Настоящее изобретение касается способа удаления кислотных газов, прежде всего диоксида углерода и сероводорода, из богатой углеводородом фракции, прежде всего природного газа, где богатая углеводородом фракция охлаждается и частично конденсируется, а получающаяся при этом обогащенная диоксидом углерода жидкая фракция путем ректификации разделяется на богатую диоксидом углерода жидкую фракцию и обедненную диоксидом углерода газовую фракцию.
Удаление кислотных газов, прежде всего диоксида углерода, из богатых углеводородом фракций, прежде всего из газовых смесей природного газа, обычно проводится путем аминной промывки. Начиная с концентрации приблизительно 10% об. для предварительного удаления, прежде всего диоксида углерода, применяются также альтернативные способы, такие, например, как с использованием мембран. В случаях более высоких концентраций диоксида углерода, приблизительно от 20% об., технически и экономически также целесообразно предварительное удаление диоксида углерода криогенным способом.
Содержащая кислотные газы, богатая углеводородом газовая смесь для этого разделяется путем частичной конденсации и последующей ректификации на газовую фазу с концентрацией диоксида углерода от 10 до 40% об., предпочтительно от 15 до 25% об. и жидкую фазу с концентрацией диоксида углерода по меньшей мере 90% об., предпочтительно по меньшей мере 95% об. Газовая фаза обычно подается на стадию дальнейшего удаления диоксида углерода.
В американском патенте US 7806965 описывается способ вышеназванного типа, в котором в качестве хладагента используется пропан. Тем самым самая низкая температура ограничена значением -40°С.
В американском патенте US 2013/0036765 описан способ, согласно которому для снабжения холодом применяется открытый контур циркуляции диоксида углерода. Таким путем достигается более низкая температура, чем температура согласно американскому патенту US 7808965, что позволяет обеспечивать более интенсивную частичную конденсацию диоксида углерода, а, следовательно, и достигать более низких концентраций диоксида углерода в газообразном потоке продуктов. Естественно, что для осуществления процесса ректификации богатой диоксидом углерода жидкости требуется только физическое тепло газовой смеси. Следствием этого является то, что теплообмен в кипятильнике ректификационной колонны, в которой проводится разделение богатой диоксидом углерода жидкости, ограничен. Поэтому также ограничена и чистота отбираемого из ректификационной колонны богатого диоксидом углерода кубового остатка.
В способах, описанных в обоих вышеназванных патентах, применяются сложные многоходовые теплообменники, например пластинчатые теплообменники, которые при использовании жидкого диоксида углерода подвержены повышенной механической нагрузке, прежде всего из-за опасности образования твердого вещества.
Исходя из вышеизложенного, задачей настоящего изобретения является разработка такого способа удаления кислотных газов, прежде всего диоксида углерода и сероводорода, из богатой углеводородом фракции, прежде всего природного газа, четкость разделения которого, т.е. селективное удаление диоксида углерода из газовой смеси с высоким выходом и чистотой по сравнению со способами, относящимися к уровню техники, повышена, а потребление энергии понижено.
Для решения этой задачи предлагается способ удаления кислотных газов из богатой углеводородом фракции, характеризующийся тем, что
- богатая углеводородом фракция с помощью многоступенчатого холодильного цикла, где доля диоксида углерода в хладагенте составляет более 99,5%, охлаждается до температуры, близкой к температуре тройной точки для диоксида углерода (-56,6°С);
- ректификационная колонна работает при давлении от 40 до 65 бар;
- обогрев кипятильника ректификационной колонны осуществляется конденсирующимся частичным потоком хладагента холодильного цикла с давлением, находящемся на пригодном для этой цели уровне.
В соответствии с изобретением охлаждение богатой углеводородом фракции осуществляется с помощью замкнутого многоступенчатого холодильного цикла, в котором в качестве хладагента циркулирует так называемый технически чистый диоксид углерода, концентрация диоксида углерода в котором составляет более чем 99,5%. Таким путем богатая углеводородом фракция может охлаждаться до температуры, близкой к температуре тройной точки для углерода (-56,6°С). Далее в способе по изобретению предлагается, чтобы богатая углеводородом фракция не охлаждалась ниже температуры -55°С, предпочтительно ниже температуры -52°С. Далее в соответствии с изобретением процесс ректификации проводится, соответственно ректификационная колонна работает, при давлении от 40 до 65 бар, предпочтительно от 50 до 60 бар. Кроме того, согласно изобретению обогрев кипятильника ректификационной колонны осуществляется с помощью конденсирующегося частичного потока хладагента вышеупомянутого холодильного цикла с давлением, находящимся на пригодном для этой цели уровне.
Вышеописанный, предлагаемый в изобретении способ удаления кислотных газов из богатой углеводородом фракции отличается от известных способов сравнительно высокой четкостью разделения, а также высоким энергетическим КПД.
Дальнейшие выгодные аспекты оформления предлагаемого в изобретении способа удаления кислотных газов из богатой углеводородом фракции приведены в соответствующих пунктах формулы изобретения.
Более подробно предлагаемый в изобретении способ удаления кислотных газов из богатой углеводородом фракции поясняется далее представленными на фиг. 1 и 2 примерами его выполнения.
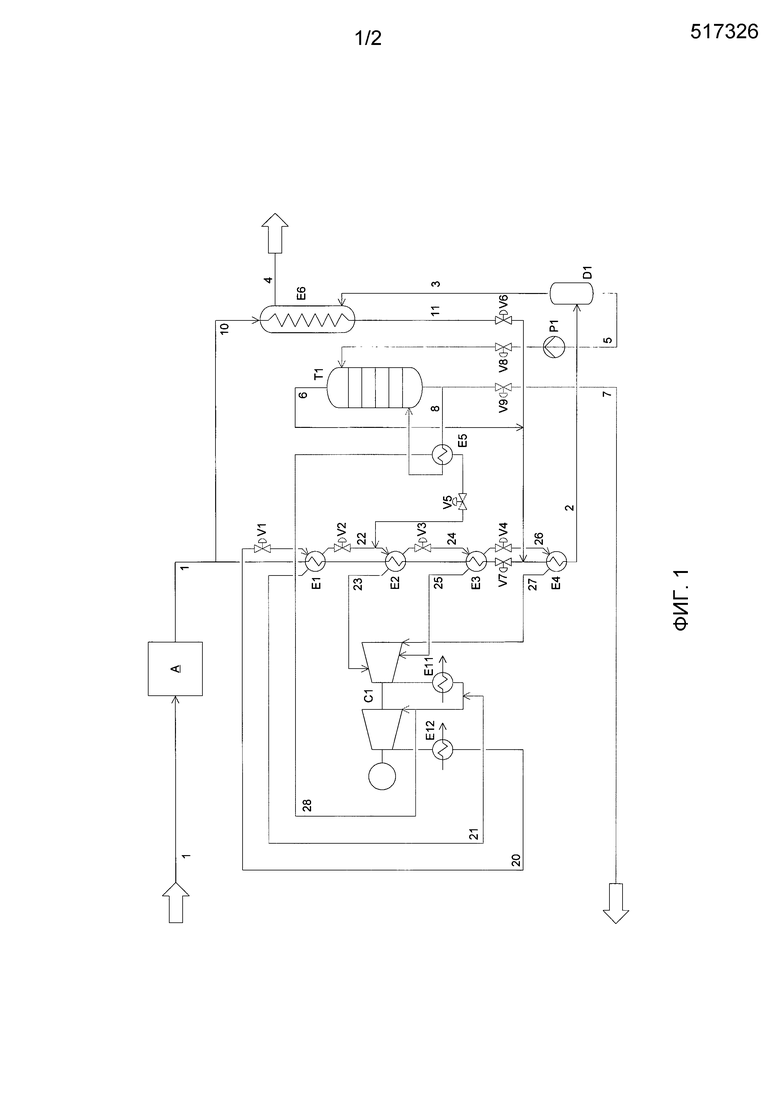
Как это видно из фиг. 1 и 2, богатая углеводородом, содержащая кислотные газы фракция 1 сначала подвергается сушке А, а вслед за этим в четырех теплообменниках Е1-Е4, под которыми предпочтительно имеются ввиду двухходовые теплообменники, охлаждается до температуры, близкой к температуре тройной точки для диоксида углерода, и частично конденсируется. Частично сконденсированная, богатая углеводородом фракция 2 непосредственно затем в сепараторе D1 разделяется на обедненную диоксидом углерода газовую фракцию 3 и обогащенную диоксидом углерода жидкую фракцию 5. Газовая фракция 3 в теплообменнике Е6 нагревается движущимся к ней противотоком частичным потоком 10 богатой углеводородом фракции, после чего по трубопроводу 4 подается для ее дальнейшего применения. Получающаяся в сепараторе D1 обогащенная диоксидом углерода жидкая фракция 5 насосом Р1 подается в клапан V8 и после расширения поступает в головную часть ректификационной колонны Т1. Охлажденный вследствие теплообмена с подлежащей нагреванию газовой фракцией 3 в противоточном теплообменнике Е6 частичный поток хладагента 11 проходит через редукционный клапан V6 и добавляется к богатой углеводородом фракции на участке между теплообменниками Е3 и Е4.
В соответствии с настоящим изобретением ректификационная колонна Т1 работает при давлении в интервале от 40 до 65 бар, предпочтительно от 50 до 60 бар. Это давление превышает давление, под которым находится богатая углеводородом фракция до теплообменника Е4. Если давление в богатой углеводородом фракции в этом месте слишком высокое, то оно регулируется соответствующим образом с помощью клапана V7. Из головной части ректификационной колонны Т1 отбирается обедненная диоксидом углерода газовая фракция 6 и также добавляется к богатой углеводородом фракции на участке между теплообменниками Е3 и Е4.
Из куба ректификационной колонны Т1 отбирается богатая диоксидом углерода жидкая фракция 7, проходит через редукционный клапан V9 для установления требуемого отпускного давления и по трубопроводу отводится для ее дальнейшего применения. Частичный поток 8 этой жидкой фракции по меньшей мере частично испаряется в кипятильнике Е5 за счет теплообмена с частичным потоком хладагента 28, что далее будет рассмотрено более подробно, и после этого подается в куб ректификационной колонны Т1. Для обогрева кипятильника Е5 согласно изобретению теперь применяется не физическое тепло, как это имеет место, например, в процессе, описанном в американском патенте US 2013/0030765, а тепло конденсации частичного потока хладагента 28. Давление в этом конденсируемом частичном потоке превышает выбранное рабочее давление в ректификационной колонне Т1 на величину от 1 до 15 бар, предпочтительно на величину от 3 до 10 бар. Таким путем гарантируется достаточно большая разница температур в кипятильнике Е5.
Требуемый уровень давления, значение которого, как правило, составляет по меньшей мере 90 бар, предпочтительно по меньшей мере 100 бар в уже упомянутом холодильном цикле, в котором хладагент представляет собой технически чистый диоксид углерода, устанавливается с помощью компрессорного блока С1. Таким образом, это давление явно превышает критическое давление диоксида углерода. Испарившийся хладагент 20 в дополнительном теплообменнике Е12 охлаждается пригодным для этой цели внешним агентом и затем после расширения в редукционном клапане V1 подается в первый из четырех теплообменников Е1. Получающаяся при этом газообразная доля хладагента по трубопроводу 21 подается в компрессорный блок С1 на пригодную для этой цели ступень промежуточного давления, в то время как получающаяся при расширении в клапане V1 жидкая доля хладагента 22 проходит через редукционный клапан V2 и поступает в теплообменник Е2. Аналогично этому получающиеся в теплообменниках Е2 и Е3 жидкие доли 24 и 26 расширяются, проходя через редукционные клапаны V3 и V4, а получающиеся в теплообменниках Е2-Е4 газообразные доли хладагента 23, 25 и 27 подаются в компрессорный блок С1 на пригодную для этой цели ступень давления.
Как это уже упоминалось, согласно изобретению частичный поток хладагента применяется для обогрева кипятильника Е5 ректификационной колонны Т1. Как это видно из представленных на фиг. 1 и 2 вариантов выполнения, он представляет собой часть потока линии всасывания последней ступени сжатия компрессорного блока С1. После прохождения через кипятильник Е5 этот частичный поток хладагента расширяется в клапане V5 и подмешивается к частичному потоку хладагента 22. Обогрев кипятильника Е5 конденсирующимся, находящимся в подкритическом состоянии частичным потоком хладагента, что предполагает, что давление составляет меньше чем 73 бар, позволяет ограничить концентрацию метана в отбираемой из кубовой части ректификационной колонны Т1 обедненной диоксидом углерода жидкой фракции величиной менее чем 1% об., предпочтительно менее чем 0,1% об., поскольку теплообмен в кипятильнике Е5 практически не ограничен.
Применение предлагаемого в изобретении холодильного цикла, в котором в качестве хладагента применяется технически чистый диоксид углерода, позволяет в сепараторе D1 реализовать самую низкую температуру, при которой сохраняются условия техники безопасности, а тем самым обеспечить достижение и самой низкой возможной концентрации диоксида углерода, которая составляет от 15 до 25% об., предпочтительно от 18 до 23% об. в отбираемой из головной части сепаратора D1 обедненной диоксидом углерода газовой фракции 3.
В выгодном варианте выполнения по меньшей мере четыре ранее названных теплообменника представляют собой двухтрубные теплообменники. По сравнению с многотрубными теплообменниками контролирование температурных профилей в таких теплообменниках более простое, а, следовательно, возможна реализация надежных режимов их работы.
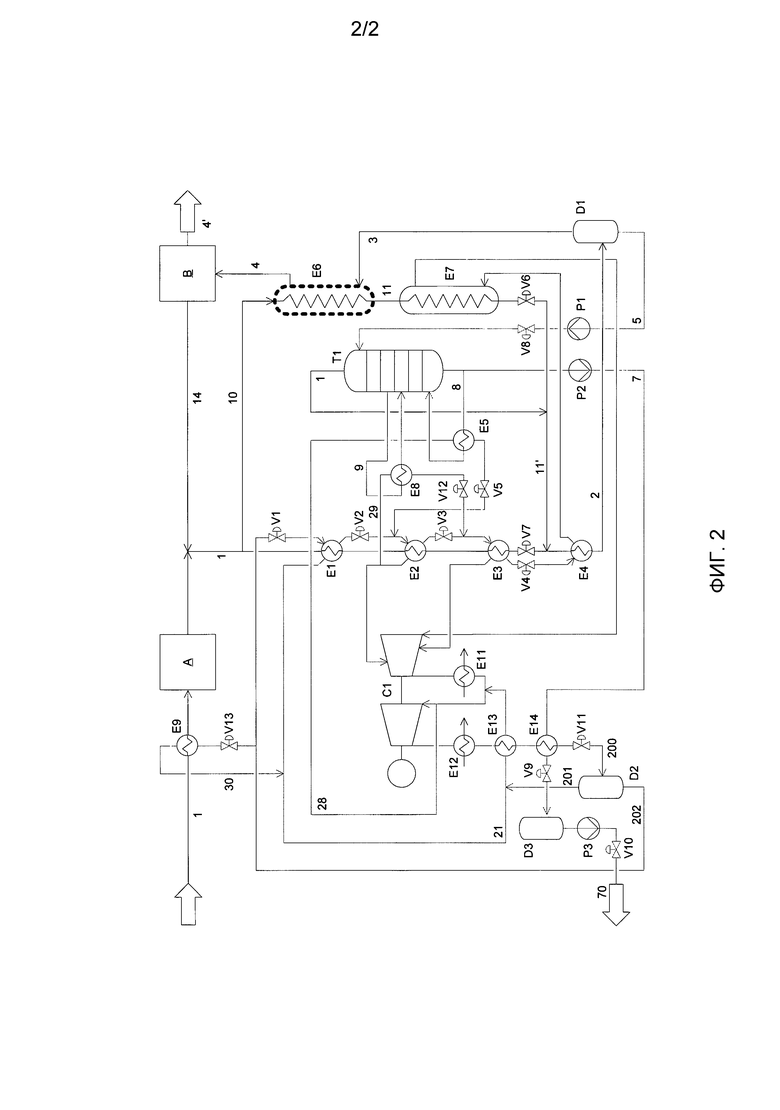
Далее будет более подробно рассмотрен вариант выполнения, представленный на фиг. 2, но основное внимание будет уделено только его отличию от варианта выполнения, представленного на фиг. 1.
Подвергнутый сжатию в компрессорном блоке С1 хладагент 200 охлаждается в дополнительном холодильнике Е12 пригодным для этой цели внешним агентом, а в дополнительных холодильниках Е13 и Е14 рабочим потоком, что далее будет рассмотрено более подробно, после чего расширяется, проходя через редукционный клапан V11, и поступает в сепаратор D2. Отбираемая из головной зоны сепаратора D2 газообразная фракция хладагента 201 подмешивается к частичному потоку хладагента 21 и вместе с последним применяется в дополнительном холодильнике Е13 для охлаждения сжатого хладагента 200. Отбираемая из низа кубовой части сепаратора D2 жидкая фракция хладагента 202 проходит через редукционный клапан V1 и поступает в теплообменник Е1.
Полученная при ректификации богатая диоксидом углерода жидкая фракция 7 применяется для охлаждения хладагента 200 в дополнительном теплообменнике Е14. Для предупреждения нежелательного (частичного) испарения этой жидкой фракции ее давление после используемого для охлаждения теплообменника Е14 с помощью насоса Р2 повышается выше давления при температуре кипения.
После прохождения через дополнительный холодильник Е14 богатая диоксидом углерода жидкая фракция 7 расширятся в клапане V9 и поступает в сепаратор D3. Клапан V9 обеспечивает регулирование уровня в кубе ректификационной колонны Т1. С помощью насоса Р3 давление в богатой диоксидом углерода жидкой фракции 70, отбираемой из кубовой части сепаратора D3, служащего питателем насоса, может быть затем повышено до высокого значения (выше 150 бар, предпочтительно выше 300 бар) и может применяться при осуществлении третичных методов добычи нефти (EOR). Клапан V10 служит для регулирования уровня в сепараторе D3.
Далее ректификационная колонна (Т1) имеет боковой кипятильник (Е8), который обогревается конденсируемым частичным потоком хладагента 29 холодильного цикла, давление в котором находится на пригодном для этой цели уровне. Это давление по меньшей мере на 8 бар, предпочтительно по меньшей мере на 12 бар превышает давление в потоке проходящего через кипятильник Е5 частичного потока хладагента (28). При таком выгодном оформлении процесса улучшается интеграция тепла и снижаются энергетические затраты в компрессорном блоке С1.
Для того чтобы уменьшить риск образования твердого диоксида углерода в трубопроводе между теплообменником Е4 и компрессорном блоком С1, отбираемый из теплообменника Е4 частичный поток хладагента 27 до его сжатия С1 нагревается в теплообменнике Е7 частичным потоком 11 богатой углеводородом фракции 1. Упомянутый ранее частичный поток 11 затем проходит через редукционный клапан V6 и вводится в поток богатой углеводородом фракции на участке между теплообменниками Е3 и Е4.
Согласно разработанному в данном изобретении способу удаления кислотных газов из богатой углеводородом фракции предлагается, кроме того, полученную при частичной конденсации обедненную диоксидом углерода газовую фракцию 3 подвергать дальнейшему процессу удаления диоксида углерода В. При этом прежде всего имеется в виду мембранный процесс, аминная промывка и/или промывка метанолом. Вторично очищенная, обедненная диоксидом углерода фракция 4 затем отводится для ее дальнейшего применения. Получающийся в процессе удаления диоксида углерода В обратный поток 14 может при необходимости вводиться в богатую углеводородом фракцию 1 до ее охлаждения. Если в качестве вторичного процесса удаления диоксида углерода В предусматривается промывка метанолом, то из схемы может быть исключен изображенный штрих-пунктиром теплообменник Е6, так что получаемая при частичной конденсации, обедненная диоксидом углерода газовая фракция 3 непосредственно подается на этап проведения процесса удаления диоксида углерода В, тогда как во всех других случаях эта фракция подается на этап проведения процесса удаления диоксида углерода В по трубопроводу 4 после прохождения через теплообменник Е6.
Если богатая углеводородом фракция 1 до ее охлаждения подвергается сушке А, то богатая углеводородом фракция 1 предпочтительно до этой сушки охлаждается в теплообменнике Е9 частичным потоком хладагента 30 холодильного цикла, где этот частичный поток хладагента 30 поступает в теплообменник Е9 после прохождения через редукционный клапан V13.
Изобретение относится к способу удаления кислотных газов, прежде всего диоксида углерода и сероводорода, из богатой углеводородом фракции, прежде всего природного газа. В предложенном способе богатая углеводородом фракция (1) охлаждается и частично конденсируется (Е1-Е4), а получающаяся при этом обогащенная диоксидом углерода жидкая фракция (5) путем ректификации (Т1) разделяется на богатую диоксидом углерода жидкую фракцию (7) и обедненную диоксидом газовую фракцию (6). Богатая углеводородом фракция (1) с помощью замкнутого многоступенчатого холодильного цикла, доля диоксида углерода в хладагенте которого составляет более чем 99,5%, охлаждается (Е1-Е4) до температуры, близкой к температуре тройной точки для углерода (-56,6°С). Ректификационная колонна работает при давлении от 40 до 65 бар. Обогрев кипятильника (Е5) ректификационной колонны (Т1) осуществляется с помощью конденсирующегося частичного потока хладагента (28) холодильного цикла, давление в котором находится на пригодном для этой цели уровне. Технический результат состоит в повышении выхода диоксида углерода из газовой смеси и снижении потребления энергии. 9 з.п. ф-лы, 2 ил.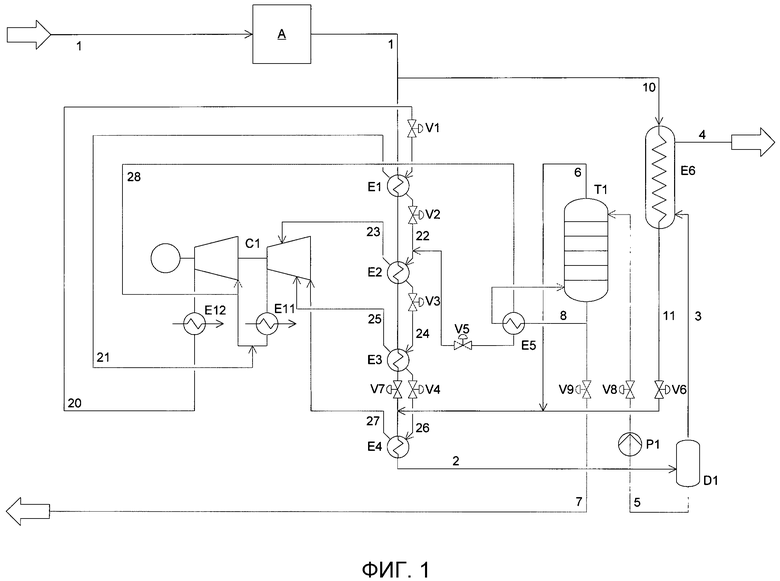
1. Способ удаления кислотных газов, в частности диоксида углерода и сероводорода, из богатой углеводородом фракции, в частности природного газа, где
- богатую углеводородом фракцию (1) охлаждают и частично конденсируют (Е1-Е4), и
- получающуюся при этом обогащенную диоксидом углерода жидкую фракцию (5) путем ректификации (Т1) разделяют на богатую диоксидом углерода жидкую фракцию (7) и обедненную диоксидом углерода газовую фракцию (6),
отличающийся тем, что
- богатую углеводородом фракцию (1) с помощью замкнутого многоступенчатого холодильного цикла, в котором доля диоксида углерода в хладагенте составляет более чем 99,5%, охлаждают (Е1-Е4) до температуры, близкой к температуре тройной точки для диоксида углерода (-56,6°С),
- ректификационная колонна (Т1) работает при давлении от 40 до 65 бар, и
- обогрев кипятильника (Е5) ректификационной колонны (Т1) осуществляют с помощью конденсирующегося частичного потока хладагента (28) холодильного цикла, давление в котором находится на пригодном для этой цели уровне.
2. Способ по п. 1, отличающийся тем, что богатая углеводородом фракция (1) не охлаждается (Е1-Е4) ниже температуры -55°С, предпочтительно -52°С.
3. Способ по п. 1 или 2, отличающийся тем, что ректификационная колонна работает при давлении от 50 до 60 бар.
4. Способ по п. 1 или 2, отличающийся тем, что охлаждение (Е1-Е4) богатой углеводородом фракции с помощью холодильного цикла происходит исключительно в двухходовых теплообменниках.
5. Способ по п. 1 или 2, отличающийся тем, что частичный поток хладагента (28), применяемый для обогрева кипятильника (Е5) ректификационной колонны (Т1), находится под давлением, превышающим рабочее давление в ректификационной колонне (Т1) на величину от 1 до 15 бар, предпочтительно от 3 до 10 бар.
6. Способ по п. 1 или 2, отличающийся тем, что полученная путем ректификации (Т1) богатая диоксидом углерода жидкая фракция (7) применяется для охлаждения сжатого хладагента, при этом для того, чтобы избежать испарения или частичного испарения этой жидкой фракции (7), ее давление после используемого для охлаждения теплообменника (Е14) повышают до значения, превышающего давление в точке кипения (Р2).
7. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере один боковой кипятильник (Е8) ректификационной колонны (Т1) обогревают с помощью частичного потока хладагента (29) холодильного цикла, давление в котором находится на необходимом для этой цели уровне, где это давление по меньшей мере на 8 бар, предпочтительно на 12 бар лежит ниже давления в проходящем через кипятильник (Е5) частичном потоке хладагента (28).
8. Способ по п. 1 или 2, отличающийся тем, что богатую углеводородом фракцию (1) до ее охлаждения (Е1-Е4) подвергают сушке (А) и богатую углеводородом фракцию перед этой сушкой предварительно охлаждают частичным потоком хладагента (30) холодильного цикла.
9. Способ по п. 1 или 2, отличающийся тем, что отводимый из работающего при самом низком уровне температур теплообменника (Е4) частичный поток хладагента (27) перед его сжатием (С1) подогревают (Е7).
10. Способ по п. 1 или 2, отличающийся тем, что полученную при частичной конденсации обедненную диоксидом углерода газовую фракцию (3) подают на последующий процесс удаления диоксида углерода, предпочтительно на мембранный процесс, процесс аминной промывки и/или промывки метанолом.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ отделения диоксида углерода от углеводородных смесей | 1989 |
|
SU1677465A1 |
| СПОСОБ УДАЛЕНИЯ ЛЕТУЧИХ КОМПОНЕНТОВ ИЗ ПРИРОДНОГО ГАЗА | 1999 |
|
RU2224961C2 |
| СПОСОБ УДАЛЕНИЯ ДИОКСИДА УГЛЕРОДА | 2008 |
|
RU2482407C2 |
| WO 2013008067 A1, 17.01.2013. | |||

