Область, к которой относится изобретение
Изобретение относится к сварке полимерных труб нагретым инструментом в раструб и может использоваться при сварке полипропиленовых труб при отрицательных температурах окружающего воздуха.
Уровень техники
Известно техническое решение (1. СП 40-101-96. Проектирование и монтаж трубопроводов из полипропилена «Рандом сополимер»; введ. 09.04.96. - Официальное издание, Минстрой России. М.: ГУП ЦПП, 1997), заключающееся в оплавлении поверхности свариваемой трубы и раструба муфты с помощью гильзы и дорна инструмента, нагретого до или выше температуры плавления материала трубы, соединения после удаления инструмента оплавленных поверхностей и выдерживания определенное время, диктуемое скоростью охлаждения и релаксационными процессами в сварном соединении.
Недостатком данного технического решения является получение некачественного сварного соединения при отрицательных температурах окружающего воздуха.
Известно техническое решение (2. Ведомственные строительные нормы по проектированию и монтажу внутренних систем водоснабжения из полипропиленовых труб «Рандом сополимер» (PPRC) ВСН 47-96; введ. 01.08.96. - М.: Ротапринт Мосоргстроя. 1996), в котором при необходимости выполнения сварочно-монтажных работ при температуре наружного воздуха ниже 0°C сварку труб следует производить в обогреваемых помещениях (п. 4.13).
Недостатком указанного способа является трудоемкость и большие затраты времени на строительство сооружения и на достижение регламентированной температуры воздуха внутри сооружения и на концах свариваемых полимерных труб и соединительных деталей.
Наиболее близким является техническое решение (3. Старостин Н.П., Аммосова О.А., Ботвин Г.В. Тепловой процесс сварки полипропиленовых труб в раструб при низких температурах // Сварка и диагностика. 2015. №6. С. 57-61), в котором при сварке полипропиленовых труб нагретым инструментом в раструб при отрицательных температурах окружающего воздуха, для обеспечения равномерного распределения температуры и снижения температурных напряжений в стенке свариваемых трубы и муфты, необходимо предварительно подогреть трубу на длину вылета, превышающую глубину раструба, и муфту на глубину раструба до температуры выше 20°С специальными сменными насадками для подогрева, устанавливаемыми к нагревательной пластине дополнительного сварочного аппарата. После подогрева свариваемые детали свободно охлаждаются для получения равномерного распределения температуры из допустимого для сварки интервала в стенках свариваемых концов трубы и муфты. После подогрева производится сварка при допустимых температурах (сварку полипропиленовых труб разрешается производить при температурах окружающего воздуха выше 0°С, полиэтиленовых труб от -15°С до +45°С). Остывание сварного соединения после сварки производится в теплоизоляционной камере. Толщина теплоизоляции рассчитывается таким образом, чтобы обеспечить скорость остывания сварного соединения такую же, как при стандартной сварке в условиях положительных температур окружающего воздуха.
Недостатком данного решения является большой градиент температуры между свариваемым участком и холодной частью трубы, из-за которого возникают остаточные напряженные участки в сварном соединении.
Раскрытие изобретения
Задачей предлагаемого изобретения является получение качественного сварного соединения полимерной трубы без строительства специального сооружения при отрицательных температурах окружающего воздуха.
Технический результат, достигаемый при решении поставленной задачи, заключается в получении при низких температурах окружающего воздуха сварного шва со сниженными остаточными напряжениями в стенках трубы и муфты.
Существенные признаки, характеризирующие изобретение.
Ограничительные: перед сваркой предварительно подогревают концы свариваемых трубы и муфты, сварку производят путем оплавления наружной поверхности трубы и внутренней поверхности муфты инструментом, нагретым до или выше температуры плавления материала трубы, и соединения оплавленных свариваемых деталей после удаления инструмента. Охлаждение сварного шва и зоны трубы производят в теплоизоляционной камере.
Отличительные: предварительный подогрев трубы и муфты производят со стороны противоположной поверхности сварки, т.е. трубу подогревают со стороны внутренней поверхности, а муфту - со стороны наружной поверхности, до максимальной рабочей температуры свариваемых деталей (для полипропилена 95°С, для полиэтилена 80°С и т.д.).
Так как остаточные напряжения в стенках трубы и муфты появляются из-за неравномерности распределения температур, то снижение градиента температуры в области сварки снизит и температурные напряжения в стенках свариваемых деталей.
Краткое описание чертежа
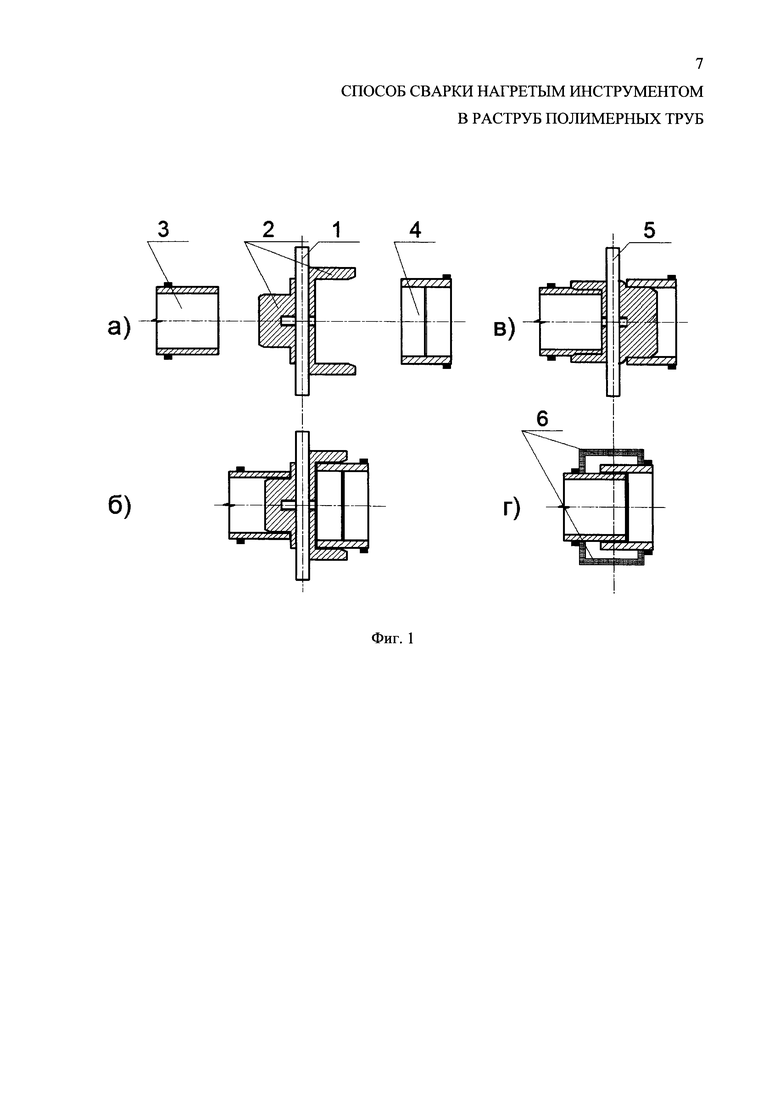
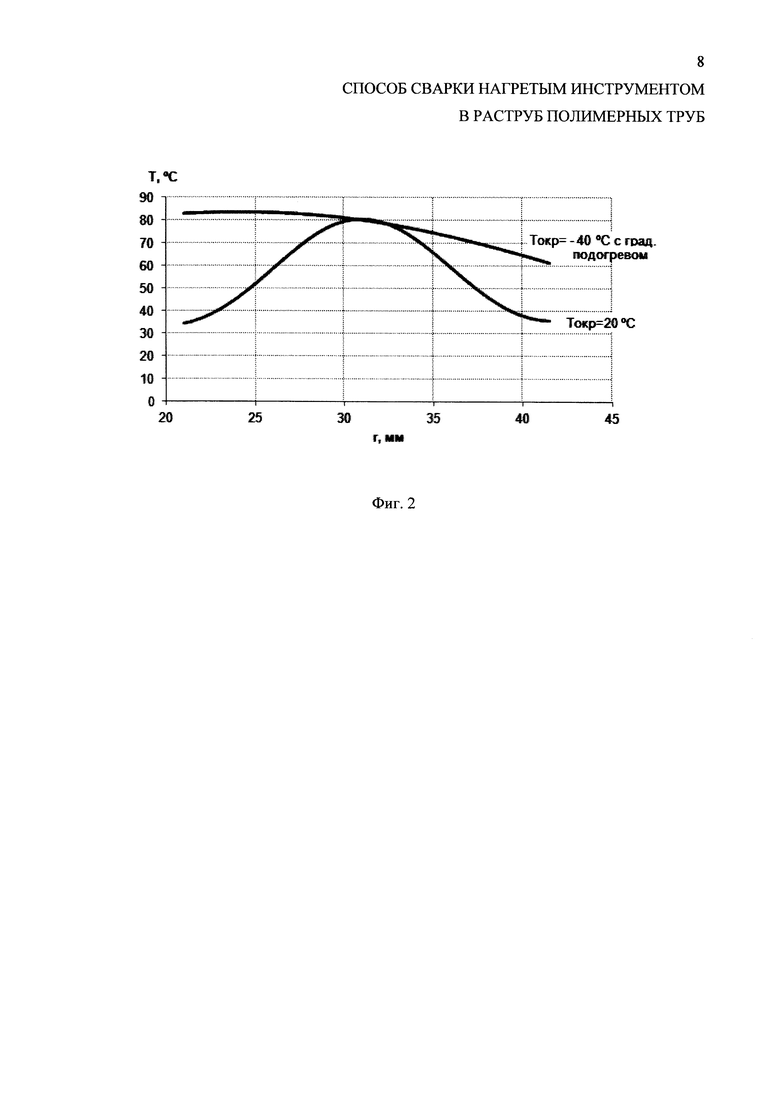
На фиг. 1 приведена схема предварительного подогрева, сварки и остывания в теплоизоляционной камере полимерных труб. На фиг. 2 приведено распределение температуры по радиусу r раструбного сварного соединения в момент окончания сварки полипропиленовых труб марки PPRC PN20 63×10,5 при температурах окружающего воздуха Токр=20°С и Токр=-40°С.
Осуществление изобретения
Способ осуществляется следующим образом. На нагревательную пластину (1) дополнительного сварочного аппарата для раструбной сварки, нагретую до максимальной рабочей температуры полимера, устанавливаются насадки для предварительного подогрева конца трубы и муфты (2) (фиг. 1, а). Форма насадок такова, что подогрев осуществляется со стороны, противоположной поверхности сварки, труба (3) подогревается со стороны внутренней поверхности, муфта (4) со стороны наружной поверхности (фиг. 1, б). Подогрев производится до достижения температуры свариваемых поверхностей трубы и муфты до температуры из регламентированного интервала производства сварки (градиентный подогрев). Продолжительность градиентного подогрева находят решением задачи теплопроводности, исходя из температуры окружающего воздуха, теплофизических свойств и геометрических размеров трубы и соединительной детали (3. Старостин Н.П., Аммосова О.А., Ботвин Г.В. Тепловой процесс сварки полипропиленовых труб в раструб при низких температурах // Сварка и диагностика. 2015. №6. С. 57-61). Далее производят сварку нагретым инструментом (5) в раструб полимерных труб как при допустимых температурах (фиг. 1, в). Охлаждение производят в теплоизоляционной камере 6) (фиг. 1, г) определенных размеров, в которой за счет накопленной в процессе сварки теплоты сварного соединения поддерживается температура в регламентированном температурном интервале.
Пример. При сварке полипропиленовых труб марки PPRC PN20 диаметром 63 мм при температуре окружающего воздуха минус 40°С на пластину дополнительного сварочного аппарата, нагретую до 95°С (максимальная рабочая температура полипропилена) устанавливаются насадки (гильза и дорн), для предварительного подогрева. С помощью гильзы подогревается труба с внутренней стороны, с помощью дорна - муфта с наружной стороны. Продолжительность градиентного подогрева, согласно расчетам составила: для трубы - 420 с, для муфты - 360 с, поэтому подогрев трубы следуют начать на 60 с раньше для одновременного начала процесса нагрева (оплавления). Далее производится сварка нагретым до 270°С инструментом в раструб полипропиленовых труб.
На фиг. 2 приведено распределение температуры по радиусу раструбного сварного соединения в момент окончания сварки при температурах окружающего воздуха Токр=20°С и Токр=-40°С. Видно, что после сварки с предварительным градиентным подогревом при температуре окружающего воздуха - 40°С в середине сварного раструбного соединения такое же распределение температуры, как после сварки при Токр=20°С. Для поддержания необходимого темпа охлаждения производится выдержка сварного раструбного соединения в теплоизоляционной камере.
Таким образом, при указанных режимах сварка при отрицательных температурах окружающего воздуха с предварительным градиентным подогревом обеспечивает сниженние остаточных напряжений в стенках трубы и муфты.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ СОЕДИНИТЕЛЬНЫМИ ДЕТАЛЯМИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЕМ | 2019 |
|
RU2744141C2 |
| БИПЛАСТМАССОВАЯ ТРУБА | 2004 |
|
RU2263243C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ ВОЗДУХА | 2023 |
|
RU2810859C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2396478C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| СПОСОБ ПРОТАСОВА В.Н. ВНУТРЕННЕЙ ВТУЛОЧНОЙ ПРОТИВОКОРРОЗИОННОЙ ЗАЩИТЫ СВАРНЫХ СОЕДИНЕНИЙ ТРУБНЫХ ФАСОННЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОТИВОКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2009 |
|
RU2388961C1 |
| Способ сварки полимерных труб | 2018 |
|
RU2687900C1 |
| Способ соединения трубы с муфтой из термопластов | 1984 |
|
SU1219403A1 |
Изобретение относится к сварке полимерных труб нагретым инструментом в раструб и может использоваться при сварке полипропиленовых труб при отрицательных температурах окружающего воздуха. Изобретение направлено на получение качественного сварного соединения без строительства специального сооружения. Технический результат достигается снижением остаточных напряжений в стенках трубы и муфты путем снижения неравномерности распределения температур в сварном раструбном соединении за счет предварительного градиентного подогрева с противоположных поверхностям сварки сторон трубы и муфты. 5 ил.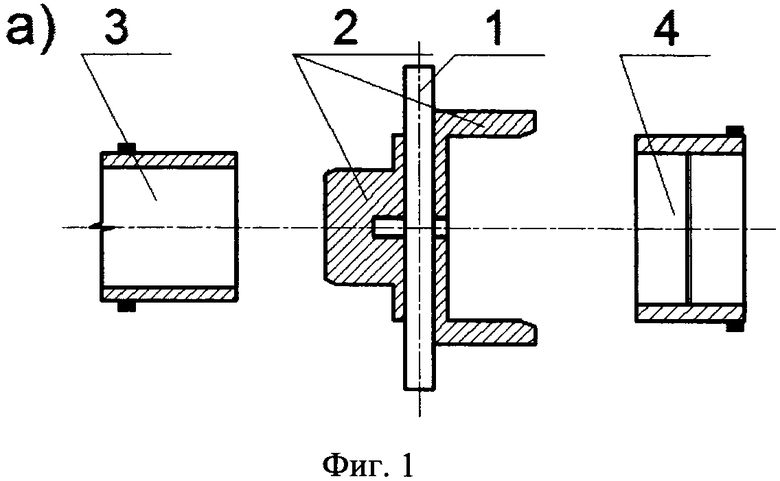
Способ сварки полимерных труб, заключающийся в оплавлении предварительно подогретых трубы и муфты нагретым инструментом в раструб, соединении после удаления нагретого инструмента оплавленных поверхностей и выдерживании времени охлаждения в теплоизоляционной камере, отличающийся тем, что предварительный подогрев трубы и муфты производят с помощью гильзы и дорна, нагретыми до максимальной рабочей температуры свариваемых материалов со сторон, противоположных поверхностям сварки, до достижения температуры оплавляемых поверхностей из регламентированного интервала температур производства сварки.
| СТАРОСТИН Н.П | |||
| и др | |||
| Тепловой процесссварки полипропиленовых труб в раструб при низких температурах, Сварка и диагностика, 2015, N6, с.57-61 | |||
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2396478C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2383811C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| СПОСОБ ВЫПОЛНЕНИЯ СТЫКА ТРУБОПРОВОДОВ В ПОЛИМЕРНОЙ ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2282781C2 |

