указанных выше компонентов, но они могут содержать любое количество из указанных выше компонентов.
Заполнитель может быть включен в вяжущий состав для того, чтобы обеспечить строительные растворы, которые включают мелкие заполнители, а также бетоны, которые включают мелкие и крупные заполнители. Мелкие заполнители представляют собой материалы, которые фактически полностью прошли через сито №4 (в соответствии со стандартами ASTM С125 и ASTM С33), например, такие как кварцевый песок. Крупные заполнители представляют собой материалы, которые преимущественно остались на сите №4 (соответствии со стандартами ASTM С125 и ASTM С33), такие как кремнезем, кварц, мраморная крошка, стеклянные шарики, гранит, известняк, кальцит, полевой шпат, аллювиальный песок, песок или любой другой прочный заполнитель, а также их смеси.
Пуццолан собой кремнистый или алюмокремнистый материал, который обладает небольшим или практически не обладает вяжущим свойством, однако в присутствии воды и в тонко измельченном виде, химически реагирует с гидроксилом кальция, полученным во время гидратации портландцемента, до образования материалов с вяжущими свойствами. Диатомитовая земля, кремнистые сланцы, глины, глинистые материалы, летучая зола, шлак, кварцевая пыль, вулканические туфы и пумициты представляют собой некоторые из известных пуццоланов. Некоторые молотые гранулированные доменные шлаки и летучие золы с высоким содержанием кальция обладают как свойствами пуццоланов, так и вяжущими свойствами. Природный пуццолан представляет собой термин уровня техники, который используют для определения пуццоланов, которые встречаются в природе, таких как вулканические туфы, пемзы, трассы, диатомитовые земли, кремнистые сланцы, а также некоторые глинистые материалы. Номинально инертные материалы также могут включать тонко измельченное кварцевое сырье, доломиты, известняки, мрамор, гранит, а также другие. Летучую золу определяют в соответствии со стандартом ASTM С618.
В случае применения, кварцевая пыль может быть представлена в неуплотненном виде, или может быть представлена частично в спрессованном виде, или добавленной в виде суспензии. Кварцевая пыль дополнительно вступает в реакцию с побочными продуктами гидратации цементного вяжущего, что обеспечивает повышенную прочность конечных продуктов и понижает проницаемость конечных продуктов. Кварцевая пыль, или другие пуццоланы, такие как летучая зола, или кальцинированная глина, такая как метакаолин, могут быть добавлены во влажную формованную вяжущую смесь в количестве, которое составляет от приблизительно 5% до приблизительно 70% из расчета массы вяжущего материала.
Диспергирующее вещество, в случае его применения, может представлять собой любое подходящее диспергирующее вещество, такое как лигносульфонаты, бета-нафталинсульфонаты, сульфонированные меламин-формальдегидные конденсаты, полиаспартаты, поликарбоксилаты с и без звеньев простого полиэфира, смолы нафталин-сульфонат-формальдегидных конденсатов, или олигомерные диспергирующие вещества.
Могут применяться поликарбоксилатные диспергирующие вещества, которые означают диспергирующее вещество, которое имеет углеродную основную цепь с концевыми боковыми цепями, где по меньшей мере часть боковых цепей присоединены к основной цепи посредством карбоксильной группы, группы простого эфира, или амидной или имидной группы. Термин диспергирующее вещество также означают вещества, которые включают те химические вещества, которые также действуют как а пластифицирующая добавка, суперпластифицирующая добавка, добавка, снижающая водопотребность, флюидизатор, противофлокулирующее вещество, или суперпластифицирующая добавка для вяжущих составов.
Термин олигомерные диспергирующее вещество относится к олигомерам, которые являются продуктом реакции: компонента А, необязательно компонента В, а также компонент С; где каждый компонент А независимо представляет собой неполимерный, фрагмент функциональной группы, который адсорбирует на частицах вяжущего материала; где компонент В представляет собой необязательный фрагмент, где, если он присутствует, каждый компонент В независимо представляет собой неполимерный фрагмент, который расположен между фрагментом компонента А и фрагментом компонента С; и где компонент С представляет собой по меньшей мере один фрагмент, который является прямым или разветвленным растворимым в воде, неионным полимером по существу не адсорбирующим на частицах вяжущего материала. Олигомерные диспергирующие вещества раскрыты в патенте U.S. №6133347, патенте U.S. №6492461, и патенте U.S. №6451881.
Ускорители/усилители схватывания и прочности, которые могут применяться, включают, но не ограничиваются ими: соль азотистой кислоты щелочного металла, щелочноземельного металла, или алюминия; тиоцианат щелочного металла, щелочноземельного металла или алюминия; алканоламин; тиосульфат щелочного металла, щелочноземельного металла, или алюминия; гидроксил щелочного металла, щелочноземельного металла, или алюминия; соль карбоновой кислоты щелочного металла, щелочноземельного металла, или алюминия (предпочтительно формат кальция); полигидроксилалкиламин; и/или соль галоидоводородной кислоты щелочного металла или щелочноземельного металла (предпочтительно бромид).
Соли азотной кислоты имеют общую формулу М(NO3)а, где М представляет собой щелочной металл, или щелочноземельный металл, или алюминий, и, где а представляет собой 1 для солей щелочного металла, 2 для солей щелочноземельного металла, и 3 для солей алюминия. Предпочтительными являются соли азотной кислоты Na, К, Mg, Са и Al.
Соли азотной кислоты имеют общую формулу M(NO2)a, где М представляет собой щелочной металл, или щелочноземельный металл, или алюминий, и, где а представляет собой 1 для солей щелочного металла, 2 для солей щелочноземельного металла, и 3 для солей алюминия. Предпочтительными являются соли азотной кислоты Na, К, Mg, Са и Al.
Соли тиоциановой кислоты имеют общую формулу M(SCN)b, где М представляет собой щелочной металл, или щелочноземельный металл, или алюминий, и, где b представляет собой 1 для солей щелочного металла, 2 для солей щелочноземельного металла и 3 для солей алюминия. Указанные соли известны под разными наименованиями как сульфоцианаты, сульфоцианиды, роданаты или соли роданистоводородной кислоты. Предпочтительными являются соли тиоциановой кислоты Na, К, Mg, Са и Al.
Алканоламин представляет собой родовой термин для группы соединений, в которых трехвалентный азот присоединен непосредственно к атому углерода алкилового спирта. Типичной формулой является N[H]c[(CH2)dCHRCH2R]e, где R независимо представляет собой Н или ОН, с представляет собой 3-е, d представляет собой от 0 до приблизительно 4, и е представляет собой от 1 до приблизительно 3. Примеры включают, но не ограничиваются ими, моноэтанол амин, диэтаноламин, триэтаноламин и триизопропаноламин.
Соли тиосерной кислоты имеют общую формулу Mf(S2O3)g, где М представляет собой щелочной металл, или щелочноземельный металл, или алюминий, и f представляет собой 1 или 2, и g представляет собой 1, 2 или 3, в зависимости от валентности М элементов металлов. Предпочтительными являются соли тиосерной кислоты Na, К, Mg, Са и Al.
Соли карбоновой кислоты имеют общую формулу RCOOM, где R представляет собой Н или C1 - приблизительно С10 алкил, и М представляет собой щелочной металл, или щелочноземельный металл, или алюминий. Предпочтительными являются соли карбоновой кислоты Na, К, Mg, Са и Al. Примером соли карбоновой кислоты является формат кальция.
Полигидроксилалкиламин может иметь общую формулу:
где h представляет собой 1-3, i представляет собой 1-3, j представляет собой 1-3, и k представляет собой 0-3. Предпочтительный полигидроксиалкиламин представляет собой тетрагидроксиэтилэтилендиамин.
Замедляющие схватывание, или также известные как задерживающие схватывание или гидратационные, добавки применяют для того, чтобы замедлить, задержать, или притормозить скорость схватывания вяжущих составов. Добавки, замедляющие схватывание, применяют для того, чтобы уменьшить ускоряющее воздействие жаркой погоды на схватывание вяжущих составов, или задержать начальное схватывание вяжущих составов, когда имеют место трудные условия укладки бетона, или проблемы доставкой на место проведения работ, или для того, чтобы обеспечить время для особых отделочных работ. Большинство добавок, замедляющих схватывание, также действуют как добавки, которые в небольшой степени снижают водопотребность, и также могут применяться для вовлечения в вяжущие составы небольших количеств воздуха. Лигносульфонаты, гидроксилированные карбоновые кислоты, бура, глюконовая, винная и другие органические кислоты и их соответствующие соли, фосфонаты, некоторые карбогидраты, такие как сахара, полисахариды и сахарные кислоты и их смеси могут применяться в качестве замедляющих добавок.
Ингибиторы коррозии служат для того, чтобы защищать включенную арматурную сталь от коррозии. Высокая щелочная природа вяжущих составов является причиной пассивной и некорродирующей защитной оксидной пленки, которая образуется на стали. Однако, карбонизация или присутствие ионов хлорида антигололедных реагентов или морской воды, вместе с кислородом, могут разрушать пленку или проникать через нее и приводить к коррозии. Добавки, ингибирующие коррозию, химически замедляют эту коррозионную реакцию. Материалы, наиболее часто применяемые для ингибирования коррозии, представляют собой нитрит кальция, нитрит натрия, бензоат натрия, некоторые фосфаты или фторосиликаты, фтороалюминаты, амины, водоотталкивающие вещества на органической основе, а также соответствующие химические вещества.
В сфере строительства, на протяжении лет было разработано много способов защиты вяжущих составов от растягивающих напряжений и последующего растрескивания. Один современный способ включает распределение волокон во всей свежеприготовленной вяжущий смеси. После затвердевания, этот вяжущий состав упоминается как фиброцемент. Волокна могут быть изготовлены из циркониевых материалов, углерода, стали, стекловолокна, или синтетических материалов, например, полипропилена, нейлона, полиэтилена, сложного полиэфира, вискозного волокна, высокопрочного арамида, или их смесей.
Добавки влагонепроницаемости снижают проницаемость бетона, который имеет низкое содержание цемента, высокое соотношение воды и цемента, или недостаток мелкой фракции в части заполнителя. Указанные добавки замедляют проникновение влаги во влажный бетон, и включают некоторые мыла, стеараты, а также нефтепродукты.
Добавки, понижающие проницаемость, применяют для снижения скорости, при которой вода под давлением передается по вяжущему составу. Кварцевая пыль, летучая зола, молотый шлак, метакаолин, природные пуццоланы, добавки, снижающие водопотребность, а также латекс могут применяться для понижения проницаемости вяжущих составов.
Рост бактерий и грибов на или в затвердевших вяжущих составах может, в частности контролироваться посредством применения фунгицидных, бактерицидных, а также инсектицидных добавок. Наиболее эффективные материалы для указанных целей представляют собой полигалоидированные фенолы, диалдриновые эмульсии, а также соединения меди.
Красящие добавки обычно включают пигменты, либо органические, такие как фталоцианин, либо неорганические пигменты, такие как содержащие металл пигменты, которые включают, но не ограничиваются ими, оксиды металлов и другие, и могут включать, но не ограничиваются ими, содержащий пигменты оксид железа, оксид хрома, оксид алюминия, хромат свинца, оксид титана, цинковый белый, оксид цинка, сульфид цинка, свинцовый белый, железо-марганцевый черный, кобальтовая зелень, марганцевый синий, марганцевый фиолетовый, сульфоселенид кадмия, хромовый оранжевый, никельтитановый желтый, хромо титановый желтый, сульфид кадмия, цинковый желтый, ультрамарин синий и кобальтовая синь.
Добавки, понижающие активность щелочей, могут снижать реакцию между щелочами и заполнителем, и ограничивают образующие трещины растягивающие силы, которые могут иметь место в затвердевших вяжущих составах вследствие этой реакции. При этом пуццоланы (летучая зола, кварцевая пыль), доменные шлак, соли лития и бария являются особенно эффективными.
Вещество, уменьшающее усадку, которое может применяться, включает, но не ограничивается им, RO(AO)1-10H, где R представляет собой С1-5 алкильный или С5-6 циклоалкильный радикал и А представляет собой С2-3 алкиленовый радикал, сульфат щелочного металла, сульфаты щелочноземельных металлов, оксиды щелочноземельных металлов, предпочтительно сульфат натрия и оксид кальция.
Перечисленные выше добавки и примеси являются иллюстративными и не являются исчерпывающими или ограничивающими.
В первом варианте осуществления настоящего изобретения, предлагается способ набухания способных к набуханию полимерных микросфер, содержащий приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, непосредственно до и/или во время изготовления вяжущего состава, где водная суспензия необязательно дополнительно содержит добавку для вяжущего состава.
Способ по первому варианту осуществления может дополнительно содержать то, что способ содержит приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, на месте проведения работ во время изготовления вяжущего состава.
Способ по одному из двух или по одному и другому из первого или последующих вариантов осуществления может дополнительно содержать то, что указанное приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, на месте проведения работ во время изготовления вяжущего состава, содержит приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, перед введением водной суспензии в поток питательной воды, подаваемой в вяжущий состав во время изготовления вяжущего состава.
Способ по любому из первого или последующих вариантов осуществления может дополнительно содержать то, что поток водной суспензии в поток питательной воды ограничивают и/или контролируют.
Способ по любому из первого или последующих вариантов осуществления может дополнительно содержать то, что поток питательной воды подают в вяжущий состав автомобильной бетономешалки.
Способ по любому из первого или последующих вариантов осуществления может дополнительно содержать то, что указанное приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, на месте проведения работ во время изготовления вяжущего состава, содержит приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, для набухания способных к набуханию полимерных микросфер, и охлаждение набухших способных к набуханию полимерных микросфер в воде на заводе-изготовителе вяжущего состава, и сохранение водной суспензии, содержащей охлажденные, набухшие микросферы, для введения в вяжущий состав, изготовляемый на заводе.
Способ по любому из первого или последующих вариантов осуществления может дополнительно содержать то, что водная суспензия, содержащая охлажденные, набухшие микросферы, сохраняется в запасном резервуаре.
Способ по любому из первого или последующих вариантов осуществления может дополнительно содержать то, что, перед указанным охлаждением набухших способных к набуханию полимерных микросфер в воде, поток водной суспензии ограничивают и/или контролируют.
Способ по любому из первого или последующих вариантов осуществления может дополнительно содержать то, что добавку для вяжущего состава добавляют в водную суспензию перед приведением водной суспензии в контакт с паром.
Во втором варианте осуществления настоящего изобретения, предлагается способ изготовления вяжущего состава или вяжущего продукта, содержащего состав, при этом способ содержит: (I) осуществление способа любого из первого или последующих вариантов осуществления; (II) необязательно предварительное смачивание набухших полимерных микросфер; и (III) включение набухших полимерных микросфер в вяжущий состав.
Способ по первому варианту осуществления может дополнительно содержать то, что указанное предварительное смачивание набухших полимерных микросфер содержит диспергирование набухших полимерных микросфер в жидкости, где жидкость необязательно содержит воду.
Способ по одному из двух или по одному и другому из первого или последующих вариантов осуществления может дополнительно содержать то, что указанное предварительное смачивание набухших полимерных микросфер содержит добавление набухших полимерных микросфер и жидкости в смесительный бак, где жидкость необязательно содержит воду.
Способ по любому из второго или последующих вариантов осуществления может дополнительно содержать то, что набухшие полимерные микросферы составляют от приблизительно 1% до приблизительно 60% от общего объема всего материала в смесительном баке.
Способ по любому из второго или последующих вариантов осуществления может дополнительно включать оставление дисперсии предварительно смоченных, набухших полимерных микросфер или жидкой добавки, содержащей предварительно смоченные, набухшие полимерные микросферы, по меньшей мере в одной из многих емкостей перед введением в вяжущий состав и смешиванием.
В третьем варианте осуществления настоящего изобретения, предлагается способ изготовления вяжущего состава или вяжущего продукта, содержащего состав, при этом способ содержит: (I) приведение водной суспензии ненабухших, способных к набуханию полимерных микросфер в контакт с паром непосредственно до и/или во время указанного изготовления вяжущего состава, для образования набухших полимерных микросфер; (II) необязательно предварительное смачивание набухших полимерных микросфер; и (III) включение набухших полимерных микросфер в вяжущий состав, где водная суспензия необязательно дополнительно содержит добавку для вяжущего состава.
Способ по третьему варианту осуществления может дополнительно включать приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, на месте проведения работ во время изготовления вяжущего состава.
Способ по одному из двух или по одному и другому из третьего или последующих вариантов осуществления может дополнительно содержать то, что указанное предварительное смачивание набухших полимерных микросфер содержит диспергирование набухших полимерных микросфер в жидкости, где жидкость необязательно содержит воду.
Способ по любому из третьего или последующих вариантов осуществления может дополнительно содержать то, что указанное предварительное смачивание набухших полимерных микросфер содержит добавление набухших полимерных микросфер и жидкости в смесительный бак, где жидкость необязательно содержит воду.
Способ по любому из третьего или последующих вариантов осуществления может дополнительно содержать то, что набухшие полимерные микросферы составляют от приблизительно 1% до приблизительно 60% от общего объема всего материала в смесительном баке.
Способ по любому из третьего или последующих вариантов осуществления может дополнительно содержать то, что, после указанного приведения водной суспензии ненабухших, способных к набуханию полимерных микросфер в контакт с паром, поток водной суспензии ограничивают и/или контролируют.
Способ по любому из третьего или последующих вариантов осуществления может дополнительно содержать то, что поток водной суспензии ограничивают и/или контролируют посредством устройства, которое генерирует обратное давление.
Способ по любому из третьего или последующих вариантов осуществления может дополнительно содержать то, что устройство, которое генерирует обратное давление, представляет собой клапан или мембрану с пропускным отверстием.
Способ по любому из третьего или последующих вариантов осуществления может дополнительно содержать то, что добавку для вяжущего состава и водную суспензию объединяют перед приведением водной суспензии в контакт с паром.
Способ по любому из третьего или последующих вариантов осуществления может дополнительно включать оставление дисперсии предварительно смоченных, набухших полимерных микросфер или жидкой добавки, содержащей предварительно смоченные, набухшие полимерные микросферы, по меньшей мере в одном из многих емкостей перед введением в вяжущий состав и смешиванием.
Изобретение относится к способу набухания способных к набуханию полимерных микросфер. Способ набухания способных к набуханию полимерных микросфер включает изготовление вяжущего состава или вяжущего продукта, содержащего состав, содержащий (i) приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, непосредственно до и/или во время изготовления вяжущего состава; (ii) необязательно предварительное смачивание набухших полимерных микросфер; и (iii) включение набухших полимерных микросфер в вяжущий состав, где набухшие полимерные микросферы имеют средний диаметр, который составляет от 40 до 216 мкм, и водная суспензия необязательно дополнительно содержит добавку для вяжущего состава, и ненабухшие, способные к набуханию полимерные микросферы имеют средний диаметр, который составляет 100 мкм или меньше. Технический результат – создание в вяжущих составах пустот с контролированными размерами, повышение прочности. 13 з.п. ф-лы, 5 ил., 4 пр.
1. Способ набухания способных к набуханию полимерных микросфер, содержащий изготовление вяжущего состава или вяжущего продукта, содержащего состав, содержащий (I) приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, непосредственно до и/или во время изготовления вяжущего состава; (II) необязательно предварительное смачивание набухших полимерных микросфер; и (III) включение набухших полимерных микросфер в вяжущий состав, где набухшие полимерные микросферы имеют средний диаметр, который составляет от 40 до 216 мкм, и водная суспензия необязательно дополнительно содержит добавку для вяжущего состава, и ненабухшие, способные к набуханию полимерные микросферы имеют средний диаметр, который составляет 100 мкм или меньше.
2. Способ по п. 1, где способ содержит приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, на месте проведения работ во время изготовления вяжущего состава.
3. Способ по п. 1 или 2, где указанное приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, на месте проведения работ во время изготовления вяжущего состава, содержит приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, перед введением водной суспензии в поток питательной воды, подаваемой в вяжущий состав во время изготовления вяжущего состава.
4. Способ по п. 3, где поток водной суспензии в потоке питательной воды ограничивают и/или контролируют.
5. Способ по п. 4, где поток питательной воды подают в вяжущий состав автомобильной бетономешалки.
6. Способ по п. 1 или 2, где указанное приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, на месте проведения работ во время изготовления вяжущего состава, содержит приведение водной суспензии, содержащей ненабухшие, способные к набуханию полимерные микросферы, в контакт с паром, для набухания способных к набуханию полимерных микросфер, и охлаждение набухших, способных к набуханию полимерных микросфер в воде в вяжущем составе на заводе-изготовителе, и сохранение водной суспензии, содержащей охлажденные, набухшие микросферы, для введения в вяжущий состав, изготовляемый на заводе.
7. Способ по п. 6, где водная суспензия, содержащая охлажденные, набухшие микросферы, сохраняется в запасном резервуаре.
8. Способ по п. 7, где перед указанным охлаждением набухших, способных к набуханию полимерных микросфер в воде поток водной суспензии ограничивают и/или контролируют.
9. Способ по любому из пп. 1, 2, 4, 5, 7, 8, где добавку для вяжущего состава добавляют в водную суспензию перед приведением водной суспензии в контакт с паром.
10. Способ по любому из пп. 1, 2, 4, 5, 7, 8, который содержит (II) предварительное смачивание набухших полимерных микросфер.
11. Способ по п. 10, где указанное предварительное смачивание набухших полимерных микросфер содержит диспергирование набухших полимерных микросфер в жидкости, где жидкость необязательно содержит воду.
12. Способ по п. 10 или 11, где указанное предварительное смачивание набухших полимерных микросфер содержит добавление набухших полимерных микросфер и жидкости в смесительный бак, где жидкость необязательно содержит воду.
13. Способ по п. 12, где набухшие полимерные микросферы составляют от приблизительно 1% до приблизительно 60% от общего объема всего материала в смесительном баке.
14. Способ по любому из пп. 10, 11, 13, дополнительно содержащий оставление дисперсии предварительно смоченных, набухших полимерных микросфер или жидкой добавки, содержащей предварительно смоченные, набухшие полимерные микросферы, по меньшей мере в одной из многих емкостей перед введением в вяжущий состав и смешиванием.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| ПОЛИМЕРЦЕМЕНТНАЯ КОМПОЗИЦИЯ, СПОСОБ ЗАПОЛНЕНИЯ ПУСТОТ С ЕЕ ИСПОЛЬЗОВАНИЕМ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2000 |
|
RU2182566C1 |
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

