ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу локальной наплавки термомеханической детали, поврежденной, испытав сильные нагрузки при эксплуатации, например, коррозией, эрозией или износом. Оно также относится к деталям, выполненным в соответствии с этим способом, и применяется в частности, но не исключительно, к деталям турбины.
Область настоящего изобретения представляет собой область огнеупорных материалов из сверхсплавов на основе никеля. Из этих материалов можно изготавливать термомеханические детали, в частности детали газовой турбины в области авиастроения, такие как подвижные лопатки направляющего или соплового аппарата, их полку, ножку иди другое оборудование, особенно устойчивое к коррозии или окислению.
Однако эти детали испытывают такие температурные нагрузки и нагрузки давления, что материал истирается, что требует ремонта путем наплавки материала. Этот ремонт заключается в восстановлении первоначальных размеров детали, сохраняя при этом тот же тип составляющего материала или близкую по химическому составу композицию.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Для этих целей известен локальный ремонт дуговой сваркой, когда ремонт ограничен некритичными областями детали и малой протяженности.
Для более значительного и более критичного ремонта решение заключается в нанесении материала в твердой форме на уровне подвергаемой наплавке области. Материал представлен в виде преформ, вырезанных из пластины или полосы, выполненной из смеси порошков сверхсплава и припоя, помещаемой при высокой температуре в соответствующую печь. Эта смесь, таким образом, спекают в нижней точке плавления при образовании эвтектики, вызванной смесью порошков. Полученные таким образом «спеченные материалы» затем приближают к предварительно очищенным областям ремонтируемой детали, и все это подвергается воздействию температуры. Таким образом, осуществляются процессы пайка - диффузия и спеченный материал припаивается на поверхность детали.
В этом способе спеченная пластина разрезается струей воды для формирования плоских преформ с двухмерной конфигурацией 2D. После пайки восстановление формы профиля детали осуществляется механической обработкой плоских областей для придания им геометрии, близкой к первоначальной геометрии, и наделению ее, таким образом, соответствующими аэродинамическими свойствами.
При этом способе необходимо наличие порошка припоя, таким образом, плавящиеся элементы распределяются по всей толщине спеченного материала. Между тем, наличие плавящихся элементов оказывает негативное влияние на термомеханические характеристики.
Более того, выполнять можно только двухмерные спеченные преформы с постоянной толщиной в независимости от области спекания. Между тем, в последних рассматриваемых вариантах деталей было бы предпочтительно размещать спеченные материалы, имеющие различную толщину в некоторых областях. Данный способ не позволяет такую точность.
Кроме этого, выработка спеченного материала последовательно проходит многочисленные этапы, что значительно увеличивает стоимость продукции. Более того, большая часть материала пропадает, спеченный материал получается из пластины, большая часть которой выбрасывается.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение направлено на устранение недостатков уровня техники, предлагая простое, быстрое и эффективное выполнение точного спеченного материала, трехмерного (3D), с формой, по существу близкой к форме первоначальной детали. Для этого в настоящем изобретении применяют искровое спекание, осуществляемое по технологии SPS (по заглавным буквам «Spark Plasma Sintering» в английской терминологии, иначе говоря «искровое плазменное спекание»).
Технология SPS сочетает одновременно применение высокого одноосного давления и импульсов постоянного тока высокой интенсивности, вызывающего почти немедленное и равномерное повышение температуры. Эта технология известна в области порошковой металлургии, которая позволяет, посредством накопления и сжатия, изготавливать металлические детали или детали из окислов металлов на основе порошков. В частности, введение в действие технологии искрового спекания SPS позволяет изготавливать детали с особенными управляемыми микроструктурами.
Более конкретно объектом настоящего изобретения является способ локальной наплавки термомеханической детали из сверхсплава. Способ состоит в том, что на подготовительном этапе выполняют форму в камерной матрице SPS для искрового спекания, причем форма имеет вид отпечатка, по меньшей мере, одной наплавляемой части поврежденной детали, вводят в форму, по меньшей мере, один слой порошка припоя и, по меньшей мере, один слой на основе порошка сверхсплава, образующих многослойный набор. Затем на этапе спекания воздействуют давлением и включают прохождение импульсного тока, приводящего к быстрому подъему температуры в соответствии с циклом искрового спекания, регулируемого по температуре, давлению и продолжительности и, по меньшей мере, с одной температурной площадкой и одной площадкой давления так, что закрепление материала в детали может быть осуществлено в дальнейшем посредством диффузии. На этом этапе спекания изготавливают преформу, имеющую градиенты композиции в многослойном наборе со стороной пайки, способной жестко соединяться с подвергаемой наплавке деталью, при этом материал сверхсплава (6s) появляется на поверхности преформы.
Предпочтительно цикл искового спекания регулируют по температуре, давлению и продолжительности с подъемом температуры по меньшей мере 600°С/мин, с температурной площадкой, по меньшей мере, между 1000 и 2000°С и площадкой давления по существу между 10 и 100 МПа.
В соответствии с одним вариантом осуществления форма имеет вид, соответствующий отпечатку первоначальной целой детали. Слой сверхсплава образует посредством диффузии на этапе спекания закрепление сплошного материала на подвергаемой наплавке детали.
На последующем этапе пайки сторона припоя преформы, выполненная таким образом, может вступать в контакт с областью подвергаемой наплавке детали. Затем путем нагревания преформы и присоединенной детали в соответствующей печи при температуре, по меньшей мере, равной температуре плавления припоя, сторону припоя закрепляют посредством диффузии плавящихся элементов припоя в подвергаемой наплавке детали. Механическое уменьшение детали в наплавленной области, таким образом, по существу уменьшается, и даже исчезает.
На последующем этапе пайки сторона припоя преформы, выполненная таким образом, вступает в контакт с областью подвергаемой наплавке детали. Затем путем нагревания преформы и детали, присоединенной в соответствующей печи при температуре, по меньшей мере, равной температуре плавления припоя, сторону припоя закрепляют посредством диффузии плавящихся элементов припоя на подвергаемой наплавке детали.
В частных вариантах воплощения:
- во время подготовительной фазы на слой сверхсплава наносят защитный металлический слой и термический барьер;
- защитный металлический слой образован, по меньшей мере, одним листом матрицы композиции Ni, Pt, Hf, Y, Zr, Al, Si, Cu, Ag и/или Au и/или композиций Ni-Al, Ni-Pt-Al и/или Ni-Al-Zr;
- термический барьер состоит из циркония, стабилизированного на 6-8 масс.% иттрия (термический барьер композиции ZrO2-6-8Y2O3).
Настоящее изобретение также относится к термомеханической детали из сверхсплава, в частности к детали турбины, подвергнутой наплавке в соответствии с раскрытым выше способом на основе искрового спекания. Деталь имеет, таким образом, закрепление на подвергаемой наплавке детали посредством диффузии материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие признаки и преимущества настоящего изобретения следуют при прочтении нижеследующего описания, которое относится к одному примеру воплощения со ссылкой на прилагаемые чертежи, на которых:
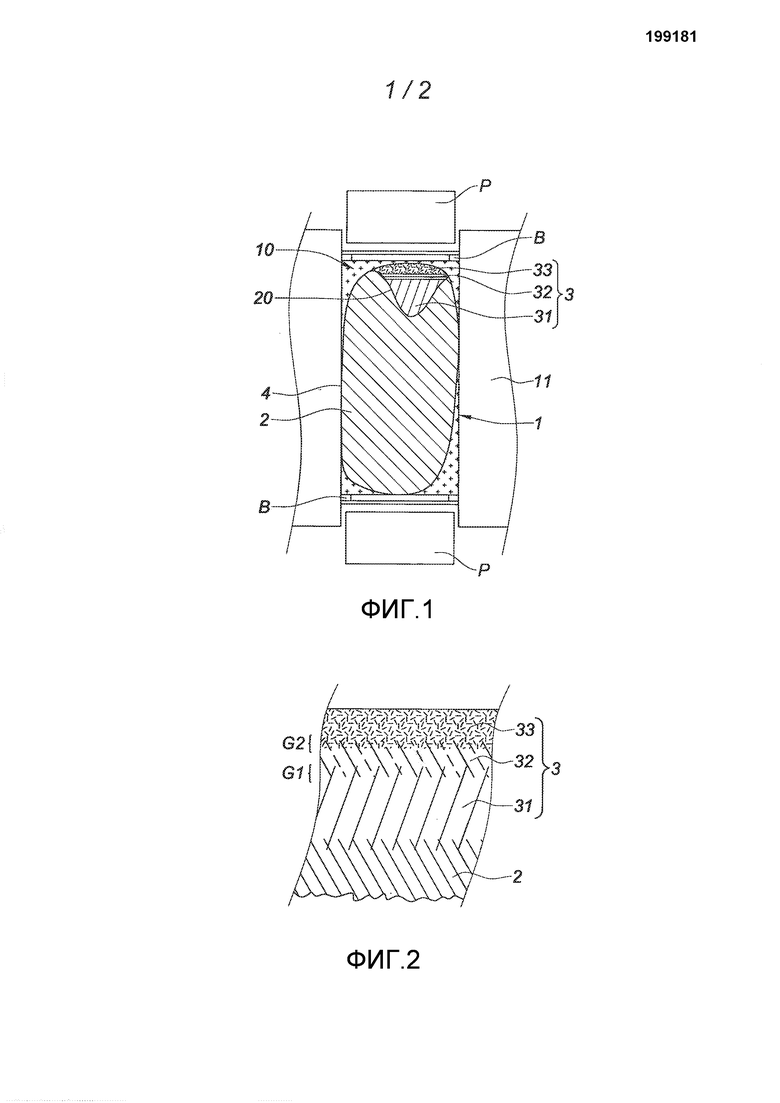
Фиг.1 показывает схематичный вид в разрезе примера соединения слоев в матричной форме SPS, имеющей вид отпечатка, соответствующего первоначальной детали;
Фиг.2 показывает схематичный частичный вид в разрезе этого соединения после искрового спекания;
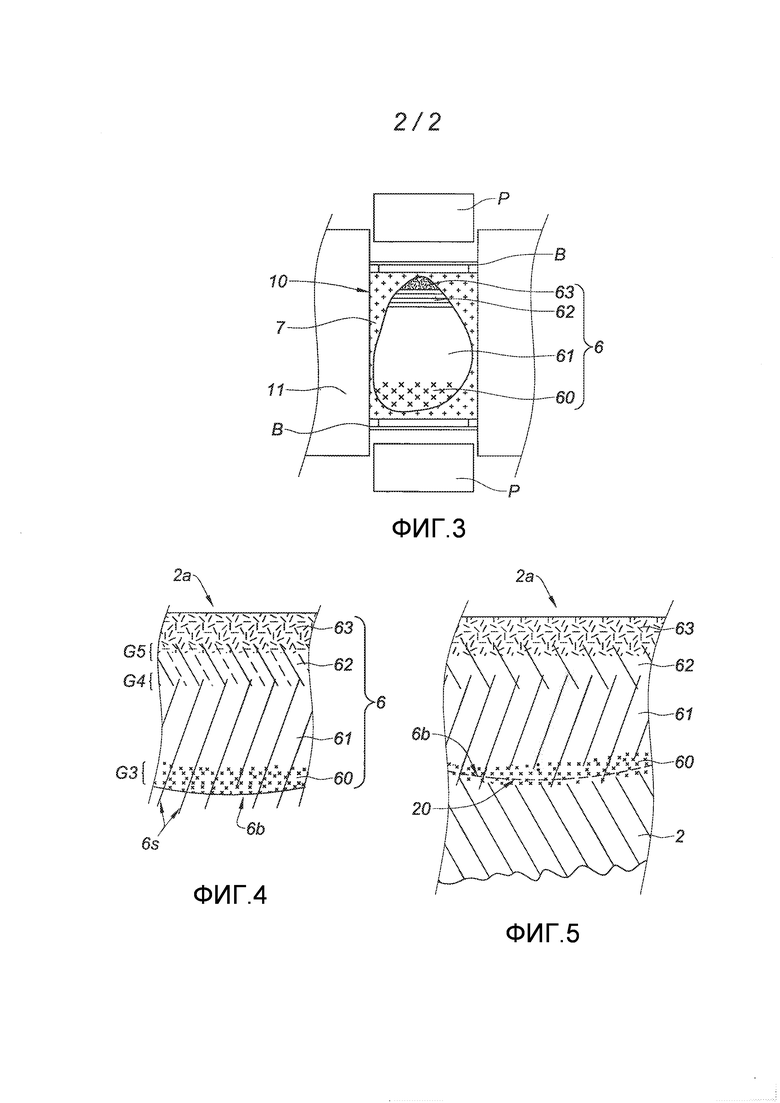
Фиг.3 показывает схематичный вид в разрезе примера соединения слоев в матричной форме SPS, имеющей вид отпечатка, соответствующего наплавляемой части детали;
Фиг.4 показывает схематичный частичный вид в разрезе этого соединения после искрового спекания, и
Фиг.5 показывает схематичный вид в разрезе этого соединения после пайки на подвергаемой наплавке детали.
ДЕТАЛЬНОЕ ИЗЛОЖЕНИЕ
На фиг.1 показан схематичный вид формы 1 в частичном вертикальном разрезе, образованной в камере 10 полой цилиндрической графитовой камерной матрицы 11 SPS (не показано). Выводы «В» электрического напряжения и компрессионные поршни «Р» отрегулированы так, чтобы позволить прессование и прохождение импульсного тока через форму в соответствии с циклами искрового спекания.
Эта форма 1а имеет вид отпечатка, соответствующего первоначальной детали из сверхсплава. Поврежденная деталь 2 вводится в эту форму после очистки ее внутренней поверхности, в частности поверхности 20, на которой отсутствует, или эродирована, корродирована, или окислена часть детали. На эту поверхность 20 накладывают соединение 3 последовательных слоев или пластов материала: слой из порошка сверхсплава 31, пласт защитного металла 32, образованного листами платины и алюминия, и термический барьер 33, образованный керамическим порошком циркония, стабилизированного иттрием с формулой ZrO2Y2O3.
В соответствии с геометрической формой подвергаемой наплавке детали слои или пласты могут быть наложены на поврежденную деталь 2 до ее помещения в форму 1, или, альтернативно, соединение 3 может быть инжектировано в эту форму из насадок. Деталь и соединение располагают в графитовой рубашке 4, которая в свою очередь помещена в форму, чтобы можно было оказать локальное давление. Эти различные способы образования многослойного соединения 3 на детали 1 относятся к компетенции специалиста в данной области техники.
Во время операции искрового спекания циклы регулирования температуры и давления следуют по запрограммированным диаграммам в соответствии с заданными значениями электрического напряжения и давления. Программы предусматривают температурные площадки, которые могут доходить до 2000°С, с электрическим током, проходящим по форме, достигающим 8000А.
Прикладываемый ток позволяет очень быстро увеличить температуру, например порядка 600°С/мин или более. Эта быстрота исключает увеличение зерен при спекании и, таким образом, показана, в частности, для синтеза наноматериалов. Более того, эта быстрота позволяет также дозировать диффузию: как показано на фиг.2, формирование многослойного соединения 3 сохраняется, благоприятствуя при этом появлению градиентов композиции G1 и G2 на стыке слоев и пластов 31-32-33, а также закреплению сплошных материалов между пластом 31 спеченного сверхсплава и подвергаемой наплавке деталью 2.
Со ссылкой на фиг.3, схематичный вид в разрезе показывает другой пример соединения слоев 6 в форме 7, образованной в камере 10 матрицы SPS 11. В этом примере форма 7 имеет вид отпечатка, соответствующего наплавляемой части, дополняющей поврежденную деталь для воссоздания первоначальной детали.
В соответствии с описанными выше способами отпечаток заполняется последовательными нанесениями слоев и пластов, образующих многослойное соединение 6 или набор: слой порошка припоя 60, способный соответствовать стороне подвергаемой наплавке детали, слой порошка сверхсплава 61, защитный пласт 62, образованный листами композиций Ni-Al-Zr, и термический барьер 63, образованный из керамического порошка циркония, стабилизированного в иттрии с формулой ZrO2Y2O3 и дополненный оксидом гадолиния Gd2O3.
Со ссылкой на фиг.4 этап спекания, осуществляемый при вышеуказанных условиях, позволяет получить преформу 2а, имеющую градиенты композиций G3, G4 и G5 в многослойном наборе 6 между слоями или пластами 60-61-62-63. Спеченный слой припоя 60 имеет наружную сторону 6b, способную быть жестко соединенной с поврежденной поверхностью подвергаемой наплавке детали, при этом материал сверхсплава 6s появляется на поверхности преформы 2а на стороне припоя 6b.
На последующем этапе пайки, показанном на фиг.5, сторона припоя 6b преформы 2а вступает в контакт с областью, дополняющей подвергаемую наплавке деталь 2, а именно со стороной 20. Затем преформу 2а и присоединенную деталь 2 нагревают в соответствующей печи при температуре, по меньшей мере, равной температуре плавления припоя, например около 700°С для припоя, например, на основе серебра. Сторона припоя 6b закрепляется, таким образом, посредством диффузии плавящихся элементов припоя в подвергаемой наплавке детали 2 по всей ее стороне 20.
Настоящее изобретение не ограничивается раскрытыми и показанными примерами. Можно, например, наносить несколько химически и термически совместимых первоначальных слоев из керамики. Кроме этого, металлический защитный слой и слой термического барьера могут быть добавлены позже на этапе последующего нанесения на всю уже восстановленную деталь. В этом случае защитный слой и слой термического сопротивления предпочтительно предварительно сняты с поверхности поврежденной детали и спекание осуществлено без этих слоев. Далее эти слои наносятся и жестко соединяются посредством спекания на всей восстановленной детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| АДДИТИВНЫЙ СПОСОБ ПОЛУЧЕНИЯ ГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ТОКОПРОВОДЯЩЕЙ КЕРАМИКИ МЕТОДОМ ИСКРОВОГО ПЛАЗМЕННОГО СПЕКАНИЯ | 2021 |
|
RU2761813C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ТЕПЛОВОГО БАРЬЕРА В МНОГОСЛОЙНОЙ СИСТЕМЕ ЗАЩИТЫ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И ДЕТАЛЬ, СНАБЖЕННАЯ ТАКОЙ ЗАЩИТНОЙ СИСТЕМОЙ | 2012 |
|
RU2600781C2 |
| МНОГОСЛОЙНОЕ ТЕПЛОЗАЩИТНОЕ ПОКРЫТИЕ НА ДЕТАЛЯХ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2021 |
|
RU2766404C1 |
| СПОСОБ И СИСТЕМА ДЛЯ АДДИТИВНОГО ПРОИЗВОДСТВА И ВОССТАНОВЛЕНИЯ С ИСПОЛЬЗОВАНИЕМ ИЗГОТОВЛЕНИЯ И ПОДАЧИ IN SITU СПЕЧЕННОЙ ПРОВОЛОКИ | 2018 |
|
RU2750316C1 |
| РЕМОНТ КОНЦЕВОЙ ЧАСТИ КОМПОНЕНТА ТУРБИНЫ С ПОМОЩЬЮ КОМПОЗИТНОЙ ПРЕДВАРИТЕЛЬНО СПЕЧЕННОЙ ПРЕФОРМЫ ЛЕГИРОВАННОЙ БОРОМ ОСНОВЫ | 2019 |
|
RU2785029C1 |
| Устройство для создания деталей аддитивно-субтрактивно-упрочняющей технологией | 2020 |
|
RU2750603C1 |
| ПАЯЛЬНЫЙ МАТЕРИАЛ | 2002 |
|
RU2223165C1 |
| ПАЯНОЕ СОЕДИНЕНИЕ МЕЖДУ МЕТАЛЛИЧЕСКОЙ ДЕТАЛЬЮ НА ОСНОВЕ ТИТАНА И ДЕТАЛЬЮ ИЗ КЕРАМИЧЕСКОГО МАТЕРИАЛА НА ОСНОВЕ КАРБИДА КРЕМНИЯ (SiC) И/ИЛИ УГЛЕРОДА | 2006 |
|
RU2416587C2 |
| СПОСОБ УПРОЧНЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, ПОДВЕРГАЮЩИХСЯ АБРАЗИВНОМУ ИЗНОСУ, В ЧАСТНОСТИ ПОВЕРХНОСТЕЙ ШНЕКОВЫХ ТРАНСПОРТЕРОВ | 1996 |
|
RU2110375C1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ ИЗНОШЕННЫХ ДЕТАЛЕЙ | 2002 |
|
RU2209130C1 |
Группа изобретений относится к локальной наплавке термомеханической детали из сверхсплава с закреплением наплавляемого материала в повреждении детали. Сначала на подготовительном этапе в камерной матрице для искрового спекания выполняют форму, имеющую вид отпечатка по меньшей мере одной наплавляемой части поврежденной детали, вводят в форму слой порошка припоя и по меньшей мере один слой на основе порошка сверхсплава с образованием многослойного набора порошков, затем проводят искровое спекание полученного многослойного набора путем воздействия давлением и пропускания импульсного тока с подъемом температуры с получением преформы, имеющей градиенты композиции в многослойном наборе порошков, со стороной припоя и сверхсплавом на его поверхности. Полученную преформу стороной припоя со сверхсплавом на его поверхности соединяют с деталью и проводят этап пайки с обеспечением закрепления полученной преформы в детали посредством диффузии материала плавящихся элементов припоя. Обеспечивается выполнение наплавки детали с обеспечением формы материала в повреждении, близкой к форме первоначальной детали. 2 н. и 7 з.п. ф-лы, 5 ил.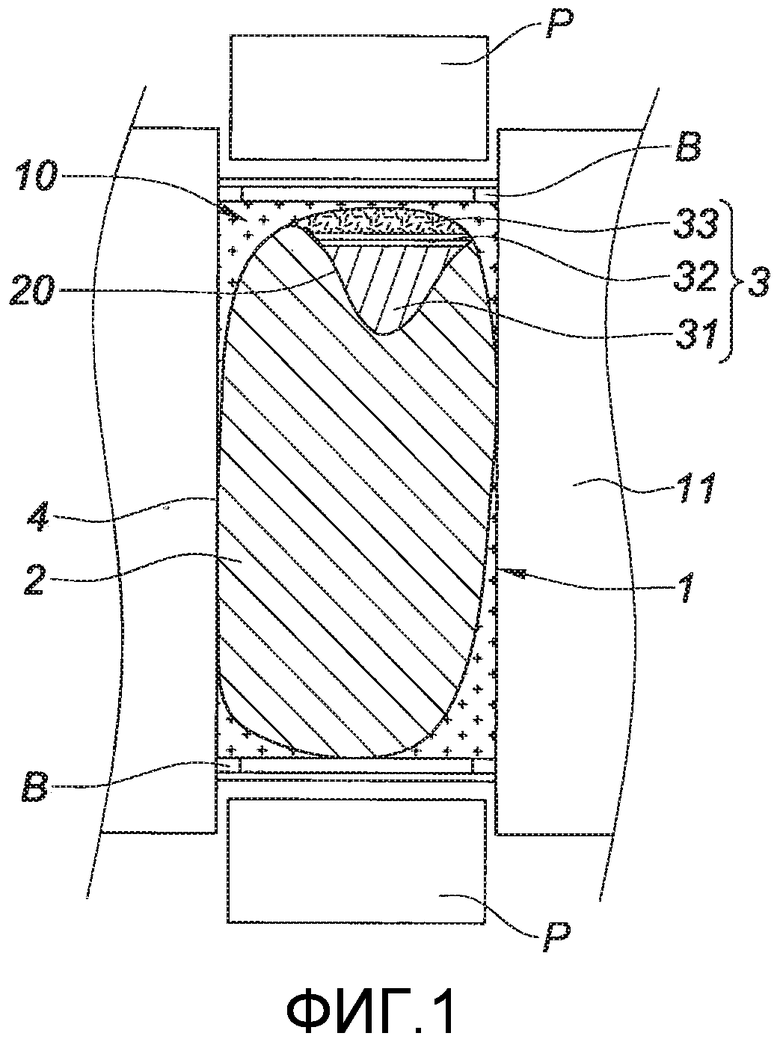
1. Способ локальной наплавки термомеханической детали (2) из сверхсплава, включающий закрепление наплавляемого материала в повреждении детали (2), отличающийся тем, что сначала на подготовительном этапе в камерной матрице для искрового спекания (SPS) выполняют форму (1, 7), имеющую вид отпечатка, по меньшей мере, одной наплавляемой части поврежденной детали (2), вводят в форму (1, 7) слой (60) порошка припоя и, по меньшей мере, один слой (31, 61) на основе порошка сверхсплава с образованием многослойного набора (6) порошков, затем проводят искровое спекание полученного многослойного набора путем воздействия давлением и пропускания импульсного тока с подъемом температуры с получением преформы (2а), имеющей градиенты композиции (G3, G4 и G5) в многослойном наборе (6) порошков, со стороной (6b) припоя и сверхсплавом (6s) на его поверхности, при этом регулируют температуру, давление и продолжительность искрового спекания с обеспечением по меньшей мере одной температурной площадки и одной площадки давления, после чего полученную преформу (2а) стороной (6b) припоя со сверхсплавом (6s) на его поверхности соединяют с деталью (2) и проводят этап пайки с обеспечением закрепления полученной преформы (2а) в детали (2) посредством диффузии материала плавящихся элементов припоя.
2. Способ по п. 1, отличающийся тем, что регулируют температуру, давление и продолжительность искрового спекания с обеспечением подъема температуры, по меньшей мере, 600°С/мин, в температурном диапазоне между 1000 и 2000°С и диапазоне давления между 10 и 100 МПа.
3. Способ по п. 1, отличающийся тем, что форма (1) имеет вид, соответствующий отпечатку первоначальной неповрежденной детали, при этом на этапе пайки закрепляют преформу (2а) в детали (2) посредством диффузии слоя (31) на основе порошка сверхсплава.
4. Способ по п. 3, отличающийся тем, что этап пайки ведут в печи при температуре, по меньшей мере, равной температуре плавления припоя (60).
5. Способ по п. 1, отличающийся тем, что на подготовительном этапе на слой (31, 61) сверхсплава наносят защитный металлический слой (32, 62) и термический барьер (33, 63).
6. Способ по п. 5, отличающийся тем, что защитный металлический слой (32, 62) образован, по меньшей мере, одним листом матрицы композиции Ni, Pt, Hf, Y, Si, Cu, Ag и/или Au и/или композиций Ni-Al, Ni-Pt-Al и/или Ni-Al-Zr.
7. Способ по п. 1, отличающийся тем, что термический барьер (33, 63) состоит из циркония, стабилизированного в иттрии.
8. Термомеханическая деталь из сверхсплава, подвергнутая локальной наплавке, отличающаяся тем, что она подвергнута локальной наплавке способом по любому из пп. 1-7.
9. Деталь по п. 8, отличающаяся тем, что она является деталью турбины.
| US 6384365 B1, 07.05.2002 | |||
| FR 2941965 A1, 13.08.2010 | |||
| FR 2932496 A1, 18.12.2009 | |||
| JP 2003342617 A, 03.12.2003 | |||
| Способ восстановления гильз цилиндров двигателя | 1990 |
|
SU1792805A1 |
| СПОСОБ РЕМОНТА ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ РАБОЧИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354523C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛЕМЕХОВ ПЛУГОВ | 2006 |
|
RU2344913C2 |

