Изобретение относится к области машиностроения, в частности к обработке металлов давлением, может быть использовано в мебельной промышленности для обработки профильных труб квадратного, прямоугольного сечения, в частности для изготовления завитков, вензелей для арок, ворот, оград, решеток на окна, элитной и дачной мебели.
Известен способ гибки длинномерных заготовок на прессах и гибочных роликовых машинах /Сипилин П.М., Зефиров И.В. Обработка корпусной стали. Л.: Судостроение, 1972 г., с.241, аналог/, где гибку заготовки производят по участкам с последовательной подачей в гибочное устройство.
При гибке первого участка начало заготовки выступает за опору пресса или опорный ролик гибочной машины на величину технологического припуска на гибку.
Припуск предусмотрен во всех случаях гибки таким образом, что после изготовления детали оставшаяся часть припуска идет в отходы, что удорожает значительно способ гибки.
Наиболее близким техническим решением по технической сущности и достигаемому результату является описание изобретения к а.с. СССР № 1009562 А, МПК В21D 7/00 "Способ гибки длинномерных заготовок", авт. В.А.Тихомиров, М.Н.Ничипоров, Н.И.Бакуткин, Н.В.Фатеев, с приоритетом от 13.07.81 г., бюл. №13 от 07.04.83 г., прототип, где заготовку с припуском последовательно по участкам изгибают в гибочном устройстве с опорами, первым изгибают участок, смещенный от конца припуска на 0,25-0,75 расстояния между опорами, затем перед гибкой следующего участка заготовку возвращают назад таким образом, чтобы середина первого участка совпадала с первой по ходу подачи заготовки опорой, после чего заготовку изгибают последовательно по направлению к ее концу.
Недостаток - невозможность изготовления спиралевидных деталей из профильных труб предлагаемым способом, остается гибочный припуск, что приводит к удорожанию способа при изготовлении.
Известно устройство по а.с. СССР № 1696044 A1, МПК В21D 7/02, с приоритетом от 31.03.89 г., бюл. №45 от 07.12.91 г. "Устройство для гибки полос и труб", авт. А.И.Миняков, В.В.Пискарева, В.А.Костенко /прототип/. Устройство, содержащее приводную поворотную ось с установленным на ней шаблоном и жестко связанными с шаблоном копирами, рабочие поверхности которых эквидистантны рабочей поверхности шаблона, на оси которого установлены взаимодействующие с обеими поверхностями копиров втулки и зажим конца заготовки. Шаблон выполнен из неподвижной части с открытым криволинейным пазом и из подвижной части, установленной в криволинейном пазу неподвижной части, привод оси шаблона выполнен в виде закрепленных на ее концах по обе стороны копиров двух планок с продольными отверстиями, одна из которых смонтирована с возможностью периодического взаимодействия с подвижной частью шаблона, а концы оси ролика размещены в продольных отверстиях планок.
Недостаток - невозможность производить гибку труб на угол более 720°. После изготовления детали устройство почти полностью разбирается, дорого в изготовлении, т.к. детали изготавливаются с повышенной точностью, а также низкая производительность.
Известно устройство для гибки полос и труб по а.с. СССР №940915, МПК В21D 7/02 от 24.11.80 г., бюл. №25 от 07.07.82 г., авт. В.Б.Чан, С.С.Толкачев, В.В.Дзямулич, А.М.Цикерман /аналог/, содержащее закрепленные на смонтированном на станине приводном валу гибочные копиры, установленный между ними шаблон и сопряженный с ним подпружиненный ролик, при этом на шаблоне смонтирован зажим, где оно снабжено установленным на приводном валу дополнительным копиром, а также двуплечим рычагом и планшайбой, причем дополнительный копир выполнен с профилем, эквидистантным профилю шаблона, планшайба смонтирована на станине с возможностью поворота, ролик смонтирован на планшайбе, двуплечий рычаг шарнирно закреплен на станине, одним плечом сопряжен с дополнительным копиром, а другим шарнирно с планшайбой, а также оно снабжено смонтированными на станине упорами, а в планшайбе выполнена дугообразная прорезь, в которой размещены упоры.
Недостаток - невозможность производить гибку профиль-труб на угол более 720°.
Технически результат - расширение технологических возможностей за счет гибки профильных труб на угол более 720°, повышение качества за счет прокатки профильных труб перед гибкой, удобство в использовании и повышение производительности за счет простоты конструкции устройства, что достигается за счет того, что в способе гибки профильных труб заготовку последовательно по участкам изгибают в гибочном устройстве, а перед гибкой две противоположные стороны заготовки прокатывают вовнутрь до заданной глубины и конфигурации, затем изгибаемый конец ее сплющивают по непрокатанным сторонам и вставляют в паз гибочного устройства и производят гибку по непрокатанным сторонам, а устройство для гибки профильных труб содержит шаблон с рабочей поверхностью и пазом для установки заготовки, также гибочный элемент на оси, где шаблон жестко закреплен на планшайбе, имеющей отверстия для установки вспомогательных шаблонов с рабочими поверхностями и установленных последовательно друг за другом, а гибочный элемент зафиксирован относительно оси от поворота фиксатором и установлен над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине, причем в стенке паза шаблона вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки.
За счет вдавливания вовнутрь противоположных стенок профильных труб при прокатке, а также сплющивания концов заготовки по непрокатанным сторонам повышается качество при их дальнейшей обработке, т.е. гибке.
На профильных трубах за счет предварительной прокатки противоположных сторон вовнутрь не возникают гофры, морщинистость, выпуклости наружу стенок труб, т.е. предварительная деформация труб вовнутрь повышает качество изделий, а предварительное сплющивание концов заготовок способствует быстрой и надежной фиксации заготовки в пазу гибочного устройства пуансоном-фиксатором без дополнительных устройств. Расширение технологических возможностей происходит за счет обработки профильных труб квадратного, прямоугольного сечения, например квадратных труб с стороной сечения 15 мм, с толщиной стенки профиля 1,5 мм, радиусом гиба 10 мм в области сплющенного конца, расширяют номенклатуру обрабатываемых профильных труб.
Применение пуансона-фиксатора с острой кромкой, расположенного в пазу шаблона, где в момент работы устройства пуансон-фиксатор надежно врезается острой кромкой в заготовку по мере вращения планшайбы по часовой стрелке и заготовка таким образом надежно фиксируется в пазу во время гибки, дает надежность и удобство в использовании без применения дополнительных средств для крепления заготовки.
Гибочный элемент зафиксирован /не вращается/ фиксатором относительно оси и установлен над планшайбой с возможностью регулирования планки в продольном направлении. При увеличении угла изгиба квадратных и прямоугольных труб уменьшаются кривизна и пластические деформации, а повышаются упругие, что приводит к увеличению пружинения. Заготовка, наматываясь на шаблон и вспомогательные шаблоны, трется о неподвижный, зафиксированный от поворота фиксатором гибочный элемент, что создает дополнительное натяжение /без каких-либо дополнительных вспомогательных устройств/, способствующее более точному повторению в готовых деталях контура рабочих поверхностей вспомогательных шаблонов, т.е. натяжение способствует уменьшению упругих деформаций.
При изготовлении готовых деталей /завитков, вензелей/ из квадратных и прямоугольных труб с гибкой на малые углы изгиба /с большой кривизной/ пружинение проявляется незначительно и необходимость в натяжении заготовки отсутствует.
Поэтому фиксатор можно извлечь из отверстия в гибочном элементе и планке. Гибочный элемент при этом работает как обыкновенный гибочный ролик /вращается/. В этом случае качество поверхности готовых деталей выше, чем при гибке с зафиксированным гибочным элементом.
Использование разных комплектов оснастки /а в комплект входят - планшайба с шаблоном, пуансон-фиксатор и вспомогательные шаблоны, гибочные элементы разных размеров и конфигураций/ расширяет технологические возможности устройства и повышает производительность.
На фиг.1 изображен вид на устройство сверху с шаблоном и всеми вспомогательными шаблонами;
на фиг.2 изображено устройство в разрезе "А-А" на фиг.1;
на фиг.3 изображен вид на устройство сверху без вспомогательных шаблонов с шаблоном, жестко закрепленным на планшайбе, рабочее положение гибочного элемента и планшайбы во время начала гибки заготовки;
на фиг.4 изображено устройство, вид сверху с первым вспомогательным шаблоном;
на фиг.5 изображено устройство, вид сверху с первым и последующим вспомогательными шаблонами;
на фиг.6 изображен паз с пуансоном-фиксатором в шаблоне в увеличенном виде, где рабочее положение гибочного элемента в начале гибки;
на фиг.7 изображена заготовка после прокатки и сплющивания ее концов, вид сбоку;
нa фиг.8 изображено сечение "В-В" на фиг.7;
на фиг.9 изображен вид на заготовку по стр. "Д" на фиг.7,
на фиг.10 изображена скамейка с изогнутыми вензелями;
на фиг.11 изображен фрагмент вензеля на скамейке на фиг.10;
на фиг.12 изображена секция газонного ограждения с вензелями и завитками;
на фиг.13 изображен фрагмент секции газонного ограждения на фиг.12;
на фиг.14 изображена скамейка с вензелями;
на фиг.15 изображен фрагмент скамейки с вензелями на фиг.14;
на фиг.16 изображена часть штампа с пуансоном и матрицей для сплющивания концов заготовки;
на фиг.17 изображен разрез по ”Г-Г” на фиг.16;
на фиг.18 изображен разрез по ”Б-Б” на фиг.1.
Статика.
Устройство содержит шаблон 1 с рабочей поверхностью 2 и пазом 3 для установки заготовки 4. Гибочный элемент 5 закреплен на оси 6, причем шаблон 1 жестко закреплен на планшайбе 7, на которой выполнены отверстия 8 для того, чтобы устанавливать вспомогательные шаблоны 9, 10, 11. На последних выполнены рабочие поверхности 12, 13, 14, эквидистантные контуру изогнутого участка заготовки 4.
Вспомогательные шаблоны 9, 10, 11 /количество вспомогательных шаблонов может быть и более/ устанавливаются во время работы последовательно друг за другом при гибке каждого участка заготовки 4. Гибочный элемент 5 зафиксирован от поворота фиксатором 15 относительно оси 6 и установлен над планшайбой 7 с возможностью движения/регулирования положения планки 16 в продольном направлении за счет направляющей 17, которая жестко закреплена на станине 18. В стенке 19 паза 3 шаблона 1 вмонтирован пуансон-фиксатор 20 с острой кромкой 21 для вдавливания в заготовку 4 при ее фиксации во время начала гибки. Палец-фиксатор 22 установлен в одном из отверстий 23 планки 16. Палец-фиксатор 22 съемный, и посредством него можно перед гибкой регулировать расположение планки 16 с гибочным элементом 5 относительно положения заготовки 4 в момент завершения операции гибки. В направляющей 17, в которой расположена планка 16, выполнено одно отверстие 24 под палец-фиксатор 22. Винты 25 жестко соединяют планшайбу 7 с приводом 26. Пальцы-установочные 27 закреплены на вспомогательных шаблонах 9, 10, 11 для установки вспомогательных шаблонов 9, 10, 11 на планшайбе 7 посредством отверстий 8 /на фиг.3/, выполненных в планшайбе 7. При сплющивании концов заготовки 4 ее устанавливают в штамп 28 на опору 29, горизонтально прикрепленную к матрице 30. Заготовку непрокатанной стороной устанавливают на опору 29, где конец ее упирается в упор 31, а одна из продольных прокатанных сторон упирается в боковой упор 32, также закрепленный горизонтально на матрице 30. Пуансон 33 установлен сверху матрицы 30, готовая деталь 34, вензель 35, завиток 36.
Пример осуществления.
Берут профильную трубу квадратного или прямоугольного сечения, заготовка 4, и прокатывают вовнутрь две противоположные стороны ее на заданную глубину и конфигурацию, что обеспечивает предварительную деформацию стенок заготовки 4 для того, чтобы при сплющивании и дальнейшей гибке не было выпучивания стенок заготовки 4 наружу. Форма сечения прокатанных стенок заготовки может быть различной, гарантирующей деформацию стенок ее вовнутрь при сплющивании концов заготовки и ее гибке. На заготовках /сварных трубах/ швы должны быть на непрокатанной стороне заготовки 4.
Прокатку заготовки производят на прокатных станках со сменными комплектами роликов /не показано/ с различными их сечениями. Далее длинную заготовку 4 /прокатанную трубу квадратного или прямоугольного сечения/ разрезают на заготовки заданного размера для изготовления будущей готовой детали 34. Снимают заусенцы с торцов заготовки. Это необходимо для обеспечения симметричного деформирования стенок заготовки 4 при ее сплющивании и последующей гибке по непрокатанным сторонам. Концы заготовки сплющивают. Они по возможности должны быть выполнены минимальными, т.к. чем короче они изготовлены, тем красивее будет готовая деталь - вензель 35, завиток 36.
Далее заготовку 4 одним сплющенным концом вставляют в паз 3 шаблона 1, поворачивают планшайбу 7 по часовой стрелке до упора заготовки 4 в гибочный элемент 5. При этом острая кромка 21 пуансона-фиксатора 20 вдавливается в заготовку 4 и фиксирует ее. Затем заготовку 4 изгибают по непрокатанным сторонам до заданных размеров и вставляют вспомогательный шаблон 9, изгибают до заданных размеров ее, далее вставляют следующий вспомогательный шаблон 10 и производят гибку, не вынимая предварительно вставленного вспомогательного шаблона 9, на котором уже произведена гибка очередного участка заготовки 4, затем вставляют последующий вспомогательный шаблон 11 и производят гибку, не вынимая шаблона 9, 10, и так далее до окончания изгиба заготовки 4, т.е. вставляют вспомогательные шаблоны 9, 10, 11 последовательно друг за другом.
Количество вспомогательных шаблонов может быть различным. Рабочие поверхности 12, 13, 14 вспомогательных шаблонов 9, 10, 11 эквидистантны контуру готовой детали 34, соприкасающемуся с этими вспомогательными шаблонами во время гибки.
В конце гибки вынимают все вспомогательные шаблоны 9, 10, 11 /согнутую трубу/, освобождая готовую деталь 34, - получается завиток. При необходимости изготовления вензеля заготовку переворачивают и гнут с другой стороны.
Процесс гибки повторяется для обработки следующей заготовки 4. Гибочный элемент 5 зафиксирован от поворота фиксатором 15 относительно оси 6 и установлен над планшайбой 7 с возможностью регулирования перед гибкой, планки 16 в продольном направлении, в направляющей 17, которая закреплена на станине 18. Гибочный элемент 5 фиксируется фиксатором 15 для обеспечения натяжения заготовки 4 при трении ее о гибочный элемент 5 без дополнительных устройств.
Натяжение заготовки 4 при трении о гибочный элемент 5, зафиксированный фиксатором 15 при изготовлении завитков 36 и вензелей 35 с большим количеством витков /с большим углом гибки/, необходимо для обеспечения более точного повторения в готовых деталях 34 контура рабочих поверхностей вспомогательных шаблонов 9, 10, 11. При изготовлении завитков 36 и вензелей 35 с малым количеством оборотов /с малым углом гибки/ гибочный элемент 5 может вращаться, если извлечь фиксатор 15 /натяжение не требуется/.
Устройство имеет шаблон 1 с рабочей поверхностью 2 и паз 3 для фиксации заготовки 4. Гибочный элемент 5 на оси 6. Шаблон 1 жестко закреплен на планшайбе 7, на которой имеются отверстия 8 для установки вспомогательных шаблонов 9, 10, 11 с рабочими поверхностями 12, 13, 14 соответственно, которые устанавливаются последовательно друг за другом после гибки участка заготовки 4. В стенке 19 паза 3 шаблона 1 вмонтирован пуансон-фиксатор 20 с острой кромкой 21, которая вдавливается в заготовку 4, фиксируя ее во время работы устройства. Пальцем-фиксатором 22 можно фиксировать положение гибочного элемента 5 относительно расположения заготовки 4 при окончании гибки, вставляя палец-фиксатор 22 в одно из отверстий 23 в планке 16 и отверстие 24 в направляющей 17, при настройке устройства перед гибкой.
Винты 25 соединяют жестко планшайбу 7 с приводом 26. На вспомогательных шаблонах 9, 10, 11 предусмотрены пальцы-установочные 27 для установки вспомогательных шаблонов 9, 10, 11 на планшайбе 7 по заданному и рассчитанному изгибу заготовки 4 в рабочее положение.
Концы заготовки 4 сплющиваются в штампе 28, где имеется опора 29, матрица 30, пуансон 33, упор 31, боковой упор 32. Oпора 29 установлена на матрице 30 в горизонтальном положении, а в упор 31 упирается своим концом заготовка 4, боковой упор 32 предотвращает разворот заготовки 4 в горизонтальной плоскости, матрица 30 и пуансон 33 формуют конец заготовки 4.
Прокатанную заготовку /профильную трубу/ из металла с высокой пластичностью, например стали 10, квадратного сечения 10 мм, с толщиной стенки 1 мм, со сплющенными концами вставляют в паз 3 в шаблоне 1, придерживая заготовку левой рукой, чтобы паз 3 был развернут перед гибочным элементом 5, чтобы рабочему было удобно вставлять заготовку в паз 3. Лeвой рукой удерживая заготовку 4 /вилкой, не показано/, правой рукой рабочий включает привод 26 и вращает планшайбу 7 по часовой стрелке до попадания заготовки 4 в гибочный элемент 5. При повороте планшайбы 7 в конец заготовки 4 вдавливается острая кромка 21, надежно фиксируя заготовку 4 в пазу 3 до конца гибки. Гибку производят последовательно по участкам. Далее, вращая планшайбу 7 по часовой стрелке, заготовку 4 наматывают на рабочую поверхность 2 шаблона 1, затем вставляют вспомогательный шаблон 9 на пальцы-установочные 27 и таким же образом наматывают заготовку 4 на рабочую поверхность 12 вспомогательного шаблона 9 на заданный угол или на расчитанное количество оборотов, не снимая вспомогательного шаблона 9, и продолжают гибку заготовки 4, вставляя последующий вспомогательный шаблон 10, затем вспомогательный шаблон 11, не снимая предыдущих. Количество вспомогательных шаблонов зависит от угла гибки заготовки 4, т.е. количества оборотов, на которое должна закрутиться заготовка 4. Количество витков заготовки 4 определяется опытным путем для каждого изделия.
После окончания процесса гибки планшайба 7 останавливается и ее вращают против часовой стрелки для выхода из зацепления готовой детали с пуансоном-фиксатором 20, вынимают вверх вспомогательные шаблоны 9, 10, 11 из отверстий 8 в планшайбе 7, освобождают готовую деталь 34 и снимают вверх с планшайбы 7.
Последовательно вставляемые вспомогательные шаблоны один за другим позволяют производить гибку на два и более оборота, на 720° и более. Количество вспомогательных шаблонов зависит от заданного количества витков при гибке и от угла гибки, т.е. от количества оборотов, на которое должна закрутиться заготовка 4. Это расширяет технологические возможности устройства. Удобство в использовании и повышение производительности происходит за счет простоты конструкции устройства и наименьшего по сравнению с прототипом количества съемных деталей устройства после окончания процесса обработки заготовки 4, а также изготовление вензелей и завитков различных размеров за счет замены комплекта оснастки /планшайба с шаблоном и вспомогательными шаблонами, пуансон-фиксатор, гибочный элемент/.
Технико-экономические показатели
Технологические возможности расширяются за счет возможности гибки на угол более чем 720° квадратных, прямоугольных труб, которые легче и дешевле стали квадратной и полосовой того же размера, при этом производительность труда повышается в несколько раз по сравнению с прототипом.
Повышается качество за счет исключения гофрообразования, морщинистости. Применение полых профильных труб при изготовлении завитков, вензелей, арок, ворот, решеток на окна, элитной дачной мебели, а также отсутствие нагрева при обработке значительно экономят металл и электроэнергию.
Изобретение относится к обработке металлов давлением и может быть использовано для гибки профильных труб. Осуществляют изгибание заготовки последовательно по участкам в гибочном устройстве. При этом перед гибкой две противоположные стороны заготовки прокатывают вовнутрь до заданной глубины и конфигурации. Затем изгибаемый конец ее сплющивают по непрокатанным сторонам, вставляют в паз гибочного устройства и осуществляют гибку по непрокатанным сторонам. Для гибки используют устройство, содержащее шаблон с рабочей поверхностью и пазом для установки заготовки, вспомогательные шаблоны с рабочими поверхностями, гибочный элемент на оси. Шаблон закреплен на планшайбе, имеющей отверстия для последовательной установки друг за другом вспомогательных шаблонов. Гибочный элемент зафиксирован относительно оси от поворота фиксатором и установлен над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине. В стенке паза шаблона вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки. Повышаются производительность и качество получаемых изделий. 2 н.п. ф-лы, 18 ил.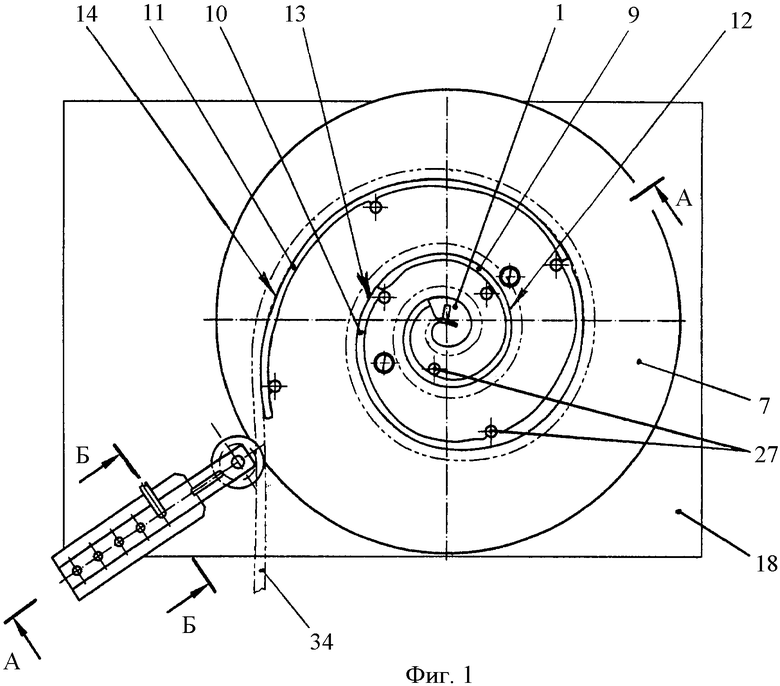
1. Способ гибки профильных труб, включающий изгибание заготовки последовательно по участкам в гибочном устройстве, отличающийся тем, что перед гибкой две противоположные стороны заготовки прокатывают вовнутрь до заданной глубины и конфигурации, затем изгибаемый конец ее сплющивают по непрокатанным сторонам, вставляют в паз гибочного устройства и производят гибку по непрокатанным сторонам.
2. Устройство для гибки профильных труб, содержащее шаблон с рабочей поверхностью и пазом для установки заготовки, гибочный элемент на оси, отличающееся тем, что шаблон закреплен на планшайбе, имеющей отверстия для последовательной установки друг за другом вспомогательных шаблонов с рабочими поверхностями, гибочный элемент зафиксирован относительно оси от поворота фиксатором и установлен над планшайбой с возможностью регулирования планки в продольном направлении в направляющей, закрепленной на станине, а в стенке паза шаблона вмонтирован пуансон-фиксатор с острой кромкой для фиксации заготовки.
| Способ гибки длинномерных заготовок | 1981 |
|
SU1009562A1 |
| Устройство для гибки полос и труб | 1989 |
|
SU1696044A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| УСТРОЙСТВО ДЛЯ ОТБОРА ПРОБ ИЗ ЗАКРЫТЫХ РЕЗЕВУАРОВ | 1932 |
|
SU33338A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ В МОЛОКЕ УДЕЛЬНОЙ АКТИВНОСТИ РАДИОНУКЛИДА СТРОНЦИЯ-90 ПО ДОЧЕРНЕМУ ЭЛЕМЕНТУ ИТТРИЮ-90 | 1997 |
|
RU2139534C1 |

