Область техники, к которой относится изобретение
Данное изобретение относится к сотовой панели из нержавеющей стали, используемой для наружных или внутренних отделочных работ при строительстве зданий, а также к способу и устройству для ее изготовления, при этом указанная панель, выполненная из пары пластин из нержавеющей стали и ячеистой структуры, вставленной между ними и соединенной с помощью пайки, обладает повышенной прочностью и долговечностью.
Уровень техники
В настоящее время панели, используемые для наружных или внутренних отделочных работ при строительстве зданий среднего или большого размера, выполняются из алюминия или из нержавеющей стали.
В случае сотовых панелей из алюминия, они выполняются из алюминиевой сотовой структуры, вставленной между двумя алюминиевыми пластинами и прочно соединенной с ними с помощью клея. Поскольку в случае сотовых панелей из алюминия сотовая алюминиевая структура и наружные алюминиевые пластины соединены друг с другом клеем, это облегчает их изготовление, однако со временем изготовленные таким образом панели, в особенности при использовании для наружных отделочных работ, под воздействием внешней среды в течение длительного времени, страдают от окисления клея, в то время как трещины, хотя и очень небольшие, возникающие при скручивании или изгибе материала в зависимости от потребностей, значительно уменьшают их долговечность.
Алюминий имеет низкую стойкость к воздействию солей и, таким образом, сотовые панели из алюминия могут быть менее долговечными при использовании на морском побережье.
Для устранения этих недостатков используют сотовые панели из нержавеющей стали, которая является более прочной и износостойкой, чем алюминий, однако в этом случае используют тот же способ изготовления, что и в случае сотовых панелей из алюминия, т.е. используют клей для соединения сотовой структуры из нержавеющей стали и пластин из нержавеющей стали, и на поверхности нержавеющей стали образуют пассивное покрытие или мембрану из железа и хрома, значительно ухудшающее склеивание, что часто приводит даже к отслаиванию под воздействием внешней среды.
По этой причине некоторые существующие сотовые панели из нержавеющей стали изготавливают из пары пластин из нержавеющей стали и алюминиевой сотовой структуры, которую вставляют между пластинами и приклеивают к ним с помощью клея, однако прочность полученных панелей не такая высокая, как желательно, поскольку склеивание двух гетерогенных материалов вряд ли может быть идеальным.
Сущность изобретения
В основу данного изобретения положена задача решения проблем, присущих существующим сотовым панелям из алюминия или сотовым панелям из нержавеющей стали, посредством изготовления сотовой панели из нержавеющей стали-материала более прочного и более стойкого, чем алюминий, а именно посредством подготовки пластины из нержавеющей стали; последующей установки на указанной пластине листа припоя, покрытого флюсом на обеих поверхностях; расположения сотовой структуры из нержавеющей стали на указанном листе припоя; установки другого листа припоя, также покрытого флюсом на обеих поверхностях, сверху указанной сотовой структуры; расположения другой пластины из нержавеющей стали сверху всей конструкции; и, наконец, сжатия снизу и сверху всей стопки в прессе; и пайки с нагреванием всей конструкции, предпочтительно при температуре 200°С-300°С посредством включения нагревателей, расположенных внутри пресса.
Данное изобретение решает проблемы, в частности, отслаивания, присущие использованию клея при изготовлении сотовых панелей из нержавеющей стали, посредством введения обоих листов припоя, покрытого флюсом, для последующей пайки нагреванием.
Краткое описание чертежей
На чертежах:
фиг.1 изображает разрез сотовой панели из нержавеющей стали согласно данному изобретению, в изометрической проекции;
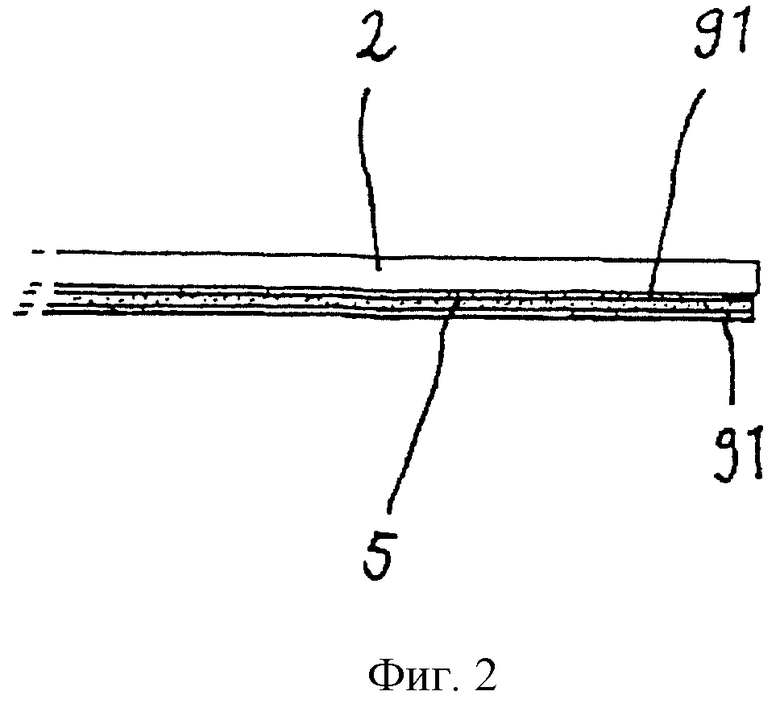
фиг.2 - вертикальный разрез сотовой панели из нержавеющей стали согласно данному изобретению, показывающий лист припоя, покрытый на обеих поверхностях флюсом;
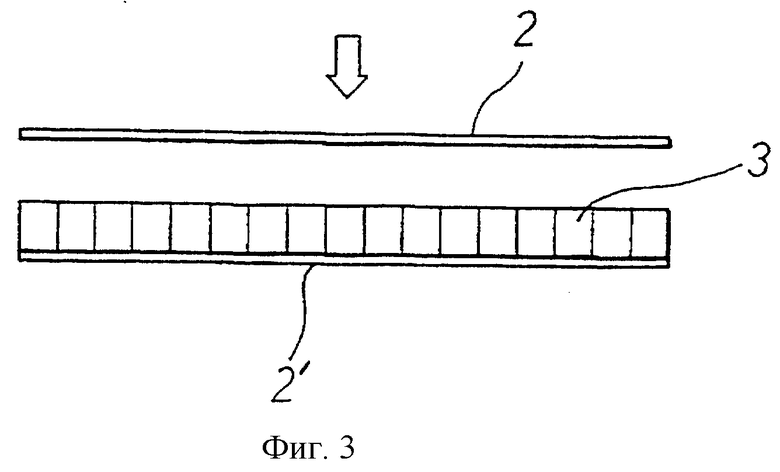
фиг.3 - вертикальный разрез сотовой панели из нержавеющей стали согласно данному изобретению перед скреплением сотовой структуры с другой пластиной из нержавеющей стали;
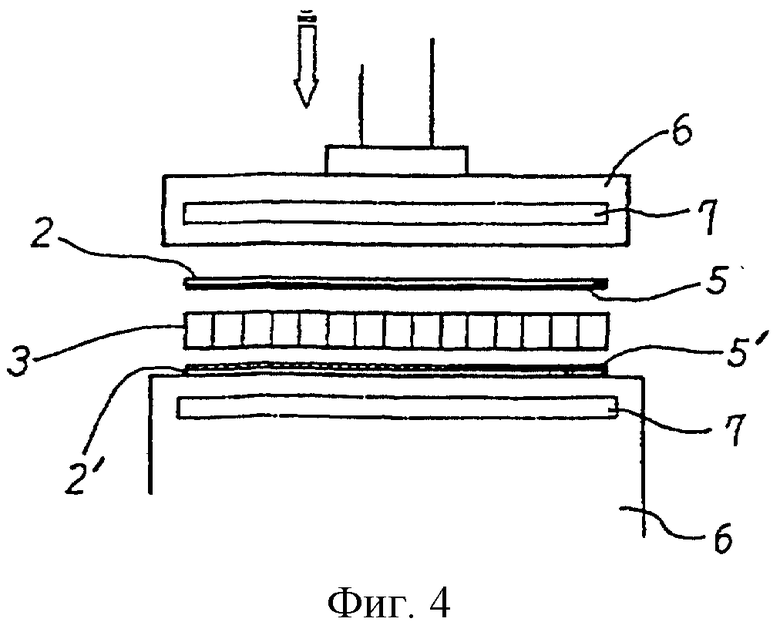
фиг.4 - часть устройства согласно данному изобретению для прессования и пайки нагреванием сотовой структуры из нержавеющей стали с пластинами из нержавеющей стали;
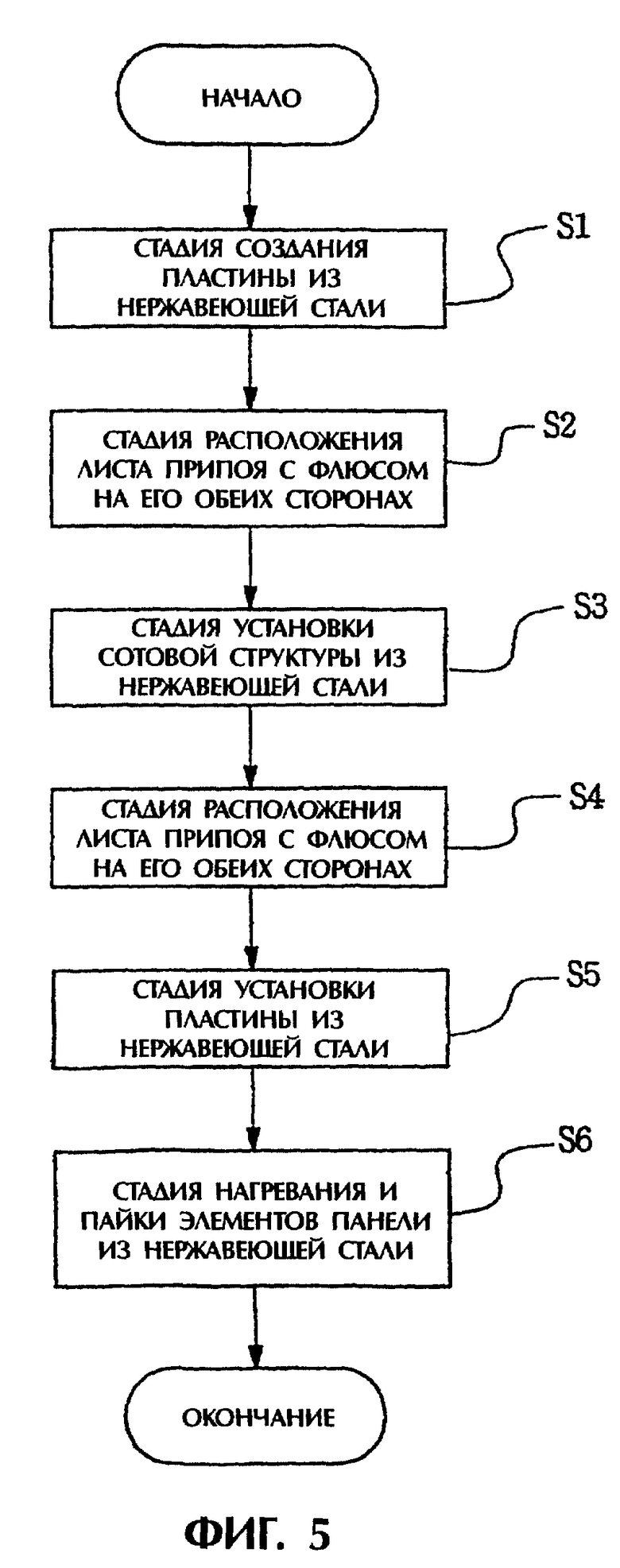
фиг.5 - графическая схема варианта выполнения способа изготовления сотовой панели из нержавеющей стали согласно данному изобретению.
Предпочтительный вариант выполнения изобретения
Ниже приводится подробное описание предпочтительного примера выполнения изобретения, а именно сотовой панели из нержавеющей стали, а также способа и устройства для ее изготовления, со ссылками на чертежи.
При изготовлении сотовой панели из нержавеющей стали согласно данному изобретению две пластины 2, 2' из нержавеющей стали располагают, как показано на фиг.1, противоположно друг другу и между указанными двумя пластинами 2, 2' из нержавеющей стали вставляют сотовую структуру 3, и тем самым образуют сотовую панель 1 из нержавеющей стали.
Затем, как показано на фиг.2, между сотовой структурой 3 из нержавеющей стали, покрытой флюсом 91, и пластиной 2 из нержавеющей стали вставляют припой 5, покрытый на обеих поверхностях также флюсом 91. Затем, как показано на фиг.3, пластину 2 из нержавеющей стали, имеющую припой 5, покрытый флюсом 91 на обеих поверхностях, на нижней стороне, и другую пластину 2' из нержавеющей стали, имеющую другой припой 5', также покрытый флюсом 91 на обеих поверхностях, на верхней стороне, располагают припоем 5, 5' противоположно друг другу, и затем сотовую структуру 3 из нержавеющей стали, покрытую флюсом 91 на обеих контактных поверхностях, вставляют между указанными двумя пластинами из нержавеющей стали в соприкосновении с верхним припоем 5 и нижним припоем 5'; далее сотовую структуру из нержавеющей стали сжимают и паяют нагреванием с пластинами 2, 2' из нержавеющей стали.
Припой 5, покрытый флюсом 91, наиболее предпочтительно выполнен в виде листа.
Таким образом, пластины 2, 2' из нержавеющей стали помещают снаружи, а сотовую структуру 3 из нержавеющей стали вставляют между пластинами 2, 2' с промежуточно расположенным припоем 5, 5'; соединение сотовой структуры 3 из нержавеющей стали и пластин 2, 2' из нержавеющей стали выполняют с помощью листов припоя 5, 5', покрытых на обеих поверхностях флюсом 91. Скрепление каждой стенки 4 каждого отверстия сотовой структуры 3 со смежными стенками выполняют с помощью обычных известных клеев или с помощью точечной сварки.
При этом скрепление сотовой структуры 3 из нержавеющей стали и пластин 2, 2' из нержавеющей стали должно осуществляться прочно с помощью листов припоя 5, 5', покрытых флюсом 91, в то время как скрепление каждой контактной стенки 4 каждого отверстия сотовой структуры из нержавеющей стали со смежными стенками должно быть достаточно прочным для предотвращения их рассоединения.
Поскольку сотовая структура 3 из нержавеющей стали прочно фиксируется при плавлении и затвердевании припоя 5 и флюса 91, то стенки каждого отверстия сотовый структуры могут быть скреплены друг с другом с прочностью, достаточной для сохранения их формы.
Пластины 2, 2' из нержавеющей стали и сотовую структуру 3 из нержавеющей стали, согласно данному изобретению скрепляют пайкой с использованием флюса 91 и припоя 5 в виде листа при низкой температуре, и поэтому отслаивание не может происходить при любых внешних условиях, и поскольку скрепление происходит при низкой температуре, то на наружной поверхности пластин не остается признаков или следов скрепления, портящих внешний вид панелей.
Для осуществления способа изготовления сотовой панели 1 из нержавеющей стали согласно данному изобретению начинают, как показано на фиг.4 и на фиг.5 на графической схеме, с подачи (стадия S1) пластин из нержавеющей стали, разрезанных на соответствующий размер, с последующим покрытием (стадия S2) этих пластин 2, 2' флюсом 91 на их внутренних сторонах.
Затем (стадия S3) на пластины 2, 2' из нержавеющей стали помещают листы припоя 5, 5', покрытые на обеих поверхностях флюсом.
Затем пластину 2 из нержавеющей стали с расположенным под ней листом припоя 5, покрытого флюсом 91 на обеих поверхностях, и пластину 2' из нержавеющей стали с расположенным над ней листом припоя 5', также покрытого флюсом 91 на обеих поверхностях, устанавливают внутри пресса 6 так, что листы припоя 5, 5' приходят в соприкосновение с ними (стадия S4).
Сотовую структуру 3 из нержавеющей стали вставляют между двумя пластинами 2, 2' из нержавеющей стали с промежуточно расположенными двумя листами припоя 5, 5' (стадия S5).
Две пластины 2, 2' из нержавеющей стали и сотовую структуру 3 из нержавеющей стали сжимают и скрепляют пайкой с нагреванием, предпочтительно при температуре 200°С-300°С с использованием нагревателей 7, 7', установленных внутри пресса 6 (стадия S6).
В данном случае флюс 91 может быть нанесен или на внутренние поверхности пластин 2, 2' из нержавеющей стали или на обе контактные поверхности сотовой структуры 3 из нержавеющей стали, или на обе поверхности двух листов припоя 5, 5'. Подходит любой способ при условии, что флюс 91 наносится между двумя пластинами 2, 2' из нержавеющей стали, листами припоя 5, 5' и сотовой структурой 3 из нержавеющей стали.
Выше приведено описание предпочтительного примера выполнения изобретения, относящегося к сотовой панели из нержавеющей стали, а также к способу и устройству для ее изготовления, однако данное изобретение не ограничивается этим примером выполнения и все его варианты должны входить в объем данного изобретения.
Данное изобретение предлагает способ и устройство для изготовления сотовой панели из нержавеющей стали для использования в наружных и внутренних отделочных работах при строительстве зданий, которая является прочной, нержавеющей, устойчивой к воздействию солей и поэтому может быть изготовлена из значительно более тонкого материала, чем в случае обычных сотовых панелей из алюминия, оставаясь тем не менее долговечной.
Поскольку в данном изобретении используется прочная и износостойкая нержавеющая сталь, то даже при скручивании или сгибании не возникает трещин, так что возможно обеспечить эффект коррозионной стойкости.
И поскольку в данном изобретении используется одинаковый материал, т.е. нержавеющая сталь, как в пластинах, так и в сотовой структуре, то возможно обеспечение несравненно лучшего эффекта по сравнению с обычной сотовой панелью из нержавеющей стали, в которой используются панели из нержавеющей стали, но сотовая структура из алюминия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трехслойной композитной панели | 2018 |
|
RU2669279C1 |
| ПРОКЛАДКА ПРЕССА ИЛИ БЕСКОНЕЧНАЯ ЛЕНТА МНОГОСЛОЙНОЙ КОНСТРУКЦИИ | 2012 |
|
RU2626707C2 |
| СПОСОБ ПАЙКИ МЕТАЛЛИЧЕСКИХ СТРУКТУР | 1995 |
|
RU2133176C1 |
| ОБЛИЦОВОЧНАЯ ПАНЕЛЬ ДЛЯ ФАСАДОВ И ИНТЕРЬЕРОВ ЗДАНИЙ | 2011 |
|
RU2566519C2 |
| НАГРЕВАТЕЛЬ | 2018 |
|
RU2725172C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО СОТОВОГО ЭЛЕМЕНТА И ПАЯЛЬНАЯ ФОЛЬГА ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2201852C2 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2237742C2 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ, ПЛАКИРОВАННЫХ СИЛУМИНОМ, И МАТЕРИАЛ ДЛЯ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ, ПЛАКИРОВАННЫХ СИЛУМИНОМ | 2006 |
|
RU2333081C2 |
| МЕТАЛЛИЧЕСКАЯ ФОЛЬГА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1995 |
|
RU2119818C1 |
| ДЕТАЛИ С ПОКРЫТИЕМ ИЗ СПЛАВА АЛЮМИНИЯ С КРЕМНИЕМ | 2000 |
|
RU2243865C2 |
Сотовая панель может быть использована для наружных и внутренних отделочных работ при строительстве зданий. Пластины из нержавеющей стали нарезают на соответствующий размер. Располагают листы припоя, покрытые на обеих поверхностях флюсом, на поверхностях пластин. Одну пластину устанавливают в верхней части, а другую в нижней части пресса. Располагают заполнитель в виде сотовой структуры из нержавеющей стали между листами припоя. Нагревают сборку при температуре в диапазоне от 200 до 300°С с осуществлением пайки. Используют пресс с нагревателями внутри. Пластины и сотовая структура выполнены из одинаковой нержавеющей стали. Способ исключает тепловую деформацию пластин в процессе изготовления панели, позволяет получить отделочные строительные панели с идеальным внешним видом и плоскостностью, обладающие высокой прочностью и коррозионной стойкостью. 5 ил.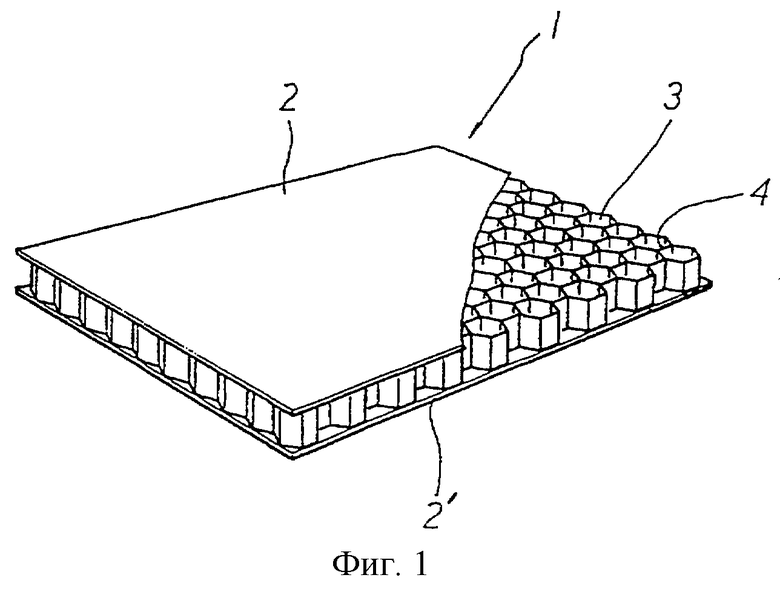
Способ изготовления отделочной строительной сотовой панели из нержавеющей стали, содержащий стадии
нарезания пластин (2,2') из нержавеющей стали на соответствующий размер;
расположения листа припоя (5,5'), покрытого на обеих поверхностях флюсом (91), на поверхностях пластин;
установки двух пластин (2,2') из нержавеющей стали так, что их поверхности с закрепленными на них листами припоя (5,5') находятся противоположно друг другу, при этом одну пластину устанавливают в верхней части, а другую в нижней части пресса (6);
расположения сотовой структуры (3) из нержавеющей стали между листами припоя (5,5');
нагревания при температуре в диапазоне от 200 до 300°С и пайки пластин (2,2') из нержавеющей стали со вставленной сотовой структурой (3) из нержавеющей стали с использованием нагревателей (7,7') внутри пресса (6), причем пластины и сотовая структура выполнены из одинаковой нержавеющей стали.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| Нержавеющая сталь | 1986 |
|
SU1340213A1 |
| SU 757273 А, 28.08.1980 | |||
| УСТРОЙСТВО ДЛЯ ОДНОВРЕМЕННОГО ОБНАРУЖЕНИЯ НЕСКОЛЬКИХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ И НАРКОТИКОВ В БАГАЖЕ | 1996 |
|
RU2128832C1 |
| ЛАШКО С.В | |||
| и др | |||
| Пайка металлов | |||
| М.: Машиностроение, 1988, с.7, 172 | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |

