Изобретение относится к металлургии, а именно к термической обработке железнодорожных колес.
Известен способ термической обработки цельнокатаных железнодорожных колес [1] (Авторское свидетельство СССР № 724583 Способ изготовления цельнокатаных железнодорожных колес. МПК C21D9/34, C21D7/14, Опубл. 30.03.1980, бюл. № 12.), заключающийся в их нагреве до температуры аустенизации, прерывистом охлаждении охладителем поверхности обода при вращении колеса и последующей выдержке колеса на воздухе. Расход охладителя в процессе всего времени охлаждения остается неизменным.
При таком способе невозможно получить высокую износостойкость обода одновременно по всей его глубине, так как скорость охлаждения внутренних слоев металла обода всегда ниже, чем скорость охлаждения наружного слоя. Для получения во внутренних слоях металла структуры в виде тонкодисперсного пластинчатого перлита, обеспечивающих их высокую износостойкость, необходимо охлаждать поверхностный слой обода со скоростью выше оптимальной, предлагаемой [1], но это приводит к образованию в нем структуры типа мартенсита отпуска, склонной к выкрашиванию и обладающей малой износостойкостью.
Известен способ термической обработки железнодорожных колес [2] (патент РФ №2451093 Способ термообработки железнодорожных колес. МПК C21D9/34, опубл.29.03.2010, бюл. № 14), включающий нагрев до температуры аустенизации, дифференцированное охлаждение рабочего слоя обода и его торца со стороны гребня в течение 300 с, при этом охлаждение рабочего слоя обода в первые 180 с осуществляется при дискретном увеличении расхода охладителя от 0,0005 до 0,02 л/см2*с на 0,0001 л/см2*с через каждые 15-30 с и в последующие 120 с при постоянном расходе охладителя до 0,5 л/см2*с, а охлаждение торцевой поверхности обода со стороны гребня осуществляется воздухом с расходом 0,5 м3/см2*с.
Данный способ приемлем только для сталей с содержанием углерода до 0,7 %, так как заданные скорости охлаждения в данном способе не позволяют получить твердость в ободе выше 340 НВ, при перлитной структуре. Способ не обеспечивает прокаливаемость обода колеса на глубину 38 мм, что является необходимым требованием спецификации AAR.
Наиболее близким по технической сущности заявляемому (прототипом) является способ термической обработки железнодорожных колес [3] (патент РФ № 2140997. Способ термической обработки железнодорожных колес. МПК C21D9/34, опубл. 10.11.1999.), включающий нагрев до температуры аустенизации, выдержку и прерывистое охлаждение поверхностного слоя в течение 100 с, причем в первые 20-40 с расход воды увеличивается линейно от 0,001 до 0,003 л/см2*с, в зависимости от содержания углерода и марганца, в последние 20 с расход – 0,009 л/см2*с.
При данном способе невозможно обеспечить близкую скорость охлаждения наружного слоя и внутренних слоев металла обода, что приводит к существенным различиям в структуре и износостойкости металла непосредственно на поверхности и в глубине. Кроме того, невозможно обеспечить заданную структуру металла на глубине 30-50 мм.
Техническим результатом изобретения является повышение износостойкости рабочего слоя обода за счет получения однородной структуры тонкопластинчатого перлита как непосредственно на поверхности, так и на глубине обода и увеличение механических свойств обода колеса, а также приободной части диска колеса за счет дифференцированного охлаждения трех элементов обода (два торца обода и круг катания) независимо друг от друга.
Технический результат достигается тем, что заявленный способ термической обработки железнодорожных колес включает нагрев до температуры аустенизации, дифференцированное охлаждение рабочего слоя и обоих торцов обода колеса в течение 420 с, при этом охлаждение рабочего обода осуществляют водой с регулированием ее расхода на отдельные элементы обода в период охлаждения, что позволяет получить железнодорожные колеса по спецификации AAR M-107/M-208, соответствующие повышенным требованиям по твердости и механическим свойствам (класс D), с химическим составом по классу С. Критерии расхода охладителя задаются по значению углеродного эквивалента Сэкв, рассчитываемого по формуле:
Сэкв=С+Mn/4,74+Si/10+Cr/5+1,47Mo (1),
где С, Mn, Si, Cr, Mo - процентное содержание указанных элементов в стали.
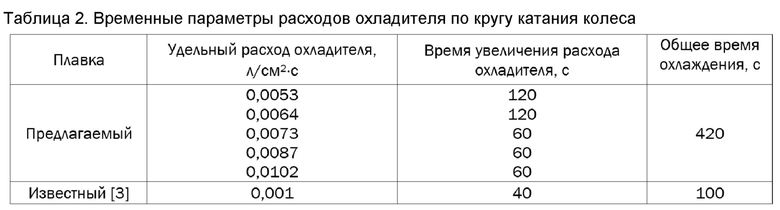
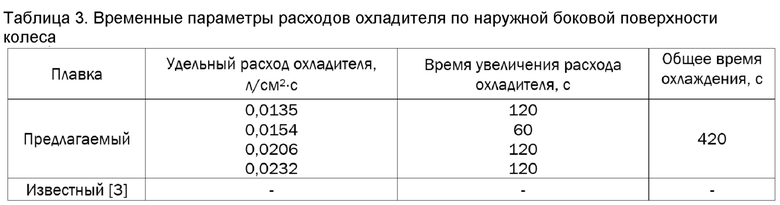
Для сталей с содержанием масс %: С (0,75-0,77), Mn (0,82-0,9), Si (0,3-0,4), Cr (0,18 -0,25), Ni (0,15-0,25), V (0,02-0,04), Mo (0,04 -0,06) охладитель подается на круг катания. В начале выбирается минимальный расход охлаждающей среды (воды) от 0,005 до 0,006 л/см2*с в первый период 120 с, от 0,006 до 0,007 л/см2*с в период 120 с, от 0,007 до 0,008 л/см2*с в период 60 с, от 0,008 до 0,009 л/см2*с в период 60 с., от 0,009 до 0,012 л/см2*с в период 60 с. По наружной боковой поверхности колесо охлаждается водой с расходом от 0,013 до 0,015 л/см2*с в первый период 120 с, от 0,015 до 0,017 л/см2*с в период 60 с., от 0,02 до 0,022 л/см2*с в период 120 с., от 0,022 до 0,024 л/см2*с в период 120 с. По внутренней боковой поверхности обода колесо охлаждается водовоздушной смесью с постоянным расходом воздуха 0,015 м3/см2*с и расходом воды 0,0055 л/см2*с в течение 420 с. Подача воздуха, кроме собственно охлаждения, предотвращает нежелательное попадание воды на диск колеса от форсунок бокового контура, направленных на гребень. Температура воды при закалке (35-3) °С.
Отличительными признаками заявленного способа является:
– управляемый процесс закалки с регулируемым расходом охладителя;
– три охлаждающих водяных контура и один охлаждающий воздушный контур;
– равная скорость охлаждения обода колеса за счет точной настройки форсунок по местоположению относительно поверхности обода и программируемого расхода охладителя по каждому элементу обода;
– изменение расхода охладителя производиться в зависимости от содержания C, Mn, Cr, Si, Mo где C, Mn, Cr, Si, Mo – процентное содержание в стали соответственно углерода, марганца, хрома и кремния.
За счет заявленного решения можно обеспечить одинаковую скорость охлаждения наружного слоя и внутренних слоев металла обода колеса, максимально выровнять структуру металла на поверхности и в глубине, получив оптимальную структуру по всей толщине рабочего слоя обода. Это происходит за счет того, что наружный слой металла обода при малом расходе охладителя охлаждается со скоростью достаточной, чтобы получить оптимальную структуру металла в виде тонкодисперсного пластинчатого перлита без мартенсита отпуска. Слои на глубине 30–50 мм также охлаждаются со скоростью, близкой к оптимальной, за счет увеличения подачи охладителя на наружный слой обода.
Оптимальный расход охладителя по всем элементам обода и время его применения определяется предварительно опытным путем как расход, требуемый для получения необходимых свойств на глубине 30–50 мм.
Пример выполнения.
Предлагаемый способ был опробован в колесобандажном цехе АО «ЕВРАЗ НТМК». Термической обработке по предлагаемому способу подвергались колеса одной плавки, химический состав которых приведен в таблице 1. После нагрева до температуры аустенизации (850 °C) колеса подвергались закалке. Закалка колес производилась при их вращении со скоростью 30 об/мин. Режим закалки по кругу катания колеса приведен в таблице 2. Режим закалки по наружной боковой поверхности колеса приведен в таблице 3.
Охладитель для закалки обода подавался через блок клапанов, открываемых по заданному режиму охлаждения на два контура водяного охлаждения и один контур воздушного охлаждения. Тем самым обеспечивалось плавное регулируемое увеличение расхода охладителя от начального значения до оптимального. После закалки колеса подвергались охлаждению на воздухе во время транспортировки их к отпускным печам и отпуску при оптимальной температуре.
У колес, закаленных по заявляемому способу на глубине до 40 мм тонкодисперсный пластинчатый перлит, равномерно переходящий на глубине 50 мм в сорбидообразный пластинчатый перлит с минимальными участками феррита.
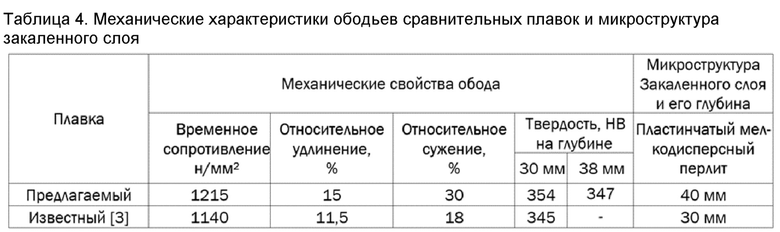
В таблице 4 приведены механические свойства и твердость колес, закаленных по заявленному режиму.
Таким образом, по сравнению с прототипом заявленный способ позволяет:
- получить структуру тонкодисперсного пластинчатого перлита, обладающего высокой износостойкостью, как на поверхности, так и в глубине обода колеса;
- увеличить временное сопротивление при одновременном улучшении пластических свойств.
- получить твердость более 321 НВ по сечению обода колеса на глубине до 40 мм, твердость более 341 НВ на наружной боковой поверхности колеса.
Источники информации
1. Авторское свидетельство СССР № 724583. Способ изготовления цельнокатаных железнодорожных колес. МПК C21D9/34, C21D7/14, заявители: ИЧМ, Нижнеднепровский трубопрокатный завод, НТМК, опубликован 30.03.1980, бюл. № 12;
2. Патент РФ.2451093 Способ термообработки железнодорожных колес, МПК C21D9/34, заявители: ОАО «ЕВРАЗ НТМК», опубликован 29.03.2010, бюл. № 14;
3. Патент РФ 2140997. Способ термической обработки железнодорожных колес. МПК C21D9/34, заявитель: ОАО «Выксунский металлургический завод», опубликован 10.11.1999.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки железнодорожных колес из стали | 2023 |
|
RU2825657C1 |
| Способ термической обработки железнодорожных колес из стали | 2023 |
|
RU2821214C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2020 |
|
RU2763906C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1998 |
|
RU2140997C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2010 |
|
RU2451093C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ БАНДАЖЕЙ | 2010 |
|
RU2547375C2 |
| Способ термической обработки железнодорожных колес | 1986 |
|
SU1368337A1 |
| СТАЛЬ ДЛЯ КОЛЕСА | 2011 |
|
RU2546270C2 |
| СПОСОБ ТЕРМИЧЕСКОГО УПРОЧНЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2353672C1 |
| Способ термической обработки железнодорожных колес | 1988 |
|
SU1636461A1 |
Изобретение относится к области металлургии, а именно к термической обработке железнодорожных колес. Для повышения износостойкости рабочего слоя обода и механических свойств, а также приободной части диска колеса осуществляют термическую обработку железнодорожного колеса из стали, содержащей, мас.%: С 0,75-0,77, Mn 0,82-0,9, Si 0,3-0,4, Cr 0,18-0,25, Ni 0,15 -0,25, V 0,02-0,04, Mo 0,04-0,06. Железнодорожное колесо нагревают до температуры аустенизации, проводят управляемое охлаждение поверхностного обода колеса в течение 420 с жидким охладителем или воздушной смесью, при этом охлаждение элементов обода осуществляют водой с регулированием ее расхода на отдельные элементы обода в период охлаждения соответственно: по кругу катания от 0,005 до 0,006 л/(см2⋅с) в первый период 120 с, от 0,006 до 0,007 л/(см2⋅с) в период 120 с, от 0,007 до 0,008 л/(см2⋅с) в период 60 с, от 0,008 до 0,009 л/(см2⋅с) в период 60 с, от 0,009 до 0,012 л/(см2⋅с) в период 60 с и наружную боковую поверхность обода колеса от 0,013 до 0,015 л/(см2⋅с) в первый период 120 с, от 0,015 до 0,017 л/(см2⋅с) в период 60 с, от 0,020 до 0,022 л/(см2⋅с) в период 120 с, от 0,022 до 0,024 л/(см2⋅с) в период 120 с, а внутреннюю боковую поверхность обода колеса охлаждают водовоздушной смесью с постоянным расходом воздуха 0,015 м3/(см2⋅с) и расходом воды 0,0055 л/(см2⋅с) в течение 420 с, последующую выдержку колеса на воздухе и отпуск. 4 табл.
Способ термической обработки железнодорожных колес из стали, содержащей, мас.%: С 0,75-0,77, Mn 0,82-0,9, Si 0,3-0,4, Cr 0,18-0,25, Ni 0,15 -0,25, V 0,02-0,04, Mo 0,04-0,06, включающий нагрев колеса до температуры аустенизации, охлаждение поверхностного обода колеса, последующую выдержку колеса на воздухе и отпуск, отличающийся тем, что охлаждение поверхностного слоя обода колеса осуществляют в течение 420 с, при этом охлаждение элементов обода осуществляют водой с регулированием ее расхода на отдельные элементы обода в период охлаждения, соответственно по кругу катания от 0,005 до 0,006 л/(см2⋅с) в первый период 120 с, от 0,006 до 0,007 л/(см2⋅с) в период 120 с, от 0,007 до 0,008 л/(см2⋅с) в период 60 с, от 0,008 до 0,009 л/(см2⋅с) в период 60 с, от 0,009 до 0,012 л/(см2⋅с) в период 60 с и по наружной боковой поверхности обода колеса от 0,013 до 0,015 л/(см2⋅с) в первый период 120 с, от 0,015 до 0,017 л/(см2⋅с) в период 60 с, от 0,020 до 0,022 л/(см2⋅с) в период 120 с, от 0,022 до 0,024 л/(см2⋅с) в период 120 с, а внутреннюю боковую поверхность обода колеса охлаждают водовоздушной смесью с расходом воздуха 0,015 м3/(см2⋅с) и расходом воды 0,0055 л/(см2⋅с) в течение 420 с.
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1998 |
|
RU2140997C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТЫХ СЛИТКОВ | 1997 |
|
RU2119841C1 |
| KZ 23500 A4, 15.12.2010 | |||
| RU 226557 C2, 10.04.2004 | |||
| DT 1508362 A, 13.07.1972. | |||

