Изобретение относится к машиностроению и может быть использовано при изготовлении декоративно-прикладных изделий, в том числе садово-парковой мебели, заборов, решеток и т.п., из трубы методами пластической деформации.
Известны способ гибки профильных труб, включающий изгибание заготовки последовательно по участкам в гибочном устройстве, при этом перед гибкой две противоположные стороны заготовки прокатывают вовнутрь до заданной глубины и конфигурации, затем изгибаемый конец ее сплющивают по непрокатанным сторонам, вставляют в паз гибочного устройства и производят гибку по непрокатанным сторонам, и устройство для его реализации, содержащее шаблон с рабочей поверхностью и пазом для установки заготовки, гибочный элемент на оси, причем шаблон закреплен на планшайбе, имеющей отверстия для последовательной установки друг за другом вспомогательных шаблонов с рабочими поверхностями, гибочный элемент зафиксирован относительно оси от поворота фиксатором и установлен над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине, а в стенке паза шаблона вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки (патент РФ №2365450, МПК: B21D 7/02 - прототип).
При использовании указанного способа осуществляют изгибание заготовки последовательно по участкам в гибочном устройстве. При этом, перед гибкой, две противоположные стороны заготовки прокатывают вовнутрь до заданной глубины и конфигурации. Затем изгибаемый конец ее сплющивают по непрокатанным сторонам, вставляют в паз гибочного устройства и осуществляют гибку по непрокатанным сторонам.
Для гибки используют устройство, содержащее шаблон с рабочей поверхностью и пазом для установки заготовки, вспомогательные шаблоны с рабочими поверхностями, гибочный элемент на оси. Шаблон закреплен на планшайбе, имеющей отверстия для последовательной установки друг за другом вспомогательных шаблонов. Гибочный элемент зафиксирован относительно оси от поворота фиксатором и установлен над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине. В стенке паза шаблона вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки.
Основными недостатками указанного способа и гибочного устройства является то, что можно производить за один раз деформацию только одной заготовки декоративно-прикладных изделий, что снижает производительность процесса и увеличивает трудоемкость и себестоимость получаемых изделий.
Задачей предлагаемого технического решения является расширение технологических возможностей, снижение материалоемкости, энергоемкости и брака при изготовлении трубчатых элементов металлоконструкций, деталей декоративно-прикладных изделий из трубы методами гибки и т.п.
Решение указанной задачи достигается тем, что в предложенном способе изготовления трубчатых элементов, основанном на деформации заготовок с помощью гибочного устройства с профильным гибочным элементом, согласно изобретению деформацию заготовок трубчатых элементов осуществляют от одной и более заготовок, предпочтительно пакетом, причем сначала определяют количество заготовок в зависимости от их поперечного сечения, затем один конец каждой заготовки, преимущественно заранее подготовленный, заневоливают, предпочтительно путем установки в фиксаторе гибочного устройства, при этом обеспечивают взаимодействие свободного/ых конца/ов заготовки/ок с упором, при необходимости, положение заготовки/ок выравнивают как по ширине, так и по длине, устраняя возможные перекосы, после чего гибочным элементом деформируют заготовку/ки до тех пор, пока свободный/е конец/цы заготовки/ок не выйдет/ут из соприкосновения с упором.
В варианте применения заготовку/заготовки изгибают до тех пор, пока свободный/е конец/цы заготовки/ок не выйдут из соприкосновения с упором и гибочным профильным элементом, а предварительно зафиксированный/е конец/цы заготовок не выйдут из зацепления с фиксатором гибочного устройства.
В варианте применения радиус профильного гибочного элемента выбирают меньше требуемого радиуса изгиба трубчатых элементов.
В варианте применения профильный гибочный элемент выполняют профилированным, при этом на заготовку/ки воздействуют путем его перемещения и вращения.
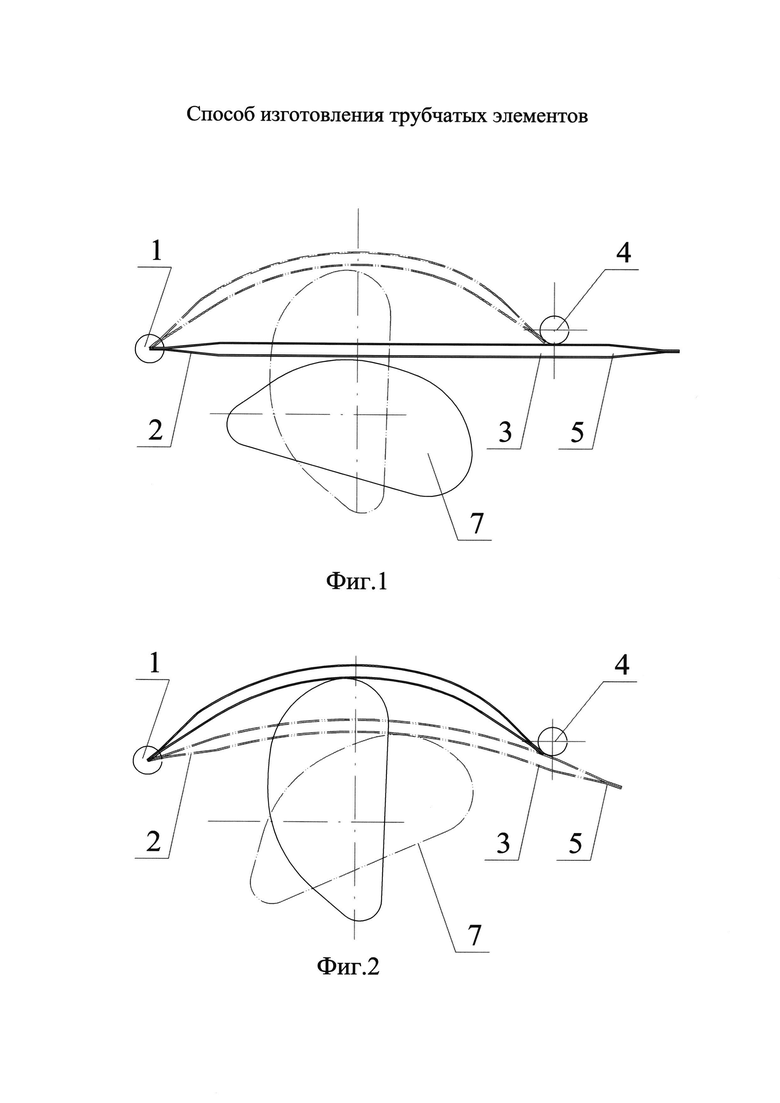
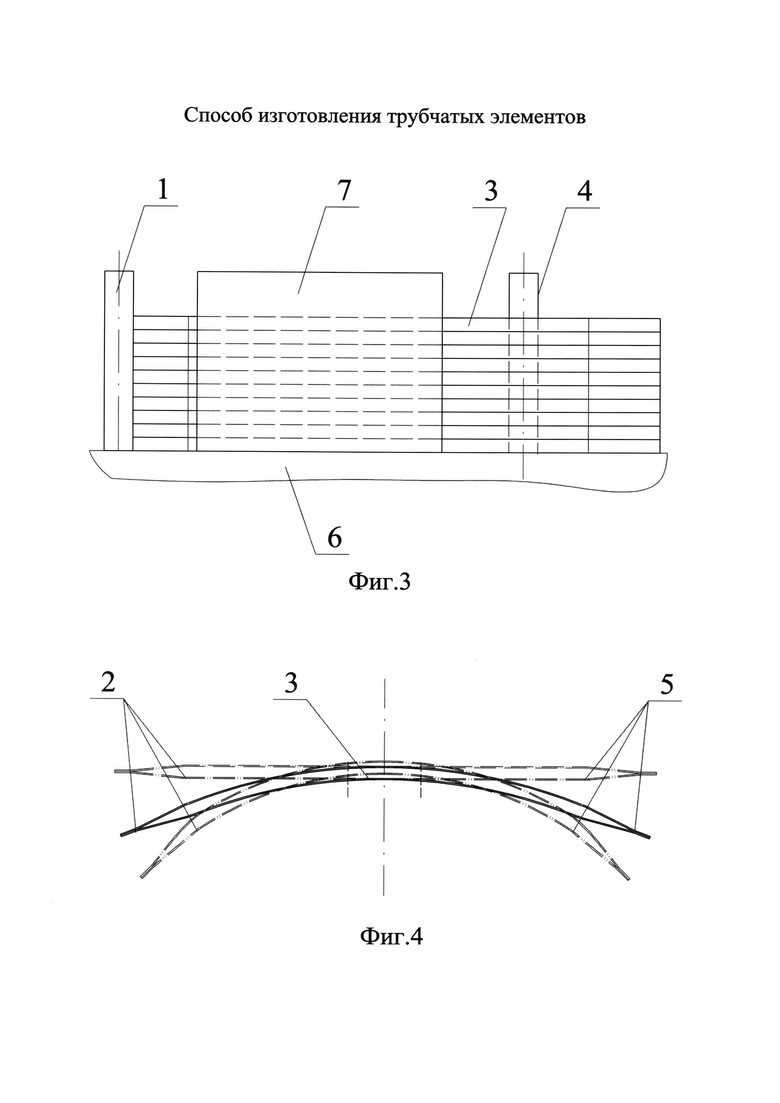
Сущность изобретения иллюстрируется чертежами, где на фиг. 1 показано устройство в исходном положении, вид сверху, на фиг. 2 показано устройство в момент изгибания заготовок трубчатых элементов, вид сверху, на фиг. 3 показано устройство для изгибания заготовок трубчатых элементов, вид на пакет заготовок, на фиг. 4 показано исходное, промежуточное и конечное положение заготовки. На всех фигурах штриховой линией показано исходное положение заготовки и элементов устройства.
Предложенный способ может быть реализован при помощи устройства, имеющего следующую конструкцию.
Устройство содержит фиксатор 1 гибочного устройства для установки концов 2 заготовок 3 и упор 4 для свободных концов 5 заготовок 3, размещенные на опорной поверхности, или станине 6. На станине 6 размещается профильный гибочный элемент 7, выполненный с возможностью вращения, осевого и радиального перемещения.
Предложенный способ может быть реализован при помощи указанного устройства следующим образом.
В фиксатор 1 гибочного устройства вставляется заготовка 3 или пакет заготовок 3, содержащий от одной и более заготовок, предпочтительно более десяти, при этом обеспечивают взаимодействие других свободных концов 5 пакета заготовок с упором 4. При необходимости упомянутый пакет выравнивают как по ширине, так и по длине, устраняя возможные перекосы.
Далее профильным гибочным элементом 7 воздействуют на пакет заготовок 3 и деформируют его до тех пор, пока свободные концы заготовок не выйдут из соприкосновения с упором 4.
В данном случае происходит деформация заготовок, определяемая остаточной деформацией самой заготовки, расстоянием между фиксатором 1 и упором 4 и радиусом профильного гибочного элемента 7. После воздействия профильным гибочным элементом 7 и прохождения концами заготовки упора 4 заготовка приобретает кривизну меньшего радиуса, но, за счет сил упругости, в дальнейшем распрямляется и приобретает радиус большей кривизны.
Полученные автором и заявителем изделия - трубчатые элементы металлоконструкций - подтвердили правильность заложенных конструкторско-технологических решений.
Приведенные иллюстрации и описание признаков данного технического решения не охватывают весь спектр возможных модификаций и эквивалентных изменений, очевидных для специалиста в данной области. Следует понимать, что прилагаемая формула изобретения охватывает все возможные модификации и изменения, которые попадают в рамки сущности настоящего технического решения.
Использование предложенного технического решения позволит расширить технологические возможности в части одновременного изготовления нескольких трубчатых элементов, снижение материалоемкости, энергоемкости и брака при изготовлении трубчатых элементов металлоконструкций, деталей декоративно-прикладных изделий из трубы методами гибки и т.п., и, в конечном итоге, снизить себестоимость получаемых элементов и всего изделия в целом.
Изобретение относится к машиностроению и может быть использовано при изготовлении декоративно-прикладных изделий. Определяют количество заготовок в зависимости от их поперечного сечения, затем один конец каждой заготовки устанавливают в фиксаторе гибочного устройства при обеспечении взаимодействия других свободных концов пакета заготовок с упором. Пакет выравнивают как по ширине, так и по длине, устраняют возможные перекосы, после чего профильным гибочным элементом воздействуют на пакет заготовок и деформируют его до тех пор, пока свободные концы заготовок не выйдут из соприкосновения с упором. Повышается качество изделий. 5 з.п. ф-лы, 4 ил.
1. Способ изготовления трубчатых элементов декоративно-прикладных изделий, включающий гибку пакета из нескольких трубчатых заготовок с помощью гибочного устройства с профильным гибочным элементом, фиксатором и упором, при этом перед гибкой предварительно определяют количество деформируемых трубчатых заготовок в пакете в зависимости от их поперечного сечения, после чего каждую трубчатую заготовку пакета фиксируют одним концом с обеспечением соприкосновения ее свободного конца с упором гибочного устройства, причем гибку гибочным профильным элементом упомянутого пакета трубчатых заготовок осуществляют до выведения их свободных концов из соприкосновения с упором.
2. Способ по п. 1, отличающийся тем, что трубчатые заготовки в пакете выравнивают по ширине и длине для устранения возможных перекосов.
3. Способ по п. 1, отличающийся тем, что предварительную фиксацию одного конца каждой трубчатой заготовки осуществляют в фиксаторе гибочного устройства.
4. Способ по любому из пп. 1-3, отличающийся тем, что гибку пакета трубчатых заготовок осуществляют до выведения свободных концов трубчатых заготовок из соприкосновения с упомянутым профильным гибочным элементом и выведения предварительно зафиксированных концов трубчатых заготовок из фиксатора гибочного устройства.
5. Способ по п. 1, отличающийся тем, что используют профильный гибочный элемент, выполненный с радиусом менее требуемого радиуса гибки трубчатых элементов.
6. Способ по п. 1, отличающийся тем, что используют профильный гибочный элемент, выполненный с возможностью вращения и осевого и радиального перемещения.
| СПОСОБ ГИБКИ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2365450C1 |
| Способ гибки длинномерных заготовок | 1981 |
|
SU1009562A1 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ ЗАКРЫТЫХ РЕЗЕВУАРОВ | 1932 |
|
SU33338A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ В МОЛОКЕ УДЕЛЬНОЙ АКТИВНОСТИ РАДИОНУКЛИДА СТРОНЦИЯ-90 ПО ДОЧЕРНЕМУ ЭЛЕМЕНТУ ИТТРИЮ-90 | 1997 |
|
RU2139534C1 |

