Область использования
Способ сварки труб из термопластов относится к сварке полимерных труб встык нагретым инструментом и может использоваться при сварке полиэтиленовых труб и/или деталей при низких температурах окружающего атмосферного воздуха, что предусмотрено нормативными документами.
Уровень техники
Известно техническое решение (1). СП 42-103 - 2003. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов. - Издание официальное. - М., ЗАО «Полимергаз», 2004. - 84 с.), в котором концы труб центрируют по наружной поверхности, производят срезание неровностей торца трубы, торцы труб приводят в непосредственный контакт с нагретым до или выше температуры плавления материала трубы инструментом, имеющим плоскую поверхность оплавления, затем нагревательный инструмент удаляют и оплавленные торцы осаживают под давлением и выдерживают под этим давлением определенное время, зависящее от толщины стенки свариваемых труб и скорости охлаждения сварного соединения.
При температуре окружающего воздуха ниже чем минус 15°С сварочные работы для обеспечения требуемого качества сварных соединений рекомендуется выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала (п. 6.48). Недостатками указанного способа являются трудоемкость и большие затраты времени на установку или строительство помещения (укрытия) и на достижение регламентированной температуры воздуха внутри сооружения и на концах свариваемых полимерных труб.
Наиболее близким является техническое решение (2) РФ №2343331, в котором при сварке встык нагретым инструментом пластмассовых труб при слишком низких температурах окружающей среды для получения сварного шва такого же качества, что и при сварке в регламентированном температурном интервале окружающего воздуха без строительства специального сооружения, зону термического влияния трубы предварительно нагревают до температуры не более чем наибольшее значение регламентированного интервала температуры атмосферного воздуха при проведении сварочных работ до достижения в зоне термического влияния температурного поля, близкого к однородному, а охлаждение сварного шва производят в замкнутом ограниченном объеме, температура которого устанавливается в интервале температур, предусмотренном нормативными документами.
Недостатками данного технического решения являются:
- необходимость в двух дополнительных устройствах: электронагревательном для предварительного подогрева и теплоизолирующего замкнутого, ограниченного объема, с подогревателем, для соблюдения оптимального режима остывания сварного соединения;
- необходимость снятия электронагревательного устройства после окончания предварительного подогрева;
- необходимость установки теплоизолирующего устройства после начала осадки сварного соединения;
- уменьшение производительности сварки в связи с указанными операциями.
Раскрытие сущности
Задачей предлагаемого изобретения является получение качественного сварного соединения полимерной трубы без строительства специального сооружения или применения дополнительного электронагревательного устройства при температурах окружающего атмосферного воздуха ниже регламентируемой.
Технический результат, достигаемый при решении поставленной задачи, заключается в получении при низких температурах окружающего воздуха сварного шва такого же качества, что и при сварке в разрешенном нормативными документами интервале окружающего воздуха без применения дополнительного электронагревательного устройства.
Существенные признаки
Ограничительные:
Способ сварки труб из термопластов заключается в том, что сварку проводят путем фиксации труб в подвижном и неподвижном зажимах центратора, центрирования концов трубы по наружной поверхности, торцевания труб, нагрева торцов труб плоским нагретым инструментом, удаления нагретого инструмента, осадки оплавленных торцов труб под давлением и выдержки под этим давлением в течение определенного времени, задаваемого производителем сварочного аппарата.
Отличительные:
Способ отличается тем, что концы свариваемых труб предварительно нагревают в замкнутом ограниченном объеме с помощью нагретого инструмента, используемого для сварки, и устройства в виде разъемного раструба, создающего указанный объем, до заданного интервала температур, в котором разрешена нормативными документами сварка труб, а охлаждение сварного соединения производят также в замкнутом ограниченном объеме указанного устройства.
Краткое описание чертежей
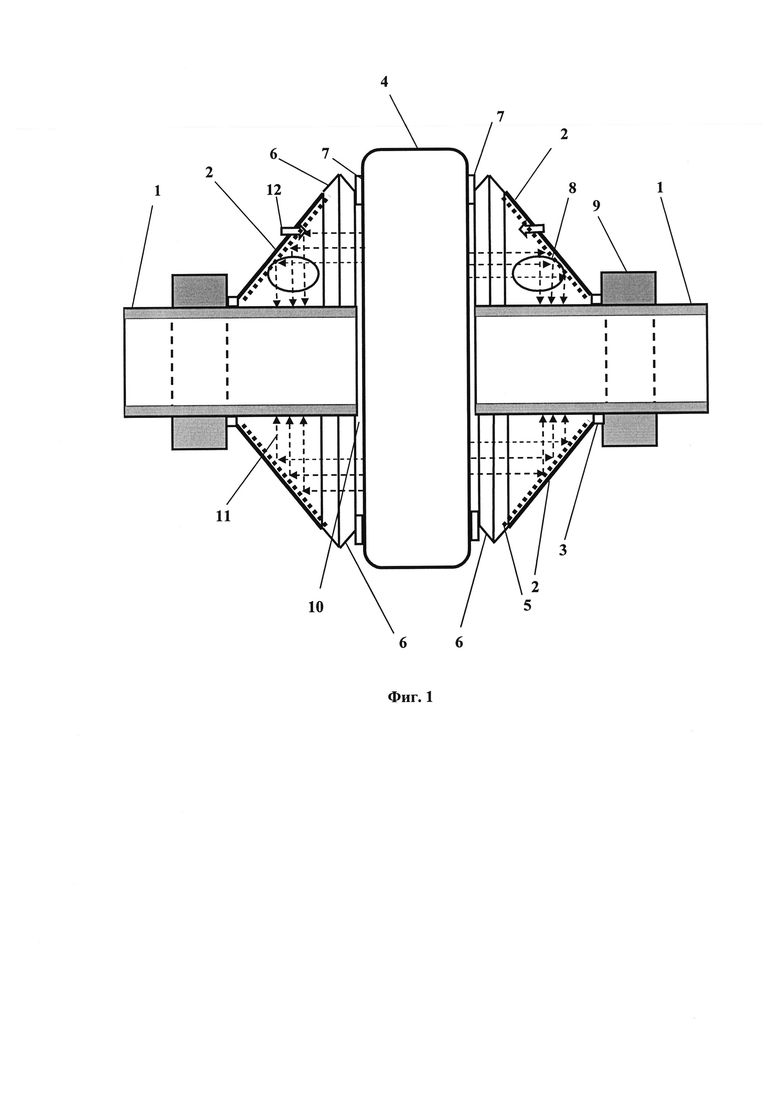
На фиг. 1 приведена схема предварительного подогрева концов свариваемых полимерных труб с помощью разъемного раструбного устройства (в продольном разрезе).
На фиг. 2 приведена схема охлаждения сварного соединения с помощью разъемного раструбного устройства (в продольном разрезе).
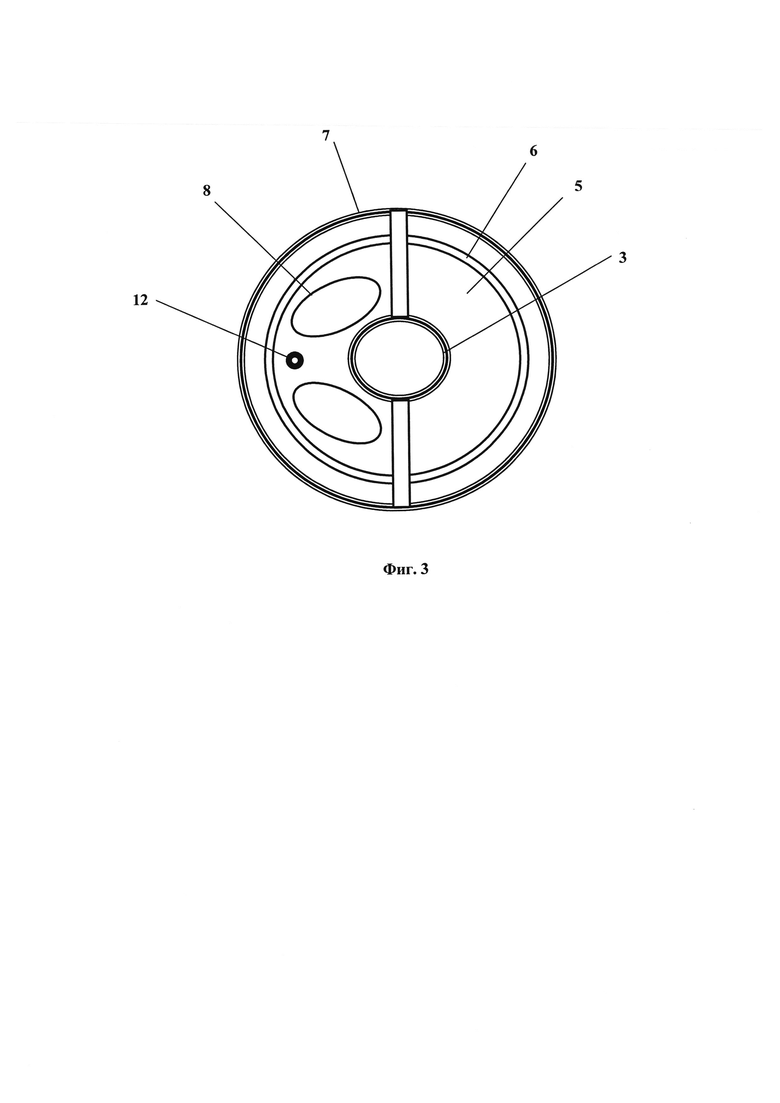
На фиг. 3 приведена схема разъемного раструбного устройства (в поперечном разрезе)
Осуществление изобретения
Способ осуществляется следующим образом. Концы свариваемых труб (1) (фиг. 1) центрируют по наружной поверхности и производят механическую обработку торцов соединяемых труб с целью обеспечения их плотного прилегания друг к другу, а также для снятия окисленных поверхностных слоев. Затем на концы труб надевают разъемные раструбные устройства (2), чьи узкие концы (3) крепятся на трубах около зажима, а широкие концы обращены к тому месту центратора, куда позже устанавливается нагревательный инструмент (4).
Раструбы изготовлены из термостойкой теплоизолирующей пластмассы, их внутренняя поверхность покрыта металлизированным слоем (5), отражающим инфракрасное излучение. Широкие концы раструбов снабжены гофрой (6) и наружной прокладкой из термостойкой пластмассы (7) (например, тефлона). Раструбы также снабжены прозрачными окнами (8), через которые сварщик может наблюдать за расположением нагревательного инструмента и концов свариваемых труб.
После установки раструбов между концами труб с надетыми раструбами устанавливают нагретый инструмент (4), а затем придвигают к нагретому инструменту подвижный зажим (9) с трубой таким образом, чтобы между концами труб и нагретым инструментом оставались небольшие зазоры (10), не позволяющие плавиться торцам труб, а широкие концы раструбов с термостойкими прокладками пружинисто (за счет гофры) упирались в нагретый инструмент, образуя вокруг концов труб замкнутое пространство.
На этом этапе происходит подогрев концов труб до заданного интервала температур, в котором разрешена нормативными документами сварка труб, за счет поглощения материалом труб инфракрасного излучения (11), источником которого является нагретый инструмент и которое попадает на концы труб после отражения от внутреннего металлизированного слоя раструбов. Подогрев труб происходит также за счет контакта с воздухом, нагретым инструментом внутри замкнутого ограниченного объема, образованного раструбами, упирающимися в нагретый инструмент.
Промышленная применимость
Время подогрева труб, зависящее от температуры атмосферного воздуха, материала, диаметра и толщины стенок труб, может определяться численным способом или по показаниям контактного термометра, вмонтированного в раструб (12).
После достижения концами труб температуры из заданного интервала подвижный зажим, не снимая раструбы, двигают дальше так, чтобы начать сам процесс сварки, включающий оплавление и нагрев торцов свариваемых труб согласно определенным параметрам. При этом окончание стадии оплавления, которое, согласно технологии сварки встык труб из термопластов, определяется по достижении первичным гратом требуемой высоты, устанавливают, наблюдая увеличение размеров грата на торцах труб через прозрачные окна в раструбах.
После окончания времени нагрева торцов труб подвижный зажим отводят, нагретый инструмент удаляют и затем с помощью подвижного зажима торцы труб сводят вместе и осаживают под давлением (фиг. 2).
На этом этапе раструбы упираются широкими концами друг в друга (фиг. 3), вновь образуя замкнутый ограниченный объем, в котором сварное соединение остывает до требуемой температуры, причем остывание идет медленнее, чем если бы оно происходило при температуре атмосферного воздуха ниже, чем минимально разрешенная нормативными документами для сварки труб, за счет теплоизоляции места сварки от окружающего воздуха.
За счет снижения скорости охлаждения качество сварного соединения повышается по сравнению с соединением, сваренным при более низкой, чем минимально разрешенная нормативными документами для сварки труб, температуре атмосферного воздуха и более высоких скоростях охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2396478C1 |
| Способ сварки нагретым инструментом в раструб полимерных труб | 2016 |
|
RU2615890C1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2383811C1 |
| Способ сварки полимерных труб | 2018 |
|
RU2687900C1 |
| Тройник для соединения труб из термопластов | 1983 |
|
SU1122519A1 |
| СПОСОБ РАДИАЛЬНОЙ СВАРКИ ТРЕНИЕМ ВРАЩЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ ИЗ ТЕРМОПЛАСТИЧНЫХ ПОЛИМЕРОВ ВРАСТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2223175C1 |
| Устройство для сварки термопластов нагретым присадочным материалом | 1986 |
|
SU1380996A2 |
| НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ ИЗ АРМИРОВАННОГО ТЕРМОПЛАСТА И СПОСОБ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2087785C1 |

Изобретение относится к области сварки труб из термопластов встык нагретым инструментом и может использоваться для сварки полиэтиленовых труб и/или деталей. Техническим результатом изобретения является получение при слишком низких температурах окружающего воздуха сварного шва такого же качества, что и при сварке в заданном температурном интервале окружающего воздуха. В способе сварки труб, заключающемся в оплавлении торцов труб и/или деталей нагретым до или выше температуры плавления материала труб и/или деталей инструментом, осадке после удаления инструмента оплавленных торцов под давлением и выдерживании под этим давлением определенное время, температуру концов свариваемых труб и/или деталей предварительно доводят до температуры из заданного температурного интервала путем предварительного нагрева с помощью специального приспособления, а оплавление торцов производят нагревательным инструментом, при этом охлаждение сварного шва и концов свариваемых труб и/или деталей производят также с помощью указанного выше специального приспособления в замкнутом ограниченном объеме, обеспечивающем температуру воздуха вокруг сварного соединения из заданного интервала температуры окружающего воздуха. 3 ил.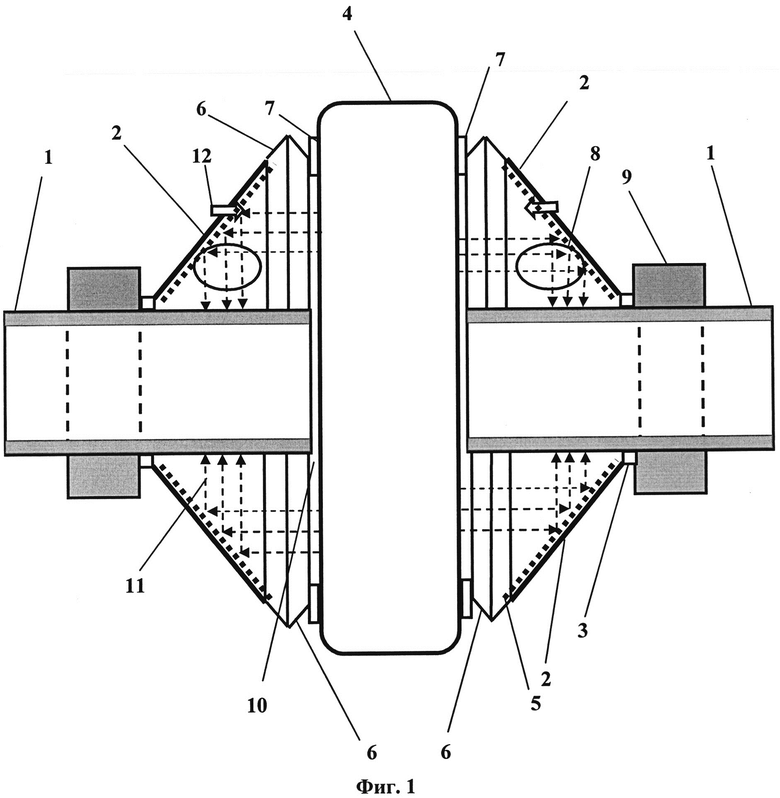
Способ сварки труб из термопластов, заключающийся в оплавлении торцов трубы нагретым до или выше температуры плавления материала инструментом, осаживании после удаления инструмента оплавленных торцов под давлением и выдерживании под этим давлением определенное время, отличающийся тем, что температуру в зоне термического влияния свариваемых труб предварительно доводят до заданного интервала температуры путем предварительного нагрева этим же нагретым инструментом до достижения концами труб заданного интервала температуры, а затем оплавляют и нагревают торцы тем же нагретым инструментом и проводят сварку труб из термопластов встык нагретым инструментом, при этом как предварительный подогрев концов труб, так и охлаждение сварного соединения и прилегающих концов труб производят в замкнутом ограниченном объеме, образованном двумя разъемными раструбами из термостойкой теплоизолирующей пластмассы, внутренняя поверхность которых покрыта металлизированным слоем, отражающим инфракрасное излучение от нагретого инструмента, что обеспечивает температуру воздуха вокруг сварного соединения из заданного для проведения сварки труб из термопластов встык интервала температур окружающего атмосферного воздуха.
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| US 5001320 A, 19.03.1991. | |||

