Jf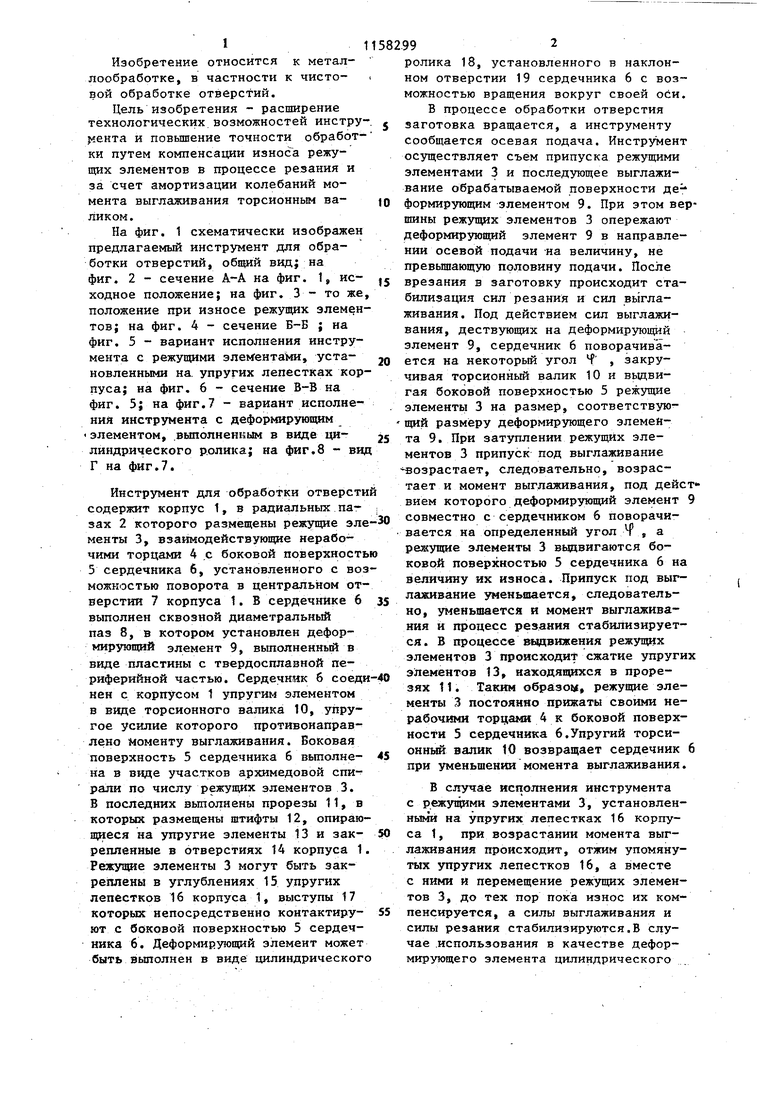
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки отверстий | 1987 |
|
SU1468680A2 |
| ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2312752C1 |
| СПОСОБ ИГЛОФРЕЗЕРНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2006 |
|
RU2312753C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| ИГЛОПЛОСКОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2005 |
|
RU2303518C1 |
| СПОСОБ ПЛОСКОГО ИГЛОШЛИФОВАНИЯ | 2005 |
|
RU2303509C1 |
| Хонинговальная головка | 1985 |
|
SU1235703A1 |
| Способ комбинированной чистовой обработки поверхностей деталей и инструмент для его осуществления | 1985 |
|
SU1310179A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366545C1 |
| СБОРНАЯ СЕКЦИОННАЯ ПРОТЯЖКА ДЛЯ ОБТОЧКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2380201C2 |
ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, содержащий корпус с режущими элементами, размещенными в нем с возможностью радиального перемещения посредством установленного внутри корпуса с возможностью поворота сердечника, отличающийся тем, что, с целью расширения технологических возможностей инструмента и повышения точности обработки, путем компенсахрш износа режущих элементов в процессе резания, инструмент снабжен двухсторонним деформируюпц1м элементом, закрепленным в вьтолнен{ ом в сердечнике диаметральном пазу, и торсионным валиком, соединяющим сердечник с корпусом, причем боковая поверхность сердечника выполнена в виде участков архимедовой спирали по числу режущих элементов.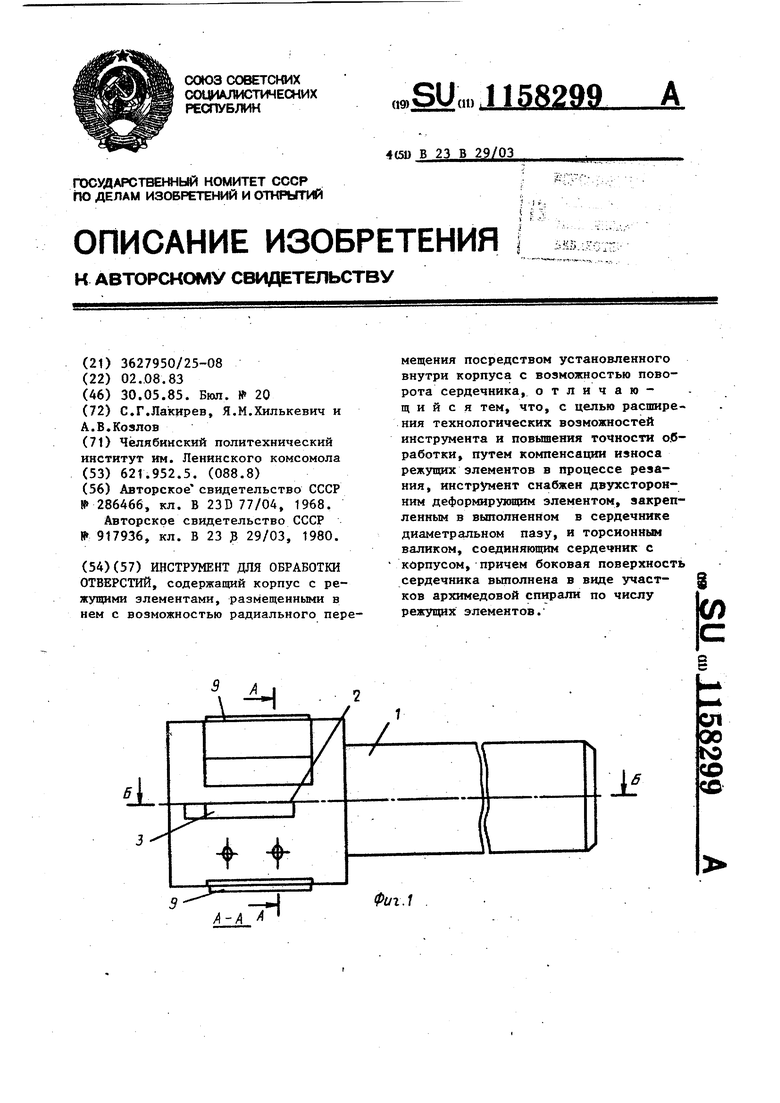
А-А А
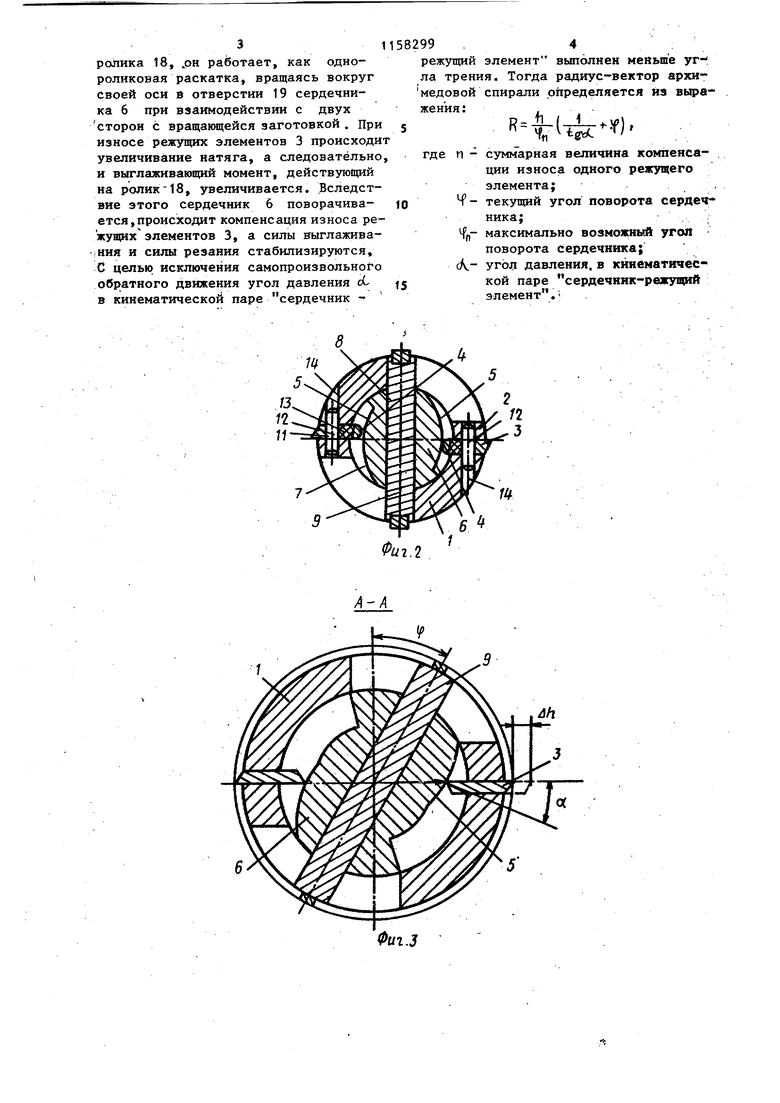
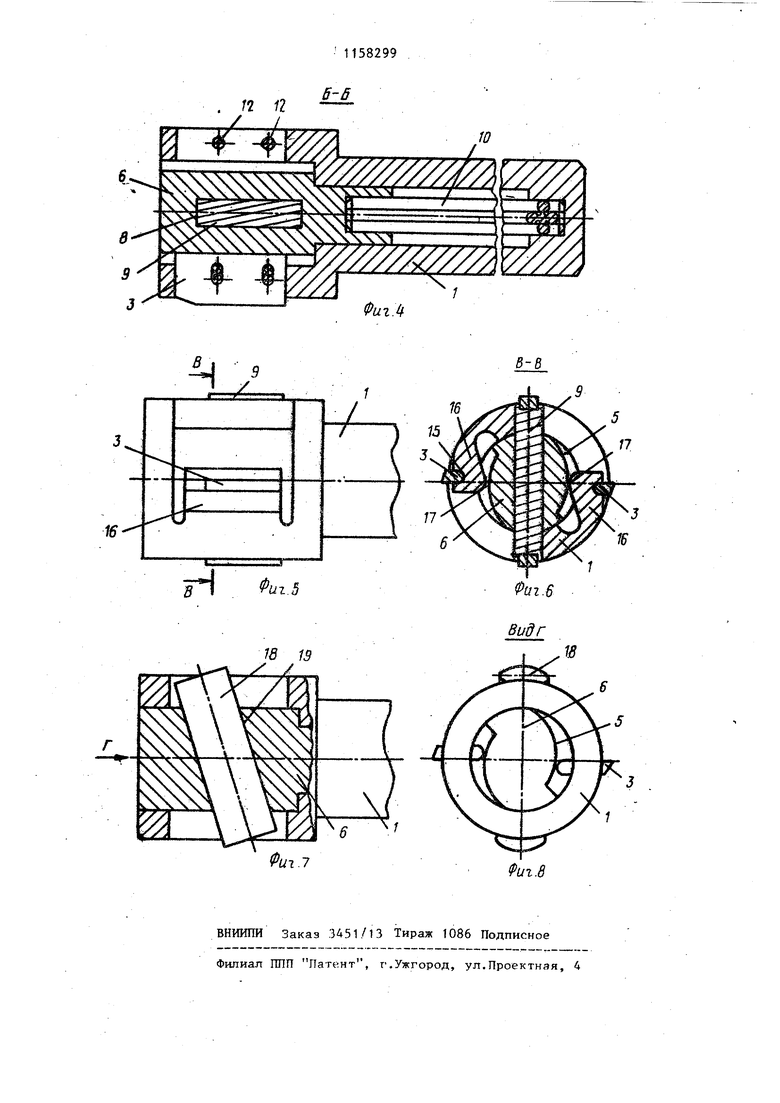
Фиг. 1 Изобретение относится к металлообработке, в частности к чистовой обработке отверстий. Цель изобретения - расширение технологических.возможностей инстру и повьшение точности обработки путем компенсации износа режущих элементов в процессе резания и за счет амортизации колебаний момента выглаживания торсионным валиком. На фиг. 1 схематически изображен предлагаемый инструмент для обработки отверстий, общий вид; на фиг. 2 - сечение А-А на фиг. 1, исходное положение; на фиг. 3 - то же положение при износе режущих элемен тов; на фиг. 4 - сечение Б-Б ; на фиг. 5 - вариант исполнения инструмента с режущими элементами, установленными на. упругих лепестках кор пуса; на фиг. 6 - сечение В-В на фиг. 5j на фиг.7 - вариант исполнения инструмента с деформирующим элементом, .выполненным в виде цилиндрического р.олика; на фиг.8 - ви Г на фиг.7. Инструмент для обработки отверст содержит корпус 1, в радиальных пазах 2 которого размещены режущие эл менты 3, взаимодействующие нерабочими торцами 4 .с боковой поверхност 5 сердечника 6, установленного с во можностью поворота в центральном от верстия 7 корпуса 1. В сердечнике 6 выполнен сквозной диаметральный паз 8, в котором установлен деформирующий элемент 9, вьтолненный в виде пластины с твердосплавной периферийной частью. Сердечник б соед нен с корпусом 1 упругим элементом в виде торсионного валика 10, упругое усилие которого противонаправлено Моменту выглаживания. Боковая поверхность 5 сердечника б вьтолнена в виде участков архимедовой спирали по числу режущих элементов 3. В последних вьтолнены прорезы 11, в которых размещены штифты 12, опираю щиеся на упругие элементы 13 и закрепленные в отверстиях 14 корпуса 1 Режущие элементы 3 могут быть закрейлены в углублениях 15 упругих лепестков 16 корпуса 1, выступы 17 которых непосредственно контактируют с боковой поверхностью 5 сердечника 6. Деформирующий элемент может быть вьшолнен в виде цилиндрическог 992 ролика 18, установленного в наклонном отверстии 19 сердечника 6 с возможностью вращения вокруг своей оси. В процессе обработки отверстия заготовка вращается, а инструменту сообщается осевая подача. Инстрз ент осуществляет съем припуска режущими элементами 3 и последующее выглаживание обрабатываемой поверхности де- формирующим элементом 9. При этом вершины режущих элементов 3 опережают деформирующий элемент 9 в направлении осевой подачи на величину, не превышающую половину подачи. После врезания в заготовку происходит стабилизация сил резания и сил выглаживания. Под действием сил выглаживания, дествующих на деформирующий элемент 9, сердечник 6 поворачива ется на некоторый угол Т , закручивая торсионный валик 10 и выдвигая боковой поверхностью 5 режущие элементы 3 на размер, соответствующий размеру деформирзпощего элемента 9. При затуплении режущих элементов 3 припуск под выглаживание озрастает, следовательно, возрастает и момент выглаживания, под дейст вием которого деформирующий элемент 9 совместно с сердечником 6 поворачивается на определенный угол Ц , а режущие элементы 3 выдвигаются боковой поверхностью 5 сердечника б на величину их износа. Припуск под выглаживание 5п«еныаается, следовательно, уменьшается и момент выглаживания и процесс резания стабилизируется. В процессе 8{4Пвижения режущих элементов 3 происходит сжатие упругих элементов 13, находящихся в прорезях 11. Таким обрйзоы, режущие элементы 3 постоянно прижаты своими нерабочими торца ш 4 к боковой поверхности 5 сердечника 6.Упругий торсионный валик 10 возвращает сердечник 6 при уменьшении момента выглаживания. В случа е исполнения инструмента с режущими элементами 3, установленны Iй на упругих лепестках 16 корпуса 1, при возрастании момента выглаживания происходит, отжим упомянутых упругих лепестков 16, а вместе с ними и перемещение режущих элементов 3, до тех пор пока износ их компенсируется, а силы выглаживания и силы резания стабилизируются.В случае .использования в качестве деформирующего элемента цилиндрического
ролика 18, работает, как однороликовая раскатка, вращаясь вокруг своей оси в отверстии 19 сердечника 6 при взаимодействии с двух сторон с вращающейся заготовкой . При износе режущих элементов 3 происходи увеличивание натяга, а следовательно и выглаживающий момент, действующий на ролик 18, увеличивается. Вследствие этого сердечник 6 поворачивается, происходит компенсация износа ре жущих элементов 3, а силы ныглажива;ния и силы резания стабилизируются, С целью исключения самопроизвольного обратного движения угол давления сС в кинематической паре сердечник 7
режущий элемент выполнен меньше угла трения. Тогда радиус-вектор архимедовой спирали определяется из выражения: . .
R -&-l J
% -tg
n - сз ммарная величина компенсагдеции износа одного режущего элемента;
Ч - текущий угол поворота сердеч0ника;
ff- максимально возможный угол поворота сердечника;
Л,- угол давления, в кйяематичес кой паре сердечник-режущий элемент.;
Ш
6
иг.2
| РЕГУЛИРУЕМАЯ РАЗВЕРТКА МАЦА | 0 |
|
SU286466A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Расточная головка | 1980 |
|
SU917936A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
