Изобретение относится к способу для изготовления фантомного зуба для применения в стоматологическом симуляторе, а именно к учебным пособиям по стоматологии и может быть использовано для обучения и закрепления учебного материала, а также для развития практических навыков в процессе подготовки врачей-стоматологов.
Стоматологическая специальность требует не только знаний, но и хороших мануальных навыков для подготовки высоко квалифицированных врачей-стоматологов..
Особенность и специфичность профессии такова, что очень многие стоматологические манипуляции можно отработать на моделях, специальных фантомах, симуляторах, что позволит более успешно начать работу непосредственно с пациентом в клинике. Обзор системы подготовки специалистов стоматологического профиля в зарубежных странах также свидетельствует о больших возможностях обучающих моделей. На сегодняшний день созданы фантомы и симуляторы, в значительной степени имитирующие полость рта, голову, зубы человека, что очень удобно для процесса обучения.
Так для использования стоматологических учебных модулей, содержащих модель головы с возможностью установки отдельно стоящих искусственных зубов (авт. свид. СССР №1337910) требуется изготовление в лабораторных условиях большого количества искусственных зубов.
Для изготовления зубных протезов и отдельных зубов известны различные способы (компрессионное прессование, литьевое прессование, горячее прессование) и устройства для их осуществления.
Известные устройства имеют, как правило, сложную многоступенчатую конструкцию - узел приготовления и разогрева формовочной массы, узел приготовления пресс-форм, системы отвода для выпуска воздуха и излишков пластмассы, винтовой механизм для перемещения резинового поршня для вытеснения из камеры в полость пресс-формы расплавленного материала (пат. РФ №№2280422, 2170069, 2279260, авт. свид. СССР №№1468519, 1736468). Общим недостатком устройств является невозможность их использования в учебном процессе для изготовления отдельных фантомных зубов. Устройства являются дорогостоящими и сложными в изготовлении, часто возникают трудности извлечения готового изделия. Известные устройства характеризуются необходимостью подсоединения их к источнику сжатого воздуха, например компрессора, и трудностью дозировки давления воздуха.
Известен способ получения искусственных зубов из акриловых полимеров, включающий полимеризацию полимер-мономерной смеси при нагреве до 100°С в течение 30 мин с последующим охлаждением в пресс-форме (пат. ФРГ №1466997). При нагревании пластмассы под горячим прессом полимеризация начинается с поверхностных слоев и идет внутрь. По сечению нагреваемой пластмассы создается неоднородное температурное поле, приводящее к возникновению различных скоростей химических реакций при отверждении. Это, в свою очередь приводит к неоднородности свойств пластмассы и к появлению внутренних напряжений, снижающих физические и механические свойства изделий.
Известен способ изготовления зубных протезов (пат. РФ №2317797), включающий размещение материала в камере, нагревание ее до температуры плавления размещенного материала, выдержку температуры до полного плавления материала, создания давления на размещенный материал, вытеснение его из камеры в полость пресс-формы матрицы, выдержку давления до полного застывания материала, характеризующийся тем, что материал используют в закрытом картридже, который предварительно смазывают термостойкой силиконовой смазкой, после чего вставляют картридж в камеру нагрева, впрыскивают расплавленный материала в полость пресс-формы матрицы, выдерживают материал до стабилизации его усадки, затем отключают обогрев, выдерживают интервал времени до заданного снижения температуры, характеризующей предварительное застывание материала, затем извлекают матрицу с пресс-формой, охлаждают ее до полного застывания материала и вынимают изделие из пресс-формы, после чего производят требуемую доводку до готовности. Данный способ требует специальное оборудование, сложную систему автоматизации процесса, ее переналадки при переходе на другие материалы. Кроме того, способ трудно реализовать в лабораторных условиях учебных учреждений.
Общим недостатком известных способов изготовления фантомных зубов являются сложность и длительность технологического процесса практического изготовления фантомных зубов.
Технической задачей, на решение которой направлен заявляемый способ является обеспечение бесперебойного производства качественных и необходимого количества искусственных зубов для использования в стоматологическом симуляторе, создание условий для отработки навыков препарирования зубов, максимально приближенных к клиническим, доступность изготовления искусственных зубов, простота используемой конструкции для изготовления и снижение себестоимости изготовления, а также экономия электроэнергии и трудозатрат.
Техническим результатом предлагаемого способа является выбор материала литейной формы и материала фантомных зубов и их возможность совместного использования, что позволило изготовить качественно в условиях учебной лаборатории фантомные зубы, не требующие доработки их поверхности зуба, легко извлекаемые из литейной формы, создание простого и легкого в исполнении способа получения фантомных зубов без образования в массе пузырьков воздуха. Возможность осуществления контроля за процессом изготовления фантомных зубов за счет полупрозрачной литейной формы.
Технический результат достигается за счет использования способа изготовления фантомных зубов для стоматологического симулятора, включающего установку образца фантомного зуба на рабочую поверхность с помощью клея, нанесенного на торец ножки фантомного зуба, а затем установку полупрозрачной цилиндрической опалубки объемом не более 20 мл и при соотношении диаметра к высоте 1:3-1:4 таким образом, чтобы фантомный зуб был внутри нее в центре, изготовление литейной формы путем постепенного выдавливания силикона на платиновой основе марки Dragon Skin 20, Smooth-On, USA в опалубку, выдерживание материала до полного отверждения, извлечение полученной литейной формы из опалубки, надрез на 1/3 длинны фантомного зуба, и удаление образца зуба из литейной формы, последующую установку литейной формы вертикально полученным литниковым отверстием вверх, закрепление на месте надреза хомута, и постепенное заполнение жидкой полиуретановой массой марки Task 9, Smooth-On, USA в образовавшуюся полость с помощью шприца через литниковое отверстие в течение 15-40 сек, перемещая кончик иглы от нижней точки образовавшейся полости к литниковому отверстию, выдерживание массы до полного отверждения, удаление хомута и извлечение полученного фантомного зуба через надрез в литейной форме со стороны литникового отверстия.
Патентные исследования показали, что решений, имеющих признаки, сходные с отличительными признаками предлагаемого изобретения, не обнаружено, что дает право судить о существенности отличий этих признаков, а совокупность всех признаков придает изобретению новые свойства.
Изготовление предлагаемого способа иллюстрируется следующими примерами..
Пример 1. Изготовление литейной формы
Для изготовления литейной формы использовали полупрозрачный двухкомпонентный силикон на платиновой основе (марка Dragon Skin 20, производитель Smooth-On, USA). Жидкие компоненты А и Б для получения силиконового материала в соответствии с инструкцией смешивают 1:1 по объему и тщательно перемешивают в течение 1 мин с целью получения однородной массы. Полученная масса имеет рабочее время 20 мин. Время полного отверждения - 4 часа. Полученная масса не требует предварительного нагрева. Силикон представляет собой очень мягкий, прочный и хорошо тянущийся материал. При растягивании силикон может во много раз превышать оригинальную длину без опасности разрывов (относительное удлинение при разрыве - 620%), приобретая впоследствии исходную форму без искажений. Эксплуатационные характеристики: предел прочности на разрыв - 3,79 МПа, твердость по Шору - 80D.
Литейные формы изготавливаются заранее по образцу фантомного зуба (фиг. 1), который необходимо отлить. Фантомный зуб имеет ножку с плоской торцевой поверхностью, на которую зуб с помощью клея устанавливается коронкой вверх на рабочую поверхность.
На фигуре 2 представлен общий вид устройства для изготовления литейной формы, где 1 - рабочая поверхность, 2 - опалубка, 3 - полупрозрачный двухкомпонентный силикон, 4 - образец фантомного зуба фабричного производства, установленный коронковой частью вверх, 5 - торец ножки фантомного зуба для приклеивания к рабочей поверхности с помощью клея для устойчивости и формирования будущего литникового отверстия в литейной форме.
После установки образца фантомного зуба (4) на рабочей поверхности (1) помещалась опалубка (2) таким образом, чтобы образец был в центре. Объем опалубки не более 20 мл при соотношении диаметра к высоте 1:3, перекрывающая зуб по высоте на 5-8 мм так, чтобы зуб не касался стенок опалубки. После этого внутрь опалубки заливалась полупрозрачный двухкомпонентный силикон на платиновой основе (3), контролируя и избегая появления полостей и больших пузырей воздуха Опалубка заполнялась жидким не твердеющим силиконом до верхней границы опалубки. На заполнение одной опалубки требовалось 20-40 секунд. Рабочее время силикона - 20-25 мин. В случае образования пузырьков в массиве силикона они успевали подняться на поверхность за счет малого высоты опалубки, ее объема и достаточного рабочего времени используемого материала. Время отверждения силикона- 4 часа, по истечении этого времени застывшая полупрозрачная силиконовая литейной формы с запечатанным внутри образцом фантомного зуба извлекалась из опалубки. Визуализируя через полупрозрачный силикон фантомный зуб, со стороны коронковой части производился надрез литейной формы на 1/3 длины зуба на глубину до его поверхности. Зуб извлекался из литейной формы.
Аналогично была изготовлена литейная форма, в которой использовали в качестве образца верхний правый центральный резец. В этом случае соотношение диаметра к высоте было 1: 4.
Пример 2. Изготовление фантомных зубов
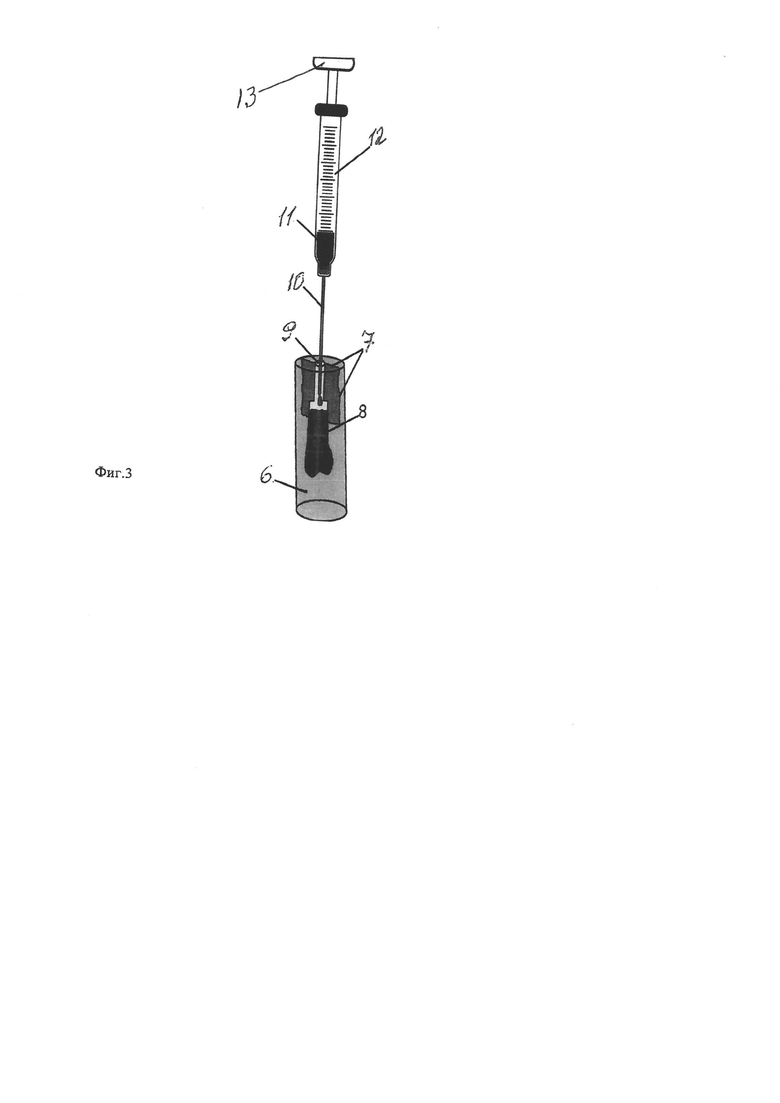
На рис. 3 изображен процесс изготовления фантомных зубов, где 6 - силиконовая пресс-форма, 7 - плоскость разреза силиконовой литейной формы, 8 - литейная форма с полостью негативного отображения фантома зуба, 9 - литниковое отверстие, 10 - инъекционная игла (размер 21G-16G), 11 - жидкая полиуретановая масса, предварительно замешанная и набранная в шприц в необходимом объеме, 12 - шприц, 13 - поршень, с помощью которого осуществляется заполнение полости пресс-формы.
Для изготовления фантомных зубов использовали сертифицированную двухкомпонентную самотвердеющую полиуретановую массу марка Task 8, производитель Smooth On (США) с достаточным рабочим временем твердения. По ряду технологических и эксплуатационных свойств материал является оптимальным для использования в качестве материала для изготовления фантомных зубов. Имеет достаточную твердость по Шору - 80D, % усадки - 2,54%, модуль упругости при растяжении - 1696 МПа, модуль упругости при сжатии -533,7 МПа, температура деформации через 7 дней равна 90°С, после термообработки - 129°С, цвет кремовый, что соответствуют предъявляемым требованиям. Жидкие компоненты А и Б для получения полиуретановой массы в соответствии с инструкцией быстро смешивали в емкости в соотношении по объему 1:1 (на 1 зуб уходит 0,8-1,2 мл смеси), тщательно перемешивали до однородной консистенции. Рабочее время смеси 2,5 мин. Время до извлечения зуба из литейной формы 10-15 мин.
Произведенный надрез (7) литейной формы (8) на 1/3 длины зуба на глубину до его поверхности позволяет легко извлечь из литейной формы образец фантомного зуба (4). Шприцем (12) набирали полиуретановую массу (11), фиксировали иглу (10), и заполняли литейную форму (8) через литниковое отверстие (9), избегая образования пузырьков воздуха, постепенно извлекая иглу по мере заполнения формы массой. Рабочего времени смеси хватает на заполнение двух литейных форм, дальше материал становится вязким и не способен выдавливаться через иглу поршнем (13) из шприца (12).
Заполнение полости массой осуществляется постепенно, с перемещением кончика иглы от самой нижней точки к литниковому отверстию, время впрыска полиуретановой массы варьируется от используемого диаметра иглы 15-40 секунд. Последующее отверждение занимает 15 минут. Затвердевший фантомный зуб извлекается со стороны литникового отверстия через разрез. На время литья, пока материал жидкий, зона разреза укрепляется хомутом (на фиг. 3 не показан) для более точного позиционирования частей литейной формы и исключения незначительного вытекания материала через разрез.. Фантомный зуб готов к использованию и не требует постобработки (галтовки, тепловой обработки, окраски и т.д.). Образец показывает хорошие свойства, не крошится при работе бором в наконечнике, бор не вязнет, не оплавляет рабочее поле. Калибровка стоматологического симулятора при использовании полученных зубов по назначению не требовалась.
Предлагаемым способом была изготовлена группа фантомных зубов, для которых были использованы фабричные зубы в соответствии стоматологической номенклатуре зубного ряда: 1.1 - верхний правый центральный резец, 3.6 - первый нижний левый моляр, 3.7 - второй нижний левый моляр, 4.5 - второй нижний правый премоляр. Все эти зубы отличаются только коронковой частью, а ножку с торцом все имеют одинаковую.
Способ изготовления легко осваивается студентами в рамках цикла занятий на стоматологических симуляторах с целью оснащения профильных кафедр данным учебным пособием высокого качества.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ диагностики высоких гастроэзофагеальных рефлюксов | 2017 |
|
RU2659955C1 |
| СИМУЛЯТОР ДЛЯ ОСВОЕНИЯ НАВЫКОВ ВЫПОЛНЕНИЯ ОПЕРАЦИЙ НА ПОЧКЕ | 2018 |
|
RU2691524C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННОГО ЧЕЛЮСТНО-ЛИЦЕВОГО ЭПИТЕЗА | 2022 |
|
RU2796887C1 |
| Композиция для стимуляции регенерации при дефектах костной ткани челюстей | 2017 |
|
RU2653480C1 |
| Способ изготовления металлопластиковой оснастки и устройство для его осуществления | 2021 |
|
RU2759368C1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| Способ изготовления комбинированной балки | 2021 |
|
RU2762114C1 |
| Комбинированная балка | 2021 |
|
RU2761808C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ С ВОЗМОЖНОСТЬЮ ЗАМЕЩЕНИЯ ДЕФЕКТОВ ЗУБНЫХ РЯДОВ | 2014 |
|
RU2579743C1 |
| СПОСОБ ШИНИРОВАНИЯ ЗУБОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2276971C2 |

Изобретение относится к медицине, а именно к изготовлению учебных пособий по стоматологии, и предназначено для развития практических навыков в процессе подготовки врачей-стоматологов. Изготавливают литейную форму путем установки образца фантомного зуба и опалубки на рабочей поверхности таким образом, чтобы образец был в центре. Заполняют полупрозрачным двухкомпонентным силиконом на платиновой основе марки Dragon Skin 20, Smooth-On, USA опалубку объемом не более 20 мл и при соотношении диаметра к высоте 1:3-1:4, избегая появления полостей и пузырей воздуха. Выдерживают силикон до полного отверждения. Извлекают полученную литейную форму из опалубки через выполненный надрез со стороны литникового отверстия на 1/3 длины фантомного зуба. Удаляют образец зуба из литейной формы. Затем изготавливают фантомный зуб путем последующей установки полученной литейной формы вертикально литниковым отверстием вверх. Закрепляют на месте надреза хомут и постепенно заполняют образовавшуюся полость жидкой полиуретановой массой марки Task 9, Smooth-On, USA с помощью шприца в течение 15-40 с, перемещая, при этом, кончик иглы от нижней точки образовавшейся полости к литниковому отверстию. Выдерживают массу до полного отверждения. Удаляют хомут и извлекают полученный фантом зуба через надрез в литейной форме со стороны литникового отверстия. Способ позволяет обеспечить бесперебойное производство необходимого количества искусственных зубов для использования в стоматологическом симуляторе, создать условия для отработки навыков препарирования зубов, максимально приближенных к клиническим. 3 ил., 2 пр.
Способ изготовления фантомных зубов для стоматологического симулятора, состоящий из изготовления литейной формы путем установки образца фантомного зуба и опалубки на рабочей поверхности таким образом, чтобы образец был в центре, заполнения полупрозрачного двухкомпонентного силикона на платиновой основе марки Dragon Skin 20, Smooth-On, USA в опалубку объемом не более 20 мл и при соотношении диаметра к высоте 1:3-1:4, избегая появления полостей и пузырей воздуха, выдерживания силикона до полного отверждения, извлечения полученной литейной формы из опалубки через выполненный надрез со стороны литникового отверстия на 1/3 длины фантомного зуба и удаления образца зуба из литейной формы, затем изготавливают фантомный зуб путем последующей установки полученной литейной формы вертикально литниковым отверстием вверх, закрепляют на месте надреза хомут и постепенно заполняют образовавшуюся полость жидкой полиуретановой массой марки Task 9, Smooth-On, USA с помощью шприца в течение 15-40 с, перемещая, при этом, кончик иглы от нижней точки образовавшейся полости к литниковому отверстию, выдерживают массу до полного отверждения, удаляют хомут и извлекают полученный фантом зуба через надрез в литейной форме со стороны литникового отверстия.
| СПОСОБ ИЗГОТОВЛЕНИЯ ВРЕМЕННЫХ КОРОНОК | 2013 |
|
RU2534404C2 |
| СПОСОБ ОТЛИВКИ ИЗДЕЛИЙ ИЗ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2299783C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ЗУБОВ | 0 |
|
SU221210A1 |
| СПОСОБ ФИКСАЦИИ ЗУБНЫХ ПРОТЕЗОВ НА ИМПЛАНТАТАХ | 2009 |
|
RU2425652C2 |
| JP 0056126063 A, 02.10.1981. | |||

