ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к способу для инспектирования облицовочного материала, к инспекционному устройству, к способу для производства облицовочного материала и к облицовочному материалу.
УРОВЕНЬ ТЕХНИКИ
[0002] Традиционно облицовочные материалы, такие как облицовочные листы (например, обои) и т.п. используются в качестве материалов для окончательной внутренней отделки зданий с тем, чтобы придать декоративность внутреннему пространству. Среди облицовочных листов широко используется вспененный ламинированный лист, в котором вспененный полимерный слой ламинируется на волокнистый основной материал, потому что это может придать полезную функциональность, такую как гибкость, трехмерный дизайн, способность приспосабливаться к шероховатости поверхности, на которую устанавливается вспененный волокнистый лист, а также теплоизолирующие свойства (см., например, Патентный документ 1).
[0003] Для таких обоев было предложено большое разнообразие способов испытания на прочность. Например, в некоторых случаях применяется японский промышленный стандарт JIS K7128-3. В этом способе прочность на разрыв измеряется путем растягивания тестового образца в направлении поверхности.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0004] Патентный документ 1: JP 2000-255011 A
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0005] Однако, хотя вышеописанный способ инспекции обеспечивает инспекцию относительно прочности при растяжении облицовочного материала, в зависимости от режима использования облицовочного материала существуют случаи, в которых важной является прочность на действие поперечной силы. Например, подложка, на которую устанавливается облицовочный материал, обычно имеет соединение (границу) пластинами подложки, и в случае землетрясения множество пластин подложки с большой вероятностью будут двигаться таким образом, что смежные пластины подложки будут скользить друг относительно друга, вместо того, чтобы двигаться в направлении прочь друг от друга. Это не ограничивается только землетрясениями, и когда пластины подложки подвергаются воздействию внешней силы, такой как вибрация, возможно перемещение в скользящем направлении, и таким образом сдвиговое смещение вдоль соединения пластин подложки будет воздействовать на облицовочный материал, присоединенный к пластинам подложки. Однако вышеописанный способ инспекции не может воспроизвести такое сдвиговое смещение, которое было бы эквивалентным фактическому сдвиговому смещению, и невозможно сказать, что смещение, образующееся в облицовочном материале, присоединенном к пластинам подложки, воспроизводится.
[0006] Настоящее изобретение было сделано для того, чтобы решить вышеописанную проблему, и его задачей является предложить способ инспекции, с помощью которого сдвиговое смещение может быть приложено к облицовочному материалу, инспекционное устройство, способ для производства облицовочного материала, а также облицовочный материал, произведенный с использованием этого способа.
РЕШЕНИЕ ПРОБЛЕМЫ
[0007] Способ инспекции в соответствии с настоящим изобретением является способом инспекции для инспектирования прочности облицовочного материала, включающим в себя стадию подготовки первого несущего элемента, имеющего первую установочную поверхность, и второго несущего элемента, имеющего вторую установочную поверхность, причем второй несущий элемент располагается таким образом, что вторая установочная поверхность является смежной с первой установочной поверхностью, стадию непосредственного или опосредованного крепления облицовочного материала к первой установочной поверхности и второй установочной поверхности в таком состоянии, в котором облицовочный материал проходит по обеим из первой установочной поверхности и второй установочной поверхности, и стадию возвратно-поступательного движения второго несущего элемента относительно первого несущего элемента в таком состоянии, в котором первая установочная поверхность и вторая установочная поверхность являются смежными друг с другом.
[0008] Способ инспекции в соответствии с настоящим изобретением позволяет измерять долговечность облицовочного материала против смещения в направлении сдвига в том случае, когда облицовочный материал присоединен ко множеству несущих элементов, которые являются смежными друг с другом таким образом, что облицовочный материал проходит по множеству несущих элементов. То есть в этом способе первый несущий элемент и второй несущий элемент являются смежными друг с другом, и после того, как облицовочный материал прямо или косвенно присоединен к этим несущим элементам таким образом, чтобы он проходил поверх этих несущих элементов, второй несущий элемент совершает возвратно-поступательное движение относительно первого несущего элемента. Таким образом смещение в направлении сдвига может быть приложено к облицовочному материалу. Следовательно, можно проинспектировать долговечность против смещения, которая отражает фактическую ситуацию при таких обстоятельствах, в которых облицовочный материал присоединен ко множеству пластин подложки, которые являются смежными друг с другом, таким образом, что облицовочный материал проходит поверх этих пластин подложки.
[0009] Кроме того, способ инспекции в соответствии с настоящим изобретением также позволяет легко выполнить инспекцию с помощью, например, использования инспекционного устройства в соответствии с настоящим изобретением, которое будет описано позже, не подготавливая крупномасштабное устройство и не выполняя настройку измерения. Следовательно, этот способ инспекции также является полезным при демонстрации продукта, например, для показа долговечности облицовочного материала в помещении заказчика.
[0010] Следует отметить, что использующаяся в настоящем изобретении формулировка «смежный с» не обязательно относится к состоянию, в котором первая установочная поверхность и вторая установочная поверхность находятся в контакте друг с другом, и между этими двумя установочными поверхностями может присутствовать зазор, при условии, что облицовочный материал может быть подвергнут сдвиговому смещению. Кроме того, хотя «возвратно-поступательное движение» означает главным образом возвратно-поступательное прямолинейное движение, перемещение в других направлениях, таких как направления, в которых эти два несущих элемента приближаются и удаляются друг от друга, или направление вертикального движения, также могут быть добавлены к возвратно-поступательному прямолинейному движению, и в этом случае возвратно-поступательное движение не обязательно должно быть прямолинейным движением.
[0011] В вышеописанном способе инспекции компоновка первой установочной поверхности и второй установочной поверхности особенно не ограничивается, при условии, что эти две установочных поверхности являются смежными друг с другом. Например, если первая установочная поверхность и вторая установочная поверхность располагаются так, что они являются компланарными, возможно выполнить инспекцию, которая предполагает случай, в котором облицовочный материал присоединен ко множеству пластин подложки, которые расположены так, что все вместе они формируют плоскую поверхность, так что облицовочный материал проходит поверх этих пластин подложки. В дополнение к этому, первая установочная поверхность и вторая установочная поверхность также могут быть расположены таким образом, чтобы образовывать угол между ними. При такой конфигурации возможно выполнить инспекцию, которая предполагает случай, в котором, например, пластины подложки, которые являются смежными друг с другом, располагаются таким образом, чтобы образовывать угол между ними, и облицовочный материал присоединяется к этим пластинам подложки так, чтобы он проходил поверх этих пластин подложки. Кроме того, если угол между первой установочной поверхностью и второй установочной поверхностью, когда эти две установочных поверхности являются компланарными друг с другом, расценивается как 180 градусов, этот угол может быть установлен меньше 180 градусов или может быть установлен больше 180 градусов.
[0012] В вышеописанном способе инспекции можно установить расстояние перемещения в одном направлении при возвратно-поступательном движении так, чтобы оно было равно от 0,1 до 20 мм.
[0013] В вышеописанном способе инспекции возможно установить период возвратно-поступательного движения так, чтобы он был равен от 0,1 до 10 с.
[0014] В вышеописанном способе инспекции способ инспекции может дополнительно включать в себя стадию крепления облицовочного материала к поверхностям первой несущей основной пластины и второй несущей основной пластины, которые являются смежными друг с другом в таком состоянии, в котором облицовочный материал проходит поверх обеих из двух несущих основных пластин, причем облицовочный материал может быть опосредованно прикреплен к установочным поверхностям путем установки первой несущей основной пластины и второй несущей основной пластины на первой установочной поверхности и второй установочной поверхности, соответственно. Обычно облицовочный материал используется прикрепленным к опорным основным пластинам, таким как пластины подложки, с помощью некоторого средства, такого как клейкое вещество. Таким образом, при вышеописанной конфигурации может быть воспроизведена инспекция в более реалистичной среде, в которой смещение сдвига прикладывается к облицовочному материалу посредством несущих основных пластин. Здесь при установке первой несущей основной пластины и второй несущей основной пластины на первой установочной поверхности и второй установочной поверхности, соответственно, предпочтительно крепить первую несущую основную пластину и вторую несущую основную пластину съемным образом.
[0015] Следует отметить, что использующаяся в настоящем изобретении формулировка «смежный с» не обязательно относится к состоянию, в котором первая несущая основная пластина и вторая несущая основная пластина находятся в контакте друг с другом, и между этими двумя несущими основными пластинами может присутствовать зазор, при условии, что облицовочный материал может быть подвергнут сдвиговому смещению.
[0016] Вышеописанный способ инспекции является особенно предпочтительным в том случае, когда должен быть проинспектирован облицовочный материал, состоящий из ламинированного тела, включающего в себя вспененное полимерное тело или вспененный полимерный слой. Ламинированное тело, включающее в себя вспененное полимерное тело или вспененный полимерный слой, широко используется в качестве отделочного материала для внутренней отделки зданий, и инспекция прочности против смещения в направлении сдвига является жизненно необходимой.
[0017] Вышеописанный способ инспекции является особенно предпочтительным в том случае, когда должно быть проинспектировано тело листа, используемого в качестве облицовочного материала. Примером такого тела листа является ламинированный лист, в котором полимерный слой формируется по меньшей мере на одной поверхности основного материала.
[0018] Способ для производства облицовочного материала в соответствии с настоящим изобретением включает в себя стадии формирования облицовочного материала, сбора части сформированного облицовочного материала в качестве образца для инспекции, инспектирование прочности собранного образца с использованием способа инспекции в соответствии с любым из вышеописанных аспектов, и сертифицирования того облицовочного материала, образец которого удовлетворяет предопределенному уровню прочности, в качестве продукта.
[0019] Используемый в настоящем документе «предопределенный уровень прочности» может быть установлен подходящим образом в соответствии с условиями инспекции. Например, в том случае, когда наблюдается внешний вид облицовочного материала, и прочность оценивается на основе разрушений, происходящих в облицовочном материале, состояние, в котором облицовочный материал полностью разрушен и расщеплен, может быть признано «не удовлетворяющим предопределенному уровню прочности», а незначительное разрушение, которое не является проблематичным с точки зрения практического применения, такое как разрушение, происходящее в концевой части облицовочного материала, может быть признано «удовлетворяющим предопределенному уровню прочности».
[0020] В том случае, когда облицовочный материал представляет собой ламинированное тело, включающее в себя вспененное полимерное тело или вспененный полимерный слой, стадия формирования облицовочного материала вышеописанного способа производства выполняется путем формирования ламинированного тела, включающего в себя вспененное полимерное тело или вспененный полимерный слой, таким путем, как вспенивание полимерного тела, содержащего пенообразователь, или ламинированного тела, включающего в себя содержащий пенообразователь полимерный слой. Кроме того, в том случае, когда облицовочный материал является ламинированным листом, имеющим полимерный слой по меньшей мере на одной поверхности основного материала, стадия формирования облицовочного материала вышеописанного способа производства выполняется путем формирования полимерного слоя по меньшей мере на одной поверхности основного материала.
[0021] Инспекционное устройство в соответствии с настоящим изобретением представляет собой инспекционное устройство для инспектирования прочности облицовочного материала и включает в себя первый несущий элемент, имеющий первую установочную поверхность, второй несущий элемент, имеющий вторую установочную поверхность, располагаемый таким образом, что вторая установочная поверхность является смежной с первой установочной поверхностью, а также приводную часть, выполненную с возможностью совершать возвратно-поступательное движение второго несущего элемента относительно первого несущего элемента в таком состоянии, в котором первая установочная поверхность и вторая установочная поверхность являются смежными друг с другом, и первая установочная поверхность и вторая установочная поверхность сконфигурированы таким образом, что облицовочный материал непосредственно или опосредованно крепится к первой установочной поверхности и второй установочной поверхности в таком состоянии, в котором облицовочный материал проходит по обеим из первой установочной поверхности и второй установочной поверхности.
[0022] В вышеописанном инспекционном устройстве возможно расположить первую установочную поверхность и вторую установочную поверхность так, чтобы они были компланарными.
[0023] В вышеописанном инспекционном устройстве возможно использовать такую конфигурацию, в которой приводная часть осуществляет возвратно-поступательное движение второго несущего элемента.
[0024] В вышеописанном инспекционном устройстве приводная часть может иметь возможность регулировки расстояния, на которое совершается возвратно-поступательное движение второго несущего элемента.
[0025] В вышеописанном инспекционном устройстве приводная часть может иметь возможность регулировки временного периода, с которым совершается возвратно-поступательное движение второго несущего элемента.
[0026] В вышеописанном инспекционном устройстве возможно использовать такую конфигурацию, в которой диапазон возвратно-поступательного движения второго несущего элемента относительно первого несущего элемента является регулируемым.
[0027] В вышеописанном инспекционном устройстве облицовочный материал может быть прикреплен к поверхностям первой основной пластины и второй основной пластины, которые являются смежными друг с другом в таком состоянии, в котором облицовочный материал проходит по обеим из этих двух основных пластин, и первая установочная поверхность и вторая установочная поверхность могут конфигурироваться таким образом, что первая основная пластина и вторая основная пластина съемным образом крепятся к первой установочной поверхности и второй установочной поверхности, соответственно.
[0028] Первый облицовочный материал в соответствии с настоящим изобретением представляет собой облицовочный материал, произведенный с использованием вышеописанного способа производства.
[0029] Второй облицовочный материал в соответствии с настоящим изобретением представляет собой облицовочный материал, имеющий полимерный слой по меньшей мере на одной поверхности основного материала, причем когда облицовочный материал, имеющий квадратную форму размером 40 мм × 40 мм, инспектируется с использованием вышеописанного способа инспекции при таких условиях, что первая установочная поверхность и вторая установочная поверхность располагаются так, чтобы они были компланарны, расстояние перемещения в одном направлении возвратно-поступательного движения составляет 4 мм, период возвратно-поступательного движения составляет 0,5 с, а интервал времени, в течение которого выполняется возвратно-поступательное движение, составляет 10 с, облицовочный материал не лопается. Более предпочтительно второй облицовочный материал представляет собой облицовочный материал, в котором степень разрушения, происходящего в полимерном слое, когда инспекция выполняется при вышеописанных условиях, является такой, что это разрушение не ухудшает дизайн облицовочного материала, и еще более предпочтительно он представляет собой облицовочный материал, в котором не происходит никаких разрушений в полимерном слое. Кроме того, полимерный слой, включающий в себя по меньшей мере вспененный полимерный слой, может предпочтительно использоваться в качестве вышеописанного полимерного слоя.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0030] В соответствии с настоящим изобретением возможно выполнить инспекцию прочности, при которой смещение в направлении сдвига прикладывается к облицовочному материалу. Кроме того, в соответствии с настоящим изобретением возможно обеспечить облицовочный материал, имеющий превосходную прочность против смещения в направлении сдвига.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0031] Фиг. 1A представляет собой вид сверху одного образца для инспекции в соответствии с одним вариантом осуществления настоящего изобретения;
Фиг. 1B представляет собой вид спереди образца для инспекции, показанного на Фиг. 1A;
Фиг. 2 представляет собой вид сверху, показывающий один вариант осуществления инспекционного устройства в соответствии с настоящим изобретением;
Фиг. 3 представляет собой вид спереди инспекционного устройства, проиллюстрированного на Фиг. 2;
Фиг. 4 представляет собой вид сбоку инспекционного устройства, проиллюстрированного на Фиг. 2;
Фиг. 5A показывает диапазон перемещения второго несущего элемента;
Фиг. 5B показывает диапазон перемещения второго несущего элемента;
Фиг. 6A представляет собой частичный вид спереди, показывающий образец для инспекции и другой пример инспекционного устройства;
Фиг. 6B представляет собой частичный вид спереди, показывающий образец для инспекции и другой пример инспекционного устройства;
Фиг. 6С представляет собой частичный вид спереди, показывающий образец для инспекции и другой пример инспекционного устройства;
Фиг. 7 представляет собой вид сверху, показывающий другой пример направления перемещения несущего элемента;
Фиг. 8 представляет собой вид сверху, показывающий другой пример направления перемещения несущего элемента;
Фиг. 9 представляет собой вид спереди, схематично показывающий конфигурацию другого примера инспекционного устройства;
Фиг. 10 представляет собой вид сбоку инспекционного устройства, проиллюстрированного на Фиг. 9;
Фиг. 11 представляет собой вид сверху, схематично показывающий конфигурацию другого примера инспекционного устройства; и
Фиг. 12 представляет собой вид сбоку, схематично показывающий конфигурацию другого примера инспекционного устройства.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0032] Далее будут описаны один вариант осуществления устройства и способ для инспектирования облицовочного материала в соответствии с настоящим изобретением. Инспекционное устройство и способ инспекции инспектируют прочность облицовочного материала против смещения, которое действует на облицовочный материал в направлении сдвига благодаря вибрации и т.п.
1. Облицовочный материал
[0033] Сначала будет описан инспектируемый облицовочный материал. Облицовочный материал в соответствии с настоящим изобретением особенно не ограничивается, при условии, что он используется для покрытия поверхностей внутренних или наружных стен сооружения и т.п., и примеры такого облицовочного материала включают в себя обои, плитки, а также лакокрасочные покрытия. Здесь в качестве примера облицовочного материала будет описан ламинированный лист, который используется в качестве обоев для сооружения.
1-1. Ламинированная структура
[0034] Ламинированный лист в соответствии с настоящим вариантом осуществления имеет ламинированную структуру, в которой по меньшей мере полимерный слой ламинирован на основной материал. В этом ламинированном листе предпочтительно, чтобы полимерный слой включал в себя по меньшей мере вспененный полимерный слой, и ламинированная структура может также иметь один или более слоев в дополнение к вспененному полимерному слою. Например, для того, чтобы улучшить адгезию между основным материалом и полимерным слоем, невспененный полимерный слой B может быть сформирован между основным материалом и вспененным полимерным слоем по мере необходимости.
[0035] Кроме того, в дополнение к вспененному полимерному слою, этот ламинированный лист может также включать в себя по меньшей мере один слой, выбираемый из группы, состоящей из невспененного полимерного слоя B, невспененного полимерного слоя A, слоя декоративного рисунка и поверхностного защитного слоя, в качестве полимерного слоя по мере необходимости. То есть примером ламинированной структуры этого ламинированного листа является ламинированная структура, в которой основной материал/невспененный полимерный слой B/вспененный полимерный слой/невспененный полимерный слой A/слой декоративного рисунка/поверхностный защитный слой ламинируются в указанном порядке.
[0036] Кроме того, поверхность ламинированного листа на той стороне, которая является противоположной к основному материалу, может быть снабжена неровным рисунком путем выполнения тиснения и т.п., с тем, чтобы придать поверхности некоторый дизайн.
[0037] Далее будет описан состав каждого из слоев, составляющих ламинированный лист настоящего изобретения, а также способы для формирования индивидуальных слоев.
1-2. Основной материал
[0038] В качестве основного материала предпочтительно используется волокнистый основной материал, и обычно может использоваться волокнистый основной материал, используемый в качестве бумаги для обоев. Волокнистый основной материал может содержать огнезащитный состав, неорганическое средство, средство для упрочнения сухой бумаги, средство для упрочнения влажной бумаги, краситель, проклеивающее вещество, закрепитель и т.п. по мере необходимости. Конкретные примеры волокнистого основного материала включают в себя обычную бумагу для обоев (бумагу, получаемую путем проклеивания листа, состоящего главным образом из целлюлозы, проклеивающим веществом) и огнезащитную бумагу (бумагу, получаемую путем обработки листа, состоящего главным образом из целлюлозы, огнезащитным составом, таким как сульфамат гуанидина или фосфат гуанидина); неорганическую бумагу, содержащую неорганическую добавку, такую как гидроксид алюминия или гидроксид магния; высококачественную бумагу; а также тонкую бумагу, бумагу из смешанных волокон (бумагу, производимую путем смешивания искусственного волокна и целлюлозы) и т.п. Следует отметить, что волокнистый основной материал, используемый в настоящем изобретении, также включает в себя такие материалы, которые классифицируются как нетканая ткань.
[0039] Плотность основного материала особенно не ограничивается, но может составлять, например, приблизительно от 50 г/м2 до 300 г/м2 и предпочтительно приблизительно от 50 г/м2 до 120 г/м2.
1-3. Полимерный слой
[0040] Полимерный слой представляет собой слой, который предусматривается на верхней поверхности основного материала, и который предпочтительно включает в себя по меньшей мере вспененный полимерный слой. В том случае, когда полимерный слой представляет собой слой, включающий в себя по меньшей мере вспененный полимерный слой, полимерный слой может иметь единственную ламинированную структуру, состоящую только из вспененного полимерного слоя, или может иметь ламинированную структуру, включающую в себя, в дополнение к вспененному полимерному слою, по меньшей мере один слой, выбираемый из группы, состоящей из невспененного полимерного слоя B, невспененного полимерного слоя A, слоя декоративного рисунка и поверхностного защитного слоя.
[0041] Масса на единицу площади полимерного слоя и плотность каждого слоя, составляющего полимерный слой, устанавливаются подходящим образом в соответствии с типом используемого полимерного компонента, количеством слоев, отличающихся от вспененного полимерного слоя, и т.п. С точки зрения достижения достаточной степени прочности в ламинированном листе желательно, чтобы масса на единицу площади полимерного слоя составляла от 70 г/м2 до 110 г/м2 и предпочтительно от 72 г/м2 до 100 г/м2, а плотность вспененного полимерного слоя, включенного в полимерный слой, составляла от 0,1 г/см3 до 0,3 г/см3 и предпочтительно от 0,12 г/см3 до 0,28 г/см3.
[0042] Толщина полимерного слоя особенно не ограничивается. В зависимости от типа используемого полимерного компонента, количества слоев, отличающихся от вспененного полимерного слоя и т.п., толщина полимерного слоя может составлять, например, от 70 до 700 мкм и предпочтительно от 300 до 600 мкм.
1-3-1. Вспененный полимерный слой
[0043] Вспененный полимерный слой формируется путем вспенивания содержащего пенообразователь полимерного слоя, содержащего полимерный компонент и пенообразователь. Примеры полимерного компонента, используемого во вспененном полимерном слое, включают в себя, особенно не ограничиваясь этим, полиолефиновые смолы, хлорвиниловые смолы и акриловые смолы. С точки зрения достижения достаточной степени прочности в ламинированном листе предпочтительно, чтобы вспененный полимерный слой содержал в качестве полимерного компонента по меньшей мере одно из 1) полиэтилена и 2) сополимера этилена (в дальнейшем сокращенно упоминаемого как «сополимер этилена»), содержащего в качестве мономеров этилен и компонент, отличающийся от α-олефинов.
[0044] Полиэтилен, который используется в качестве полимерного компонента вспененного полимерного слоя, может быть гомополимером этилена или может быть сополимером этилена и α-олефина. α-олефин, который используется в качестве сомономера этого сополимера, может быть, например, линейным или разветвленным α-олефином, имеющим от 3 до 20 атомов углерода и предпочтительно от 3 до 8 атомов углерода, хотя количество атомов углерода определяется подходящим образом в соответствии с плотностью α-олефина в полиолефине и т.п.
[0045] Предпочтительным примером сополимера этилена, который используется в качестве полимерного компонента вспененного полимерного слоя, является сополимер этилена и по меньшей мере одного сомономера, выбираемого из группы, состоящей из сложных эфиров винилового спирта и карбоновой кислоты, α,β-ненасыщенных карбоновых кислот, α,β-ненасыщенных сложных эфиров карбоновой кислоты и α,β-ненасыщенных ангидридов карбоновой кислоты. Конкретные примеры сложных эфиров винилового спирта и карбоновой кислоты включают в себя винилацетат. Конкретные примеры α,β-ненасыщенных карбоновых кислот включают в себя (мет)акриловую кислоту. Конкретные примеры α,β-ненасыщенных сложных эфиров карбоновой кислоты включают в себя метил(мет)акрилат и этил(мет)акрилат. α,β-ненасыщенные ангидриды карбоновой кислоты могут быть любым ангидридом смешанной кислоты, получаемым путем конденсации дегидратации двух различных типов ненасыщенных карбоновых кислот, симметричным ангидридом кислоты, получаемым путем конденсации дегидратации двух молекул одной и той же ненасыщенной карбоновой кислоты, и внутримолекулярным циклическим ангидридом, получаемым путем конденсации дегидратации двух карбоксильных групп, и конкретные примеры α,β-ненасыщенных ангидридов карбоновой кислоты включают в себя малеиновый ангидрид, ангидрид итаконовой кислоты и ангидрид цитраконовой кислоты. Следует отметить, что использующееся в настоящем изобретении название «(мет)акриловая кислота» означает акриловую кислоту или метакриловую кислоту, и это также справедливо для других названий, в которых содержится «(мет)».
[0046] Пенообразователь, который используется для формирования вспененного полимерного слоя, особенно не ограничивается и может быть выбран из известных пенообразователей. Такими известными пенообразователями являются, например, органические терморазлагаемые пенообразователи, такие как пенообразователи на основе азо-соединений, включая азодикарбонамид (ADCA) и азобисформамид; а также пенообразователи на основе гидразида, включая оксибензолсульфонилгидразид (OBSH) и паратолуолсульфонилгидразид; пенообразователи микрокапсульного типа; а также неорганические пенообразователи, такие как бикарбонат натрия.
[0047] Кроме того, для целей придания способности задерживать распространение пламени, подавления зазоров между ламинированными листами, улучшения свойств поверхности и т.д., вспененный полимерный слой может также содержать по мере необходимости неорганический наполнитель и пигмент. Кроме того, при условии, что прочность вспененного полимерного слоя не будет ухудшена, вспененный полимерный слой может также содержать по мере необходимости добавки, такие как антиоксидант, сшивающий агент, помощник сшивки и средство обработки поверхности.
[0048] Кроме того, для того, чтобы этот ламинированный лист имел прочность против смещения в направлении сдвига, вспененный полимерный слой может быть сшит по мере необходимости. Для того, чтобы осуществить сшивку вспененного полимерного слоя, например, содержащий пенообразователь полимерный слой, который еще не вспенен, может быть заранее подвергнут обработке сшивки, а затем этот содержащий пенообразователь полимерный слой может быть вспенен. Примеры способа такой сшивающей обработки включают в себя сшивку электронным лучом и химическую сшивку. Что касается условий, при которых выполняется сшивка электронным лучом, в качестве примера может быть приведен, в частности, способ, в котором облучение электронным лучом выполняется при ускоряющем напряжении от 100 до 300 кВ и предпочтительно от 100 до 200 кВ с дозой облучения, устанавливаемой равной от 10 до 100 кГр и предпочтительно от 30 до 60 кГр. Кроме того, что касается условий, при которых выполняется химическая сшивка, в качестве примера может быть приведен, в частности, способ, в котором термическая обработка содержащего пенообразователь полимерного слоя, содержащего органическую перекись, такую как перекись дикумила, выполняется при температуре приблизительно от 160°C до 180°C в течение времени нагрева от 5 до 10 мин.
[0049] Толщина вспененного полимерного слоя особенно не ограничивается. С точки зрения достижения достаточного уровня прочности в ламинированном листе толщина вспененного полимерного слоя может составлять, например, от 300 до 800 мкм. Толщина вспененного полимерного слоя до вспенивания (то есть толщина содержащего пенообразователь полимерного слоя) может составлять, например, от 40 до 200 мкм.
[0050] Способ для формирования вспененного полимерного слоя особенно не ограничивается. Может использоваться способ, в котором содержащий пенообразователь полимерный слой формируется на основном материале, или на невспененном полимерном слое B, если предусматривается невспененный полимерный слой B, с использованием предпочтительно способа формирования слоя путем литья расплава под давлением, более предпочтительно с использованием способа формирования слоя путем экструдирования через плоскощелевую экструзионную головку, или другие способы, после чего пенообразователь вспенивается при нагревании.
1-3-2. Невспененный полимерный слой B (клейкий полимерный слой)
[0051] Невспененный полимерный слой B, который составляет полимерный слой, является клейким полимерным слоем, который формируется по мере необходимости на нижней поверхности (поверхности, контактирующей с основным материалом) вспененного полимерного слоя для того, чтобы улучшить адгезию между основным материалом и вспененным полимерным слоем.
[0052] Полимерный компонент невспененного полимерного слоя B особенно не ограничивается, и его примеры включают в себя полиолефиновую смолу, метакриловую смолу, термопластичную полиэфирную смолу, смолу поливинилового спирта и фторкаучук. С точки зрения достижения достаточного уровня прочности в облицовочном материале предпочтительной является полиолефиновая смола, и более предпочтительным является сополимер этилена и винилацетата (EVA). В качестве сополимера этилена и винилацетата могут использоваться известный сополимер этилена и винилацетата или имеющийся в продаже сополимер этилена и винилацетата. Хотя доля компонента винилацетата (компонент VA) в сополимере этилена и винилацетата, который используется в невспененном полимерном слое B, особенно не ограничивается, эта доля может составлять, например, от 10 мас. % до 46 мас. % и предпочтительно от 15 мас. % до 41 мас. %.
[0053] Толщина невспененного полимерного слоя В особенно не ограничивается. Например, толщина невспененного полимерного слоя B может составлять приблизительно от 3 до 50 мкм и более предпочтительно приблизительно от 3 до 20 мкм.
[0054] Способ для формирования невспененного полимерного слоя В особенно не ограничивается. Например, предпочтительно может использоваться способ формирования слоя путем литья расплава под давлением, более предпочтительно способ формирования слоя путем экструдирования через плоскощелевую экструзионную головку. В частности предпочтительно формировать содержащий пенообразователь полимерный слой и невспененный полимерный слой B с помощью совместного экструдирования с использованием плоскощелевой экструзионной головки со множеством подающих трубопроводов, которая способна одновременно формировать два или более слоев путем одновременного экструдирования расплавленных смол. Кроме того, может также использоваться способ, в котором невспененный полимерный слой B формируется на основном материале с помощью такого средства, как покрытие, и вспененный полимерный слой или содержащий пенообразователь полимерный слой затем соединяются с невспененным полимерным слоем B.
1-3-3. Невспененный полимерный слой A
[0055] Невспененный полимерный слой A, который составляет полимерный слой, является слоем, который формируется по мере необходимости на верхней поверхности (поверхности, противоположной основному материалу) вспененного полимерного слоя для того, чтобы декоративный рисунок был четким, если такой слой декоративного рисунка формируется, или для улучшения стойкости к царапанию вспененного полимерного слоя.
[0056] Полимерный компонент невспененного полимерного слоя А особенно не ограничивается, и его примеры включают в себя полиолефиновую смолу, метакриловую смолу, термопластичную полиэфирную смолу, смолу поливинилового спирта и фторкаучук. Эти полимерные компоненты могут использоваться по отдельности или в комбинации двух или более из них. Среди этих полимерных компонентов предпочтительной является полиолефиновая смола.
[0057] Конкретные примеры полиолефиновой смолы включают в себя полиэтилен, полипропилен, полибутен, полибутадиен, полиизопрен, сополимер этилена и метилакрилата, сополимер этилена и этилакрилата, сополимер этилена и (мет)акриловой кислоты, сополимер этилена и винилацетата, омыленный продукт сополимера этилена и винилацетата, а также иономер. Среди них, с точки зрения достижения достаточного уровня прочности против вышеописанного смещения в направлении сдвига, предпочтительными являются полиэтилен и сополимер этилена и (мет)акриловой кислоты, и более предпочтительными являются полиэтилен низкой плотности и сополимер этилена и (мет)акриловой кислоты.
[0058] Толщина невспененного полимерного слоя А особенно не ограничивается. Например, толщина невспененного полимерного слоя А может составлять приблизительно от 3 до 50 мкм и более предпочтительно приблизительно от 3 до 20 мкм.
[0059] Способ для формирования невспененного полимерного слоя А особенно не ограничивается. Предпочтительно может использоваться способ формирования слоя литьем расплава под давлением и более предпочтительно способ формирования слоя экструдированием через плоскощелевую экструзионную головку. В частности, желательно формировать содержащий пенообразователь полимерный слой и невспененный полимерный слой B с помощью совместного экструирования с использованием плоскощелевой экструзионной головки со множеством подающих трубопроводов. Кроме того, в том случае, когда должны быть обеспечены три слоя, то есть невспененный полимерный слой A, вспененный полимерный слой и невспененный полимерный слой B, желательно формировать эти три слоя с помощью совместного экструирования с использованием плоскощелевой экструзионной головки, которая способна одновременно формировать три слоя.
1-3-4. Слой декоративного рисунка
[0060] Слой декоративного рисунка, который составляет полимерный слой, является слоем, который формируется на верхней поверхности вспененного полимерного слоя (или невспененного полимерного слоя A) по мере необходимости для того, чтобы придать некоторый дизайн ламинированному листу.
[0061] Примеры декоративного рисунка включают в себя рисунок текстуры древесины, рисунок текстуры камня, рисунок текстуры песка, рисунок черепицы, рисунок кирпичной кладки, рисунок ткани, рисунок крашеной кожи, геометрические фигуры, буквы, символы и абстрактные рисунки. Декоративный рисунок может быть выбран подходящим образом в соответствии с использованием ламинированного листа.
[0062] Толщина слоя декоративного рисунка устанавливается подходящим образом в соответствии с типом декоративного рисунка и т.п., и может составлять, например, приблизительно от 0,1 до 10 мкм.
1-3-5. Поверхностный защитный слой
[0063] Поверхностный защитный слой, который составляет полимерный слой, является слоем, который по мере необходимости формируется на верхней поверхности слоя декоративного рисунка для того, чтобы придать устойчивость к образованию пятен, отрегулировать блеск поверхности слоя декоративного рисунка, защитить слой декоративного рисунка и т.д., в том случае, если предусматривается слой декоративного рисунка.
[0064] Что касается полимерного компонента, используемого для формирования поверхностного защитного слоя, подходящий полимерный компонент может быть выбран из известных полимерных компонентов, таких как термопластическая смола и отверждаемая смола, с точки зрения достижения достаточного уровня прочности в ламинированном листе.
[0065] Примеры термопластической смолы, которая используется для формирования поверхностного защитного слоя, включают в себя полиолефиновую смолу, акриловую смолу, смолу поливинилового спирта и фторкаучук.
[0066] Тип реакции отверждения отверждаемой смолы, которая используется для формирования поверхностного защитного слоя, особенно не ограничивается. Например, может использоваться любая смола из смолы холодного отверждения, термореактивной смолы, отверждаемой ионизирующей радиацией смолы, одноупаковочной отверждаемой смолы, двухупаковочной отверждаемой смолы, отверждаемой ионизирующей радиацией смолы и т.п., но предпочтительной является одноупаковочная отверждаемая смола. В качестве отверждаемой смолы предпочтительными являются акриловая смола, уретановая смола, и т.п., и более предпочтительной является одноупаковочная отверждаемая акриловая смола. Эти отверждаемые смолы могут использоваться по отдельности или в комбинации двух или более из них. В том случае, когда отверждаемая смола используется для того, чтобы сформировать поверхностный защитный слой, для проведения реакции отверждения по мере необходимости может также использоваться сшивающее средство, инициатор полимеризации, ускоритель полимеризации и т.п.
[0067] Кроме того, поверхностный защитный слой может состоять из единственного слоя или может быть составлен из двух или более слоев одного и того же типа или различных типов, ламинированных друг на друга. Например, поверхностный защитный слой может иметь двухслойную структуру, в которой слой, сформированный из отверждаемой смолы, формируется в качестве внешнего слоя, а слой, сформированный из термопластической смолы, ламинируется под этим слоем.
[0068] Толщина поверхностного защитного слоя особенно не ограничивается, и может составлять, например, от 1 до 10 мкм и предпочтительно от 1 до 5 мкм.
[0069] Для того, чтобы сформировать поверхностный защитный слой, может использоваться способ, который является подходящим для конкретно используемого типа полимерного компонента. Например, в том случае, когда поверхностный защитный слой формируется с использованием термопластической смолы, поверхностный защитный слой может быть сформирован путем присоединения предварительно произведенной пленки из термореактивной смолы к поверхности слоя декоративного рисунка, или он может быть сформирован путем формирования пленки из термопластической смолы на поверхности слоя декоративного рисунка. Кроме того, в том случае, когда поверхностный защитный слой формируется с использованием отверждаемой смолы, поверхностный защитный слой формируется путем нанесения полимерной композиции, получаемой путем смешивания термореактивной смолы и различных добавок по мере необходимости, на вспененный полимерный слой (или на невспененный полимерный слой A или на слой декоративного рисунка) с использованием такого способа, как нанесение покрытия с помощью гравированного цилиндра, нанесение покрытия с помощью стержневого устройства, нанесение покрытия с помощью валика, нанесение покрытия с помощью реверсивного валика или роликовое нанесение покрытия с ножом в форме запятой, с последующей сушкой и отверждением полимерной композиции путем нагрева и т.п. по мере необходимости.
1-3-6. Неровный рисунок
[0070] Для того, чтобы придать некоторый дизайн этому ламинированному листу, поверхность ламинированного листа (та поверхность, которая противоположна волокнистому основному материалу) может быть в случае необходимости снабжена рисунком неровностей путем тиснения и т.п. Тиснение может быть выполнено с помощью известных средств, таких как прижатие к поверхности шаблона тиснения. Рисунок неровностей особенно не ограничивается, и его примеры включают в себя канавки, повторяющие текстуру древесины, шероховатости, аналогичные поверхности каменной плиты, текстуру поверхности ткани, сатинированную отделку, текстуру песка, отделку тонкими линиями и параллельные линейные бороздки.
1-4. Объект присоединения
[0071] Облицовочные материалы, включая ламинированный лист, который был подробно описан выше, могут быть присоединены к внутренним поверхностям стен различных типов сооружений. Например, облицовочные материалы присоединяются к внутренним отделочным пластинам подложки (несущим основным пластинам). Тип материала для таких внутренних отделочных пластин подложки также особенно не ограничивается, и их примеры включают в себя гипсовые плиты, фанеру и металлические пластины.
[0072] Кроме того, облицовочный материал, такой как ламинированный лист, может быть присоединен к внутренним отделочным пластинам подложки при тех же самых условиях, что и в способе для присоединения обычных обоев, с использованием клейкого вещества, такого как средство склеивания на основе крахмала или клей, чувствительный к давлению. В большинстве случаев множество пластин подложки устанавливаются смежно друг с другом, и облицовочный материал присоединяется к пластинам подложки таким образом, чтобы покрыть все эти пластины подложки. Таким образом облицовочный материал присоединяется к пластинам подложки таким образом, чтобы покрыть соединения между смежными пластинами подложки.
2. Подготовка образца для инспекции
[0073] В одном способе инспекции в соответствии с данным вариантом осуществления инспектируется сдвиговая прочность вышеописанного облицовочного материала. Сначала, после того, как облицовочный материал будет сформирован как описано выше, часть облицовочного материала берется в качестве образца для инспекции. В это время, хотя облицовочный материал может быть напрямую присоединен к инспекционному устройству, которое будет описано позже, и проинспектирован, облицовочный материал может быть присоединен к вышеописанным пластинам подложки, как показано, например, на Фиг. 1A и 1B, и в этом состоянии использован в качестве образца для инспекции. Следует отметить, что Фиг. 1A представляет собой вид сверху образца для инспекции в соответствии с настоящим вариантом осуществления, а Фиг. 1B представляет собой вид спереди образца, проиллюстрированного на Фиг. 1A.
[0074] В этом случае сначала пара пластин подложки прямоугольной формы готовятся и размещаются смежно друг к другу. Затем, как показано на Фиг. 1A и 1B, описанный выше облицовочный материал 100 присоединяется к обеим пластинам подложки 101 и 102 так, чтобы он проходил по верхним поверхностям этих двух пластин подложки. В это время облицовочный материал обрезается по существу до того же самого размера, что и верхние поверхности двух смежных пластин подложки, и присоединяется к верхним поверхностям этих двух пластин подложки с помощью клейкого вещества. Однако размер облицовочного материала не обязательно должен быть тем же самым, что и размер пластин подложки. Полученный таким образом образец используется для того, чтобы проинспектировать сдвиговую прочность облицовочного материала с помощью инспекционного устройства, описываемого далее. В дальнейшем для удобства описания пластина подложки, расположенная слева на Фиг. 1A и 1B, будет упоминаться как первая пластина подложки 101, а пластина подложки, расположенная справа, будет упоминаться как вторая пластина подложки 102.
3. Инспекционное устройство
[0075] Далее будет описан один вариант осуществления инспекционного устройства для прикладывания смещения сдвига к вышеописанному облицовочному материалу. Фиг. 2 представляет собой вид сверху инспекционного устройства, Фиг. 3 представляет собой вид спереди инспекционного устройства, проиллюстрированного на Фиг. 2, а Фиг. 4 представляет собой вид сбоку инспекционного устройства, проиллюстрированного на Фиг. 2. Далее для удобства описания вертикальное направление на Фиг. 2 может упоминаться как направление «вперед и назад», горизонтальное направление на Фиг. 2 может упоминаться как направление «влево и вправо», а направление плоскости бумаги на Фиг. 2 может упоминаться как «вертикальное» направление.
[0076] Как показано на Фиг. 2-4, инспекционное устройство в соответствии с настоящим вариантом осуществления включает в себя основание 10 в форме пластины, и первый несущий элемент 1 и второй несущий элемент 2, имеющие форму прямоугольных пластин, располагаются на этом основании 10. Кроме того, приводная часть 3, которая осуществляет возвратно-поступательное движение второго несущего элемента 2, устанавливается на основании 10.
[0077] Первый несущий элемент 1 имеет прямоугольную форму и крепится к левой стороне верхней части основания 10. Верхняя поверхность первого несущего элемента 1 составляет первую установочную поверхность 11, к которой крепится вышеописанная первая пластина подложки 101. Для крепления первой пластины подложки 101 первая установочная поверхность 11 снабжается первым механизмом крепления. Первый механизм крепления включает в себя первый фиксирующий элемент 41, который имеет форму прямоугольного параллелепипеда и располагается на стороне переднего конца первой установочной поверхности 11, первый прижимной элемент 51, который имеет форму прямоугольного параллелепипеда и располагается на левой стороне первой установочной поверхности 11, и второй прижимной элемент 52, который имеет форму прямоугольного параллелепипеда и располагается на стороне заднего конца первой установочной поверхности 11. Первый фиксирующий элемент 41 формируется так, чтобы он проходил в направлении влево-вправо, и крепится к первой установочной поверхности 11 болтами 411, вставляемыми в два сквозных отверстия, которые формируются в левом и правом положениях, соответственно. Кроме того, эти сквозные отверстия являются щелями, проходящими в вертикальном направлении, и таким образом положение первого фиксирующего элемента 41 относительно вертикального направления может быть изменено путем ослабления болтов 411.
[0078] Первый прижимной элемент 51 имеет форму прямоугольного параллелепипеда, проходящего в направлении вперед-назад. Два щелевых сквозных отверстия 511, проходящие в направлении влево-вправо, формируются в переднем и заднем положениях, соответственно, первого прижимного элемента 51. Болты 512 вставляются в сквозные отверстия 511 и ввинчиваются в первую установочную поверхность 11. Таким образом, первый прижимной элемент 51 может перемещаться в направлении влево-вправо на расстояние, соответствующее длине каждого сквозного отверстия 511 в направлении влево-вправо.
[0079] Кроме того, первое основание 61 устанавливается на левой концевой части первого несущего элемента 1. Это первое основание 61 имеет форму прямоугольного параллелепипеда, и вырез 611, проходящий в направлении влево-вправо, формируется в верхней поверхности первого основания 61. Кроме того, первый операционный элемент 71, проходящий в направлении влево-вправо, поддерживается этим вырезом 611. Первый операционный элемент 71 включает в себя часть 711 главного тела в форме стержня, поддерживаемую вырезом 611, и цилиндрическая головка 712 для захвата устанавливается на ту часть этой части 711 главного тела, которая выступает влево из первого основания 61. Кроме того, цилиндрический стопор 713 устанавливается на промежуточную часть этой части 711 главного тела относительно его осевого направления, и головка 712 для захвата и стопор 713 располагаются так, чтобы между ними зажималось первое основание 61. Оба диаметра головки 712 для захвата и стопора 713 имеют больший размер, чем внутренний диаметр выреза 611, предотвращая тем самым выскальзывание первого операционного элемента 71 из первого основания 61 в направлении влево-вправо. Кроме того, на правом конце части 711 главного тела формируется наружная резьба, которая зацепляется за внутреннюю резьбу, которая формируется в левой концевой поверхности первого прижимного элемента 51. Таким образом, например, когда головка 712 для захвата удерживается и вращается в таком направлении, что наружная резьба первого операционного элемента 71 вывинчивается из первого прижимного элемента 51, первый прижимной элемент 51 движется вправо. Когда первый операционный элемент 71 вращается в противоположном направлении, первый прижимной элемент 51 движется влево.
[0080] Второй прижимной элемент 52 имеет форму прямоугольного параллелепипеда, проходящего в направлении влево-вправо, и имеет конфигурацию, аналогичную конфигурации первого прижимного элемента 51. То есть второй прижимной элемент 52 имеет два щелевых сквозных отверстия 521, проходящих в направлении вперед-назад в переднем и заднем положениях, соответственно, и болты 522, вставляемые в соответствующие сквозные отверстия 521, ввинчиваются в первую установочную поверхность 11. Таким образом, второй прижимной элемент 52 может перемещаться в направлении вперед-назад на расстояние, соответствующее длине каждого сквозного отверстия 521 в направлении вперед-назад.
[0081] Кроме того, второй прижимной элемент 52 может также перемещаться в направлении вперед-назад механизмом, аналогичным механизму первого прижимного элемента 51. То есть второе основание 62 устанавливается на задней концевой части первого несущего элемента 1. Это второе основание 62 имеет форму прямоугольного параллелепипеда, и вырез 621, проходящий в направлении вперед-назад, формируется в верхней поверхности второго основания 62. Второй операционный элемент 72, проходящий в направлении вперед-назад, поддерживается этим вырезом 621. Второй операционный элемент 72 имеет конфигурацию, аналогичную конфигурации первого операционного элемента 71, и состоит из части 721 главного тела в форме стержня, поддерживаемой вырезом 621, цилиндрической головки 722 для захвата и цилиндрического стопора 723. Кроме того, наружная резьба на переднем конце части 721 главного тела зацепляется за внутреннюю резьбу, которая формируется в концевой поверхности второго прижимного элемента 52 с его задней стороны, и таким образом, когда второй операционный элемент 72 вращается, второй прижимной элемент 52 перемещается в направлении вперед-назад.
[0082] Первая пластина 101 подложки устанавливается на прямоугольной первой установочной области 110, окруженной вышеописанными первым фиксирующим элементом 41, первым прижимным элементом 51 и вторым прижимным элементом 52. Первая пластина 101 подложки устанавливается так, чтобы ее концевые поверхности прижимались к первому прижимному элементу 51 и второму прижимному элементу 52.
[0083] Далее будет описан второй несущий элемент 2. Сначала рельс 8, проходящий в направлении вперед-назад, устанавливается с правой стороны основания 10, и второй несущий элемент 2 подвижно поддерживается на этом рельсе 8. То есть второй несущий элемент 2 располагается на правой стороне основания 10 так, чтобы он был смежным с первым несущим элементом 1 с маленьким зазором между этими двумя несущими элементами, и может перемещаться по прямой линии в направлении вперед-назад вдоль рельса 8. Кроме того, верхняя поверхность второго несущего элемента 2 составляет вторую установочную поверхность 21, и ее положение в вертикальном направлении устанавливается таким образом, чтобы вторая установочная поверхность 21 являлась компланарной с первой установочной поверхностью 11. Вторая пластина 102 подложки крепится к этой второй установочной поверхности 21.
[0084] Вторая установочная поверхность 21 также снабжается вторым механизмом крепления, имеющим конфигурацию, подобную конфигурации первого механизма крепления. То есть второй механизм крепления включает в себя второй фиксирующий элемент 42, который имеет форму прямоугольного параллелепипеда и располагается на передней концевой части второй установочной поверхности 21, третий фиксирующий элемент 43, который имеет форму прямоугольного параллелепипеда и располагается на правой стороне второй установочной поверхности 21, а также третий прижимной элемент 53, который имеет форму прямоугольного параллелепипеда и располагается на стороне заднего конца второй установочной поверхности 21. Второй фиксирующий элемент 42 и третий фиксирующий элемент 43 имеют конфигурации, аналогичные конфигурации первого фиксирующего элемента 41, и проходят в направлении влево-вправо и в направлении вперед-назад, соответственно. Таким образом, положение второго фиксирующего элемента 42 в направлении вперед-назад и положение третьего фиксирующего элемента 43 в направлении влево-вправо может изменяться.
[0085] Кроме того, третий прижимной элемент 53 имеет конфигурацию, аналогичную конфигурации второго прижимного элемента 52, и проходит в направлении влево-вправо на задней концевой части второго несущего элемента 2. Кроме того, также предусматриваются третье основание 63 и третий операционный элемент 73 для перемещения третьего прижимного элемента 53 в направлении вперед-назад. Третье основание 63 и третий операционный элемент 73 сконфигурированы тем же самым образом, что и второе основание 62 и второй операционный элемент 72. Третье основание 63 устанавливается на задней концевой части второго несущего элемента 2, и третий операционный элемент 73 поддерживается этим третьим основанием 63.
[0086] Вторая пластина 102 подложки устанавливается на прямоугольной второй установочной области 210, окруженной вышеописанными вторым фиксирующим элементом 42, третьим фиксирующим элементом 43 и третьим прижимным элементом 53, и позиционируется относительно направления вперед-назад, будучи прижатой к третьему прижимному элементу 53. Кроме того, эта вторая установочная область 210 формирует прямоугольную область установки пластины вместе с первой установочной областью 110 на первой установочной поверхности 11.
[0087] Кроме того, выступающая из основания 10 часть 25 формируется на передней концевой части второго несущего элемента 2, и соединительная часть 26, в которую вставляется стержнеобразное операционное тело 33, которое будет описано позже, устанавливается как единое целое на переднем конце этой выступающей части 25. Соединительная часть 26 формируется так, чтобы она проходила вверх из переднего конца выступающей части 25, и сквозное отверстие 261, проходящее в направлении влево-вправо, формируется в соединительной части 26. Сквозное отверстие 261 представляет собой щель, проходящую в направлении, в котором проходит соединительная часть 26, то есть в вертикальном направлении.
[0088] Далее будет описана приводная часть 3. На передней концевой части основания 10 формируется расширенная часть 105 в форме пластины, проходящая вперед дальше, чем первый несущий элемент 1. К этой расширенной части 105 крепится двигатель 31. Вращающийся вал 311 этого двигателя 31 проходит вправо, и цилиндрический передаточный элемент 32 устанавливается на концевой части вращающегося вала 311. Вращающийся вал 311 двигателя 31 соединен с левой концевой поверхностью передаточного элемента 32 на оси S. С другой стороны, вышеописанное стержнеобразное операционное тело 33 устанавливается на правой концевой поверхности передаточного элемента 32 в положении, смещенном от оси S, и это операционное тело 33 вставляется в сквозное отверстие 261 соединительной части 26. Таким образом, когда двигатель 31 вращается, операционное тело 33 вращается в круговом движении в положении, которое является смещенным от вращающегося вала 311 двигателя 31 в радиальном направлении наружу. В результате соединительная часть 26 движется в направлении вперед-назад в соответствии с вращением операционного тела 33. Следует отметить, что поскольку сквозное отверстие 261 соединительной части 26 представляет собой щель, проходящую в вертикальном направлении, вертикальное перемещение операционного тела 33 ограничивается этой щелью, и только движение операционного тела 33 в направлении вперед-назад передается второму несущему элементу 2 посредством соединительной части 26 и выступающей части 25.
[0089] Следует отметить, что положение операционного тела 33 на передаточном элементе 32 является регулируемым относительно радиального направления, позволяя изменять радиус кругового движения операционного тела 33. В результате амплитуда возвратно-поступательного движения второго несущего элемента 2 является настраиваемой. Кроме того, двигатель 31 снабжается контроллером (не показан), который управляет количеством оборотов, и период возвратно-поступательного движения второго несущего элемента 2 может быть настроен путем регулировки количества оборотов двигателя 31.
4. Способ для инспектирования облицовочного материала
[0090] Далее будет описан способ для инспектирования облицовочного материала 100 с использованием вышеописанного инспекционного устройства. При этой инспекции смещение сдвига прикладывается к облицовочному материалу 100 путем возвратно-поступательного движения второго несущего элемента 2 инспекционного устройства, и инспектируется, разрушается ли облицовочный материал 100 или нет. Обычно облицовочный материал 100 присоединяется к пластинам подложки таким образом, чтобы он покрывал соединения между смежными пластинами подложки. Однако, например, когда пластины подложки подвергаются вибрации вследствие землетрясения и т.п., пластины подложки вероятнее всего будут вибрировать в вертикальном направлении. Таким образом, смежные пластины подложки движутся в вертикальном направлении вдоль соединений. Соответственно, весьма вероятно, что сдвиговое смещение вдоль соединений будет прикладываться к облицовочному материалу 100. По этой причине способ инспекции в соответствии с настоящим вариантом осуществления воспроизводит такое смещение сдвига, которому подвергается облицовочный материал 100, и инспектирует его влияние на облицовочный материал 100.
[0091] Сначала, перед инспекцией, предварительно определяются условия инспекции. В частности, условиями инспекции являются расстояние перемещения второго несущего элемента 2, вызывающее сдвиговое смещение, период возвратно-поступательного движения и диапазон возвратно-поступательного движения. Расстояние перемещения относится к расстоянию перемещения второго несущего элемента 2 в одном направлении по линии вперед-назад, и может устанавливаться в диапазоне от 0,1 до 20 мм, например, если предполагается землетрясение. Кроме того, период возвратно-поступательного движения относится к промежутку времени, которое требуется для того, чтобы второй несущий элемент 2 совершил однократное возвратно-поступательное движение, и этот период может устанавливаться в диапазоне от 0,1 до 10 с, например, если предполагается землетрясение. Кроме того, диапазон возвратно-поступательного движения относится к диапазону, в котором второй несущий элемент 2 совершает возвратно-поступательное движение относительно первого несущего элемента 1. Например, как показано на Фиг. 5A, когда задние концевые части первого несущего элемента 1 и второго несущего элемента 2 выровнены друг с другом, и из этого положения второй несущий элемент 2 совершает возвратно-поступательное движение таким образом, что второй несущий элемент 2 движется вперед, а затем возвращается в исходное положение, настройка выполняется таким образом, что облицовочный материал 100 подвергается только сдвиговому смещению вперед. С другой стороны, как показано на Фиг. 5B, когда задние концевые части первого несущего элемента 1 и второго несущего элемента 2 выровнены друг с другом, и это положение используется в качестве промежуточной точки возвратно-поступательного движения, возвратно-поступательное движение позволяет второму несущему элементу 2 двигаться вперед и назад относительно первого несущего элемента 1. В результате настройка выполняется таким образом, что облицовочный материал 100 подвергается сдвиговому смещению вперед и назад. Для того, чтобы задать диапазон возвратно-поступательного движения, например, установочное положение второй пластины подложки регулируется с использованием второго механизма крепления, а также исходное положение передаточного элемента 32 во время его вращения двигателем изменяется путем вращения передаточного элемента 32.
[0092] После того, как условия инспекции определены таким образом, вышеописанный образец располагается в установочной области пластины. То есть первая пластина 101 подложки располагается в первой установочной области 110, а вторая пластина 102 подложки располагается во второй установочной области 210. Затем эти пластины 101 и 102 подложки крепятся к установочной области с использованием первого и второго механизма крепления. После этого двигатель 31 включается для того, чтобы осуществить возвратно-поступательное движение второго несущего элемента 2. Таким образом, вторая пластина 102 подложки совершает возвратно-поступательное движение в таком состоянии, в котором вторая пластина 102 подложки является смежной с первой пластиной 101 подложки. Следовательно, та часть соединенного с обеими из этих двух пластин 101 и 102 подложки облицовочного материала 100, которая соединена со второй пластиной 102 подложки, выполняет возвратно-поступательное движение. Таким образом, сдвиговое смещение в поверхностном направлении периодически происходит в облицовочном материале 100 вдоль соединения между пластинами 101 и 102 подложки.
[0093] После того, как сдвиговое смещение происходит в облицовочном материале 100 таким образом в течение предопределенного периода времени, двигатель 31 останавливается. В этом случае время работы двигателя 31 может быть установлено равным, например, от 1 до 3600 с. Затем визуально инспектируется состояние облицовочного материала 100. Критерии оценки могут быть установлены подходящим образом. Например, можно задать следующие критерии для шести уровней и сертифицировать облицовочные материалы, которые соответствуют уровням 1-5, более предпочтительно уровням 2-5, и еще более предпочтительно уровням 3-5, в качестве продуктов, которые имеют превосходную прочность против сдвигового смещения, и которые таким образом могут быть отгружены.
[0094] 0: Образец для инспекции полностью разрушается, и в результате облицовочный материал рвется на две части.
1: Разрушение является очевидным и портит дизайн.
2: Небольшое разрушение происходит в концевой части, но оно не является проблематичным с точки зрения практического использования.
3: Складки являются очевидными, но никакого разрушения не происходит.
4: Складки наблюдаются локально, но они лишь незначительно портят дизайн.
5: Практически никаких изменений не происходит с внешним видом по сравнению с тем, что было перед инспекцией.
[0095] Следует отметить, что в том случае, когда ламинированный лист, такой как описанный выше, используется в качестве облицовочного материала 100, если ламинированный лист, имеющий ламинированную структуру, в которой полимерный слой ламинируется на основной материал как описано выше, используется в качестве обоев, когда облицовочный материал подвергается воздействию вибрации вследствие, например, землетрясения, даже если основной материал рвется, внешний вид облицовочного материала не повреждается до тех пор, пока не разорвется полимерный слой. Соответственно, в таком случае можно считать, что данный облицовочный материал не имеет проблем в качестве продукта. Таким образом, даже когда основной материал разорвался, если результат наблюдения поверхности (поверхности со стороны полимерного слоя) соответствует одному из уровней 1-5, более предпочтительно 2-5, и еще более предпочтительно 3-5 вышеописанных критериев, облицовочный материал может быть сертифицирован как продукт, который можно отгружать.
[0096] Кроме того, в качестве способа инспекции также возможно измерять время до того момента, когда возникнет ситуация, соответствующая уровню 0 или 1 из вышеописанных критериев, и использовать измеренное время в качестве критерия оценки. Например, инспекция может проводиться при условиях, что образец для инспекции представляет собой облицовочный материал размером 40 мм × 40 мм, расстояние перемещения в одном направлении возвратно-поступательного движения второго несущего элемента 2 составляет 4 мм, и период возвратно-поступательного движения составляет 0,5 с, и облицовочный материал может быть оценен как облицовочный материал, имеющий превосходную прочность против сдвигового смещения, если не происходит никакого разрыва, более предпочтительно если не происходит никакого разрушения, которое ухудшает дизайн, и еще более предпочтительно, если никакого разрушения не происходит в облицовочном материале даже после истечения 10 с после начала инспекции. Таким образом, облицовочный материал (партия продукции и т.д.), из которого отбирается такой образец, может быть сертифицирован как облицовочный материал, который можно отгружать в качестве продукта. В частности, облицовочный материал, имеющий полимерный слой по меньшей мере на одной поверхности основного материала и удовлетворяющий вышеописанным требованиям, является полезным в качестве материала для внутренней отделки зданий.
5. Модификации
[0097] Хотя один вариант осуществления настоящего изобретения был описан выше, настоящее изобретение не ограничивается этим вариантом осуществления, и различные изменения могут быть сделаны в нем без отступлений от сути настоящего изобретения. Следует отметить, что описанные ниже модификации могут комбинироваться подходящим образом. Кроме того, приводная часть и т.п. могут быть не показаны на чертежах, и их описание может быть опущено.
5-1
В инспекционном устройстве в соответствии с предыдущим вариантом осуществления возвратно-поступательное движение совершает второй несущий элемент 2. Однако настоящее изобретение не ограничивается этим, и достаточно того, чтобы по меньшей мере один из первого и второго несущих элементов 1 и 2 был выполнен с возможностью совершать возвратно-поступательное движение. Иначе говоря, достаточно того, чтобы второй несущий элемент 2 был выполнен с возможностью совершать возвратно-поступательное движение относительно первого несущего элемента 1. Следовательно, достаточно того, чтобы двигатель 31 приводил в движение любой из первого или второго несущих элементов. Кроме того, также может быть использована такая конфигурация, в которой два двигателя 31 приводят в движение оба из первого и второго несущих элементов.
5-2
[0098] В инспекционном устройстве в соответствии с предыдущим вариантом осуществления в конфигурации приводной части для придания возвратно-поступательного движения второму несущему элементу 2 предусматриваются двигатель 31, приводной элемент 32 и операционное тело 33. Однако настоящее изобретение не ограничивается этим, и для того, чтобы реализовать возвратно-поступательное движение второго несущего элемента 2, могут также использоваться, например, такие механизмы, как шарико-винтовая пара, цилиндр и линейный исполнительный механизм. Кроме того, также можно использовать механизм для ручного осуществления возвратно-поступательного движения второго несущего элемента 2 без использования электроэнергии. Это справедливо также для различных модификаций, описываемых ниже.
5-3
[0099] В инспекционном устройстве в соответствии с предыдущим вариантом осуществления первый несущий элемент 1 и второй несущий элемент 2 устанавливаются таким образом, что первая установочная поверхность 11 и вторая установочная поверхность 21 являются компланарными друг с другом. Однако первый несущий элемент 1 и второй несущий элемент 2 могут также быть установлены иным образом. Например, как показано на Фиг. 6A и Фиг. 6B, первый несущий элемент 1 и второй несущий элемент 2 могут также быть расположены таким образом, чтобы угол α между этими двумя несущими элементами составлял 90 градусами, при условии, что эти две установочных поверхности 11 и 21 являются смежными друг с другом. На Фиг. 6A, пластины 101 и 102 подложки располагаются ортогонально друг к другу путем расположения второго несущего элемента 2 ортогонально к первому несущему элементу 1 таким образом, чтобы правая поверхность второй пластины 102 подложки опиралась на второй несущий элемент 2, и облицовочный материал 100 был присоединен к этим пластинам 101 и 102 подложки в таком состоянии, в котором облицовочный материал 100 сгибается под прямым углом. На Фиг. 6B, хотя второй несущий элемент 2 располагается ортогонально к первому несущему элементу 1, облицовочный материал 100 напрямую присоединен к несущим элементам 1 и 2. Вышеописанная компоновка установочных поверхностей 11 и 12 позволяет подходящим образом проинспектировать сдвиговое смещение для облицовочного материала, присоединенного к внутренней стене (к внутреннему углу), где смежные пластины подложки встречаются под прямым углом. Кроме того, даже в том случае, когда установочные поверхности 11 и 21 являются компланарными друг с другом, инспекция с тем же самым эффектом может быть проведена путем расположения пластин 101 и 102 подложки ортогонально друг к другу, как показано, например, на Фиг. 6C. Следует отметить, что хотя угол α между несущими элементами или пластинами подложки в вышеприведенных примерах составляет 90 градусов, угол α также может быть изменен подходящим образом. Например, угол α может быть установлен меньше 90 градусов или больше 90 градусов, или даже больше 180 градусов. Таким образом, угол между несущими элементами или пластинами подложки может быть установлен в соответствии с возможной установочной ситуацией облицовочного материала.
5-4
[0100] В инспекционном устройстве в соответствии с предыдущим вариантом осуществления второй несущий элемент 2 выполнен с возможностью скольжения параллельно концевой поверхности первого несущего элемента 1. Однако вовсе необязательно перемещать второй несущий элемент 2 параллельно концевой поверхности первого несущего элемента 1. Например, как показано на Фиг. 7, в соответствии с воспроизводимыми условиями теста направление перемещения X2 второго несущего элемента 2 может быть наклонено от направления X1, которое является параллельным концевой поверхности первого несущего элемента 1.
[0101] Кроме того, вовсе необязательно перемещать второй несущий элемент 2 по прямой линии. Например, как показано на Фиг. 8, второй несущий элемент 2 может также перемещаться в криволинейном направлении перемещения X3. В этом примере во время перемещения второго несущего элемента 2 от верхней стороны к нижней стороне на Фиг. 8 второй несущий элемент 2 приближается к первому несущему элементу 1 (перемещение от 2-1 до 2-2), а затем отдаляется от первого несущего элемента 1 (перемещение от 2-2 до 2-3). В этом случае приводная система для второго несущего элемента особенно не ограничивается; однако, например, криволинейный рельс может быть расположен на основании 10, и второй несущий элемент 2 может располагаться на этом рельсе с возможностью возвратно-поступательного движения.
5-5
[0102] В предыдущем варианте осуществления второй несущий элемент 2 выполнен с возможностью совершать возвратно-поступательное движение на основании 10 с тем, чтобы применить один тип смещения к облицовочному материалу 100. Однако также может использоваться конфигурация, которая применяет более сложное смещение к облицовочному материалу 100. Например, как показано на Фиг. 9 и Фиг. 10, прямолинейный первый рельс 81, проходящий параллельно первому несущему элементу 1, предусматривается на основании 10, и подвижный элемент 83 в форме пластины располагается на этом первом рельсе 81 так, чтобы подвижный элемент 83 совершал возвратно-поступательное движение на первом рельсе 81. В приводной системе для подвижного элемента 83, хотя это и не показано подробно на чертежах, могут использоваться такие механизмы, как двигатель, передаточный элемент, операционное тело и соединительная часть, расположенные на основании 10, как описано в предыдущем варианте осуществления. В дополнение к этому, прямолинейный второй рельс 82, проходящий параллельно первому несущему элементу 1, дополнительно предусматривается на верхней поверхности подвижного элемента 83, и второй несущий элемент 2 располагается на этом втором рельсе 82 так, чтобы второй несущий элемент 2 совершал возвратно-поступательное движение на втором рельсе 82. Хотя второй несущий элемент 2 приводится в движение тем же самым образом, что и подвижный элемент 83, двигатель и т.п. для второго несущего элемента 2 располагаются главным образом на подвижном элементе 83.
[0103] Вышеописанная конфигурация позволяет применять к облицовочному материалу 100 комбинацию смещения благодаря возвратно-поступательному движению второго несущего элемента 2 и смещения благодаря возвратно-поступательному движению подвижного элемента 83. Например, различные условия вибрации, такие как амплитуда и частота, могут быть установлены для второго несущего элемента 2 и подвижного элемента 83. Это позволяет воспроизводить ситуацию, в которой происходит сложное смещение, такое как комбинация множества типов смещения, позволяя тем самым проводить более реалистичный тест.
[0104] Хотя в этом примере используется конфигурация, которая производит два типа смещения, также может использоваться конфигурация, которая производит три или более типов смещения. Иначе говоря, может использоваться такая конфигурация, в которой множество подвижных элементов предусматриваются таким образом, чтобы каждый из подвижных элементов и второго несущего элемента 2 независимо совершал возвратно-поступательное движение. Кроме того, направление перемещения подвижного элемента 83 и направление перемещения второго несущего элемента 2 не обязательно должны быть одним и тем же направлением, и могут быть установлены отличающимися друг от друга. Например, как показано на Фиг. 11, второй рельс 82 может быть расположен в направлении, ортогональном к первому рельсу 81, так, чтобы второй несущий элемент 2 перемещался в направлениях, в которых он приближается и удаляется от первого несущего элемента 1. Таким образом, комбинация смещения в направлении сдвига и смещения в направлении растяжения, которое отличается от направления сдвига, может быть приложена к облицовочному материалу 100. Кроме того, при такой структуре второй несущий элемент 2 может двигаться по кривой линии, как показано, например, на Фиг. 8.
[0105] Следует отметить, что хотя второй несущий элемент 2 в этом примере выполнен с возможностью перемещаться в направлениях, в которых он приближается и удаляется от первого несущего элемента 1, так как второй несущий элемент 2 движется вдоль первого несущего элемента 1 вместе с подвижным элементом 83, второй несущий элемент 2 совершает возвратно-поступательное движение относительно первого несущего элемента 1. Следовательно, сдвиговое смещение прикладывается к облицовочному материалу 100, и таким образом достигается предмет настоящего изобретения. Кроме того, также может использоваться конфигурация, в которой второй несущий элемент 2 перемещается вдоль первого несущего элемента 1, а подвижный элемент 83 перемещается в направлении, которое является ортогональным к направлению перемещения второго несущего элемента 2. Кроме того, угол пересечения между первым рельсом 81 и вторым рельсом 82 не ограничивается вышеописанными прямыми углами и может быть изменен на различные углы.
5-6
[0106] В предыдущем варианте осуществления второй несущий элемент 2 выполнен с возможностью перемещаться в той же самой плоскости. Однако второй несущий элемент 2 может также выполнять трехмерное перемещение, включающее перемещение в вертикальном направлении. Например, как показано на Фиг. 12, опорная платформа 111, имеющая искривленное углубление 115 в ее верхней поверхности, располагается на основании 10. Поверхность этого углубления 115 формируется так, чтобы она имела форму дуги окружности в поперечном сечении. Кроме того, множество роликов 112 располагается с возможностью вращения вдоль поверхности углубления 115, и второй несущий элемент 2 располагается таким образом, чтобы он упирался в эти ролики 112. Выступающая часть 113, имеющая выступающую вниз криволинейную поверхность 114, предусматривается на нижней поверхности этого второго несущего элемента 2 так, чтобы она входила в контакт с роликами 112. Эта криволинейная поверхность 114 формируется так, чтобы она имела форму дуги окружности в поперечном сечении, чтобы соответствовать вышеописанному углублению 115. В вышеописанной конфигурации выступающая часть 113, предусмотренная на втором несущем элементе 2, совершает возвратно-поступательное движение вдоль углубления 115 с помощью роликов 112, а также колеблется в вертикальном направлении вокруг центра радиуса кривизны углубления 115. Следовательно, смещение, в котором колебательное движение в вертикальном направлении добавляется к возвратно-поступательному движению в направлении сдвига вдоль первого несущего элемента 1, может быть применено к облицовочному материалу 100. Следует отметить, что механизм для применения такого смещения особенно не ограничивается, и могут быть использованы различные конфигурации.
5-7
[0107] В предыдущем варианте осуществления оба из несущих элементов 1 и 2 располагаются на основании 10. Однако также возможно, например, предусмотреть рельс на первом несущем элементе 1 и подвижно установить второй несущий элемент 2 на этот рельс, не используя основание.
5-8
[0108] В способе инспекции в соответствии с предыдущим вариантом осуществления облицовочный материал 100, присоединенный к пластинам 101 и 102 подложки, используется в качестве образца. Иначе говоря, облицовочный материал 100 опосредованно крепится к установочным поверхностям 11 и 21. Однако, например, также возможно напрямую присоединять облицовочный материал 100 к установочным поверхностям 11 и 21 инспекционного устройства.
5-9
[0109] Способ для крепления пластины подложки к установочным поверхностям 11 и 21 несущих элементов 1 и 2 особенно не ограничивается, и может использоваться известный способ, такой как известный механизм зажима, так же как и вышеописанный механизм крепления.
5-10
[0110] В вышеописанном варианте осуществления, как показано на Фиг. 2, эти два несущих элемента 1 и 2 являются смежными друг с другом с некоторым зазором между ними. Однако также может использоваться такая конфигурация, в которой несущие элементы 1 и 2 входят в контакт друг с другом, не формируя зазор между ними. Следует отметить, что в том случае, когда между этими двумя несущими элементами формируется некоторый зазор, он должен быть таким зазором, который может позволить прикладывать практическое сдвиговое смещение к облицовочному материалу. Кроме того формирование зазора имеет ту выгоду, что позиционирование соединения между двумя пластинами 101 и 102 подложки становится более легким. Хотя соединение между пластинами 101 и 102 подложки не обязательно должно быть расположено в положении зазора между несущими элементами 1 и 2, если соединение не располагается в этом зазоре, то соединение располагается на любом из несущих элементов 1 и 2. В этом состоянии второй несущий элемент 2 выполняет сдвиговое смещение, подвергаясь сопротивлению трения от любой из пластин 101 и 102 подложки, и существует вероятность того, что второй несущий элемент 2 может быть не в состоянии двигаться плавно.
Примеры
[0111] Далее будут описаны примеры настоящего изобретения. Однако настоящее изобретение не ограничивается этими примерами.
[0112] Далее приводится описание инспектирования прочности ламинированных листов, состоящих из обоев, в которых вспененный полимерный слой ламинирован на волокнистом основном материале, причем инспектирование прочности проводилось при двух различных условиях с использованием инспекционного устройства, описанного в предыдущем варианте осуществления. В инспекциях, проводившихся при Условиях 1, использовались ламинированные листы Примеров 1 и 2 и Сравнительного примера 1, а в инспекциях, проводившихся при Условиях 2, использовались ламинированные листы Примера 3 и Сравнительного примера 2. Во всех Примерах 1-3 и Сравнительных примерах 1 и 2 в качестве волокнистого основного материала использовалась обычная бумага для обоев. С другой стороны, в качестве смолы для вспененного полимерного слоя в Примерах 1 и 3 использовалась полиэтиленовая смола, а в Примере 2 использовалась смола сополимера этилена и винилацетата. Кроме того, винилхлоридная смола использовалась в Сравнительных примерах 1 и 2.
[0113] Условия теста были следующими.
[0114] Каждый из тестовых образцов ламинированных листов, используемых для инспекции, присоединялся к двум гипсовым плитам, имеющим длину 10 см в продольном направлении, 5 см в поперечном направлении, и толщину 9,5 мм, и использовался для инспекции. В это время каждый тестовый образец был по существу одинаково связан с верхними поверхностями этих двух гипсовых плит в таком состоянии, в котором стороны этих двух гипсовых плит, имеющие длину 10 см, примыкали друг к другу. С использованием приготовленных таким образом образцов инспектирование проводилось при вышеописанных условиях с использованием способа наблюдения и оценочных критериев, описываемых ниже.
[0115] Способ наблюдения
Внешний вид каждого образца наблюдался визуально с направления в 45 градусов на расстоянии 50 см относительно центральной части образца.
Критерии оценки
0: Образец для инспекции полностью разрушается, и в результате облицовочный материал рвется на два листа.
1: Разрушение является очевидным и портит дизайн.
2: Небольшое разрушение происходит в концевой части, но оно не является проблематичным с точки зрения практического использования.
3: Складки являются очевидными, но никакого разрушения не происходит.
4: Складки наблюдаются локально, но они лишь незначительно портят дизайн.
5: Практически никаких изменений не происходит с внешним видом по сравнению с тем, что было перед инспекцией.
[0116] Результаты показаны ниже.
[0117] Следовательно, было подтверждено, что ламинированные листы, в которых в качестве вспененной смолы использовалась хлорвиниловая смола, разрывались под воздействием сдвигового смещения в поверхностном направлении. Следовательно, было найдено, что когда вибрация в вертикальном направлении, такая как вызываемая землетрясением, воздействует на пластины подложки, существует риск того, что ламинированный лист, аналогичный ламинированным листам сравнительных примеров, покрывающих эти пластины подложки, может разорваться. С другой стороны, в Примерах 1-3 образование разрывов не было подтверждено с помощью вышеописанного инспектирования. Следовательно, было найдено, что ламинированные листы Примеров 1-3 навряд ли будут разорваны, даже когда они будут подвергаться сдвиговому смещению вследствие землетрясения и т.п., и таким образом их внешний вид и характеристики с большой вероятностью могут быть сохранены.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0118] 1 - первый несущий элемент;
11 - первая установочная поверхность;
2 - второй несущий элемент;
21 - вторая установочная поверхность;
3 - приводная часть.
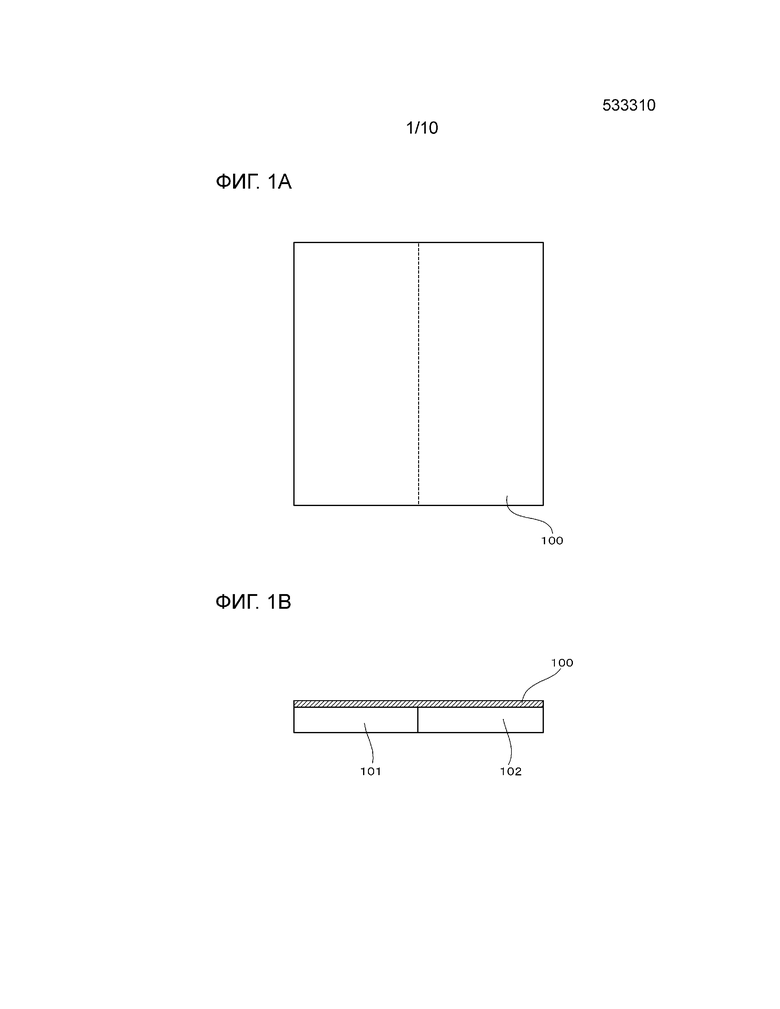
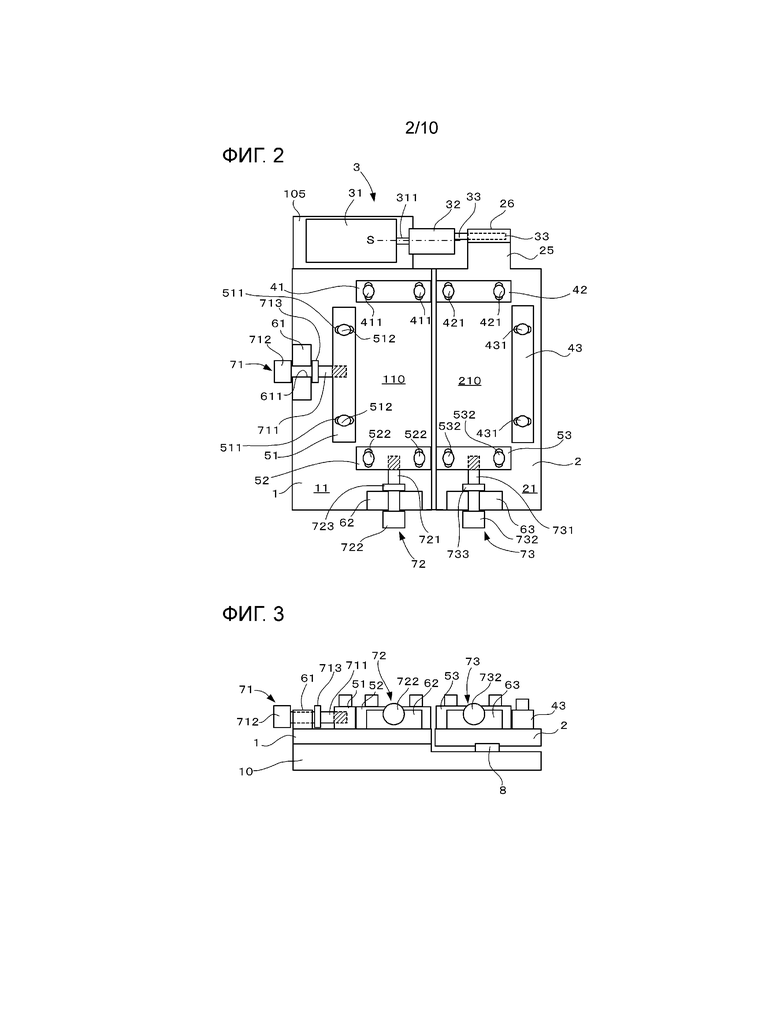
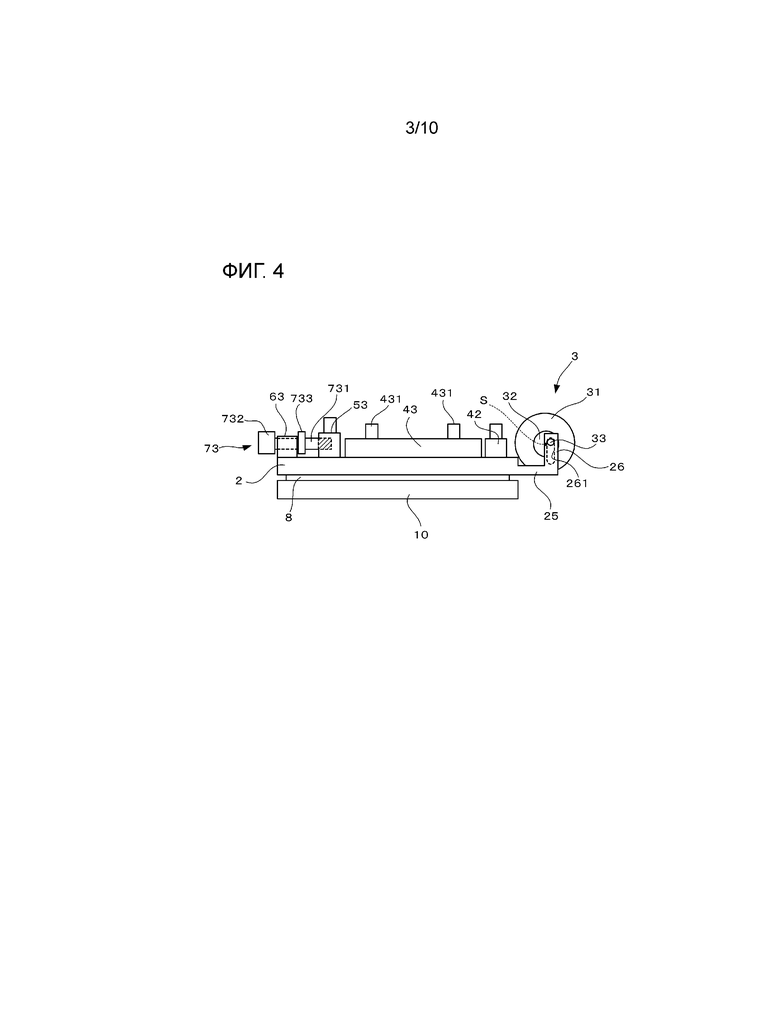
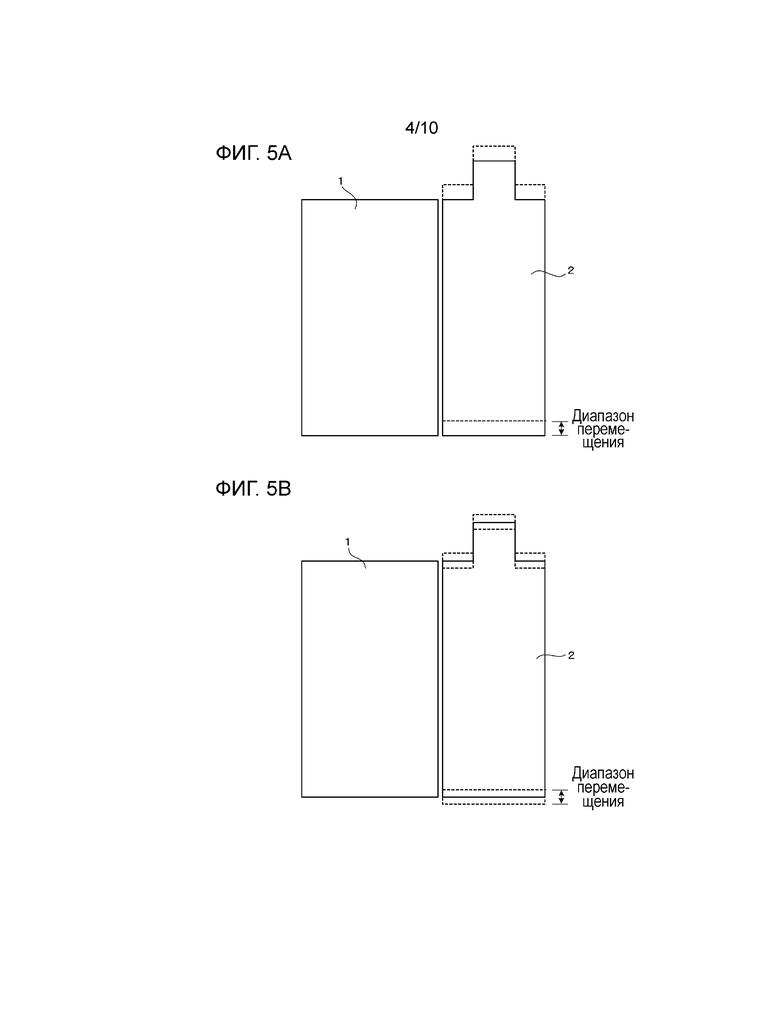

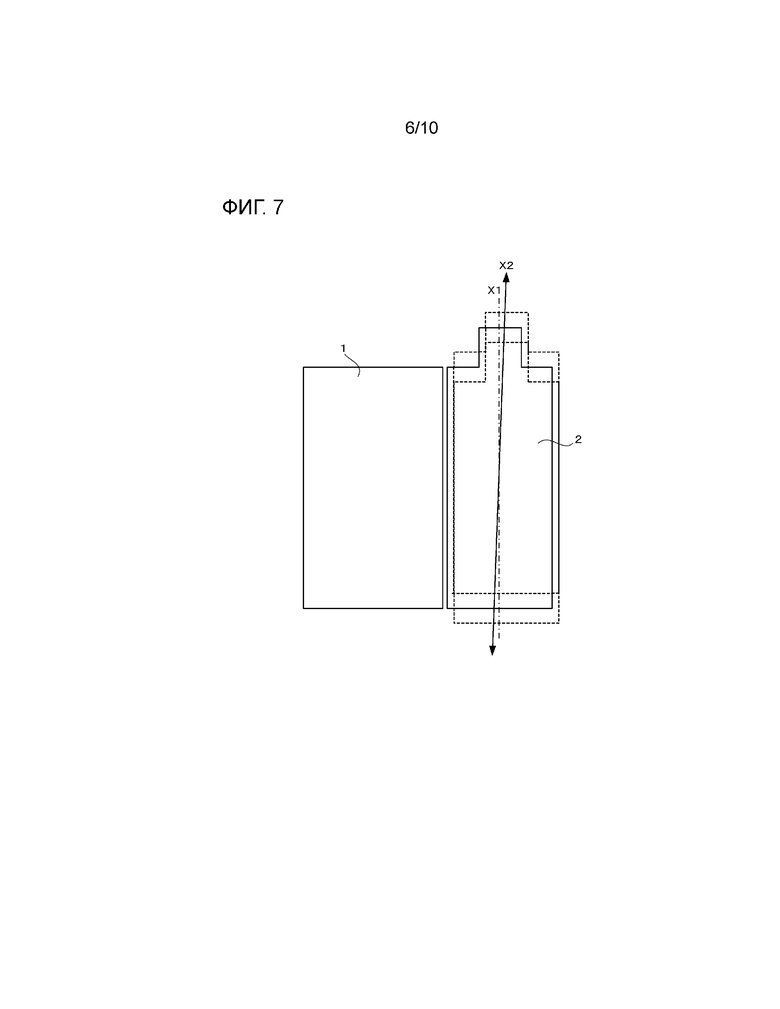

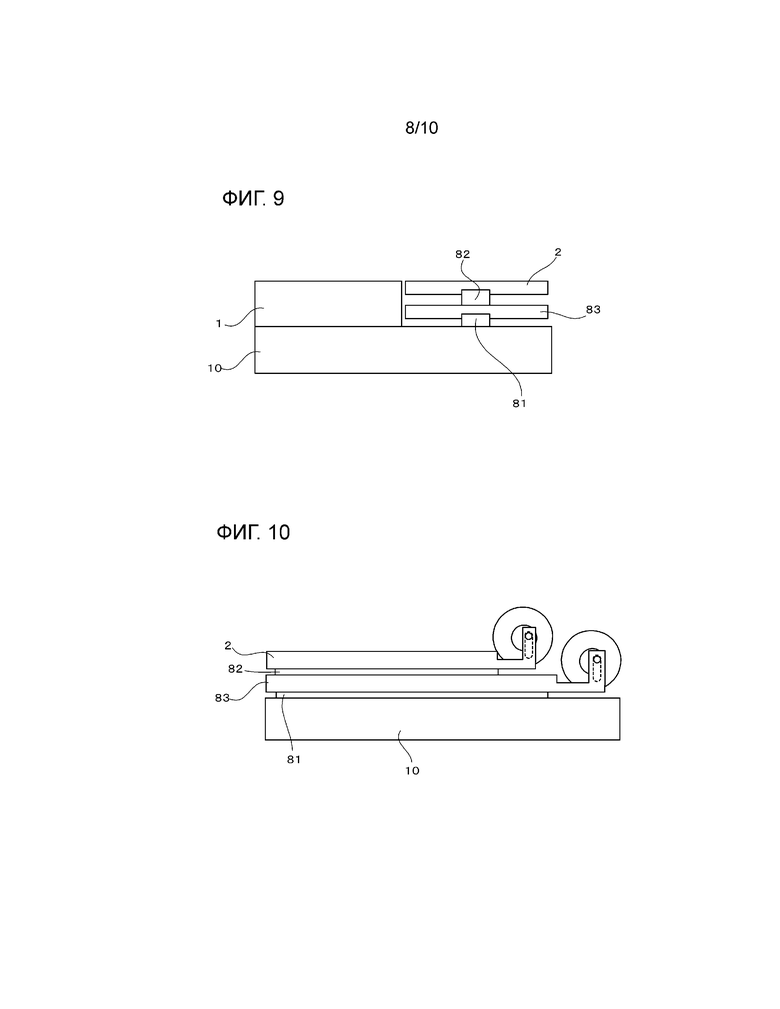

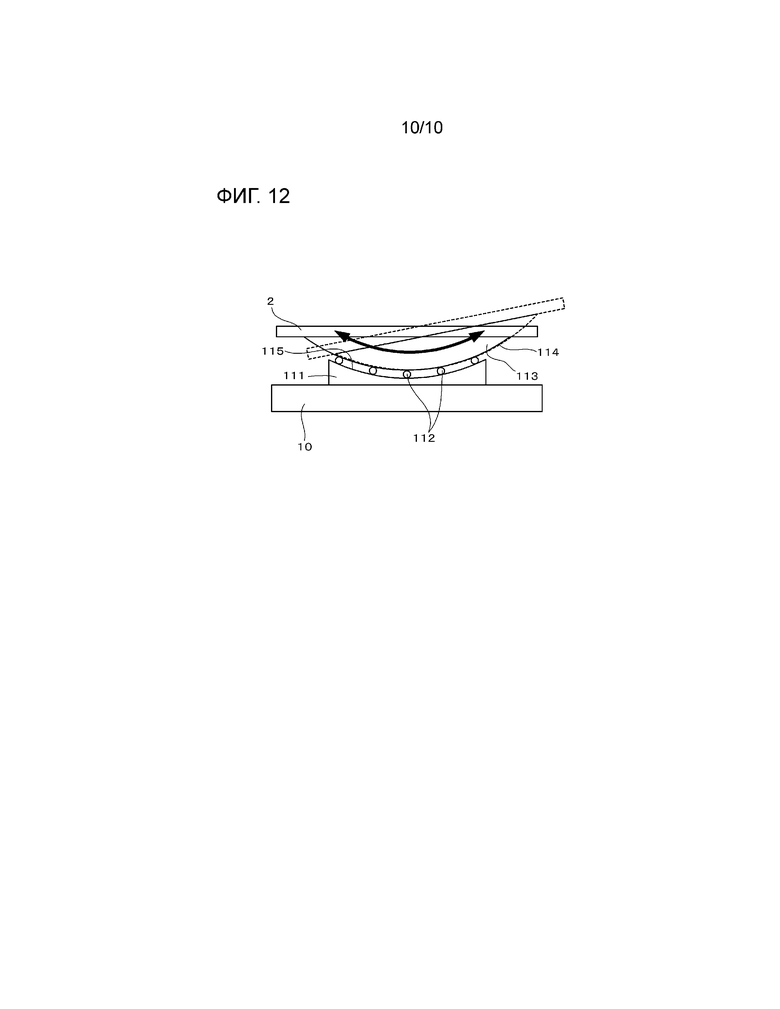
Изобретение относится к способу для инспектирования облицовочного материала, к инспекционному устройству, к способу для производства облицовочного материала и к облицовочному материалу. Сущность: осуществляют стадию подготовки первого несущего элемента, имеющего первую установочную поверхность, и второго несущего элемента, имеющего вторую установочную поверхность, причем второй несущий элемент располагается таким образом, что вторая установочная поверхность является смежной с первой установочной поверхностью, стадию непосредственного или опосредованного крепления облицовочного материала к первой установочной поверхности и второй установочной поверхности в таком состоянии, в котором облицовочный материал проходит по обеим из первой установочной поверхности и второй установочной поверхности, и стадию возвратно-поступательного движения второго несущего элемента относительно первого несущего элемента в таком состоянии, в котором первая установочная поверхность и вторая установочная поверхность являются смежными друг с другом. Технический результат: предложен способ инспекции, с помощью которого сдвиговое смещение может быть приложено непосредственно к облицовочному материалу. 4 н. и 15 з.п. ф-лы, 2 табл., 12 ил.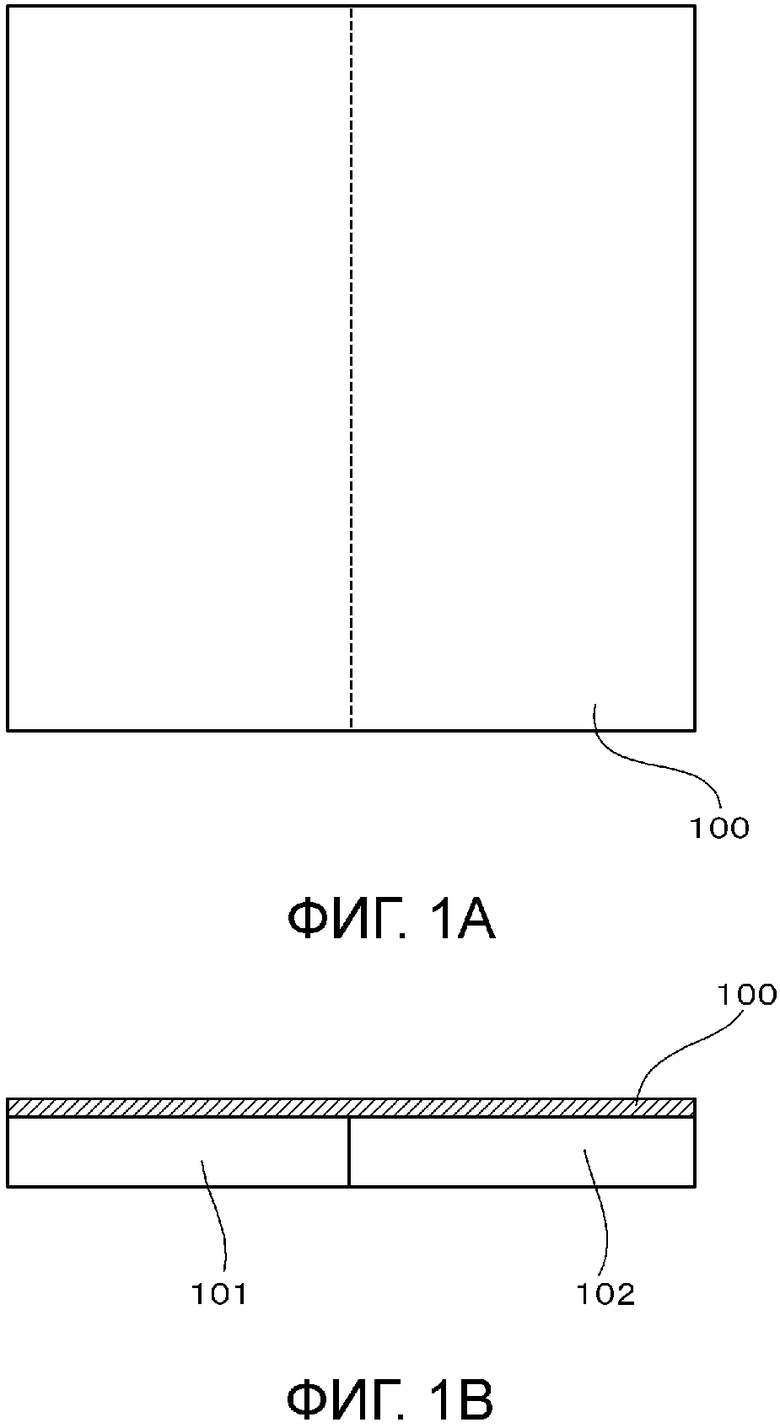
1. Способ инспекции для инспектирования прочности облицовочного материала, содержащий стадии:
подготовки первого несущего элемента, имеющего первую установочную поверхность, и второго несущего элемента, имеющего вторую установочную поверхность, который располагается таким образом, что вторая установочная поверхность является смежной с первой установочной поверхностью;
непосредственного или опосредованного крепления облицовочного материала к первой установочной поверхности и второй установочной поверхности в таком состоянии, в котором облицовочный материал проходит по обеим из первой установочной поверхности и второй установочной поверхности; и
возвратно-поступательного движения второго несущего элемента относительно первого несущего элемента в таком состоянии, в котором первая установочная поверхность и вторая установочная поверхность являются смежными друг с другом.
2. Способ инспекции по п. 1, в котором первую установочную поверхность и вторую установочную поверхность располагают так, чтобы они были компланарными.
3. Способ инспекции по п. 1 или 2, в котором расстояние перемещения в одном направлении возвратно-поступательного движения составляет от 0,1 до 20 мм.
4. Способ инспекции по п. 1 или 2, в котором период возвратно-поступательного движения составляет от 0,1 до 10 с.
5. Способ инспекции по п. 1 или 2, дополнительно содержащий стадию:
крепления облицовочного материала к поверхностям первой несущей основной пластины и второй несущей основной пластины, которые являются смежными друг с другом в таком состоянии, в котором облицовочный материал проходит по обеим из двух опорных основных пластин,
в котором облицовочный материал опосредованно крепится к установочным поверхностям путем установки первой несущей основной пластины и второй несущей основной пластины на первой установочной поверхности и второй установочной поверхности соответственно.
6. Способ инспекции по п. 1 или 2, в котором облицовочный материал является ламинированным телом, включающим в себя тело из вспененного полимера или вспененный полимерный слой.
7. Способ инспекции по п. 1 или 2, в котором облицовочный материал является листовым телом.
8. Способ инспекции по п. 7, в котором листовое тело является ламинированным листом, имеющим полимерный слой по меньшей мере на одной поверхности основного материала.
9. Способ производства облицовочного материала, содержащий стадии:
формирования облицовочного материала;
отбора части сформированного облицовочного материала в качестве образца для инспекции;
инспектирования прочности собранного образца с использованием способа инспекции по любому из пп. 1-8; и
сертификации в качестве продукта облицовочного материала, из которого был отобран образец, удовлетворяющий заданному уровню прочности.
10. Способ производства облицовочного материала по п. 9, в котором стадия формирования облицовочного материала содержит стадию:
формирования ламинированного тела, включающего в себя тело из вспененного полимера или вспененный полимерный слой.
11. Способ производства облицовочного материала по п. 9 или 10, в котором стадия формирования облицовочного материала содержит стадию:
формирования полимерного слоя по меньшей мере на одной поверхности основного материала.
12. Инспекционное устройство для инспектирования прочности облицовочного материала, содержащее:
первый несущий элемент, имеющий первую установочную поверхность;
второй несущий элемент, имеющий вторую установочную поверхность, который располагается таким образом, что вторая установочная поверхность является смежной с первой установочной поверхностью; и
приводную часть,
в котором приводная часть выполнена с возможностью совершать возвратно-поступательное движение второго несущего элемента относительно первого несущего элемента в таком состоянии, в котором первая установочная поверхность и вторая установочная поверхность являются смежными друг с другом, и
первая установочная поверхность и вторая установочная поверхность сконфигурированы таким образом, что облицовочный материал непосредственно или опосредованно крепится к первой установочной поверхности и второй установочной поверхности в таком состоянии, в котором облицовочный материал проходит по обеим из первой установочной поверхности и второй установочной поверхности.
13. Инспекционное устройство по п. 12, в котором первая установочная поверхность и вторая установочная поверхность располагаются так, чтобы они были компланарными.
14. Инспекционное устройство по п. 12 или 13, в котором приводная часть выполнена с возможностью совершать возвратно-поступательное движение второго несущего элемента.
15. Инспекционное устройство по п. 12 или 13, в котором приводная часть способна настраивать расстояние, на которое совершается возвратно-поступательное движение второго несущего элемента.
16. Инспекционное устройство по п. 12 или 13, в котором приводная часть способна настраивать период, с которым совершается возвратно-поступательное движение второго несущего элемента.
17. Инспекционное устройство по п. 12 или 13, которое конфигурируется таким образом, что диапазон возвратно-поступательного движения второго несущего элемента относительно первого несущего элемента является регулируемым.
18. Инспекционное устройство по п. 12 или 13,
в котором облицовочный материал крепится к поверхностям первой основной пластины и второй основной пластины, которые являются смежными друг с другом, в таком состоянии, в котором облицовочный материал проходит по обеим из этих двух основных пластин, и
первая установочная поверхность и вторая установочная поверхность сконфигурированы таким образом, что первая основная пластина и вторая основная пластина съемным образом крепятся к первой установочной поверхности и второй установочной поверхности соответственно.
19. Облицовочный материал, имеющий полимерный слой по меньшей мере на одной поверхности основного материала,
причем когда облицовочный материал, имеющий квадратную форму размером 40 мм × 40 мм, инспектируется с использованием способа инспекции по п. 2 при таких условиях, что расстояние перемещения в одном направлении возвратно-поступательного движения составляет 4 мм, период возвратно-поступательного движения составляет 0,5 с, и интервал времени, в течение которого выполняется возвратно-поступательное движение, составляет 10 с, облицовочный материал не разрывается.
| CN 202041427 U, 16.11.2011 | |||
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ПЛАСТМАСС НА ИСТИРАНИЕ | 0 |
|
SU349930A1 |
| Устройство для испытания покрытий на трение и износ | 1990 |
|
SU1718032A1 |
| Прибор для определения стойкости ткани на износ | 1948 |
|
SU86586A1 |

