Область техники, к которой относится изобретение
Материал согласно изобретению в виде сварочной проволоки и порошка может быть использован для сварки плавлением, в том числе, лазерной (LBW), плазменной (PW), микроплазменной (MPW), электронно-лучевой (EBW) и аргонодуговой сварки неплавящимся электродом (GTAW) дисперсно-упрочненных жаропрочных сплавов на основе никеля и кобальта.
Уровень техники
Дисперсно-упрочненный жаропрочный сплав на основе никеля, « состоящий из 5-15% Co по массе, 13-15,6% Cr по массе, 2,5-5% Mo по массе, 3-6% W по массе, 4-6% Ti по массе, 2-4% Al по массе, 0,15-0,3% C по массе, 0,005-0,02% B по массе, до 0,1% Zr по массе, никеля и примесей - остальное, согласно патенту США 3615376, широко применяется в течение десятилетий в турбинных двигателях. Данный жаропрочный сплав обладает хорошим сочетанием механических свойств, устойчивости к окислению вплоть до температуры 1742°F и свариваемости. Вариант осуществления данного сплава, также известный как жаропрочный сплав Rene 80, состоящий из 9,5% Co по массе, 14% Cr по массе, 4% Mo по массе, 4% W по массе, 5% Ti по массе, 3% Al по массе, 0,17% C по массе, 0,015% В по массе, 0,03% Zr по массе и никеля - остальное, в виде сварочной проволоки и порошка используется для сваривания поликристаллических сплавов Inconel 738, GTD 111, GTD 222, Rene 77, а также сплавов CMSX-4, Rene N5 и других монокристаллических материалов. Сваривание дисперсно-упрочненных жаропрочных сплавов на основе никеля с высоким содержанием гамма-штрих фазы приводит к интенсивному образованию ликвационных трещин в зоне термического влияния (Heat Affected Zone, HAZ). Склонность жаропрочного сплава Inconel 738 к образованию ликвационных трещин усугубляется вследствие кристаллизационных и термических напряжений, что делает почти невозможным получение при температуре окружающей среды не содержащих трещин сварных швов с использованием известных сварочных материалов, согласно статье М. Montazeri, F. Malek Ghaini, О.А. Ojo "Heat Input and the Liquation Cracking of Laser Welded IN738LC Superalloy", Welding Journal, 2013, Vo. 92, 2013, pp.: 258-264.
Согласно патентам США 5897801 и 6659332, для получения беспорочных, не содержащих трещин сварных швов, элементы двигателя, изготовленные из сплавов Inconel 738, GTD 111 и других жаропрочных сплавов с высоким содержанием гамма-штрих фазы, перед свариванием должны подвергаться предварительному нагреву до высоких температур. Однако предварительный нагрев снижает производительность, увеличивает затраты и ухудшает условия охраны здоровья и безопасности.
Кроме того, после ремонта свариванием лопатки турбин склонны к ускоренному окислению, что увеличивает зазор между лопатками турбин и блоком статора, снижая эффективность и увеличивая потребление топлива и выброс парниковых газов.
Согласно патенту США 4169742, для увеличения устойчивости к окислению сварных швов в промышленности была внедрена сварочная проволока из содержащего рений сплава Rene 142, состоящего из 10-13% Co по массе, 3-10% Cr по массе, 0,5-2% Mo по массе, 3-7% W по массе, 0,5-10% Re по массе, 5-6% Al по массе, 5-7% Ta по массе, 0,5-2% Hf по массе, 0,01-0,15% C по массе, 0,005-0,05% В по массе, 0-0,1% Zr по массе и никеля - остальное. Однако вследствие высокой стоимости рения сварочная проволока из сплава Rene 142 оказывается слишком дорогой. Кроме того, качество сварных швов, полученных с использованием сварочной проволоки из сплава Rene 142, даже более чувствительно к температуре предварительного нагрева, чем из сплава Rene 80, вследствие повышенной склонности сплава Rene 142 к образованию трещин.
Чтобы предотвратить образование трещин в HAZ, остаточные напряжения должны быть сведены к минимуму путем предварительного нагрева элементов двигателя до высоких температур, как указано в патентах США 5897801 и 6659332, либо температура плавления сварочных материалов для предотвращения перегрева HAZ должна быть снижена путем дополнительного легирования сварочных материалов депрессантами температуры плавления, такими как бор, согласно переизданным патентам США RE 29920 и RE 2868. Данные сплавы на основе никеля состоят из 0,05-0,3% В по массе, до 0,35% С по массе, от 5 до 22% Cr по массе, до 8% и до 3% Nb по массе, соответственно, и никеля - остальное.
Однако, как обнаружено экспериментальным путем, бор в количествах до 0,3% по массе не предотвращает образования микротрещин в HAZ жаропрочных сплавов Inconel 738, GTD 111 и Mar М247 во время сваривания при температуре окружающей среды. Кроме того, бор значительно снижает устойчивость сварных швов к окислению.
Другим хорошо известным депрессантом температуры плавления является кремний. Кремний используется для производства сварочной проволоки, например, Haynes HR-160 (номер N12160 по UNS), состоящей из Ni, 29% Co по массе, 28% Cr по массе, 2% Fe по массе, 2,75% Si по массе, 0,5% Mn по массе, 0,5% Ti по массе, 0,05% C по массе, 1% W по массе, 1% Mo по массе и 1% Nb по массе. Сварные швы, полученные с использованием сварочной проволоки Haynes HR-160, имеют отличную устойчивость к окислению. Однако механические свойства таких сварных швов при температурах, превышающих 1800°F, оказываются весьма низкими. В результате кремний не принято использовать для изготовления жаропрочных сплавов на основе никеля, вследствие его вредного влияния на механические свойства жаропрочных сплавов на основе никеля.
Например, как указал Роберт В. Майнер младший, добавление 0,5% и 1% Si по массе к жаропрочным сплавам на основе никеля Inconel 713С и Mar М200 значительно снижало механические свойства данных сплавов при высоких температурах, см. Robert V. Miner, Jr. "Effect of Silicon on the Oxidation, Hot-Corrosion, and Mechanical Behaviour of Two Cast Nickel-Base Superalloys", Metallurgical Transactions, Volume 8A, December 1977, pp. 1949-1954. Более того, такое ухудшение невозможно объяснить очевидными изменениями фазового состава либо морфологии выделений и их реакцией с другими легирующими элементами и никелем при высоких температурах.
В результате Si используется, главным образом, для изготовления жаропрочных твердых припоев на основе кобальта и никеля, таких как AMS4775, содержащий 3,1% В по массе и 4% Si по массе, AMS4777, содержащий 3,1% В по массе и 4,5% Si по массе, AMS 4779, содержащий 1,85% В по массе и 3,5% Si по массе, Amdry 788, содержащий 2% В по массе и 2% Si по массе, а также специального сплава на основе никеля, раскрытого в патенте США 2868667, содержащего 2,5-4,5% В по массе и 3,5-5,5% Si по массе.
Соединения, полученные с использованием твердых припоев, известные из уровня техники, не содержат трещин, благодаря природе процесса высокотемпературной пайки, который осуществляется при изотермическом нагревании деталей в вакуумных печах, что уменьшает остаточные напряжения. Однако механические свойства паяных соединений значительно хуже, чем свойства основных материалов. Это существенно ограничивает использование твердых припоев для изготовления и ремонта высокопрочных вращающихся и ограждающих элементов турбинных двигателей.
Таким образом, существует промышленная потребность в разработке новых высокоустойчивых к окислению, высокопрочных и вязких сварочных материалов на основе никелевых жаропрочных сплавов с гамма-штрих фазой, которые при температуре окружающей среды способны обеспечивать не содержащие трещин сварные швы на дисперсно-упрочненных жаропрочных сплавах.
Раскрытие изобретения
Авторами было обнаружено, что дисперсно-упрочненные сварочные материалы на основе никеля, состоящие из 5-менее 14% Со по массе, 5-25% Cr по массе, 1-6% Al по массе, 0,05-0,2% С по массе, 0,015-0,4% В по массе, 1-3% Si по массе и химических элементов, выбранных из вольфрама и молибдена, приблизительно от 1% до 20% по массе, химических элементов, выбранных из титана, циркония, гафния, тантала и рения, приблизительно от 1% до 18% по массе, и никеля и примесей - остальное, в виде сварочной проволоки и порошка, создают беспорочные, высокопрочные, высокоустойчивые к окислению, не содержащие трещин сварные швы на дисперсно-упрочненных жаропрочных сплавах и монокристаллических материалах.
Разработанный сварочный материал имеет следующие преимущества. Во-первых, он обеспечивает сварку плавлением сплавов Inconel 738, GTD 111, Mar M002, Mar M277 и других поликристаллических высокопрочных сплавов на основе никеля с высоким содержанием гамма-штрих фазы без образования трещин в HAZ при температуре окружающей среды. Во-вторых, он обеспечивает не содержащие трещин сварные швы при уникальном сочетании высокой прочности и высокой устойчивости к окислению на сплавах Inconel 738, GTD 111, Mar M002, Mar M277 и других поликристаллических высокопрочных сплавах на основе никеля с высоким содержанием гамма-штрих фазы. В-третьих, он сводит к минимуму или исключает рекристаллизацию монокристаллических материалов в зоне HAZ вдоль линии сплавления.
В другом предпочтительном варианте осуществления сварочный материал состоит из 8-10% Co по массе, 14-18% Cr по массе, 3-5% Mo по массе, 3-5% W по массе, 3-6% Ti по массе, 0,04-0,06% Zr по массе, 2-4% Al по массе, 0,05-0,1% C по массе, 0,1-0,35% B по массе, 1-3% Si по массе и никеля с примесями - остальное.
Предпочтительный и наиболее передовой вариант осуществления сварочного материала для сварки элементов двигателя, подверженных воздействию чрезвычайно высокой температуры, напряжений и температурной коррозии, содержит 11-13% Co по массе, 6-8% Cr по массе, 1-3% Mo по массе, 4-6% W по массе, 0,01-0,03% Zr по массе, 5-7% Al по массе, 0,1-0,15% C по массе, 1-3% Re по массе, 5-7% Ta по массе, 0,015-0,3% B по массе, 1,2-1,8% Si по массе и никель с примесями - остальное.
В другом предпочтительном варианте осуществления содержание бора снижено от приблизительно 0,4% по массе до приблизительно 0,1% по массе, с пропорциональным увеличением содержания кремния от приблизительно 1% по массе до приблизительно 3% по массе, так что общее содержание бора и кремния находится в пределах приблизительно от приблизительно 1,4% по массе до приблизительно 3,1%, что позволяет улучшить либо механические свойства сварных швов, либо их устойчивость к окислению, по необходимости, для конкретного применения, в тоже время, не допуская образования трещин в HAZ поликристаллических жаропрочных сплавов и рекристаллизации монокристаллических материалов.
Предпочтительными вариантами осуществления являются сваривание проволокой или сварочным порошком, или ремонт деталей элементов турбинных двигателей с использованием проволоки или порошка.
Краткое описание чертежей
На фиг. 1 приведена микрофотография наплавленного сварного шва, полученного с использованием стандартного сплава Rene 80 на жаропрочном сплаве GTD 111 в состоянии после отжига, где показана зона HAZ и образование трещин сварного шва.
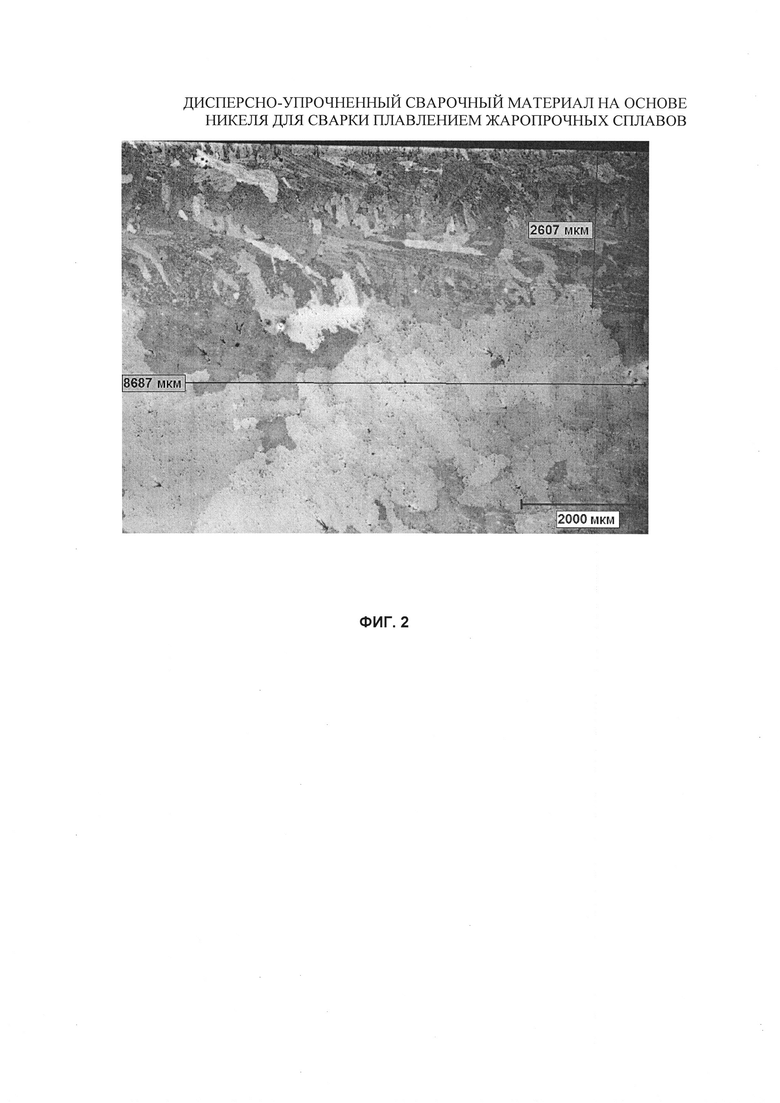
На фиг. 2 приведена микрофотография продольного разреза наплавленного лазером сварного шва на жаропрочном сплаве GTD 111 в состоянии после отжига, полученного с использованием сварочного материала FM4 в виде порошка, где показан не содержащий трещин сварной шов и HAZ.
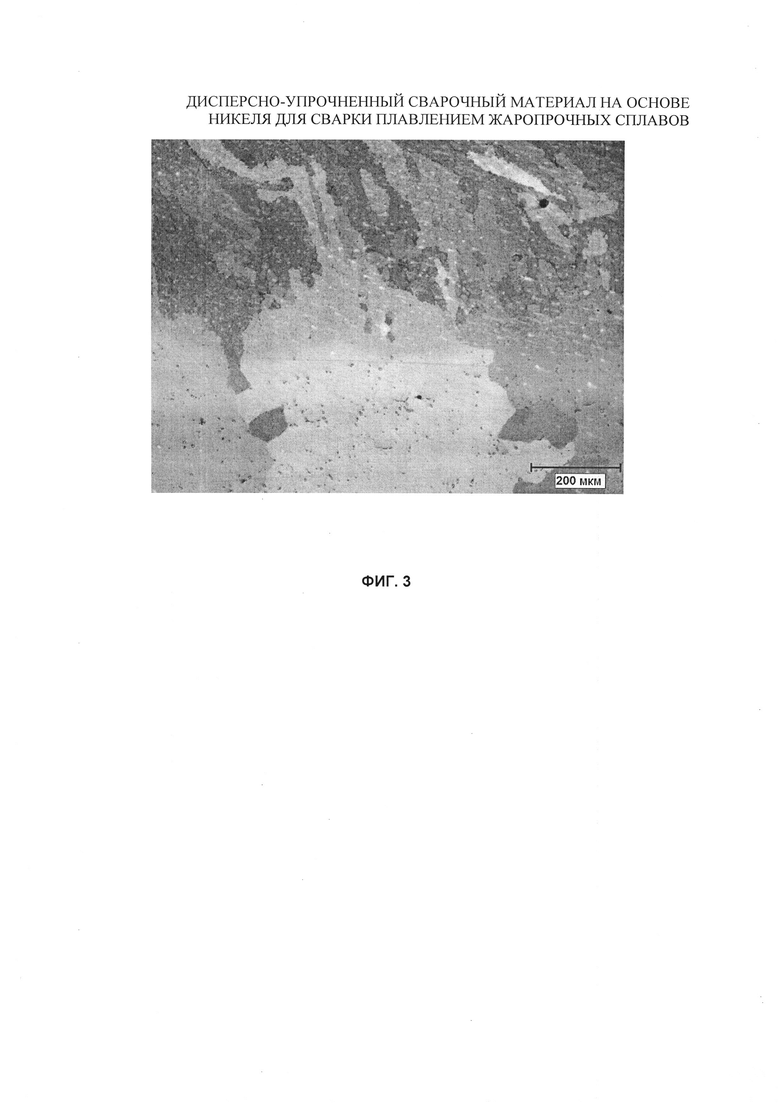
На фиг. 3 приведена микрофотография зоны сплавления наплавленного лазером сварного шва, полученного с использованием сварочного материала FM3 в виде порошка на жаропрочном сплаве IN738 в состоянии после состаривания термообработкой, где показан не содержащий трещин сварной шов и HAZ.
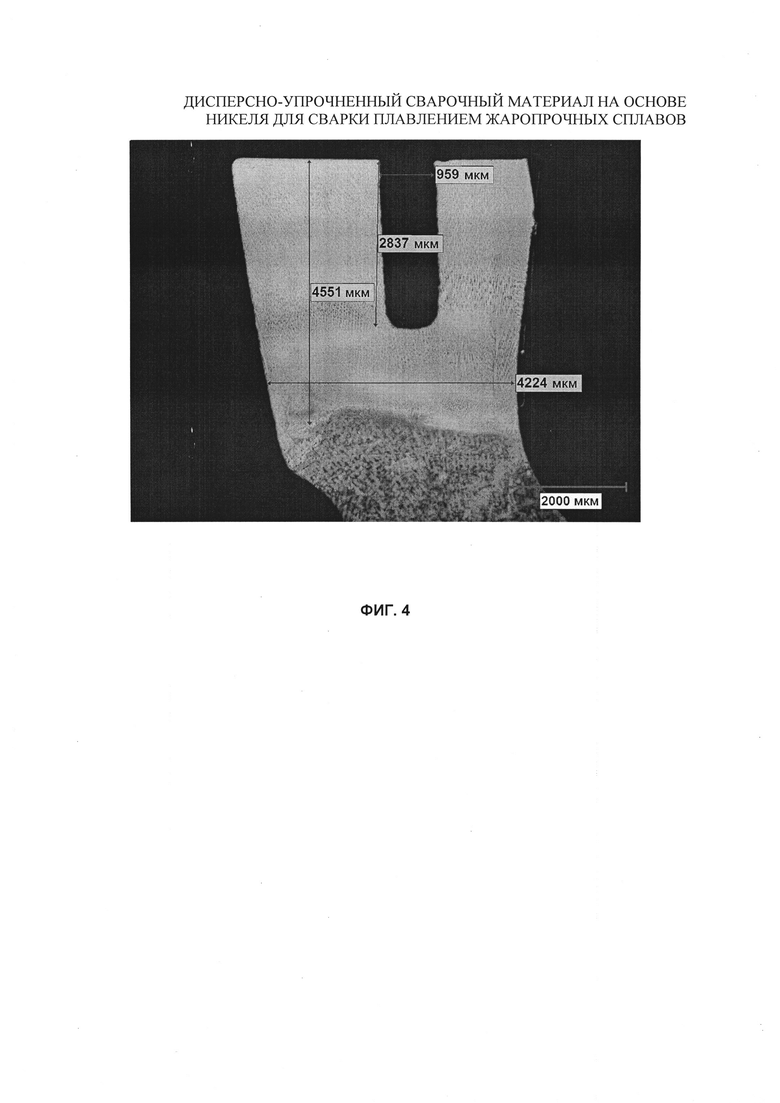
На фиг. 4 приведена микрофотография на наплавленном способом GTAW-MA сварном шве, полученном с использованием сварочного материала FM3 в виде сварочной проволоки на сопловой направляющей лопатке, изготовленной из жаропрочного сплава Mar М247, в состоянии после состаривания термообработкой после сварки, где показан не содержащий трещин сварной шов и HAZ.
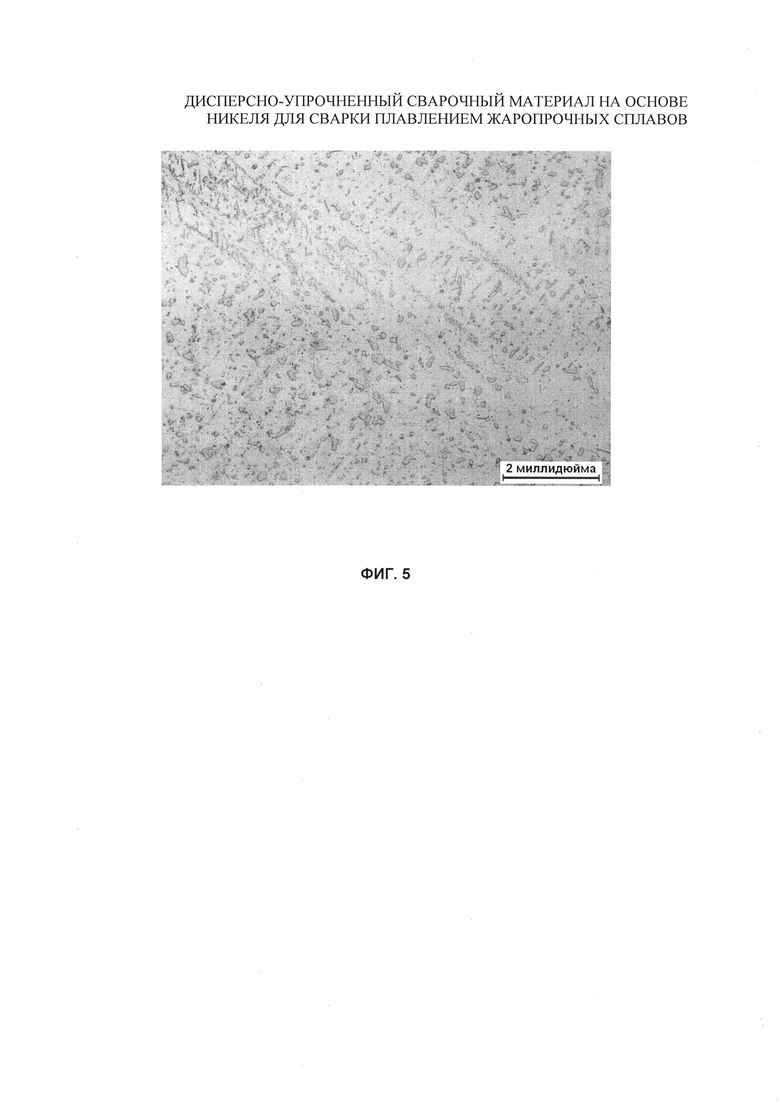
На фиг. 5 приведена микрофотография наплавленного лазером сварного шва, полученного с использованием сварочного материала FM8 в виде порошка на жаропрочном сплаве GTD 111, где показаны межзерновые выделения боридов и силицидов.
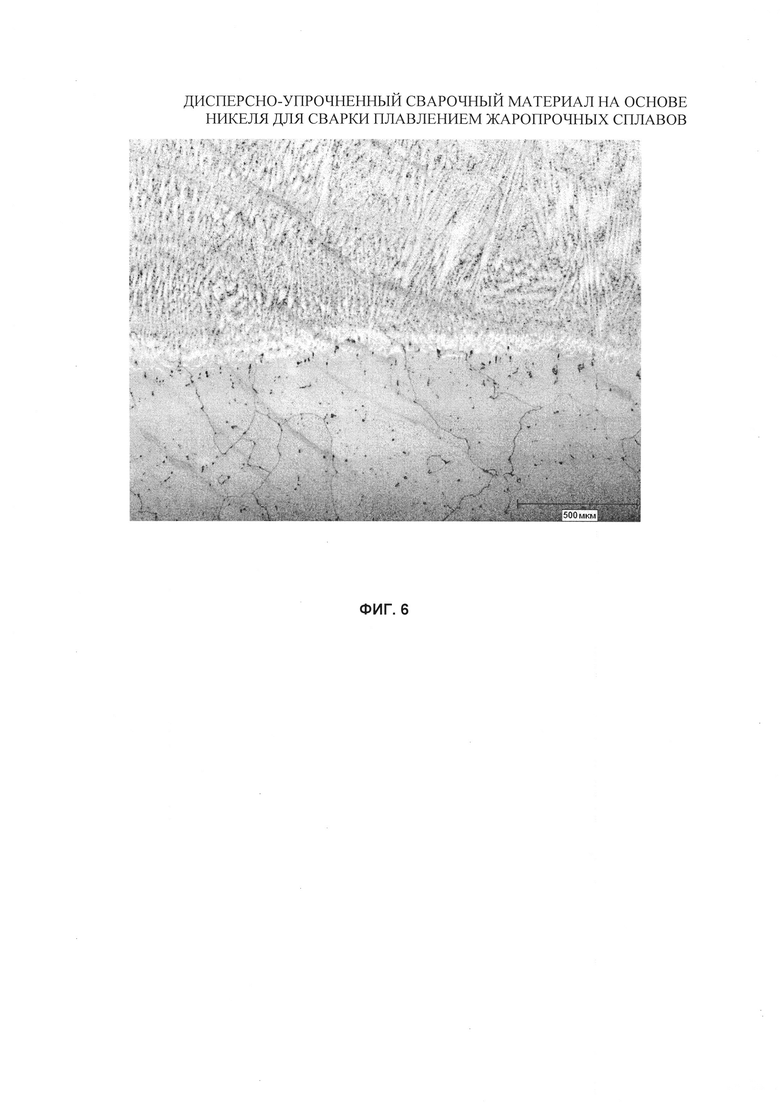
На фиг. 6 приведена микрофотография сваренного способом GTAW-MA стыкового соединения сплава Rene 77, полученного с использованием сварочного материала FM8 в виде сварочной проволоки.
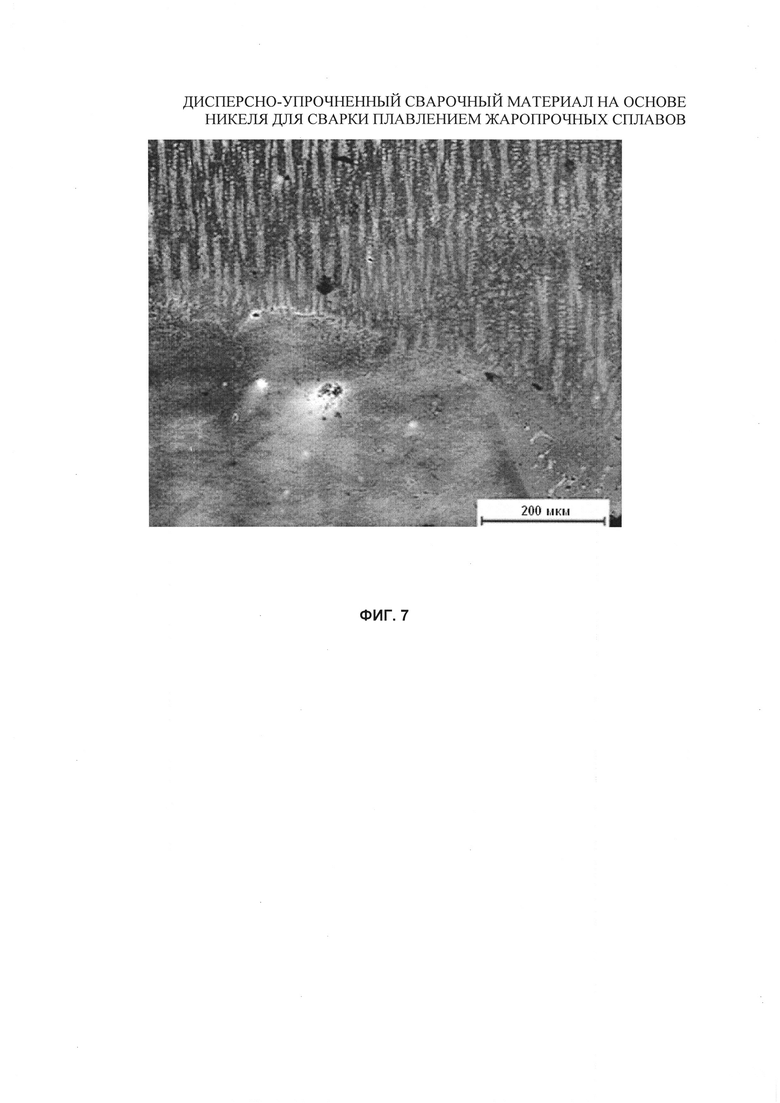
На фиг. 7 приведена микрофотография наплавленного способом GTAW-MA сварного шва на монокристаллическом материале Rene N5, полученного с использованием сварочного материала FM7 в виде сварочной проволоки, где показан не содержащий трещин сварной шов и HAZ без каких-либо признаков рекристаллизации.
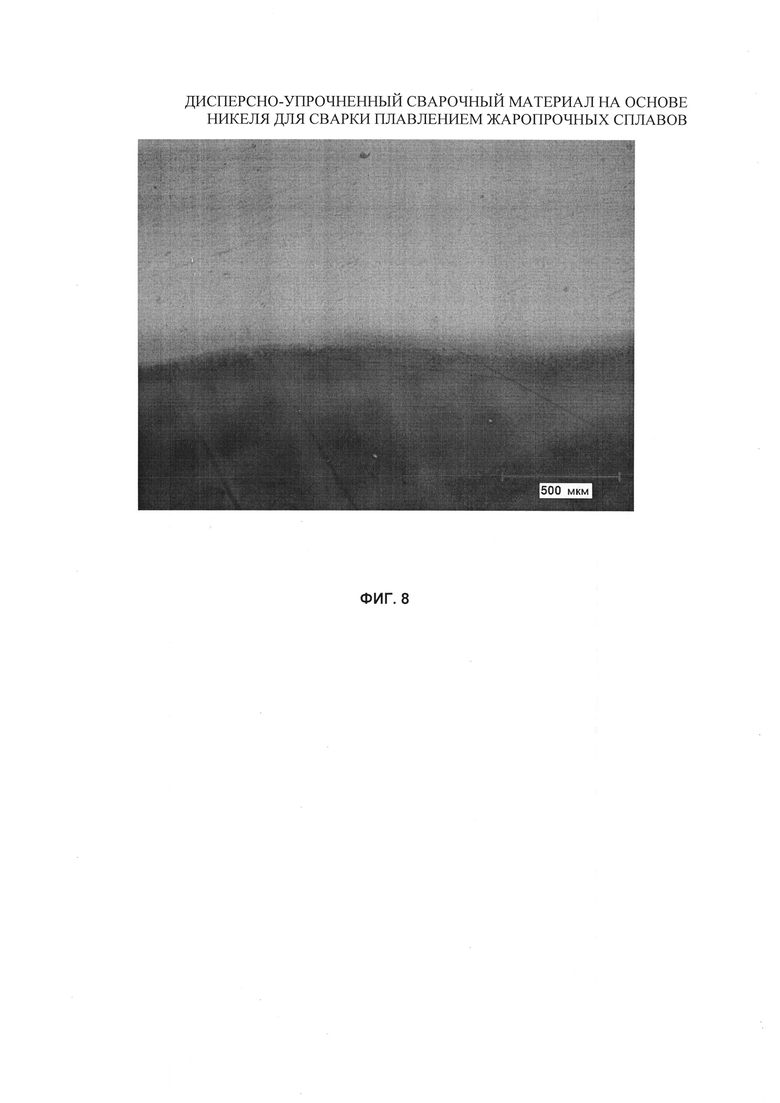
На фиг. 8 приведена микрофотография наплавленного способом GTAW-MA сварного шва на монокристаллическом материале CMSX-4, полученного с использованием сварочного материала FM9, где показан не содержащий трещин сварной шов и HAZ без каких-либо признаков рекристаллизации.
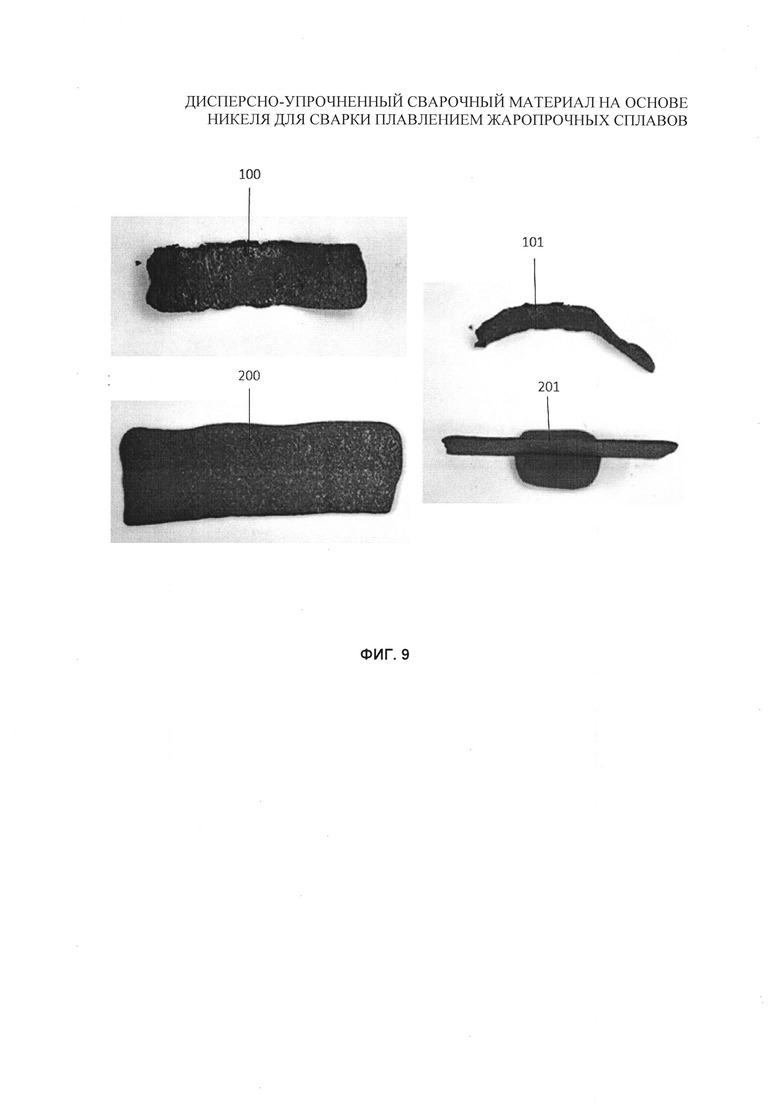
На фиг. 9 изображен образец сварного шва, полученного с использованием GTAW-MA и стандартного сварочного материала Rene 80 (100 и 101) и сварочного материала FM3 (200 и 201), где 100 и 200 - вид сверху, а 101 и 201 - вид сбоку образцов после испытаний при температуре 2012°F в течение 300 часов, где показана отличная устойчивость к окислению сварного шва, полученного с использованием сварочного материала FM4 в виде сварочной проволоки.
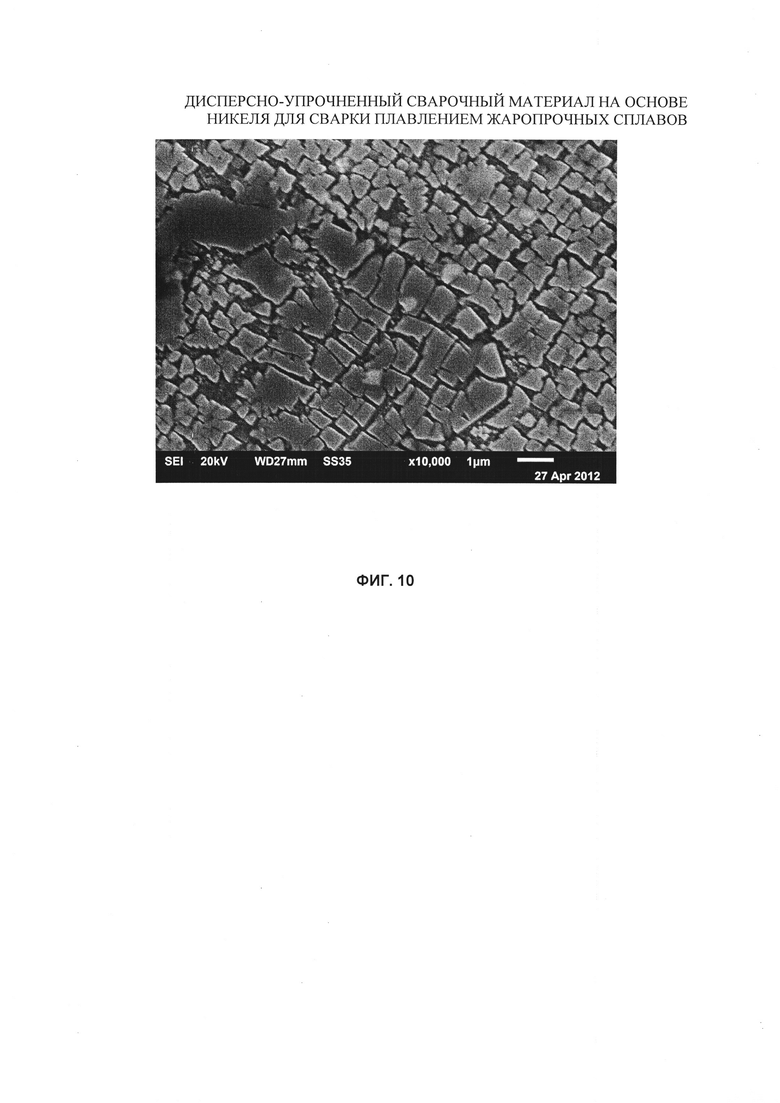
На фиг. 10 приведена микрофотография металла сварного шва, полученного с использованием сварочного сплава FM8 в виде сварочного порошка и сварки лазером лучом на жаропрочном сплаве Inconel 738, в состоянии после состаривания термообработкой.
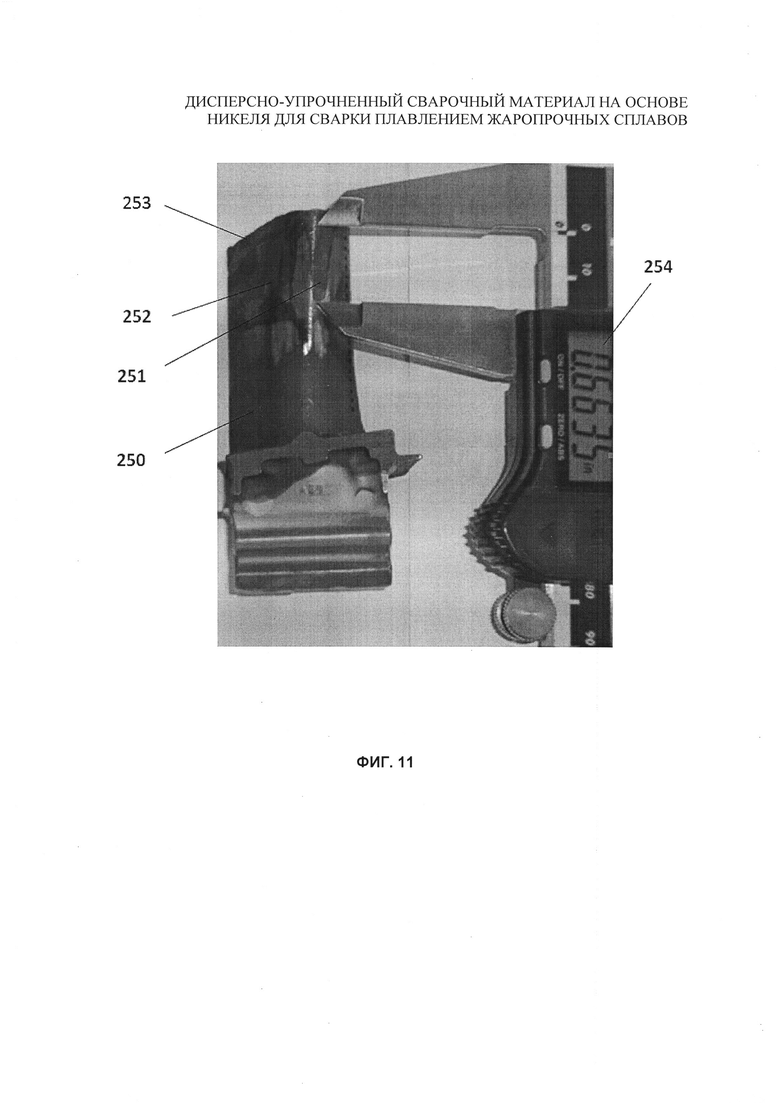
На фиг. 11 изображено восстановление вершины и устранение радиальной трещины лопатки турбины высокого давления (High Pressure Turbine, HPT) авиационного двигателя, изготовленной из монокристаллического жаропрочного сплава Rene N5, полученное с использованием GTAW-MA и сварочного материала FM7 в виде сварочной проволоки (образец 15 сварки), где 250 - лопатка НРТ, 251 и 252 - сварные швы радиальных трещин; 253 - сварной шов вершины, 254 - штангенциркуль, который демонстрирует протяженность успешно устраненной радиальной трещины.
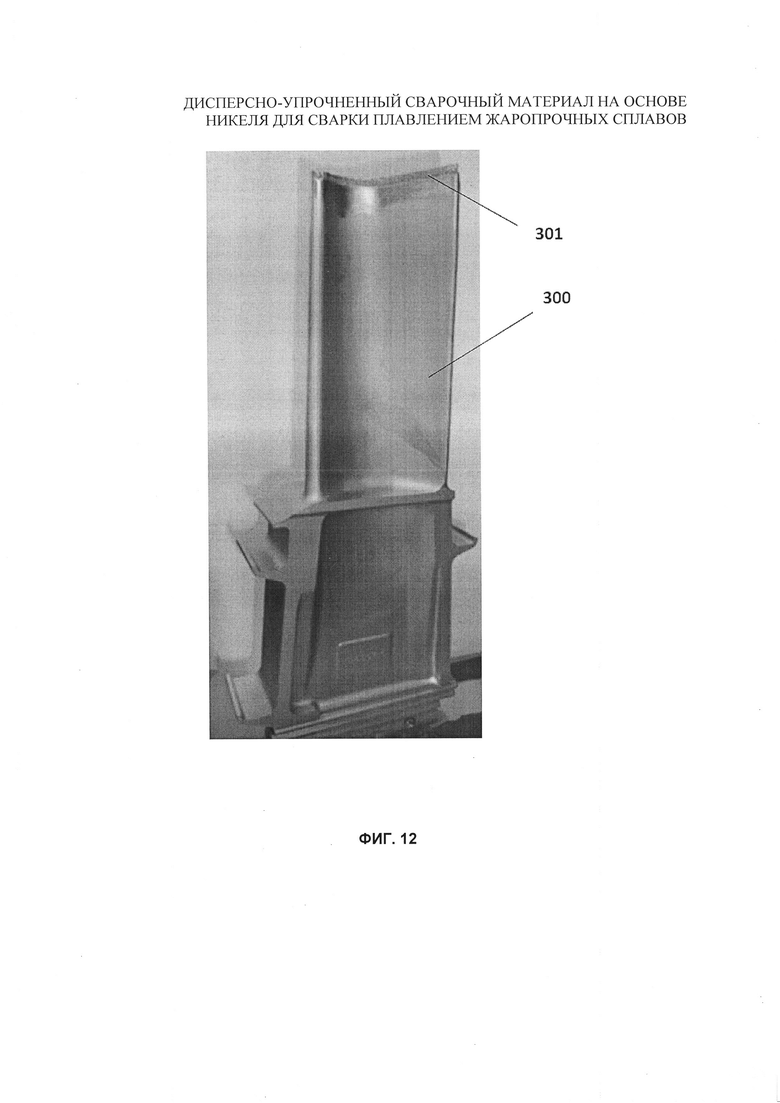
На фиг. 12 демонстрируется восстановление вершины лопасти турбины высокого давления (НРТ) промышленного газотурбинного двигателя, изготовленной из поликристаллического жаропрочного сплава GTD111 с использованием автоматического наплавления лазером и сварочного материала FM11 в виде сварочного порошка (образец 16 сварки), где 300 - лопасть НРТ, 301 - лазерный сварной шов.
СТАНДАРТНЫЕ АББРЕВИАТУРЫ
AMS (Aerospace Material Specification) - Технические требования к аэрокосмическим материалам (стандарты)
ASTM (American Society for Testing and Materials) - Американское общество по испытаниям и материалам (стандарты)
AWS (American Welding Society) - Американское общество сварщиков (стандарты)
HAZ (Heat Affected Zone) - зона термического влияния НРТ (High Pressure Turbine) - турбина высокого давления IGT (Industrial Gas Turbine Engine) - промышленный газотурбинный двигатель
LPT (Low Pressure Turbine) - турбина низкого давления
NDT (Non Destructive Testing) - неразрушающие испытания
NGV (Nozzle Guide Vane) - сопловая направляющая лопатка
OEM (Original Equipment Manufacturer) - фактический изготовитель оборудования
PWHT (Post Weld Heat Treatment) - послесварочная термообработка
UNS (Unified Numbering System) - Унифицированная система нумерации - система обозначения сплавов, широко распространенная в Северной Америке
UTS (Ultimate Tensile Strength) - предел прочности на разрыв
ТЕРМИНЫ
Сплавы - соединения металлов, состоящие из смеси двух или более материалов.
Аустенит - твердый раствор одного или более элементов в фазе с кубической гранецентрированной кристаллической решеткой.
Основной металл или материал - один из двух или большего количества металлов, свариваемых друг с другом для образования соединения.
Бориды - соединения, состоящие из двух элементов, из которых бор является более электроотрицательным. Бор образует бориды с металлическими и неметаллическими элементами.
Карбиды - соединения, состоящие из углерода и менее электроотрицательного элемента. Углерод может образовывать карбиды с металлами (такими как хром, ниобий, молибден, тантал, титан, вольфрам, и другими металлами из групп IVB, VB и VIB) и неметаллами (такими как бор, кальций или кремний). Карбиды металлов отличаются чрезвычайной твердостью и устойчивостью к высоким температурам.
Наплавление - процесс нанесения сравнительно толстого (более 0,5 мм (0,02 дюйма)) слоя сварочного материала и/или композитного сварочного порошка с целью повышения стойкости к износу и/или коррозии или для улучшения других свойств и/или для восстановления детали до требуемых размеров при минимальном проникновении в основной материал.
Холодная прокатка - процесс, выполняемый при температуре ниже температуры рекристаллизации сплава.
Холодная обработка - формование металла при температурах значительно ниже температуры рекристаллизации. Холодная обработка усиливает прочность и твердость.
Трещина - неоднородность типа разрыва, которая отличается острой вершиной и высоким отношением длины к ширине, обычно превышающим три (3).
Растрескивание - образование разрыва в сварном шве во время кристаллизации сварочной ванны или после ее завершения.
Ползучесть (свойства) - склонность твердого материала к медленному смещению или остаточной деформации под воздействием нагрузок. Ползучесть возникает, когда металл подвергается постоянной растягивающей нагрузке при повышенной температуре.
Испытания на ползучесть и разрыв - испытания, которые проводятся с приложением к образцу постоянной нагрузки при постоянной температуре согласно стандарту ASTM Е139. Испытания на разрыв выполняются в таком же режиме, что и испытания на ползучесть, но при более высоком уровне напряжения, вплоть до разрушения образца, при этом измеряется время до разрушения. Время до разрушения при данной нагрузке используется для получения характеристик разрушения материалов.
Разбавление - изменение химического состава сварочного материала, вызванное присутствием основного материала или ранее наплавленного металла в наплавленном валике, которое измеряется в процентах основного металла или ранее наплавленного металла в наплавленном валике.
Неоднородность - нарушение типичной структуры металла сварного шва, такое как недостаточная однородность механических, металлургических или физических характеристик основного металла или металла сварного шва.
Вязкость - способность металлов и сплавов к вытяжке, растяжению или формованию без разрушения.
Экструзия - процесс формования путем продавливания прутковой заготовки через одну фильеру или ряд фильер.
Трещиноватость - мелкие трещиноподобные неоднородности с незначительным разделением поверхностей разрыва (раскрытием трещины). Приставки макро- или микро- указывают на относительный размер неоднородности.
Плавление сваркой - процесс сварки, в котором использовано плавление основного металла для создания сварного шва.
Гамма (γ) фаза - протяженная матрица (называемая гамма), представляющая собой аустенитную фазу на основе никеля с кубической гранецентрированной (Face-Centered-Cubic, FCC) кристаллической решеткой, обычно содержащую высокий процент элементов твердого раствора, таких как Co, Cr, Mo и W.
Гамма-штрих (γ') фаза - первичная фаза при твердении жаропрочных сплавов на основе никеля, представляющая собой соединение, состоящее из никеля и либо алюминия, либо титана - Ni3Al или Ni3Ti, которое когерентно выделяется в аустенитной γ-матрице.
Газовое распыление - процесс изготовления высококачественных металлических порошков путем нагнетания потока расплавленного металла через отверстие и распыления его с помощью струй инертного газа в мелкодисперсные капли металла с последующим быстрым охлаждением.
Аргонодуговая сварка неплавящимся электродом (GTAW) - в соответствии с определением AWS это процесс дуговой сварки, который обеспечивает сращивание металлов при нагревании их с помощью дуги между вольфрамовым (неплавящимся) электродом и изделием, также называемым основным материалом. Защитную атмосферу получают с помощью газа или газовой смеси. При этом может использоваться или не использоваться давление и может использоваться или не использоваться присадочный металл.
Твердость - способность металлов и сплавов сопротивляться вдавливанию, проникновению и царапанию.
Зона термического влияния (HAZ) - часть основного металла, которая не была расплавлена, но ее механические свойства или микроструктура были изменены за счет нагрева при сваривании.
Термическая обработка - процесс контролируемого нагревания и охлаждения, используемый для изменения структуры материала и изменения его физических и механических свойств.
Горячая прокатка - процесс, выполняемый при температуре, превышающей температуру рекристаллизации сплава.
Индукционная плавка - процесс, в котором индуцированный электрический ток, называемый вихревым током, нагревает и плавит металлы и сплавы.
Обратная пропорциональность - зависимость, при которой число либо увеличивается, когда другое число уменьшается, либо уменьшается, когда другое число увеличивается. Обратная пропорциональность противоположна прямой пропорциональности.
Сварка и наплавление лазером (LBW) - в соответствии с определением AWS это процесс сваривания, который обеспечивает сращивание материалов с помощью нагревания, полученного за счет применения сфокусированного когерентного светового луча, воздействующего на материал соединения или основной материал, соответственно.
Линейные неоднородности - дефекты сварки с отношением длины к ширине 3:1 или больше.
Ликвационная трещина - трещина в сварном шве, возникающая во время твердения и вызванная плавлением составляющих границ зерен с низкой температурой плавления.
Многопроходное наплавление и сваривание - формирование сварного шва за два или большее количество проходов.
Жаропрочные сплавы на основе никеля - материалы, в которых содержание никеля превышает содержание других элементов сплава.
Плазменная дуговая сварка (PAW) - в соответствии с определением AWS это процесс дуговой сварки, который обеспечивает сращивание металлов путем нагревания их с помощью сжатой дуги между электродом и изделием (основным металлом), известной также как дуга прямого действия, или электродом и дросселирующим соплом, известной также как дуга косвенного действия.
Термическая обработка с выделением вторичных фаз или закаливание -процесс нагревания сплавов до температуры, при которой определенные элементы выделяются, образуя более твердую структуру, а затем охлаждения со скоростью, предотвращающей возврат к исходной структуре.
Рекристаллизация - образование новой недеформированной структуры зерен из существующей структуры, которое, как правило, сопровождается ростом зерен во время термической обработки.
Температура рекристаллизации - приближенная температура, при которой возникает рекристаллизация существующей структуры зерен в течение определенного времени.
Прокатка - процесс, в котором металлическая заготовка пропускается через ряд валков с механическим приводом.
Сопротивление разрыву - номинальное напряжение, возникающее в материале при разрушении, которое необязательно равно пределу прочности на разрыв.
Усадка при затвердевании - уменьшение объема металла во время затвердевания.
Термическая обработка на твердый раствор - способ термической обработки, в котором используется нагревание сплавов до определенной температуры в течение определенного периода времени, обеспечивающего растворение одного или большего количества легирующих элементов в твердом растворе, а затем быстрое охлаждение.
Жаропрочные сплавы - металлические материалы с устойчивостью к окислению и механическими свойствами, пригодными для эксплуатации при повышенных температурах.
Предел прочности на разрыв (UTS) - сопротивление материала продольной нагрузке, измеряемое минимальной величиной продольного напряжения, требуемого для разрушения материала.
Сварной и наплавленный валик - локализованное сращивание металла или неметаллов, полученное либо путем нагрева материалов до температуры сварки, с приложением давления или без него, либо путем приложения одного лишь давления, с использованием сварочного материала или без него.
Дефекты сварки - неоднородности, которые вследствие своего характера или эффекта накопления делают деталь или изделие несоответствующими минимальным применимым стандартам приемки или техническим условиям.
Проход сварного шва - один проход операции сваривания или наплавления вдоль соединения, наплавленного металла или подложки. Результатом прохода является наплавленный валик, слой или покрытие.
Сварочная ванна - локализованный объем расплавленного металла в сварном шве перед его затвердеванием как металла сварного шва.
Сварка - процесс соединения материала, используемый при выполнении сварных швов.
Сварочный материал - материал, добавляемый при выполнении сварного, паяного твердым припоем или паяного соединения.
Сварочный порошок - сварочный материал в виде порошка, который добавляется при выполнении сварных соединений или наплавленных сварных швов.
Сварочная проволока - сварочный материал в виде проволоки, который добавляется при выполнении сварных соединений или наплавленных сварных швов.
Предел текучести - способность металла выдерживать постепенно увеличивающееся усилие без остаточной деформации.
Осуществление изобретения
Сплав согласно изобретению может использоваться в виде литья, обработанных давлением материалов, плит, полос, листов, порошков и других сварочных материалов. Однако основными видами применения сварочных материалов являются сварочная проволока и порошок.
Сварочную проволоку и порошки изготавливают из слитков, которые также называют заготовками, получаемых в вакууме или в атмосфере аргона с использованием обычных технологий и оборудования для индукционной плавки или других процессов плавки.
Заготовки для производства сварочной проволоки обычно производят в виде прутков диаметром, превышающим 0,75 дюйма, и уменьшают до диаметра 0,50 дюйма путем прокатки или экструзии при высокой температуре с последующей стандартной обработкой поверхности.
Сплавы на основе никеля в соответствии с настоящим вариантом осуществления являются пластичными при температурах свыше 1600°F. Во время горячей прокатки исходный диаметр прутков 0,50 дюйма уменьшается до 0,020-0,062 дюйма. Прокатка увеличивает предел текучести и твердость сварочной проволоки. Для увеличения пластичности сварочная проволока иногда подвергается термообработке отжигом с целью восстановления обрабатываемости.
Во время конечной обработки сварочная проволока проходит обычную операцию тщательной очистки, которая гарантирует, что сварные швы не будут содержать загрязнений.
Сварочные порошки с диаметром частиц приблизительно 45-75 мкм изготавливают с помощью обычного процесса газового распыления. Во время такого процесса расплавленный жаропрочный сплав с химическим составом согласно предпочтительному варианту осуществления распыляют с помощью струй инертного газа на мелкодисперсные металлические капли, которые охлаждаются во время их падения в распылительной колонне.
Металлические порошки, полученные с помощью газового распыления, имеют совершенную сферическую форму и высокий уровень чистоты. Сварочный порошок используется для плазменной, микроплазменной и лазерной сварки и наплавления, также называемых процессами сварки плавлением и наплавления.
Во время сварки плавлением сварочный порошок подается в сварочную ванну с помощью струи аргона с использованием обычных порошковых питателей. После затвердевания сварочный порошок сплавляется с основным материалом, создавая металл сварного шва. Для уменьшения перегрева и предотвращения образования трещин в зоне HAZ сваривание и наплавление выполняется с минимальным разбавлением. Лучшие результаты при наплавлении были достигнуты при разбавлении 5-15%.
Бор и кремний соединяются с другими легирующими элементами, как раскрыто в предпочтительном варианте осуществления, а также с основным материалом в сварочной ванне для получения следующих положительных эффектов.
Во-первых, бор и кремний, как депрессанты точки плавления, снижают температуру сварочной ванны и перегрев зоны HAZ, способствуя образованию беспорочных, не содержащих трещин сварных швов на жаропрочных сплавах Inconel 738, GTD 11 Г, Mar М002, Mar М247, как показано на фиг.2-6, и устраняя рекристаллизацию монокристаллических материалов CMSX-4 и Rene N5, как показано на фиг.7 и 8. Температура солидуса таких сварных швов намного выше, чем материалов для пайки твердым припоем, вследствие низкого содержания бора и кремния, но ниже температуры плавления основных материалов. В результате сварные швы способны сохранять необходимую геометрию во время PWHT при температурах свыше 2200°F, тогда как соединения, полученные с применением твердого припоя, при данной температуре полностью расплавляются.
Во-вторых, бор препятствует сегрегации и выделению непрерывных пленок силицидов вдоль границ зерен, что способствует выделению высокопрочных кубических боридов и силицидов, как показано на фиг. 5, внутри матрицы зерна, что в сочетании с образованием мелкодисперсной кубической гамма-штрих фазы, показанной на фиг. 10, значительно улучшает высокотемпературные механические свойства сварных швов по сравнению со сварными швами, полученными с использованием известных сварочных материалов.
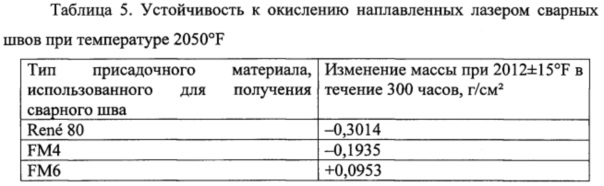
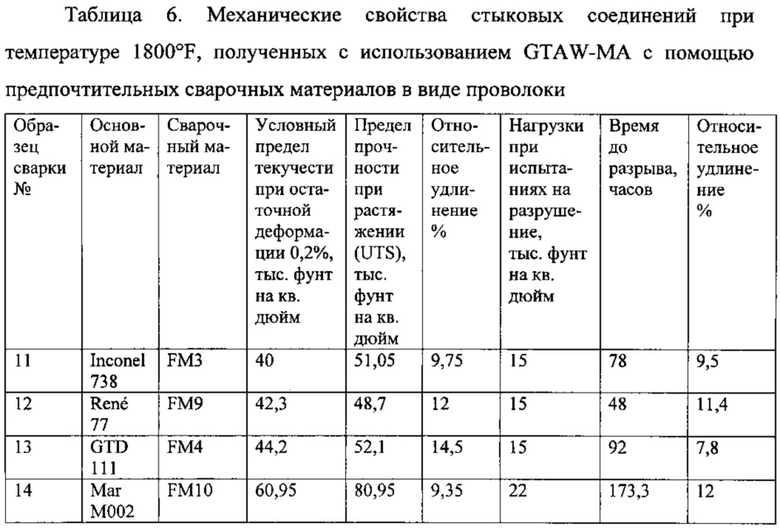
И, наконец, кремний компенсирует вредное влияние бора на устойчивость к окислению и значительно повышает устойчивость сварных швов к окислению даже по сравнению со сварными швами, полученными с использованием стандартных сварочных материалов Rene 80 и Rene 142, как показано в таблицах 4 и 5.
Образцы сварки жаропрочных сплавов и монокристаллических материалов Inconel 738, GTD 111, Mar M002, Mar M247, CMSX-4 и Rene N5
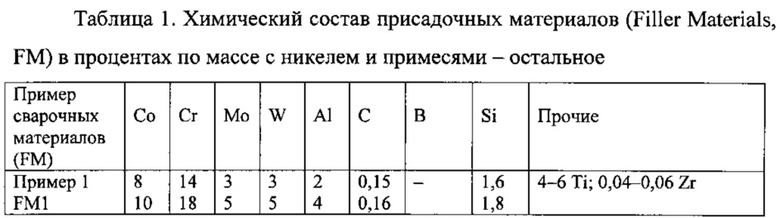
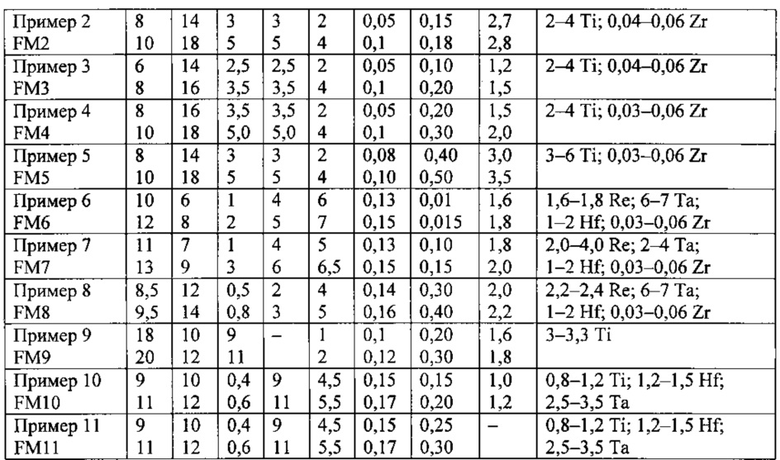
Сварочные проволоки и порошки с химическими составами согласно предпочтительным вариантам осуществления, показанным в таблице 1, для выполнения экспериментов 1-16 по сварке и демонстрации промышленной применимости разработанных сварочных материалов для восстановления лопаток НРТ авиационных и IGT двигателей, изготавливались с использованием известных способов.
Многопроходное наплавление лазером выполнялась на образцах, изготовленных из поликристаллических жаропрочных сплавов Inconel 738, GTD 111, Mar M247, Rene 77 и Mar M002 и монокристаллических материалов Rene N5 и CMSX-4. Данные материалы широко используются для изготовления турбинных лопаток НРТ и LPT, а также NGV промышленных и авиационных турбинных двигателей и поэтому представляют значительный практический интерес.При этом сплавы Inconel 738, GTD 111 и Mar М247 чрезвычайно склонны к образованию трещин в зоне HAZ во время сварки. Монокристаллические материалы Rene N5 и CMSX-4 склонны к рекристаллизации в зоне HAZ, что может приводить к образованию трещин в турбинных лопатках в эксплуатационных условиях.
Для сравнения склонности сварных швов к образованию трещин наплавленные лазером сварные швы на жаропрочных сплавах Inconel 738 и GTD 111 выполнялись с использованием сварочных материалов (FM) согласно изобретению в виде порошков, как показано в таблице 3, и стандартного сварочного порошка Rene 80.
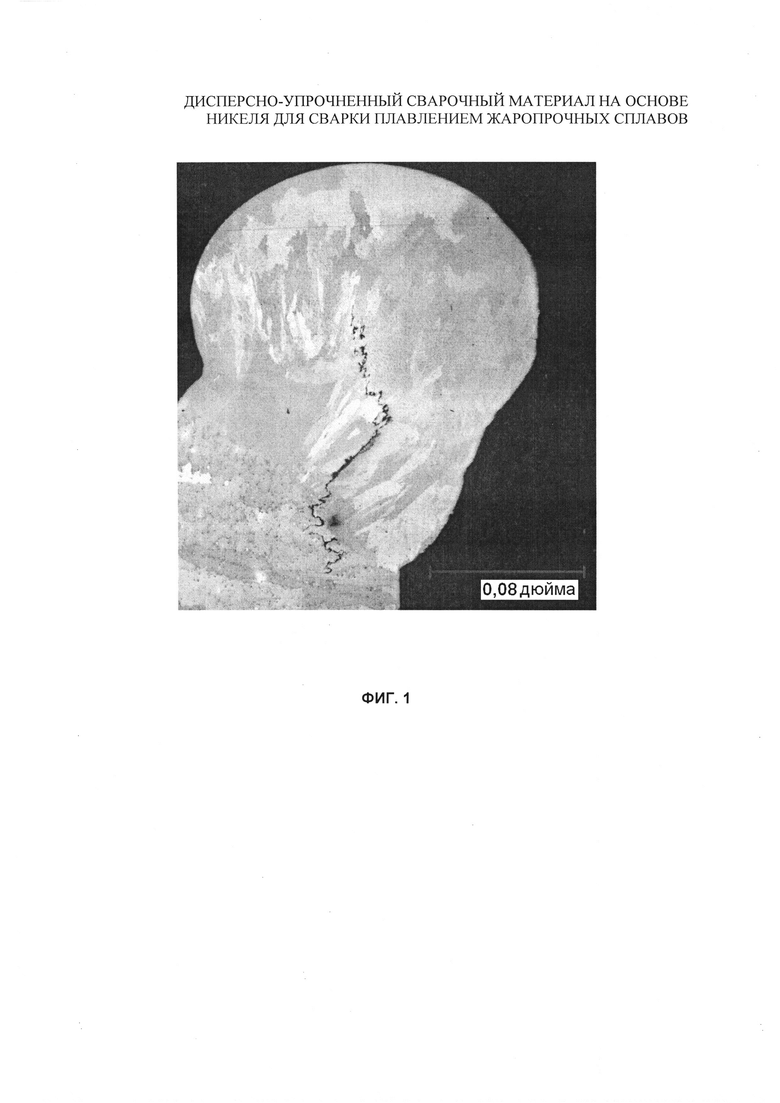
Стыковые соединения сплавов Inconel 738, GTD 111 и Mar М002 толщиной 0,5 дюйма и наплавленные сварные швы на жаропрочном сплаве Маг М247 получали с использованием многопроходной сварки GTAW-MA с помощью сварочных проволок диаметром 0,030 и 0,045 дюйма, изготовленных из сварочных материалов FM2 и FM5, и стандартной проволоки Rene 80 для сравнения после стандартных операций сварки с целью применения в аэрокосмической отрасли согласно AMS 2685. С целью контроля степени разбавления сварочный ток был ограничен до 100 А при сварке встык и до 60 А при надавлении при напряжении дуги приблизительно 12-14 В.
Для получения многопроходных наплавленных лазером сварных швов толщиной 0,10-0,24 дюйма, высотой 0,12-5 дюймов и длиной 2-6 дюймов лазерная головка колебалась во время сварки с амплитудой ±(0,03-0,07) дюйма и скоростью приблизительно 30 дюйм/мин при скорости сварки 3-5 дюйм/мин. Мощность лазера колебалась от 400 до 420 Вт, а скорость подачи порошка составляла от 3 до 7 г/мин.
Для улучшения свариваемости образцы, изготовленные из дисперсно-упрочненных жаропрочных сплавов Inconel 738, GTD 111, Mar M247 и Rene 77, перед сваркой подвергались стандартной предсварочной термической обработке отжигом при температуре 2190±15°F в течение двух (2) часов с последующей закалкой в атмосфере аргона.
После сварки все образцы, изготовленные из жаропрочных сплавов Inconel 738 и GTD 111, подвергались PWHT, включающей отжиг при температуре 2190°F в течение двух (2) часов с последующим первичным состариванием при температуре 2050°F в течение двух (2) часов и последующим вторичным состариванием при температуре 1555°F в течение двадцати четырех (24) часов.
Сваренные образцы, изготовленные из жаропрочных сплавов Mar М247 и Mar М002, подвергались стандартной обработке PWHT, включающей первичное состаривание при температуре 1975°F в течение четырех (4) часов с последующим вторичным состариванием при температуре 1560°F в течение двадцати (20) часов.
Образцы, изготовленные из монокристаллических материалов CMSX-4 и Rene N5, подвергались снятию напряжений при температуре 2050°F в течение двух (2) часов.
Перед механическими испытаниями образцы сварки подвергались флуоресцентной дефектоскопии (FPI) согласно ASTM E1209-05 и радиографической дефектоскопии согласно ASTM E1742-08. Не допускалось наличие трещин и других неоднородностей сварки, превышающих 0,002 дюйма.
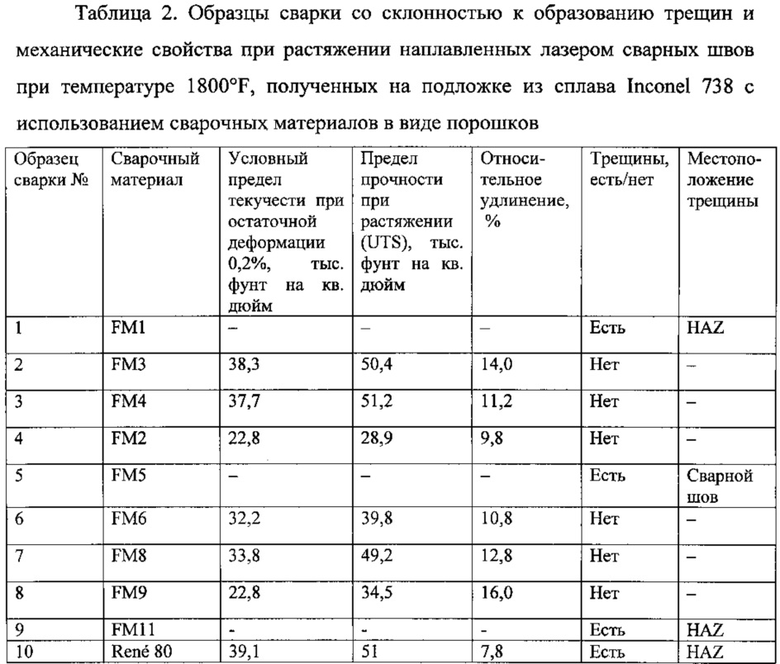
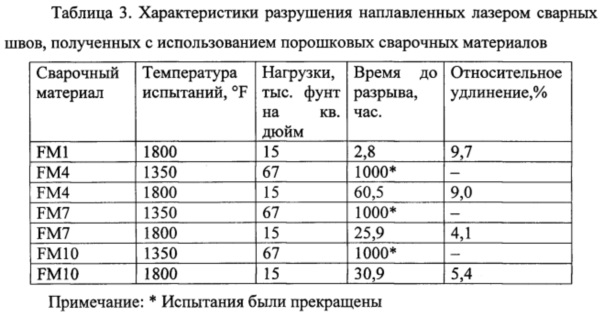
Металл наплавленного сварного шва и стыковых сварных соединений подвергался испытаниям на растяжение согласно ASRM Е21 и испытаниям на разрыв согласно ASTM E139. Результаты испытаний и параметры испытаний на разрыв показаны в таблицах 2 и 3, соответственно.
Циклические испытания на окисление образцов диаметром 0,25 дюйма и длиной 1,0 дюйм выполнялись при температуре 1825±15°F, что соответствовало максимально допустимой температуре выхлопных газов (Exhaust Gases Temperature, EGT) турбинных двигателей, в течение 20 часов, с последующим охлаждением в течение четырех (4) часов, при общем времени испытаний при максимальной температуре, равным 820 часам.
Ускоренные циклические испытания на окисление выполнялись путем нагрева плоских образцов толщиной 0,060 дюйма, обработанных с шероховатостью поверхности 32 микрона, на воздухе, при температуре 2012±15°F, с последующей выдержкой в течение одного (1) часа при данной температуре и быстрым охлаждением до температуры окружающей среды на воздухе.
Целью авторов изобретения являлось обеспечение при изготовлении и ремонте указанных ниже четырех характеристик дисперсно-упрочненных сварочных материалов на основе никеля, изготовленных согласно предпочтительным вариантам осуществления.
1. Не содержащие трещин сварные швы на сплавах Inconel 738, GTD 111, Mar M247, Rene 77, Mar M002 и аналогичных дисперсно-упрочненных жаропрочных сплавах при температуре окружающей среды.
2. Устранение рекристаллизации и образования трещин в зоне HAZ сплавов CMSX-4, Rene N5 и других монокристаллических материалов.
3. Достижение условного предела текучести не менее 25 тысяч фунтов на кв. дюйм при остаточной деформации 0,2% при температуре 1800°F и способность выдерживать не менее 10 часов при нагрузке 15 тысяч фунтов на кв. дюйм при температуре 1800°F.
4. Получение лучшей, чем у сплава Rene 80, устойчивости к окислению при температуре 1825±15°F и длительности испытаний не менее 500 часов.
Сварочные материалы со сниженным уровнем механических и окислительных свойств, но со способностью обеспечивать не содержащие трещин сварные швы, изготавливаемые согласно данной концепции, могут использоваться для восстановления размеров элементов двигателей и устранения трещин на участках с низкой нагрузкой в сочетании с защитным покрытием элементов двигателя.
Механические свойства и устойчивость к окислению сварных швов приведены в таблицах 2-5.
Как следует из результатов испытаний, показанных в таблице 2, сварные швы, полученные с использованием сварочного материала FM1, содержащего 1,6-1,8% Si по массе, без добавок бора, характеризовались образованием трещин в зоне HAZ. Однако и помимо образования трещин в зоне HAZ, металл сварного шва, содержащий кремний, подвергался испытаниям на разрыв, которые подтвердили вредное влияние кремния на свойства ползучести сварных швов, как показано в таблице 3.
Сварные швы, полученные с использованием сварочного материала FM2, который содержал 2,7-3,0% Si по массе при низком содержании бора, не имели трещин, но имели низкие механические свойства. Таким образом, сварочный материал FM2 может использоваться, главным образом, для восстановления размеров элементов двигателя.
Сварные швы, полученные с использованием сварочного сплава FM5 с высоким содержанием бора и кремния, были склонны к образованию трещин и не представляли практического интереса.
Сварные швы, полученные с использованием не содержащего кремния сварочного материала FM11, не имели трещин, но вследствие недостаточного » содержания бора, приблизительно 0,3% по массе, зона HAZ жаропрочных сплавов Inconel 738 и GTD 111 характеризовалась образованием микротрещин. Кроме того, бор в отсутствие кремния снижал устойчивость к окислению сварных швов, как показано в таблице 4.
Сочетание бора, кремния и других легирующих элементов в сварочных материалах FM3, FM4, FM6, FM7, FM8, FM9 и FM10 приводило к образованию беспорочных, не содержащих трещин сварных швов с уникальным сочетанием высоких механических свойств и устойчивости к окислению, и устраняло рекристаллизацию в монокристаллических материалах CMSX-4 и Rene N5 в зоне HAZ, как показано на фиг. 8-9.
Механические свойства сварных швов были улучшены за счет образования гамма-штрих фазы, как показано на фиг. 10, и селективного выделения кубических боридов и силицидов внутри матрицы зерен, как показано на фиг. 5.
Сварка с помощью стандартных сварочных сплавов Rene 80 на монокристаллических материалах приводила к рекристаллизации зоны HAZ и образованию трещин сварных швов, полученных на жаропрочных сплавах GTD 111 с высоким содержанием гамма-штрих фазы, как показано на фиг. 1. Подобное образование трещин наблюдалось и на жаропрочных сплавах Inconel 738, Mar M247 и Rene 77.
Демонстрация практической применимости разработанных сварочных материалов в виде сварочной проволоки для GTAW-MA и порошка для автоматической лазерной сварки представлена образцами 16 сварки, показанными на фиг. 11, где демонстрируется устранение радиальной трещины длиной 0,5 дюйма с помощью сварных швов 251 и 252 длиной приблизительно 0,66 дюйма и сварной шов 253 вершины. Сварка выполнялась при температуре окружающей среды с использованием стандартного оборудования для ручной сварки GTAW-MA и сварочного материала FM7 в виде сварочной проволоки.
После сварки лопатка НРТ подвергалась снятию напряжений способом PWHT при температуре 2050°F, полированию до восстановления исходных геометрических размеров лопатки, химическому травлению, FPI и радиографической дефектоскопии. Неприемлемых неоднородностей сварки обнаружено не было.
Образец 17 сварки, показанный на фиг. 12, был выполнен для демонстрации восстановления вершины лопасти IGT с помощью автоматического многопроходного наплавления лазером при температуре окружающей среды на лазерной сварочной системе LAWS 1000, оборудованной лазером мощностью 1 кВт с использованием сварочного материала FM11 в виде порошка.
После сварки лопасть, изготовленная из жаропрочного сплава GTD 111, подвергалась послесварочной стандартной термической обработке состариванием, механической обработке, полированию, FPI и радиографической дефектоскопии. Сварной шов был приемлемым, поскольку соответствовал всем четырем характеристикам, описанным выше.

Изобретение относится к области металлургии, в частности к сварочному материалу на основе никеля, и может быть использовано при сварке жаропрочных сплавов на основе никеля и кобальта. Дисперсно-упрочненный сварочный материал на основе никеля для сварки плавлением жаропрочных сплавов на основе никеля или кобальта содержит, мас.%: кобальт от 5 до менее 14, хром 5-25, алюминий 1-6, углерод 0,05-0,2, бор 0,015-0,4, кремний 1-3, вольфрам и/или молибден 1-20, по меньшей мере один элемент, выбранный из группы, включающей титан, цирконий, гафний, тантал и рений в сумме 1-18, никель и примеси - остальное. Сварочный материал может быть использован в качестве присадочного сварочного материала при ремонте деталей элементов турбинных двигателей, выполненных из жаропрочного сплава на основе никеля или кобальта. Сварной шов, полученный с использованием дисперсно-упрочненного сварочного материала на основе никеля, характеризуется высокими значениями прочности, устойчивости к окислению, не содержит трещин. 4 н. и 3 з.п. ф-лы, 12 ил., 6 табл.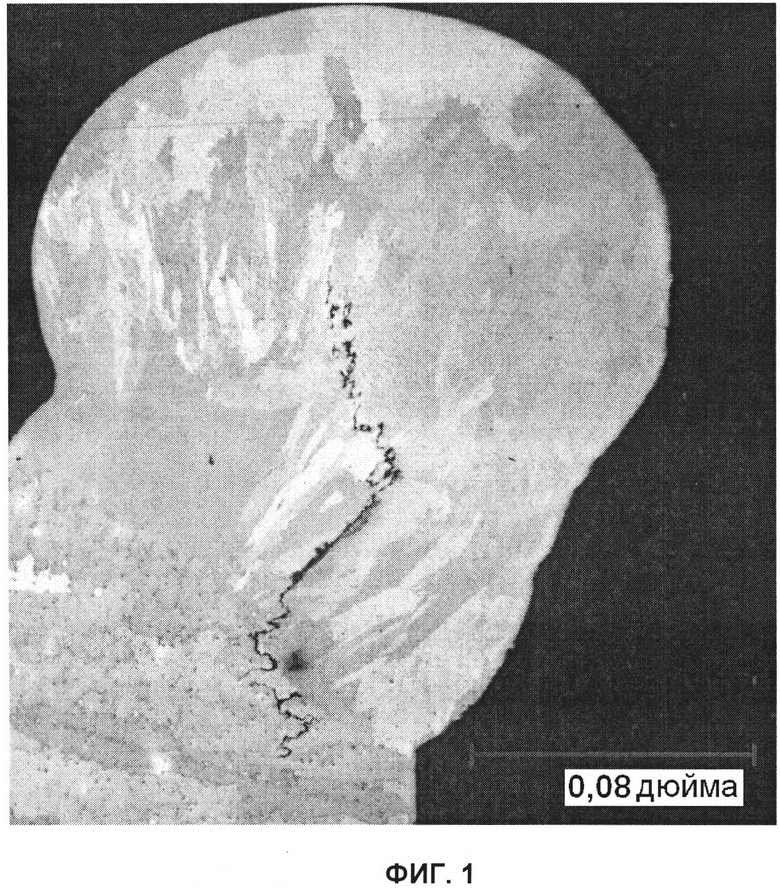
1. Дисперсно-упрочненный сварочный материал на основе никеля для сварки плавлением жаропрочных сплавов на основе никеля или кобальта, содержащий, мас.%:
2. Дисперсно-упрочненный сварочный материал на основе никеля для сварки плавлением жаропрочных сплавов на основе никеля или кобальта, содержащий, мас.%:
3. Дисперсно-упрочненный сварочный материал на основе никеля для сварки плавлением жаропрочных сплавов на основе никеля или кобальта, содержащий, мас.%:
4. Дисперсно-упрочненный сварочный материал по п. 1, отличающийся тем, что суммарное содержание бора и кремния составляет 1,4-3,1 мас.%.
5. Дисперсно-упрочненный сварочный материал по п. 1, отличающийся тем, что он выполнен в виде порошка.
6. Дисперсно-упрочненный сварочный материал по п. 1, отличающийся тем, что он выполнен в виде проволоки.
7. Применение дисперсно-упрочненного сварочного материала на основе никеля по любому из пп. 1-6 в качестве присадочного сварочного материала при ремонте деталей элементов турбинных двигателей, выполненных из жаропрочного сплава на основе никеля или кобальта.
| Газовый резак с внешним смешением газов | 1989 |
|
SU1728586A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| US 5897801 A, 27.04.1999 | |||
| ПРИСАДОЧНЫЙ МАТЕРИАЛ НА ОСНОВЕ НИКЕЛЯ | 2005 |
|
RU2304499C1 |

