Область, к которой относится изобретение
Изобретение относится к сварке полимерных труб встык и может использоваться при сварке полиэтиленовых труб при более низких температурах окружающего воздуха, чем предусмотрено нормативными документами.
Уровень техники
Известно техническое решение (1. Сварка полимерных материалов: Справочник /К.И.Зайцев, Л.Н.Мацюк, А.В.Богдашевский и др.; Под общ. ред. К.И.Зайцева, Л.Н.Мацюк. - М.: Машиностроение, 1988. - 312 с.), заключающийся в оплавлении торцов трубы нагретым до или выше температуры плавления материала трубы инструментом, осаживании после удаления инструмента оплавленных торцов под давлением и выдерживании под этим давлением определенное время, диктуемое скоростью охлаждения и релаксационными процессами в сварном соединении. Недостатком данного технического решения является получение некачественного сварного соединения при низких температурах окружающего воздуха.
Известно техническое решение (2. Проектирование и строительство газопроводов из полиэтиленовых труб и реконструкция изношенных газопроводов СП 42-103-2003. - Издание официальное. - М.: ЗАО «ПОЛИМЕРГАЗ», 2004. - 84 с.), в котором при более широком интервале температур окружающего воздуха, чем от минус 15°С до плюс 45°С, сварочные работы рекомендуется выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала (п.6.48). Недостатком указанного способа является трудоемкость и большие затраты времени на строительство сооружения и на достижение регламентированной температуры воздуха внутри сооружения и на концах свариваемых полимерных труб.
Наиболее близким является техническое решение (3. Заявка на изобретение №2006144681/06(048773) от 14.12.2006), в котором при температурах окружающего атмосферного воздуха ниже нормативных перед сваркой температуру в зоне термического влияния свариваемых труб предварительно доводят до температуры из регламентированного температурного интервала путем предварительного нагревания другим инструментом, а охлаждение сварного шва и зоны термического влияния трубы производят в замкнутом ограниченном объеме, в котором принудительным образом поддерживают температуру вокруг сварного соединения равной регламентированному интервалу температуры окружающего воздуха. Недостатком технического решения является использование дополнительного инструмента для предварительного нагревания, приводящего к увеличению времени и усложнению технологии сварки, а также искусственное поддержание температуры в ограниченном объеме.
Раскрытие изобретения
Задачей предлагаемого изобретения является получение качественного сварного соединения полимерной трубы без строительства специального сооружения при температурах окружающего воздуха ниже регламентируемых.
Технический результат, достигаемый при решении поставленной задачи, заключается в получении при низких температурах окружающего воздуха сварного шва такого же качества, что и при сварке в регламентированном температурном интервале окружающего воздуха с использованием одного инструмента для оплавления.
Существенные признаки, характеризирующие изобретение.
Ограничительные: сварку производят путем оплавления торцов трубы до или выше температуры плавления материала инструментом, осаживании после удаления инструмента оплавленных торцов под давлением и выдерживании под этим давлением определенное время в замкнутом ограниченном объеме, обеспечивающем температуру окружающего воздуха вокруг сварного соединения из регламентированного интервала температуры окружающего воздуха.
Отличительные: время оплавления определяют, исходя из температуры окружающего воздуха, теплофизических свойств и геометрических данных трубы, по глубине проплавления торца трубы, достигаемой при нормированных температурах, а необходимый ограниченный объем определяют из условия обеспечения скорости охлаждения сварного соединения, достигаемой при нормированных температурах.
Известно, что зоной термического влияния считается пространственная область вблизи сварного шва, где температура материала выше температуры деструкции материала, которая, например, для полиэтилена ПЭ 63 и ПЭ 80 составляет 80°С (3. А.К.Родионов, Ф.И.Бабенко, Н.А.Коваленко и др. Трещиностойкость сварных стыковых соединений полиэтиленовых труб // Материалы. Технологии. Инструменты. - 2003. - Т.8, №3. - С.19-20). Учитывая то обстоятельство, что при сварке встык оплавлением деструкция полимера происходит на определенном участке, необходимо перед процессом сварки температуру этого участка довести до соответствующей температуры, предусмотренной нормативными документами. Анализ изменений во время распределения температуры по длине трубы показывает, что на этапе оплавления температурные поля в зоне термического влияния при температурах окружающего воздуха ниже нормативных и комнатной (регламентированной) температуры могут быть сближены увеличением продолжительности нагрева при оп-лавлении (4. О.А.Аммосова, А.И.Герасимов и Н.П.Старостин. Сварка полиэтиленовых труб встык при температурах воздуха ниже нормативных. Ч.1 // Пластические массы. - 2008, №9. - С.38-41). Регулирование скорости охлаждения сварного соединения путем использования теплоизоляционной камеры определенных размеров позволяет получить такую же скорость охлаждения сварного соединения, как при нормированных температурах окружающего воздуха, за счет теплоты сварного соединения, изменяя размеры теплоизоляционной камеры по длине при фиксированной высоте камеры (5. О.А.Аммосова, А.И.Герасимов и Н.П.Старостин. Сварка полиэтиленовых труб встык при температурах воздуха ниже нормативных. Ч.2 // Пластические массы. - 2008, №10. - С.45-46).
Краткое описание чертежей
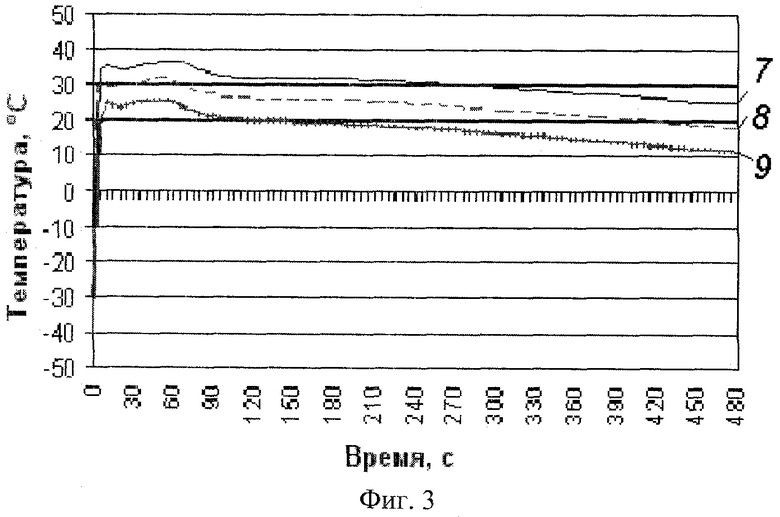
На фиг.1 приведена схема охлаждения сварного шва в замкнутом ограниченном объеме. На фиг.2 приведено изменение границы проплавления при различной температуре окружающего воздуха. На фиг.3 приведено изменение температуры воздуха в теплоизоляционной камере в период охлаждения сварного соединения при различных температурах окружающего воздуха.
Осуществление изобретения
Способ осуществляется следующим образом. Концы свариваемых труб центрируют по наружной поверхности и производят механическую обработку торцов соединяемых труб с целью обеспечения их плотного прилегания друг другу, а также для снятия окисленных поверхностных слоев. Затем концы труб приводят в непосредственный контакт с нагретым инструментом с соответствующей процессу сварки температурой. Продолжительность оплавления находят решением задачи теплопроводности, исходя из температуры окружающего воздуха, теплофизических свойств и геометрических данных трубы, по глубине проплавления торца трубы, достигаемой при нормированных температурах. Затем инструмент удаляют, а оплавленные торцы осаживают под давлением и выдерживают под этим давлением определенное время. Охлаждение производят в замкнутом ограниченном объеме 1 (фиг.1) определенных размеров, в котором за счет теплоты сварного соединения 2 поддерживается температура в регламентированном температурном интервале с использованием камеры из теплоизолирующего материала 3, расположенного между зажимами 4 трубы. Необходимый ограниченный объем определяют из условия обеспечения скорости охлаждения сварного соединения, достигаемой при нормированных температурах. Регулирование скорости охлаждения сварного соединения производят путем изменения длины L теплоизоляционной камеры вдоль трубы при фиксированной высоте h камеры, так как наибольший эффект достигается изменением соотношения площадей нагретой и холодной частей трубы.
Пример. Для сварки труб из полиэтилена ПЭ 80 ГАЗ SDR11 63×5,8 ГОСТ Р 50838-95 при нормированных температурах, например, при+20°С, продолжительность оплавления составляет 55 с. При этом расчетная глубина проплавления составляет 1,63 мм (фиг.2, кривая 5). При температуре окружающего воздуха -40°С такую же глубину проплавления можно достичь при продолжительности оплавления 96 с. (фиг.2, кривая 6). При этом температурные поля в зоне термического влияния практически совпадают.
Оплавленные торцы, после удаления инструмента, осаживают под давлением и выдерживают под этим давлением определенное время в замкнутом ограниченном объеме, обеспечивающем температуру окружающего воздуха вокруг сварного соединения из регламентированного интервала температуры окружающего воздуха. При этом учитывается, что увеличение длины L камеры при фиксированной высоте h способствует более быстрому снижению температуры в камере за счет увеличения поверхности трубы с более низкой температурой, чем увеличение высоты h камеры при фиксированной длине L. Расчетами найдены следующие размеры камеры: L=40 мм, h=20 мм, при котором температура воздуха в теплоизоляционной камере ограниченного объема за счет теплоты сварного соединения, например, трубы из полиэтилена ПЭ 80 ГАЗ SDR11 63×5,8 ГОСТ Р 50838-95 становится такой же, как в рекомендуемом для проведения сварочных работ интервале температуры окружающего воздуха (фиг.3). Кривые 7, 8 и 9 значения температуры воздуха в теплоизоляционной камере в период охлаждения сварного соединения длительностью 8 мин при температурах окружающего воздуха соответственно
-20°С, -30°С и -40°С находятся в области положительных значений температуры меньших, чем максимально допустимая температура +45°С.
Таким образом, температура в зоне термического влияния при любых низких температурах окружающего воздуха становится равной регламентированной температуре за счет теплоты сварного соединения. Произведенный в таких условиях сварочный шов обладает всеми прочностными свойствами сварного шва, полученного при температурном интервале, предусмотренном нормативными документами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2006 |
|
RU2343331C2 |
| Способ сварки труб из термопластов | 2016 |
|
RU2665393C2 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ СОЕДИНИТЕЛЬНЫМИ ДЕТАЛЯМИ С ЗАКЛАДНЫМ НАГРЕВАТЕЛЕМ | 2019 |
|
RU2744141C2 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2010 |
|
RU2450202C2 |
| Способ сварки нагретым инструментом в раструб полимерных труб | 2016 |
|
RU2615890C1 |
| СПОСОБ СВАРКИ ПОЛИМЕРНЫХ ТРУБ | 2008 |
|
RU2383811C1 |
| Способ сварки полимерных труб | 2018 |
|
RU2687900C1 |
| СПОСОБ МУФТОВОЙ СВАРКИ ПОЛИМЕРНЫХ ТРУБ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ ВОЗДУХА | 2023 |
|
RU2810859C1 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| СПОСОБ СВАРКИ ВСТЫК ТРУБ ИЗ СШИТОГО ПОЛИЭТИЛЕНА (ТРУБ ПЭ-Х) | 1999 |
|
RU2209137C2 |


Изобретение относится к области сварки полимерных труб встык оплавлением и может использоваться для сварки полиэтиленовых труб при низких температурах окружающего воздуха. Изобретение направлено на получение качественного сварного соединения без строительства специального сооружения. Указанный технический результат достигается за счет продления времени оплавления до достижения определенной глубины проплавления торца трубы, достигаемой при нормированных температурах, и поддержания скорости охлаждения сварного соединения за счет теплоты сварного соединения путем изменения соотношения холодной и прогретой частей сварного соединения внутри ограниченного объема при фиксированной высоте. 3 ил.
Способ сварки полимерной трубы, заключающийся в оплавлении торцов трубы нагретым до или выше температуры плавления материала инструментом, осаживании после удаления инструмента оплавленных торцов под давлением и выдерживании под этим давлением определенное время в замкнутом ограниченном объеме, отличающийся тем, что время оплавления продлевают до достижения определенной глубины проплавления торца трубы, достигаемой при нормированных температурах, а скорость охлаждения сварного соединения обеспечивают за счет теплоты сварного соединения путем изменения соотношения холодной и прогретой частей сварного соединения внутри ограниченного объема при фиксированной высоте.
| RU 2006144681 A, 20.06.2006 | |||
| СПОСОБ ВЫПОЛНЕНИЯ СТЫКА ТРУБОПРОВОДОВ В ПОЛИМЕРНОЙ ОБОЛОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2282781C2 |
| Способ соединения стальных футерованных труб | 1980 |
|
SU958759A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| US 4619470 A, 28.10.1986 | |||
| US 6524425 A, 25.02.2003. | |||

