Изобретение относится к технологии производства труб и может быть использовано для лазерной очистки свариваемых поверхностей от нежелательных слоев и загрязнений, в частности, для удаления ржавчины, окалины, нефтепродуктов и пр., при подготовке к выполнению лазерной сварки поверхности стальной сформованной трубной заготовки, толщиной от 8 до 45 мм.
Проведение сварочных работ для изготовления сформованных стальных труб посредством лазерно-дуговой сварки представляет собой технологию изготовления стальной трубы с помощью сварки продольных краев (кромок) открытой трубы воздействием лазерного луча и электрической дуги. Производство является сложным многоэтапным процессом, включающим наложение технологического шва (например, дуговой сваркой с последующим контролем качества и возможным ремонтом), рабочего шва лазерно-дуговой сваркой (с последующим контролем качества и возможным ремонтом), а также, в зависимости от разделки кромок, наложением наружного или внутреннего и наружного шва с помощью дуговой сварки (с последующим контролем качества и возможным ремонтом). И если технология ремонта швов, полученных методом дуговой сварки, хорошо изучена и опробована, то технология ремонта швов, полученных методом лазерной и гибридной лазерно-дуговой сварки, является малоизученной и труднореализуемой. В результате существует проблема максимального снижения вероятности появления дефектов в сварочных швах, выполненных сваркой с использованием лазера.
В патенте DE 10304709 описан комбинированный способ лазерной сварки, реализуемый с помощью сварочной головки, на которой размещены источник лазерного пучка и средства электродуговой сварки. Лазерный пучок и электрическая дуга действуют в одной и той же зоне сварки, но при этом головка для дуговой сварки помещена перед лазерным пучком по направлению прохода и, следовательно, действует раньше его, создавая сварочную ванну, на которую затем оказывает воздействие лазерный луч.
Известен комбинированный способ лазерной сварки (FR 2832337, B23K 26/14; B23K 28/02; B23K 101/18; B23K 26/08; B23K 9/173; B23K 26/1429; B23K 28/02; B23K 2201/32; 23.05.2003). В соответствии со способом луч лазера и электрод сварочной горелки взаимодействую с образованием общей сварочной ванны: луч лазера на части свариваемых изделий, которая образована ванной расплавленного металла, электрическую дугу формируют между плавящимся электродом и свариваемыми изделиями в зоне расположения ванны расплавленного металла. При сварочная ванна создается вначале в результате расплавления свариваемого изделия под действием электрической дуги, а затем на свариваемую деталь воздействует луч лазера.
Подобный же способ описан в патенте (JP 2003205378 B23K 26/00; B23K 26/20; B23K 9/16; B23K 26/00; B23K 9/16. B23K 26/1429 22.07.2003), а именно: электрическую дугу формируют перед лучом лазера и, следовательно, она действует раньше лазерного луча, создавая сварочную ванну, на которую лазерный луч оказывает последующее воздействие и «проталкивает» расплавленный металл в корень шва.
Известен способ лазерно-дуговой сварки, реализованный в устройстве для изготовления объемных деталей. В способе дуговая горелка и лазерная головка воздействуют на свариваемую поверхность с образованием общей сварочной ванны в одном направлении под углом к свариваемым деталям, для чего их располагают таким образом, что оси лазерного луча и электрода горелки при воздействии на свариваемую поверхность параллельны. (патент РФ, №2014131214 B23K 26/342, B22F 3/105, B23K 26/348, B23K 31/02, 20.02.2016)
Как видно из вышеизложенного, выявленные способы лазерно-дуговой сварки не включают выполнение операции очистки свариваемой поверхности в процессе выполнения сварки, в то время, как одной из основных причин появления дефектов в сварочных швах, выполненных лазерной сваркой, является плохая подготовка поверхности.
Лазерная сварка и, как следствие, гибридная лазерно-дуговая сварка (далее -лазерная сварка) предъявляют повышенные требования к чистоте поверхности, по сравнению с дуговой сваркой. В соответствии с действующим межгосударственным стандартом BS EN 1011-6:2005 «Рекомендации по сварке металлических материалов. Часть 6. Лазерная сварка», следствием некачественной очистки поверхности под лазерную сварку являются такие дефекты шва, как пористость, газовые- поры и их скопление, и линейная пористость. В соответствии с этим же стандартом (там же, п. 11.3 «Подготовка соединения») перед лазерной сваркой необходимо выполнение очистки поверхности, если она загрязнена оксидами (например, ржавчина, поверхность быстро ржавеет даже в цеховых условиях), маслом, смазкой, охладителями, краской и др. Как следует из этого же стандарта, возможно применение различных методов очистки стальных поверхностей под сварку, а именно, кромок и околошовной зоны, однако все они имеют недостатки, а именно:
- химическое и электрохимическое обезжиривание - значительный расход материалов, невозможность удаления неорганических загрязнений и дефектов поверхностного слоя, низкая производительность.
- шлифование - вносит в поверхностный слой микродефекты - прижоги, риски, микротрещины, в которых могут накапливаться остатки смазывающей охлаждающей жидкости;
- полирование - наличие остатков полировочная пасты на обрабатываемой поверхности;
- абразивная и гидроабразивная обработка - выделение и попадание пыли или гидроабразивной жидкости в микропоры и микротрещины поверхности;
- ультразвуковая очистка - необходимость в моющем растворе.
Но, самое главное все вышеперечисленные операции очистки поверхности под сварку выполняют предварительно перед сваркой. Эти операции очистки поверхности не могут быть введены в процесс сварки, т.е. не могут выполняться непосредственно в процессе сварки, в то время как изделие покрывается ржавчиной, например, даже в цеховых условиях.
Возникает проблема выполнения очистки свариваемой поверхности сформованной стальной трубной заготовки непосредственно в процессе сварки.
Проблему выполнения очистки свариваемой поверхности непосредственно в процессе сварки сформованной стальной трубной заготовки при осуществлении решает заявленный способ лазерной-дуговой сварки стальной сформованной трубной заготовки.
При осуществлении заявленного способа лазерной-дуговой сварки стальной сформованной трубной заготовки поверхности достигается технический результат:
- снижение вероятности формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость, за счет возможности выполнения очистки свариваемой поверхности непосредственно в процессе выполнения сварки;
- возможность выполнения очистки свариваемой поверхности непосредственно перед сваркой без удаления поверхностного слоя материала, образующего изделие, и без изменения характеристик поверхностного слоя материала изделия;
- возможность выполнения непосредственно перед сваркой очистки поверхности одновременно от широкого спектра загрязнителей;
-обеспечение очистки поверхности с одним и тем же качеством на протяжении сварки, независимо от наличия на очищаемой поверхности возможных неровностей и углублений.
Сущность заявленного изобретения состоит в то, что в способе лазерно-дуговой сварки стальной сформованной трубной заготовки, включающем одновременное воздействие на свариваемую поверхность плавящегося электрода сварочной горелки и первого лазерного луча, сфокусированного на свариваемую поверхность после точки воздействия дуги, с образованием общей сварочной ванны дуги, при этом в процессе сварки подают в зону электрода сварочной горелки защитный газ, новым является то, что перед сварочной горелкой на расстоянии от дуги формируют расфокусированный коллимированный второй лазерный луч и выполняют очистку поверхности заготовки путем сканирования свариваемой поверхности движущейся трубной заготовки перед сварочной дуговой горелкой в направлении, перпендикулярном свариваемым кромкам, на ширину от 10 до 25 мм по обе стороны от средней линии будущего шва, при этом сканирование выполняют с переменной частотой следования импульсов лазерного излучения от 1 до 10 кГц с изменением длительности импульсов от 15 до 400 нс и мощности излучения сканирующего луча от 400 до 500 Вт, при этом в процессе очистки выполняют непрерывный контроль чистоты сканируемой поверхности и при достижении требуемого качества очистки фиксируют соответствующее значение мощности излучения и не изменяют его до окончания выполнения сварки, причем в процессе сварки защитный газ в зону электрода подают в одном направлении с электродом сварочной дуговой горелки, а сканирование вторым лазерным лучом выполняют в среде защитного газа, состав которого соответствует составу защитного газа в зоне электрода сварочной горелки, при этом в процессе выполнения сканирования защитный газ подают после второго лазерного луча в направлении, совпадающем с направлением сварки.
Кроме того:
- в качестве защитного газа используют гелий или аргон, при этом контроль качества очистки поверхности осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей кислорода и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей кислорода на значение интенсивности спектральной составляющей железа и при значении частного, равного или меньше 0,3, поверхность считают очищенной;
- в качестве защитного газа используют углекислый газ, при этом контроль качества очистки осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей выбранного для контроля легирующего элемента, входящего в состав металла очищаемой поверхности, и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей легирующего элемента на значение интенсивности спектральной составляющей железа и при значении частного, равном или меньше 0,1, поверхность считают очищенной.
Заявленный технический результат достигается следующим образом.
В заявленном способе для выполнения операции очистки используют луч лазера, что соответствует рекомендации вышеупомянутого стандарта (п. 11.3), который предлагает, выполнять очистку поверхности перед выполнением сварки путем прохода по подготавливаемой к сварке поверхности расфокусированного лазерного луча. При этом воздействие лазерного излучения происходит непосредственно на очищаемую поверхность без использования дополнительных средств очистки, которые, в свою очередь, могут требовать дополнительной очистки поверхности.
Кроме того, характерными особенностями сухой лазерной очистки являются универсальность применения, локальность ввода энергии, точность перемещения, высокая производительность, селективность воздействия, отсутствие влияния на геометрические параметры будущего сварного соединения и, самое главное, высокий уровень корпоративности с другими источниками энергии, что обеспечивает возможность использования лазерной очистки поверхности в процессе выполнения сварки как неотъемлемой операции процесса лазерно-дуговой сварки сформованной заготовки стальной трубы и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
Второй лазерный луч формируют перед сварочной горелкой на расстоянии, которое подбирают опытным путем, поскольку его величина зависит как от параметров формируемого второго луча, так и от параметров лазерно-дуговой сварки.
Позиционирование второго лазерного луча относительно дуги сварочной горелки позволяет минимизировать размер очищенной под сварку поверхности, тем самым максимально снизить вероятность ее повторного загрязнения, что обеспечивает требуемое качество очистки и, кроме того, обеспечивает возможность использования лазерной очистки поверхности в процессе выполнения сварки как неотъемлемой операции процесса лазерно-дуговой сварки сформованной заготовки стальной трубы и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
Кроме того, сканирование выполняют по очищаемой поверхности расфокусированным коллимированным лазерным лучом. Коллимация (Collimation) - формирование тонкого параллельно идущего потока излучения с помощью использования соответствующих щелей, размещаемых на пути его прохождения (ИТНЕРНЕТ, Медицинская энциклопедия. Коллимация (Collimation)). В результате использование расфокусированного коллимированного луча лазера увеличивает в несколько раз площадь поверхности сканирования за один проход лазерного луча, что увеличивает скорость очистки и позволяет синхронизировать ее со скоростью движения сварки. Последнее обеспечивает возможность использовать предварительную очистку свариваемой поверхности непосредственно во время сварки в качестве неотъемлемой операции способа лазерно-дуговой сварки стальной сформованной трубной заготовки и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
С энергетической точки зрения задача выбора оптимального режима работы лазера при очистке поверхности сводится к обеспечению минимального порога испарения вещества основного металла. Известно, что таковой обеспечивается в импульсном режиме воздействия (Вейко В.П. «Лазерная обработка пленочных элементов», Л.: Машиностроение, Ленингр. отд-ние, 1986. - 248 с.) Кроме того, чем меньше длительность воздействия, тем меньше глубина прогретого слоя вещества и, следовательно, меньше количество образующегося расплава и пара (т.е. меньше повреждение основного вещества) при большем давлении последнего. Таким образом, длительность импульса воздействия определяет глубину термического разрушения загрязняющего покрытия (глубину очистки) (см. там же). В заявленном способе длительность воздействия определяется диапазоном значений длительности воздействующих импульсов, которая находится в пределах от 15 до 400 нс. Поскольку длительность воздействия определяет глубину воздействия, то выполнение сканирования луча лазера по очищаемой поверхности с изменяющейся длительностью импульсов от 15 до 400 нс позволяет одновременно выполнять очистку поверхности на различную глубину с учетом возможно имеющихся на поверхности неровностей и углублений без удаления поверхностного слоя основного материала изделия, сохраняя тем самым его физические свойства. При этом, поскольку длительность лазерного импульса должна соответствовать тепловой постоянной времени материала загрязнителя, то сканирование луча лазера по очищаемой поверхности с изменяющейся длительностью импульсов от 15 до 400 нс позволяет охватить одновременно широкий спектр загрязнений, что повышает качество очистки и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
В заявленном способе выполняют сканирование движущейся трубной заготовки с переменной частотой следования импульсов лазерного излучения в диапазоне от 1 до 10 кГц, с одновременным изменением мощности излучения в пределах от 400 до 500 Вт и одновременно выполняют непрерывный контроль степени очистки. При достижении требуемого качества очистки выставляют соответствующее ему значение мощности излучения, которое фиксируют до окончания выполнения процесса сварки. Поскольку сканирование выполняют во время движения трубной заготовки, т.е. во время движения сварки, то зафиксированный режим средней мощности излучения находится в непосредственной связи со скоростью движения сварки и соответствует режиму, при котором очистки поверхности совпадает со скоростью движения сварки, т.е. синхронизацию процессов очистки и сварки выполняют подбором значения средней мощности излучения второго лазерного луча. Отсюда следует, что введенная в способ сварки операция очистки свариваемой поверхности теоретически может быть адаптирована для любой скорости сварки, что обеспечивает возможность ее использования во время сварки в качестве неотъемлемой операции способа лазерно-дуговой сварки стальной сформованной трубной заготовки и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
Как показал опыт, в диапазоне значений мощности излучения второго луча лазера от 400 до 500 Вт в совокупности с частотой следования импульсов лазерного излучения в диапазоне от 1 до 10 кГц создается температурный режим, необходимый для качественной очистки поверхности, при котором достигается требуемое качество очистки. Поскольку оперируют со средней максимальной мощностью излучения, то, в результате, при сканировании поверхности лучом лазера с переменной частотой следования импульсов лазерного излучения в диапазоне от 1 до 10 кГц и с изменяющейся длительностью импульсов от 15 до 400 нс, формируется требуемый тепловой режим очистки, обеспечивающий требуемое качество очистки, конкретно для данной поверхности, что учитывает характер поверхности, свойства загрязнителя и повышает качество очистки. Это позволяет выполнить очистку поверхности за один проход, что также обеспечивает возможность синхронизации скорости очистки со скоростью движения сварки, а, следовательно обеспечивает возможность выполнения очистки поверхности непосредственно во время сварки в качестве неотъемлемой операции способа лазерно-дуговой сварки стальной сформованной трубной заготовки и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
В заявленном способе сканирование луча лазера выполняют в направлении, перпендикулярном свариваемым кромкам сформованной стальной трубной заготовки по обе стороны от средней линии будущего шва, что обеспечивает возможность очистки поверхности под будущий сварочный шов. Выполнение сканирования на ширину от 10 до 25 мм по обе стороны от средней линии будущего шва учитывает возможные варианты ширины сварочного шва. Возможность выполнения очистки поверхности с учетом ширины свариваемого шва также обеспечивает возможность использования лазерной очистки поверхности в качестве операции в. тандеме с лазерной сваркой стальной сформованной трубной заготовки и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
Очистку выполняют в среде защитного газа, при этом в процессе выполнения очистки защитный газ подают в зону очистки после лазерного луча в направлении, совпадающем с направлением движения сварки, что сдувает продукты очистки в сторону от сварочной горелки лазерно-дуговой сварки и одновременно обеспечивает изолирование очищенной поверхности как от влияния продуктов очистки, так и от влияния продуктов окружающей среды: влага, сера и фосфор. Для предупреждения влияния защитного газа, используемого в способе очистки, на процесс сварки и качество шва трубной заготовки, состав защитного газа формируют сходным по составу с защитным газом, используемой для лазерной сварки. При этом в способе очистки используют, например, инертные газы: аргон, гелий, или углекислый газ, в качестве активного, для предотвращения потери материалом изделия углерода.
Вышеизложенное также обеспечивает возможность использования лазерной очистки поверхности в качестве операции в способе лазерной сварки стальной сформованной трубной заготовки и снижает вероятность формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
В заявленном способе качество очистки свариваемой поверхности оценивается в зависимости от используемых защитных газов как частное от деления значений интенсивностей спектральных составляющих кислорода (или выбранного легирующего элемента) и железа, зарегистрированных в спектре плазмы, образующейся в процессе удаления загрязнения, составляет 0,3 (0,1). В случае применения в качестве защитного газа гелия или аргона контроль качества очистки поверхности осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей кислорода и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей кислорода на значение интенсивности спектральной составляющей железа и при значении частного, равном или меньше 0,3 поверхность считают очищенной. Коэффициент 0,3 получен опытным путем и показывает, что практически все окислы с очищаемой поверхности сняты.
В случае применения углекислого газа в качестве защитного, при этом контроль качества очистки осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей выбранного для контроля легирующего элемента, входящего в состав металла очищаемой поверхности, и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей легирующего элемента на значение интенсивности спектральной составляющей железа и при значении частного равном или меньше 0,1 поверхность считают очищенной. Возможность контроля очистки поверхности путем определения количественного содержания в плазме легирующего элемента обусловлена тем, что легирующие добавки в стали при прокате распределяются неравномерно. Это приводит к насыщению поверхностных слоев вполне определенными легирующими элементами, в зависимости от сорта проката. Появление в спектре легирующего элемента указывает на то, что загрязненный поверхностный слой снят. Значение коэффициента 0,1 получено опытным путем. Выполнение очистки до момента получения этого значения коэффициента не приводит к снятию основного материала изделия в процессе чистки и не изменяет физических свойств основного материала.
Таким образом, из вышеизложенного следует, что заявленный способ лазерно-дуговой сварки стальной сформованной трубной заготовки при осуществлении решает проблему выполнения очистки свариваемой поверхности непосредственно в процессе лазерно-дуговой сварки. При осуществлении заявленного способа достигается технический результат: снижение вероятности формирования дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость, за счет возможности выполнения очистки свариваемой поверхности непосредственно в процессе выполнения сварки; возможность выполнения очистки свариваемой поверхности непосредственно перед сваркой без удаления поверхностного слоя материала, образующего изделие, и без изменения характеристик поверхностного слоя материала изделия; возможность выполнения непосредственно перед сваркой очистки поверхности одновременно от широкого спектра загрязнителей; обеспечение очистки поверхности с одним и тем же качеством на протяжении сварки, независимо от наличия на очищаемой поверхности возможных неровностей и углублений.
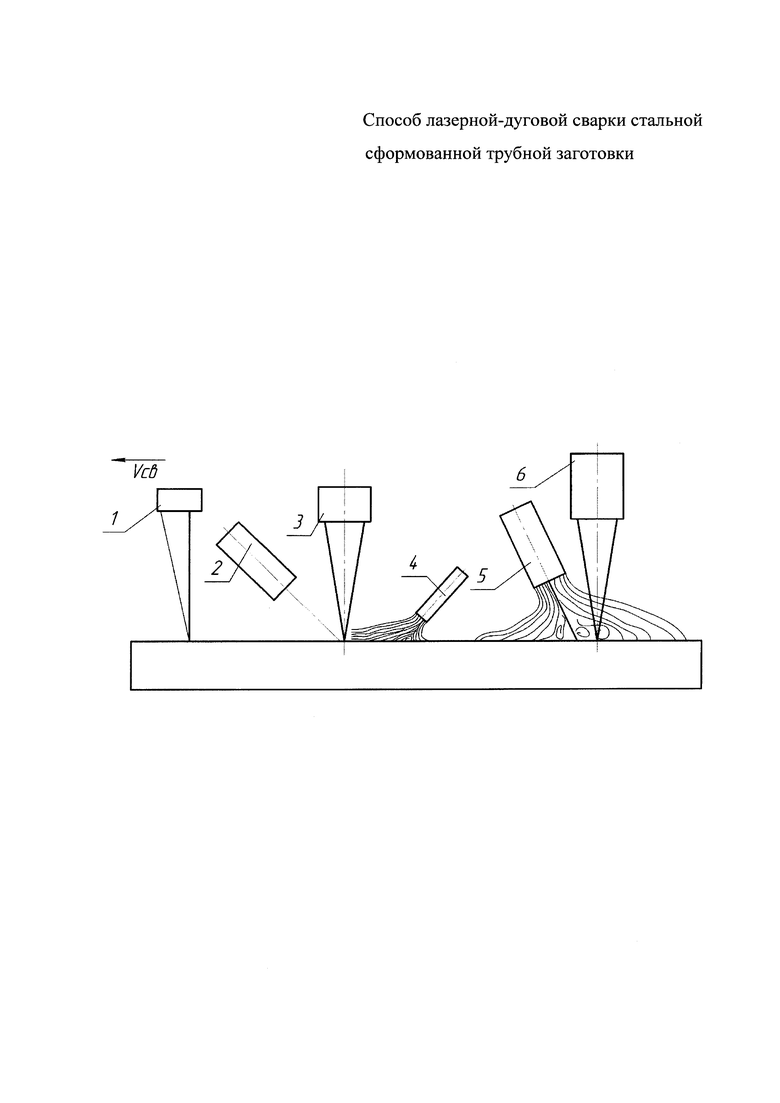
На фигуре изображена схема, поясняющая реализацию заявленного способа лазерно-дуговой сварки стальной сформованной трубной заготовки: 1 - сканирующий датчик-позиционер; 2 - спектрометр; 3 - головка системы лазерной очистки; 4 - сопло для подачи защитного газа; 5 - сварочная головка; 6 - головка системы лазерной сварки.
Заявленный способ лазерно-дуговой сварки стальной сформованной трубной заготовки осуществляют следующим образом. Одновременно воздействуют на свариваемую поверхность в среде защитного газа с образованием общей сварочной ванны дугой плавящегося электрода сварочной горелки и первым лазерным лучом, сфокусированным на свариваемую поверхность после точки воздействия дуги. Перед сварочной горелкой на расстоянии от дуги формируют второй лазерный луч - расфокусированный коллимированный, - которым выполняют сканирование свариваемой поверхности движущейся трубной заготовки перед сварочной дуговой горелкой в направлении, перпендикулярном свариваемым кромкам, на ширину от 10 до 25 мм по обе стороны от средней линии будущего шва. При этом сканирование выполняют с переменной частотой следования импульсов лазерного излучения в диапазоне от 1 до 10 кГц, с изменяющейся длительностью импульсов от 15 до 400 нс. Одновременно с этим изменяют мощность излучения второго луча в пределах от 400 до 500 Вт и выполняют непрерывный контроль чистоты сканируемой поверхности. При достижении требуемого качества очистки поверхности фиксируют соответствующее значение мощности излучения и не изменяют его до окончания выполнения сварки. В процессе сварки подают защитный газ в зоне электрода в одном направлении с электродом сварочной дуговой горелки. Сканирование вторым лазерным лучом выполняют в среде защитного газа, состав которого формируют сходным по составу с защитным газом в зоне электрода сварочной горелки. В процессе выполнения сканирования защитный газ подают после второго лазерного луча в направлении, совпадающем с направлением движения сварки.
В случае применения в качестве защитного газа гелия или аргона контроль очистки поверхности осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей кислорода и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей кислорода на значение интенсивности спектральной составляющей железа и при значении частного, равном или меньше 0,3 поверхность считают очищенной.
В случае применения углекислого газа в качестве защитного контроль очистки поверхности осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей выбранного для контроля легирующего элемента, входящего в состав металла очищаемой поверхности, и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей легирующего элемента на значение интенсивности спектральной составляющей железа и при значении частного, равном или меньше 0,1 поверхность считают очищенной.
Для осуществления заявленного способа лазерной очистки поверхности использовали иттербиевый волоконный лазер с максимальной выходной мощностью от 10 до 1000 Вт, длиной волны 1070 нм; диаметр волокна 50 мкм; терминация оптического волокна - QBH, коллиматор; управляющий интерфейс - RS-232, цифровой и аналоговый сигнал. (Лазер серия ЛК-ххх http://www.ntoire-polus.ru/HP%20fiber%20laser.pdf).
Наведение лазерного луча 3 на очищаемую поверхность выполняли с помощью датчика-позиционера 1, а именно, использовали лазерный триангуляционный датчик положения.
Процесс лазерной очистки может быть реализован, например, следующим образом. Работой сканирующего датчик-позиционера 1, спектрометра 2, лазера для очистки поверхности 3, сварочной головки 5, лазера 6 системы лазерной сварки, подачей защитных газов 4 для первого 3 луча лазера и для сварочной головки 5 в процессе сварки программно управляет компьютер (на фиг. не показано). Лазерный источник 3 генерирует импульсное лазерное излучение с параметрами, сформированными программно, в соответствии с заявленной формулой изобретения, благодаря его подключению через управляющий интерфейс к управляющему компьютеру, под управлением которого осуществляется и сканирование лазерного луча 3 по поверхности, с изменяющимися длительностью импульса, частотой следования и мощностью излучения, в соответствии с заявленной формулой изобретения. В процессе очистки возникает плазменный факел, в котором спектрометр 2 регистрирует, контролируемые спектральные составляющие.
В соответствии с примером выполнения заявленного способа очистку поверхности выполняли в среде кислорода. В качестве контролируемых использовали спектральные составляющие кислорода и легирующего элемента. Поскольку в эксперименте использовали сталь 10Г2ФБЮ, в которой в поверхностных слоях преобладает марганец, то контролировали спектральную составляющую марганца. Результаты измерений спектрометр 2 передает в управляющий компьютер, который вычисляет значение частного от деления значения интенсивности спектральной составляющей легирующего элемента марганца на значение интенсивности спектральной составляющей железа и при значении частного равном или меньше 0,1 устанавливает соответствующее ему значение мощности излучения, которое фиксирует и не изменяют до окончания выполнения очистки поверхности.
Способ лазерно-дуговой сварки стальной сформованной трубной заготовки был опробован на пластинах размером 700/100/15,7 мм из стали 10Г2ФБЮ класса прочности К52. В качестве защитного газа применяли углекислый газ. Параметрами иттербиевой волоконной лазерной системы очистки являлись: мощность излучения Р от 400 до 500 Вт, частота импульсов от 1 до 10 кГц, длительность импульсов от 15 до 400 нс, фокусное расстояние от 200 да 300 мм, ширина сканирования от 10 до 25 мм по обе стороны от средней линии будущего шва, скорость очистки от 200 до 400 см/мин, режим работы - непрерывный.
Пластины были загрязнены слоем ржавчины и окалиной. Мощность, при очистке поверхности, установленная в соответствии с заявленным способом, составила 200 Вт. После лазерной очистки загрязнители были полностью удалены за один проход. Поверхность была блестящей.
Была выполнена контрольная лазерно-дуговая сварка без предварительной очистки лазером 3 и с предварительной лазерной очисткой поверхности. Осуществляли лазерно-дуговую сварку в среде углекислого газа. Первый лазерный луч 6 генерировали от лазерного источника мощностью 35 кВт. Мощность излучения составляла 15-32 кВт. Сварочная дуговая горелка 5 содержала электрод в виде сварочной проволоки диаметром 1,6 мм, которую подавали в зону сварки через сварочную горелку фирмы Fronius. Ток на сварочной дуге составлял от 300 А до 500 А, напряжение 18-30 В. Скорость сварки составляла от 200 см/мин.
Провели анализ шлифа полученных швов. В первом случае, микроструктура сварных швов без очистки поверхности представляла собой дисперсный бейнит и тонкие прослойки полигонального феррита.
После лазерной очистки поверхности наблюдалась снижение числа пор, более дисперсная структура, появляется большая игольчатость ферритной составляющей. Мелкодисперсная бейнитная составляющая улучшает свойства металла, например, повышается ударная вязкость.
Геометрические параметры шва, как и ожидалось, по сравнению со сваркой без очистки, остались без изменений. После выполнения сварки визуальный осмотр готового шва, а также осмотр шлифа посредством специального оборудования не выявил сквозных отверстий и раковин и дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость.
Исследовали макроструктуру сварных швов путем травления продольных шлифов сварного соединения реактивом Баталова. Дефектов шва, таких, как пористость, газовые поры и их скопление, линейная пористость и других не выявлено.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ лазерной очистки поверхности | 2017 |
|
RU2668619C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера | 2017 |
|
RU2668623C1 |
| Способ лазерно-дуговой сварки | 2017 |
|
RU2635679C1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
Изобретение может быть использовано для лазерной очистки свариваемых поверхностей от нежелательных слоев и загрязнений, в частности для удаления ржавчины, окалины, нефтепродуктов с поверхности стальной сформованной трубной заготовки, толщиной от 8 до 45 мм. Выполняют сканирование сформированным расфокусированным коллимированным лазерным лучом по очищаемой поверхности движущейся стальной сформованной трубной заготовки. Сканируют с переменной частотой следования импульсов лазерного излучения с изменяющейся длительностью импульсов. Одновременно изменяют среднюю максимальную мощность излучения в пределах и выполняют непрерывный контроль качества очистки. При требуемом качестве очистки фиксируют значение мощности излучения и не изменяют его до окончания выполнения очистки поверхности. Изобретение снижает вероятность формирования дефектов шва за счет выполнения очистки свариваемой поверхности непосредственно в процессе выполнения сварки. 2 з.п. ф-лы, 1 ил.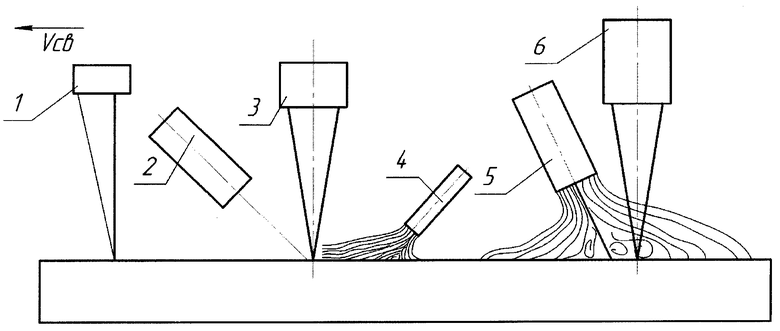
1. Способ лазерно-дуговой сварки стальной сформованной трубной заготовки, включающий одновременное воздействие на свариваемую поверхность плавящегося электрода сварочной горелки и первого лазерного луча, сфокусированного на свариваемую поверхность после точки воздействия дуги, с образованием общей сварочной ванны дуги, при этом в процессе сварки подают в зону электрода сварочной горелки защитный газ, отличающийся тем, что перед сварочной горелкой на расстоянии от дуги формируют расфокусированный коллимированный второй лазерный луч и выполняют очистку поверхности заготовки путем сканирования свариваемой поверхности движущейся трубной заготовки перед сварочной дуговой горелкой в направлении, перпендикулярном свариваемым кромкам, на ширину от 10 до 25 мм по обе стороны от средней линии будущего шва, при этом сканирование выполняют с переменной частотой следования импульсов лазерного излучения от 1 до 10 кГц с изменением длительности импульсов от 15 до 400 нс и мощности излучения сканирующего луча от 400 до 500 Вт, при этом в процессе очистки выполняют непрерывный контроль чистоты сканируемой поверхности и при достижении требуемого качества очистки фиксируют соответствующее значение мощности излучения и не изменяют его до окончания выполнения сварки, причем в процессе сварки защитный газ в зону электрода подают в одном направлении с электродом сварочной дуговой горелки, а сканирование вторым лазерным лучом выполняют в среде защитного газа, состав которого соответствует составу защитного газа в зоне электрода сварочной горелки, при этом в процессе выполнения сканирования защитный газ подают после второго лазерного луча в направлении, совпадающем с направлением сварки.
2. Способ по п. 1, отличающийся тем, что в качестве защитного газа используют гелий или аргон, при этом контроль качества очистки поверхности осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей кислорода и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей кислорода на значение интенсивности спектральной составляющей железа и при значении частного, равном или меньше 0,3, поверхность считают очищенной.
3. Способ по п. 1, отличающийся тем, что в качестве защитного газа используют углекислый газ, при этом контроль качества очистки осуществляют с помощью лазерно-искровой эмиссионной спектроскопии плазмы, образующейся в процессе удаления загрязнения, в которой регистрируют и определяют интенсивность спектральной составляющей выбранного для контроля легирующего элемента, входящего в состав металла очищаемой поверхности, и определяют интенсивность спектральной составляющей железа, затем вычисляют значение частного от деления значения интенсивности спектральной составляющей легирующего элемента на значение интенсивности спектральной составляющей железа и при значении частного, равном или меньше 0,1, поверхность считают очищенной.
| Способ накопления парообразной влаги и влаги атмосферных осадков в почве для выращивания многолетних насаждений в полупустынных ландшафтах | 2024 |
|
RU2832337C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2037342C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2297886C2 |
| US 5151134 A1, 29.09.1992 | |||
| US 4368080 A1, 11.01.1983 | |||
| JP 9222498 A, 26.08.1997. | |||

