Область техники, к которой относится изобретение
Настоящее раскрытие относится к текстурированному листу из электротехнической стали, включающему в себя покрытие, сообщающее высокое напряжение, и обладающему превосходными магнитными свойствами, а также способу изготовления текстурированного листа из электротехнической стали низкой стоимости.
Уровень техники
Текстурированный лист из электротехнической стали представляет собой магнитно-мягкий материал, используемый главным образом в качестве материала железного сердечника трансформатора или генератора, и имеет кристаллическую текстуру, в которой ориентация <001>, являющаяся осью лёгкого намагничивания железа, концентрируется в направлении прокатки стального листа. Такая текстура формируется посредством вторичной рекристаллизации, предпочтительно вызывающей рост очень крупных кристаллических зёрен в ориентации (110)[001], которая называется ориентацией Госса, при осуществлении вторичного рекристаллизационного отжига (конечный отжиг) в процессе изготовления текстурированного листа из электротехнической стали.
Традиционная процедура изготовления такого текстурированного листа из электротехнической стали представляет собой следующее. Сляб, содержащий около 4,5 масс. % Si или меньше, и ингибиторный компонент, такой как MnS, MnSe, а также AlN, нагревают до 1300°C или выше для растворения ингибиторного компонента. Затем осуществляют горячую прокатку сляба для получения горячекатаного листа. Горячекатаный лист необязательно отжигают в горячей зоне. Затем выполняют холодную прокатку горячекатаного листа один или два раза, или больше с промежуточным отжигом между ними, для получения холоднокатаного листа, имеющего конечную толщину листа. После этого холоднокатаный лист подвергают первичному рекристаллизационному отжигу во влажной водородной атмосфере, формируя таким образом подвергнутый первичному рекристаллизационному отжигу лист, который претерпел первичную рекристаллизацию и обезуглероживание. После этого сепаратор отжига, содержащий оксид магния (MgO) в качестве основного ингредиента, наносят на подвергнутый первичному рекристаллизационному отжигу лист, а затем осуществляют конечный отжиг при 1200°C примерно в течение 5 ч для протекания вторичной рекристаллизации и очистки от ингибиторного компонента.
Для придания изоляционных свойств, обрабатываемости, стойкости к ржавлению и тому подобного на поверхности такого текстурированного листа из электротехнической стали формируют покрытие. Поверхностное покрытие, как правило, состоит из основного покрытия, изготовленного главным образом из форстерита и образующегося в ходе конечного отжига, и верхнего покрытия на основе фосфата, сформированного на основном покрытии. Указанные покрытия формируются при высокой температуре и имеют низкий коэффициент термического (теплового) расширения, и поэтому характеризуются эффектом снижения потери железа в результате сообщения напряжения стальному листу за счёт разности между коэффициентами термического расширения стального листа и покрытия при снижении до температуры окружающей среды.
Указанный эффект является более значительным при более высоком напряжении. С учётом вышесказанного, стальному листу желательно сообщать как можно более высокое напряжение. Высокое напряжение также характеризуется эффектом снижения чувствительности к внешней работе или напряжению (ослабление магнитных свойств, главным образом, потеря железа, вызываемая сжатием; снижение магнитострикционных характеристик и ухудшение шумовых свойств при использовании стального листа в виде железного сердечника трансформатора). Таким образом, формирование покрытия, которое может обеспечивать сообщение высокого напряжения стальному листу, является важным не только для улучшения свойств в отношении потери железа, но также и для других целей.
Для удовлетворения таких свойств традиционно предлагались различные покрытия. В журнале Journal of the Japan Institute of Metals, Vol. 56, No. 12 (1992), pp. 1428-1434 описано, что использование керамики, такой как TiN, с пониженным коэффициентом термического расширения для достижения более высокого напряжения, чем в случае форстеритного покрытия или фосфатного покрытия, приводит к значительному улучшению магнитных свойств.
В JP 2984195 B2 сообщается, что покрытие, характеризующееся высоким напряжением, может формироваться при включении в состав форстеритного покрытия надлежащего количества TiN. Для формирования покрытия, характеризующееся высоким напряжением, необходимо покрытие с повышенной долей TiN и способ изготовления такого покрытия. В качестве способа применения чистого TiN как основного покрытия текстурированного листа из электротехнической стали предложено использование химического или физического осаждения паров (например, JP S63-54767 B2). Однако промышленное воплощение этого требует весьма специфического оборудования, что вызывает значительное увеличение стоимости изготовления.
Раскрытие сущности изобретения
Техническая проблема.
Как упомянуто выше, хотя показатель потери железа в текстурированном листе из электротехнической стали эффективно улучшается за счёт формирования такого покрытия, которое может сообщать высокое напряжение стальному листу, покрытие стального листа керамикой, такой как TiN, коэффициент термического расширения которой намного ниже, чем у традиционных покрытий, требует высокой стоимости изготовления и специального оборудования.
Соответственно, авторы рассмотрели возможность образования TiN при использовании тепловой энергии в продолжение азотирования и конечного отжига в процессе изготовления текстурированного листа из электротехнической стали, без добавления специальной стадии. В результате интенсивного исследования авторы обнаружили новые факты.
Возможно, целесообразно получать текстурированный лист из электротехнической стали, который включает в себя основное покрытие с высокой долей TiN, предпочтительное для сообщения напряжения стальному листу, и обладает превосходными магнитными свойствами, а также разработать способ изготовления такого текстурированного листа из электротехнической стали по существу без добавления ещё одной стадии.
Решение проблемы.
Авторы изобретения вначале изучили следующий ниже механизм формирования покрытия TiN в продолжение конечного отжига и на основании проверочного эксперимента, описанного ниже, обнаружили новые факты. Текстурированный лист из электротехнической стали, как правило, подвергают конечному отжигу при использовании высокой температуры 1100°C или выше и атмосферы водорода. При отжиге в высокотемпературной атмосфере водорода восстанавливаются различные оксиды металлов. При этом известно, что, хотя текстурированный лист из электротехнической стали, подвергшийся обработке азотированием, имеет большое количество азота в стали, азот высвобождается из системы в ходе последующего конечного отжига, и поэтому количество азота в стали значительно уменьшилось после конечного отжига.
Следовательно, существует вероятность того, что, например, в случае добавления TiO2 к сепаратору отжига TiO2 восстанавливается и разлагается в атмосфере водорода с образованием металлического Ti, и азот, который, как полагают, высвобождается из системы в результате очистки, вследствие его высокого сродства к металлическому Ti, улавливается Ti с образованием TiN.
Проверочный эксперимент.
Стальной сляб, имеющий химический состав, включающий в себя C: 0,04 масс. %, Si: 3,0 масс. %, Mn: 0,05 масс. %, S: 0,005 масс. %, Sb: 0,01 масс. %, Al: 60 масс. ч/млн и N: 30 масс. ч/млн, при этом остальное составляет Fe и случайные примеси, нагревали при 1230°С и подвергали горячей прокатке в горячекатаный рулон 2,0 мм толщиной. Горячекатаный рулон отжигали в горячей зоне при 1030°C и осуществляли дополнительную холодную прокатку, которая удовлетворяет времени старения 1 минута или больше при 200°C в продолжение прокатки, в холоднокатаный лист 0,30 мм толщиной. Холоднокатаный лист подвергали первичному рекристаллизационному отжигу, который также служит отжигом для обезуглероживания, во влажной водородно-азотной смешанной атмосфере при 800°C.
Из полученного обезуглероженного отожжённого рулона вырезали 250 образцов для испытаний 30 мм шириной и 300 мм длиной. 50 образцов для испытаний не подвергали обработке азотированием. Остальные 200 образцов для испытаний, комплектами по 50 образцов, подвергали обработке азотированием с использованием четырёх уровней сочетания условий, от 2 минут до 10 минут при 500°C в атмосфере газообразного NH3. Количество азота в стали после азотирования составляло 30 масс. ч/млн в образцах для испытаний, не подвергавшихся обработке азотированием, и 220 масс. ч/млн, 515 масс. ч/млн, 790 масс. ч/млн и 1010 масс. ч/млн в образцах для испытаний, подвергавшихся обработке азотированием соответственно четырём уровням сочетания условий.
TiO2 смешивали в соотношении 5 г на 100 г сепаратора отжига, содержащего MgO в качестве основного ингредиента, а также добавляли гидроксид щелочноземельного металла в соотношении 3 г на 100 г сепаратора отжига. Затем сепаратор отжига гидратировали и превращали в суспензию. Суспензию наносили на каждый образец для испытаний таким образом, что количество покрытия составляло 10 г/м2 в окончательно спечённом и высушенном состоянии (содержание соединения Ti составляло 0,28 г/м2 в массовых эквивалентах Ti).
50 образцов для испытаний с каждым содержанием азота укладывали стопками таким образом, что каждый комплект состоял из 10 образцов для испытаний, с целью формирования пяти слоистых образцов данного уровня, имеющих одинаковое количество азота в стали. Пять указанных слоистых образцов отжигали с выдержкой 30 часов при соответственных температурах 780°C, 830°C, 880°C, 930°C и 980°C в смешанной азотно-аргоновой атмосфере (PH2O/PH2 = ∞). После этого слоистые образцы подвергали обработке в виде 5-часовой выдержки при 1220°C для образования TiN и очистки стали от азота. В данном случае, как только температура печи превышала 1050°C, атмосферу печи изменяли на водородную, и атмосферу водорода поддерживали до конца выдержки. По завершении выдержки устанавливали азотную атмосферу и осуществляли охлаждение путём охлаждения печи.
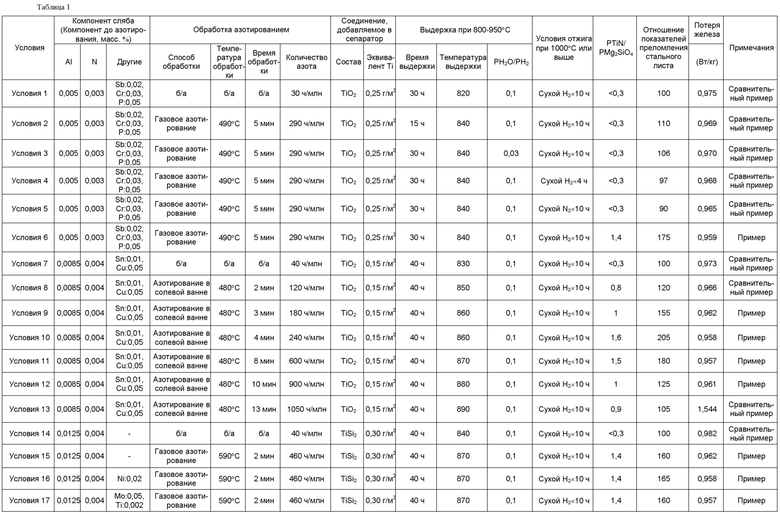
После удаления остаточного сепаратора отжига в каждом слоистом образце по завершении конечного отжига наблюдали внешний вид его поверхности. На правом снимке (пример) фиг. 1 показан внешний вид образца с количеством азота в стали, составляющим 220 масс. ч/млн после азотирования при температуре выдержки 880°C, на котором образовалось покрытие слегка матового золотистого цвета.
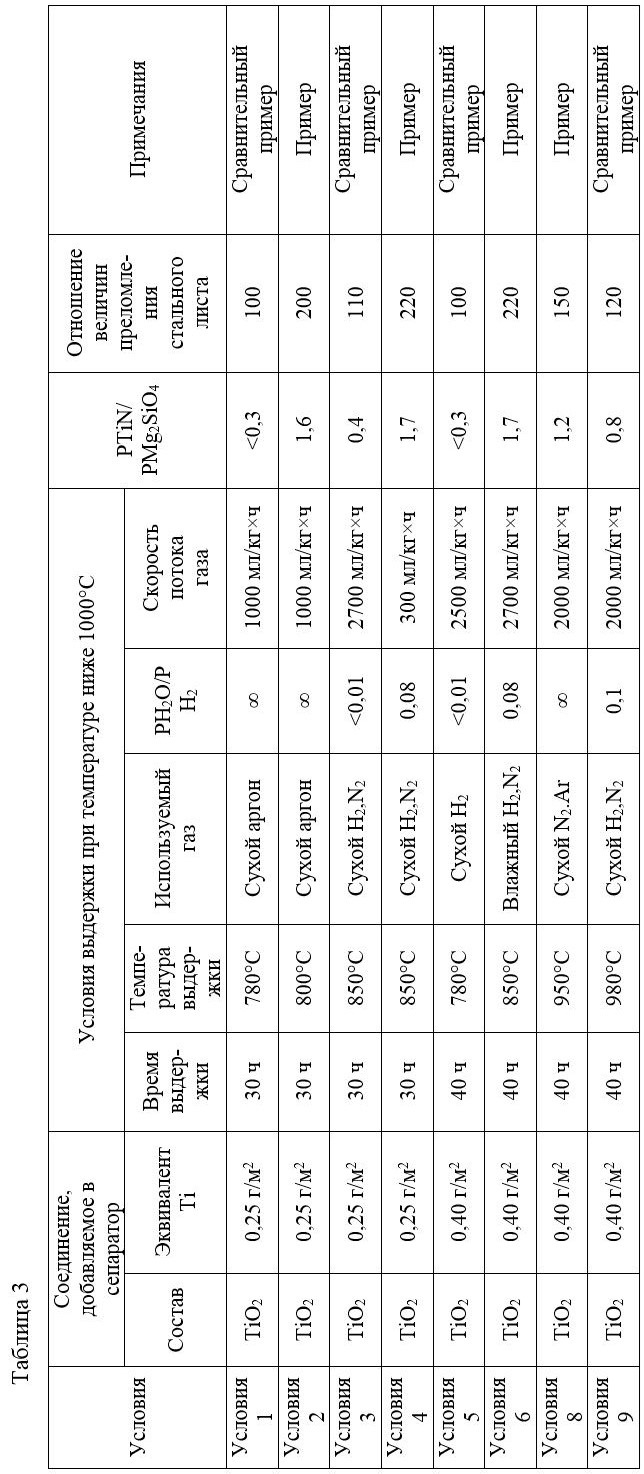
Для генерирования рентгеновских лучей использовали рентгеновский дифрактометр для анализа тонких плёнок (RINT1500, произведён фирмой Rigaku, источник Cu) в условиях 50 кВ и 250 мА, и каждый образец представлен в виде измерения 2θ и оценён. На фиг. 2 проиллюстрирован результат примера, показанного на правом снимке фиг. 1.
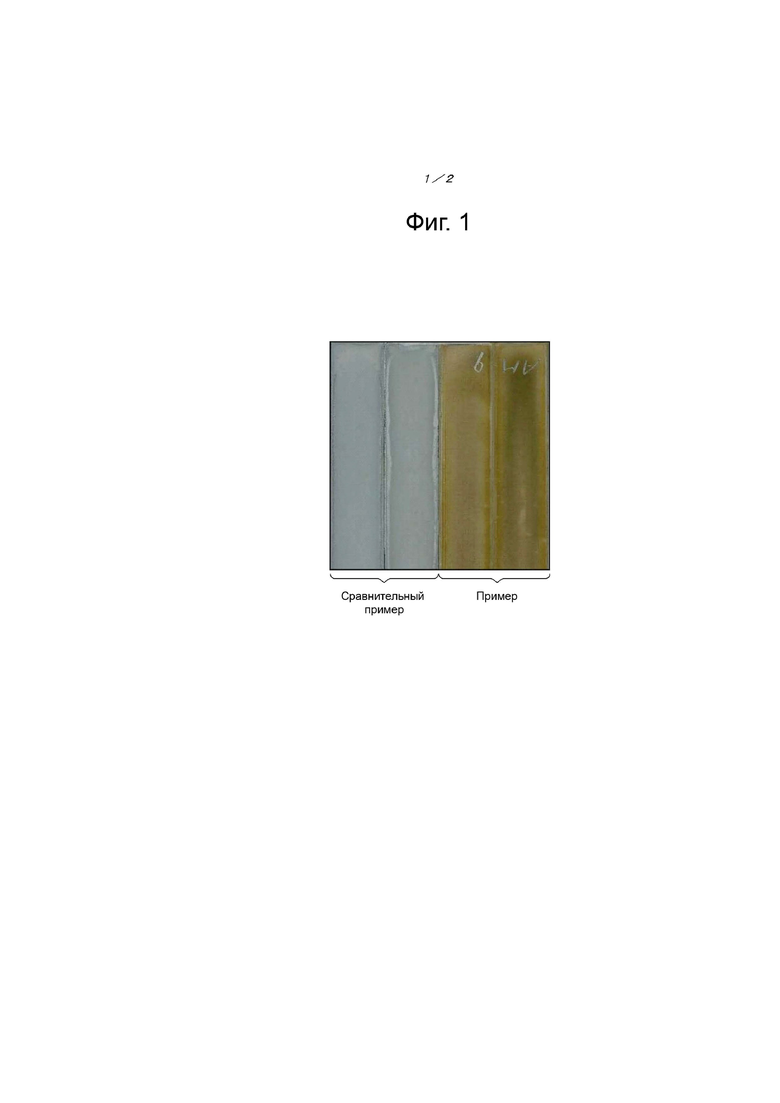
На данном чертеже величина пика, наблюдаемого в диапазоне 42° < 2θ < 43°, была наибольшей из величин пиков, указывающих на TiN. Допустим, величина данного пика PTiN. Величины всех пиков, отображающих форстерит, были меньше PTiN. Пик, указывающий на форстерит, который не совпадал по положению с пиками TiN, наблюдали в диапазоне 35° < 2θ < 36°. Допустим, величина данного пика PMg2SiO4. PMg2SiO4 составляла около 2/3 от величины PTiN по интенсивности. На фиг. 3 проиллюстрирован диапазон, где в проверочном эксперименте достигнуто соотношение PTiN ≥ PMg2SiO4. На чертеже каждое сочетание условий, приводящее в результате к соотношению PTiN ≥ PMg2SiO4 × 1,3, обозначено кружком; каждое сочетание условий, приводящее в результате к соотношению PMg2SiO4 × 1,3 > PTiN ≥ PMg2SiO4, треугольником, а каждое сочетание условий, приводящее в результате к соотношению PTiN < PMg2SiO4, крестиком. В каждом образце, в котором PTiN ≥ PMg2SiO4, формировалось покрытие слегка матового золотистого цвета, как на правом снимке фиг. 1.
На левом снимке (сравнительный пример) фиг. 1 показан внешний вид образца с количеством азота в стали после азотирования при температуре выдержки 880°C, составляющим 30 масс. ч/млн, на котором не видно золотистого покрытия. Результат дифракции рентгеновских лучей в указанном сравнительном примере определило соотношение PTiN < PMg2SiO4.
Удаляли покрытие на одной стороне каждого из образцов для испытаний с соотношением PTiN ≥ PMg2SiO4 и образца для испытаний сравнительного примера и сравнивали их показатели преломления. В результате показатель преломления в случае образца для испытаний PTiN ≥ PMg2SiO4 был почти вдвое большей соответствующей характеристики образца для испытаний сравнительного примера. Кроме того, образец для испытаний PTiN ≥ PMg2SiO4 характеризовался большим показателем преломления, чем образец для испытаний PTiN < PMg2SiO4. Показатель преломления стального листа при удалении покрытия на одной стороне образца для испытаний служит индикатором для осуществления количественной оценки напряжения, сообщаемого стальному листу покрытием.
На основании эксперимента, описанного выше, авторы изобретения обнаружили, что основное покрытие, удовлетворяющее соотношению PTiN ≥ PMg2SiO4, может сообщать высокое напряжение стальному листу, а также нашли такие условия изготовления, которые обеспечивают возможность формирования покрытия, удовлетворяющего соотношению PTiN ≥ PMg2SiO4, в ходе конечного отжига. Однако в случае, если количество азота в стали после обработки азотированием составляло 1010 масс. ч/млн, то, поскольку в результате образования ингибитора способность к ингибированию вторичной рекристаллизации становилась слишком сильной, даже образец для испытаний, имеющий основное покрытие, удовлетворяющее соотношению PTiN ≥ PMg2SiO4, характеризовался отсутствием вторичной рекристаллизации и не обладал способностью достигать благоприятных магнитных свойств, так как его потеря железа W17/50 увеличивалась до значения больше 1,0 Вт/кг. Раскрытие основано на вышеупомянутых обнаруженных фактах и дополнительных исследованиях.
Авторы изобретения предлагают следующее:
1. Текстурированный лист из электротехнической стали, заключающий в себе: основное покрытие, характеризующееся величиной пика PTiN соединения TiN в форме осборнита, наблюдаемого в диапазоне 42° < 2θ < 43°, и величиной пика PSiO2 соединения SiO2 в форме кристобалита, наблюдаемого в диапазоне 23° < 2θ < 25°, при этом обе величины больше 0 и удовлетворяют соотношению PTiN ≥ PSiO2, в условиях рентгеноструктурного анализа тонких плёнок; а потеря железа W17/50 равна 1,0 Вт/кг или меньше.
2. Текстурированный лист из электротехнической стали, заключающий в себе: основное покрытие, характеризующееся величиной пика PTiN соединения TiN в форме осборнита, наблюдаемого в диапазоне 42° < 2θ < 43°, и величиной пика PMg2SiO4 соединения Mg2SiO4 в форме форстерита, наблюдаемого в диапазоне 35° < 2θ < 36°, при этом обе величины больше 0 и удовлетворяют соотношению PTiN ≥ PMg2SiO4 в условиях рентгеноструктурного анализа тонких плёнок; а потеря железа W17/50 равна 1,0 Вт/кг или меньше.
3. Способ изготовления текстурированного листа из электротехнической стали по п. 1 или 2, включающий в себя следующее: осуществляют горячую прокатку стального сляба для получения горячекатаного листа, при этом стальной сляб имеет химический состав, заключающий в себе (состоящий из), в масс. %, C: от 0,001% до 0,10%, Si: от 1,0% до 5,0%, Mn: от 0,01% до 0,5%, один или два элемента, выбранных из S и Se: от 0,002% до 0,040% в сумме, раств. Al: от 0,001% до 0,050% и N: от 0,0010% до 0,020%, причём остальное составляет Fe и случайные примеси; горячекатаный лист, необязательно, отжигают в горячей зоне; после этого осуществляют холодную прокатку горячекатаного листа один раз или два раза, или больше с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного листа, имеющего конечную толщину листа; затем осуществляют первичный рекристаллизационный отжиг холоднокатаного листа для получения листа, подвергнутого первичному рекристаллизационному отжигу; выполняют обработку азотированием холоднокатаного листа в продолжение первичного рекристаллизационного отжига или листа, подвергнутого первичному рекристаллизационному отжигу, после первичного рекристаллизационного отжига; а затем на лист, подвергнутый первичному рекристаллизационному отжигу, наносят сепаратор отжига после обработки азотированием и осуществляют вторичный рекристаллизационный отжиг листа, подвергнутого первичному рекристаллизационному отжигу, при этом количество азота в стали после обработки азотированием составляет 150 масс. ч/млн или больше и 1000 масс. ч/млн или меньше, сепаратор отжига содержит соединение Ti в диапазоне 0,10 г/м2 или больше и 1,5 г/м2 или меньше в массовых эквивалентах Ti, и при вторичном рекристаллизационном отжиге выполняют отжиг с выдержкой 20 часов или больше при заданной температуре от 800°C до 950°C в окислительной атмосфере при соотношении PH2O/PH2, равном 0,05 или больше, а затем осуществляют отжиг в течение 5 часов или больше в температурном диапазоне 1000°C или выше в H2-содержащей атмосфере.
4. Способ изготовления текстурированного листа из электротехнической стали по п. 2, включающий в себя следующее: осуществляют горячую прокатку стального сляба для получения горячекатаного листа, при этом стальной сляб имеет химический состав, заключающий в себе, в масс. %: C: от 0,001% до 0,10%, Si: от 1,0% до 5,0%, Mn: от 0,01% до 0,5%, один или два элемента, выбранных из S и Se: от 0,002% до 0,040% в сумме, раств. Al: от 0,001% до 0,050% и N: от 0,0010% до 0,020%, причём остальное составляет Fe и случайные примеси; горячекатаный лист; необязательно, подвергают отжигу в горячей зоне; после этого горячекатаный лист подвергают холодной прокатке либо один раз, либо два раза или больше с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного листа, имеющего конечную толщину листа; затем осуществляют первичный рекристаллизационный отжиг холоднокатаного листа для получения листа, подвергнутого первичному рекристаллизационному отжигу; осуществляют обработку азотированием холоднокатаного листа в продолжение первичного рекристаллизационного отжига или листа, подвергнутого первичному рекристаллизационному отжигу, после первичного рекристаллизационного отжига; а затем на лист, подвергнутый первичному рекристаллизационному отжигу, наносят сепаратор отжига после обработки азотированием и осуществляют вторичный рекристаллизационный отжиг листа, подвергнутого первичному рекристаллизационному отжигу, при этом количество азота в стали после обработки азотированием составляет 150 масс. ч/млн или больше и 1000 масс. ч/млн или меньше, сепаратор отжига содержит MgO в качестве основного ингредиента и содержит оксид Ti или силицид Ti в диапазоне 0,10 г/м2 или больше и 1,5 г/м2 или меньше в массовых эквивалентах Ti, и при вторичном рекристаллизационном отжиге осуществляют отжиг с выдержкой 20 часов или больше при заданной температуре от 800°C до 950°C в окислительной атмосфере с соотношением PH2O/PH2, равным 0,05 или больше, а затем выполняют отжиг длительностью 5 часов или больше в температурном диапазоне 1000°C или выше в H2-содержащей атмосфере.
5. Способ изготовления текстурированного листа из электротехнической стали по п. 3 или 4, в котором химический состав стального сляба дополнительно включает в себя, в масс. %, один или несколько элементов, выбранных из Ni: от 0,005% до 1,50%, Sn: от 0,01% до 0,50%, Sb: от 0,005% до 0,50%, Cu: от 0,01% до 0,50%, Cr: от 0,01% до 1,50%, P: от 0,0050% до 0,50%, Mo: от 0,01% до 0,50%, Nb: от 0,0005% до 0,0100%, Ti: от 0,0005% до 0,0100%, B: от 0,0001% до 0,0100% и Bi: от 0,0005% до 0,0100%.
Полезный эффект.
Текстурированный лист из электротехнической стали согласно раскрытию включает в себя основное покрытие с высокой долей TiN, благоприятное для сообщения напряжения стальному листу, и обладает превосходными магнитными свойствами. Кроме того, при помощи способа изготовления текстурированного листа из электротехнической стали согласно данному раскрытию, основное покрытие с высокой долей TiN, благоприятное для сообщения напряжения стальному листу, можно формировать по существу без добавления ещё одной стадии, так чтобы получать текстурированный лист из электротехнической стали, имеющий превосходные магнитные свойства.
Краткое описание чертежей
На прилагаемых чертежах:
фиг. 1 представляет собой снимок внешнего вида каждого стального листа, включающего в себя основное покрытие, отличающееся по доле TiN от величины, полученной в проверочном эксперименте;
фиг. 2 представляет собой графическое изображение, иллюстрирующее результат измерения 2θ при помощи генерирования рентгеновских лучей в условиях 50 кВ и 250 мА с использованием рентгеновского дифрактометра для анализа тонких плёнок (RINT1500, произведён фирмой Rigaku, Cu источник) на примере фиг. 1; и
фиг. 3 представляет собой диаграмму, отображающую диапазон, где в проверочном эксперименте была получена величина PTiN ≥ PMg2SiO4.
Осуществление изобретения
Настоящее раскрытие по сути относится к текстурированному листу из электротехнической стали, в котором основное покрытие с высокой долей TiN формируют для сообщения высокого напряжения стальному листу. Следовательно, в способе изготовления текстурированного листа из электротехнической стали согласно данному раскрытию типичные условия используют подходящим образом как условия изготовления, отличные от условий способа формирования основного покрытия, в частности, и не существует никакого конкретного ограничения, за исключением упоминаемого ниже количества азота в стали после обработки азотированием.
Данное раскрытие основано на обнаружении того факта, что вышеупомянутое основное покрытие с высокой долей TiN можно формировать новым, нетрадиционным способом образования, и в нём предлагается способ его изготовления. По сути, можно использовать любой, традиционно известный способ изготовления листа из электротехнической стали, вплоть до обезуглероживающего отжига. В данном случае, поскольку обезуглероженный, отожжённый лист, пригодный для вторичной рекристаллизации, невозможно получить, если состав стального сляба находится вне пределов упоминаемого ниже диапазона, существует предпочтительный диапазон для состава стального сляба. Нижеследующее описывает причины наложения ограничений на предпочтительный диапазон каждого элемента в стальном слябе и текстурированном листе из электротехнической стали. В описании химического состава символ «%» обозначает «масс.%», если не указанного иного.
C: от 0,001% до 0,10%
C представляет собой элемент, полезный в процессе улучшения первичной рекристаллизованной текстуры. Если содержание C больше 0,10%, первичная рекристаллизованная текстура разрушается. С учётом вышесказанного, содержание C составляет предпочтительно 0,10% или меньше. Если C остаётся в стальном листе после конечного отжига, имеет место ослабление магнитных характеристик, называемое магнитным старением. Таким образом, большое количество C приводит к большей нагрузке при обезуглероживающем отжиге. С учётом вышесказанного, содержание C более желательно составляет 0,08% или меньше. Хотя содержание C, желательное в отношении улучшения текстуры, составляет 0,01% или больше, в случае, когда требуемый уровень магнитных свойств является не столь высоким, нижний предел содержания C может составлять 0,001% с целью исключения или упрощения обезуглероживания при первичном рекристаллизационном отжиге.
Si: от 1,0% до 5,0%
Si представляет собой элемент, полезный в процессе улучшения показателя потери железа в результате повышения электрического сопротивления, и поэтому содержание Si желательно составляет 1,0% или больше. Если содержание Si составляет больше 5,0%, технологичность холодной прокатки значительно снижается. С учётом вышесказанного, содержание Si составляет предпочтительно 5,0% или меньше. Более желательно, содержание Si находится в диапазоне от 1,5% до 4,5%, с точки зрения потери железа и технологичности.
Mn: от 0,01% до 0,5%
Mn представляет собой компонент, который соединяется с S или Se с образованием MnSe или MnS и таким образом проявляет эффект ингибитора. Mn также обладает эффектом улучшения обрабатываемости в горячем состоянии при изготовлении. Если содержание Mn составляет 0,01% или меньше, указанные эффекты не могут достигаться. Если содержание Mn составляет больше 0,5%, первичная рекристаллизованная текстура ухудшается и приводит к ослабленным магнитным свойствам. С учётом вышесказанного, верхний предел содержания Mn предпочтительно составляет 0,5%.
раств. Al: от 0,001% до 0,050%
Al является полезным компонентом, который образует AlN в стали и проявляет эффект ингибитора в виде второй дисперсной фазы. Если содержание Al составляет меньше 0,01%, не может обеспечиваться достаточное количество выделившейся фазы. Если содержание Al составляет больше 0,050%, AlN избыточно выделяется после азотирования. Это делает ингибирующую способность в отношении роста зёрен слишком высокой, что затрудняет вторичную рекристаллизацию, даже когда стальной лист отжигают при высокой температуре. Даже в случае, если содержание Al меньше 0,01%, может выделяться Si3N4, не содержащий Al, в зависимости от равновесия с количеством азота. В случае возникновения условий для Si3N4 выполнять функции ингибитора, Al необязательно должен содержаться в большом количестве. Однако, с учётом того факта, что Al сам по себе характеризуется высоким сродством к кислороду, добавление следового количества Al при производстве стали обладает эффектом подавления ухудшения свойств в результате уменьшения количества кислорода, растворённого в стали, а также уменьшения количества оксидов и включений в стали. Таким образом, ухудшение магнитных свойств можно подавлять путём добавления 0,001% или больше кислотно-растворимого Al.
N: от 0,0010% до 0,020%
N является компонентом, необходимым для образования AlN, как и Al. Азот, необходимый как ингибитор в процессе вторичной рекристаллизации, можно подавать при азотировании на следующей стадии. Однако, если содержание N меньше 0,0010%, рост зёрен кристаллов на стадии отжига перед стадией азотирования является избыточным, что может вызывать межкристаллитное растрескивание на стадии холодной прокатки или тому подобное. Если содержание N больше 0,020%, при нагревании сляба в стальном листе образуются пузыри или тому подобное. С учётом вышесказанного, содержание N предпочтительно составляет 0,0010% или больше. Содержание N предпочтительно составляет 0,020% или меньше.
В случае, если AlN активно используют в качестве ингибитора, предпочтительно доводить содержание раств. Al до 0,01% или больше и доводить содержание N до величины меньше 14/26,98 по отношению к раств. Al. Это позволяет AlN снова выделяться в стали при азотировании.
С другой стороны, в случае, если в качестве ингибитора активно используют только Si3N4, предпочтительный диапазон содержания N составляет раств. Al × 14/26,98 ≤ N ≤ 80 масс. ч/млн при одновременном доведении содержания раств. Al до величины меньше 0,01%. В случае, если указанные диапазоны не соблюдаются, например, в случае, если стальной лист изготавливают из сляба, имеющего в составе 0,09% раств. Al и 0,002% N, характеристики вторичной рекристаллизации могут быть нестабильными, поскольку AlN и Si3N4 смешиваются.
Один или два элемента, выбранные из S и Se: от 0,002% до 0,040% в сумме
S и Se, каждый из них является полезным элементом, который соединяется с Mn или Cu с образованием MnSe, MnS, Cu2-xSe или Cu2-xS и таким образом проявляет эффект ингибитора в виде второй дисперсной фазы в стали. Если общее содержание S и Se составляет меньше 0,002%, их влияние недостаточно. Если общее содержание S и Se составляет больше 0,040%, не только растворение при нагревании сляба является неполным, но также и поверхность продукта становится дефектной. С учётом вышесказанного, общее содержание S и Se предпочтительно находится в диапазоне от 0,002% до 0,040%, независимо от того, добавляют ли их по отдельности или в сочетании.
Несмотря на то, что выше описаны важные компоненты в слябе, по мере целесообразности в промышленных условиях могут содержаться следующие необязательные элементы как компоненты для более стабильного улучшения магнитных свойств.
Ni: от 0,005% до 1,50%
Ni обладает функцией улучшения магнитных свойств за счёт повышения однородности текстуры горячекатаного листа. Для достижения этого содержание Ni предпочтительно составляет 0,005% или больше. Если содержание Ni составляет больше 1,50%, вторичная рекристаллизация затруднена, и магнитные свойства ухудшаются. Соответственно, содержание Ni желательно составляет 0,005% или больше. Содержание Ni желательно составляет 1,50% или меньше.
Sn: от 0,01% до 0,50%
Sn представляет собой полезный элемент, который подавляет азотирование или окисление стального листа в продолжение вторичного рекристаллизационного отжига и активирует вторичную рекристаллизацию зёрен кристаллов, имеющих кристаллическую ориентацию, благоприятную для улучшения магнитных свойств. Для достижения этого содержание Sn предпочтительно составляет 0,01%. Если содержание Sn составляет больше 0,50%, технологичность холодной прокатки снижается. Соответственно, содержание Sn желательно составляет 0,01% или больше. Содержание Sn желательно составляет 0,50% или меньше.
Sb: от 0,005% до 0,50%
Sb является полезным элементом, который подавляет азотирование или окисление стального листа в продолжение вторичного рекристаллизационного отжига и активирует вторичную рекристаллизацию зёрен кристаллов, имеющих кристаллическую ориентацию, благоприятную для эффективного улучшения магнитных свойств. Для достижения этого содержание Sb предпочтительно составляет 0,005% или больше. Если содержание Sb составляет более 0,50%, технологичность холодной прокатки снижается. Соответственно, содержание Sb желательно составляет 0,005% или больше. Содержание Sb желательно составляет 0,50% или меньше.
Cu: от 0,01% до 0,50%
Cu обладает функцией подавления окисления стального листа в продолжение вторичного рекристаллизационного отжига и стимулирования вторичной рекристаллизации зёрен кристаллов, имеющих кристаллическую ориентацию, благоприятную для эффективного улучшения магнитных свойств. Для достижения этого содержание Cu предпочтительно составляет 0,01% или больше. Если содержание Cu составляет более 0,50%, технологичность горячей прокатки снижается. Соответственно, содержание Cu желательно составляет 0,01% или больше. Содержание Cu желательно составляет 0,50% или меньше.
Cr: от 0,01% до 1,50%
Cr обладает функцией стабилизации образования форстеритного покрытия. Для достижения этого содержание Cr предпочтительно составляет 0,01% или больше. Если содержание Cr составляет больше 1,50%, вторичная рекристаллизация затруднена, и магнитные свойства ухудшаются. Соответственно, содержание Cr желательно составляет 0,01% или больше. Содержание Cr желательно составляет 1,50% или меньше.
P: от 0,0050% до 0,50%
P обладает функцией стабилизации образования форстеритного покрытия. Для достижения этого содержание P предпочтительно составляет 0,0050% или больше. Если содержание P составляет больше 0,50%, технологичность холодной прокатки снижается. Соответственно, содержание P желательно составляет 0,0050% или больше. Содержание P желательно составляет 0,50% или меньше.
Mo: от 0,01% до 0,50%; Nb: от 0,0005% до 0,0100%
Mo и Nb, каждый из них обладает эффектом подавления образования плены после горячей прокатки, например, за счёт подавления растрескивания, обусловленного изменением температуры при нагревании сляба. Если содержание каждого из элементов, Mo и Nb, составляет меньше упомянутого выше нижнего предела, его эффект подавления образования плены проявляется слабо. Если содержание каждого из элементов, Mo и Nb, составляет больше упомянутого выше верхнего предела, то в результате имеет место ухудшение показателя потери железа, когда Mo или Nb остаётся в стальном листе после конечного отжига за счёт образования, например, карбида или нитрида. Соответственно, содержание каждого из элементов, Mo и Nb, желательно находится в вышеупомянутом диапазоне.
Ti: от 0,0005% до 0,0100%; B: от 0,0001% до 0,0100%; Bi: от 0,0005% до 0,0100%
Каждый из указанных компонентов может обладать эффектом функционирования в качестве вспомогательного ингибитора и стабилизации вторичной рекристаллизации, за счёт образования выделившейся фазы при азотировании, сегрегировании или тому подобном. Если содержание каждого из указанных компонентов составляет меньше упомянутого выше нижнего предела, его эффект в качестве вспомогательного ингибитора проявляется слабо. Если содержание каждого из указанных компонентов составляет больше упомянутого выше верхнего предела, образовавшаяся выделившаяся фаза может оставаться даже после очистки и вызывать ухудшение магнитных свойств, либо сообщать хрупкость границам зёрен и ухудшать способность к изгибу.
Остальное, отличное от вышеупомянутых важных элементов и необязательных дополнительных элементов, составляет Fe и случайные примеси. В отношении кислорода (O) как примеси: если количество O составляет 50 масс. ч/млн или больше, он вызывает образование включения, такого как крупнозернистый оксид, и затрудняет стадию прокатки. В результате, первичная рекристаллизованная текстура становится неоднородной или само образовавшееся включение ухудшает магнитные свойства. Соответственно, количество O предпочтительно ограничивается величиной меньше 50 масс. ч/млн.
Нижеследующее описывает способ изготовления согласно данному раскрытию. Стальной сляб, приведённый по химическому составу в соответствие с вышеупомянутым предпочтительным диапазоном, после повторного нагревания или без него, подвергают горячей прокатке в горячекатаный лист. В случае повторного нагревания сляба температура повторного нагревания желательно составляет около 1000°C или выше и 1350°C или ниже. Поскольку обработку азотированием осуществляют до вторичного рекристаллизационного отжига для усиления ингибитора, не требуется диспергирования мелкозернистой выделившейся фазы вследствие полного растворения на стадии горячей прокатки. Следовательно, нагревание сляба до сверхвысокой температуры выше 1350°C не является необходимым.
Однако необходимо растворять Al, N, Mn, S и Se в некоторой степени и диспергировать их в ходе горячей прокатки таким образом, чтобы размер зерна не укрупнялся излишне на стадии отжига перед азотированием. Если температура нагревания является слишком низкой, температура прокатки в продолжение горячей прокатки падает, что увеличивает нагрузку при прокатке и затрудняет прокатку. Соответственно, температура повторного нагревания предпочтительно составляет 1000°C или выше.
После этого горячекатаный лист необязательно отжигают в горячей зоне. Затем горячекатаный лист подвергают холодной прокатке один раз, либо два раза или больше с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного листа, имеющего конечную толщину листа. Холодную прокатку можно выполнять при нормальной температуре. В качестве альтернативы, холодная прокатка может представлять собой тёплую прокатку, при этом температура стального листа выше нормальной температуры, например, около 250°C.
Холоднокатаный лист дополнительно подвергают первичному рекристаллизационному отжигу для получения листа, подвергнутого первичному рекристаллизационному отжигу. Цель первичного рекристаллизационного отжига заключается в обусловливании первичной рекристаллизации холоднокатаного листа, имеющего определённую микроструктуру проката, с целью доведения её до оптимального размера зерна, подвергнутого первичной рекристаллизации, для осуществления вторичной рекристаллизации. Для этой цели температура отжига при первичном рекристаллизационном отжиге желательно составляет около 800°C или выше. Температура отжига при первичном рекристаллизационном отжиге желательно составляет примерно ниже 950°C. Атмосфера отжига может представлять собой влажную водородно-азотную атмосферу или влажную водородно-аргоновую атмосферу для осуществления в равной мере обезуглероживающего отжига.
Обработку азотированием выполняют в отношении холоднокатаного листа в ходе первичного рекристаллизационного отжига или в отношении листа, подвергнутого первичному рекристаллизационному отжигу, после первичного рекристаллизационного отжига. Способ азотирования конкретно не ограничивается до тех пор, пока количество азота в стали после азотирования составляет 150 масс. ч/млн или больше и 1000 масс. ч/млн или меньше. Если количество азота в стали после азотирования составляет менее 150 масс. ч/млн, доля TiN в основном покрытии после конечного отжига является низкой и полезные эффекты согласно раскрытию не могут достигаться. Верхний предел количества азота в стали после азотирования составляет 1000 масс. ч/млн. Если обработку азотированием выполняют таким образом, что превышается верхний предел, то, поскольку в результате образования ингибитора способность к ингибированию вторичной рекристаллизации становится слишком сильной, имеет место отсутствие вторичной рекристаллизации и не достигаются благоприятные магнитные свойства, так как потеря железа W17/50 увеличивается до значения больше 1,0 Вт/кг. Количество азота в стали после азотирования предпочтительно составляет 200 масс. ч/млн или больше. Количество азота в стали после азотирования предпочтительно составляет 800 масс. ч/млн или меньше. Это имеет место потому, что схема нагрева, подходящая для образования покрытия с высокой долей TiN, не реализуется за пределами указанного диапазона.
В качестве обработки азотированием, например, можно осуществлять газовое азотирование в форме рулона с использованием атмосферы газообразного NH3 или можно непрерывно азотировать перемещаемые полосы, как это обычно делают. Также можно использовать азотирование в солевой ванне или ему подобное, c более высокими характеристиками азотирования, чем газовое азотирование. В промышленности реализованы не только газовое азотирование и азотирование в солевой ванне, но также и многие другие способы азотирования, такие как газовое углеродоазотирование и плазменное азотирование, и можно применять любой из указанных способов.
Сепаратор отжига наносят на поверхность листа, подвергнутого первичному рекристаллизационному отжигу, после первичного рекристаллизационного отжига и обработки азотированием. В сепараторе отжига содержится соединение Ti, которое разлагается при удовлетворении условий атмосферы и температуры и с которым можно безопасно обращаться в процессе изготовления, предназначенное для снабжения металлическим Ti в ходе вторичного рекристаллизационного отжига (конечный отжиг).
Как правило, Ti-содержащее соединение проявляет тенденцию к наличию высокой реакционной способности и с ним трудно обращаться безопасно в процессе производства. В данном раскрытии используют предпочтительно оксид Ti или силицид Ti. Соединение Ti содержится в диапазоне 0,10 г/м2 или больше и 1,5 г/м2 или меньше в эквивалентах Ti. Если концентрация соединения Ti составляет меньше 0,10 г/м2 в эквивалентах Ti, на стальном листе не может образовываться покрытие с высокой долей TiN. Если концентрация соединения Ti составляет больше 1,5 г/м2 в эквивалентах Ti, металлический Ti входит в сталь и образует в стали TiN, что приводит к ухудшению конечных магнитных свойств.
Основной ингредиент сепаратора отжига может представлять собой соответствующий оксид, температура плавления которого выше температуры вторичного рекристаллизационного отжига, как например, оксид алюминия (Al2O3) или оксид кальция (CaO), но предпочтительным является использование MgO. Термин «основной ингредиент» в настоящем раскрытии обозначает компонент, составляющий более 50 масс. %.
Кроме того, добавляют гидроксид щелочноземельного металла предпочтительно в диапазоне от 2 до 10 г на 100 г MgO. Различные эксперименты показывают, что способность к формированию основного покрытия с высокой долей TiN является низкой в случае неиспользования гидроксида щелочноземельного металла или в случае использования сульфида/оксида щелочноземельного металла или тому подобного. Хотя причина этого неясна, авторы изобретения полагают, что гидроксид щелочноземельного металла обладает каким-либо из эффектов: эффектом удерживания металлического Ti, образовавшегося в результате разложения, на поверхности стального листа; эффектом образования промежуточного соединения или тому подобного с соединением Ti для изменения температуры разложения и эффектом облегчения замены на TiN.
В рамках настоящего раскрытия затем осуществляют вторичный рекристаллизационный отжиг (конечный отжиг). В процессе конечного отжига осуществляют отжиг с выдержкой 20 часов или больше при заданной температуре от 800°C до 950°C в окислительной атмосфере с соотношением PH2O/PH2, равным 0,05 или больше. В продолжение отжига с выдержкой в указанном температурном диапазоне предпочтительно не вводить водород, который приводит к пониженной окисляемости.
Предпочтительно также ограничивать количество вводимого газа атмосферы значением 2500 мл/кг⋅ч или меньше в расчёте на единицу массы стального листа (кг) и в единицу времени (ч). Сам отжиг с выдержкой оказывает благоприятное влияние на вторичную рекристаллизацию при выполнении его вблизи температуры вторичной рекристаллизации. Соответственно, в случае, если известна температура вторичной рекристаллизации, более благоприятные магнитные свойства могут достигаться путём осуществления выдержки при данной температуре.
Для получения основного покрытия с очень высокой долей TiN, которая представляет собой признак согласно раскрытию, требуются специальные условия в течение обработки с выдержкой, как упомянуто выше. Это кажется немного странным, с учётом того, что реакция образования TiN, как предполагают, протекает в соответствии с термодинамикой в диапазоне, в котором температура отжига составляет выше 1000°C. Тем не менее, важно осуществлять отжиг с выдержкой в температурном диапазоне от 800°C до 950°C, как можно видеть из результатов вышеупомянутого проверочного эксперимента.
Атмосфера в продолжение отжига с выдержкой представляет собой окислительную атмосферу с соотношением PH2O/PH2, равным 0,05 или больше, а предпочтительно окислительную атмосферу с соотношением PH2O/PH2, равным 0,08 или больше. Как правило, известно, что окислительная способность атмосферы в продолжение отжига повышается за счёт следового количества H2O, образующейся из сепаратора отжига. Однако в проверочном эксперименте отжиг с выдержкой осуществляют в азотно-аргоновой смешанной атмосфере, так что соотношение PH2O/PH2 становится «бесконечным» и появляется сильно-окислительная атмосфера. В условиях настоящего документа поверхностный слой стального листа претерпевает окисление. Указанный оксидный слой временно удерживает вблизи поверхностного слоя азот, высвобождаемый из системы в виде газа при конечной температуре очистки от азота, обеспечивая таким образом время взаимодействия с Ti.
Такое повышение окислительной способности атмосферы исходит от H2O, поступающей из гидратированной суспензии. С учётом вышесказанного, в случае, если газ, содержащий воду, не может поступать извне, может быть необходимым уменьшение скорости потока газа и подавление обмена атмосферой между стальными листами. Если подробно, количество газа, вводимого на единицу массы стального листа (кг) и в единицу времени (ч) предпочтительно составляет 2500 мл/кг⋅ч или меньше. Если количество вводимого газа больше указанного, трудно получать основное покрытие с высокой долей TiN. Это не применяется в случае, если можно подавать газ, содержащий воду.
Как правило, газообразный H2 является газом, применимым для образования форстеритного покрытия. Однако газообразный H2 приводит к снижению окислительной способности атмосферы (PH2O/PH2) и поэтому не подходит при осуществлении отжига с выдержкой в температурном диапазоне, указанном в данном раскрытии. Существует вероятность того, что такая окислительная способность атмосферы облегчает замену соединения Ti и делает температуру разложения соединения приемлемой.
Время отжига с выдержкой при температуре от 800°C до 950°C составляет 20 часов или больше. Если время составляет меньше 20 часов, желаемое основное покрытие не образуется, а также это оказывает отрицательное воздействие на вторичную рекристаллизацию. В этом отношении, время предпочтительно составляет 30 часов или больше. Верхний предел времени отжига с выдержкой конкретно не ограничен. Выдержка длительностью больше 150 часов не является необходимой для любой вторичной рекристаллизации и изменения физических свойств соединения Ti, и поэтому с промышленной точки зрения время может составлять 150 часов или меньше.
После отжига с выдержкой стальной лист отжигают в течение 5 часов или больше в температурном диапазоне 1000°C или выше в H2-содержащей атмосфере. Это предназначено для прямого восстановления оксида Ti водородом с образованием металлического Ti. В случае силицида Ti тоже требуется атмосфера, обладающая восстановительным эффектом, так как окислительная способность при отжиге повышается за счёт H2O, образующейся в течение процесса. Температура разложения силицида, как правило, выше. Однако в настоящем раскрытии предполагается, что температура разложения силицида изменилась в результате отжига с выдержкой при температуре от 800°C до 950°C.
Данная атмосфера при 1000°C или выше предпочтительно представляет собой атмосферу, содержащую 50 об. % H2 или больше. Если H2 составляет менее 50 об.%, вышеупомянутые полезные эффекты проявляются в недостаточной мере. С этой точки зрения, H2 предпочтительно составляет 70 об.% или больше, а наиболее предпочтительно, 100 об.%.
Профиль температур отжига в температурном диапазоне 1000°C или выше конкретно не ограничивается, но время отжига в указанном температурном диапазоне составляет 5 часов или больше. Если время отжига составляет меньше 5 часов, разложение соединения Ti имеет место в недостаточной степени, что обусловливает образование TiN в недостаточной степени. С этой точки зрения, время отжига составляет предпочтительно 8 часов или больше. Верхний предел времени отжига в указанном температурном диапазоне конкретно не ограничен, но составляет предпочтительно 100 часов в связи с поддержанием формы рулона.
После вторичного рекристаллизационного отжига на поверхности стального листа сформировалось основное покрытие с высокой долей TiN. Основное покрытие характеризуется признаком, заключающимся в том, что обе величины, величина пика PTiN соединения TiN (осборнит), наблюдаемая в диапазоне 42° < 2θ < 43°, и величина пика PMg2SiO4 соединения Mg2SiO4 (форстерит), наблюдаемая в диапазоне 35° < 2θ < 36°, больше 0 и удовлетворяют соотношению PTiN ≥ PMg2SiO4 в условиях рентгеноструктурного анализа тонких плёнок, и оно имеет более высокое напряжение покрытия, чем обычно получаемое форстеритное покрытие. Вероятно, как обнаружено, основное покрытие, удовлетворяющее таким условиям, исходя из его внешнего вида, имеет близкий к золотистому цвет, а не серый цвет, характерный для форстеритных покрытий.
В случае, если основным ингредиентом сепаратора отжига является не MgO, Mg2SiO4 образуется с трудом. В таком случае развивается окисление поверхностного слоя, в результате чего образуется SiO2. Характеристический пик SiO2 (кристобалит) наблюдается в диапазоне 23° < 2θ < 25°. Когда величина указанного пика PSiO2 и величина PTiN удовлетворяют соотношению PTiN ≥ PSiO2, покрытие по цвету ближе к золотистому, чем в случае смешивания с Mg2SiO4, и имеет высокое напряжение покрытия, как в случае, когда имеет место смешивание с Mg2SiO4.
Таким образом, в рамках данного раскрытия основное покрытие характеризуется признаком, заключающимся в том, что обе указанные величины, величина пика PTiN соединения TiN (осборнит), наблюдаемого в диапазоне 42° < 2θ < 43°, и величина пика PSiO2 соединения SiO2 (кристобалит), наблюдаемого в диапазоне 23° < 2θ < 25°, больше 0 и удовлетворяют соотношению PTiN ≥ PSiO2 в условиях рентгеноструктурного анализа тонких плёнок, и оно имеет высокое напряжение покрытия, как в случае смешивания с Mg2SiO4.
На основное покрытие можно дополнительно наносить изоляционное покрытие и спекать. Тип изоляционного покрытия конкретно не ограничивается и оно может быть любым, обычно хорошо известным изоляционным покрытием. Например, предпочтительным является способ применения жидкости для нанесения, содержащей смесь фосфат-хромат-коллоидный диоксид кремния, описанный в JP S50-79442 A и JP S48-39338 A, на стальной лист и спекание его примерно при 800°C.
Кроме того, можно выполнять отжиг в сочетании с правкой для придания формы стальному листу. Указанный отжиг в сочетании с правкой также может служить обработкой для спекания изоляционного покрытия.
Примеры
Пример 1.
Каждый стальной сляб, имеющий химический состав, включающий в себя Si: 3,13%, C: 0,05%, Mn: 0,06% и S: 0,003%, содержащий Al и N в соотношении, показанном в таблице 1, а в качестве других компонентов, содержащий Ni, Sn, Sb, Cu, Cr, P, Mo, Nb и Ti в соотношении, показанном в таблице 1, при этом остальное составляют Fe и случайные примеси, нагревали при 1200°C в течение 40 минут, а затем осуществляли горячую прокатку в горячекатаный лист с толщиной листа 2,4 мм. Горячекатаный лист подвергали отжигу в условиях 1000°C × 1 минута и выполняли холодную прокатку до конечной толщины листа 0,27 мм. Каждый образец размером 100 мм × 400 мм отбирали из центральной части полученного холоднокатаного рулона и подвергали отжигу, способствующему и первичной рекристаллизации, и обезуглероживанию, в лабораторных условиях для получения листа, подвергнутого первичному рекристаллизационному отжигу.
Лист, подвергнутый первичному рекристаллизационному отжигу, подвергали обработке азотированием (периодическая обработка: обработка азотированием в солевой ванне с использованием соли, состоящей главным образом из цианата, или обработка в виде газового азотирования с использованием смеси газов NH3 и N2) в условиях, приведённых в таблице 1, для увеличения количества азота в стали, как показано в таблице 1. Количество азота в стали определяли химическим анализом по всей толщине листа. Приготовили пять стальных листов для каждого набора условий.
После этого сепаратор отжига, который содержал MgO в качестве основного компонента и к которому добавляли TiO2 или TiSi2 в соотношении, показанном в таблице 1 в эквивалентах Ti, а Sr(OH) добавляли в соотношении 3 г на 100 г MgO, превращали в водную суспензию, наносили на лист, подвергнутый первичному рекристаллизационному отжигу, и высушивали. Затем выполняли вторичный рекристаллизационный отжиг в следующих ниже условиях. Время выдержки и температура выдержки в температурном диапазоне от 800°C до 950°C приведены в таблице 1. Кроме того, окислительную атмосферу (PH2O/PH2) регулировали, как показано в таблице 1, путём введения воды в атмосферу. Количество вводимого газа атмосферы составляло 1500 мл/кг·ч.
Атмосфера и время отжига в температурном диапазоне 1000°C или выше представлены в таблице 1.
Для измерения величин PTiN и PMg2SiO4 полученное основное покрытие подвергали анализу тем же методом тонкоплёночной дифракции рентгеновских лучей, что и в упомянутом выше проверочном эксперименте. Образец проводили непосредственно через однолистовой тестер (SST) для измерения величины W17/50 (потеря железа в случае, когда стальной лист возбуждён до 1,7 Tл при 50 Гц). После измерения удаляли покрытие на одной стороне стального листа и оценивали показатель преломления стального листа. Результаты показаны в таблице 1. Поскольку напряжение, сообщаемое стальному листу основным покрытием, отличается в зависимости от состава основного покрытия, сравнивали показатели преломления для условий с использованием одинакового сепаратора отжига. Если подробно, условия 1 - 6 нормировали на условия 1, принятые за 100, условия 7 - 13 нормировали на условия 7, принятые за 100, а условия 14 - 17 нормировали на условия 14, принятые за 100. Для оценки использовали среднее арифметическое величин измерения пяти образцов.
Как показано в таблице 1, примеры демонстрировали высокое напряжение покрытия и превосходные показатели потери железа, в сопоставлении со сравнительными примерами.
Пример 2
Каждый стальной сляб, имеющий химический состав, включающий в себя Si: 3,2%, C: 0,03%, Mn: 0,08%, S: 0,001%, Se: 0,003%, Al: 0,016%, N: 0,004% и Bi: 0,001%, при этом остальное составляют Fe и случайные примеси, нагревали при 1180°C в течение 50 минут, а затем осуществляли горячую прокатку в горячекатаный лист с толщиной листа 2,0 мм. Горячекатаный лист отжигали в условиях 1050°C × 1 минута и выполняли холодную прокатку до конечной толщины листа 0,23 мм с промежуточным отжигом между ними при 1080°C. Каждый образец размером 100 мм × 400 мм отбирали из центральной части полученного холоднокатаного рулона и подвергали отжигу, выполняющему функции и первичной рекристаллизации, и обезуглероживания, в лабораторных условиях для получения листа, подвергнутого первичному рекристаллизационному отжигу.
Лист, подвергнутый первичному рекристаллизационному отжигу, подвергали обработке в виде газового азотирования с использованием смеси газов NH3, H2 и N2 для доведения количества азота в стали до 350 масс. ч/млн.
После этого сепаратор отжига, содержащий соединение Ti в соотношении, приведённом в таблице 2, и состоящий главным образом из Al2O3, включающий в себя надлежащее количество Ca(OH)2, наносили на лист, подвергнутый первичному рекристаллизационному отжигу, и высушивали. Затем осуществляли вторичный рекристаллизационный отжиг в следующих условиях. Во-первых, выполняли отжиг при 840°C и с выдержкой 30 часов в атмосфере (PH2O/PH2 = ∞) с соотношением смеси N2 и Ar, равным 1:4, и количеством вводимого газа, показанным в таблице 2.
После этого в температурном диапазоне 1000°C или выше осуществляли отжиг длительностью 15 часов в атмосфере H2.
Полученное основное покрытие подвергали анализу тем же методом тонкоплёночной дифракции рентгеновских лучей, что и в упомянутом выше проверочном эксперименте, для измерения величин PTiN и PMg2SiO4. Полагая, что характеристики напряжения каждого образовавшегося покрытия отличались вследствие различия в составе сепаратора отжига, не выполняли никакой оценки по показателю преломления. Образец проводили непосредственно через однолистовой тестер (SST) для измерения величины W17/50 (потеря железа в случае, когда стальной лист возбуждён до 1,7 Tл при 50 Гц). Для оценки использовали среднее арифметическое значений измерения пяти образцов в одинаковом состоянии. Результаты показаны в таблице 2.

Как показано в таблице 2, примеры демонстрировали превосходные показатели потери железа в сопоставлении со сравнительными примерами.
Пример 3
Каждый стальной сляб, имеющий химический состав, включающий в себя Si: 3,4%, C: 0,04%, Mn: 0,03%, S: 0,01%, Al: 0,006% и N: 0,004%, при этом остальное составляют Fe и случайные примеси, нагревали при 1200°C в течение 60 минут, а затем осуществляли горячую прокатку в горячекатаный лист с толщиной листа 2,0 мм. Горячекатаный лист подвергали отжигу в условиях 1050°C × 2 минуты, а затем выполняли холодную прокатку в холоднокатаный лист, имеющий конечную толщину листа 0,23 мм. Холоднокатаный лист подвергали отжигу, выполняющему функции и первичной рекристаллизации, и обезуглероживания. Каждый образец (лист, подвергнутый первичному рекристаллизационному отжигу) размером 100 мм × 400 мм отбирали из центральной части полученного рулона. Лист, подвергнутый первичному рекристаллизационному отжигу, подвергали обработке азотированием в атмосфере газообразного NH3 до тех пор, пока количество азота в стали не достигало 300 масс. ч/млн.
После этого, в лабораторных условиях сепаратор отжига, который содержал MgO в качестве основного ингредиента и к которому добавляли Sr(OH)2 в соотношении 2 г на 100 г MgO, а соединение Ti добавляли в соотношении, показанном в таблице 3, наносили на лист, подвергнутый первичному рекристаллизационному отжигу, и высушивали. Затем выполняли вторичный рекристаллизационный отжиг в следующих ниже условиях. Время выдержки и температура выдержки в температурном диапазоне от 800°C до 950°C приведены в таблице 3. Окислительная атмосфера (PH2O/PH2) и количество вводимого газа атмосферы представлены в таблице 3.
После этого, выполняли нагревание от 1000°C до 1180°C в течение 6 часов и осуществляли выдержку длительностью 5 часов при 1180°C. В температурном диапазоне 1000°C или выше использовали атмосферу, содержащую 50 об.% H2 или больше.
Полученное основное покрытие подвергали анализу тем же методом тонкоплёночной дифракции рентгеновских лучей, что и в упомянутом выше проверочном эксперименте, для измерения величин PTiN и PMg2SiO4. После измерения удаляли покрытие на одной стороне стального листа и оценивали показатель преломления стального листа. При рассмотрении показателя преломления, условия 1 - 4 нормировали на условия 1, принятые за 100, а условия 5 - 8 нормировали на условия 5, принятые за 100. Для оценки использовали среднее арифметическое значений измерения пяти образцов. Результаты показаны в таблице 3.
Как показано в таблице 3, примеры характеризовались высоким напряжением покрытия в сопоставлении со сравнительными примерами.
Изобретение относится к области металлургии. Техническим результатом изобретения является получение текстурированного листа из электротехнической стали, который включает в себя основное покрытие с высокой долей TiN, благоприятное для сообщения напряжения стальному листу, и обладает превосходными магнитными свойствами. Для достижения технического результата текстурированный лист из электротехнической стали включает основное покрытие, характеризующееся величиной пика PTiN соединения TiN в форме осборнита, наблюдаемого в диапазоне 42° < 2θ < 43°, и величиной пика PMg2SiO4 соединения Mg2SiO4 в форме форстерита, наблюдаемого в диапазоне 35°< 2θ < 36°, при этом обе величины больше 0 и удовлетворяют соотношению PTiN ≥ PMg2SiO4, в условиях рентгеноструктурного анализа тонких плёнок; а потеря железа W17/50 равна 1,0 Вт/кг или меньше. 4 н. и 2 з.п. ф-лы, 3 табл., 3 ил.
1. Текстурированный лист из электротехнической стали, содержащий
основное покрытие, характеризующееся величиной пика PTiN соединения TiN в форме осборнита, наблюдаемого в диапазоне 42° < 2θ < 43°, и величиной пика PSiO2 соединения SiO2 в форме кристобалита, наблюдаемого в диапазоне 23° < 2θ < 25°, при этом обе величины больше 0 и удовлетворяют соотношению PTiN ≥ PSiO2, в условиях рентгеноструктурного анализа тонких плёнок, причем
потери в железе W17/50 составляют 1,0 Вт/кг или меньше.
2. Текстурированный лист из электротехнической стали, содержащий
основное покрытие, характеризующееся величиной пика PTiN соединения TiN в форме осборнита, наблюдаемого в диапазоне 42° < 2θ < 43°, и величиной пика PMg2SiO4 соединения Mg2SiO4 в форме форстерита, наблюдаемого в диапазоне 35° < 2θ < 36°, при этом обе величины больше 0 и удовлетворяют соотношению PTiN ≥ PMg2SiO4, в условиях рентгеноструктурного анализа тонких плёнок, причем
потери в железе W17/50 составляют 1,0 Вт/кг или меньше.
3. Способ изготовления текстурированного листа из электротехнической стали по п. 1 или 2, включающий:
горячую прокатку стального сляба для получения горячекатаного листа, при этом стальной сляб имеет химический состав, содержащий, мас. %, C от 0,001 до 0,10, Si от 1,0 до 5,0, Mn от 0,01 до 0,5, один или два элемента, выбранных из S и Se от 0,002 до 0,040 в сумме, раств. Al от 0,001 до 0,050 и N от 0,0010 до 0,020, Fe и случайные примеси - остальное,
необязательный отжиг горячекатаного листа в горячей зоне,
холодную прокатку горячекатаного листа по меньшей мере за один проход с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного листа, имеющего конечную толщину листа,
первичный рекристаллизационный отжиг холоднокатаного листа для получения листа, подвергнутого первичному рекристаллизационному отжигу,
азотирование холоднокатаного листа в процессе первичного рекристаллизационного отжига или листа, подвергнутого первичному рекристаллизационному отжигу, после первичного рекристаллизационного отжига и
нанесение сепаратора отжига на лист, подвергнутый первичному рекристаллизационному отжигу, после обработки азотированием и осуществление вторичного рекристаллизационного отжига листа, подвергнутого первичному рекристаллизационному отжигу,
при этом количество азота в стали после обработки азотированием составляет 150 масс. ч/млн или больше и 1000 масс. ч/млн или меньше,
сепаратор отжига содержит соединение Ti в диапазоне 0,10 г/м2 или больше и 1,5 г/м2 или меньше в массовых эквивалентах Ti, причем
при вторичном рекристаллизационном отжиге выполняют отжиг с выдержкой 20 часов или больше при заданной температуре от 800°C до 950°C в окислительной атмосфере при соотношении PH2O/PH2, равном 0,05 или больше, а затем осуществляют отжиг в течение 5 часов или больше в температурном диапазоне 1000°C или выше в H2-содержащей атмосфере.
4. Способ изготовления текстурированного листа из электротехнической стали по п. 2, включающий:
горячую прокатку стального сляба для получения горячекатаного листа, при этом стальной сляб имеет химический состав, содержащий, мас. %, C от 0,001 до 0,10, Si от 1,0 до 5,0, Mn от 0,01 до 0,5, один из двух элементов, выбранных из S и Se от 0,002 до 0,040 в сумме, раств. Al от 0,001 до 0,050 и N от 0,0010 до 0,020, Fe и случайные примеси - остальное,
необязательный отжиг горячекатаного листа в горячей зоне,
холодную прокатку горячекатаного листа по меньшей мере за один проход с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного листа, имеющего конечную толщину листа,
первичный рекристаллизационный отжиг холоднокатаного листа для получения листа, подвергнутого первичному рекристаллизационному отжигу,
азотирование холоднокатаного листа в процессе первичного рекристаллизационного отжига или листа, подвергнутого первичному рекристаллизационному отжигу, после первичного рекристаллизационного отжига,
нанесение сепаратора отжига на лист, подвергнутый первичному рекристаллизационному отжигу, после обработки азотированием и осуществление вторичного рекристаллизационного отжига листа, подвергнутого первичному рекристаллизационному отжигу,
при этом количество азота в стали после обработки азотированием составляет 150 масс. ч/млн или больше и 1000 масс. ч/млн или меньше,
сепаратор отжига содержит MgO в качестве основного ингредиента и включает в себя оксид Ti или силицид Ti в диапазоне 0,10 г/м2 или больше и 1,5 г/м2 или меньше в массовых эквивалентах Ti,
причем при вторичном рекристаллизационном отжиге выполняют отжиг с выдержкой 20 часов или больше при заданной температуре от 800°C до 950°C в окислительной атмосфере при соотношении PH2O/PH2, равном 0,05 или больше, а затем осуществляют отжиг длительностью 5 часов или больше в температурном диапазоне 1000°C или выше в H2-содержащей атмосфере.
5. Способ по п. 3, в котором химический состав стального сляба дополнительно содержит, в мас. %, один или несколько элементов, выбранных из: Ni от 0,005 до 1,50, Sn от 0,01 до 0,50, Sb от 0,005 до 0,50, Cu от 0,01 до 0,50, Cr от 0,01 до 1,50, P от 0,0050 до 0,50, Mo от 0,01 до 0,50, Nb от 0,0005 до 0,0100, Ti от 0,0005 до 0,0100, B от 0,0001 до 0,0100 и Bi от 0,0005 до 0,0100.
6. Способ по п. 4, в котором химический состав стального сляба дополнительно содержит, в мас. %, один или несколько элементов, выбранных из: Ni от 0,005 до 1,50, Sn от 0,01 до 0,50, Sb от 0,005 до 0,50, Cu от 0,01 до 0,50, Cr от 0,01 до 1,50, P от 0,0050 до 0,50, Mo от 0,01 до 0,50, Nb от 0,0005 до 0,0100, Ti от 0,0005 до 0,0100, B от 0,0001 до 0,0100 и Bi от 0,0005 до 0,0100.
| JP 08291390 A, 05.11.1996 | |||
| ОБРАБАТЫВАЮЩИЙ РАСТВОР ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ЛИСТ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ИМЕЮЩЕГО ИЗОЛЯЦИОННОЕ ПОКРЫТИЕ | 2008 |
|
RU2431698C1 |
| РАБОЧИЙ РАСТВОР ДЛЯ НАНЕСЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ЛИСТЫ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ | 2008 |
|
RU2430165C1 |
| JP 63054767 B2, 31.10.1988 | |||
| JP 20012955062 A, 26.10.2001. | |||

