Изобретение относится к оборудованию пищевых производств, а именно к прессам для получения макаронных полуфабрикатов.
Известно, что при формировании макаронных изделий через нагретую матрицу до необходимой температуры (110±5)°С получаются изделия с гладкой поверхностью, достаточно прочные и содержащие малое количеством влаги. Они менее подвержены изменению формы после экструзии и резки [1].
Наиболее близким по технической сущности и достигаемым результатам к предлагаемому изобретению является экструдер для производства тестовых заготовок, включающий приемный бункер, прессовую камеру, размещенный в ней нагнетатель и установленный на выходе нагревательный элемент, расположенный по периметру профилирующего инструмента [2].
Известное устройство имеет невысокие показатели производительности, качества тестовых заготовок и большое количество отходов производства из-за отсутствия регулировки температуры электронагревателя, необходимость в которой следует из разнообразия состава теста и влаги выпрессовываемых заготовок, каждая из которых требует достаточно узкие температурные границы.
Заявляемый экструдер имеет высокую производительность, низкую энергоемкость, высокое качество тестовых заготовок и незначительнее количество отходов. Это достигается тем, что в экструдере нагревательный элемент выполнен в виде индуктора с регулируемой мощностью и высокой точностью измерения температуры.
Применение индукционного нагрева усложняет точность измерения температуры с помощью термопар, поэтому используется пирометр для бесконтактного измерения температуры, который соединен температурным контроллером. Установка контроллера для управления нагревательным элементом позволяет задавать температуру матрицы (профилирующего инструмента). В процессе экструзии теста через короткие формующие каналы нагретого до нужной температуры профилирующего инструмента происходит кратковременный контакт выпрессовываемого теста с горячей стенкой канала. Необходимая температура определяется свойствами тестовой массы данного состава и задается контроллером. В результате пристенный слой тестовой заготовки разогревается до температуры стенки, влага, содержащаяся в пристенном слое, испаряется, и образуется паровая прослойка, кипение которой приводит к созданию паровоздушной прослойки между экстрагируемым материалом и стенкой канала. При этом увеличивается прочность получаемых макаронных полуфабрикатов, снижается брак макаронных полуфабрикатов, уменьшается остаточное количество влаги и сохраняются в объеме заготовки натуральные свойства теста.
Увеличение производительности экструдера с нагревательным элементом, управляемым контроллером, обусловлено устранением адгезии теста к стенке канала. При возникновении паровой прослойки резко возрастает скорость выпрессовывания изделий и, соответственно, снижается давление прессования, что приводит к уменьшению затрат электроэнергии приводного двигателя и росту скорости экструзии в периферийных каналах профилирующего инструмента, в результате чего уменьшается неравномерность выпрессовываемых изделий, снижается количество отходов и уменьшается содержание воды в полученном полуфабрикате.
На рисунке изображен предлагаемый экструдер. Экструдер состоит из приемного бункера 1, прессовой камеры 2, шнека 3. Прессовая камера заполнена тестовой массой 4. Экструдер содержит матрицу 7 с профилирующими отверстиями 6 и индукционным нагревателем 5, расположенным по его периметру. Система контроля и регулирования нагрева матрицы содержит пирометр 9 и температурный контроллер 8.
Экструдер для производства макаронных изделий работает следующим образом. Из дозаторов мука и вода поступают в тестосмеситель, где перемешиваются до образования макаронного теста. Вращением мешалки тесто подают в приемный бункер 1 прессовой камеры. В прессовой камере 2 тесто 4 уплотняется шнеком 3 и выпрессовывается через формующие каналы 6 матрицы 7, установленной на ее выходе, в виде макаронных полуфабрикатов. Температура формующего канала матрицы определяется с помощью пирометра 9, а поддержание уровня температуры обеспечивается контроллером 8, что позволяет обеспечить необходимый заданный температурный коридор.
Основными преимуществами макаронного пресса являются увеличение выхода годного продукта, возможность обработки различных видов исходного теста, увеличение производительности процесса получения макаронных изделий, уменьшение энергозатрат на дальнейшую сушку макаронного полуфабриката.
Источники информации:
1. Хроменков В.М. Технологическое оборудование заводов и макаронных фабрик. Технологическое оборудование отрасли. Часть 1. - СПб.: ГИОРД, 2008. - 480 с.
2. Патент RU №2070800, МПК А21С 3/04, А21С 11/16. Опубл. в бюл. №36 от 27.12.1996.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для получения короткорезанных полых макаронных изделий | 2019 |
|
RU2721858C1 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 2005 |
|
RU2302125C2 |
| МАКАРОННЫЙ ПРЕСС | 2004 |
|
RU2253991C1 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ | 2001 |
|
RU2186500C1 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2466538C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ МАКАРОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158523C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ЗАГОТОВОК ПИЩЕВЫХ ПРОДУКТОВ МЕТОДОМ ЭКСТРУЗИИ | 2005 |
|
RU2327351C2 |
| СПОСОБ ПРОИЗВОДСТВА МАКАРОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2221454C1 |
| СПОСОБ ПРОИЗВОДСТВА ТЕРМООБРАБОТАННЫХ МАКАРОННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2170030C2 |
| СПОСОБЫ ИЗГОТОВЛЕНИЯ ДЛИННЫХ И/ИЛИ КОРОТКИХ МАКАРОННЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2091042C1 |

Экструдер включает приемный бункер, прессовую камеру и матрицу с размещенным индукционным нагревательным элементом по периметру. Экструдер дополнительно снабжен пирометром для дистанционного измерения температуры матрицы и температурным контроллером, управляющим мощностью нагревательного элемента. Изобретение позволяет повысить скорость выпрессовывания макаронного теста в каналах матрицы при одновременном снижении прилагаемого давления. 1 ил.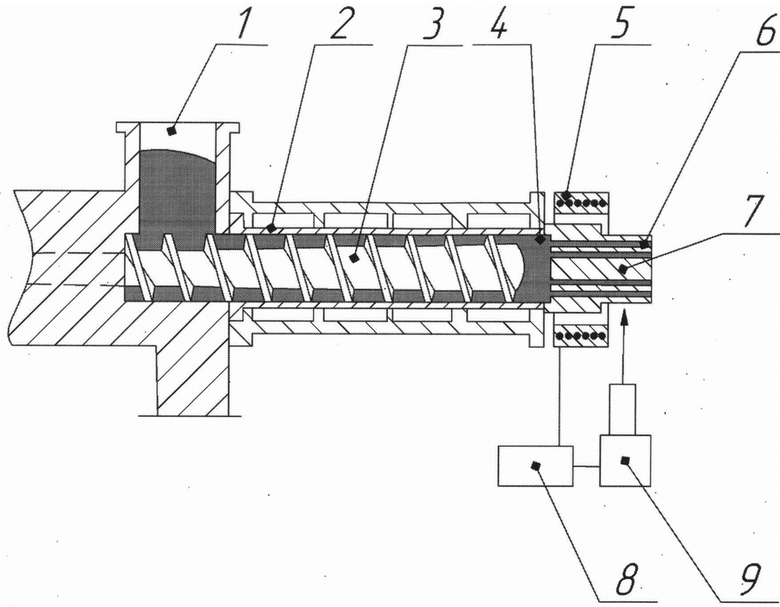
Экструдер для производства макаронных изделий, включающий приемный бункер, прессовую камеру, матрицу с размещенным индукционным нагревательным элементом по периметру, отличающийся тем, что дополнительно снабжен пирометром для дистанционного измерения температуры матрицы и температурным контроллером, управляющим мощностью нагревательного элемента.
| RU 2070800 C1, 27.12.1996 | |||
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 2003 |
|
RU2253568C2 |
| US 4415323 A1, 15.11.1983. | |||

