Изобретение относится к способу демонтажа насаженного на сердечник прессующего валка методом горячего прессования кольцевого бандажа, причём кольцевой бандаж с расширением нагревается и снимается с сердечника валка. Кроме того, изобретение относится к способу монтажа такого кольцевого бандажа на сердечнике валка в ходе насаживания методом горячего прессования.
Под прессующим валком в рамках изобретения понимается прессующий валок валкового пресса, в частности, валкового пресса высокого давления для измельчения материала (посредством высокого давления) или для брикетирования или прессования материала. Такой валковый пресс имеет, как правило, два вращающихся в противоположных направлениях прессующих валка. При брикетировании или прессовании гранулированный сыпучий материал подвергается уплотнению между валками. Для этого бандаж со стороны внешней периферии, как правило, оснащён пресс-формами, к примеру, матрицами для брикетирования или прессования. При измельчении посредством высокого давления бандаж, как правило, оснащён слоем защиты от износа.
На практике обычным является закрепление кольцевых бандажей посредством насаживания методом горячего прессования на сердечнике валка или на валу. Для этого кольцевой бандаж нагревается до определённой температуры, так что происходит его расширение. Затем кольцевой бандаж смещается на сердечник и в процессе охлаждения сжимается, так что в ходе насаживания методом горячего прессования фиксируется на сердечнике валка. Нагрев кольцевого бандажа в процессе монтажа осуществляется на практике, как правило, в соответствующей печи. Такой способ создаёт, однако, проблемы при демонтаже и, таким образом, при снятии методом горячего прессования, так как в этом случае весь прессующий валок должен быть помещён в печь. К этому следует добавить, что снятие методом горячего прессования происходит лишь тогда, когда предотвращается расширение сердечника. Следовательно, должен быть обеспечен перепад температур между бандажом и сердечником, так чтобы был предотвращён одновременный нагрев сердечника.
На основании этого, для снятия бандажа на практике до настоящего времени зачастую нагрев осуществлялся посредством газовых горелок. Такой нагрев на открытом огне имеет, однако, недостатки по ряду причин, главным образом, в плане того, что на месте должно быть обеспечено соответствующее газоснабжение, так что, как правило, должен быть обеспечен большой запас газовых баллонов.
Поэтому, в качестве альтернативы был предложен также резистивный нагрев посредством соответствующих ленточных нагревателей или электрических панелей. В этом случае предлагается изобретение.
В основе изобретения лежит задача создания способа, посредством которого можно просто и быстро удалять кольцевой бандаж с сердечника прессующего валка.
Для решения данной задачи изобретение при способе в соответствии с родовой версией для демонтажа насаженного на сердечник прессующего валка методом горячего прессования кольцевого бандажа предлагает, чтобы кольцевой бандаж подвергался индукционному нагреву посредством, по меньшей мере, одной (пронизываемой током) индукционной катушки.
Изобретение исходит при этом из того, что кольцевой бандаж может очень быстро и эффективно нагреваться до требуемой температуры, если осуществляется индукционный нагрев. Для этого посредством пронизываемой током индукционной катушки создаётся переменное магнитное поле в кольцевом бандаже, состоящем из электропроводящего материала. Это переменное магнитное поле индуцирует в кольцевом бандаже вихревые токи и, поскольку кольцевой бандаж состоит из ферромагнитного материала, также потери на перемагничивание. По сравнению с нагревом в печи, этот способ имеет большое преимущество в том, что бандажи и, в частности, смонтированный прессующий валок с бандажом не должны помещаться в соответствующую печь. Следовательно, данный способ особенно хорошо подходит для снятия методом горячего прессования кольцевых бандажей, смонтированных на сердечнике валка. Недостатки, имеющие место в связи с использованием газовых горелок, могут быть также предотвращены. Так как нет необходимости в использовании газовых баллонов и печей, изобретение может быть использовано также в удалённых местностях. По сравнению с резистивным нагревом индукционный нагрев имеет преимущество в том, что тепловая энергия формируется непосредственно в кольцевом бандаже, а не должна сначала по теплопроводу передаваться на кольцевой бандаж. Таким образом, имеет место особенно быстрый нагрев. Большое преимущество состоит в том, что чрезмерный нагрев самого сердечника валка может быть предотвращён. Следовательно, тепловая энергия быстро и целенаправленным образом генерируется там, где она необходима, а именно, в кольцевом бандаже. Кроме того, индукционный нагрев имеет, по сравнению с резистивным нагревом, преимущество в том, что не зависит от качества теплопередачи, так что нагрев может быть эффективным и на неровных или структурированных поверхностях. Это является предпочтительным, к примеру, в связи со структурированными поверхностями, которые сформированы, к примеру, у бандажей с изнашивающимися элементами или же у бандажей с брикетирующими инструментами. Такие поверхности не могут быть эффективно нагреты посредством резистивного нагрева, вследствие плохой теплопередачи. В особо предпочтительном варианте индукционный нагрев в соответствии с изобретением может быть использован в процессе снятия использованных бандажей, так как они, вследствие износа, имеют очень неровные поверхности, поскольку индукционный нагрев не зависит от качества теплопередачи.
Индукционный нагрев известен, в принципе, из различных областей техники. Он используется, в частности, также для соединения и разъединения прессовых посадок, к примеру, посаженных на валах с натягом кольцеобразных корпусов, к примеру, внутренних колец подшипников качения (см. DE 922 700 и DE 200 16 369 U1). Далее уже предлагался индукционный нагрев крышки ротора посредством приложения одной или нескольких индукционных катушек, для осуществления монтажа или демонтажа крышек роторов генераторов, и притом посредством высокочастотного тока с рабочей частотой от 5 до 25 кГц (см. DE 195 32 848 А1).
Однако, на монтаж и демонтаж кольцевых бандажей у валковых прессов идеи данных мероприятий не оказали никакого воздействия. Таким образом, основной задачей изобретения является использование известного, в принципе, индукционного нагрева для демонтажа и монтажа кольцевых бандажей у валковых прессов (высокого давления). Ввиду описанных преимуществ, способ в соответствии с изобретением можно использовать особо предпочтительным образом при демонтаже использованных кольцевых бандажей, которые, вследствие износа, имеют неровные поверхности.
Если в соответствии с изобретением в центре внимания находятся демонтаж и, следовательно, снятие кольцевого бандажа методом горячего прессования, то индукционный нагрев оказывается пригоден также и для монтажа и, следовательно, для насаживания кольцевого бандажа методом горячего прессования на сердечник валка. Предметом изобретения является, таким образом, также способ монтажа кольцевого бандажа на сердечник прессующего валка, при котором кольцевой бандаж подвергается индукционному нагреву посредством, по меньшей мере, одной (пронизываемой током) индукционной катушки. При этом изобретение основывается на идее о том, что и так имеющаяся в распоряжении установка для индукционного нагрева может быть использована не только для снятия бандажа методом горячего прессования, но также и для насаживания методом горячего прессования, без необходимости конструктивных изменений. В особо предпочтительном варианте способ в соответствии с изобретением используется для монтажа кольцевых бандажей со структурированными поверхностями.
Индукционный нагрев оказывается пригоден в соответствии с изобретением особенно потому, что под кольцевыми бандажами валковых прессов (высокого давления) понимаются толстостенные бандажи с толщиной стенки более 100 мм, предпочтительно более 200 мм. Оказалось, что такие толстостенные кольцевые бандажи индукционным способом целенаправленным образом нагреваются значительно лучше и, следовательно, допускают снятие и, соответственно, насаживание методом горячего прессования. Особо предпочтительным является при этом тот факт, что, несмотря на массивную конструкцию таких кольцевых бандажей, возможен целенаправленный нагрев бандажей, без чрезмерного нагревания сердечника. Необходимый для снятия методом горячего прессования перепад температур может быть, таким образом, благополучно осуществлён. Наружный диаметр таких кольцевых бандажей составляет, как правило, более 1000 мм, предпочтительно более 1500 мм. Способ в соответствии с изобретением реализуется, таким образом, применительно к крупногабаритным и тяжёлым конструктивным элементам.
Далее выяснилось, что целенаправленный и эффективный нагрев таких конструктивных элементов возможен особенно эффективно, когда индукционная катушка приводится в действие посредством переменного тока с частотой от 1 кГц до 20 кГц, предпочтительно от 10 кГц до 15 кГц. Согласование частоты, а также мощности, может осуществляться в отдельных случаях c учётом материала и геометрии.
Даже когда уже только за счёт индукционного нагрева возможен очень целенаправленный нагрев бандажа, на практике может быть целесообразно, увеличивать перепад температур между бандажом и сердечником посредством охлаждения сердечника валка во время нагрева кольцевого бандажа. Для этого в соответствии с изобретением предлагается производить охлаждение сердечника валка через отверстие в сердечнике посредством проведения через это отверстие охлаждающей среды, к примеру, охлаждающей воды. При этом изобретение исходит из идеи о том, что такие прессующие валки, как правило, и так оснащены охлаждающей системой, так как прессующие валки в процессе работы часто охлаждаются. Следовательно, и так уже имеющееся отверстие в сердечнике может быть в соответствии с изобретением использовано для охлаждения сердечника в ходе снятия или же в ходе насаживания методом горячего прессования. Однако, возможно также специально для охлаждения предусмотреть такие отверстия (к примеру, прорези или углубления).
Предметом изобретения является также устройство для монтажа и/или демонтажа кольцевого бандажа описанным способом. Такое устройство имеет, по меньшей мере, одно индукционное устройство, которое имеет, по меньшей мере, одну, окружающую кольцевой бандаж, индукционную катушку и, по меньшей мере, один источник энергообеспечения для индукционной катушки.
В соответствии с первым вариантом осуществления индукционная катушка образуется посредством гибкого индукционного кабеля заданной длины, который гибким образом обвит вокруг кольцевого бандажа. Такая гибкая индукционная катушка имеет преимущество в том, что может быть согласована с различными вариантами геометрии, в частности, с различными диаметрами бандажа. Кроме того, такой гибкий индукционный кабель может очень просто транспортироваться, что при вариативном использовании по месту является преимуществом. Такие индукционные кабели, как правило, подвергаются охлаждению, и в предпочтительном варианте снабжаются собственной системой водяного охлаждения. Индукционные кабели могут состоять, к примеру, из медной проволоки с водяным охлаждением. При этом имеется возможность обвить весь бандаж одним единственным индукционным кабелем. Однако, также может являться предпочтительной работа с несколькими отдельными индукционными катушками. В этом случае несколько индукционных кабелей обвиваются вокруг бандажа, причём каждый отдельный индукционный кабель образует собственную индукционную катушку, которая окружает определённый участок бандажа. Каждая отдельная индукционная катушка может быть снабжена отдельным источником энергообеспечения и, следовательно, может управляться отдельно, так что различные зоны также могут быть нагреты различным образом. Посредством нескольких катушек по ширине бандажа могут подаваться различные по силе мощности. Таким образом, можно компенсировать, к примеру, повышенные потери при излучении на кромке или повышенную затрату мощности в центре. Это может являться предпочтительным, к примеру, у таких валков, у которых, ввиду конструкции с цапфами, большее количество тепла «проходит» в центр сердечника. Использование нескольких индукционных кабелей позволяет осуществить, к тому же, простое согласование с различной шириной бандажей. Таким образом, могут быть подвергнуты нагреву, к примеру, и широкие бандажи, если в распоряжении имеются лишь короткие индукционные кабели или слабые индукционные агрегаты.
Во втором варианте осуществления индукционная катушка образована в виде жёсткой индукционной катушки, которая (с радиальным зазором) насаживается на кольцевой бандаж или в которую вставляется кольцевой бандаж. Следовательно, индукционная катушка образует жёстко заданную, неподвижную конструкцию, в которую может быть вставлен кольцевой бандаж. Соответствующая обвивка в данном случае отсутствует. Индукционная катушка в данном случае, однако, согласована с соответствующим наружным диаметром или зоной диаметра бандажа. Как описано в связи с гибкими индукционными кабелями, и при работе с жёсткими индукционными катушками может быть использовано несколько индукционных катушек (рядом друг с другом), для достижения описанных преимуществ.
В соответствии со следующим предложением изобретения предусмотрено, что индукционная катушка окружает кольцевой бандаж в условиях промежуточного подключения элемента термоизоляции. При использовании гибких кабелей, таким образом, сначала с внешней стороны на кольцевой бандаж может быть нанесена термоизоляция. Катушка в этом случае навивается на эту изоляцию.
Понятно, что такое индукционное устройство снабжено соответствующим источником энергообеспечения, который, в случае необходимости, снабжён соответствующей (автоматизированной) системой управления. Источник энергообеспечения может быть снабжён частотным преобразователем для регулировки соответствующей рабочей частоты и возможности, в случае необходимости, её изменения. Посредством устройств для измерения температуры может осуществляться контроль за температурой и, соответственно, также управление нагревом и/или регулировка нагрева. Для этого могут быть использованы, к примеру, термоэлементы.
Далее изобретение поясняется более детально на основании представляющего лишь один пример осуществления изобретения чертежа, на котором представлены:
фиг.1 - известный, в принципе, прессующий валок с сердечником валка и кольцевым бандажом,
фиг.2 - прессующий валок по пункту 1 со смонтированным индукционным устройством для снятия бандажа методом горячего прессования в первом варианте осуществления, и
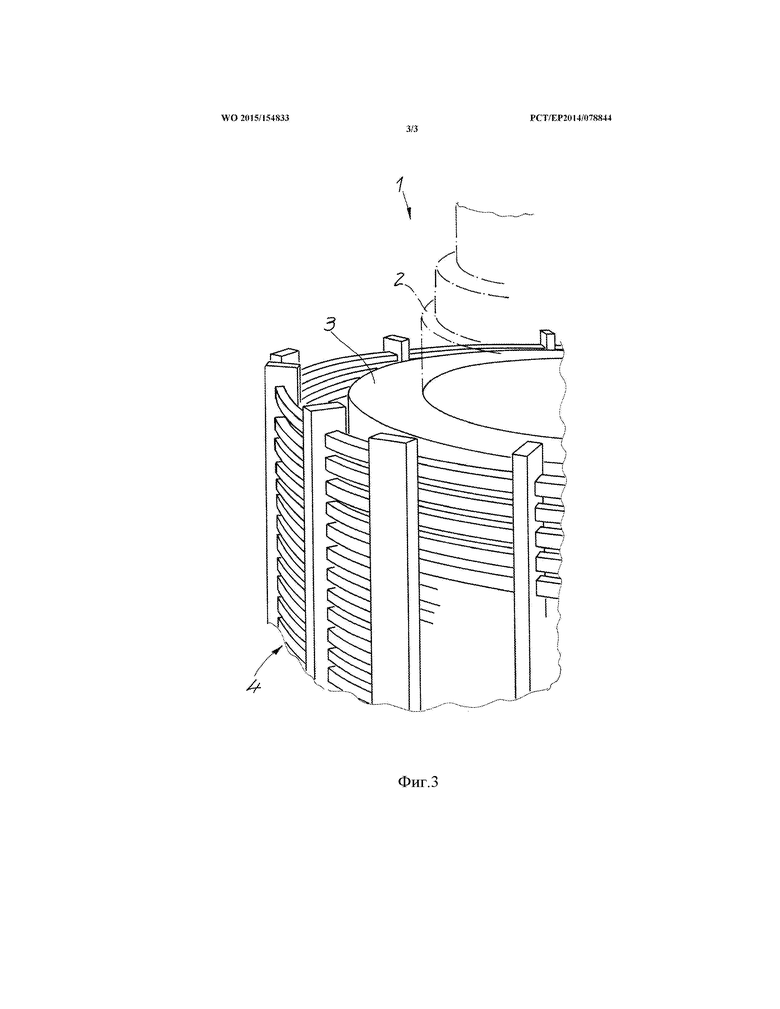
фиг.3 - изменённый вариант осуществления изобретения.
На фиг.1 представлен известный, в принципе, прессующий валк 1, который имеет сердечник 2 валка и насаженный на него методом горячего прессования кольцевой бандаж 3. Такой кольцевой бандаж 3 может быть снабжён слоем защиты от износа или же инструментами для брикетирования или прессования. Детали изображены.
Для удаления насаженного методом горячего прессования кольцевого бандажа производится нагрев посредством индукции. Для этого используется индукционное устройство, которое имеет индукционную катушку 4 и не изображённый источник электроснабжения. Индукционная катушка 4 окружает кольцевой бандаж 3, так что посредством пронизываемой током индукционной катушки осуществляется индукционный нагрев кольцевого бандажа 3. В ходе нагрева кольцевой бандаж 3 расширяется, и притом сильнее, чем сердечник 2 валка, так что кольцевой бандаж 3 может быть отделён и снят с сердечника 2 валика.
В примере осуществления в соответствии с фиг.2 индукционная катушка 4 образуется посредством гибкого индукционного кабеля 5, который навит вокруг кольцевого бандажа 3. Этот индукционный кабель 5 может быть с водяным охлаждением.
Кроме того, на фиг.2 поясняется, что сердечник 2 валка также подвергается охлаждению, притом посредством системы водяного охлаждения. Для этого через и так уже имеющееся отверстие 6 в сердечнике проходит охлаждающая вода K. Охлаждающая вода К проходит через отверстие 6 в сердечнике, однако, не непосредственно, а в сердечник устанавливается (не изображённая) охлаждающая трубка, причём через трубку проходит охлаждающая вода. В любом случае, за счёт дополнительного охлаждения сердечника 2 валка нагрев сердечника 2 валка предотвращается особенно эффективно, так что очень быстро устанавливается требуемый перепад температур. При этом, на фиг.2 можно видеть, что индукционная катушка 4 окружает кольцевой бандаж 3 в условиях промежуточного подключения элемента термоизоляции 7. Гибкий индукционный кабель 5 навит на окружающий кольцевой бандаж 3 слой 7 изоляции.
Фиг.3 демонстрирует альтернативный вариант осуществления, при котором индукционная катушка 4 образуется не посредством гибкого индукционного кабеля, а осуществлена в виде жёсткой индукционной катушки. Кольцевой бандаж 3 и, соответственно, валик 1 с кольцевым бандажом вставляются, следовательно, в эту жёсткую индукционную катушку 4 или в её внутреннее пространство. Следовательно, в этом случае индукционная катушка 4 приведена в соответствии с наружным диаметром снимаемого или насаживаемого методом горячего прессования бандажа.
Даже когда фигуры демонстрируют в качестве примера снятие установленного бандажа, представленные индукционные устройства также могут быть использованы для нагрева кольцевого бандажа в ходе насаживания бандажа методом горячего прессования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛКОВЫЙ БРИКЕТИРОВОЧНЫЙ ПРЕСС | 2011 |
|
RU2465142C2 |
| ПРИЖИМНОЙ ВАЛОК ДЛЯ ВАЛКОВОГО ПРЕССА И ВАЛКОВЫЙ ПРЕСС | 2013 |
|
RU2592853C2 |
| ЧЕРВЯЧНОЕ ЗУБЧАТОЕ КОЛЕСО И СПОСОБ ИЗГОТОВЛЕНИЯ ЕГО КОМПОЗИТНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2005 |
|
RU2389594C2 |
| ПРИЖИМНОЙ ВАЛОК ДЛЯ ВАЛКОВОГО ПРЕССА И ВАЛКОВЫЙ ПРЕСС | 2013 |
|
RU2606791C2 |
| СВАРОЧНАЯ УСТАНОВКА ДЛЯ СВАРИВАЕМЫХ МЕТОДОМ ЭЛЕКТРОСОПРОТИВЛЕНИЯ ТРУБ | 2010 |
|
RU2503527C2 |
| СТЕНД ДЛЯ СБОРКИ УЗЛОВ ИЗ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1995 |
|
RU2099168C1 |
| Устройство для индукционного нагрева крупногабаритных штампов в процессе изотермической штамповки | 2020 |
|
RU2789249C2 |
| Способ местной термической обработки сварных соединений крупногабаритных толстостенных изделий | 2023 |
|
RU2811004C1 |
| ПРЕССУЮЩИЙ ВАЛЕЦ | 2013 |
|
RU2632343C2 |
| Способ производства формованного кокса и шахтная печь для его осуществления | 1987 |
|
SU1825369A3 |


Группа изобретений относится к способам демонтажа и монтажа кольцевого бандажа, которые могут найти применение при эксплуатации валкового пресса. Способ демонтажа заключается в том, что кольцевой бандаж с расширением нагревают и снимают с сердечника валка, при этом кольцевой бандаж подвергают индукционному нагреву посредством по меньшей мере одной индукционной катушки. Кольцевой бандаж выполняют толстостенным с толщиной стенки более 100 мм и наружным диаметром более 1000 мм. Способ монтажа заключается в том, что сначала кольцевой бандаж с расширением нагревают и смещают на сердечник валка, а затем его в процессе охлаждения насаживают на сердечник валка методом горячего прессования. При этом кольцевой бандаж подвергают индукционному нагреву посредством по меньшей мере одной индукционной катушки. Кольцевой бандаж также выполняют толстостенным с толщиной стенки более 100 мм и наружным диаметром более 1000 мм. Способы демонтажа и монтажа обеспечивают целенаправленный нагрев кольцевого бандажа. 2 н. и 5 з.п. ф-лы, 3 ил.
1. Способ демонтажа кольцевого бандажа (3), насаженного методом горячего прессования на сердечник (2) прессующего валка (1) валкового пресса, причём кольцевой бандаж (3) с расширением нагревают и снимают с сердечника (2) валка, отличающийся тем, что кольцевой бандаж (3) подвергают индукционному нагреву посредством по меньшей мере одной индукционной катушки (4), при этом кольцевой бандаж (3) выполняют толстостенным, с толщиной стенки более 100 мм и наружным диаметром более 1000 мм.
2. Способ монтажа кольцевого бандажа (3) на сердечнике (2) прессующего валка (1), причём кольцевой бандаж (3) с расширением нагревают и смещают на сердечник (2) валка, затем кольцевой бандаж (3) в процессе охлаждения насаживают на сердечник (2) валка методом горячего прессования, отличающийся тем, что кольцевой бандаж (3) подвергают индукционному нагреву посредством по меньшей мере одной индукционной катушки (4), при этом кольцевой бандаж (3) выполняют толстостенным, с толщиной стенки более 100 мм и наружным диаметром более 1000 мм.
3. Способ по пп.1 или 2, отличающийся тем, что кольцевой бандаж (3) выполняют толстостенным, с толщиной стенки более 200 мм.
4. Способ по любому из пп.1-3, отличающийся тем, что кольцевой бандаж (3) имеет наружный диаметр более 1500 мм.
5. Способ по любому из пп.1-4, отличающийся тем, что индукционную катушку (4) приводят в действие посредством переменного тока с частотой от 1 до 20 кГц, предпочтительно от 10 до 15 кГц.
6. Способ по любому из пп.1-5, отличающийся тем, что сердечник (2) валка в процессе нагрева и/или перед нагревом кольцевого бандажа (3) охлаждают.
7. Способ по п.6, отличающийся тем, что через отверстие (6) в сердечнике валка пропускают охлаждающую среду (K), в частности воду.
| US 3503241 A, 31.03.1970 | |||
| DE 19532848 A1, 13.03.1997 | |||
| US 3724059 A, 03.04.1973 | |||
| US 4408382 A, 11.10.1983 | |||
| FR 1091403 A, 12.04.1955 | |||
| Установка для нагрева бандажей при демонтаже и монтаже | 1975 |
|
SU580079A1 |
| Установка для нагрева бандажей при демонтаже и монтаже | 1976 |
|
SU607694A1 |

