Изобретение относится к области порошковой металлургии, а именно, к производству тугоплавких порошковых соединений методом СВС.
Наиболее эффективно оно может быть использовано для создания автоматизированных предприятий по изготовлению тугоплавких порошковых продуктов с непрерывным производственным циклом.
Известен традиционный производственный комплекс для изготовления порошковых тугоплавких продуктов, включающий [1, 2]: устройство для компактирования (таблетирования) заготовок, реактор периодического действия, воспламеняющее устройство (электроспираль); шаровая мельница для измельчения продуктов синтеза (ПС).
Недостаток заключается в том, что, несмотря на кратковременность процесса синтеза, который продолжается всего несколько секунд, общее время производства тугоплавких продуктов может составить десятки часов. Это связано с длительностью подготовительных, промежуточных и концевых операций. В частности, скорость остывания ПС может составить 10-4-10-3 град/сек) [3]. В результате этого время охлаждения даже небольшого реактора при синтезе 2,5 кг продукта составляет 1,5-2 часа и он может быть запущен всего два раза в смену (при времени синтеза в несколько секунд) [4].
В качестве возможных вариантов, обеспечивающих интенсификацию отдельных операций были, в частности, известны также: установка "карусельного" типа, состоящая из десяти реакторов, валковый и шнековый СВС-реакторы.
В установке "карусельного" типа загрузка шихты осуществляется в первом реакторе, а выгрузка продуктов синтеза - в последнем реакторе. Недостатком является то, что непрерывность обеспечивается в первом и десятом реакторах (на этапах загрузки и выгрузки продуктов), а остальные реакторы (от второго до девятого находятся, как бы на холостом ходу, так как в них осуществляются промежуточные операции, в основном - охлаждение ПС. Кроме того, "карусельная" линия может остановиться в случае отказа воспламенения шихты в очередном реакторе, так как необходимо осуществить ее разборку и замену воспламенителя.
В СВС-реакторе валкового типа воспламенение и горение шихты происходит на участке между валками и бункером с шихтой, а в шнековом реакторе - внутри конусной сопловой втулки. Недостатком является сложность стабилизации фронта горения, что может привести к распространению горения в бункер. Кроме того, установки не могут работать длительное время вследствие нагревания валков и сопловой вставки при постоянном контактировании с высокотемпературными ПС (в частности температура горения шихты из смеси титана и бора составляет 3190К).
Известны также устройства для интенсивного выполнения отдельных технологических операций: валковый прокатный стан для непрерывного изготовления заготовки в виде профилированной ("гофрированной") полосы; теплогенерирующий реактор (ТГР) с охлаждением ПС газообразным хладагентом; валковый измельчающий стан для непрерывного измельчения ПС в процессе пропускания их во вращающихся валках; модельный проточный реактор. Общим недостатком устройств является то, что, несмотря на сокращение времени осуществления отдельных технологических операций, они не объедены в общий технологический и производственный процесс получения порошковых тугоплавких соединений в режиме непрерывного горения.
Проведенный анализ показал, что устройства для осуществления процесса изготовления тугоплавких порошковых продуктов методом самораспространяющегося высокотемпературного синтеза в режиме непрерывного горения не выявлены.
Поэтому основной проблемой в данном направлении является отсутствие разработок производственного комплекса для автоматизированного изготовления порошковых СВС-продуктов с непрерывным производственным циклом, в течение десятков лет и на решение которой, направлено предлагаемое изобретение.
Техническим результатом при решении технической проблемы является сокращение времени технологического процесса для возможности использования его при создании автоматизированных производств по изготовлению тугоплавких порошковых продуктов методом СВС.
Для решение указанной проблемы комплект оборудования для изготовления порошковых тугоплавких продуктов СВС в режиме непрерывного горения, включает устройство для смешения шихты из реагентов, валковый прокатный стан для изготовления профильной заготовки в виде полосы из СВС-шихты, реактор для синтеза профильной полосы из СВС-шихты в профильную полосу продуктов синтеза, валковый измельчающий стан. Реактор для синтеза тугоплавких продуктов выполнен в виде прямоугольного двустенного, открытого с двух противоположных торцов, контейнера. Наружные стенки контейнера образуют корпус и содержат штуцер для подачи в реактор проточного газообразного хладагента; внутренние стенки контейнера выполнены перфорированными и образуют, реакционный стакан. Реактор содержит со стороны переднего торца воспламеняющее устройство и датчик пламени, при этом все устройства объединены между собой путем введения в производственную линию реактора с проточным газообразным хладагентом (проточного реактора).
В некоторых случаях для выравнивания окружной скорости валков прокатного стана со скоростью горения полосы ПС, валки прокатного стана выполнены с возможностью регулирования скорости их вращения.
В тех случаях, когда требуется повторное измельчение ПС, валковый измельчающий стан содержит четыре валка, расположенных попарно друг за другом.
В тех случаях, когда необходимо интенсифицировать процесс измельчения ПС, по крайней мере, один из валков измельчающего стана выполнен с возможностью изменения скорости его вращения.
В тех случаях, когда необходимо разместить ПС (в виде кусков) в загрузочный бункер перед подачей на валки измельчающего стана, на одном из валков прокатного стана выполнены пересекающиеся проточки или выступы;
В случае необходимости осуществления повторных воспламенений шихты без разборки реактора, воспламеняющее устройство содержит емкость с воспламеняющим составом и подключенное к ней, при помощи клапанов, дозирующее устройство, причем, в качестве воспламеняющего состава используют фтористый окислитель (преимущественно, трифторид хлора или трифторид брома), подаваемый в импульсном режиме.
Существенность признаков, обеспечивающих решение поставленной проблемы, обусловлена следующими причинами:
- осуществление синтеза и охлаждения ПС в проточном реакторе обеспечивает синхронизацию между собой всех технологических операций, что является обязательным условием изготовления порошковых тугоплавких ПС в режиме непрерывного горения и разработки автоматизированных производств с непрерывным технологическим циклом;
- образование уплотненной профилированной заготовки в виде полосы из СВС-шихты и сохранность профиля при синтезе продукта в процессе движения ее внутри полости реактора, а также наличие перфорированных отверстий на внутренних стенках реактора обеспечивают возможность охлаждения синтезируемой полосы со стороны верхней и нижней ее поверхностей;
- размещение датчика пламени с входной стороны реактора и наличие устройства, регулирующего скорость вращения валков обеспечивает изменение скорости подачи прокатываемой пластины в зависимости от скорости горения уплотненной полосы шихты в реакторе, что предотвращает распространение процесса горения в загрузочный бункер путем подачи сигнала на устройство для регулирования скорости вращения валков прокатного стана;
- выполнение измельчающего стана четырехвалковым обеспечивает интенсифицирование процесса измельчения ПС за счет повторной прокатки
- использование химического метода воспламенения шихты обеспечивает дистанционное (без контактирования с шихтой) инициирование процесса СВС.
Сущность предлагаемого решения иллюстрируются чертежами, где:
на фиг. 1 представлены схема последовательности осуществления технологических операций интенсивного технологического процесса и применения комплекта оборудования с непрерывным производственным циклом;
на фиг. 2 представлен калибр валков прокатного стана для непрерывного изготовления заготовок в виде профилированных ("гофрированных") полос;
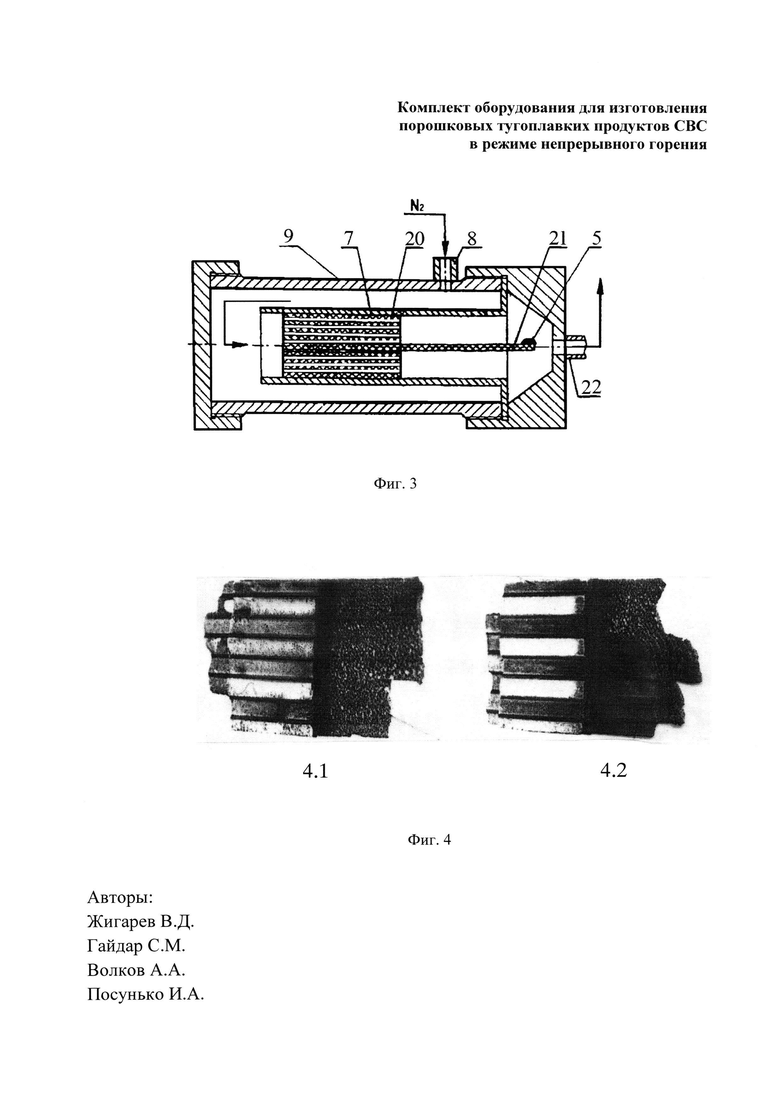
на фиг. 3 представлена схема модельного проточного реактора для исследования полноты горения профилированных тонких пластин (заготовок) из смеси СВС-компонентов при охлаждении их хладагентом (азотом);
на фиг. 4 приведен вид блоков из набора профилированных ("гофрированных") пластин с загасшими центральными пластинами;
на фиг. 5 приведен вид блока из набора профилированных ("гофрированных") пластин (без центральной пластины) до и после горения.
1 - шихта СВС; 2 - бункер для загрузки шихты СВС из смеси компонентов титан + бор; 3 - валки прокатного стана; 4 - прокатанная полоса из шихты СВС; 5 - воспламенитель 6 - датчик пламени (показан условно стрелкой); 7 - реакционный стакан; 8 - штуцер; 9 - корпус реактора; 10 - прокатанная полоса шихты СВС в процессе горения и охлаждения азотом; 11 - валки измельчающего стана; 12 - куски полосы синтезированного продукта; 13 - измельченная порошковая полоса ПС; 14 - конвейер (показан условно в виде пунктирной стрелки; 15 - конечный порошковый продукт.
На фиг. 2 приняты следующие обозначения: 16 - валковый калибр, 17 - выступы; 18 - впадины; 19 - наклонные грани; D - диаметр валков по выступам; d - диаметр валков по впадинам; hг - зазор горизонтальный; hн - зазор наклонный.
На фиг. 3 приняты следующие обозначения:
5 - воспламенитель; 7 - реакционный стакан; 8 - штуцер для подачи хладагента; 9 - корпус реактора; 20 - блок из набора "гофрированных" пластин (заготовок); 21 - центральная пластина; 22 - выходной штуцер.
На фиг. 4 приняты следующие обозначения:
41 - вид центральной пластины с загасанием процесса горения в месте контакта ее с наборным блоком из "гофрированных" пластин прокатанной СВС - шихты; 42 - вид центральной пластины с загасанием процесса горения на расстоянии 10-20 мм от наборного блока из "гофрированных" пластин.
На фиг. 5 приняты следующие обозначения:
51 - вид блока из набора "гофрированных" пластин до горения; 52 - вид блока из набора "гофрированных" пластин после горения.
В таблице 1 приведены для сравнения времени осуществления операций измельчения ПС при изготовлении тугоплавких порошков по дискретной (стандартной) технологии (в шаровой мельнице) и по технологии с синхронизированными (путем введения проходного реактора) интенсивными операциями.
Работа по технологическому процессу фиг. 1 с непрерывным производственным циклом и использованием комплекта оборудования для его осуществления проводятся следующим образом:
Смешанная шихта 1, размещенная в бункере 2, подается самотеком в валки 3 прокатного стана, уплотняется в профилированную полосу 4, которая инициируется воспламенителем 6 (показан условно) перед входом в реактор. При подходе профилированной полосы 4 к реактору включается датчик пламени 5 и воспламененная полоса шихты подается в сквозную полость реакционного стакана 7, где осуществляется синтез компонентов шихты. Одновременно осуществляется подача хладагента (азота) через штуцер 8 в полость между стенками корпуса реактора 9 и реакционного стакана 7. Через перфорированные стенки реакционного стакана 7 хладагент подается на прокатанную воспламененную полосу продуктов синтеза 10, двигающуюся внутри реактора, и охлаждает ее. Затем охлажденная полоса продуктов СВС подается в валки измельчающего стана 11 (на фиг. 1 полоса разрушается предварительно на куски 12). При прохождении в валках измельчающего стана 11 охлажденная полоса продуктов синтеза под действием уплотняющих и сдвиговых нагрузок измельчается в порошковый продукт. В случае необходимости повышения степени измельчения осуществляют рассогласование окружных скоростей валков измельчающего стана 11 и (или) путем повторного пропускания измельченных продуктов через валки вальцовочного стана (например, в четырехвалковом стане). Измельченный порошковый СВС-продукт 15 подается, для дальнейшего использования (например, для рассеивания по фракциям).
При превышения скорости горения полосы 10 относительно скорости ее прокатки в валках 3 (Vгор>Vпр) горение полосы 10 распространяется в сторону бункера 2. В этом случае датчик пламени 5 (на фиг. 1 показан стрелкой) фиксирует высокотемпературный фронт горения и передает команду на устройство регулирования скорости вращения валков 3прокатного стана (на фиг. 1 не показано), который выравнивает скорость прокатки для предотвращения перехода горения в бункер 2.
Для упрощения процесса разрушения полосы 10 на ней содержатся пересекающиеся выступы недоуплотненной шихты (образованы проточками на валке 3 прокатного стана) или утоненные пересекающиеся канавки (образованы выступами на валке 3 прокатного стана). Кроме данного варианта разломанная полоса может быть подана на транспортер, расположенный между валками 3 прокатного стана и валками 11 измельчающего стана или в промежуточную емкость.
Работа модельного реактора фиг. 2 осуществляется следующим образом:
Через штуцер 8 подается хладагент (азот) и одновременно (или с некоторым запозданием) воспламеняется центральная пластина 21 от воспламенителя 5. Хладагент продувается между стенками корпуса реактора 9 и реакционного стакана 7, затем поступает внутрь реакционного стакана 7 со стороны переднего торца, при этом продувка блока 20 и центральной пластины 21 осуществляется навстречу распространению фронта горения (горение во встречном потоке хладагента). В процессе горения блока 20 хладагент охлаждает также реакционный стакан 7.
Результаты испытаний.
Для оценки эффективности предложенного устройства в таблице 1 приведены результаты сопоставительных испытаний по оценке времени осуществления операций охлаждения и измельчения ПС по дискретной и интенсивной технологиям.
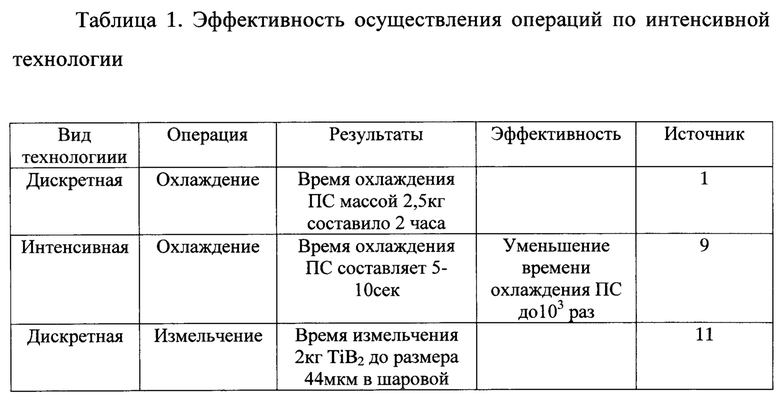

По результатам анализа эффективности технологических операций следует, что в случае объединения интенсивных технологических операций друг с другом (синхронизации между собой) может обеспечить сокращение технологического и производственного цикла не менее, чем в 10 раз.
Результаты испытаний, приведенные в табл. 2 показывают, что при сокращении времени охлаждения и времени измельчения ПС длительность технологического цикла может сократиться не менее чем в 10 раз, что обуславливает возможность создания автоматизированного производства с непрерывным производственным циклом.
Однако, в связи с тем, что горение прокатанной полосы 10 происходит с одновременным ее охлаждением продуваемым хладагентом (азотом), то есть при уменьшении температуры горения, проведены испытания в модельном реакторе фиг. 2 по оценке полноты горения состава TiB2 в зависимости от интенсивности ее охлаждения в процессе синтеза. Испытания проводились с варьированием массы блока шихты 20 и расхода хладагента (азота).
При проведении испытаний расход хладагента изменяли от 0,5 г/сек (то есть, практически без обдува) до величины, приводящей к загасанию центральной пластины 21 (загасание блоков 20 после их воспламенения от центральной пластины 21 не происходило). Вид блоков из набора "гофрированных" пластин (без центральной пластины) до и после горения приведен на фиг. 4.
Для оценки полноты горения в качестве анализируемых образцов использовали продукты синтеза в сгоревших блоках 20 и в пластинах 21 (в зоне загасания процесса горения). Оценка полноты процесса проводилась по результатам химического (средние значения из двух определений) анализа. Там же приведены расчетные значения количества титана, соответствующего стехиометрическому соотношению диборида титана, определенному по химическому анализу бора. Результаты испытаний приведены в таблице 2.
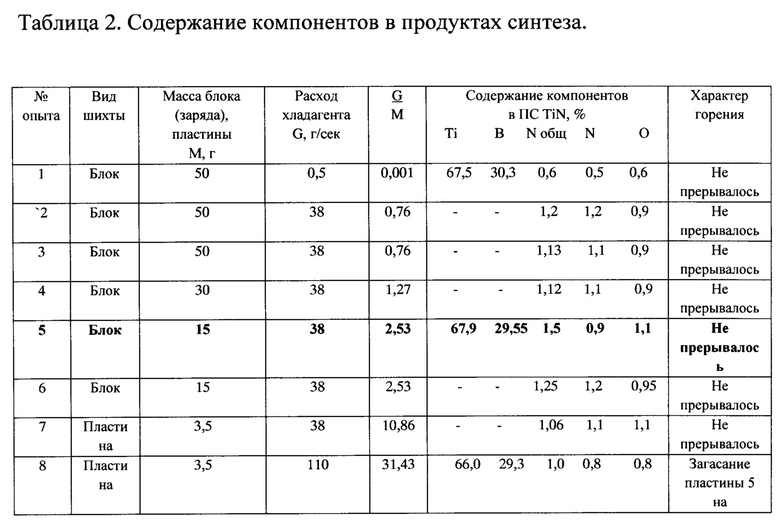

Примечание. Прочерки в таблице показывают, что данный параметр не определялся
Результаты испытаний показали, что при увеличении расхода ХА процесс горения на пластине (опыт 8) может прекратиться. На фиг. 41, 42 приведен внешний вид загасших, центральных пластин. Загасание пластины 41 произошло в месте соприкосновения ее с блоком 20, а пластины 42 - на расстоянии до 2 см от блока 20.
Как следует из фиг. 4, при интенсивном отводе тепла размер зерен просматривается даже визуально. Тем не менее, результаты химического анализа свидетельствуют о том, что конечным продуктом является, в основном, диборид титана, а отклонение по содержанию ПС сопоставимо с количеством примесей в исходном продукте и находится в пределах ошибки измерения. Это может свидетельствовать о том, что полнота горения обеспечивается, практически, при любой величине потока ХА, то есть, при любой скорости горения прокатанной пластины 10 (вплоть до загасания). Кроме того, загасание ТВЭ свидетельствует о том, что условия охлаждения ПС соответствуют условиям, реализуемым при исследовании структурной макрокинетики путем "закалки" горящего образца, где скорость загасания образцов составляет 103-104 см/сек. Поэтому можно считать, что модельный проточный реактор фиг. 3 может быть использован для исследования процесса структурообразования продуктов синтеза.
Результаты проведенных исследований по оценке полноты горения подтвердили возможность синтеза тугоплавких соединений не только в режиме последовательного действия, но также в режиме параллельного действия, в том числе, на отдельных тонких пластинах, что расширяет границы исследований и применения интенсивных технологий СВС.
Таким образом, предложенное решение в условиях описываемых примеров подтверждает возможность изготовления порошковых тугоплавких СВС-соединений с непрерывным производственным циклом.
Использование технического решения позволит обеспечить возможность создания автоматизированного производства по изготовлению порошковых тугоплавких соединений в режиме непрерывного горения и сократить временя технологического процесса.
Список литературы
1. В.К. Прокудина, В.И. Ратников, В.М. Маслов, И.П. Боровинская, А.Г. Мержанов, Ф.И. Дубовицкий. Технология карбида титана. В кн.: Процессы горения в химической технологии и металлургии. Под ред. A.Г. Мержанова, Черноголовка, 1975, с. 136-141.
2. Измельчение карбида титана в шаровых мельницах / В.М. Бунин, B.И. Торбов, В.М. Маслов, Л.Ф. Микулинская // Исследование твердых сплавов: Тематический сборник научных трудов. - М., Металлургия, 1991, - с. 92-97.
3. А.Г. Мержанов. Самораспространяющийся высокотемпературный синтез и порошковая металлургия: единство целей и конкуренция принципов. В кн. Процессы горения и синтез материалов. Под ред. В.Т. Телепы, А.В. Хачояна. Черноголовка, издательство ИСМАН, 1998, с. 70-121.
4. А.Г. Мержанов. Проблемы технологического горения. В сб: Процессы горения в химической технологии и металлургии. Под ред. А.Г. Мержанова, Черноголовка, 1975.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления порошковых тугоплавких продуктов СВС и устройство для его осуществления | 2017 |
|
RU2665852C1 |
| Способ изготовления порошковых тугоплавких продуктов СВС | 2017 |
|
RU2666389C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОПЛАВКИХ ПОРОШКОВЫХ ПРОДУКТОВ | 2000 |
|
RU2163180C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОПЛАВКИХ НЕОРГАНИЧЕСКИХ СОЕДИНЕНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2091312C1 |
| Способ получения порошка на основе тугоплавких соединений | 2017 |
|
RU2678858C1 |
| Способ производства паштета печеночного | 2021 |
|
RU2779060C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ В РЕЖИМЕ ГОРЕНИЯ | 2004 |
|
RU2277031C2 |
| Поливитаминный напиток | 2018 |
|
RU2685184C1 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| Способ производства замороженных рубленых мясных полуфабрикатов | 2023 |
|
RU2813260C1 |


Изобретение относится к изготовлению порошковых тугоплавких продуктов СВС. Линия содержит устройство для приготовления шихты для СВС путем смешения реагентов, валковый прокатный стан для изготовления профильной заготовки в виде полосы из шихты для СВС, реактор для проведения СВС в полосе из шихты для СВС с воспламеняющим устройством и устройство для измельчения полученной в реакторе полосы тугоплавких продуктов СВС. Реактор для проведения СВС в полосе из шихты для СВС выполнен с возможностью движения внутри него полосы и в виде прямоугольного открытого с двух противоположных торцов двустенного контейнера, наружные стенки которого образуют корпус и снабжены штуцером для подачи в реактор проточного газообразного хладагента навстречу распространению фронта горения, а внутренние стенки выполнены перфорированными и образуют реакционный стакан. Воспламеняющее устройство оснащено датчиком пламени и размещено на входе в реактор для проведения СВС с обеспечением непрерывного горения полосы из шихты для СВС. Устройство для измельчения полосы тугоплавких продуктов СВС выполнено в виде валкового измельчающего стана с по меньшей мере двумя валками. Обеспечивается сокращение времени проведения СВС. 4 з.п. ф-лы, 5 ил., 2 табл.
1. Линия для изготовления порошковых тугоплавких продуктов СВС, содержащая устройство для приготовления шихты для СВС путем смешения реагентов, валковый прокатный стан для изготовления профильной заготовки в виде полосы из шихты для СВС, реактор для проведения СВС в полосе из шихты для СВС с воспламеняющим устройством и устройство для измельчения полученной в реакторе полосы тугоплавких продуктов СВС, отличающаяся тем, что реактор для проведения СВС в полосе из шихты для СВС выполнен с возможностью движения внутри него полосы и в виде прямоугольного открытого с двух противоположных торцов двустенного контейнера, наружные стенки которого образуют корпус и снабжены штуцером для подачи в реактор проточного газообразного хладагента навстречу распространению фронта горения, а внутренние стенки выполнены перфорированными и образуют реакционный стакан, при этом воспламеняющее устройство оснащено датчиком пламени и размещено на входе в реактор для проведения СВС с обеспечением непрерывного горения полосы из шихты для СВС, причем устройство для измельчения полосы тугоплавких продуктов СВС выполнено в виде валкового измельчающего стана с по меньшей мере двумя валками.
2. Линия по п. 1, отличающаяся тем, что по крайней мере один из валков валкового измельчающего стана выполнен с возможностью изменения скорости его вращения.
3. Линия по п. 1, отличающаяся тем, что на одном из валков валкового прокатного стана выполнены пересекающиеся проточки или выступы.
4. Линия по п. 1, отличающаяся тем, что по крайней мере один из валков валкового прокатного стана выполнен с возможностью изменения скорости его вращения.
5. Линия по п. 1, отличающаяся тем, что воспламеняющее устройство содержит емкость для воспламеняющего состава и подключенное к ней при помощи клапанов дозирующее устройство.
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКИХ МАТЕРИАЛОВ В РЕЖИМЕ ГОРЕНИЯ | 2004 |
|
RU2277031C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОПЛАВКИХ НЕОРГАНИЧЕСКИХ СОЕДИНЕНИЙ В РЕЖИМЕ ГОРЕНИЯ | 1991 |
|
RU2054376C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОПЛАВКИХ НЕОРГАНИЧЕСКИХ СОЕДИНЕНИЙ В РЕЖИМЕ ГОРЕНИЯ | 1991 |
|
RU2069175C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТУГОПЛАВКИХ ПОРОШКОВЫХ ПРОДУКТОВ | 2000 |
|
RU2163180C1 |
| WO 2004028726 A1, 08.04.2004. | |||

