ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к вращательным режущим инструментам, имеющим левосторонние и правосторонние спиральные канавки и торцевые режущие зубья, в частности, для выполнения операций резания композитных многослойных материалов, таких как стеклопластик.
УРОВЕНЬ ТЕХНИКИ
Вращательный режущий инструмент может быть снабжен левосторонними и правосторонними спиральными канавками, выполненными на его периферической поверхности. Пример такого вращательного режущего инструмента раскрыт, например, в US 6234725, где левосторонние и правосторонние спиральные канавки пересекаются с образованием пересекающихся резцов (т.е. отдельных периферических режущих зубьев).
В некоторых других вращательных режущих инструментах число левосторонних спиральных канавок отличается от числа правосторонних спиральных канавок во избежание осевых зазоров в зоне резания, как рассмотрено в US 4990035.
Кроме того, вращательный режущий инструмент может быть снабжен торцевыми режущими кромками в верхней его части. Пример таких вращательных режущих инструментов описан, например, в US 8277152.
Задачей настоящего изобретения является создание нового и усовершенствованного вращательного режущего инструмента.
Также задачей настоящего изобретения является создание вращательного режущего инструмента, который стабильно вращается вокруг своей продольной оси.
Также задачей настоящего изобретения является создание вращательного режущего инструмента, все периферические режущие зубья которого на одинаковом осевом расстоянии от торцевой поверхности изнашиваются по существу в одинаковой степени.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с первым аспектом настоящего изобретения предлагается вращательный режущий инструмент, выполненный с возможностью вращения вокруг своей продольной оси в направлении вращения, который содержит:
режущую часть и выступающую из нее установочную часть, причем режущая часть включает:
торцевую поверхность, пересекаемую продольной осью, и периферическую поверхность, проходящую от торцевой поверхности к установочной части, причем периферическая поверхность содержит выполненные на ней соответствующие множества основных и вспомогательных канавок, проходящих спирально в противоположные стороны вокруг продольной оси;
множество торцевых режущих зубьев, выполненных на торцевой поверхности, каждый из которых содержит главную торцевую поверхность зуба, по существу обращенную в направлении вращения, и торцевую режущую кромку, образованную на пересечении торцевой поверхности и главной торцевой поверхности зуба, причем каждый торцевой режущий зуб образован между смежными по окружности торцевыми впадинами, каждая из которых прерывает пересечение периферической поверхности с торцевой поверхностью в соответствующей одной из указанного множества основных канавок; причем
число основных канавок отличается от числа вспомогательных канавок, каждое из которых кратно числу торцевых режущих зубьев и превышает его;
торцевые впадины равномерно распределены по окружности относительно основных канавок; и
на каждом виде в поперечном сечении режущей части, выполненном перпендикулярно продольной оси через торцевые впадины, воображаемая контурная линия, заданная периферическим контуром периферической поверхности одного из торцевых режущих зубьев, во время вращения вокруг продольной оси соосна с периферическим контуром периферических поверхностей всех остальных торцевых режущих зубьев.
Следует отметить, что вышеописанное является сущностью изобретения, и характеристики, описанные далее, могут быть применимы в любом сочетании к настоящему изобретению, например любая из нижеследующих характеристик может быть применена к вращательному режущему инструменту.
Основные канавки равномерно распределены. Вспомогательные канавки равномерно распределены.
Каждая торцевая впадина может проходить по окружности вдоль пересечения торцевой поверхности и периферической поверхности в направлении вращения и прерывать ровно две смежные основные канавки вдоль указанного пересечения.
Каждая торцевая впадина может проходить в направлении установочной части и прерывать по меньшей мере две вспомогательные канавки на периферической поверхности.
Каждая торцевая впадина может прерывать ровно две вспомогательные канавки на периферической поверхности.
Каждый торцевой режущий зуб может быть задан в осевом направлении на дальнем от установочной части конце торцевой поверхностью и в радиальном направлении смежными по окружности торцевыми впадинами.
Смежные пары основных и вспомогательных канавок пересекаются на периферической поверхности с образованием отдельных периферических режущих зубьев.
Каждый периферический режущий зуб может содержать основную периферическую режущую кромку, образованную на пересечении периферической поверхности и ведущей при вращении основной канавки смежной пары основных канавок, и вспомогательную периферическую режущую кромку, образованную на пересечении периферической поверхности и ведущей при вращении вспомогательной канавки из смежной пары вспомогательных канавок.
На каждом периферическом режущем зубе между основной периферической режущей кромкой и вспомогательной периферической режущей кромкой может проходить периферическая отводящая поверхность.
Вращательный режущий инструмент может представлять собой торцевую фрезу или фасонную фрезу.
Вращательный режущий инструмент может содержать цельную единую одночастную конструкцию.
На каждом виде в поперечном сечении режущей части, выполненном перпендикулярно продольной оси, но не через торцевые впадины, режущая часть может демонстрировать N-кратную вращательную симметрию относительно продольной оси, где N - наибольший общий делитель числа основных канавок и числа вспомогательных канавок.
По меньшей мере одна из торцевых режущих кромок может образовывать удлиненную торцевую режущую кромку, проходящую к радиально центральному участку режущей части на виде с торца вращательного режущего инструмента, выполненном вдоль продольной оси. На каждом виде в поперечном сечении режущей части, выполненном перпендикулярно продольной оси через торцевые впадины, режущая часть может содержать X равных секторов зуба, где X - число торцевых режущих зубьев минус число удлиненных режущих кромок.
Режущая часть может иметь полуоборотную вращательную симметрию относительно продольной оси.
Число основных и вспомогательных канавок, соответственно, может быть больше или равно 4 и меньше или равно 24.
Число торцевых режущих зубьев может быть больше или равно 2 и меньше или равно 8.
Число основных канавок может быть больше, чем число вспомогательных канавок.
Число основных канавок может быть ровно в три раза больше числа торцевых режущих зубьев. Число вспомогательных канавок может быть ровно в два раза больше числа торцевых режущих зубьев.
Число торцевых режущих зубьев может равняться 4. Число основных канавок может равняться 12. Число вспомогательных канавок может равняться 8.
Вращательный режущий инструмент может быть правосторонним вращательным режущим инструментом, основные канавки могут быть правосторонними спиральными канавками, а вспомогательные канавки могут быть левосторонними спиральными канавками, или вращательный режущий инструмент может быть левосторонним вращательным режущим инструментом, основные канавки могут быть левосторонними спиральными канавками, а вспомогательные канавки могут быть правосторонними спиральными канавками.
Режущая часть может быть по существу цилиндрической.
Все основные канавки могут быть спирально выровнены относительно продольной оси со спиральной линией основной канавки, имеющей угол спирали основной канавки. Все вспомогательные канавки могут быть спирально выровнены относительно продольной оси со спиральной линией вспомогательной канавки, имеющей угол спирали вспомогательной канавки. Абсолютная величина угла спирали основной канавки может быть меньше абсолютной величины угла спирали вспомогательной канавки.
Установочная часть может содержать резьбовой участок.
На каждом виде в поперечном сечении режущей части, выполненном перпендикулярно продольной оси, все основные канавки могут иметь равную глубину, измеренную в радиальном направлении.
Каждая из основных канавок и каждая из вспомогательных канавок может выходить на торцевую поверхность или одну из торцевых впадин.
Каждая из торцевых впадин имеет угол δ между сторонами торцевой впадины, который может находиться в диапазоне 30°<δ<50°.
Каждая торцевая режущая кромка может задавать угол конуса, измеренный относительно плоскости конуса, ориентированной перпендикулярно продольной оси.
Вспомогательный внутренний диаметр, заданный вспомогательными канавками, может быть больше, чем основной внутренний диаметр, заданный основными канавками.
Периферическая поверхность одного из торцевых режущих зубьев во время вращения вокруг продольной оси соосна с периферической поверхностью всех остальных торцевых режущих зубьев.
КРАТКОЕ ОПИСАНИЕ ФИГУР ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и демонстрации способа его осуществления на практике далее представлено подробное описание со ссылками на сопроводительные чертежи, на которых:
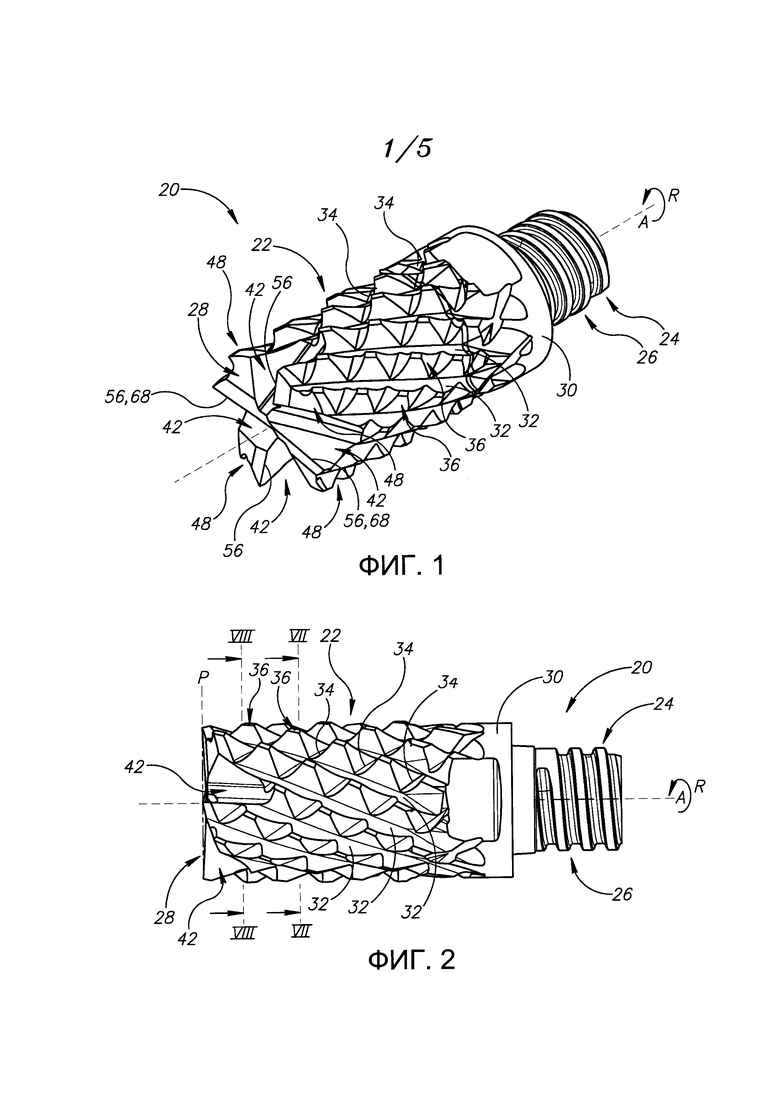
Фиг. 1 изображает аксонометрический вид вращательного режущего инструмента;
Фиг. 2 изображает вид сбоку вращательного режущего инструмента, показанного на фиг. 1;
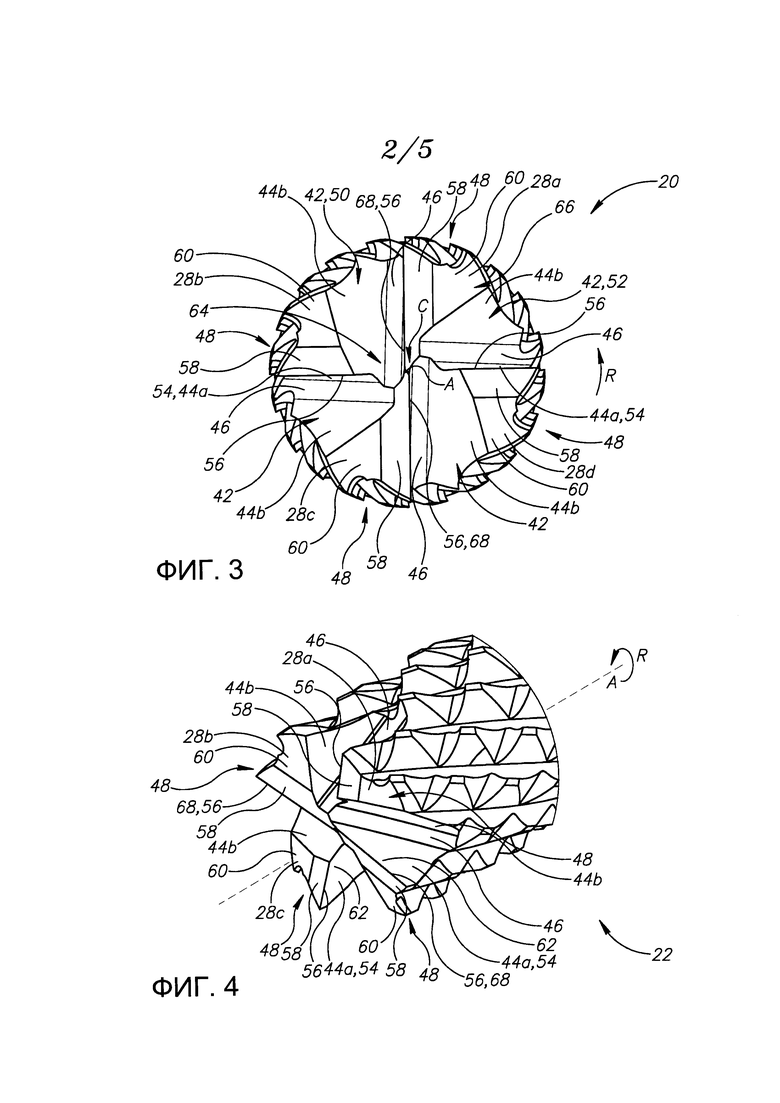
Фиг. 3 изображает вид с торца вращательного режущего инструмента, показанного на фиг. 1;
Фиг. 4 изображает подробный вид режущей части вращательного режущего инструмента, показанного на фиг. 1;
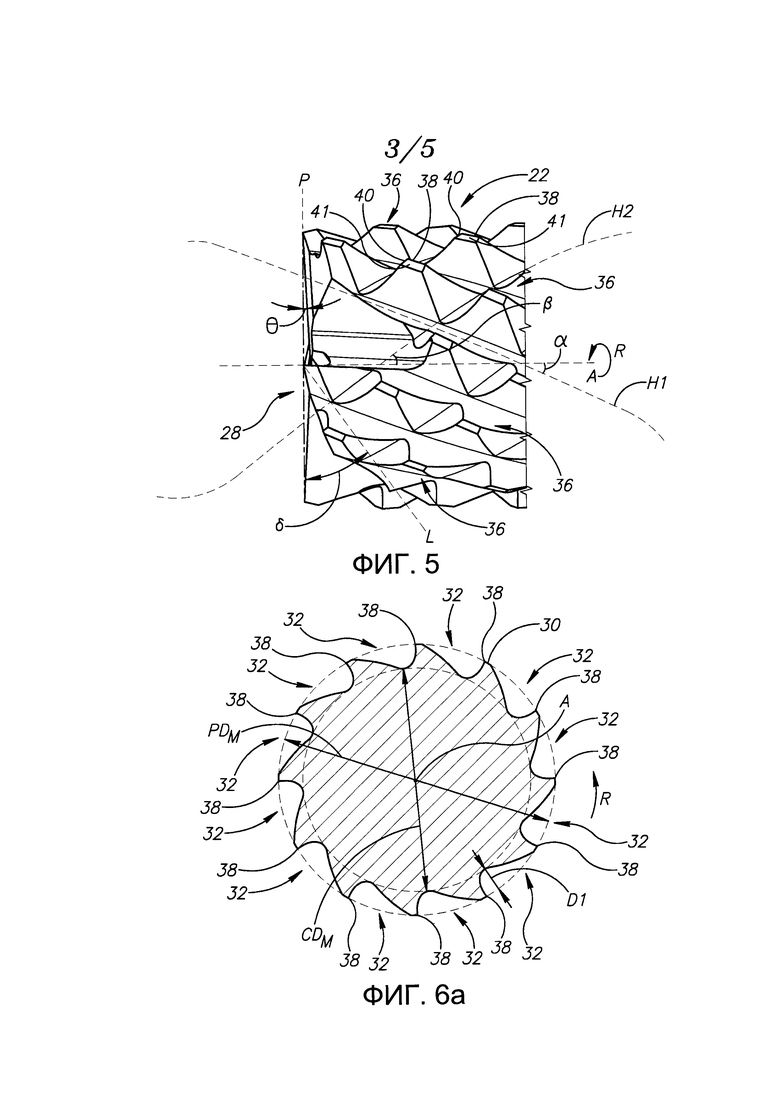
Фиг. 5 изображает подробный вид режущей части вращательного режущего инструмента, показанного на фиг. 2;
Фиг. 6а изображает вид в поперечном сечении режущей части вращательного режущего инструмента, выполненном перпендикулярно продольной оси, на котором показаны только основные канавки;
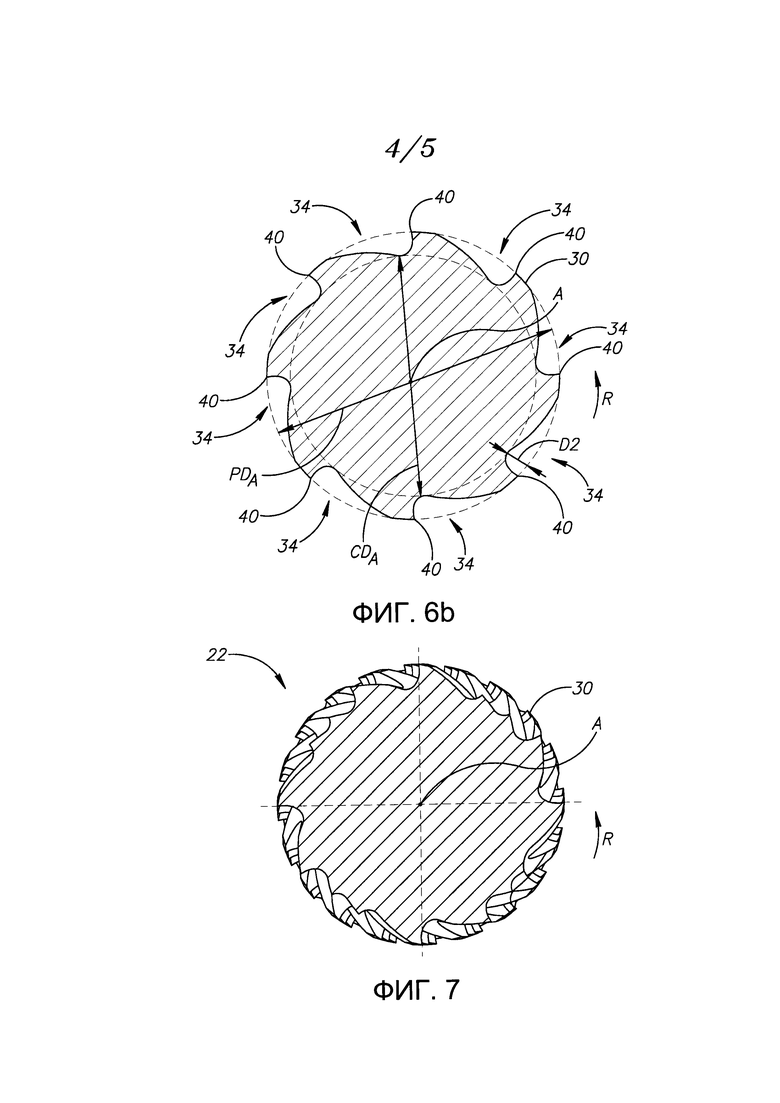
Фиг. 6b изображает вид поперечном сечении режущей части вращательного режущего инструмента, выполненном перпендикулярно продольной оси, на котором показаны только вспомогательные канавки;
Фиг. 7 изображает вид в поперечном сечении режущей части, выполненном вдоль линии VII-VII на фиг. 2; и
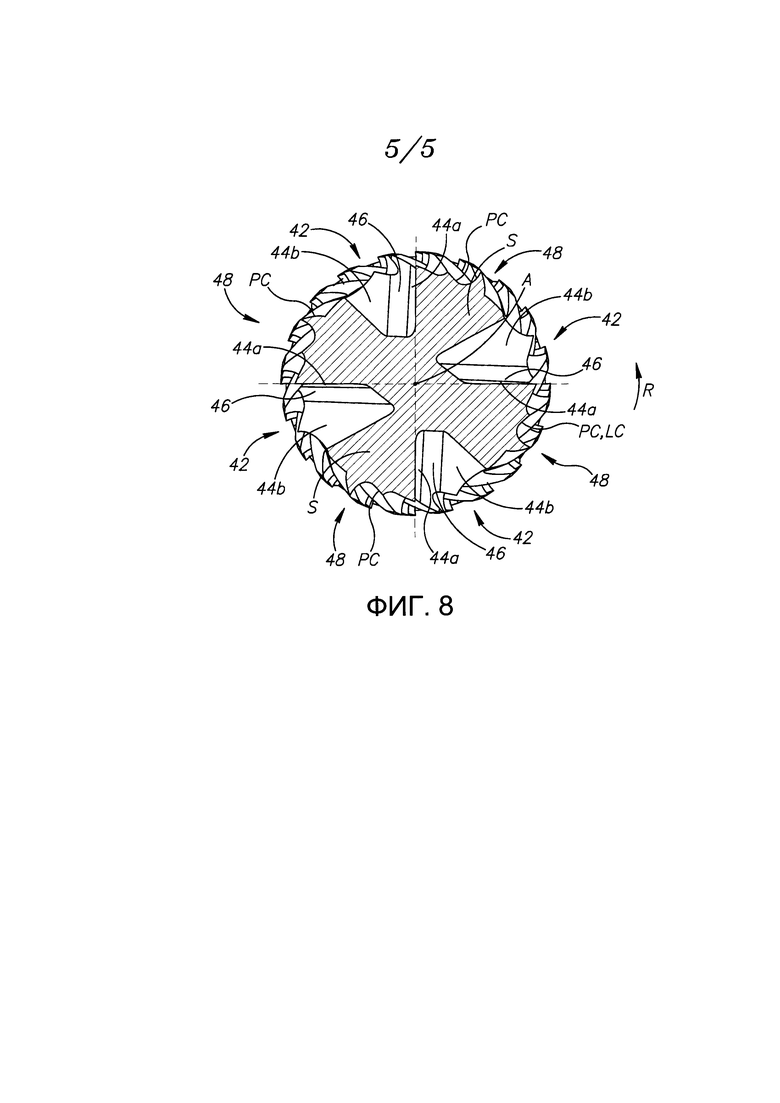
Фиг. 8 изображает вид в поперечном сечении режущей части, выполненном вдоль линии VIII-VIII на фиг. 2.
Следует отметить, что для простоты и ясности изображения элементы, показанные на чертежах, необязательно изображены с соблюдением масштаба. Например, размеры некоторых элементов могут быть преувеличены относительно других элементов для ясности, или несколько физических компонентов могут быть включены в один функциональный блок или элемент. При необходимости ссылочные позиции могут повторяться на разных чертежах для обозначения соответствующих или аналогичных элементов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В нижеследующем описании представлены различные аспекты настоящего изобретения. В целях объяснения в настоящей заявке достаточно подробно описаны конкретные конфигурации и детали для обеспечения полного понимания настоящего изобретения. Однако, специалистам в данной области техники понятно, что настоящее изобретение может быть осуществлено без конкретной конфигурации и деталей, представленных в настоящей заявке.
На фиг. 1 и 2 изображен вращательный режущий инструмент 20. Вращательный режущий инструмент 20 может представлять собой торцевую фрезу или фасонную фрезу. Вращательный режущий инструмент 20 может быть использован для операций резания с линейно снижающейся характеристикой и винтовой интерполяцией. Вращательный режущий инструмент 20 может быть использован для резания композитного многослойного материала, такого как стеклопластик. В соответствии с некоторыми вариантами осуществления настоящего изобретения вращательный режущий инструмент 20 может быть выполнен из цементированного карбида. Вращательный режущий инструмент 20 может содержать единую цельную одночастную конструкцию. Режущая часть 22 может иметь полуоборотную вращательную симметрию относительно продольной оси А.
Вращательный режущий инструмент 20 имеет продольную ось А, вокруг которой он может вращаться в направлении вращения R. Вращательный режущий инструмент 20 содержит режущую часть 22 и установочную часть 24, выступающую из режущей части 22, для присоединения вращательного режущего инструмента 20 с возможностью разъединения к дополнительной инструментальной оправке. Как показано на фиг. 1 и 2, в данном неограничительном примере установочная часть 24 может включать резьбовой участок 26 для вхождения в резьбовое зацепление с соответствующим резьбовым участком на инструментальной оправке.
Как показано на фиг. 3-5, режущая часть 22 содержит торцевую поверхность 28, пересекаемую продольной осью А. Резьбовая часть 22 содержит периферическую поверхность 30, проходящую от торцевой поверхности 28 к установочной части 24. В соответствии с некоторыми вариантами осуществления настоящего изобретения режущая часть 22 может иметь по существу цилиндрическую форму. Как показано, в частности, на фиг. 3, торцевая поверхность 28 может быть образована множеством, например, четырьмя торцевыми подповерхностями 28а, 28b, 28с, 28d.
Периферическая поверхность 30 содержит множество основных канавок 32 и множество вспомогательных канавок 34, соответственно выполненных на периферической поверхности 30. Соответствующие множества основных и вспомогательных канавок 32, 34 проходят спирально в противоположные стороны вокруг продольной оси А. В соответствии с некоторыми вариантами осуществления настоящего изобретения все основные канавки 32 могут быть спирально выровнены относительно продольной оси А со спиральной линией H1 основной канавки, имеющей угол а спирали основной канавки. Все вспомогательные канавки 34 могут быть спирально выровнены относительно продольной оси А со спиральной линией Н2 вспомогательной канавки, имеющей угол β спирали вспомогательной канавки. Абсолютная величина угла а спирали основной канавки может быть меньше абсолютной величины угла β спирали вспомогательной канавки.
На фиг. 6а изображен вид в поперечном сечении режущей части 22 вращательного режущего инструмента 20, на котором показаны только основные канавки 32, которые равномерно распределены. Основные канавки 32 задают основной внутренний диаметр CDM и основной наружный диаметр PDM, связанный с наружным диаметром основных периферических режущих кромок 38. В соответствии с некоторыми вариантами осуществления настоящего изобретения все основные канавки 32 могут иметь одинаковую глубину D1, определенную как расстояние, измеренное в радиальном направлении между двумя концентрическими кругами, связанными с основным внутренним диаметром CDM и наружным диаметром основных периферических режущих кромок 38 соответственно.
На фиг. 6b изображен вид в поперечном сечении режущей части 22 вращательного режущего инструмента 20, на котором показаны только вспомогательные канавки 34, которые равномерно распределены. Вспомогательные канавки 34 задают вспомогательный внутренний диаметр CDA и вспомогательный наружный диаметр PDA, связанный с наружным диаметром вспомогательных периферических режущих кромок 40. В соответствии с некоторыми вариантами осуществления настоящего изобретения все вспомогательные канавки 34 могут иметь одинаковую глубину D2, определенную как расстояние, измеренное в радиальном направлении между двумя концентрическими кругами, связанными с вспомогательным внутренним диаметром CDA и наружным диаметром вспомогательных периферических режущих кромок 40 соответственно. Вспомогательный внутренний диаметр CDA может быть больше основного внутреннего диаметра CDM. Основной наружный диаметр PDM может быть равен вспомогательному наружному диаметру PDA. Глубина D1 основной канавки может быть больше глубины D2 вспомогательной канавки.
Как показано на фиг. 2, смежные пары основных и вспомогательных канавок 32, 34 пересекаются на периферической поверхности 30 с образованием отдельных периферических режущих зубьев 36. Каждый периферический режущий зуб 36 содержит основную периферическую режущую кромку 38, образованную на пересечении периферической поверхности 30 и ведущей при вращении основной канавки 32 смежной пары основных канавок 32. Каждый периферический режущий зуб 36 содержит вспомогательную периферическую режущую кромку 40, образованную на пересечении периферической поверхности 30 и ведущей при вращении вспомогательной канавки 34 смежной пары вспомогательных канавок 34. На каждом периферическом режущем зубе 36 между основной периферической режущей кромкой 38 и вспомогательной периферической режущей кромкой 40 может проходить периферическая отводящая поверхность 41. Известно, что периферические режущие зубья 36, выполненные в соответствии с настоящим изобретением, способствуют снижению расслоения при выполнении операций резания в отношении композитного многослойного материала, такого как, например, стеклопластик.
Как показано на фиг. 3-5, режущая часть 22 содержит множество торцевых впадин 42. Впадины, называемые в данном описании торцевыми впадинами, известны в области вращательных режущих инструментов. Указанные впадины представляют собой выемки, образующие пространство для отвода стружки из области резания, расположенной на торцевой поверхности 28, во время операций резания в осевом направлении. Каждая торцевая впадина 42 прерывает пересечение периферической поверхности 30 с торцевой поверхностью 28 в основной канавке 32, с которой связана соответствующая торцевая впадина 42. Другими словами, каждая торцевая впадина 42 проходит через пересечение периферической поверхности 30 и торцевой поверхности 28 и выходит на периферическую поверхность 30 и торцевую поверхность 28 в соответствующей одной из множества основных канавок 32.
Торцевые впадины 42 равномерно распределены по окружности относительно основных канавок 32. Иначе говоря, каждая М-ая основная канавка 32 имеет соответствующую торцевую впадину 42, где М равно числу основных канавок 32, разделенному на число торцевых впадин 42. Например, в неограничительном примере, в котором есть двенадцать основных канавок 32 и четыре торцевых впадины 42, торцевые впадины 42 образованы в первой, четвертой, седьмой и десятой основных канавках 32 соответственно. Некоторые из основных канавок 32 не имеют связанных с ними торцевых впадин 42.
Каждая торцевая впадина 42 содержит первую боковую поверхность 44а впадины. Первая боковая поверхность 44а впадины по существу обращена в направлении вращения. Следует отметить, что первая боковая поверхность 44а впадины пересекает соответствующую основную канавку 32. Каждая торцевая впадина 42 содержит вторую боковую поверхность 44b впадины. Вторая боковая поверхность 44b впадины по существу обращена в противоположную сторону от первой боковой поверхности 44а впадины. В соответствии с некоторыми вариантами осуществления настоящего изобретения каждая торцевая впадина 42 может содержать центральную поверхность 46 впадины, проходящую между первой и второй боковыми поверхностями 44а, 44b впадины.
Каждая торцевая впадина 42 может проходить по окружности вдоль пересечения торцевой поверхности 28 и периферической поверхности 30 в направлении вращения R и прерывать ровно две смежные основные канавки 32 вдоль указанного пересечения. Следует отметить, что если торцевая впадина 42 прерывает более одной основной канавки 32 вдоль пересечения торцевой поверхности 28 и периферической поверхности 30, соответствующая основная канавка 32 торцевой впадины 42 является ведомой при вращении основной канавкой 32. Каждая торцевая впадина 42 может проходить в направлении установочной части 24 и прерывать по меньшей мере две вспомогательные канавки 34 на периферической поверхности 30. Оптимально, каждая торцевая впадина 42 может прерывать ровно две вспомогательные канавки 34 на периферической поверхности 30. Каждая из торцевых впадин 42 имеет угол δ между сторонами торцевой впадины, заданный между воображаемой линией L, лежащей на центральной поверхности 46 каждой торцевой впадины 42, и продольной осью А. В конкретном применении оптимальные рабочие характеристики достигаются, когда каждый угол δ между сторонами торцевой впадины находится в диапазоне 30°<δ<50°. Конфигурирование торцевых впадин 42 в соответствии с вышеприведенным описанием может предпочтительно обеспечивать улучшенный отвод стружки, производимой во время обработки заготовки резанием.
Как лучше всего видно на фиг. 4, в соответствии с некоторыми вариантами осуществления настоящего изобретения, каждая из основных канавок 32 может выходить на торцевую поверхность 28 или одну из торцевых впадин 42. Аналогичным образом, каждая из вспомогательных канавок 34 может выходить на торцевую поверхность 28 или одну из торцевых впадин 42.
Режущая часть 22 содержит множество торцевых режущих зубьев 48, выполненных на торцевой поверхности 28. Каждый торцевой режущий зуб 48 задан между смежными по окружности торцевыми впадинами 42. Смежные по окружности торцевые впадины 42 состоят из ведущей при вращении торцевой впадины 50 и ведомой при вращении торцевой впадины 52. Каждый торцевой режущий зуб 48 задан в осевом направлении на дальнем от установочной части 24 конце торцевой поверхностью 28. Кроме того, каждый торцевой режущий зуб 48 задан в радиальном направлении смежными по окружности торцевыми впадинами 42. Точнее говоря, каждый торцевой режущий зуб 48 может быть задан в радиальном направлении первой боковой поверхностью 44а ведущей при вращении торцевой впадины 50 и второй боковой поверхностью 44b ведомой при вращении торцевой впадины 52. Каждый торцевой режущий зуб 48 задан по окружности периферической поверхностью 30, расположенной между смежными по окружности торцевыми впадинами 42.
Каждый торцевой режущий зуб 48 содержит главную торцевую поверхность 54 зуба, по существу обращенную в направлении вращения R и образованную ведущей при вращении впадиной 50, являющейся одной из смежных по окружности торцевых впадин 42. Точнее говоря, главная торцевая поверхность 54 зуба образована первой боковой поверхностью 44а ведущей при вращении впадины 50, являющейся одной из смежных по окружности торцевых впадин 42. Главная торцевая поверхность 54 зуба может быть наклонена относительно продольной оси А. Это известно и не является частью изобретения.
Каждый торцевой режущий зуб 48 содержит торцевую режущую кромку 56, образованную на пересечении торцевой поверхности 28 и главной торцевой поверхности 54 зуба. Каждая торцевая режущая кромка 56 содержит скошенную поверхность 62, расположенную на главной торцевой поверхности 54 зуба, которая отходит от торцевой режущей кромки 56. Каждая торцевая режущая кромка 56 содержит первичную отводящую поверхность 58, расположенную на торцевой поверхности 28, которая отходит от торцевой режущей кромки 56. В соответствии с некоторыми вариантами осуществления настоящего изобретения на торцевой поверхности 28 может быть расположена торцевая вторичная отводящая поверхность 60, отходящая от торцевой первичной отводящей поверхности 58 в направлении от торцевой режущей кромки 56. Каждая из торцевых первичных отводящих поверхностей 58 и при необходимости каждая из торцевых вторичных отводящих поверхностей 60 могут быть расположены на торцевых подповерхностях 28а, 28b, 28с, 28d соответственно.
Каждая торцевая режущая кромка 56 проходит в радиальном направлении от наружного участка 66 режущей части 22 к внутреннему участку 64 режущей части 22, как видно на виде с торца вращательного режущего инструмента 20, выполненном вдоль продольной оси А (т.е. Фиг. 3). Иными словами, каждая торцевая режущая кромка 56 проходит в по существу радиальном направлении. Следует отметить, что каждая торцевая режущая кромка 56 может необязательно проходить через продольную ось А.
Каждая торцевая режущая кромка 56 может задавать угол θ конуса, измеренный относительно плоскости Р конуса, ориентированной перпендикулярно продольной оси А. Другими словами, каждая торцевая режущая кромка 56 наклонена таким образом, что расстояние до установочной части 24 уменьшается по мере прохождения кромки в радиальном направлении к внутреннему участку 64 режущей части 22, как видно на виде сбоку режущей части 22 (т.е. Фиг. 5).
Как показано на фиг. 7, в соответствии с некоторыми вариантами осуществления настоящего изобретения на каждом виде в поперечном сечении режущей части 22, выполненном перпендикулярно продольной оси А, но не через торцевые впадины 42, режущая часть 22 может демонстрировать N-кратную вращательную симметрию относительно продольной оси А, где N - наибольший общий делитель числа основных канавок 32 и числа вспомогательных канавок 34.
Как показано на фиг. 8, на каждом виде в поперечном сечении режущей части 22, выполненном перпендикулярно продольной оси А через торцевые впадины 42, периферический контур PC периферической поверхности 30 одного торцевого режущего зуба 48 задает воображаемую контурную линию LC. Следует отметить, что периферический контур PC задан контуром периферической поверхности 30 с канавками, расположенной между смежными торцевыми впадинами 42. Воображаемая контурная линия LC при вращении вокруг продольной оси А выровнена с периферическим контуром PC периферических поверхностей 30 всех остальных торцевых режущих зубьев 48. Периферическая поверхность 30 одного из торцевых режущих зубьев 48 при вращении вокруг продольной оси А выровнена с периферической поверхностью 30 всех остальных торцевых режущих зубьев 48.
Для обеспечения выполнения операций резания в частично осевом направлении по меньшей мере одна из торцевых режущих кромок 56 образует удлиненную торцевую режущую кромку 68, проходящую радиально к центральному участку С режущей части 22 на виде с торца вращательного режущего инструмента 20, выполненном вдоль продольной оси А (т.е. Фиг. 3). В случае нечетного числа торцевых режущих зубьев 48 одна торцевая режущая кромка 56 образует удлиненную режущую кромку 68. В случае четного числа торцевых режущих зубьев 48 две торцевые режущие кромки 56 образуют удлиненную режущую кромку 68. Таким образом, в соответствии с некоторыми вариантами осуществления настоящего изобретения, как показано на фиг. 8, на каждом виде в поперечном сечении режущей части 22, выполненном перпендикулярно продольной оси А через торцевые впадины 42, режущая часть 22 может содержать X равных секторов S зуба, где X - число торцевых режущих зубьев 48 минус число удлиненных режущих кромок 68. Иными словами, режущая часть 22 может иметь X идентичных торцевых впадин 42.
Число основных канавок 32 отличается от числа вспомогательных канавок 34. Число основных канавок 32 и число вспомогательных канавок 34 кратно числу торцевых режущих зубьев 48 и превышает его. В соответствии с некоторыми вариантами осуществления настоящего изобретения число торцевых режущих зубьев 48 может быть больше или равно 2 и меньше или равно 8. Число основных и вспомогательных канавок 32, 34, соответственно, может быть больше или равно 4 и меньше или равно 24. Число основных канавок 32 может быть больше, чем число вспомогательных канавок 34. Число основных канавок 32 может быть ровно в три раза больше числа торцевых режущих зубьев 48. Число вспомогательных канавок 34 может быть ровно в два раза больше числа торцевых режущих зубьев 48. В конкретном применении оптимальные рабочие характеристики достигаются, когда число торцевых режущих зубьев 48 равно 4, число основных канавок 32 равно 12, и число вспомогательных канавок 34 равно 8.
В соответствии с некоторыми вариантами осуществления настоящего изобретения вращательный режущий инструмент 20 может быть правосторонним вращательным режущим инструментом, основные канавки 32 могут быть правосторонними спиральными канавками, а вспомогательные канавки 34 могут быть левосторонними спиральными канавками. В альтернативном варианте осуществления изобретения вращательный режущий инструмент 20 может быть левосторонним вращательным режущим инструментом, основные канавки 32 могут быть левосторонними спиральными канавками, а вспомогательные канавки 34 могут быть правосторонними спиральными канавками.
Следует отметить, что отличительной характеристикой настоящего изобретения является то, что когда вращательный режущий инструмент 20 вращается вокруг продольной оси А, достигается стабильное вращение. Благодаря тому, что воображаемая контурная линия LC выровнена при вращении вокруг продольной оси А с периферическим контуром PC периферических поверхностей 30 всех остальных торцевых режущих зубьев 48, периферические режущие зубья 36, расположенные на торцевых режущих зубьях 48 на одинаковом осевом расстоянии от торцевой поверхности 28, изнашиваются по существу в одинаковой степени во время операций ротационной резки, что предпочтительно увеличивает срок службы вращательного режущего инструмента 20.
Несмотря на то что настоящее изобретение описано с определенной степенью конкретности, следует понимать, что различные изменения и модификация могут быть выполнены в пределах сущности и объема изобретения в соответствии с нижеследующей формулой изобретения.
Изобретение относится к обработке композиционных материалов вращательным инструментом и может быть использовано, в частности, при обработке стеклопластика. Режущая часть инструмента содержит торцевую поверхность и выступающую из нее периферическую поверхность, которая содержит соответствующие множества основных и вспомогательных канавок, проходящих спирально в противоположные стороны вокруг продольной оси. Режущая часть содержит множество равномерно распределенных по окружности торцевых впадин и множество торцевых режущих зубьев. Число основных канавок отличается от числа вспомогательных канавок, каждое из которых кратно числу торцевых режущих зубьев и превышает его. На каждом виде в поперечном сечении режущей части воображаемая контурная линия, заданная периферическим контуром периферической поверхности одного из торцевых режущих зубьев, при вращении вокруг продольной оси выровнена с периферическим контуром периферических поверхностей всех остальных торцевых режущих зубьев. Снижается расслоение композитного многослойного материала, повышается стойкость инструмента. 19 з.п. ф-лы, 8 ил.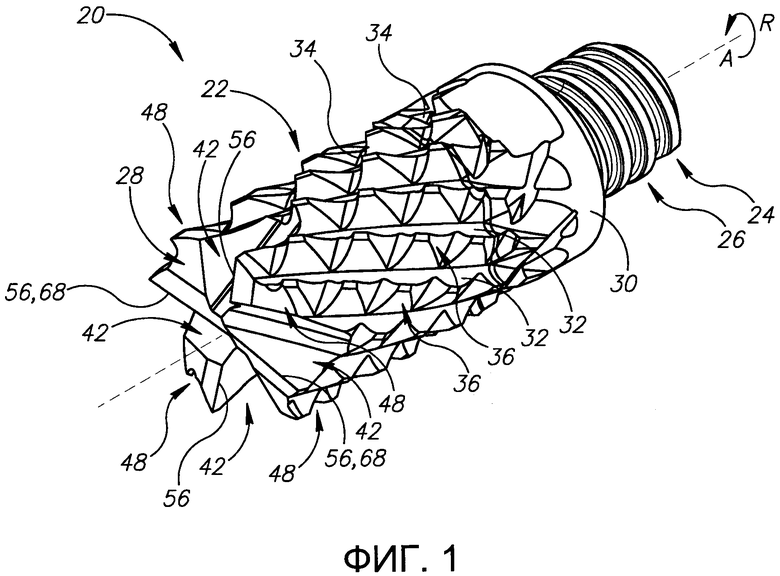
1. Вращательный режущий инструмент (20), имеющий продольную ось (А), выполненный с возможностью вращения вокруг нее в направлении вращения (R) и содержащий
режущую часть (22) и выступающую из нее установочную часть (24), при этом режущая часть (22) включает
торцевую поверхность (28), пересекаемую продольной осью (А), и периферическую поверхность (30), проходящую от торцевой поверхности (28) к установочной части (24), причем на периферической поверхности (30) выполнены соответствующие множества основных и вспомогательных канавок (32, 34), проходящих спирально в противоположные стороны вокруг продольной оси (А),
множество торцевых режущих зубьев (48), выполненных на торцевой поверхности (28), каждый из которых содержит главную торцевую поверхность (54) зуба, обращенную в направлении вращения, и торцевую режущую кромку (56), образованную на пересечении торцевой поверхности (28) и главной торцевой поверхности (54) зуба, причем каждый торцевой режущий зуб (48) образован между смежными по окружности торцевыми впадинами (42), каждая из которых прерывает пересечение периферической поверхности (30) с торцевой поверхностью (28) в соответствующей одной из указанного множества основных канавок (32),
при этом число основных канавок (32) отличается от числа вспомогательных канавок (34), каждое из которых кратно числу торцевых режущих зубьев (48) и превышает его,
торцевые впадины (42) равномерно распределены по окружности относительно основных канавок (32), и
на каждом виде в поперечном сечении режущей части (22), выполненном перпендикулярно продольной оси (А) через торцевые впадины (42), воображаемая контурная линия (LC), заданная периферическим контуром (PC) периферической поверхности (30) одного из торцевых режущих зубьев (48), при вращении вокруг продольной оси (А) выровнена с периферическим контуром (PC) периферических поверхностей (30) всех остальных торцевых режущих зубьев (48).
2. Вращательный режущий инструмент (20) по п. 1, в котором основные канавки (32) и вспомогательные канавки (34) равномерно распределены.
3. Вращательный режущий инструмент (20) по п. 1, в котором каждая торцевая впадина (42) проходит по окружности вдоль пересечения торцевой поверхности (28) и периферической поверхности (30) в направлении вращения (R) и прерывает две смежные основные канавки (32) вдоль указанного пересечения.
4. Вращательный режущий инструмент (20) по п. 1, в котором каждая торцевая впадина (42) проходит в направлении установочной части (24) и прерывает по меньшей мере две вспомогательные канавки (34) на периферической поверхности (30).
5. Вращательный режущий инструмент (20) по п. 1, в котором каждый торцевой режущий зуб (48) задан в осевом направлении на дальнем от установочной части (24) конце торцевой поверхностью (28), а в радиальном направлении - смежными по окружности торцевыми впадинами (42).
6. Вращательный режущий инструмент (20) по п. 1, в котором смежные пары основных и вспомогательных канавок (32, 34) пересекаются на периферической поверхности (30) с образованием отдельных периферических режущих зубьев (36).
7. Вращательный режущий инструмент (20) по п. 6, в котором каждый периферический режущий зуб (36) содержит
основную периферическую режущую кромку (38), образованную на пересечении периферической поверхности (30) и ведущей при вращении основной канавки (32) смежной пары основных канавок (32), и
вспомогательную периферическую режущую кромку (40), образованную на пересечении периферической поверхности (30) и ведущей при вращении вспомогательной канавки (34) из смежной пары вспомогательных канавок (34).
8. Вращательный режущий инструмент (20) по п. 1, в котором на каждом виде в поперечном сечении режущей части (22), выполненном перпендикулярно продольной оси (А), но не через торцевые впадины (42), режущая часть (22) демонстрирует N-кратную вращательную симметрию относительно продольной оси (А), где N - наибольший общий делитель числа основных канавок (32) и числа вспомогательных канавок (34).
9. Вращательный режущий инструмент (20) по п. 1, в котором
по меньшей мере одна из торцевых режущих кромок (56) образует удлиненную торцевую режущую кромку (68), проходящую радиально к центральному участку (С) режущей части (22) на виде с торца вращательного режущего инструмента (20), выполненном вдоль продольной оси (А), а
на каждом виде в поперечном сечении режущей части (22), выполненном перпендикулярно продольной оси (А) через торцевые впадины (42), режущая часть содержит X равных секторов (S) зуба, где X - число торцевых режущих зубьев (48) минус число удлиненных торцевых режущих кромок (68).
10. Вращательный режущий инструмент (20) по п. 1, в котором число основных и вспомогательных канавок (32, 34) соответственно больше или равно 4 и меньше или равно 24.
11. Вращательный режущий инструмент (20) по п. 1, в котором число торцевых режущих зубьев (48) больше или равно 2 и меньше или равно 8.
12. Вращательный режущий инструмент (20) по п. 1, в котором число основных канавок (32) больше, чем число вспомогательных канавок (34).
13. Вращательный режущий инструмент (20) по п. 1, в котором
число основных канавок (32) ровно в три раза больше числа торцевых режущих зубьев (48), а
число вспомогательных канавок (34) в два раза больше числа торцевых режущих зубьев (48).
14. Вращательный режущий инструмент (20) по п. 13, в котором
число торцевых режущих зубьев (48) равно 4,
число основных канавок (32) равно 12, а
число вспомогательных канавок (34) равно 8.
15. Вращательный режущий инструмент (20) по п. 14, являющийся
правосторонним вращательным режущим инструментом, в котором основные канавки (32) являются правосторонними спиральными канавками, а вспомогательные канавки (34) являются левосторонними спиральными канавками, или
левосторонним вращательным режущим инструментом, в котором основные канавки (32) являются левосторонними спиральными канавками, а вспомогательные канавки (34) являются правосторонними спиральными канавками.
16. Вращательный режущий инструмент (20) по п. 1, в котором
все основные канавки (32) спирально выровнены относительно продольной оси (А) со спиральной линией (H1) основной канавки, имеющей угол α спирали основной канавки,
все вспомогательные канавки (34) спирально выровнены относительно продольной оси (А) со спиральной линией (Н2) вспомогательной канавки, имеющей угол β спирали вспомогательной канавки, и
абсолютная величина угла α спирали основной канавки меньше абсолютной величины угла β спирали вспомогательной канавки.
17. Вращательный режущий инструмент (20) по п. 1, в котором на каждом виде в поперечном сечении режущей части (22), выполненном перпендикулярно продольной оси (А), все основные канавки (32) имеют равную глубину (D1), измеренную в радиальном направлении.
18. Вращательный режущий инструмент (20) по п. 1, в котором каждая из основных канавок (32) и каждая из вспомогательных канавок (34) выходит на торцевую поверхность (28) или одну из торцевых впадин (42).
19. Вращательный режущий инструмент (20) по п. 1, в котором каждая из торцевых впадин (42) имеет угол δ между сторонами торцевой впадины, который находится в диапазоне 30°<δ<50°.
20. Вращательный режущий инструмент (20) по п. 1, в котором вспомогательный внутренний диаметр (CDA), заданный вспомогательными канавками (34), больше, чем основной внутренний диаметр (CDM), заданный основными канавками (32).
| US 2014161546, 12.06.2014 | |||
| Инструмент для обработки отверстий | 1983 |
|
SU1158299A1 |
| МНОГОРЕЗЦОВАЯ ГОЛОВКА ДЛЯ КОЛЬЦЕВОГО СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 0 |
|
SU189283A1 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2403130C2 |

