ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу формирования электролита для твердооксидного топливного элемента на несущей металлической основе, в частности - к способу повышения плотности электролита. Также описаны топливные элементы, батареи топливных элементов и их применения.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Твердооксидный топливный элемент (SOFC; от англ.: solid oxide fuel cell) - это электрохимическое устройство для получения электрической энергии за счет электрохимического окисления топливного газа (обычно на основе водорода). Устройство основано на керамике, и проводящую ионы кислорода керамику на основе оксида металла в нем используют в качестве электролита. Поскольку керамические проводники ионов кислорода, известные в данной области техники (чаще всего - легированный оксид циркония или легированный оксид церия), демонстрируют технологически значимые уровни ионной проводимости только при температурах, превышающих 500°C (в случае электролитов на основе оксида церия) или 600°C (в случае керамики на основе оксида циркония), все SOFC должны работать при повышенных температурах.
Электролит является важной частью топливного элемента, и в SOFC он выполняет четыре основные функции:
- Обеспечивает протекание электрического тока между катодом (положительный воздушный электрод) и анодом (отрицательный топливный электрод) в форме подвижных ионов кислорода.
- Блокирует протекание между электродами электрического тока в форме электронов, который может вызвать внутреннее короткое замыкание внутри элемента.
- Предотвращает смешивание топлива и воздуха, что означает, что электролит должен иметь плотность, составляющую по меньшей мере 95% от теоретической плотности, чтобы в нем отсутствовала сообщающаяся пористость, и, соответственно, слой электролита был бы непроницаемым для газов и по существу не содержал дефектов.
- Некоторые топливные элементы, например - топливный элемент, описанный в публикации GB 2368450, принадлежащей заявителю по настоящей заявке, обеспечивают газонепроницаемое краевое уплотнение за счет сцепления с металлической основой вокруг одного из электродов (номинально - анода) для предотвращения смешивания реагентов топливной стороны и реагентов окислительной стороны в непосредственной близости от электрохимических процессов в топливном элементе.
Традиционно SOFC были цельнокерамическими устройствами, в которых либо электролит, либо один из электродов обеспечивал структурную основу для топливного элемента. Этот подход имеет хорошо известные недостатки, указанные ниже, которые препятствуют широкой коммерциализации технологии SOFC.
Относительно низкая ионная проводимость материалов электролитов на основе циркония означает, что SOFC-элементы с несущим электролитом (ESC; от англ.: electrolyte-supported cells) должны работать при высоких температурах (в характерном случае - от 850°C до 1000°C) для достижения практически значимых выходных мощностей, поскольку электролит должен быть относительно толстым (более 100 мкм) и, соответственно, резистивным для того, чтобы иметь достаточную механическую прочность. Это создает проблемы, обусловленные высокой стоимостью материалов для компонентов батарей и систем, которые должны выдерживать постоянную эксплуатацию при таких высоких температурах.
Более недавней разработкой является топливный элемент с несущим анодом (ASC; от англ.: anode-supported cells), где структурной частью элемента является анод (обычно никель-электролитный металлокерамический композит) с пленкой электролита толщиной менее 20 мкм. Более тонкий электролит ASC допускает значительно более низкие рабочие температуры, лежащие в диапазоне от 650°C до 800°C. Основной проблемой при использовании ASC является их тенденция к катастрофическому выходу из строя, если происходит окисление никеля, содержащегося в аноде, до оксида никеля из-за потери топлива при рабочей температуре (это может произойти в случае неконтролируемого отказа с отключением из-за технической неисправности системы). Если это происходит, то увеличение объема из-за повторного окисления никеля может вызвать напряжения, которые приведут к растрескиванию всего топливного элемента.
Топливные элементы с несущим катодом очень трудно производить из-за относительно высокого коэффициента термического расширения многих материалов катодов для SOFC по сравнению с электролитом, и проблемы, связанной с поддержанием достаточной пористости при температурах обжига электролитов.
Кроме того, известно, что керамические топливные элементы трудно изолировать с получением батареи таким способом, который был бы нечувствительным к повреждению из-за напряжений, обусловленных термоциклированием (циклическим температурным воздействием) и механической вибрацией.
Конструкцией SOFC-элемента, которая исключает указанные выше проблемы, является конструкция SOFC на несущей металлической основе, раскрытая компанией Ceres Power (публикация GB 2368450). В этом SOFC-элементе в качестве его структурной основы использована фольга из ферритной нержавеющей стали, которой придана частичная пористость в центральной области, чтобы обеспечить доступ топлива к аноду. Все основные активные слои элемента (анод, электролит и катод) осаждены на верхней поверхности фольговой основы, в характерном случае - в форме толстых пленок.
SOFC-элемент компании Ceres Power также обеспечивает работу при более низких, чем обычно, температурах. Эти температуры могут лежать в диапазоне от 450°C до 650°C, и часто рабочие температуры лежат в диапазоне от 500°C до 620°C (поэтому топливный элемент компании Ceres Power считается «низкотемпературным твердооксидным топливным элементом», в противоположность стандартному твердооксидному топливному элементу, который работает при температурах, превышающих 650°C, часто - превышающих 700°C). Это обеспечивают за счет преимущественного использования керамических материалов на основе оксида церия (ceria), таких как CGO10 (Ce0,9Gd0,1O1,95), в качестве электролита, проводящего кислородные ионы, который по своей природе имеет более высокую проводимость для кислородных ионов, чем материалы на основе циркония. Тонкую пленку стабилизированного циркония осаждают в электролите для предотвращения внутреннего короткого замыкания в элементе, обусловленного смешанной ионно-электронной проводимостью электролитов на основе диоксида церия, как раскрыто в публикации GB 2456445. Поскольку слой циркония очень тонок, его сопротивление переносу кислородных ионов является достаточно низким, так что все еще возможна низкотемпературная эксплуатация.
Основной проблемой при производстве SOFC на несущей металлической основе является получение плотного, по существу не содержащего дефектов слоя электролита на основе легированного оксида церия с использованием экономически эффективного способа, пригодного для крупносерийного производства. Основными проблемами, которые нужно решить для производства действительно прочных и эффективных топливных элементов, являются:
- Необходимость спекания слоя электролита до более чем 95% от теоретической плотности при температуре, которая не приводит к чрезмерному окислению металлической основы (в характерном случае - ниже 1100°C в конструкциях компании Ceres Power, в которых в характерном случае используют основы из ферритной нержавеющей стали).
- Необходимость спекания слоя электролита на основе из безусадочного металла. Это означает, что усадка при спекании ограничена одним измерением; проблема обусловлена тем, что, как известно, ограничение усадки во время спекания ингибирует уплотнение по сравнению с неограниченным изотропным спеканием.
- Необходимость разработки способа осаждения, который исключает включение дефектов или возникновение дефектов в керамическом слое.
Известно, что легированный оксид церия легче спечь до максимальной плотности, чем оксид циркония, используемый в электролитах для SOFC, что выгодно для производства топливных элементов на несущей металлической основе. Однако, в отличие от оксида циркония, оксид церия может быть восстановлен при воздействии восстановительной газовой среды при повышенной температуре; при этом ионы Се4+ частично восстанавливаются до ионов Се3+. Известно, что это приводит к расширению кристаллической решетки материала, которое в конечном итоге приводит к развитию напряжений в керамическом электролите, являющихся достаточно высокими для того, чтобы привести к разрушению электролита вследствие растрескивания. Эта характеристика электролитов на основе оксида церия препятствует использованию восстановительных газовых сред для спекания электролита при очень высоких температурах без окисления стали, как описано при производстве SOFC на несущей металлической основе с электролитами на основе оксида циркония. Кроме того, для обеспечения низкозатратного крупносерийного производства и исключения проблем, связанных с взаимодействием между никелем, содержащимся в аноде, и основой из нержавеющей стали, крайне желательно спекать электролит в воздухе.
Известно, что уплотнение легированного оксида церия можно значительно повысить за счет добавления малых количеств некоторых оксидов металлов, в частности - оксида кобальта, оксида меди и оксида лития.
Плотность неспеченного керамического порошкового компакта можно увеличить посредством приложения высокого давления к компакту с целью как можно большего уплотнения порошка. Характерные плотности неспеченных порошковых компактов после прессования лежат в диапазоне от 35% до 60% от теоретической плотности, в зависимости от морфологии и площади поверхности порошка.
Задачей настоящего изобретения является преодоление или облегчение по меньшей мере нескольких аспектов указанных выше проблем. Соответственно, оно может обеспечить способ получения (формирования) электролита, который является плотным, газонепроницаемым и может быть изготовлен на несущей основе из ферритной нержавеющей стали с использованием низкозатратных крупносерийных способов производства.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, в первом аспекте настоящего изобретения обеспечен способ формирования электролита для твердооксидного топливного элемента на несущей металлической основе, который включает по меньшей мере одну из стадий a-d:
a. нанесение неспеченного электролита на основе легированного диоксида церия на анодный слой;
b. удаление растворителей и органических веществ из неспеченного электролита;
c. прессование неспеченного электролита для повышения плотности неспеченного электролита; и
d. нагревание неспеченного электролита со скоростью повышения температуры в температурном диапазоне от 800°C до 1000°C, лежащей в диапазоне от 5°C/мин до 20°C/мин, с формированием электролита.
Часто способ включает стадии а и одну из стадий b-d, часто комбинацию двух или трех или более из стадий a-d или все стадии a-d используют для получения плотного, газонепроницаемого электролита на основе легированного оксида церия. Более конкретно, можно получить электролит с плотностью, превышающей 95% от теоретической плотности, например - лежащей в диапазоне от 95% до 100%, часто можно достичь плотности, лежащей в диапазоне от 95,1%, 97% или 98% до 100%. Это снижает пористость и, соответственно, проницаемость для газов, так что электролит является газонепроницаемым. Кроме того, достижение плотности электролита, которая составляет столь высокий процент от теоретической плотности, обеспечивает то, что электролит имеет лишь очень низкие уровни микроскопической пористости, и поэтому он менее подвержен растрескиванию (и, соответственно, разрушению) во время эксплуатации.
Неспеченный электролит на основе легированного оксида церия часто получают из легированного оксида церия с высокой проводимостью для кислорода, например - из оксида церия, легированного гадолинием (например, Ce0,9Gd0,1O1,95 (CGO10)), или из оксида церия, легированного самарием (например, Ce0,9Sm0,1O1,95). Часто неспеченный электролит на основе легированного оксида церия получают из CGO (оксида церия, легированного гадолинием). Во многих случаях легированный оксид церия вначале имеет форму порошка, так что начальной стадией способа может быть получение порошкообразного легированного оксида церия. Часто порошок имеет бимодальное распределение частиц по размеру с пиком при примерно 0,45 мкм и пиком при примерно 1,6 мкм.
Порошкообразный легированный оксид церия часто имеет определенную площадь поверхности для обеспечения хорошего спекания неспеченного слоя электролита, который будет сформирован. Часто порошкообразный легированный оксид церия имеет площадь поверхности, измеренную методом BET (метод Браунауэра-Эммета-Теллера; от англ.: Braunauer-Emmet-Teller), лежащую в диапазоне от 15 м2/г до 40 м2/г, чаще - от 20 м2/г до 35 м2/г, еще чаще - от 24 м2/г до 28 м2/г. Обычно, даже в том случае, когда используют размол, площадь поверхности порошка, измеренная методом BET, лежит в этом диапазоне. Диапазон площади поверхности порошка, измеренной методом BET, выбирают таким, чтобы она была достаточно большой для обеспечения достаточной спекаемости порошка и достаточно малой для минимизации зазоров, которые могут появиться между частицами слишком малого размера (слишком большая площадь поверхности отдельных частиц), обеспечивая возможность получения плотности неспеченного электролита, равной по меньшей мере 50% от теоретической плотности. Если плотности неспеченных порошков лежат в этом диапазоне, то проще добиться конечных плотностей спеченного электролита, превышающих 95% от теоретической плотности и обеспечивающих получение непроницаемого для воздуха, прочного электролита. Использование порошкообразного легированного оксида церия с площадью поверхности, измеренной методом BET, лежащей за пределами указанного диапазона, может привести к неадекватному уплотнению или растрескиванию спеченного слоя.
Во многих случаях порошок можно получить посредством совместного осаждения предшественника легированного оксида церия из раствора нитрата церия с нитратом легирующей добавки с использованием основания, например - карбоната аммония. Этот предшественник (в характерном случае - легированный гидрокарбонат церия) затем выделяют, сушат и кальцинируют с получением желаемого порошкообразного легированного оксида церия вследствие термического разложения гидрокарбоната до аморфного оксида, после чего проводят кристаллизацию. Если легированным оксидом церия является CGO, то кристаллизация приводит к образованию однофазных кубических кристаллов флюоритного типа. Этот способ выгоден, поскольку в целом желательно использовать порошки с приблизительно сферической морфологией и небольшим количеством частиц неправильной формы. Преимуществом этого является улучшенная упаковка частиц, которая, в свою очередь, способствует получению высокоплотного электролита при низких (согласно стандартам обработки керамики) температурах спекания, используемых в способе по настоящему изобретению. Порошок, полученный этим способом, имеет приблизительно сферическую морфологию, поэтому часто используют именно этот способ получения порошкообразного легированного оксида церия. При использовании в контексте настоящего изобретения термин «приблизительно сферический» относится к описанию общей морфологии. Специалисту в данной области техники будет очевидно, что частицы являются сферическими в пределах стандартных допусков и заметно не отклоняются от этой формы. Кроме того, почти все частицы являются «приблизительно сферическими», то есть, например, от 90% до 100% частиц являются сферическими, часто - от 95% до 100% или от 98% до 100% объема частиц имеют «приблизительно сферическую морфологию».
Во многих случаях электролит содержит спекающую добавку, которая часто содержит порошок оксида переходного металла (ТМО; от англ.: transition metal oxide) (чаще всего Co3O4 или CuO), поскольку эти ТМО обеспечивают превосходное улучшение спекания. Спекающая добавка может присутствовать в концентрации, лежащей в диапазоне от 0,5 мол. % до 5 мол. % от всех катионов, чаще - в диапазоне от 0,75 мол. % до 3 мол. %, еще чаще - в диапазоне от 1 мол. % до 2 мол. %. Такая концентрация обеспечивает баланс между необходимостью повысить уплотнение и не нарушить электрические свойства материала. В способе по настоящему изобретению спекающая добавка в характерном случае имеет форму порошка и смешана с легированным оксидом церия. В этом случае обычно она имеет размер частиц, сопоставимый с размером частиц CGO или меньший. Это обеспечивает возможность гомогенного смешивания ТМО с CGO с образованием одной фазы при спекании. Однако спекающую добавку также можно включить в порошкообразный легированный оксид церия в процессе получения порошкообразного легированного оксида церия посредством совместного осаждения нитрата спекающей добавки с нитратом церия и нитратом легирующей добавки. Альтернативно, спекающую добавку можно добавить к легированному оксиду церия посредством смешивания легированного оксида церия с раствором нитрата спекающей добавки в неводном растворителе, например - этаноле, с последующей сушкой и термическим разложением с разложением нитрата до спекающей добавки. Этот процесс не является предпочтительным из-за выделения в процессе разложения токсичных оксидов азота, но его можно использовать в условиях, когда преимущества перевешивают проблемы, связанные с выделением оксидов азота. Другим возможным способом объединения спекающей добавки с легированным оксидом церия является смешивание порошкообразного оксида церия с водным раствором нитрата спекающей добавки с последующим осаждением гидроксида или карбоната спекающей добавки с использованием подходящего основания, например - карбоната натрия. Затем порошок промывают, сушат и кальцинируют для разложения карбоната или гидроксида спекающей добавки до ее оксида. Во всех случаях целью является гомогенное смешивание спекающей добавки с легированным оксидом церия, для того чтобы повысить однородность спекания.
В некоторых случаях способ также включает дополнительную стадию формирования неспеченного электролита на основе легированного оксида церия из чернил. Часто чернила являются чернилами для трафаретной печати, однако специалист в данной области техники поймет, что чернила можно наносить с использованием большого разнообразия способов, включающих струйную печать под давлением или нанесение поливом. Часто это осуществляют посредством смешивания порошкообразного легированного оксида церия со спекающей добавкой (хотя спекающая добавка может отсутствовать) и последующего получения суспензии. Необязательно может также присутствовать диспергирующий агент для облегчения диспергирования растворителя. Диспергирующий агент часто присутствует в диапазоне от 5% до 15% от массы CGO. Растворитель, используемый в суспензии, может быть выбран из широкого спектра растворителей, пригодных для получения чернил для трафаретной печати, содержащих неорганические пигменты, но часто является растворителем с низкой летучестью (так что чернила не высыхают до нанесения), ограниченной полярностью и хорошей совместимостью с полимерами, необходимыми для придания чернилам нужных реологических свойств. Подходящие растворители включают, но не ограничиваются этим, Тексанол (2,2,4-триметил-1,3-пентандиола моноизобутират), терпинеол, бутилкарбитол, воду и их комбинации. Из этих растворителей наименее предпочтительной является вода, поскольку диспергирование порошкообразных оксидов металлов затруднено из-за образования водородных связей между водой и гидроксильными группами на поверхностях частиц, что приводит к агломерации частиц.
В некоторых примерах осуществления настоящего изобретения суспензию впоследствии подвергают размолу, в характерном случае - истирающему размолу, с целью уменьшения размера частиц порошкообразного легированного оксида церия и размера частиц любой присутствующей спекающей добавки. Необязательно размол также может обеспечить бимодальное распределение частиц по размеру с доминантным пиком при примерно 0,15 мкм, часто - в диапазоне от 0,1 мкм до 0,4 мкм или от 0,15 мкм до 0,35 мкм, и вторичным пиком при примерно 0,1 мкм, часто - в диапазоне от 0,5 мкм до 1,5 мкм или от 0,75 мкм до 1,25 мкм (при измерении с использованием эталонного порошка Malvern, диспергированного в Тексаноле). Стадия размола, если ее используют для получения бимодального распределения частиц по размеру, улучшает спекание неспеченного электролита с получением плотного, не содержащего трещин слоя электролита. Не ограничиваясь какой-либо теорией, мы полагаем, что этого проще добиться при бимодальном распределении частиц по размеру, чем при мономодальном распределении частиц по размеру, поскольку присутствие популяции более крупных частиц способствует осаждению частиц и, соответственно, уплотнению и упрочнению слоя неспеченного электролита. Кроме того, процесс размола также обеспечивает преимущество, состоящее в гомогенном диспергировании спекающей добавки, присутствующей совместно с порошкообразным легированным оксидом церия. Если спекающая добавка присутствует, то размер ее частиц часто уменьшают до субмикронного уровня, например - в диапазоне от 0,1 мкм до 0,9 мкм, часто - от 0,3 мкм до 0,6 мкм.
Поэтому способ по настоящему изобретению может включать дополнительную стадию размола суспензии, необязательно - для получения бимодального распределения частиц по размеру. Подходящие способы размола включают, но не ограничиваются этим, размол в шаровой мельнице, виброразмол, корзиночный размол и их комбинации. Все эти способы включают добавление очень твердых керамических шариков в суспензию и подачу механической энергии, так что шарики непрерывно сталкиваются друг с другом, разрушая порошок, если он попадает между сталкивающимися шариками. Если используют шарики, то возможна стадия удаления шариков из суспензии после завершения размола.
Необязательно к суспензии можно добавить органические полимеры, часто - после размола, для превращения суспензии в чернила, пригодные для трафаретной печати. Органические полимеры, используемые в характерном случае, включают связующие (часто - в диапазоне от 1 масс. % до 5 масс. %), диспергирующие агенты (если они не добавлены на стадии размола), поверхностно-активные вещества (часто - в диапазоне от 0,05 масс. % до 5 масс. %), способствующие выравниванию поверхности и выделению пузырьков воздуха из чернил во время производства и печати, и их комбинации. Связующие выполняют двойную роль модификации реологических свойств чернил в направлении повышения их тиксотропной природы, которая важна для эффективной печати, и связывания частиц друг с другом в печатном слое в процессе его высыхания, предотвращения растрескивания и придания высушенному неспеченному порошковому компакту определенной прочности. Подходящие связующие включают, но не ограничиваются этим, поливинилбутираль (PVB; от англ.: polyvinylbutyral) и этилцеллюлозу. Подходящие диспергирующие агенты и поверхностно-активные вещества обычно являются патентованными добавками, поставляемыми такими компаниями, как Byk-Chemie, BASF, TEGO или Schwegmann. Получение чернил часто требует растворения добавок. Это может быть осуществлено за счет использования подходящего способа высокосдвигового дисперсионного смешивания, например - с использованием высокоскоростного диспергатора (HSD; от англ.: High Speed Disperser), хотя можно использовать и другие способы. Чернила можно дополнительно гомогенизировать с использованием трехвалковой мельницы. Получение чернил обеспечивает более легкое осаждение легированного оксида церия на анодном слое.
Часто перед стадией а. на несущую металлическую основу наносят анодный слой. Металл может быть любой металлической основой, обычно используемой в SOFC на несущей металлической основе, однако несущая металлическая основа для настоящего изобретения часто содержит перфорированную область, окруженную неперфорированной областью, как описано в публикации GB 2368450, содержание которой, в частности - относительно принципиальной конструкции SOFC на несущей металлической основе этого типа, включено в данную публикацию посредством ссылки. В этих конструкциях анод расположен над перфорированной областью, такая конфигурация обеспечивает доступ газа к аноду через перфорированную (часто - полученную посредством лазерной прошивки) область. Часто несущая металлическая основа является основой из нержавеющей стали, часто - из ферритной нержавеющей стали, поскольку ферритная нержавеющая сталь обладает сходным коэффициентом термического расширения с GDC-электролитом, то есть чаще всего используемым легированным оксидом церия, за счет чего снижаются напряжения в полуэлементе во время циклов нагревания/охлаждения.
Слой неспеченного электролита часто получают посредством осаждения чернил на анодный слой. Часто это осуществляют посредством трафаретной печати чернилами по анодному слою. В характерном случае слой электролита, нанесенный посредством трафаретной печати, покрывает анодный слой и перекрывает края анодного слоя, так что слой электролита покрывает часть металлической основы или всю металлическую основу, не покрытую анодным слоем.
Анодный слой также в характерном случае получают с использованием композиции материала анода в форме чернил, и его также часто осаждают посредством трафаретной печати. Необязательно, анодный слой спекают с получением пористого керамического композита (анода) перед осаждением электролита. Однако настоящее изобретение не исключает осаждения неспеченного электролита поверх неспеченного анода и совместного спекания обоих слоев, так что анодный слой является неспеченным анодным слоем, и неспеченный анодный слой и неспеченный электролит спекают во время одной стадии обжига. Совместное спекание может быть выгодным с точки зрения производственных затрат, хотя часто используют последовательное спекание, поскольку совместное спекание может затруднить формирование высококачественного слоя электролита. В некоторых случаях неспеченный электролит содержит множество слоев электролита, полученных посредством послойного нанесения электролита на основе легированного оксида церия поверх анодного слоя с выполнением сушки после нанесения каждого слоя. Это обеспечивает формирование более толстого слоя электролита без утраты контроля за структурой, которая происходит при нанесении одного «толстого» слоя на анодный слой. В характерном случае слой электролита имеет толщину, лежащую в диапазоне от 1 мкм до 20 мкм.
Во многих примерах осуществления настоящего изобретения стадия b, то есть стадия удаления растворителей и органических веществ из неспеченного электролита, включает испарение растворителей. Эта стадия часто имеется в том случае, если производят осаждение чернил или суспензии. Часто эту стадию проводят при температуре, лежащей в диапазоне от 100°C до 250°C или от 150°C до 200°C, и часто - в течение периода времени, лежащего в диапазоне от 5 минут до 20 минут, после которого растворитель будет удален. Этот аспект способа, если его используют, обеспечивает дополнительное преимущество, состоящее в схватывании связующего. В характерном случае для обеспечения нагрева используют печь.
Эта стадия может дополнительно или альтернативно включать стадию нагрева неспеченного электролита для разложения органических веществ. Специалисту в данной области техники будет понятно, как этого добиться, однако нагрев часто производят до температуры, лежащей в диапазоне от 250°C до 500°C или от 300°C до 400°C; температуру поддерживают в этом температурном диапазоне (или примерно постоянную температуру, или переменную в этом диапазоне) до завершения разложения. Это часто происходит за период времени, лежащий в диапазоне от 10 минут до 60 минут, за который органическое вещество сгорает/возгоняется и поэтому удаляется из неспеченного электролита. В характерном случае для подачи тепла используют термостат или печь. Органические вещества в характерном случае включают связующее, полимерный диспергирующий агент и поверхностно-активный полимер, который покрывает частицы легированного оксида церия, и частицы спекающей добавки, если они имеются. Разложение («выгорание») органических веществ и, соответственно, удаление их из чернил, после которого остаются только легированный оксид церия и спекающая добавка, позволяет получить более плотный электролит. Это обусловлено тем, что в отсутствие других материалов частицы легированного оксида церия можно более плотно прижать друг к другу во время стадии прессования (стадии с).
Прессование неспеченного электролита может включать приложение давления, лежащего в диапазоне от 50 МПа до 500 МПа, часто - от 100 МПа до 400 МПа, еще чаще - от 250 МПа до 350 МПа. Прессование способствует повышению плотности неспеченного слоя и, соответственно, спеченного электролита. Первоначальные плотности осажденного неспеченного электролита в характерном случае лежат в диапазоне от примерно 20% до примерно 40% от максимальной плотности. Прессование осуществляют в течение периода времени, необходимого для того, чтобы обеспечить плотность неспеченного электролита, лежащую в диапазоне от 50% до 60% от теоретической плотности (например, в диапазоне от 50% до 55%). Специалист в данной области техники сможет выбрать подходящий период времени для приложения давления; тем не менее, часто давление прикладывают в течение периода времени, лежащего в диапазоне от 0 минут до 5 минут. Если такие значения плотности не достигнуты до обжига неспеченного электролита, то электролит часто оказывается недостаточно плотным для того, чтобы он был газонепроницаемым и устойчивым к растрескиванию. Для получения газонепроницаемых, прочных систем желательно после обжига иметь значения плотности, превышающие 95% от теоретической плотности, как описано выше. Часто давление прикладывают с использованием холодного изостатического прессования, одноосного мембранного прессования или их комбинации. Эти способы создают равномерное давление на всей поверхности неспеченного электролита, обеспечивая достижение равномерной плотности. Процесс прессования обеспечивает сильно уплотненный неспеченный слой.
Стадию обжига d. часто проводят в печи, часто - в воздушной среде, и со скоростью повышения температуры в диапазоне температур от 800°C до 1000°C, лежащей в диапазоне от 5°C в минуту до 20°C в минуту, с формированием электролита. Важно, чтобы скорость повышения температуры была не ниже 5°C/мин. Часто такую скорость нагрева используют в диапазоне температур от 900°C до 1100°C, чаще - от 950°C до 1050°C, еще чаще - от 990°C до 1030°C. Общий период нагрева часто лежит в диапазоне от 20 минут до 120 минут, часто - в диапазоне от 30 минут до 90 минут, еще чаще - в диапазоне от 35 минут до 60 минут или от 35 минут до 40 минут. Скорость повышения температуры, лежащая в диапазоне от 5°C/мин до 20°C/мин в диапазоне температур от 800°C до 1000°C, важна, поскольку имеются конкурирующие процессы, происходящие внутри слоя электролита на металлической основе (в частности, на стальной основе) во время его спекания. Желательным процессом является движение летучих катионов спекающей добавки к границам зерен внутри керамики во время ее уплотнения, где они ускоряют спекание. Однако существует ряд конкурирующих нежелательных процессов. Одним из них является полная утрата летучих частиц спекающей добавки при высокой температуре, либо за счет испарения в атмосферу печи, либо за счет диффузии в анод. Другим нежелательным процессом является загрязнение слоя электролита летучими частицами оксидов переходных металлов (в частности, оксидов хрома), испаряющимися из стали. Как показано (в публикации GB 2400486), ионы хрома ингибируют спекание легированных оксидов церия, например - CGO. Если электролит слишком долго находится при температуре выше 800°C, но ниже температуры, при которой он полностью уплотняется (в характерном случае, выше 980°C), то спекающая добавка обычно испаряется, и уровень загрязнения хромом становится таким, что электролит не полностью уплотняется. Для того чтобы обеспечить такой быстрый нагрев, в характерном случае для спекания электролита используют печь с ленточным конвейером, хотя можно использовать и печь периодического действия, если возможен достаточно быстрый нагрев при температуре выше 800°C без избыточного разброса температур во время периода спекания. При этом неспеченный электролит спекается в плотную, газонепроницаемую керамику, обычно имеющую плотность, составляющую по меньшей мере 95% от теоретической плотности. Специалисту в данной области техники будет понятно, что получение газонепроницаемого слоя электролита в характерном случае приводит к наличию остаточной несообщающейся пористости в электролите и, соответственно, к исключительной трудности получения электролитов со значениями плотности, которые приближаются к 100% от теоретической плотности, часто - всего лишь в диапазоне от 50% до 85% от теоретической плотности. Способ, описанный в данной публикации устраняет эту проблему, обеспечивая электролиты, обладающие исключительно низкой пористостью и, соответственно, высокой плотностью, что приводит к получению газонепроницаемого слоя электролита, который с гораздо меньшей вероятностью растрескивается, нежели слои электролитов, известные в данной области техники.
Во втором аспекте настоящего изобретения обеспечен способ формирования электролита для твердооксидного топливного элемента на несущей металлической основе, который включает нанесение массы на по меньшей мере часть той части металлической основы, на которую не нанесен ни материал анода, ни материал электрода, перед обжигом электролита, чтобы по меньшей мере эта часть металлической основы оставалась плоской во время спекания электролита и/или анода. Масса может быть любым веществом, которое устойчиво к условиям в печи, и она должна быть достаточно большой для предотвращения деформации металлической основы. Часто этой массой является оксид алюминия, поскольку он инертен в условиях печи, хотя эффективной будет любая инертная керамика или, альтернативно, металлическая деталь с покрытием. Часто массу помещают на металлическую основу вокруг большей части или по всему периметру неспеченного электролита, так что металлическая основа остается плоской после спекания. Например, масса может покрывать от 30% до 100% периметра неспеченного электролита, или, при необходимости, от 50% до 95%, часто - от 70% до 90% или от 90% до 99%. Как будет очевидно специалисту в данной области техники, степень покрытия зависит от природы металлической основы и уровня напряжения, действующего на нее во время спекания анода/электролита. В некоторых случаях может потребоваться покрытие по всему периметру, а в некоторых - только частичное.
Показано, что использование массы позволяет многократное осаждение больших высококачественных слоев электролита на SOFC с несущей металлической основой; большие слои возможны благодаря тому, что спекание слоя электролита на металлической основе является не полностью ограниченным спеканием из-за пластической деформации металлической основы при температурах спекания. Это обычно приводит к напряжениям спекания в слоях керамики, которые снимаются за счет деформации металлической основы. Вследствие этого предпочтительно наносить закрепляющую массу на металлическую основу во время спекания для сохранения ее плоской, поскольку в противном случае напряжение спекания, приложенное к металлической основе электролитом, может быть достаточным для того, чтобы вызвать значительное искривление основы из-за пластической деформации металлической основы. Способ по второму аспекту можно объединить со способом по первому аспекту настоящего изобретения, при этом способ по первому аспекту включает дополнительную стадию нанесения массы по меньшей мере на часть той части металлической основы, на которую не нанесен ни материал анода, ни материал электролита, перед обжигом электролита, для того чтобы по меньшей мере эта часть металлической основы оставалась плоской во время спекания.
Во третьем аспекте настоящего изобретения обеспечен способ изготовления топливного элемента, включающий формирование электролита на анодном слое с несущей металлической основой с использованием способа по первому или второму аспектам настоящего изобретения и нанесение материала катода на электролит.
В четвертом аспекте настоящего изобретения обеспечен электролит, получаемый способом по первому или второму аспектам настоящего изобретения.
Кроме того, в пятом аспекте настоящего изобретения обеспечен топливный элемент, содержащий электролит по четвертому аспекту настоящего изобретения, а в шестом аспекте настоящего изобретения обеспечена батарея топливных элементов, содержащая по меньшей мере два топливных элемента по пятому аспекту настоящего изобретения.
Кроме того, в седьмом аспекте настоящего изобретения обеспечено применение топливного элемента или батареи топливных элементов по пятому или шестому аспектам настоящего изобретения для генерации электрической энергии.
Поэтому можно сказать, что настоящее изобретение обеспечивает способ формирования электролита для твердооксидного топливного элемента на несущей металлической основе, который необязательно включает одну или более из следующих стадий:
a. смешивание порошкообразного легированного диоксида церия (в характерном случае - порошкообразного диоксида церия, легированного гадолинием), часто, независимо, с площадью поверхности, определенной методом BET, лежащей в диапазоне от 15 м2/г до 40 м2/г, часто - с приблизительно сферической морфологией, часто - со спекающей добавкой на основе ТМО, в характерном случае - с размером частиц, лежащим в диапазоне от 1 мкм до 10 мкм, и часто - с растворителем с получением суспензии;
b. необязательный размол суспензии для необязательного получения бимодального распределения по размеру частиц порошкообразного легированного диоксида церия;
c. необязательное формирование чернил, в характерном случае - чернил, пригодных для трафаретной печати, посредством необязательного добавления одного или более из диспергирующего агента, связующего и поверхностно-активного вещества к суспензии;
d. нанесение анодного слоя на несущую металлическую основу, причем несущая основа необязательно содержит перфорированную область, окруженную неперфорированной областью, и независимо от этого необязательно является стальной основой;
e. необязательный обжиг анодного слоя;
f. нанесение неспеченного электролита на основе легированного оксида церия на анодный слой, необязательно - в виде множества слоев;
g. удаление растворителей и органических веществ из неспеченного электролита, необязательно - посредством испарения растворителей, необязательно - при температуре, лежащей а диапазоне от 100°C до 250°C, необязательно - посредством разложения органических веществ посредством нагрева, необязательно - до температуры, лежащей в диапазоне от 250°C до 500°C, и необязательно - в течение периода времени, лежащего в диапазоне от 5 минут до 20 минут;
h. прессование неспеченного электролита для повышения плотности неспеченного электролита, необязательно - посредством приложения давления, лежащего в диапазоне от 50 МПа до 500 МПа, причем давление необязательно создают с использованием холодного изостатического прессования, одноосного мембранного прессования или их комбинации;
i. необязательное нанесение массы по меньшей мере на часть той части металлической основы, на которую не был нанесен ни материал анода, ни материал электрода, для сохранения по меньшей мере той части металлической основы, которая является плоской во время обжига электролита; и
j. обжиг неспеченного электролита со скоростью повышения температуры в диапазоне температур от 800°C до 1000°C, лежащей в диапазоне от 5°C/мин до 20°C/мин, с формированием электролита, необязательно - в течение общего периода нагрева, лежащего в диапазоне от 20 минут до 120 минут.
Если в явном виде не указано иное, то любой из указанных пунктов можно использовать в комбинации с любым другим пунктом, что будет очевидно специалисту в данной области техники. Кроме того, хотя все аспекты настоящего изобретения предпочтительно «включают» признаки, описанные в связи с данным аспектом, более конкретно предусмотрено, что они могут «состоять» или «по существу состоять» из признаков, указанных в формуле изобретения. Кроме того, все термины, за исключением специально указанных в данной публикации, имеют смысл, который обычно используют в данной области техники.
Кроме того, при обсуждении настоящего изобретения, если в явном виде не указано иное, раскрытие альтернативных значений верхней или нижней границы допустимого диапазона значений параметра, следует понимать как подразумевающее, что любое промежуточное значение этого параметра, лежащее между наименьшим и наибольшим из альтернативных значений, также раскрыто как возможное значение параметра.
Кроме того, если в явном виде не указано иное, все численные значения, указанные в данной публикации, следует понимать как модифицируемые термином «примерно».
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Для того чтобы можно было лучше понять настоящее изобретение, далее оно будет описано со ссылкой на прилагаемые графические материалы и конкретные примеры его осуществления.
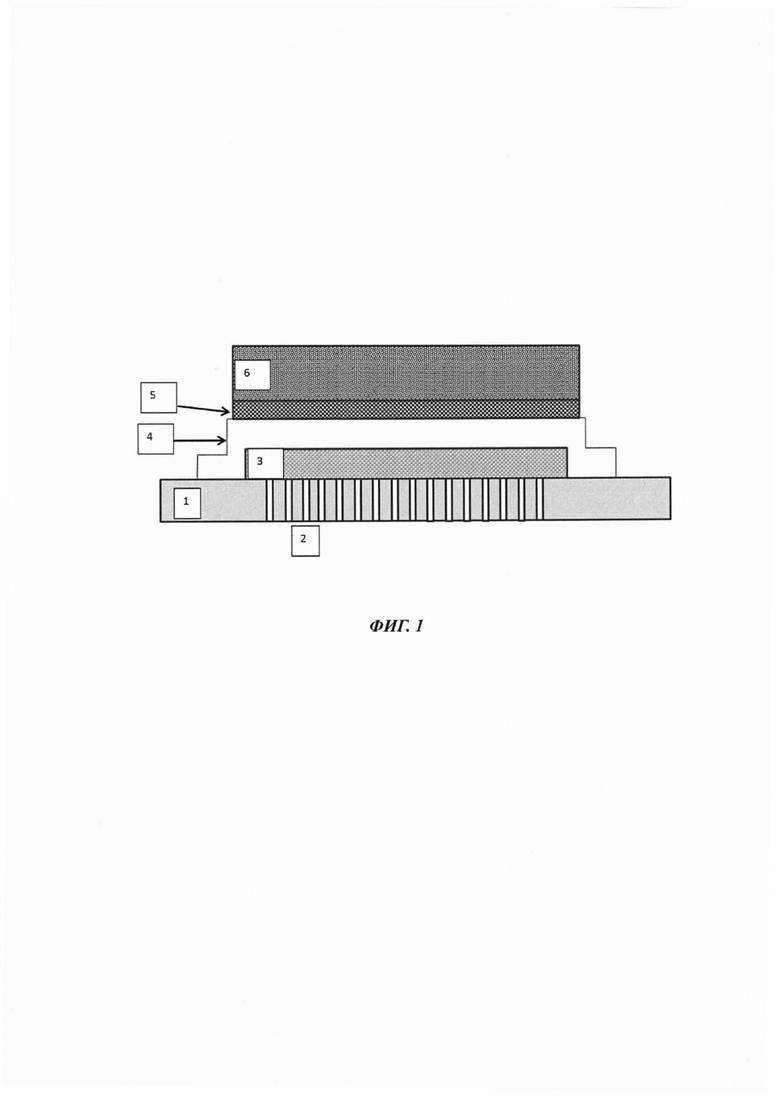
Фиг. 1 является схематическим изображением топливного элемента такого типа, который раскрыт в публикации GB 2368450;
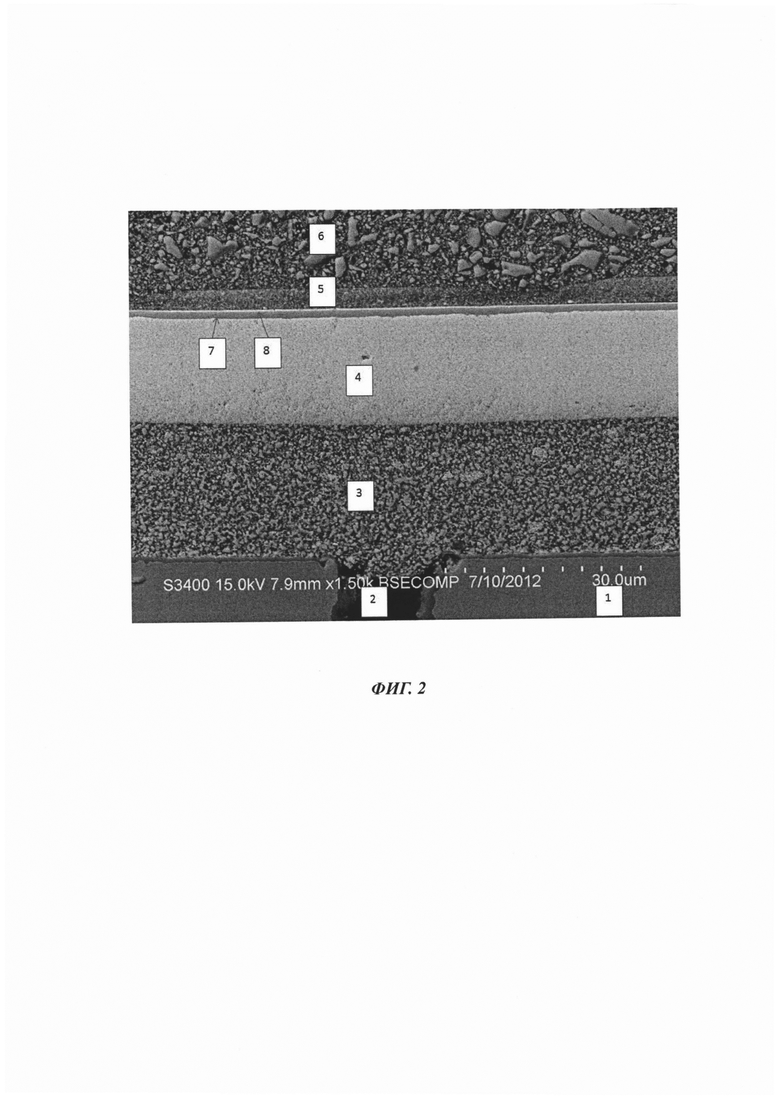
Фиг. 2 является изображением, полученным посредством сканирующей электронной микроскопии (SEM; от англ.: scanning electron microscope), топливного элемента из Фиг. 1, который раскрыт в публикации GB 2368450;
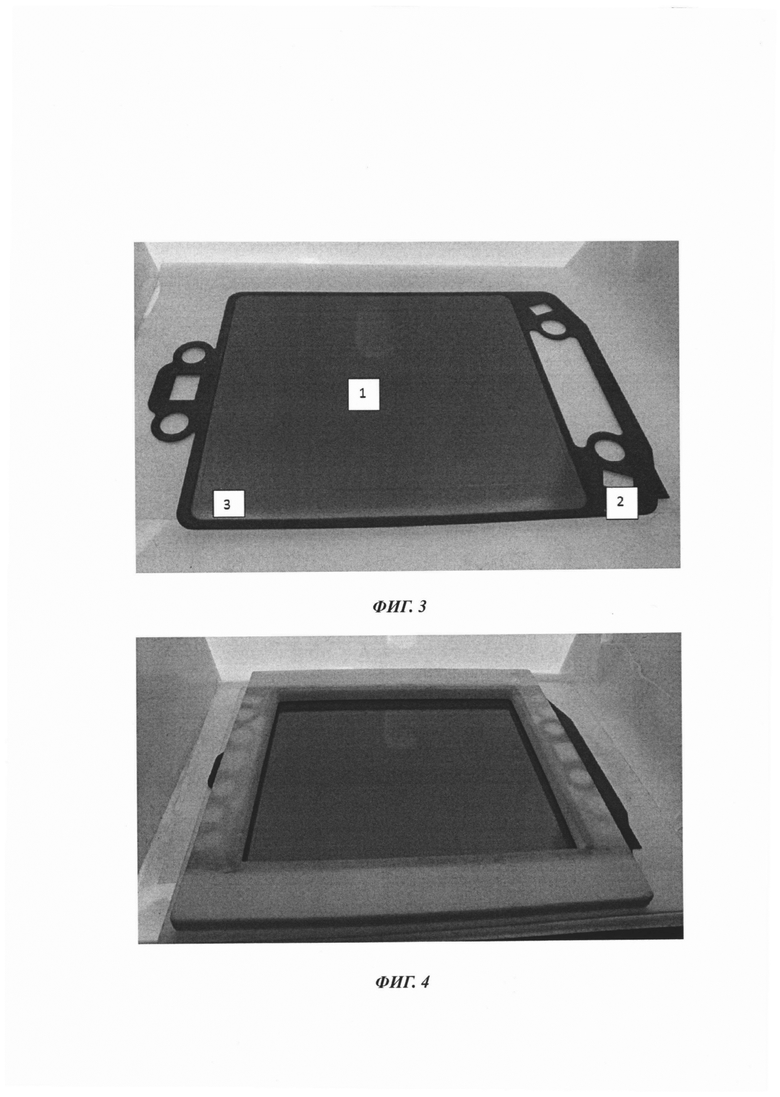
Фиг. 3 является изображением полуэлемента, изготовленного по настоящему изобретению;
Фиг. 4 является изображением полуэлемента из Фиг. 3 до обжига, включая массу, использованную для предотвращения деформации элемента во время обжига;
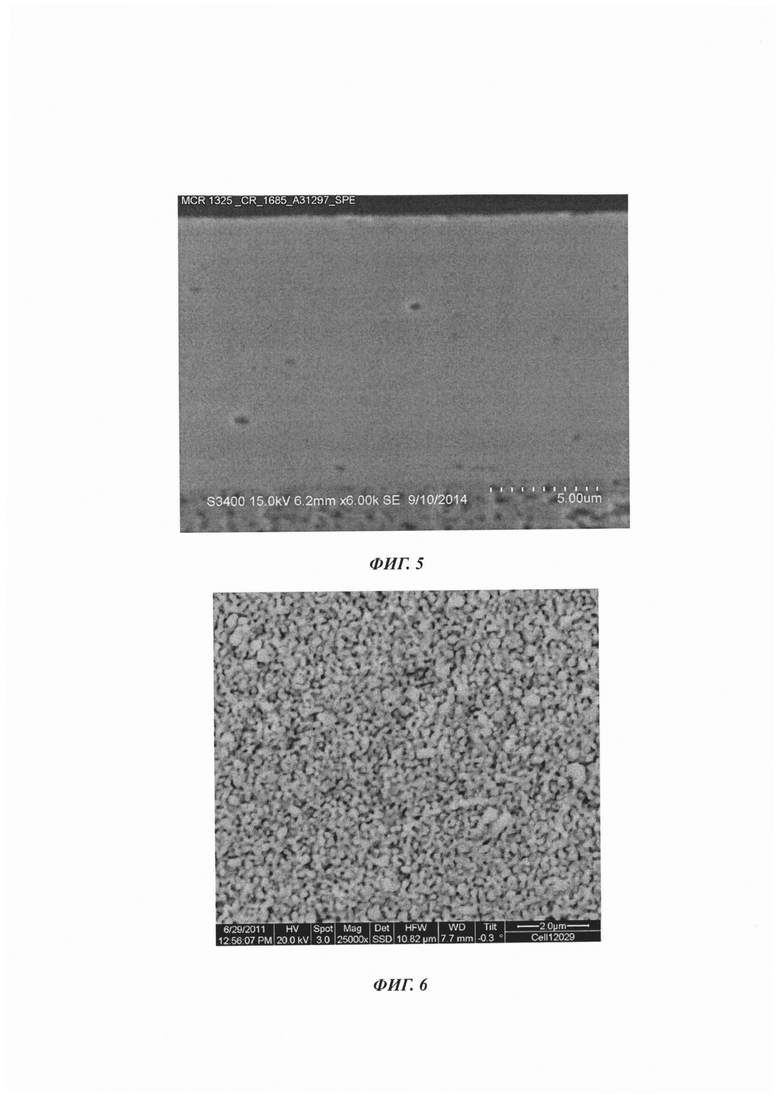
Фиг. 5 является SEM-изображением спеченного слоя CGO-электролита по настоящему изобретению;
Фиг. 6 является SEM-изображением спеченного слоя CGO-электролита с плотностью, составляющей менее 95% от максимальной плотности;
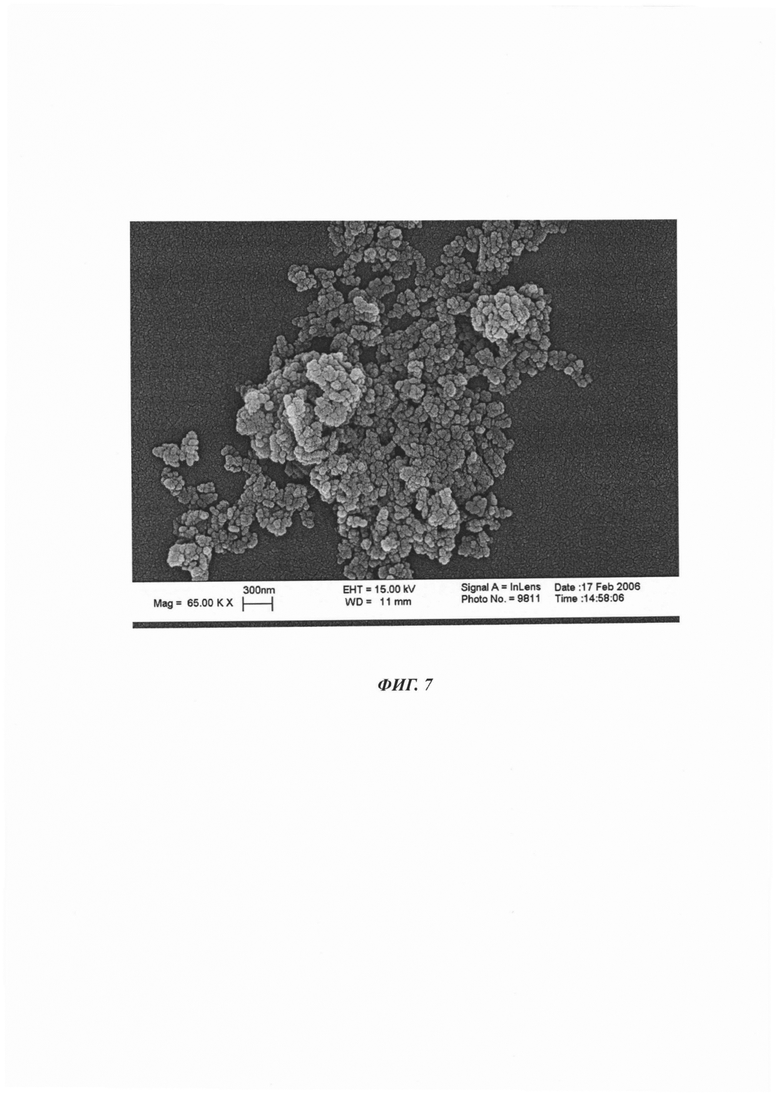
Фиг. 7 является SEM-изображением порошкообразного CGO для использования в настоящем изобретении;
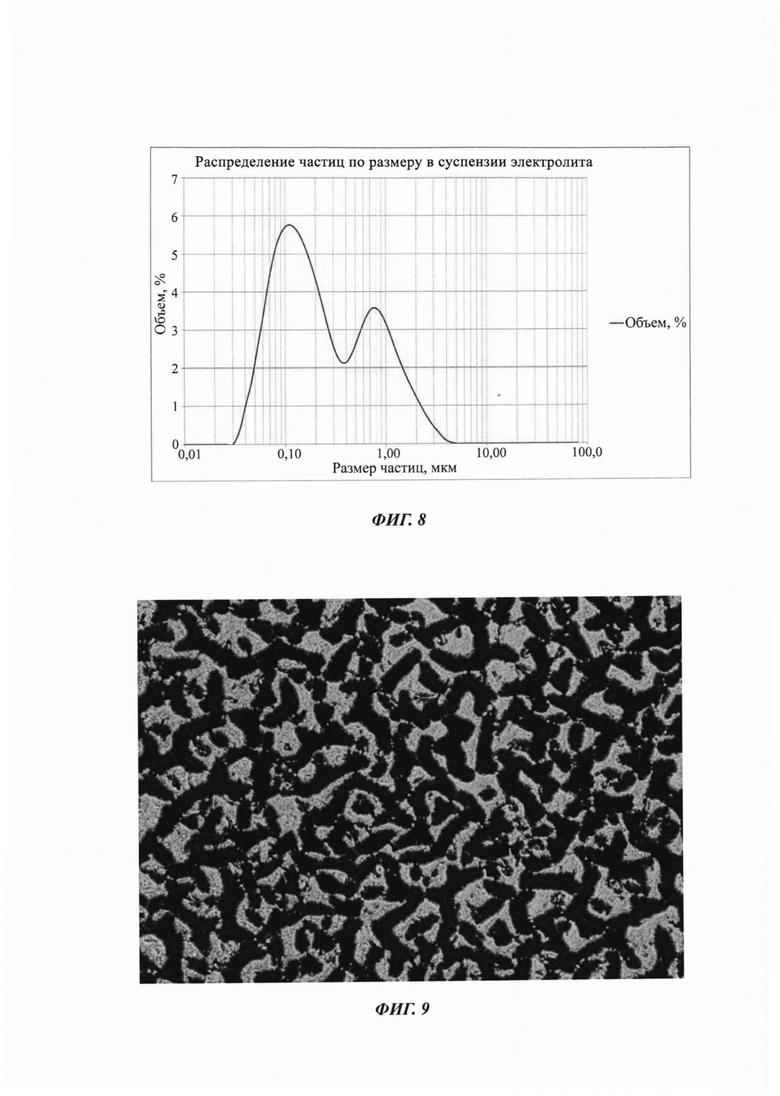
Фиг. 8 является графиком, иллюстрирующим бимодальное распределение частиц по размеру для использования в настоящем изобретении; и
Фиг. 9 является SEM-изображением слоя CGO-электролита, из которого перед прессованием не были удалены растворители и органические вещества.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Топливный элемент согласно предшествующему уровню техники, изображенный на Фиг. 1 и Фиг. 2, содержит несущую основу (1) из ферритной нержавеющей стали, сделанную частично пористой за счет выполненных посредством лазерной прошивки тысяч отверстий в центральной области (2) основы. Пористая основа покрыта анодным слоем (3), закрывающим пористую область основы. Поверх основы осажден слой (4) CGO-электролита, который перекрывает анод и заходит на непросверленную область стали, за счет чего образуется уплотнение вокруг краев анода. Катод имеет тонкий активный слой (5), где происходит восстановление кислорода, и более толстый токовый коллекторный слой (6), обеспечивающий сбор тока из топливного элемента в батарее. Фиг. 2 дополнительно демонстрирует очень тонкий слой (7) стабилизированного циркония и еще более тонкий слой (8) легированного оксида церия, который блокирует электронную проводимость и образует поверхность раздела между анодом и электролитом, соответственно.
Фиг. 3 изображает полуэлемент, изготовленный способом по настоящему изобретению. Можно видеть структуру, описанную в публикации GB 2368450, с анодной областью (1), в которой металлическая основа сделана пористой посредством лазерной прошивки, наружной областью (2), в которой стальная основа является непроницаемой, и плотным CGO-электролитом (3), перекрывающим обе области и образующим газонепроницаемое уплотнение вокруг краев анода. Фиг. 4 изображает часть с керамической закрепляющей массой, нанесенной перед спеканием для предотвращения деформации, вызванной напряжениями спекания.
ОПИСАНИЕ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Доказательства того, что топливный элемент по настоящему изобретению, является газонепроницаемым, можно получить посредством размещения полуэлемента на детекторе утечки гелия. Если проницаемость электролита для газа ниже заданного порога, равного 2,0×10-7 мбар⋅л/с по результатам измерения с помощью детектора утечки гелия Adixen, то количество и размеры микроскопических дефектов в спеченном слое являются допустимыми, и получен газонепроницаемый слой.
Кроме того, можно сравнить Фиг. 5, где плотность слоя электролита по настоящему изобретению превышает 95% от возможной теоретической плотности, со слоями электролитов меньшей плотности согласно предшествующему уровню техники, изображенными на Фиг. 6. На Фиг. 5 сформирован газонепроницаемый, не содержащий трещин слой электролита, тогда как на Фиг. 6 сформирован плохо спеченный слой электролита.
Фиг. 7 демонстрирует CGO-порошок для использования в способах по настоящему изобретению. Полученный порошок имел площадь поверхности, определенную методом BET, в диапазоне от 20 м2/г до 45 м2/г. Порошок получили посредством совместного осаждения предшественника из раствора нитратов церия и гадолиния с использованием основания, например - карбоната аммония. Этот предшественник гидроксикарбоната церия-гадолиния затем выделили, высушили и кальцинировали с получением желаемого CGO-порошка посредством термического разложения гидроксикарбоната до аморфного оксида с последующей кристаллизацией с получением желаемой однофазной кубической флюоритной кристаллической структуры. Как можно видеть на Фиг. 7, полученный порошок имеет приблизительно сферическую морфологию с небольшим количеством частиц неправильной формы.
Затем получили суспензию порошка из Фиг. 7 и подвергли порошок размолу с использованием шаровой мельницы при удельной энергии, равной 200 Втч/кг суспензии. Полученный порошок имел бимодальное распределение частиц по размеру, как показано на Фиг. 8. Обнаружено, что более крупные частицы в бимодальном распределении способствуют лучшей упаковке и повышению прочности неспеченного слоя электролита.
Таблица 1, приведенная ниже, демонстрирует влияние различных технологических параметров на полученный слой электролита. Как можно видеть, прессование слоя электролита повышает плотность спеченного слоя; такое же влияние оказывает наличие стадии удаления растворителя и присутствие 5 легирующей добавки на основе переходного металла.
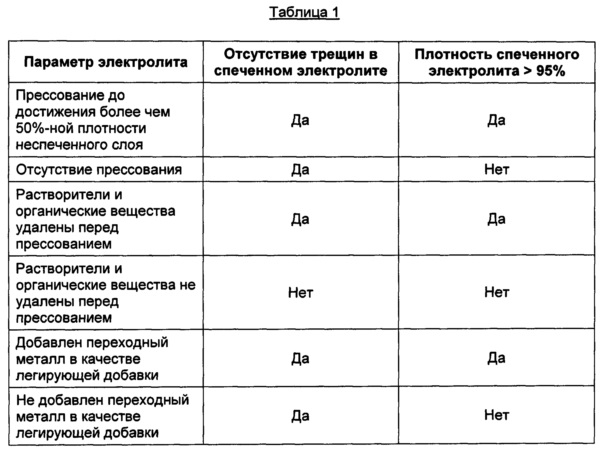
В случаях, когда растворители и органические вещества не удаляли перед прессованием, неспеченный слой электролита мог разрушаться, поскольку эти относительно летучие компоненты выгорали во время спекания. Это может привести к образованию дефектного слоя электролита, как показано на Фиг. 9.
Способ, описанный в данной работе, продемонстрировал возможность многократного осаждения высококачественных слоев электролита на SOFC с несущей металлической основой с площадью поверхности до 108 см2. Возможны и слои большего размера, поскольку спекание слоя электролита на стальной основе является не полностью ограниченным спеканием из-за пластической деформации металлической основы при температурах спекания. Это обычно приводит к развитию напряжения спекания в слоях керамики, которые снимаются за счет деформации стали.
Следует понимать, что способы и аппаратура по настоящему изобретению могут быть осуществлены различными путями, лишь некоторые из которых проиллюстрированы и описаны выше.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАЗОВАНИЯ ЭЛЕКТРОЛИТА | 2016 |
|
RU2696618C2 |
| СПОСОБ ФОРМИРОВАНИЯ ТВЕРДООКСИДНЫХ ТОПЛИВНЫХ ЭЛЕМЕНТОВ С МЕТАЛЛИЧЕСКОЙ ОПОРОЙ | 2014 |
|
RU2670423C2 |
| ТВЕРДООКСИДНЫЙ ТОПЛИВНЫЙ ЭЛЕМЕНТ С МЕТАЛЛИЧЕСКОЙ ОПОРОЙ | 2014 |
|
RU2672093C2 |
| АНОД ДЛЯ ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА | 2017 |
|
RU2743000C2 |
| УДАЛЕНИЕ ПРИМЕСНЫХ ФАЗ ИЗ ЭЛЕКТРОХИМИЧЕСКИХ УСТРОЙСТВ | 2008 |
|
RU2446515C2 |
| ТВЕРДООКСИДНЫЕ ТОПЛИВНЫЕ ЭЛЕМЕНТЫ С НЕСУЩИМ АНОДОМ И С КЕРМЕТНЫМ ЭЛЕКТРОЛИТОМ | 2004 |
|
RU2342740C2 |
| Топливный элемент | 2017 |
|
RU2737141C2 |
| МЕТАЛЛОКЕРАМИЧЕСКАЯ АНОДНАЯ СТРУКТУРА (ВАРИАНТЫ) И ЕЕ ПРИМЕНЕНИЕ | 2008 |
|
RU2480863C2 |
| ТОНКОСЛОЙНЫЙ ТВЕРДООКСИДНЫЙ ЭЛЕМЕНТ | 2007 |
|
RU2427945C2 |
| КЕРАМИЧЕСКАЯ АНОДНАЯ СТРУКТУРА ( ЕЕ ВАРИАНТЫ ) И ЕЕ ПРИМЕНЕНИЕ | 2008 |
|
RU2479893C2 |
Изобретение относится к способу формирования электролита для твердооксидного топливного элемента на несущей металлической основе, топливным элементам, батареям топливных элементов и их применению. Согласно изобретению способ формирования спеченного электролита включает: а) нанесение неспеченного электролита на основе легированного диоксида церия на анодный слой, при этом анодный слой наносится на металлическую основу; b) удаление растворителей и органических веществ из неспеченного электролита; с) прессование неспеченного электролита для повышения плотности неспеченного электролита; и d) нагревание неспеченного электролита со скоростью повышения температуры в температурном диапазоне от 800°C до 1000°C, лежащей в диапазоне от 5°C/мин до 20°C/мин, с формированием спеченного электролита. Техническим результатом является повышение плотности, газонепроницаемости электролита. 6 н. и 12 з.п. ф-лы, 9 ил., 1 табл.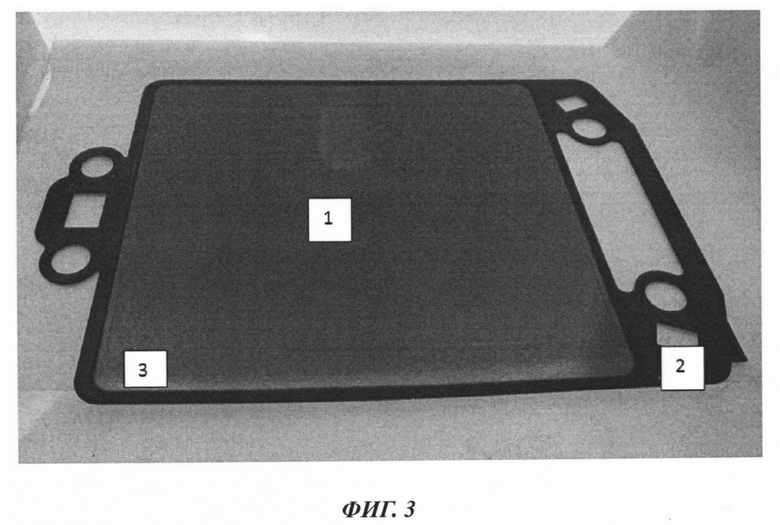
1. Способ формирования спеченного электролита для твердооксидного топливного элемента на несущей металлической основе, включающий:
а) нанесение неспеченного электролита на основе легированного диоксида церия на анодный слой, причем анодный слой нанесен на металлическую основу;
b) удаление растворителей и органических веществ из неспеченного электролита;
с) прессование неспеченного электролита для повышения плотности неспеченного электролита; и
d) нагревание неспеченного электролита со скоростью повышения температуры в температурном диапазоне от 800°С до 1000°С, лежащей в диапазоне от 5°С/мин до 20°С/мин, с формированием спеченного электролита.
2. Способ по п. 1, отличающийся тем, что он включает дополнительную стадию формирования неспеченного электролита из чернил, пригодных для трафаретной печати.
3. Способ по п. 1 или 2, отличающийся тем, что металлическая основа содержит перфорированную область, окруженную неперфорированной областью.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что стадия удаления растворителей и органических веществ из неспеченного электролита включает испарение растворителей.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что стадия удаления растворителей и органических веществ включает нагревание неспеченного электролита до температуры, лежащей в диапазоне от 250°С до 500°С, до тех пор, пока органические вещества не разложатся.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что анодный слой является спеченным анодным слоем.
7. Способ по любому из пп. 1-5, отличающийся тем, что анодный слой является неспеченным анодным слоем и неспеченный анодный слой и неспеченный электролит спекают во время одной стадии нагревания.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что неспеченный электролит содержит множество слоев электролита, сформированных посредством послойного нанесения электролита на основе легированного оксида церия на анодный слой и сушки перед нанесением каждого последующего слоя.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что прессование неспеченного электролита включает приложение давления, лежащего в диапазоне от 50 МПа до 500 МПа.
10. Способ по любому из предыдущих пунктов, отличающийся тем, что электролит покрывает анодный слой и металлическую основу.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что температура спекания на стадии d) ниже 1100°С.
12. Способ по любому из предыдущих пунктов, отличающийся тем, что стадию d) выполняют в воздухе.
13. Способ по любому из предыдущих пунктов, отличающийся тем, что прессование проводят с использованием холодного изостатического прессования или одноосного мембранного прессования.
14. Способ изготовления топливного элемента, включающий формирование электролита на анодном слое с несущей металлической основой с использованием способа по любому из предыдущих пунктов и нанесение материала катода на электролит.
15. Электролит, полученный способом по любому из пп. 1-13.
16. Топливный элемент, содержащий электролит по п. 15.
17. Батарея топливных элементов, содержащая по меньшей мере два топливных элемента по п. 16.
18. Применение топливного элемента по п. 16 или батареи топливных элементов по п. 17 для генерации электрической энергии.
| EP 1699104 A1, 06.09.2006 | |||
| EP 1699104 A1, 06.09.2006 | |||
| WO 1998014825 A1, 09.04.1998 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНЕРТНОГО АНОДА ДЛЯ ПРОИЗВОДСТВА АЛЮМИНИЯ ЭЛЕКТРОЛИЗОМ В РАСПЛАВЕ | 2004 |
|
RU2336369C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДИНОЧНОГО ТВЕРДООКСИДНОГО ТОПЛИВНОГО ЭЛЕМЕНТА | 2007 |
|
RU2424604C1 |
| СХЕМНОЕ УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ БОЛЕЕ ЧЕМ ДВУМЯ ВИЗУАЛИЗИРУЮЩИМИ МОДУЛЯМИ, БЫТОВОЙ ПРИБОР И СПОСОБ УПРАВЛЕНИЯ | 2015 |
|
RU2679563C2 |

