12Л
2. становкя no п. 1, о т л и - ч -а ю щ я я с. я тем, что устройство для соедине ния головки плунжера с бортовыми кольцами верхних сякций пресс-форм выполнено в виде смонти- ропанных концентрично плунжеру наружной втулки, верхним торцом шарнирно свяэянной с механизмом для вертикального перемещения верхних секций пресс-форм, сопряженной шлицевым соеИзобретение относится к изготовлению пиепматических шин, оно предназначено для формодания и вулканизации покрышек преимущественно в мно- гопозиционньпс вулканизаторах с передвижными форматорами-перезарядчиками.
Цель изобретения - улучшение качества изготавливаемых покрышек.
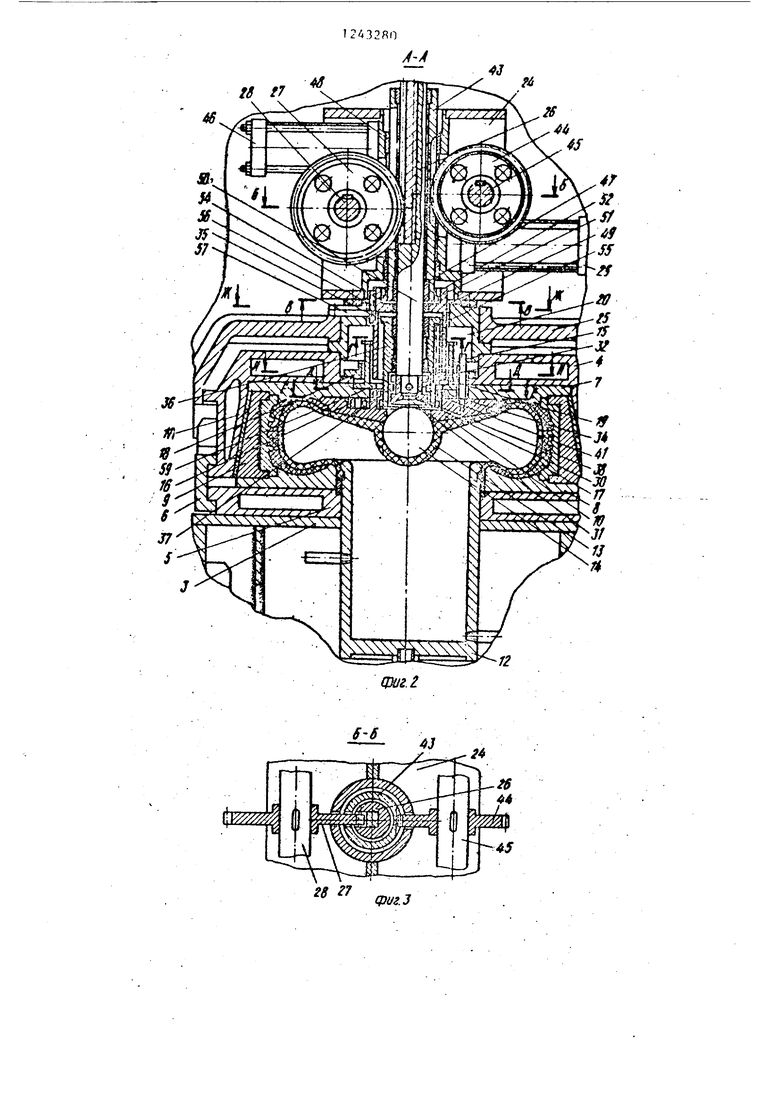
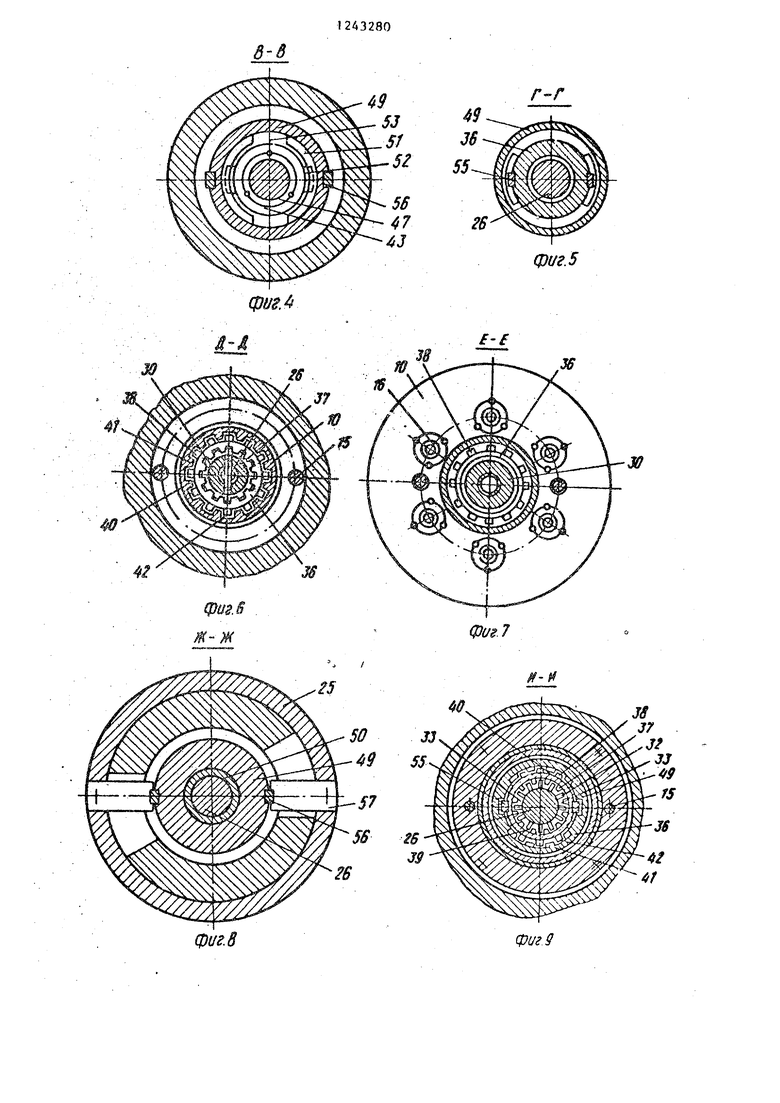
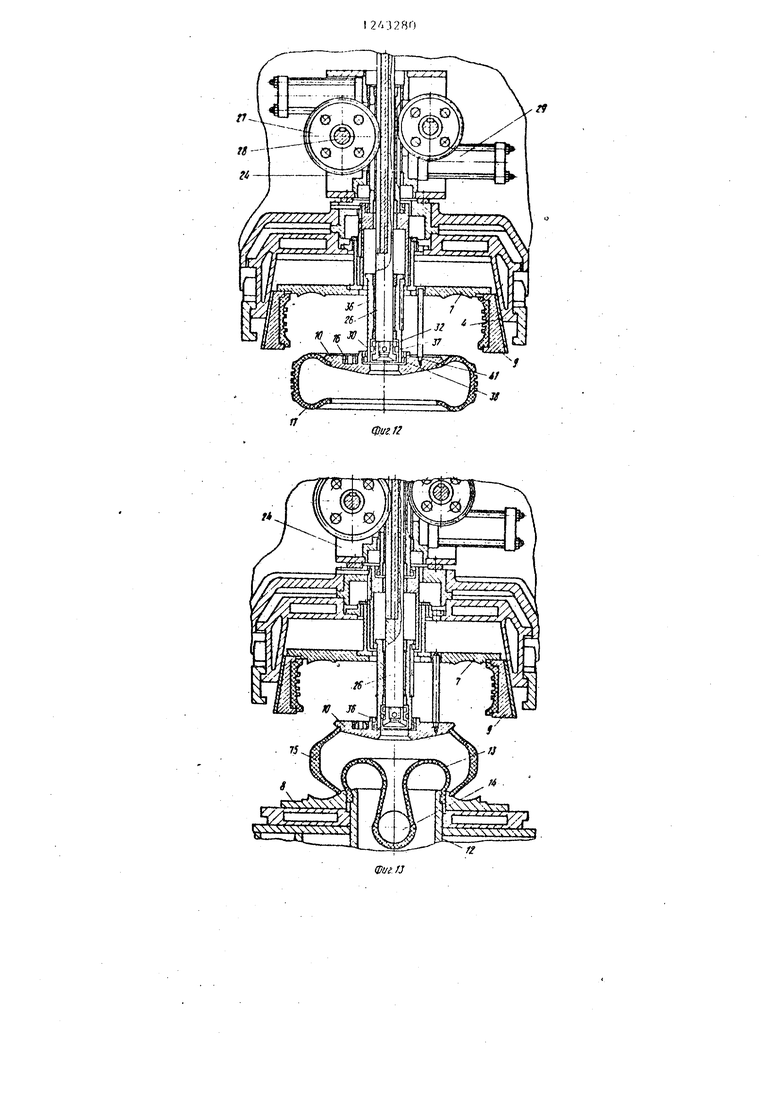
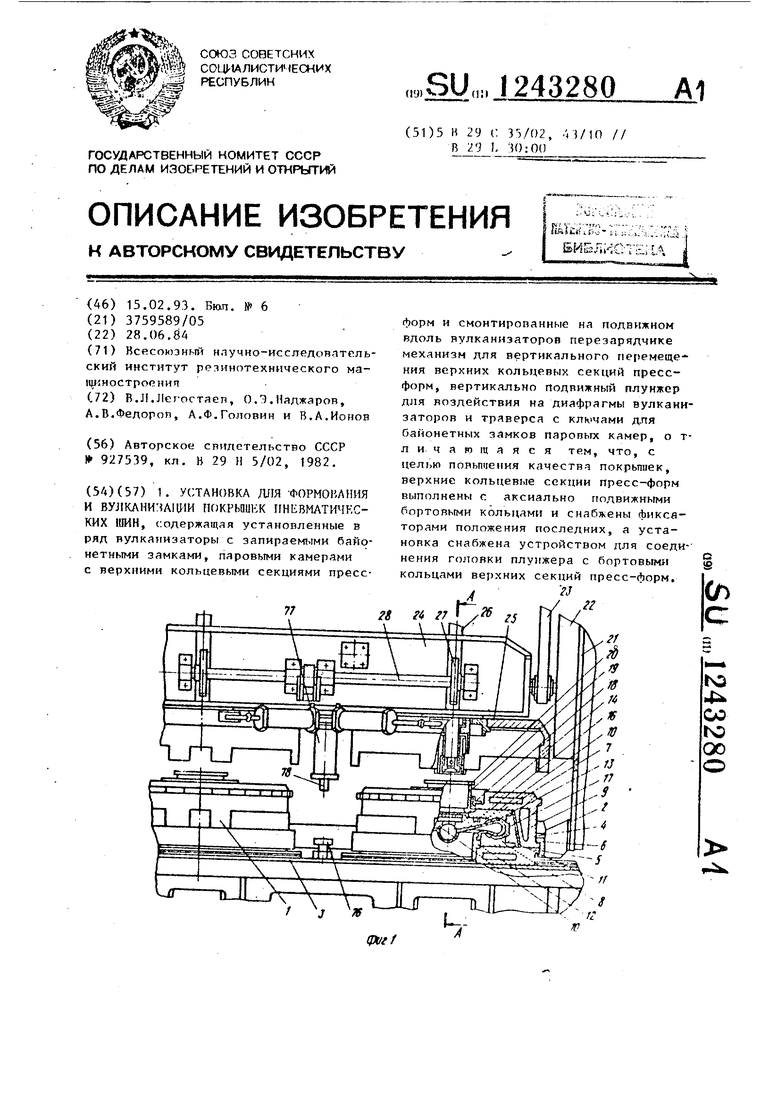
На фиг. 1 изображена установка для формования и вулканизации покрышек пневматических шин{ на фиг. 2 - разрез А-А фиг. 1 (траверса с ключами форматора-перезарядчика опущена в крайнее нижнее положение); на фиг. 3 - разрез Б-Б фиг. 2; на фиг.4- разрез В-В фиг. 21 на фиг. 5 - разрез Г-Г фиг. 21 на фиг. 6 - разрез Д-Д фиг. 2f на фиг. 7 - разрез Е-Е фиг. 2; на фиг. 8 - разрез Ж-Ж фиг.2 на фиг. 9 - разрез И-И фиг. 2{на фиг. 10 - гидравлическая схема управления установкой, на фиг. 11 - то же, что и на фиг. 2, в момент выталкивания- диафрагмы из готовой покрышки на фиг. 12 - то же, что и на фиг. 2, в момент выгрузки готовой покрышки из верхней секции пресс-формы; на фиг. 13 - то же, что и на фиг, 2, в момент заправки диафрагмы в сырую покрышку; на фиг. 1Д - то же чтс и на фиг. 1, в начальный момент формования сырых покрышек.
Установка для формования и вулканизации покрьш1ек пневматических шин содержит установленные в ряд вулканизаторы 1 и подвижный форматор-перезарядчик 2 {фиг. 1).
Каждый вулканизатор 1 содержит установленные на столе 3 две паровые камеры, состоящие из верхних U и нижних 5 корпусов, запираемых байонет240
динением с ключами для байонетных тамков паровых камер и аксиально под- пижной внутренней втулки, установленной на плунжере и имеющей байонетные выступы для соединения с головкой плунжера и подвижными бортовыми кольцами верхних секций пресс-форм, причем внутренняя втулка соединена с наружной посредством подвижного шпо- ночного соединения.
ными замками 6. В паровых камерах установлены пресс-формы, имеющие верхние 7 и нижние 8 кольцевые секции, радиально подвижные секторы 9,
оформляющие протекторную часть покрышки, и аксиально подвижные верхние бортозые кольца 10.
Верхние корпуса А пйровых камер имеют взаимодействующее с секторами
9 внутренней конической поверхностью запорное кольцо 11.
Нижние кольцевые секции 8 пресс- форм закреплены на нижних корпусах 5 паровых камер, а в центральных отверстиях их установлены цилиндрические стаканы 12 для приема эластичных диафрагм 13. Диафрагмы 13 имеют клапаны в виде металлических шаров 14. Верхние кольцевые секции 7 пресСформ установлены с возможностью аксиального перемещения относительно верхних корпусов 4 паровых камер 4 и находятся в постоянном контакте с верхними торцами секторов 9. Подвижкые верхние бортовые кольца 10 снабжены направляющими штангами 15 (фиг. 2), установленными в направляющих втулках верхних кольцевых сек; ций 7 пресс-форм.
На верхнем торце верхних бортовьЬс колец 10 установлены фиксаторы 16 (фиг. 2 и фиг. 7), например постоянные магниты, обеспечивающие удержание верхних бортовых колец 10 на
опорной поверхности верхних кольцевых секций 7 пресс-форм, когда в пресс- формах отсутствуют свулканизованные покрьш1КИ 17 и диафрагма t3 с шлром 14. В центральных отверстиях вррхннх
корпусов 4 паровых камер устлновле- ны направляющие втулки 18, н- лнмо3
действующие с направляющими стаканами 19, закрепленными на верхних торцах верхних кольцевых секций 7 пресс форй и снабженными опорными фланцами 20 для ограничения вертикального перемещения этих секций.
На столах 3 имеются рельсы. По которым вдоль ряда вулканизаторов 1 перемещается форматор-перезарядчнк 2 (фиг. 1).
На боковинах его рамы 21 в Г-об- разных направляющих 22 установлена траверса 24 с ключами 25 для открывания байонеткых замков 6 паровых камер и перемещения их верхних корпусов 4 вместе с установленными на них байонетными замками 6, верхними кольцевыми секциями 7 и секторами 9 пресс-форм, Перем.ещение траверсы 2А в вертикальном и горизонтальном направлениях по Г-образным направляющим 22 осуществляется с помощью ры- чажно-кулачковых механизмов 23, расположенных по боковым сторонам рамы 21.
На траверсе 2А (фиг. 2) соосно ключам 25 установлены вертикально подвижные плунжеры 26 для выталкивания диафрагм 13 из свулканизоВанных покрьппек 17 в цилиндрические стаканы 12,.
Для перемещения плунжеров 26 служит привод, включакяций шестерни 27, установленные на валу 28., и вращающий вал 28 гидроцилиндр 29. Плунжеры 26 имеют головки 30 со сферическими расточками 31 ка нижних торцах, взаимодействующими с металлическими .шарами 14 диафрагм 13. На боковой поверхности головок 30 выполнены байо нетные выступы 32 и впадины 33 (фиг, 9) и кольцевые проточки 34 (фиг, 2). На каждом плунжере 26 (фиг. 2) установлена на подшипниках 35 скольжения внутренняя втулка 36 с двумя рядами этажно расположенных байонетных выступов 37 и 38 впадин 39 и 40 (фиг. 9), Выступы 37 и впадины 39 выполнены на внутренней поверхности втулки и предназначены для взаимодействия с выступами 32 головки 30 (фиг. 2) плунжера, Высту- пы 38 и впадины 40 (фиг, 6) выполнег ны у нижнего торца втулки 36 и ее внешней поверхности и предназначены для взаимодействия, с а йонетными выступами 41 и впадинами 42, вьтол- ненными в центральном отверстии верхних бортовых колец 10 пресс-форм.
43280
Fla граверге 24 (фиг, 2) УСТИНОВ- .. лен механизм для лксилльного перемещения верхних кольцевых секций 7 .пресс-форм относительно верхних кор- 5 пусов 4 паровых камер. Он состоит из подвижных гильз 43, смонтированных на траверсе 24 концентрично плунжеру 26, и их привода, включающего шестерни 44, находящиеся в зацепле- 10 НИИ с зубьями, выполненными на наруж- ной поверхности подвижных гильз 43 (фиг. 3), вал 45 и вращающий его гкд- роцилиндр 46 (фиг. 2). В гильзе 43 запрессованы втулки 47 (фиг. 2), яв- 15 ляющиеся подшипниками скольжения
для плунжера 26. Подшипниками скольжения для подвижной гильзь 43 служат втулки 48 траверсы 24.
Нижний конец подвижной гильзы 43 20 соединен с наружной втулкой 49, установленной на плунжере яа подщипнике 50 скольжения. Соединение наружной . втулки 49 с гильзой 43 осуществляется с помощью двух выступов 5t (фиг.4 25 выполненных на верхнем торце обоймы, и двух выступов 52, выполненных на нижнем торце гильзы. Для осуществления сборки в наружной ятулке 49 выполнены два паза 53 (фиг, 4) и ка- ,- навка 54 (фиг, 2). При этом ширина выступов 5t (фиг. 4) выполнена большей, чем ширина выступов 52, чтобы обеспечить поворот наружной йтулки 49 на требуемый угол без нарушения соединения гильзы и наружной втулки между собой,
Нижний конец наружной втулки 49 (фиг. 2, фиг. 9, фиг. 5) связан с помощью подвижного шпоночного (юлице- вого) соединения 55 с внутренней втулкой 36 плунжера 26.
Верхний конец наружной втулки 49 связан с помощью подвижных шпоночных соединений 56 с поводками 57, установленными в пазах 58 верхнего торца 5 ключа 25 (фиг. 8).
Для аксиального перемещения верхних кольцевых секций 7 пресс-форм их направляющие стаканы имеют бурт 59 (фиг, 2), в который упирается 50 нижний торец наружной втулки 49 при перемещении подвижной гильзы 43 вниз. Для подачи рабочей среды под давлением в гидррцилиндры 29 и 46 и Слива eft из них на фЪрматоре-переза- 55 рядчике 2 (фиг, 1) имеется система, включающая напорный 60 и сливной 61 .трубопроводы (фиг. 10), которые с помощью промежуточных труГюпроподов
S7.-()5 с ячлиы с. рабочими пoлo тпми указпппых гидронилиндров. На промежуточных трубопроводах смонтированы гидрораспределители бЬ-69, управляющие работой гидроцилиндров 2f и А6, и предохранительные 70-72 и обратный 73 клапаны.
За пределами паровых камер установлено приспособление для фиксадии
верхних бортовых колец 10 на заданном )о ключи 25 и открывают байонетные зам
расстоянии от бортовых колец 74 (фиг. 16) нижних кольцевых секций 8 пресс-форм во время формования сырых покрышек 75, которые имеет регулируемый упор 76, смонтированный на столе 3, и взаимодействующий с ним орган. Последний выполнен в виде гидроцилиндра 77 одностороннего действия, контактирующего штоком 78 с упором 76. Порш{1евая полость гидроцилиндра 77 (фиг. 10) посредством промежуточных трубопроводов 79-81 связана с трубопроводами 64 и 65 гидроцилиндра 29, На трубопроводах 79- 81 установлен гидррраспределитель 82, а на трубопроводе 79 - реле 83 давления, отключающее привод траверсы 24 при превьппении допустимого давления, благодаря чему предотвращается поломкп устройства. Гидрораспределители 66 и 82. обеспечивают перекрытие трубопроводов в нейтральном положении, гидрораспределитель 68 в нейтральном положении соединяет полости гидроцилиндра 46 со сливом.
Установка работает следующим образом.
По окончании вулканизации покрышек в первом вулканизаторе 1 (фиг.1) форматор-перезарядчик 2 перемещается к tjeMy, останавливается и фиксируется соосно с его паровьтми камерами. Траверса 24 опускается и при упоре в верхние корпуса 4 паровых камер . останавливается, причем байонетные выступы 38 (фиг, 2) внутренних втулок 36 плунжеров 26 проходят через впадины 42 (фиг, 6) верхних бортовых колец 10 (фиг. 2), После этого гидрораспределитель 66 (фиг. 10) соединяет полость гидроцилиндра 29 с напорным трубопроводом 60, и плунжеры 26 (фиг. 11) перемещаются вниз, При этом байонетные выступы 32 их головок 30 проходят через чпадины 39 (фиг. 3) поворотных втулок 36, головки 30 сферическими расточками 31 (фиг, 11) упираются в металлические
шары 1/ и В1)1талкивяют диафрагмы 13 ич свулклнияопанных покрышек 17 в цилиндрические стаканы 12. Затем гидрораспределитель 67 соединяет полость в со сливным трубопроводом 61 (фиг. 10), а полость б - с напорным трубопроводом 60 и плунжеры 26 перемещаются вверх в исходное положение. После этого поворачиваются
0
0
ки 6 паровых камер. При этом ключи 25 с помощью поводков 57 и шпоночных соединений 56 поворачивают наружные втулки 49, Поворачиваясь, наружные
5 втулки 49 р помощью шпоночных (шли- цевых) соединений 55 приводят во вращение внутренние втулки 36, причем байонетные выступы 37 втулок 36 располагаются напротив байонетных выступов 32 головки 30 плунжера 26, а байонетные выступы 38 - напротив байонетных выступов 41 верхних бортовых колец 10 пресс-форм. Далее траверса 24 с ключами 25, верхними
5 корпусами 4 паровых камер, верхними кольцевыми секциями 7 и секторами 9 пресс-форм поднимается, верхние бортовые кольца 10 пресс-форм удерживаются в верхнем положении с помощью плунжеров 26 и гидроцилиндра 29, не позволяя верхним кольцевым секциям 7 пресс-форм опуститься и удерживая тем самым секторы 9 в сомкнутом положении. Секторы 9, находясь в сомкнутом положении, удерживают свулканизованную покрышку 17 и при подъеме отрывают ее от нижней секции 8 пресс-формы
После подъема траверса 24 перемещает свулканизованные покрышки 17 в позицию разгрузки. В позиции разгрузки гидрораспределитель 66 (фиг. 10) соединяет полость б гид- роцилиндра 29 со сливным трубопроводом 61, а гидрораспределитель 67 полость в через обратньш клапан 73 также соединяет со сливным трубопроводом 61, Одновременно гидрорас ре- делитель 68 соединяет полость д гидроцилиндра 46 с напорным трубопроводом 60, а полость г - со сливным трубопроводом 61. Подвижные гильзы 43 под действием гш1роцилиидра 46 перемещаются вниз и закрепленные на их концлх наружные втулки 4У нижним торцом упираются в бурт 59 направляющих стаканов 19 верхних кольцевых секций 7 пресс-форм, заставляя их перемещаться вниз. При этом сек5
5
0
торы 9 раздвигаются наружу и отделяются от протекторной части покрышек 17. При опускании верхних кольцевых сек ций 7 пресс-форм вместе с ними опускаются верхние бортовые кольца 10, заставляя перемещаться плунжеры 26 и шток с поршнем гидроцилиндра 29, причем рабочая среда из полости б (фиг, 10) гидроцнпиндра 29 выдавливается поршнем в сливной грубо- провод 61, а через обратный клапан 73 рабочая среда из трубопровода 61 поступает в полость в, вследствие чего предотвращается вакуумиро- вание полости в и обеспечивается нормальная работа уплотнительйых ман -жет гидроцилиндра 29.
В конце опускания верхних кольцевых секций 7 пресп-форн опорные фланцы 20 направляющих стаканов 19 упираются в бурты направлякшшх втулок 18 верхних корпусов 4 паровых камер. Затем с помощью гидрораспределителей 66, 67 и 82 (фиг.-10) в полость а гидроцилиндра 77 и в по- лость в гидроцилиндра 29 подается среда, создающая давление, а полость .б гидроцилиндра 29 сообщается со сливом. В результате выдвигается шток гидроцилиндра 77, и.перемещаются вниз плунжеры 26.
Байонетные выступы 32 их головок 30 упираются в байрнетные выступы 37 (фиг, 12) поворотных втулок 36, ко- торы в свою очередь упираются нижним торцом в верхние бортовые кольца ТО. Плунжеры 26, преодолевая усилие фиксаторов (магнитов) 16, отделяют верхние бортовые кольца 10 от верхних кольцевых секций 7 пресс- форм и перемещают их вниз, а бортовые кольца 10, упираясь в борта, свул канизованных покрышек 17, открывают от верхних кольцевых секций 7 пресс-форм. Съем покрышек 17 с верхних бортовых колец 10 осуществляется известными механизмами выгруаки. Одновременно с выгрузкой готовых покрышек с помощью известного механизма загрузки на бортовые кольца нижних кольцевых секций 8 пресс-форм устанавливаются сырые покрьшгки 75, после чего патроны механизма загрузки освобождают борта покрьш1ек и поднимаг ются.
Далее траверса 24 и удерживаемые ею узлы и детали перемещаются на эак рытие (фиг. 13). При этом верхние кольцевые секции 7 имеете с разведен
5 o $
0 5
0
5
0
5
0
НЫМИ ССКТОрЯМИ ч находятся Н НИЖНС М
положении. Верхние бортовые кольца 10 рьщвинуты вниз относительно верхних кольцевых сикций 7 пресс-форм. Когда верхние бортовые кольца 10 войдут в отверстии сырых покрытнек 75, траверса 24 останавливается. Так как верхние бортовые кольца 10 расположены вне секторов 9, оператор-вулканизаторщик имеет возможность визуа ль- но определить правильность центрирования сырых покрышек 75 на бортовых кольцах. Если це«тровка сьфых покрышек 75 нарушена, он имеет возможность исправить ее благодаря чему исключается возможность изготовления бракованных покрышек, как зто имеет место в известных установках для формования и вулканизации покр лпек«
После установки траверсы 24 в цилиндрические стаканы }2 подается формующий пар, под действием которого диафрагмы 13 выходят из стаканов и заправляются в сырые покрышки 75. Их металлические шары 14, взаимодействуя со сферическими расточками верхних бортовых колец 10, центрируют диафрагмы 13 относительно сырых покрышек 75,
Затем полость а гидроцилиндра 77 (фиг. 10) с помощью гидрораспределителя 82 соединяется с полостью б гидроцилиндра 29. Полость в гидроцилиндра 29 с помощью гидрораС7 пределителя 67 соединяется с предохранительным клапаном 71, а гидрораспределитель 66 устанавливается в :. нейтральное положение, отключая напорный 60 и сливной 61 трубопроводы.
После этого траверса 24 и удерживаемые е узлы и детали перемещаются вниз. Верхние бортовые кольца 10, упираясь в верхние борта сырых покрышек 75, начинают приближать их к нижним бортам. В конце сближения, когда .раствор бортов сырой покрьш1ки 75 будет больше раствора бортов свулкаяиэованной покрышки на 1-2 MMJ шток гидроцилиндра 77 начнет взаимодействовать с регулируемым упорам 76 (фиг. 14), вследствие чего рабочая жидкость из полости а гидроцилиндра 77 (фиг. 10) передавливается по трубопроводам 79 и 64
в полость б гидроцнпиндра 29, и плунжеры. 26 поднимаются.
Чтобы указанный раствор бортов сьфых пркрышек 75 оставался при опускании траверсы 24 постоянным, необходимо, чтобы скорость подъема плунжеров 26 относительно траверсы была равна скорости опускания траверсы. Это достигается соответствующим подбором диаметров гидроцилиндров 29 и 77 (фиг, 13). При подъеме плунжеров 26 рабочая жидкость из полости в гидроцилиндра 29 (фиг. 10) по трубопроводу 65 через гидрораспределиТ вль, 67 и предохранительный клапан 71 поступает в сливной трубопровод 61. Предохранительный клапан 71 настраивается на давление, требуемое для . преодоления усилия, создаваемого формуюп1им паром внутри диафрагмы 13. На фиг. t4 изображена установка в- момент, когда верхние бортовые кольца 10 начинают сближаться с верхними кольцевыми секциями 7 пресс-фор причем перед началом их контакта гидрораспредепитель 68 (фиг. 10) устанавливается в нейтральное положе - ние, и полость г гидроцилиндра А6 сообщается со сливным трубопроводом 61, а полость д с-помощью гидрораспределителя 69 сообщается со сливным трубопроводом 61 через предохранительный клапан 72.
В момент контакта верхних бортовы колец 10 (фиг. Н) с .верхними копь- цевыми сек11иями 7 пресс-форм последние останавливайся и при дальнейшем опускании траверсы 24 остаютс я на заданном расстоянии от нижних кольцевых секций 8. При этом между торцами Секторов 9 и опорной поверхностью верхних кольцевых секций 7 пресс-фор обеспечивается зазор 1-2 мм, так как верхние бортовые кольца 10 находятся от нкйэтих бортовых колец 7А иа расстоянии на 1-2 мм большем, чем раствор бортов у свулкапизованкых покрышек. Далее при опускании траверсы запорные кольца 11, взаимодействуя с секторами 9, нижние торцы которых опираются на опорную поверхность нижних кольцевых секций 8 пресс-форм начинают сводить их к центру пресс- форм. Поскольку между верхними торцами секторов 9 и опорной поверхностью верхних кольцевых сек1Ц1й 7 пресс-форм имеется зазор в 1-2 мм, секторы 9 перемещаются в радиальном направлении, преодолевая сопротивление со стороны материала сырых покрышек и силы трения на конических поверхностях и на опорной поверхности нижних кольцевых секций 8.
Верхние кольцевые секции 7 пресс- орм вместе с верхними бортовыми кольцами 10, находятся на постоянном расстоянии от нижних кольцевых сек-. ций 8 пресс-форм и при опускании траверсы 2Д сближаются с опорными поверхностями верхних корпусов 4 па- ровых камер. При этом наружные втулки 49 и подвижные гильзы 43 переме- щаются вверх относительно траверсы 24, вследствие чего рабочая жидкость
из полости д (фиг, 10) ГИДР01ЩЛИНДра 46 передавливается через гидро- распределитель 69 и предохранительный клапан 72 в сливной трубопровод 61. Предохранительный клапан 72 нг страи- вается на давление, требуемое для преодоления усилия со стороны.сырых покрьшзек 75, в полости которых внут- ри диафрагмы 13 поддерживается постоянное давление формующего пара. В полость г гидроцилиндра 46 поступает рабочая жидкость из сливного трубопровода 61 через гидрораспреде- литель 68.
В конце смыкания секторов 9 (фи г. 14) верхние кольцевые секции 7 пресс-форм упираются в верхние корпуса 4 паровых камер и опускаются вместе с траверсой 24, выбирая зазор 1-2 мм до верхних торцов секторов 9. Оставшаяся в полости а (фиг.Ю) гидроцилиндра 77 рабочая жидкость вьщавливается через промежуточные трубопроводы 79 и 80и предохранительный клапан 70 в Сливной трубопровод 61.
Траверса 24 останавливается (фиг. 2), ключи 25 поворачиваются и закрывают байонётные замки 6 паровых камер. Одновременно с помощью повод- ков 57 наружные втулки 49 и внутренние втулки 36 поворачиваются в исходное положение, в котором байонётные выступы 37 располагаются соосно с впадинами 33 головок 30 пдунжеров 26, а байонётные выступы 38 - соосно с впадинами 42 верхних бортовых колец 10.
После этого гидрораспределитель 82 . 10) устанавливается в нейт- ральное положение, отсоединяя полость а .гидроцилиндра 77 от полости б 1гидроцилиндра 29, к траверса 24 поднимается в исходное положение. В пресс-формях начинается вулканиза- ция покрышек, а форматор-перезарядчик 2 (фиг. 1) перемещается к следующему вулканизатору 1, где цикл работ повторяется.
Z8 f7
43
4S /
f2
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования и вулканизации покрышек пневматических шин | 1984 |
|
SU1299037A2 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| Устройство для формования и вулканизации покрышек | 1987 |
|
SU1442416A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1988 |
|
SU1536674A1 |
| Устройство для вулканизации покрышек пневматических шин | 1981 |
|
SU956292A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1980 |
|
SU937215A1 |


S 6
28 г
фиг.З
r-r
26
фиг 5
фи
f-f
36
фиг. 8
фиг 9
//
J/
фиг. Г
til
. ч
Э
//
i
Редактор Л.Ушакова
Составитель В.Дегтярев
Техред М.Ходанич Корректор С.Черни
Заказ 1096Тираж .Подписное
ВНИИПИ Государственного комитета СССР (ю делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
--- --- .
Производствемно-полигрлфическое предприятие, г. Ужгород, ул. ГГроектная, 4
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |
| Солесос | 1922 |
|
SU29A1 |
