УРОВЕНЬ ТЕХНИКИ
Известны детали, изготовленные из порошков элементарных металлов. Однако изготовление таких деталей дорогое и отнимает много времени.
Настоящее изобретение притязает на приоритет предварительной патентной заявки №61/894,205, поданной 22 октября 2013 г., также находящейся на рассмотрении патентного ведомства США.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Следовательно, способы изготовления деталей из порошка по меньшей мере одного элементарного металла, призванные решить указанные выше проблемы, найдут применение.
Один пример настоящего изобретения относится к способу изготовления детали из порошка по меньшей мере одного элементарного металла, при этом указанная деталь имеет близкую к заданной форму, объем детали и плотность детали. Указанный способ включает предоставление спеченной преформы, имеющей плотность в спеченном состоянии, и отделение части от преформы из спеченного порошка. Указанная часть имеет объем, превышающий объем детали, и форму, отличную от заданной формы детали. Указанный способ также включает процесс термоциклирования указанной части в течение периода времени термоциклирования при давлении термоциклирования, при котором осуществляется сверхпластическое деформирование указанной части, чтобы сформировать деталь, имеющую близкую к заданной форму и плотность детали.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Описав примеры изобретения в общих чертах, обратимся теперь к сопроводительным чертежам, которые не обязательно выполнены в масштабе, и в которых одними и теми же условными обозначениями обозначены одни и те же или подобные детали на нескольких проекциях, и в которых:
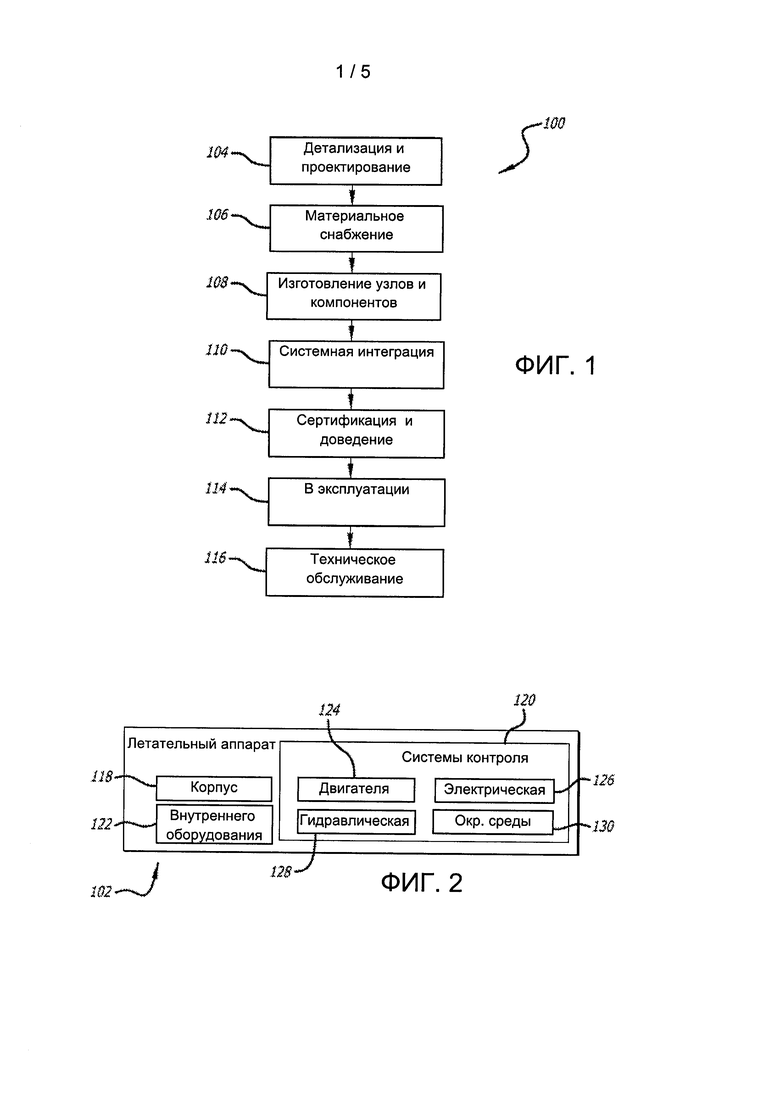
Фиг. 1 представляет собой схему технологического процесса производства летательного аппарата и методики обслуживания;
Фиг. 2 представляет собой блок-схему летательного аппарата;
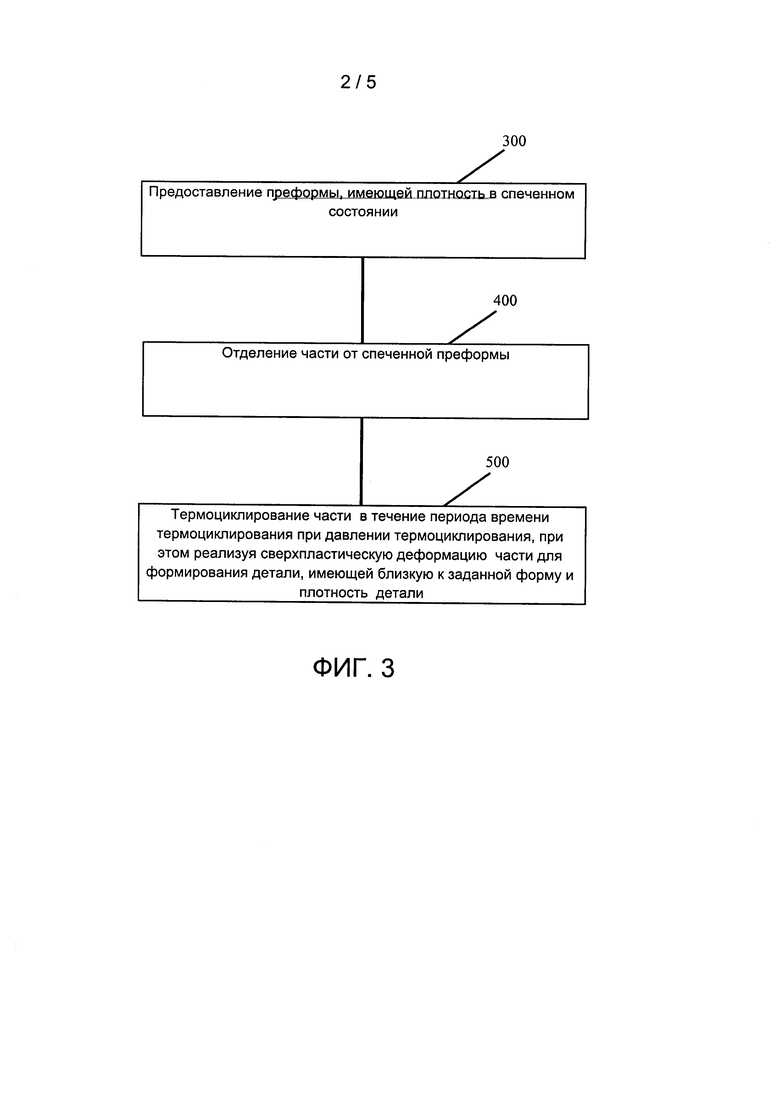
Фиг. 3 представляет собой блок-схему способа изготовления детали из порошка меньшей мере одного металла в соответствии с одним аспектом настоящего изобретения;
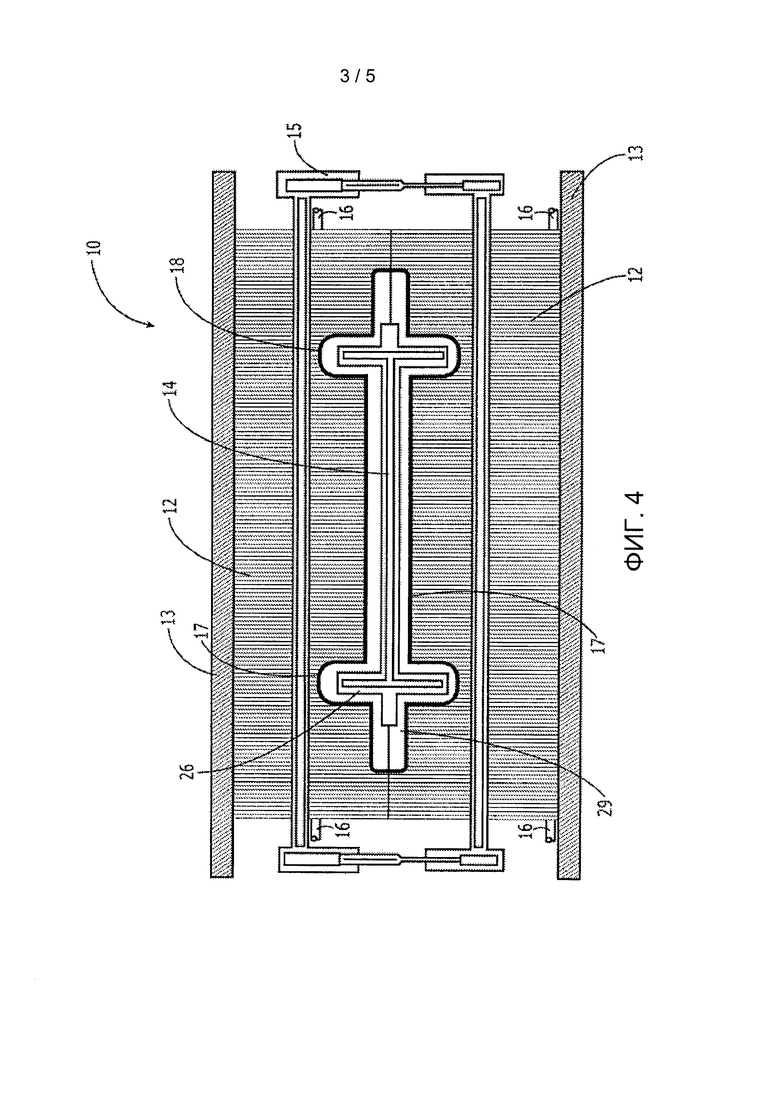
Фиг. 4 - представляет собой вид в разрезе одного примера устройства для изготовления детали близкой к заданной формы из порошка меньшей мере одного элементарного металла в соответствии с аспектом настоящего изобретения;
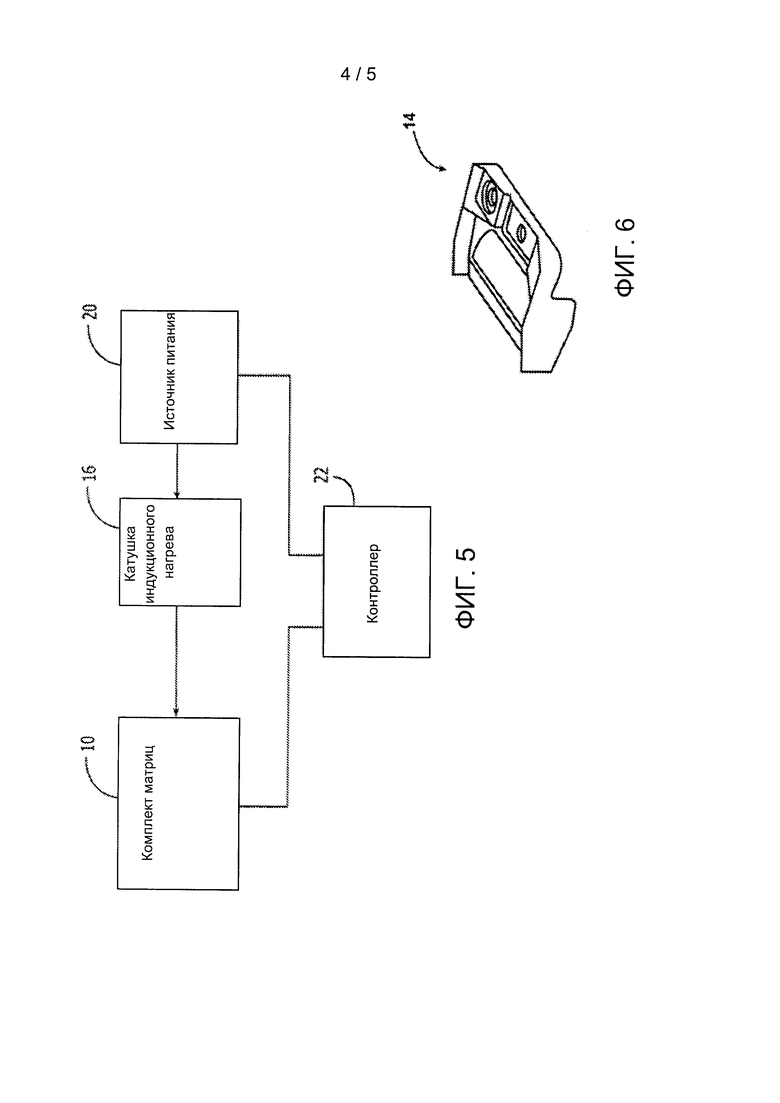
Фиг. 5 - представляет собой блок-схему одного пример системы для изготовления детали близко к заданной формы из порошка по меньшей мере одного элементарного металла в соответствии с аспектом настоящего изобретения;
Фиг. 6 - представляет собой вид в перспективе детали с близкой к заданной формой в соответствии с аспектом настоящего изобретения;
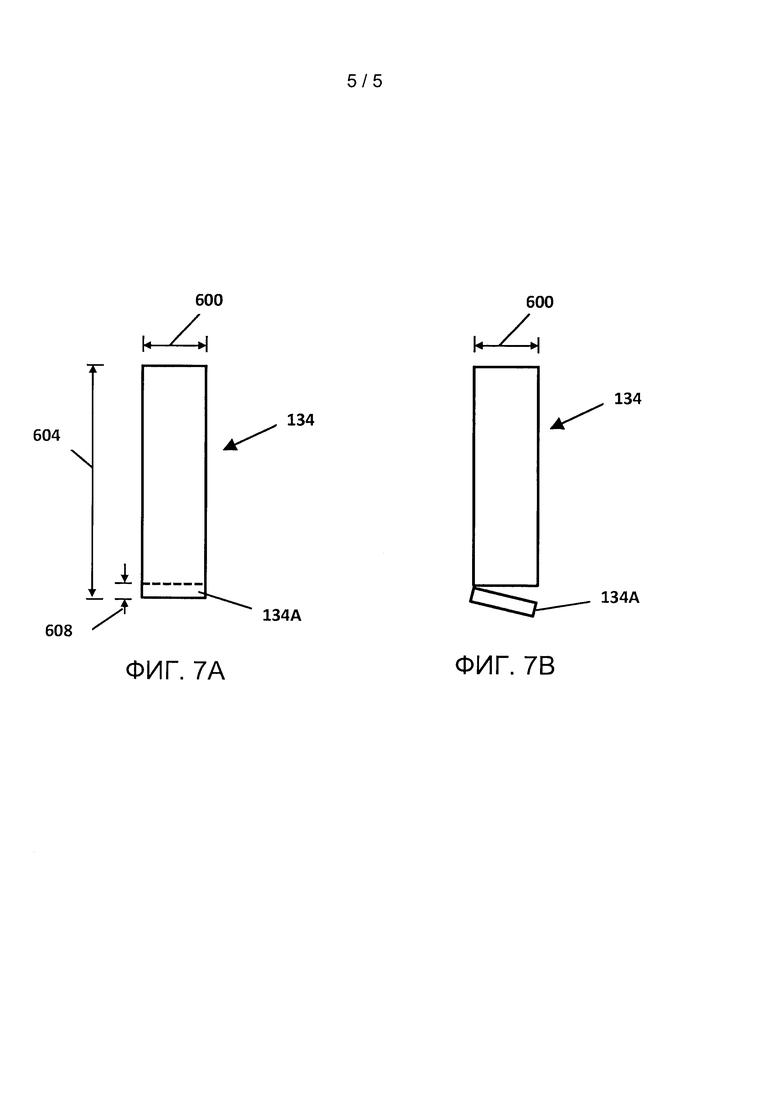
Фиг. 7А - представляет собой вертикальную проекцию примера спеченной преформы в соответствии с аспектом настоящего изобретения; и
Фиг. 7В - представляет собой вертикальную проекцию спеченной преформы с Фиг. 7А вместе с отделенной от нее спеченной частью.
На указанной выше блок-схеме (схемах) сплошные линии, соединяющие различные элементы и/или компоненты, могут представлять собой механические, электрические, гидравлические, оптические и иные соединения и/или их сочетания. Используемый здесь термин «соединенный» означает связанный как прямо, так и опосредованно. Например, элемент А может быть прямо связан с элементом В, либо может быть связан опосредованно, например, через еще один элемент С. Также могут существовать соединения, отличные от указанных на блок-схемах. Пунктирные линии, если таковые присутствуют, соединяющие различные элементы и/или компоненты, представляют собой соединения подобные по функции или назначению тем, которые представлены в виде сплошных линий, однако соединения, изображенные штриховыми линиями, предоставляют либо по выбору, либо относятся к альтернативному или необязательному варианту исполнения изобретения. Точно также любой элемент и/или компонент, представленный с помощью штриховой линии, указывает на альтернативный или необязательный вариант исполнения изобретения. Элементы окружающей среды, если представлены, обозначены пунктирной линией.
На указанной выше блок-схеме (схемах) блоки могут представлять операции и/или их части. Кроме того, линии, соединяющие различные блоки, не означают наличие какого-либо конкретного порядка или зависимости между операциями или их частями.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В приведенном также описании изложены многочисленные конкретные подробности, обеспечивающие полное понимание представленных концепций. Представленные концепции могут быть реализованы без некоторых или без всех указанных конкретных подробностей. В других примерах хорошо известные технологические операции подробно не приведены, чтобы без необходимости не затемнять понимание описываемых концепций. В то время как некоторые концепции будут описаны в связи с конкретными примерами, будет понятно, что примеры не следует толковать ограничительно.
Примеры изобретения могут быть приведены в контексте способа 100 изготовления и эксплуатации летательного аппарата, как показано на Фиг. 1, и летательного аппарата 102, как показано на Фиг. 2. Во время подготовки производства иллюстративный способ 100 может включать стадии детализации и проектирования 104 летательного аппарата 104 и материальное обеспечение 106. Во время производства имеют место стадии изготовления 108 узлов и системное интегрирование 110 летательного аппарата. Затем летательный аппарат 102 может проходить сертификацию и доведение 112 до ввода в эксплуатацию 114. При эксплуатации заказчиком для летательного аппарата 102 предусмотрены регламенты планового технического обслуживания 116 (которые могут также включать в себя модификацию конструкции, переналадку систем, техническое обновление и т.п.).
Каждый из процессов способа 100 может быть выполнен системным интегратором, третьей стороной и/или оператором (например, заказчиком). В целях данного описания, под системным интегратором можно понимать (без ограничений объема притязаний) любое количество производителей авиационной техники и субподрядчиков по изготовлению основных систем; понятие третья сторона может включать в себя (без ограничений объема притязаний) любое количество продавцов, субподрядчиков или поставщиков; а под понятием оператор можно понимать авиационное предприятие, лизинговую компанию, военную организацию, организацию технического обслуживания и т.п.
Как видно из Фиг. 2, летательный аппарат 102, изготовленный иллюстративным способом 100, может включать в себя корпус 118 со множеством систем 120 высокого уровня и внутренним оборудованием 122. Примеры систем 120 высокого уровня включают одну или несколько двигательных установок 124, бортовую электрическую сеть 126, гидравлическую систему 128, и систему 130 контроля окружающей среды. Также может присутствовать и любое количество других систем. Хотя в заявке показан вариант использования в аэрокосмической технике, принципы изобретения могут быть использованы в других отраслях, например, в автомобильной промышленности.
Приведенные или проиллюстрированные в заявке устройство и способы могут применяться на любой одной или нескольких стадиях способа 100 производства и эксплуатации. Например, детали, конструкции и узлы, соответствующие процессу 108 производства можно изготовить таким же образом, что и детали, конструкции и узлы, изготавливаемые во время нахождения летательного аппарата 102 в эксплуатации. Кроме того, один или несколько вариантов устройства, способа или их комбинации могут быть реализованы на стадиях 108 и 110 производства, например, для существенного облегчения сборки или уменьшения стоимости летательного аппарата 102. Аналогичным образом, один или несколько вариантов устройства, способа или их комбинации могут быть осуществлены во время эксплуатации летательного аппарата 102, например, (не ограничивая притязаний) при его техническом обслуживании 116.
В соответствии с Фиг. 2 и 4 детали, такие как деталь 14, в частности, относящиеся к летательному аппарату 102, могут быть изготовлены из различных материалов с помощью различного оборудования. В одном примере деталь 14 может быть изготовлена по меньшей мере частично из титана. В другом примере деталь 14 может быть изготовлена из сочетания титана, алюминия и ванадия - более конкретно, из сплава Ti-6Al-4V.
В соответствии с Фиг. 3, один пример реализации настоящего изобретения относится к способам изготовления детали 14 (см. Фиг. 4) из порошка по меньшей мере одного элементарного металла. Деталь 14 имеет форму близкую к заданной, объем детали и плотность детали. Также в соответствии с Фиг. 3 и дополнительно Фиг. 7А и 7В, указанный способ содержит предоставление спеченной преформы 134, имеющей плотность в спеченном состоянии (блок 300 на Фиг. 3), и отделение части 134А от спеченной преформы 134 (блок 400 с Фиг. 3). Часть 134А имеет объем, превосходящий объем детали и форму, отличную от близкой к заданной формы детали 14. Указанный способ также содержит термоциклирование части 134А в течение периода времени термоциклирования при давлении термоциклирования со сверхпластичным деформированием части 134А для формирования детали 14, имеющей близкую к заданной форму и плотность детали (блок 500 на Фиг. 3).
В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, указанная спеченная преформа 134 (см. Фиг. 7А) сформирована путем спекания холодно-спрессованной преформы в течение периода времени спекания при постоянной температуре. В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, постоянная температура составляет величину примерно от 1900 градусов Фаренгейта до 2500 градусов Фаренгейта. В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, период времени спекания составляет примерно от 2 часов до примерно 20 часов.
В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, холодно-спрессованная преформа имеет плотность холодного прессования и формируется путем холодного прессования порошка меньшей мере одного элементарного металла в течение периода времени холодного прессования при температуре холодного прессования и давлении холодного прессования. Например, холодное прессование может содержать холодное изостатическое прессование. В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, указанная плотность холодного прессования составляет от приблизительно от 50 процентов до приблизительно 85 процентов от теоретически максимальной плотности, относящейся к детали 14. Для целей использования в заявке, деталь имеет теоретически максимальную плотность, если в детали не содержится пор. В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, давление холодного прессования составляет около 60000 фунтов на квадратный дюйм. В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, давление холодного прессования выше, чем давление термоциклирования.
В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, плотность в спеченном состоянии составляет от примерно 80 процентов до примерно 99 процентов от теоретически максимальной плотности детали 14. В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, плотность в спеченном состоянии составляет от примерно 95 процентов до примерно 99.5 процентов от теоретически максимальной плотности детали 14.
В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, плотность детали больше, чем плотность в спеченном состоянии, а плотность в спеченном состоянии больше, чем плотность холодного прессования. В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, плотность детали составляет от примерно 99,5 процентов до 100 процентов от теоретически максимальной плотности, относящейся к детали 14, при этом плотность в спеченном состоянии составляет примерно от 80 процентов до примерно 95 процентов от теоретически максимальной плотности, а плотность холодного прессования составляет от примерно 50 процентов до примерно 85 процентов от теоретически максимальной плотности.
В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, формирование холодно-спрессованной преформы также содержит истирание порошка меньшей мере одного элементарного металла перед холодным прессованием указанного порошка меньшей мере одного элементарного металла. Истирание можно получить разными способами и с помощью разных устройств. В одном аспекте истирание может содержать перемалывание или иное разрушение порошка меньшей мере одного элементарного металла на более мелкие частицы, а в примерах и/или аспектах, в которых использованы порошки из множества металлов, истирание может дополнительно содержать смешивание множества металлических порошков. В одном аспекте, порошок меньшей мере одного элементарного металла помещают в барабан с размещенными в нем тяжелыми сферическими деталями. Вращение барабана приводит к перемещению указанных деталей внутри барабана и тем самым к перемалыванию порошка меньшей мере одного элементарного металла в более мелкие частицы и к перемешиванию указанного порошка меньшей мере одного элементарного металла.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, указанный способ также содержит прессование детали 14 после деформирования части 134А до формы близкой к заданной, чтобы изменить близкую к заданной форму на окончательную заданную форму. Указанную деталь 14 можно обрабатывать множеством способов. Например, деталь 14 можно механически обработать на станке, шлифовкой, полировкой, резкой, штамповкой, сверлением, либо можно подвергнуть деталь другому виду последующей обработки.
В одном аспекте изобретения, который может содержать по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, часть 134А (см. Фиг. 7А и 7В) подвергают термоциклированию между первой температурой и второй температурой. Термоциклирование может происходить при различных скоростях и в различных диапазонах между различными максимальными и минимальными температурами. В одном аспекте изобретения первая температура может составлять приблизительно 1580 градусов Фаренгейта, а вторая температура может составлять приблизительно 1870 градусов Фаренгейта. В другом аспекте изобретения первая температура может составлять приблизительно 1450 градусов Фаренгейта, а вторая температура может составлять приблизительно 2000 градусов Фаренгейта.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, часть 134А (см. Фиг. 7А и 7В) подвергают нескольким циклам термического циклирования. В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, количество термических циклов составляет от примерно 5 до примерно 40. В другом аспекте, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, количество термических циклов составляет от примерно 10 до примерно 20 циклов.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, период времени термического циклирования составляет менее часа.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, каждый термический цикл вызывает кристаллографическое изменение материала части 134А, что будет более подробно обсуждаться также.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, часть 134А (см. Фиг. 7А и 7В) подвергают термическому циклированию в инертной атмосфере. Термоциклирование части 134А в инертной атмосфере минимизирует окисление. Один пример инертной атмосферы включает атмосферу аргона.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, указанный порошок меньшей мере одного элементарного металла представляет собой по меньшей мере один из порошков - титановый порошок, алюминиевый порошок и ванадиевый порошок.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, деталь 14 (см. Фиг. 4) сделана из множества порошков металлов. В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, указанное множество порошков металлов содержит по меньшей мере титановый порошок, алюминиевый порошок и ванадиевый порошок.
В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, давление термоциклирования постоянно. В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, давление термоциклирования составляет примерно 2000 фунтов на квадратный дюйм. В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, давление термоциклирования может изменяться от примерно 1 килофунта на квадратный дюйм до примерно 4 килофунтов на квадратный дюйм.
В соответствии с Фиг. 7А и 7В в одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, спеченная преформа 134 имеет цилиндрическую форму. В одном аспекте изобретения, который может содержать в себе по меньшей мере часть предмета изобретения по любому из изложенных выше и/или ниже примеров или аспектов, спеченная преформа 134 имеет диаметр 600 и первую высоту 604, а часть 134А спеченной преформы 134 имеет диаметр 600 спеченной преформы 134 и имеет вторую высоту 608, которая меньше, чем первая высота 604.
Также в соответствии с Фиг. 7А и 7В, спеченная преформа 134 может принимать различные формы, например, кубическую или цилиндрическую. Предпочтительно, чтобы спеченная преформа 134 была сформирована так, чтобы объем части 134А можно было бы легко рассчитать по ее размерам.
Описание и фигура(ы) чертежей, описывающие изложенные в заявке действия способа(ов), не следует толковать как обязательно определяющие определенную последовательность, в которой выполняют действия. Хотя приведен наглядный пример определенного порядка действий, следует понимать, что порядок выполнения действий может быть изменен, когда это уместно. Кроме того, в некоторых аспектах изобретения не все описанные в заявке действия нужно выполнять.
В соответствии с Фиг. 4 и 5, показан один пример устройства 10 для формирования детали 14 в соответствии с настоящим изобретением. Устройство 10 содержит комплект матриц, включающий в себя две или более матрицы 12, такие как первая и вторая матрицы, действующие совместно, как показано на Фиг. 4. Указанные матрицы обычно формируют из прочных и жестких материалов, а также из материала, имеющего точку плавления выше температуры обработки детали 14. Кроме того, матрицы 12 можно формировать из материала, характеризующегося низким температурным расширением, высокой теплоизоляцией и низкой электромагнитной абсорбцией. Например, каждая из матриц 12 может содержать множество пакетов листов, например, листов из нержавеющей стали или листов из сплава Inconel ® 625, обрезанные по соответствующим размерам индукционных катушек (описанных ниже). Пакеты металлических листов могут быть ориентированы в основном перпендикулярно относительно соответствующих фасонных поверхностей матрицы. Каждый металлический лист может быть толщиной от примерно 1/16ʺ до примерно 1/4ʺ, например, и предпочтительно около 0.200ʺ. Между прилегающими листами пакета может быть зазор, чтобы облегчить охлаждение матриц, например, зазор около 0.15ʺ. Пакеты металлических листов могут быть скреплены друг с другом с помощью фиксаторов (не показаны), зажимов (не показаны), или иных способов крепежа. Пакеты металлических листов можно выбирать на основе их электрических или тепловых свойств, и они могут быть проницаемы для магнитного поля. Электроизоляционное покрытие (не показано) можно по желанию нанести на листы в пакетах с каждой стороны каждого листа, чтобы предотвратить протекание электрического тока между металлическими листами пакетов. Изолирующее покрытие может представлять собой материал, такой как керамика, например. В матрицах могут быть также предусмотрены пазы термического расширения, чтобы создать условия для реализации термического расширения и сжатия пакетов технологического устройства 10.
Комплект матриц может также содержать две или более траверсы 13, на которых крепят матрицы 12. Как показано на Фиг. 4, например, первую и вторую матрицы 12 можно крепить и устанавливать на первой и второй траверсах 13, соответственно. Траверса 13 представляет собой жесткую пластину, например, металлическую пластину, которая действует как механический ограничитель, удерживающий матрицы 1 вместе и обеспечивающий размерную точность матриц 12. Комплект матриц также в общем случае содержит исполнительный механизм, в общих чертах изображенный позицией 15 на Фиг. 4, для реализации контролируемого движения матриц 12 по направлению к друг другу и от друг друга, например, движение матриц 12 по направлению к друг другу так, чтобы приложить предварительно заданное давление к детали 14. Можно использовать различные типы исполнительных механизмов, например, гидравлические, пневматические или электрические силовые цилиндры.
Как показано на Фиг. 4, матрицы 12 задают внутреннюю полость. В вариантах реализации изобретения, в которых деталь 14 получена путем технологических операций горячего давления, например, вакуумным горячим прессованием или горячим изостатическим прессованием, внутренняя полость, заданная матрицами 12, может служить в качестве полости матрицы, в которую помещают деталь 14. В примере, изображенном на Фиг. 4 и 5, тем не менее, устройство 10 для формирования детали 14 содержит одну или более индукционных катушек 16, которые проходят через матрицы 12 для содействия избирательному нагреву матриц 12. Указанные индукционные катушки могут быть соединены с системой термоконтроля. Токоприемник может быть термически связан с индукционными катушками каждой матрицы 12. Каждый токоприемник может представлять собой теплопроводный материал, например, ферромагнитный материал, кобальт, железо или никель. Каждый токоприемник может в общем случае соответствовать первой фасонной поверхности соответствующей матрицы.
Электро- и теплоизоляционные покрытия 17, т.е. прокладки матрицы, можно разместить на фасонных поверхностях матриц 12. Электро- и теплоизоляционные покрытия могут быть, например, из оксида алюминия или карбида кремния, либо, более конкретно, из матрицы SiC с волокнами SiC. Токоприемники можно в свою очередь разместить на электро- и теплоизоляционных покрытиях соответствующих матриц.
В каждой матрице 12 может быть предусмотрена система охлаждения. Система охлаждения может содержать, например, охлаждающие каналы, которые характеризуются некоторым подобранным распределением по каждой матрице 12. Указанные охлаждающие каналы можно приспособить для выпуска охлаждающей среды в соответствующую матрицу 12. Охлаждающая среда может быть жидкостью, газом или смесью газа и жидкости, которые можно наносить, например, в виде тумана или аэрозоля.
Токоприемник 18 реагирует на электромагнитную энергию, например, на пульсирующее электромагнитное поле, генерируемое катушками 16 индукционного нагрева. В ответ на электромагнитную энергию, генерируемую катушками индукционного нагрева, нагревается токоприемник, который в свою очередь нагревает деталь 14. В отличие от методов, в которых матрицы нагревают и охлаждают, методы индукционного нагрева позволяют быстрее нагреть и охладить деталь 14 контролируемым образом в результате относительно быстрого нагрева и охлаждения токоприемника. Например, некоторые методы индукционного нагрева позволяют нагревать и охлаждать деталь 14 примерно на два порядка величины быстрее, чем обычные процессы автоклавного или горячего изостатического прессования (ГИП). В одном варианте реализации изобретения токоприемник сформирован из ферромагнитных материалов, содержащих комбинацию железа, никеля, хрома и/или кобальта с особым составом материалов, подобранным так, чтобы создать температуру схватывания, до которой нагревают токоприемник в ответ на воздействие электромагнитной энергии, генерируемой катушкой индукционного нагрева. В этом отношении токоприемник может быть выполнен так, чтобы точка Кюри токоприемника, при которой происходит переход между ферромагнитной и парамагнитной фазами, определяет температуру схватывания, до которой токоприемник индукционно нагревается. Кроме того, токоприемник может быть выполнен так, чтобы точка Кюри была бы выше, хотя обычно немного выше, чем температура фазового превращения в детали 14.
На Фиг. 4 также показано, что деталь 14 распложена внутри полости матрицы. Как описано также, используя способ и устройство 10, можно формировать детали, имеющие заданную конфигурацию, в которой различные части детали 14 вытянуты в различных направлениях. Однако с помощью указанных способа и устройства можно формировать детали любой заданной конфигурации. Благодаря этому, указанные способ и устройство можно использовать для формирования деталей 14 для широкого спектра назначений. В этом отношении способ и устройство можно использовать для производства деталей для использования в аэрокосмической, автомобильной, судостроительной, строительной, конструкционной отраслях и для многих других назначений. Как, например, показано на Фиг. 6, выполнена соединительная пластина для соединения нижней балки днища с фюзеляжем летательного аппарата, что на примере иллюстрирует сложность конфигурации детали 14, которую можно сформировать согласно вариантам реализации способа и устройства в соответствии с настоящим изобретением.
Деталь 14 также можно сформировать из разнообразных материалов, но обычно ее формируют из металлического сплава, который претерпевает фазовое превращение между двумя твердыми фазами при повышенных температуре и давлении, то есть при температуре и давлении выше, чем температура и давление окружающей среды и обычно значительно выше температуры и давления окружающей среды. Например, металлический сплав, из которого формируют деталь 14, может представлять собой сталь или сплав на основе железа. В одном примере, однако, деталь 14 сформирована из титанового сплава, такого как Ti-6-4, состоящего из 6% (весовых процентов) алюминия, 4% (весовых процента) ванадия и 90% (весовых процентов) титана. В равновесных условиях при комнатной температуре сплав Ti-6-4 содержит две твердых фазы, а именно гексагональную плотноупакованную фазу, называемую α-фазой, которая более стабильна при более низких температурах, и объемно-центрированную кубическую фазу, называемую β-фазой, которая более стабильна при более высоких температурах. В равновесных условиях при комнатной температуре сплав Ti-6-4 представляет собой смесь β-фазы и α-фазы, при этом относительное количество каждой фазы определяется термодинамикой. По мере повышения температуры α-фаза превращается в β-фазу в интервале температур фазового превращения, пока сплав не становится полностью состоящим из β-фазы при температурах выше температуры трансуса β-фазы. На примере сплава Ti-6-4 температура трансуса β-фазы составляет примерно 1000 градусов Цельсия. Аналогично, сплав Ti-6-4 будет постепенно переходить из β-фазы в α-фазу по мере понижения температуры ниже температуры трансуса β-фазы в интервале температур фазового превращения. Хотя для титановых сплавов превращение гексагональной плотноупакованной фазы в объемно-центрическую кубическую фазу происходит в интервале температур, для чистого титана указанное превращение происходит при одном значении температуры величиной примерно 880 градусов Цельсия. В настоящей заявке интервал температур фазового превращения относится как к интервалу, состоящему из нескольких температур, так и к одному значению температуры. Также, температура трансуса β-фазы меняется в зависимости от конкретного состава сплавов.
Микроструктурная перестройка атомов во время превращения α-фазы в β-фазу сопровождается изменениями параметров кристаллической решетки для каждой из фаз вследствие изменений температуры. Указанные изменения в параметрах решетки приводят к положительному изменению объема. Указанное микроструктурное изменение в объеме приводит к мгновенному росту скорости деформации при нагреве сплава, которое в свою очередь вызывает заданную деформацию, возникающую в ответ на более низкие величины приложенного давления, или иначе, вызывает большую деформацию при заданном давлении. Используя преимущества вызванной фазовым превращением сверхпластичности детали 14 при температурах в пределах или вблизи интервала температур фазового превращения, можно проводить отверждение детали 14 при более низких давлениях и температурах, чем при использовании обычных методик.
Как также видно из Фиг. 4, в одном аспекте изобретения в устройстве 10 для формирования детали 14 используют среду 26 гидростатического прессования, расположенную внутри полости матрицы так, чтобы она была непосредственно вблизи по меньшей мере одной стороны детали 14. Хотя нужно, чтобы среда гидростатического давления была непосредственно вблизи только одной стороны детали 14, среда гидростатического давления может окружать или заключать в себе деталь 14 так, чтобы находится непосредственно вблизи детали 14 со всех сторон, как показано в приведенном примере реализации изобретения. Хотя среда гидростатического давления может находиться внутри полости матрицы перед тем, как туда вводят деталь 14 так, чтобы ее можно было отличить от детали 14, среду гидростатического давления можно наносить поверх или иным образом располагать на детали 14 до введения детали 14 в полость матрицы так, что деталь 14 будет содержать среду гидростатического давления.
Среда гидростатического давления 26 выполнена в виде жидкости, имеющей относительно высокую вязкость при рабочем давлении прессования и температурах, при которых по способу и с помощью устройства 10 в соответствии с вариантами реализации изобретения проводят отверждение детали 14. В этом отношении вязкость жидкости может равняться или быть близкой по величине к рабочей точке в пределах интервала температур фазового превращения. Например, вязкость может изменяться от примерно 103 пуазов до примерно 106 пуазов для температур в пределах интервала температур фазового превращения. Кроме того, указанная жидкость в общем случае имеет низкую теплоемкость, проницаема для энергии излучения, неэлектропроводна и имеет относительно высокую теплопроводность. В этом отношении среда гидростатического давления может быть аморфным материалом, таким как стекло. Кроме того, среда гидростатического давления преимущественно не вступает в реакции с деталью 14 при повышенных температурах, при которых деталь 14 будет подвергаться обработке и отверждению.
В одном варианте реализации изобретения среда 26 гидростатического давления может быть сформирована из двух слоев стекла - первый слой непосредственно вблизи к преформе, а второй слой непосредственно вблизи к противоположной стороне первого слоя от преформы так, что второй слой отделен от преформы первым слоем. В указанном варианте реализации изобретения первый слой обычно более жесткий, чем второй слой, благодаря чему снижается инфильтрация стекла в поры детали 14.
В настоящем описании приведены различные примеры и аспекты устройства и способа, которые содержат разнообразные компоненты, признаки и функциональность. Следует понимать, что раскрытые в заявке примеры и аспекты устройства и способов могут содержать любые из указанных компонентов, признаков и функциональность по любому из других приведенных здесь примеров и аспектов устройства и способов в любом сочетании, и что все указанные возможности следует понимать как соответствующие духу и объему притязаний настоящего изобретения.
Ниже в пунктах А1-А27 приведены иллюстративные, не ограничивающие притязаний примеры реализации предмета изобретения в соответствии с настоящим описанием, которые могут составлять или не составлять объем притязаний.
А1. Способ 100 изготовления детали 14 из порошка по меньшей мере одного элементарного металла, при этом деталь 14 имеет форму близкую к заданной, объем детали и плотность детали, включающий:
предоставление спеченной преформы 134, имеющей плотность 300 в спеченном состоянии;
отделение части 134А от спеченной преформы 400, при этом часть 134А имеет объем части, превышающей объем детали, и форму части, отличную от близкой к заданной формы детали 14; и
термоциклирование части 134А в течение периода времени термоциклирования при давлении термоциклирования, при этом подвергая часть 134А сверхпластической деформации для получения детали 14, имеющей близкую к заданной форму и плотность 500 детали.
А2. Способ 100 по пункту А1, в котором спеченную преформу 134 формируют путем спекания холодно-спрессованной преформы в течение периода времени спекания при постоянной температуре.
A3. Способ 100 по пункту А2, в котором постоянная температура составляет от примерно 1900 градусов Фаренгейта (1038 градусов Цельсия) до примерно 2500 градусов Фаренгейта (1371 градусов Цельсия).
А4. Способ 100 по любому из пунктов А2-А3, в котором период времени спекания составляет примерно от 2 часов до примерно 20 часов.
А5. Способ 100 по любому из пунктов А2-А4, в котором холодно-спрессованная преформа имеет плотность в холодного прессования, а ее формируют путем холодного прессования порошка меньшей мере одного элементарного металла в течение периода времени холодного прессования при температуре холодного прессования и давлении холодного прессования.
А6. Способ 100 по пункту А5, в котором плотность холодного прессования составляет от примерно 50 до примерно 85 процентов от теоретически максимальной плотности, относящейся к детали 14.
А7. Способ 100 по пункту А5, в котором плотность холодного прессования составляет от примерно 60000 фунтов на квадратный дюйм (413700 кПа).
А8. Способ 100 по любому из пунктов А5 и А7, в котором плотность холодного прессования выше, чем давление термоциклирования.
А9. Способ 100 по пункту А8, в котором плотность детали выше, чем плотность в спеченном состоянии, а плотность в спеченном состоянии выше, чем плотность холодного прессования.
А10. Способ 100 по пункту А9, в котором плотность детали составляет примерно от 99 процентов до 100 процентов от теоретически максимальной плотности, относящейся к детали 14, при этом плотность в спеченном состоянии составляет от примерно 80 процентов до примерно 95 процентов от теоретически максимальной плотности, а плотность холодного прессования составляет от примерно 50 до примерно 85 процентов от теоретически максимальной плотности.
A11. Способ 100 по любому из пунктов А5-А10, в котором формирование холодно прессованной преформы также включает истирание порошка меньшей мере одного металла перед его холодным прессованием.
А12. Способ 100 по любому из пунктов А1-А11, также включающий обработку детали 14 после деформирования части 134А до придания ей формы, близкой к заданной, чтобы изменить близкую к заданной форму на окончательную заданную форму.
А13. Способ 100 по любому из пунктов А1-А12, в котором часть 134А подвергают термоциклированию между первой температурой и второй температурой.
А14. Способ 100 по пункту А13, в котором часть 134А подвергают термоциклированию в течение нескольких термических циклов.
А15. Способ 100 по пунктуА14, в котором количество термических циклов составляет от примерно 5 до примерно 25.
А16. Способ 100 по любому из пунктов А14-А15, в котором часть каждый из термических циклов вызывает кристаллографическое изменение материала части 134А.
А17. Способ 100 по любому из пунктов А1-А16, в котором часть 134А подвергают термоциклированию в инертной атмосфере.
А18. Способ 100 по любому из пунктов А1-А17, в котором период времени термоциклирования меньше примерно одного часа.
А19. Способ 100 по любому из пунктов А1-А18, в котором порошок меньшей мере одного металла представляет собой по меньшей мере один порошок из порошков титана, алюминия и ванадия.
А20. Способ 100 по любому из пунктов А1-А19, в котором деталь 14 изготовлена из множества порошков элементарных металлов.
А21. Способ 100 по пункту А20, в котором множество порошков элементарных металлов содержит по меньшей мере два порошка из порошков титана, алюминия и ванадия.
А22. Способ 100 по любому из пунктов А1-А21, в котором плотность в спеченном состоянии составляет от 80 процентов до примерно 99 процентов от максимальной плотности.
А23. Способ 100 по любому из пунктов А1-А5 и А7-А9, в котором плотность в спеченном состоянии составляет от примерно 95 процентов до примерно 99 процентов от теоретически максимальной плотности, относящейся к детали 14.
А24. Способ 100 по любому из пунктов А1-А23, в котором давление термоциклирования постоянно.
А25. Способ 100 по п. А24, в котором давление термоциклирования составляет примерно 2000 фунтов на квадратный дюйм (13790 кПа).
А26. Способ 100 по любому из пунктов А1-А25, в котором спеченная преформа 134 имеет цилиндрическую форму.
А27. Способ 100 по пункту А26, в котором спеченная преформа 134 имеет диаметр и первую высоту и в котором часть 134А спеченной преформы 134 имеет диаметр и вторую высоту меньшую, чем первая высота.
При преимуществе вышеизложенных в описании технических решений и сопроводительных чертежей, многие модификации раскрытого предмета изобретения будут ясны специалисту в соответствующей области техники, к которому относится настоящее изобретение. Таким образом, понятно, что изобретение не следует ограничивать конкретными приведенными примерами и аспектами, и что модификации изобретения следует считать входящими в объем притязаний прилагаемых пунктов формулы. Кроме того, хотя в изложенном выше описании и сопроводительных чертежах приведены определенные иллюстративные комбинации элементов и/или функций, следует принять во внимание, что другие комбинации элементов и/или функций могут быть реализованы без отхода от объема притязаний прилагаемых пунктов формулы.
Изобретение относится к изготовлению детали из порошка титанового сплава. Способ включает изготовление спеченной преформы, имеющей плотность 80-95% от теоретически максимальной плотности, отделение от спеченной преформы части, имеющей объем, превышающий объем детали, и форму, отличающуюся от близкой к заданной форме детали, термоциклирование упомянутой части спеченной преформы при ее сверхпластической деформации, обеспечение фазового превращения сплава между двумя твердыми фазами α и β с получением детали, имеющей форму, близкую к заданной форме, и плотность, составляющую 99-100% от теоретически максимальной плотности, и обработку детали с получением окончательно заданной формы детали. Обеспечивается изготовление детали из порошка титанового сплава. 17 з.п. ф-лы, 8 ил.
1. Способ изготовления детали из порошка титанового сплава, включающий:
изготовление спеченной преформы, имеющей плотность 80-95% от теоретически максимальной плотности;
отделение от спеченной преформы части, имеющей объем, превышающий объем детали, и форму, отличающуюся от близкой к заданной форме детали;
термоциклирование упомянутой части спеченной преформы при ее сверхпластической деформации;
обеспечение фазового превращения сплава между двумя твердыми фазами α и β с получением детали, имеющей форму, близкую к заданной форме, и плотность, составляющую 99-100% от теоретически максимальной плотности, и
обработку детали с получением окончательно заданной формы детали.
2. Способ по п. 1, в котором спеченную преформу формируют путем спекания холодно-спрессованной преформы при постоянной температуре.
3. Способ по п. 2, в котором постоянная температура составляет от примерно 1900 градусов Фаренгейта (1038 градусов Цельсия) до примерно 2500 градусов Фаренгейта (1371 градусов Цельсия).
4. Способ по п. 2 или 3, в котором спекание ведут 2-20 ч.
5. Способ по п. 2 или 3, в котором холодно-спрессованную преформу формируют путем холодного прессования порошка.
6. Способ по п. 5, в котором холодное прессование ведут с обеспечением плотности 50-85% от теоретически максимальной плотности детали.
7. Способ по п. 5, в котором холодное прессование ведут при давлении 60000 фунтов на квадратный дюйм (413 700 кПа).
8. Способ по п. 5, в котором плотность детали выше, чем плотность спеченной преформы, а плотность спеченной преформы выше, чем плотность холодно-спрессованной преформы.
9. Способ по п. 5, в котором формирование холодно-спрессованной преформы включает истирание порошка перед его холодным прессованием.
10. Способ по любому из пп. 1-3, в котором термоциклирование части ведут между первой температурой и второй температурой.
11. Способ по п. 10, в котором термоциклирование части ведут в течение нескольких термических циклов.
12. Способ по п. 11, в котором проводят 5-25 термических циклов.
13. Способ по п. 12, в котором каждый из термических циклов вызывает кристаллографическое изменение материала части.
14. Способ по п. 1, в котором термоциклирование части ведут в инертной атмосфере.
15. Способ по п. 1, в котором термоциклирование ведут в течение менее одного часа.
16. Способ по п. 1, в котором порошок титанового сплава содержит по меньшей мере один элемент из группы, включающей алюминий и ванадий.
17. Способ по п. 1, в котором давление термоциклирования постоянно.
18. Способ по п. 17, в котором давление термоциклирования составляет 2000 фунтов на квадратный дюйм (13 790 кПа).
| US 20100018271 A1, 28.01.2010 | |||
| US 20020119068 A1, 29.08.2002 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ | 2000 |
|
RU2184011C2 |
| BY 13254 C1, 30.06.2010 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ КАРБИДОВ ПЕРЕХОДНЫХ МЕТАЛЛОВ | 1991 |
|
RU2022711C1 |

