Настоящее изобретение относится к способу изготовления пластмассовых гибридных червячных колес и заготовок червячных колес с зубчатыми ободами из синтетических материалов, прежде всего термопластичных материалов.
В системах рулевого управления с электроусилителями (СРУУС) обычно используют различные червячные передачи. Для снижения шума, уменьшения коэффициента трения и износа один из элементов зубчатой передачи, преимущественно червячное колесо, обычно изготавливают из синтетического термопластичного материала.
В настоящее время такие червячные колеса изготавливают двумя методами. При изготовлении червячных колес по одной технологии обод червячного колеса отливают из полиамида ПА6 или смеси ПА6/ПА12, напрессовывают на металлическую втулку (ступицу), а затем нагревают индукционным методом до температуры плавления полиамида, при которой обод прочно соединяется со ступицей.
Недостаток такого способа заключается в том, что изготовленный из полиамида обод червячного колеса можно использовать при температуре, не превышающей примерно 80°С. Очевидно, что изготовленные по такой технологии червячные колеса не пригодны для использования в моторном отсеке автомобиля или в других условиях при более высоких температурах.
По другой технологии червяное колесо изготавливают литьем под давлением из наполненного или ненаполненного синтетического материала, обычно на основе полиамида (ПА) 6, 6.6, 4.6, 12, полифениламида (ППА) или их смесей и полифениленсульфида (ППС), полиамидимида (ПАИ) и полиэфирэфиркетона (ПЭЭК), который отливают непосредственно на ступице (поверх нее), обычно изготовленной из металла. В обоих случаях для снижения внутренних напряжений и/или стабилизации размеров готовое червячное колесо должно пройти один или несколько стадий термообработки.
Недостаток описанного выше способа заключается в том, что изготовленное литьем под давлением изделие, в частности червячное колесо, не обладает достаточной прочностью для того, чтобы его можно было использовать в указанных выше целях.
В настоящее время известно много таких способов и изделий, изготовленных из полимера и металла, например, описанный в JP-A 2002/172703 "способ заливки смолой металлической ступицы", описанный в JP-A 2002/079581 "способ изготовления изделия с залитой в смолу металлической ступицей", описанный в JP-A 2002/370290 "способ соединения металлической ступицы с отливаемой термопластичной смолой" и описанный в JP-A 2003/118006 "способ изготовления изделия с залитой в смолу металлической ступицей".
В DE-A 10127224 описан способ изготовления червячного колеса с металлической ступицей, залитой в термопластичный материал. Это способ, однако, обладает всеми недостатками, присущими известным способам изготовления таких червячных колес или изделий с залитыми в смолу сердечниками. Аналогичный и обладающий такими же недостатками способ описан в JP-A 2002/248649. Поэтому желательно разработать способ изготовления червячных колес, не обладающих недостатками червячных колес, изготовленных известными в настоящее время способами.
В основу настоящего изобретения была положена задача разработать способ изготовления деталей червячного колеса, позволяющий уменьшить количество технологических операций и/или повышающий качество изготовленного им червячного колеса. Эта и другие задачи решаются с помощью предлагаемого в изобретении способа, при осуществлении которого для изготовления червячного колеса используют трубы, изготовленные методом экструзии. В соответствии с первым вариантом осуществления изобретения поставленная в нем задача решается с помощью способа изготовления композитной заготовки зубчатого колеса, состоящей из ступицы, предпочтительно изготовленной из металла или содержащей его, и наружной части из синтетической, предпочтительно термопластичной, смолы, которая охватывает снаружи ступицу, в котором: а) посредством экструзии изготавливают трубу требуемых размеров, б) от трубы отрезают кольца определенной длины и в) полученное на стадии б) кольцо крепят на ступице, причем тепло, оставшееся после стадии (а), используют при выполнении стадии (в).
Принципиальной особенностью предлагаемого в изобретении способа является возможность изготовления изделий с низкими внутренними напряжениями и не меняющимися со временем размерами, повышенной износостойкостью, обусловленной более высокой по сравнению с литьем под давлением молекулярной массой полимера, и низкой стоимостью.
Ступица предпочтительно выполнена из металла, а при осуществлении такого способа дополнительно может выполняться стадия (г) отжига.
Может также использоваться ступица с текстурированной наружной поверхностью, в частности, с накаткой на наружной поверхности.
Труба также может изготавливаться выдавливанием по меньшей мере с двумя концентричными слоями термопластичной смолы. При этом после выполнения стадии (в) заготовку подвергают индукционному нагреву до температуры, большей температуры плавления термопластичной смолы.
В одном из вариантов трубу изготавливают из полукристаллической или кристаллической аморфной термопластичной смолы экструзией, при которой внутренний диаметр трубы остается аморфным, после чего трубу до выполнения стадии в) крепления нагревают до температуры, большей температуры стеклования Тс, а затем после крепления еще раз нагревают до температуры кристаллизации смолы.
В еще одном из вариантов до выполнения стадии (в) труба имеет внутренний диаметр, который меньше наружного диаметра ступицы или сердечника.
В соответствии с другим вариантом осуществления изобретения поставленная в нем задача решается с помощью способа изготовления композитной заготовки зубчатого колеса, состоящей из ступицы, предпочтительно изготовленной из металла или содержащей его, и наружной части из синтетической, предпочтительно термопластичной, смолы, которая охватывает снаружи ступицу, в котором: а) экструзией, прессованием или центробежным литьем изготавливают трубу требуемых размеров, б) полученную на стадии (а) трубу натягивают на предварительно изготовленный сердечник и в) от трубы отрезают кольца, состоящие из имеющих определенную длину отрезков трубы и сердечника.
Может использоваться бесконечный металлический сердечник.
Также может использоваться сердечник с текстурированной наружной поверхностью, в частности, с накаткой.
В настоящем изобретении также предлагается червячное колесо (включая и комбинацию в виде спаренного червячного колеса), заготовка которого получена одним из вышеописанных способов, а на ее наружной, изготовленной из синтетической смолы части механической обработкой нарезаны зубья.
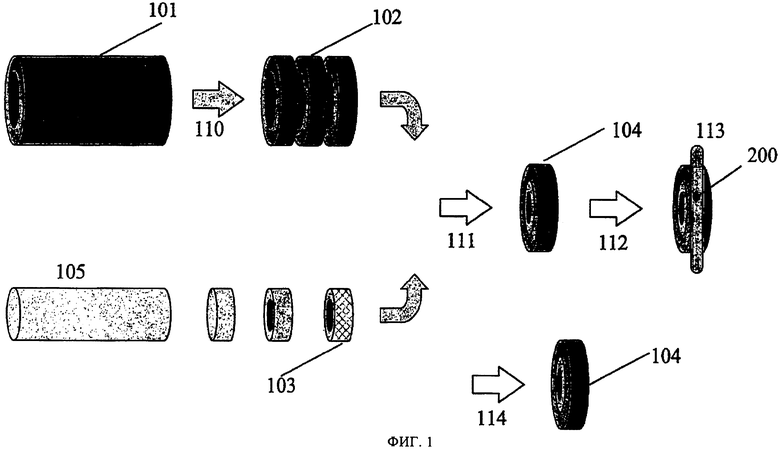
На фиг.1 показана схема, иллюстрирующая один из вариантов осуществления предлагаемого в изобретении способа, при осуществлении которого изготовленную экструзией из смолы трубу режут на части, которые затем собирают с металлическими кольцами.
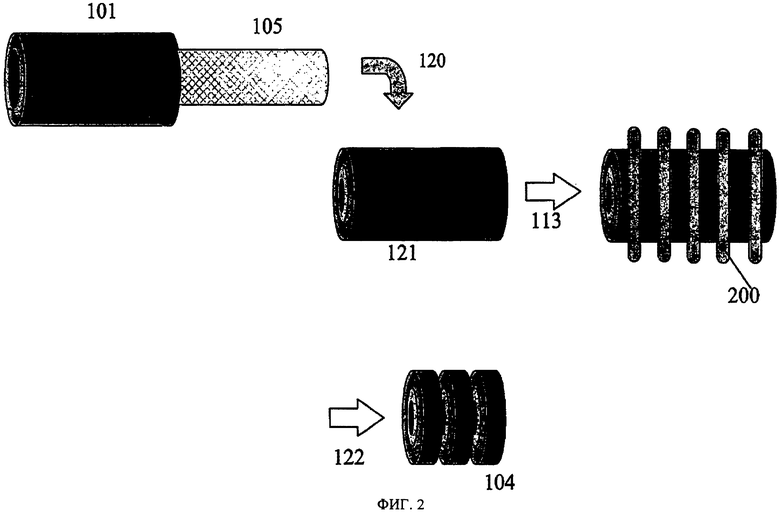
На фиг.2 показана схема, иллюстрирующая другой вариант осуществления предлагаемого в изобретении способа, при осуществлении которого изготовленную экструзией из смолы трубу собирают с металлическим стержнем и затем режут на отдельные части.
Оба описанных выше варианта позволяют изготавливать трубы из самых разнообразных материалов и разного состава, в том числе, но не исключительно, с наполнителями, смазками, сополимерами, армирующими волокнами и т.д. К предпочтительным материалам относятся упомянутые выше материалы на основе полиамида (ПА), полиформальдегида (ПОМ), полифениламида (ППА), полифениленоксида (ППО), полифениленсульфида (ППС), полиэфирэфиркетона (ПЭЭК), полиамидэфиркетона (ПАЭК), а также полиэфиркетонкетона ПЭКК, полиамидимида (ПАИ) и жидкокристаллического полимера (ЖКП). Изготавливать трубы с оптимальными свойствами наружного слоя можно также экструзией из двух или нескольких материалов или составов, например трубы с оптимальными свойствами слоя зубчатого венца червячного колеса и оптимальными свойствами внутреннего слоя для соединения со ступицей. Экструзия и центробежное литье позволяют использовать материалы с лучшими тепловыми свойствами, чем литой мономер нейлона 6 или 12, и тем самым существенно расширить область возможного применения изготовленных предлагаемыми в изобретении способами червячных колес.
Другие отличительные особенности и преимущества изобретения более подробно рассмотрены ниже на примере двух вариантов осуществления предлагаемого в изобретении способа изготовления червячных колес со ссылкой на прилагаемые чертежи.
К изделиям, изготавливаемым предлагаемым в изобретении способом, относятся, в частности, червячные колеса для систем рулевого управления с электроусилителями. Такие червячные колеса в автомобильной промышленности используются в том числе и как "элементы защиты". Поэтому во избежание возможных поломок во время работы изготовителем СРУУС-систем необходимо использовать материалы и изделия без внутренних напряжений.
Предлагаемые в изобретении способы изготовления труб из термопластичных материалов (экструзия, прессование и центробежное литье) позволяют изготавливать изделия с очень низкими внутренними напряжениями, полностью отвечающие по этому критерию требованиям, принятым в автомобильной промышленности. По уровню внутренних напряжений червячные колеса, изготовленные предлагаемыми в изобретении способами, существенно отличаются от изделий, изготовленных литьем под давлением, и поэтому обладают существенно более высокой надежностью.
В настоящее время в автомобильной промышленности СРУУС-системы обычно устанавливают "под капотом", рядом с двигателем автомобиля. Расположенные рядом с двигателем под капотом автомобиля все элементы СРУУС-системы подвержены воздействию высоких температур, обычно превышающих приблизительно 120°С. По своим физическим и тепловым (термическим) свойствам обычные полиамиды при таких температурах работать не могут. То же самое относится и к изготовленным литьем из полиамида 6 трубам, единственной альтернативой которых являются трубы, изготовленные литьем под давлением из теплостойких термопластичных материалов.
В настоящем изобретении предлагается другое решение, существенно снижающее по сравнению с литьем под давлением уровень внутренних напряжений в изделиях. В зависимости от конкретных технических требований предлагаемый в изобретении способ обеспечивает возможность широкого выбора теплостойких материалов для изготовления, в частности, червячных колес.
Другой существенной особенностью настоящего изобретения является возможность непосредственного влияния на свойства термопластичной трубы путем соответствующего изменения параметров процесса ее изготовления. Так, в частности, увеличить жесткость (прочность) трубы можно при ее изготовлении из смолы с высокой молекулярной массой, что не всегда удается сделать при изготовлении труб литьем под давлением из-за более высокой температуры плавления и вязкости расплавленной смолы с высокой молекулярной массой.
Ниже со ссылкой на фиг.1 подробно рассмотрен один из вариантов осуществления предлагаемого в изобретении способа.
Для изготовления червячных колес предлагаемым в изобретении способом сначала экструзией из соответствующего синтетического материала изготавливают трубу 101 необходимых размеров. После этого (на стадии 110) от трубы отрезают кольца 102 соответствующей длины, которые при необходимости механически обрабатывают, промывают при необходимости в растворителе и напрессовывают (на стадии 111) на втулки 103. Втулки предпочтительно изготавливают из металла механической обработкой, спеканием, горячей объемной штамповкой и/или литьем под давлением, включая вырубку, и режут на соответствующие кольца. В предпочтительном варианте на втулки напрессовывают горячие кольца, не успевшие остыть после экструзии трубы. В другом варианте на стадии 111 кольца дополнительно нагревают. Втулки 103 с напрессованными на них кольцами 102 затем (на стадии 112) охлаждают. После охлаждения изготовленные из синтетического материала кольца (на стадии 113) прочно соединяют (сплавлением) со втулками 103. Для нагрева и плавления синтетического материала предпочтительно использовать индукционную катушку 200, внутрь которой помещают нагреваемую деталь. В зависимости от материала и размеров детали ее можно дополнительно отжечь (операция отжига на фиг.1 не показана). На последней стадии 114 путем механической обработки полученную деталь при необходимости режут на отдельные композитные диски, на которых затем нарезают зубья червячного колеса. Предпочтительно, чтобы внутренний диаметр изготовленного из синтетического материала кольца был несколько меньше наружного диаметра металлической втулки (ступицы).
Предлагаемый в этом варианте осуществления изобретения способ можно использовать для изготовления червячных колес из обычных материалов, а также из материалов, указанных выше. Дополнительные преимущества дает изготовление червячных колес из полукристаллических/аморфных материалов. При низкой температуре экструзии и температуре внутренней поверхности выдавленной трубы, меньшей температуры стеклования полимера Тс, в сочетании с быстрым охлаждением после экструзии материал внутри трубы (первый слой) остается аморфным. При повторном нагреве до температуры, большей температуры стеклования Тс, внутренний аморфный слой позволяет легко, без больших остаточных внутренних напряжений напрессовать кольцо на металлическую втулку. При последующем соединении полимера с металлом сплавлением и при дальнейшем нагревании материала в собранной из кольца и втулки детали происходит кристаллизация аморфного слоя. Предлагаемый в изобретении способ позволяет изготавливать изделия с низким уровнем внутренних напряжений и лучшими тепловыми и механическими свойствами, чем у аналогичных изделий, изготовленных литьем под давлением. Кроме того, изготовленные предлагаемым в изобретении способом червячные колеса обладают более высокой надежностью, чем червячные колеса, изготовленные известными способами литья под давлением, при котором всегда существует опасность образования в материале в результате усадки во время его охлаждения различного рода раковин или пустот. Экструзия полимера полностью исключает возможность образования в нем различных пустот или раковин.
Ступицу можно изготавливать любым способом, например, в виде втулок из разрезанной на части трубы или в виде отдельных заготовок и разрезанием длинной заготовки на отдельные части. Для более прочного соединения со смолой предпочтительно использовать ступицы с текстурированной наружной поверхностью. Текстурировать наружную поверхность ступицы можно разными способами, например пескоструйной обработкой, нарезкой на ней резьбы или канавок или другим способом. При изготовлении червячных колес предлагаемым в изобретении способом предпочтительно использовать ступицы с накаткой, например, ромбовидной формы.
Ступицу целиком или частично предпочтительно изготавливать из металла. Однако в некоторых случаях используют и неметаллические ступицы. Обычно материал ступицы должен быть более прочным, чем материал наружной части червячного колеса, на которой затем нарезают зубья. Ступицу червячного колеса можно изготавливать, например, из перечисленных выше термопластичных полимеров, а также из термореактивных полимеров, таких как эпоксидные смолы, бисмалеимидные смолы, полиуретановые смолы и другие подобные материалы. Материал ступицы должен отличаться по своим физическим свойствам от наружной зубчатой части (обода) червячного колеса и, в частности, должен иметь большую твердость и теплостойкость, а при изготовлении ступицы из термопластичного материала его температура плавления должна быть выше температуры плавления обода. Для повышения прочности ступицы неметаллический материал, из которого изготавливают ступицу, можно армировать различными волокнами, например стекловолокном, углеродным волокном, арамидным волокном или другим волокном.
Термопластичный или термореактивный материал, из которого изготавливают ступицу, может иметь включения из металлических частиц, наличие которых при сплавлении наружного термопластичного обода со ступицей позволяет использовать индукционный нагрев. При соединении обода со ступицей таким способом (плавлением с индукционным нагревом) можно использовать гибридную ступицу с металлической трубой, окруженной слоем термопластичного материала. Для индукционного нагрева и соединения ступицы с ободом червячного колеса можно использовать и напрессованную на обод металлическую трубу.
В варианте, показанном на фиг.2, для изготовления червячных колес используют изготовленную непрерывным или полунепрерывным способом экструзии (стадия 120) трубу 101 или изготовленную центробежным литьем смолы на сердечник 105 заготовку 121. Для сплавления на стадии 113 изготовленной экструзией трубы с сердечником 105 используют, как и в описанном выше варианте, расположенную вокруг заготовки индукционную катушку 200. На заключительной стадии 122 путем механической обработки готовую заготовку режут на отдельные части.
Предлагаемый в изобретении способ может иметь несколько описанных ниже разновидностей.
1. Способ "экструзии кабельной оболочки". В этом варианте материал обода червячного колеса непрерывно или полунепрерывно экструдируют на готовый сердечник. Сердечник можно выполнить в виде детали конечной длины (фиг.1) или в виде длинной заготовки, разрезаемой затем на отдельные части (фиг.2).
2. Способ "без автономного выполнения отдельных операций". В этом варианте для напрессовки колец на ступицы используют теплоту экструзии.
3. Способ "с автономным выполнением отдельных операций". В этом варианте охлаждение и сборку втулок и колец выполняют автономно.
В зависимости прежде всего от формы ступицы и требований заказчика к возможному разбросу размеров и свойств конечного продукта можно выбрать наиболее подходящий для каждого конкретного случая вариант осуществления предлагаемого в изобретении способа.
Примеры
В приведенных ниже примерах рассмотрены разные варианты предлагаемого в изобретении способа изготовления червячных колес для систем рулевого управления с электроусилителями.
Пример 1
В этом примере для изготовления червячных колес использовали стержни из сверхвысокомолекулярного полипропилена (СВМПП), которые нагревали индукционной катушкой при частоте 1 кГц до температуры плавления полипропилена и соединяли с изготовленным из углеродистой стали (марки SAE 1117) сердечником. Подобный процесс заключался в следующем:
1. В изготовленных экструзией из высокомолекулярного полипропилена стержнях механической обработкой выполняли отверстие, диаметр которого был на 2% меньше наружного диаметра стального сердечника. Полученная труба имела следующие размеры: наружный диаметр 3", внутренний диаметр 2", длина 6" (7,6×5,1×15,2 см).
2. Для последующей напрессовки на стальной сердечник трубу из СВМПП в течение 30 мин нагревали в печи до 65°С.
3. Изготовленный из стали сердечник с накаткой на наружном диаметре (12-заходная ромбовидная накатка) на небольшом пневматическом прессе впрессовывали в нагретую трубу из СВМПП.
4. Собранную деталь охлаждали до комнатной температуры.
5. Охлажденную деталь помещали внутрь индукционной катушки и нагревали до тех пор, пока температура стали не стала выше температуры плавления СВМПП. Продолжительность нагрева и температуру поверхности регулировали до появления на поверхности раздела сталь/полимер видимого валика расплавленного полимера. В данном примере валик расплавленного полимера на границе раздела сталь/полимер появлялся через 30 с при повышении температуры поверхности стального сердечника до 135°С.
6. Термически обработанную деталь охлаждали до комнатной температуры.
7. Охлажденную трубу длиной 6 дюймов (15,2 см) разрезали на отдельные, более короткие отрезки необходимой длины.
Пример 2
В этом примере для изготовления червячных колес использовали изготовленные экструзией стержни из сверхвысокомолекулярного полипропилена (СВМПП), которые нагревали индукционной катушкой при частоте 1 кГц до температуры плавления полипропилена и соединяли с сердечником из алюминия. Подобный процесс заключался в следующем:
1. В изготовленных экструзией из высокомолекулярного полипропилена стержнях механической обработкой выполняли отверстие, диаметр которого был на 2% меньше наружного диаметра алюминиевого сердечника (вставки). Полученная труба имела следующие размеры: наружный диаметр 3", внутренний диаметр 2", длина 6" (7,6×5,1×15,2 см).
2. Для последующей напрессовки на алюминиевый сердечник трубу из СВМПП нагревали в течение 30 мин в печи до 65°С.
3. Изготовленный из алюминия сердечник с накаткой на наружном диаметре (12-заходная ромбовидная накатка) на небольшом пневматическом прессе впрессовывали в нагретую трубу из СВМПП.
4. Собранную деталь охлаждали до комнатной температуры.
5. Охлажденную деталь помещали внутрь индукционной катушки и нагревали до тех пор, пока температура алюминия не стала выше температуры плавления СВМПП. Продолжительность нагрева и температуру поверхности регулировали до появления на поверхности раздела алюминий/полимер видимого валика расплавленного полимера. В данном примере валик расплавленного полимера на границе раздела алюминий/полимер появлялся через 2 мин при повышении температуры поверхности алюминиевого сердечника до 135°С.
6. Термически обработанную деталь охлаждали до комнатной температуры.
7. Охлажденную трубу длиной 6 дюймов (15,2 см) разрезали на отдельные более короткие отрезки необходимой длины.
Пример 3
В этом примере для изготовления червячных колес использовали стержни из полиамидимида Torlon (ПАИ), которые нагревали индукционной катушкой при частоте 1 кГц до температуры плавления полиамидимида и соединяли с изготовленным из углеродистой стали (марки SAE 1117) сердечником. Подобный процесс заключался в следующем:
1. В изготовленных экструзией из ПАИ Torlon стержнях механической обработкой выполняли отверстие, диаметр которого был на 1% меньше наружного диаметра стального сердечника. Полученная труба имела следующие размеры: наружный диаметр 2,5", внутренний диаметр 2", длина 6" (6,4×5,1×15,2 см).
2. Для последующей напрессовки на стальной сердечник трубу из ПАИ Torlon в течение 45 мин нагревали в печи до 200°С.
3. Изготовленный из стали сердечник с накаткой на наружном диаметре (12-заходная ромбовидная накатка) на небольшом пневматическом прессе впрессовывали в нагретую трубу из ПАИ Torlon.
4. Собранную деталь охлаждали до комнатной температуры.
5. Охлажденную деталь помещали внутрь индукционной катушки и нагревали до тех пор, пока температура стали не стала выше температуры плавления ПАИ Torlon (285°C). Продолжительность нагрева и температуру поверхности регулировали до появления на поверхности раздела сталь/полимер видимого валика расплавленного полимера. В данном примере валик расплавленного полимера на границе раздела сталь/полимер появлялся через 40 с при повышении температуры поверхности стального сердечника до 315°С.
6. Термически обработанную деталь охлаждали до комнатной температуры.
7. Охлажденную трубу длиной 6 дюймов (15,2 см) разрезали на отдельные более короткие отрезки необходимой длины.
Пример 4
В этом примере для изготовления червячных колес использовали лист из полиамида (ПА) 4.6 марки Stanyl, который нагревали индукционной катушкой при частоте 1 кГц до температуры плавления полиамида и соединяли с изготовленной из металлического порошка вставкой. Подобный процесс заключался в следующем:
1. Из изготовленных экструзией из ПА 4.6 марки Stanyl листов механической обработкой изготавливали кольца, внутренний диаметр которых был на 2% меньше наружного диаметра изготовленной из металлического порошка вставки. Полученные кольца имели следующие размеры: наружный диаметр 4,625", внутренний диаметр 2,75", длина 1" (11,8×7,0×2,5 см).
2. Для последующей напрессовки на вставки кольца из ПА 4.6 марки Stanyl в течение 30 мин нагревали в печи до 150°С.
3. Изготовленные из стали вставки с накаткой на наружном диаметре (12-заходная ромбовидная накатка) на небольшом пневматическом прессе впрессовывали в нагретые кольца из ПА 4.6 марки Stanyl. Для более прочного сцепления пластмассы со сталью наружную поверхность вставок обрабатывали силановой смесью.
4. Собранную деталь охлаждали до комнатной температуры.
5. Охлажденную деталь помещали внутрь индукционной катушки и нагревали до тех пор, пока температура поверхности стали не стала выше температуры плавления ПА 4.6 марки Stanyl (290°C). Продолжительность нагрева и температуру поверхности регулировали до появления на поверхности раздела сталь/полимер видимого валика расплавленного полимера. В данном примере валик расплавленного полимера на границе раздела сталь/полимер появлялся при мощности индукционной катушки, равной 50 кВт, через 40 с при температуре поверхности стального сердечника, равной 329°С.
6. Термически обработанную деталь охлаждали до комнатной температуры.
Для сокращения объема работ, связанных с механической обработкой, червяные колеса систем рулевого управления (и другие схожие изделия) можно изготавливать экструзией полимера на трубу с определенным наружным и внутренним диаметрами. Описанное в приведенных выше примерах использование для изготовления червячных колес стержней и листов иллюстрирует широкие возможности предлагаемого в изобретении способа, в частности при изготовлении отдельных изделий или небольших партий изделий, когда выполнение отдельной операции экструзии специальных наружных профилей оказывается менее экономичным.
Изобретение относится к области машиностроения, а именно к способам изготовления композитной заготовки зубчатого колеса, состоящей из ступицы, предпочтительно изготовленной из металла или содержащей его, и наружной части из синтетической, предпочтительно термопластичной, смолы, которая охватывает снаружи ступицу. Изготавливают экструзией трубу требуемых размеров. От указанной трубы отрезают кольца определенной длины. Полученное кольцо крепят на ступице с использованием тепла, оставшегося после первой технологической операции - экструзии. В результате снижаются внутренние напряжения в изделиях и обеспечивается возможность широкого выбора теплостойких материалов при изготовлении изделий. 3 н. и 17 з.п. ф-лы, 2 ил.
1. Способ изготовления композитной заготовки (104) зубчатого колеса, включающей ступицу (103), предпочтительно изготовленную из металла или содержащую его, и наружную часть (102) из синтетической, предпочтительно термопластичной, смолы, которая охватывает снаружи ступицу (103), заключающийся в том, что а) посредством экструзии изготавливают трубу (101) требуемых размеров, б) от этой трубы отрезают кольца (102) определенной длины и в) полученное на стадии б) кольцо (102) крепят на ступице (103), причем тепло, оставшееся после стадии (а), используют при выполнении стадии (в).
2. Способ по п.1, при осуществлении которого дополнительно выполняют стадию г) отжига.
3. Способ по п.1, при осуществлении которого используют металлическую ступицу.
4. Способ по п.1, при осуществлении которого трубу (101) изготавливают непрерывной или полунепрерывной экструзией.
5. Способ по п.1, при осуществлении которого используют ступицу с текстурированной наружной поверхностью.
6. Способ по п.5, при осуществлении которого используют ступицу с накаткой на наружной поверхности.
7. Способ по п.1, при осуществлении которого трубу изготавливают выдавливанием по меньшей мере с двумя концентричными слоями термопластичной смолы.
8. Способ по п.1, при осуществлении которого после выполнения стадии в) заготовку подвергают индукционному нагреву до температуры, большей температуры плавления термопластичной смолы.
9. Способ по п.1, при осуществлении которого трубу изготавливают из полукристаллической или кристаллической аморфной термопластичной смолы экструзией, при которой внутренний диаметр трубы остается аморфным, после чего трубу до выполнения стадии в) крепления нагревают до температуры, большей температуры стеклования Тс, а затем после крепления еще раз нагревают до температуры кристаллизации смолы.
10. Способ по п.1, при осуществлении которого до выполнения стадии в) труба имеет внутренний диаметр, который меньше наружного диаметра ступицы или сердечника.
11. Способ изготовления композитной заготовки зубчатого колеса, включающей ступицу, предпочтительно изготовленную из металла или содержащую его, и наружную часть из синтетической, предпочтительно термопластичной, смолы, которая охватывает снаружи ступицу, заключающийся в том, что а) экструзией, прессованием или центробежным литьем изготавливают трубу (101) требуемых размеров, б) полученную на стадии а) трубу натягивают на предварительно изготовленный сердечник (105) и в) отрезают от трубы кольца (102), состоящие из имеющих определенную длину отрезков трубы (101) и сердечника (105).
12. Способ по п.11, при осуществлении которого трубу (101) изготавливают непрерывной или полунепрерывной экструзией.
13. Способ по п.11, при осуществлении которого используют бесконечный сердечник (105).
14. Способ по п.11, при осуществлении которого используют металлический сердечник.
15. Способ по п.11, при осуществлении которого используют сердечник с текстурированной наружной поверхностью.
16. Способ по п.15, при осуществлении которого используют сердечник с накаткой на текстурированной наружной поверхности.
17. Способ по п.11, при осуществлении которого трубу изготавливают выдавливанием по меньшей мере с двумя концентричными слоями термопластичной смолы.
18. Способ по п.11, при осуществлении которого после выполнения стадии в) заготовку подвергают индукционному нагреву до температуры, большей температуры плавления термопластичной смолы.
19. Способ по п.11, при осуществлении которого трубу изготавливают из полукристаллической или кристаллической аморфной термопластичной смолы экструзией, при которой внутренний диаметр трубы остается аморфным, после чего трубу до выполнения стадии в) крепления нагревают до температуры, большей температуры стеклования Тс, а затем после крепления еще раз нагревают до температуры кристаллизации смолы.
20. Червячное колесо, отличающееся тем, что оно изготовлено из заготовки, полученной способом по п.1 или 11, на наружной изготовленной из синтетической смолы части которой механической обработкой нарезаны зубья.
| JP 2003118006 А, 23.04.2003 | |||
| US 6638390 B1, 28.10.2003 | |||
| Способ изготовления шариковой гайки с каналом возврата шариков | 1983 |
|
SU1183342A1 |
| Способ изготовления конической шестерни | 1989 |
|
SU1801692A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОГО КОЛЕСА ВОЛНОВОЙПЕРЕДАЧИ | 0 |
|
SU268367A1 |

