Область техники
Изобретение относится к устройству уплотнения и к способу изготовления композитной лопатки турбомашины, а также к композитной лопатке турбомашины. Композитной лопаткой может быть лопатка, содержащая заготовку из нитей или волокон, выполненную посредством трехмерного тканья, и связующее, удерживающее относительное расположение между нитями заготовки. Указанная заготовка может быть образована нитями основы и нитями утка, при этом направление нитей основы образует продольное направление заготовки.
В частности, способ согласно изобретению относится к изготовлению лопатки вентилятора для турбомашины, в частности, турбореактивного двигателя. Вместе с тем, в рамках изобретения можно также изготавливать лопатку, предназначенную для компрессора низкого давления, где достигаемые во время работы температуры совместимы с термомеханической стойкостью лопатки этого типа. Можно также обеспечить применение изобретения для изготовления лопаток вентилятора с открытым ротором («open rotor») или лопаток с интегрированной полкой.
Предшествующий уровень техники
Обычно лопатки вентиляторов, выполняемые из композиционного материала, в частности, из углеродных волокон, изготавливают посредством наложения друг на друга однонаправленных предварительно пропитанных слоев, которые размещают в пресс-форме, располагая по-разному последовательные слои, перед уплотнением и полимеризацией в автоклаве. Эта очень сложная технология требует осуществления ручной операции наложения друг на друга слоев, что занимает много времени и стоит очень дорого.
Поэтому было предложено готовить тканые заготовки из сухих волокон, которые затем соединяют сшиванием до пропитки смолой, нагнетаемой в закрытую пресс-форму. Альтернативный вариант состоит в выполнении только одной тканой заготовки, которую устанавливают вместе с одной или несколькими цельными вставками перед нагнетанием смолы. Однако недостатком этих решений (патентные документы US 5672417 и US 5013216) является необходимость соединения нескольких деталей и образование в этих зонах соединения ослабленных мест, например, с риском отслаивания, что отрицательно сказывается на механической прочности, в частности, на стойкости к ударам.
Для устранения этих недостатков в патентном документе FR 2861143 было предложено выполнять заготовку из нитей или волокон посредством трехмерного тканья, которая самостоятельно после возможного вырезания и нагнетания связующего образует конечную деталь, включающую в себя все части лопатки газотурбинного двигателя, не прибегая к использованию вставок или любого другого присоединяемого элемента.
В частности, применяют способ изготовления, описанный в патентном документе FR 2892339, во время которого тканой и затем вырезанной заготовке придают форму в пресс-форме перед нагнетанием связующего и до его затвердевания.
Однако в настоящее время все же остаются некоторые проблемы, связанные с тем, как осуществляют это придание формы.
Раскрытие изобретения
Изобретение относится к устройству уплотнения, позволяющему избегать вышеупомянутых недостатков. В частности, это устройство уплотнения позволяет осуществлять предварительное уплотнение заготовки.
Указанное устройство уплотнения может быть использовано для заготовки, полученной посредством трехмерного тканья нитей и предназначенной для изготовления композитной лопатки турбомашины, при этом указанная заготовка содержит перо, ножку лопатки и между пером и ножкой - стойку лопатки.
Это устройство уплотнения содержит пресс-форму, ограничивающую открытое вверх гнездо для размещения тканой заготовки (которая может быть предварительно вырезана), и подвижное в вертикальном направлении приспособление для уплотнения, взаимодействующее с пресс-формой, образуя устройство уплотнения, обеспечивающее уплотнение указанной заготовки, когда она находится в гнезде.
Устройство уплотнения может определять продольное направление и вертикальную срединную плоскость, параллельную продольному направлению.
Приспособление для уплотнения может быть выполнено с возможностью опускаться в направлении пресс-формы.
Приспособление для уплотнения содержит, по меньшей мере, часть для ножки. Например, приспособление для уплотнения может содержать только часть для ножки или может содержать часть для ножки и часть для стойки. В этом последнем случае части для ножки и стойки могут образовать моноблочный узел или, наоборот, могут быть выполнены отдельно друг от друга. Если они являются отдельными, часть для стойки может быть, в свою очередь, разделена, по меньшей мере, на три блока уплотнения, в том числе центральный блок уплотнения, при этом указанные блоки уплотнения выполнены с возможностью опускаться в направлении пресс-формы независимо друг от друга. В частности, блоки уплотнения могут опускаться последовательно, начиная с центрального блока уплотнения.
Объектом изобретения являются также способ изготовления композитной лопатки турбомашины с использованием устройства уплотнения, а также композитная лопатка турбомашины.
Краткое описание чертежей
Другие преимущества и особенности изобретения будут более очевидны из последующего описания со ссылками на чертежи.
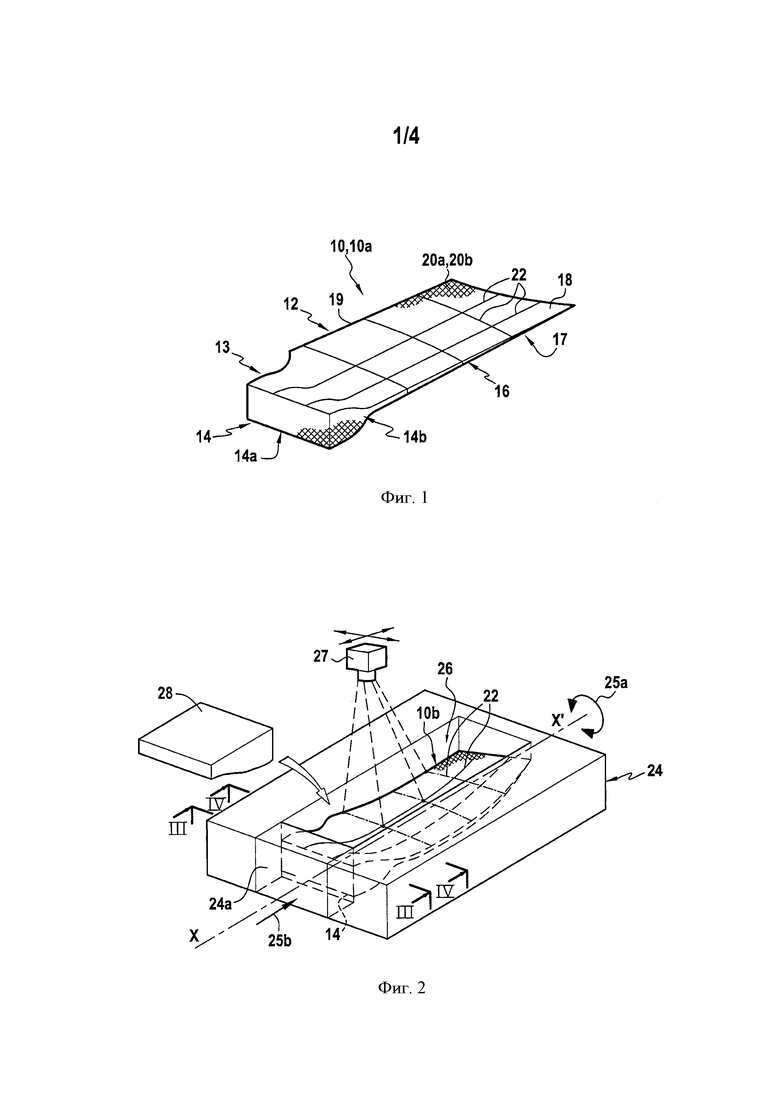
На фиг. 1 показан пример заготовки после вырезания, общий вид в перспективе;
на фиг. 2 - этап осуществления примера способа изготовления;
на фиг. 3 и 4 - разрез по направлениям III и IV на фиг. 2 с пояснением влияния уплотнения на профиль двух разных участков заготовки при помощи устройства уплотнения согласно первому варианту осуществления изобретения;
на фиг. 5 - часть заготовки на фиг. 1, ножка и стойка показаны в увеличенном виде;
на фиг. 6 - другой пример устройства уплотнения, вид в разрезе, аналогичный фиг. 4;
на фиг. 7 - приспособление для уплотнения устройства уплотнения, показанного на фиг. 6, вид в перспективе;
на фиг. 8 и 9 - схематичные сравнительные изображения частей композитных лопаток, причем эти лопатки изготовлены разными способами;
на фиг. 10 и 11 - измерение угла отклонения двух волокон с двумя типовыми конфигурациями продольного изгиба.
Варианты осуществления изобретения
Далее со ссылками на чертежи следует подробное описание вариантов осуществления. Эти варианты поясняют особенности и преимущества изобретения. Вместе с тем, следует отметить, что изобретение не ограничено этими вариантами.
Согласно варианту осуществления способ изготовления начинают с первого этапа а), на котором посредством трехмерного тканья выполняют заготовку, при этом тканая заготовка содержит нити 20а основы и нити 20b утка. В этих двух группах нитей обеспечены разметочные нити 22, визуально отличаемые от других нитей и равномерно расположенные, по меньшей мере, на поверхности заготовки.
Нити основы и нити утка могут быть выбраны из группы, в которую входят углеродные волокна, стекловолокна, кремниевые волокна, карбидкремниевые волокна, алюмооксидные волокна, арамидные волокна и волокна ароматических полиамидов.
Затем эту выполненную в виде единой детали тканую заготовку обрезают на втором этапе b) способа. В частности, эту тканую заготовку обрабатывают по заданному профилю посредством вырезания контура в соответствии с заранее определенной трехмерной номограммой, выполненной таким образом, чтобы после деформации заготовка соответствовала геометрии готовой детали. Это вырезание может быть осуществлено водяной струей и/или механическими средствами (ножницами, резаком, пилой…) и/или посредством лазерной резки.
Получают вырезанную заготовку 10а, показанную на фиг. 1. Она содержит части, предназначенные для получения пера 12 и ножки 14 лопатки, а также стойки 13, которая является переходной частью между пером 12 и ножкой 14. В частности, нити 20а основы и нити 20b утка, используемые для трехмерного тканья, являются углеродными волокнами (черного цвета), а стекловолокна или кевларовые волокна (белые) образуют разметочные нити 22, в основном находящиеся на поверхности заготовки, вдоль главного продольного направления, параллельного нитям 20а основы, и вдоль поперечного направления, параллельного нитям 20b утка. Таким образом, разметочные нити 22 проявляются в виде нитей белого цвета на остальной части заготовки, которая является черной, следовательно, разметочные нити 22 являются хорошо различимыми. Кроме того, эти разметочные нити можно обнаруживать при помощи известных технологий не деструктивного контроля (типа рентгеновской или ультразвуковой томографии), позволяющих проверять качество готовой детали.
В частности, эти разметочные нити 22 присутствуют на поверхности двух сторон (соответственно предназначенных для получения стенки 17 стороны нагнетания и стенки 18 стороны всасывания) лопатки в заранее определенных местах, чтобы служить опорной точкой для позиционирования с целью вырезания и осуществления других этапов, как будет пояснено далее.
Во время этого этапа вырезания сохраняют ряд разметочных нитей 22, находящихся на поверхности заготовки, по меньшей мере, вдоль одной опорной стороны 16, которая в представленном случае является стороной, предназначенной для получения передней кромки.
Затем осуществляют предварительную деформацию вырезанной заготовки 10а во время этапа с).
В частности, во время этапа с) указанную предварительную деформацию осуществляют, поместив вырезанную заготовку 10а в пресс-форму 24 (фиг. 2), содержащую различные части, ограничивающие между собой гнездо 26, предназначенное для размещения вырезанной заготовки 10а и имеющее метки, используемые для позиционирования, по меньшей мере, некоторых разметочных нитей 22.
Могут быть использованы различные системы разметки и позиционирования вырезанной заготовки 10а, в частности, лазерный проектор 27 (см. фиг. 2), который проецирует световой пучок в место идеального расположения разметочной нити 22 таким образом, чтобы впоследствии можно было легко переместить соответствующую разметочную нить 22 для достижения заранее определенного положения.
Альтернативно или дополнительно на заготовку можно наложить шаблоны, воспроизводящие контур и/или положение части или всех разметочных нитей 22, чтобы контролировать нормальное позиционирование.
При укладке вырезанной заготовки 10а в пресс-форму 24 эту вырезанную заготовку 10а располагают в форме, которая ее деформирует, сообщая ей вращение (стрелка 25а на фиг. 2) вокруг оси XX', параллельной ее главному направлению, вследствие чего происходит закручивание пера вокруг этой оси.
В некоторых случаях можно обеспечить, чтобы пресс-форма 24 имела подвижную часть 24а, перемещающуюся скольжением и предназначенную для размещения напротив свободного конца ножки 14 заготовки, чтобы действовать напряжением (стрелка 25b на фиг. 2), приводящим к необходимой деформации этой части 14 заготовки, или чтобы избегать некоторых типов деформации в этой части, когда деформируют другие части заготовки 10b.
Понятно, что можно предусмотреть самые разные возможности для придания формы вырезанной заготовке 10а, благодаря использованию разметочных нитей 22 в качестве опорных элементов для позиционирования заготовки 10а в пресс-форме 24.
Стратегия укладки вырезанной заготовки 10а в пресс-форму 24 связана также с профилем вырезания или обработки, полученным ранее по опорной(ым) поверхности(ям), выбранной(ым), в частности, среди ножки, конца, передней кромки 16, задней кромки 19 или любой другой заранее определенной зоны.
Укладка вырезанной заготовки 10а в пресс-форму 24 может быть достаточной для выполнения комплекса деформаций, необходимых для достижения искомой конечной формы. Однако в некоторых случаях этот этап с) можно выполнять в виде нескольких подэтапов.
Затем в указанную пресс-форму нагнетают связующее, содержащее термореактивную смолу, для пропитки всей заготовки и для удержания относительного расположения между нитями заготовки; указанную пресс-форму нагревают; и из пресс-формы извлекают сформованную композитную деталь, по существу имеющую форму и размеры указанной лопатки.
На этапе d), который следует за этапом с), и перед нагнетанием связующего осуществляют предварительное уплотнение, по меньшей мере, части предварительно деформированной заготовки 10b, содержащей ножку и предпочтительно ножку 14 и стойку 13, по всей ширине предварительно деформированной заготовки 10b. Это предварительное уплотнение блокирует некоторые волокна в необходимом положении или, по меньшей мере, ограничивает возможности их движения, что позволяет получить промежуточную геометрию заготовки, еще больше приближающуюся к необходимой конечной форме. Блокирование волокон ножки и предпочтительно также волокон стойки обеспечивает лучшее позиционирование волокон в изготовленной лопатке и позволяет, в частности, ограничить явление продольного изгиба волокон, обычно отмечаемое в этих частях лопатки. Хорошее позиционирование волокон позволяет получить хорошие механические свойства в ножке и стойке лопатки. Это преимущество представляет особый интерес, поскольку ножка и стойка являются частями лопатки, подвергающимися наибольшим механическим напряжениям во время работы.
Для этого может быть использовано схематично и частично показанное на фиг. 2 приспособление 28 для уплотнения, которое можно реализовать, предпочтительно дополнив пресс-форму 24 необходимым оборудованием. Действительно, приспособление 28 для уплотнения является подвижным (подъем и опускание) и должно быть выполнено с возможностью нагрева до температуры порядка 100°С.
Во время этого этапа d) пропиточные вещества, используемые для промасливания нитей с целью облегчения тканья, обеспечивают блокировку относительного положения волокон предварительно уплотненной части.
Затем осуществляют смачивание предварительно уплотненной заготовки 10с и ее сушку, например, в сушильном шкафу, в результате чего получают затвердевшую заготовку. По сути дела это затвердевание позволяет зафиксировать в достаточной степени данную форму на этапе с) для вырезанной заготовки 10а, которая стала предварительно деформированной заготовкой 10b, чтобы ее можно было затем легко расположить в пресс-форме 24, по существу не меняя ее формы, которая соответствует форме вышеупомянутой предварительной деформации.
В случае необходимости внутрь заготовки можно добавить повышающее клейкость вещество, например, разжиженную смолу, в частности, типа эпоксидной смолы, что позволяет под действием температуры и давления во время этапа предварительного уплотнения d) скрепить между собой тканые углеродные волокна, чтобы избежать дальнейшей деформации предварительно деформированной заготовки 10b, в частности, во время этапа нагнетания.
Приспособление 28 для уплотнения имеет форму и размеры, которые позволяют ввести его в гнездо 26 пресс-формы 24 для уплотнения тканой заготовки до промежуточной степени плотности волокон относительно окончательной плотности волокон конечной детали. Например, при помощи приспособления 28 для уплотнения получают уплотненную заготовку с плотностью волокон, составляющей от 35% до 55%, таким образом, чтобы после нагнетания конечная деталь имела плотность волокон от 50% до 65%.
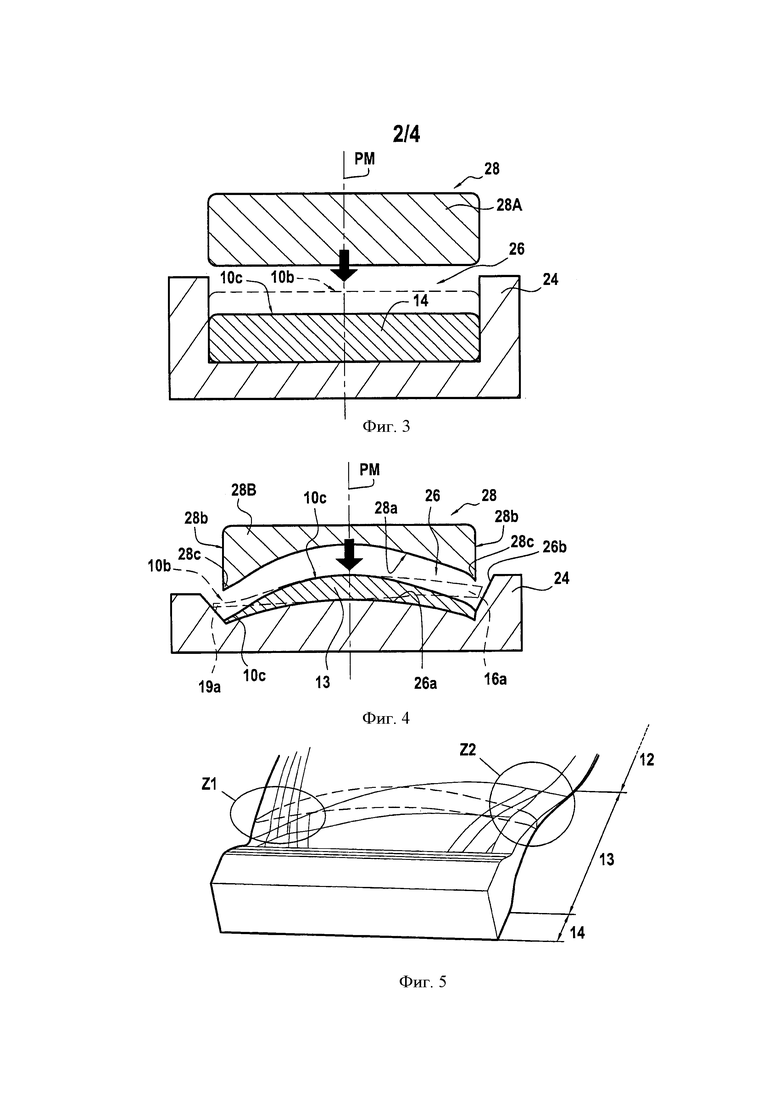
На фиг. 3 и 4 в поперечном разрезе показаны устройство уплотнения согласно варианту осуществления изобретения (пресс-форма 24 и приспособление 28 для уплотнения) и предварительно деформированная заготовка 10b на уровне ножки 14 (фиг. 3) стойки (фиг. 4), чтобы показать, каким образом применяют предварительную деформацию на этих различных частях 13 и 14 предварительно деформированной заготовки 10b (пунктирная линия) для получения уплотненной заготовки 10с (сплошная линия).
Для получения ножки 14 (фиг. 3) гнездо 26 пресс-формы 24 имеет прямоугольное сечение, и приспособление 28 для уплотнения имеет часть 28А для ножки, прямоугольное сечение которой соответствует сечению гнезда 26.
Для получения стойки 13 (фиг. 4) гнездо 26 пресс-формы 24 имеет сечение с выпуклой донной стороной 26а и с боковыми сторонами 26b, расширяющимися в направлении проема гнезда 26. Приспособление 28 для уплотнения имеет часть 28В для стойки, сечение которой имеет, по существу, вертикальные боковые стороны 28b и нижнюю сторону 28а, которая должна располагаться напротив выпуклой донной стороны пресс-формы 24. Эта нижняя часть 28а является вогнутой с профилем, имеющим большие радиусы кривизны, чем выпуклый профиль донной стороны гнезда 26 пресс-формы 24.
Согласно этому варианту осуществления приспособление 28 для уплотнения является цельным, поэтому во время своего движения оно полностью опускается в гнездо 26 (или поднимается из него) пресс-формы 24, сжимая таким образом предварительно деформированную заготовку 10b.
Чтобы не повредить волокна предварительно деформированной заготовки 10b и, в частности, чтобы избежать их защемления, поверхности пресс-формы 24 и приспособления 28 для уплотнения не имеют никаких острых кромок (наружных или внутренних), а образованы поверхностями с углами, сглаженными в виде закругленных сопряжений и образующими закругления.
В такой ситуации, когда приспособление 28 для уплотнения опускается, если рассматривать часть 28В для стойки, которая уплотняет стойку 13 заготовки (фиг. 4), то в контакт с приспособлением 28 для уплотнения в месте нахождения боковых краев 28с нижней стороны 28а в первую очередь входят боковые края 16а и 19а предварительно деформированной заготовки 10b, предназначенные для получения соответственно передней кромки 16 и задней кромки 19. Затем, контакт постепенно устанавливается со всей поверхностью стойки 13, обращенной к приспособлению 28 для уплотнения, заканчивая центральной зоной (полосой) этой поверхности, причем эта центральная зона проходит через срединную плоскость РМ устройства уплотнения.
Эта срединная плоскость РМ, которая не обязательно представляет собой плоскость симметрии для устройства уплотнения и для заготовки, является вертикальной, параллельной оси XX', ориентированной по главному направлению заготовки, и находится на половине расстояния одновременно между боковыми сторонами 26b гнезда 26 пресс-формы 24 и между боковыми сторонами 28b приспособления 28 для уплотнения.
Иногда эта конструкция может иметь некоторые недостатки, связанные с предварительной деформацией стойки 13: так, в случае, представленном на фиг. 5, поскольку боковые края 16а и 19а предварительно деформированной заготовки 10b являются более тонкими и подвергаются большему изгибу, чем остальная часть стойки, волокна 20, образующие заготовку, подвергаются продольному изгибу, который может отрицательно сказаться на нормальной термомеханической стойкости конечной лопатки.
Зоны вырезанной заготовки 10а, которые претерпевают этот нежелательный продольный изгиб, показаны на фиг. 5 на уровне двух мест Z1 и Z2, соответствующих тонким краям стойки 13, находящимся вблизи пера 12.
Для устранения вышеупомянутых недостатков приспособление для уплотнения согласно варианту осуществления может содержать по меньшей мере три отдельно выполненных блока уплотнения, в том числе центральный блок уплотнения, проходящий через указанную срединную плоскость, и два боковых блока уплотнения, находящихся на боковых концах указанного приспособления для уплотнения, при этом указанные блоки уплотнения выполнены с возможностью отдельно опускаться один за другим в направлении пресс-формы, начиная с центрального блока уплотнения.
Таким образом, приспособление для уплотнения может состоять, по меньшей мере, из трех частей, и эти части можно опускать в разные моменты, начиная с центрального блока уплотнения, который опускается первым, чтобы первый контакт между приспособлением для уплотнения и вырезанной заготовкой происходил на уровне центральной зоны поверхности стойки, обращенной к приспособлению для уплотнения.
Таким образом, благодаря устройству уплотнения согласно изобретению, боковые края стойки заготовки подвергаются уплотнению в последнюю очередь, что позволяет минимизировать и даже исключить продольный изгиб волокон в этих тонких зонах во время предварительного уплотнения.
Приспособление для уплотнения может содержать нечетное число отдельных блоков уплотнения, чтобы получить геометрию с центральным блоком уплотнения, проходящим через указанную срединную плоскость, и с двух сторон от этого центрального блока уплотнения - одинаковое число других блоков уплотнения.
Кроме того, многоблочное приспособление для уплотнения позволяет дозировать уровень предварительного уплотнения, которым действует каждый из блоков уплотнения на заготовку и который может выражаться в промежуточной плотности волокон, получаемой в результате этого предварительного уплотнения.
В некоторых вариантах осуществления указанные блоки уплотнения выполнены с возможностью опускаться один за другим в направлении пресс-формы в порядке, который позволяет уплотнить указанную заготовку по всей ширине, начиная с центрального блока уплотнения, затем опускают каждый блок уплотнения, соседний с ранее опущенным блоком, и так далее до бокового блока уплотнения.
В некоторых вариантах осуществления указанное приспособление для уплотнения содержит, по меньшей мере, часть для ножки и часть для стойки, и часть для стойки содержит по меньшей мере три отдельных блока уплотнения. Что касается части для ножки, то она может быть многоблочной или моноблочной. Если часть для ножки является многоблочной, она может состоять по меньшей мере из трех отдельных блоков уплотнения, в том числе из центрального блока уплотнения.
В некоторых вариантах осуществления указанные блоки уплотнения выполнены с возможностью опускаться в направлении пресс-формы, начиная с центрального блока уплотнения, за которым следуют все блоки уплотнения, находящиеся с одной стороны от срединной плоскости, предпочтительно один за другим поочередно, начиная с центрального блока уплотнения и до первого бокового блока уплотнения, и, наконец, все блоки уплотнения, находящиеся с другой стороны от срединной плоскости, предпочтительно один за другим и поочередно, начиная с центрального блока уплотнения и до второго бокового блока уплотнения.
Согласно возможному альтернативному варианту указанные блоки уплотнения выполнены с возможностью опускаться в направлении пресс-формы симметрично относительно срединной плоскости.
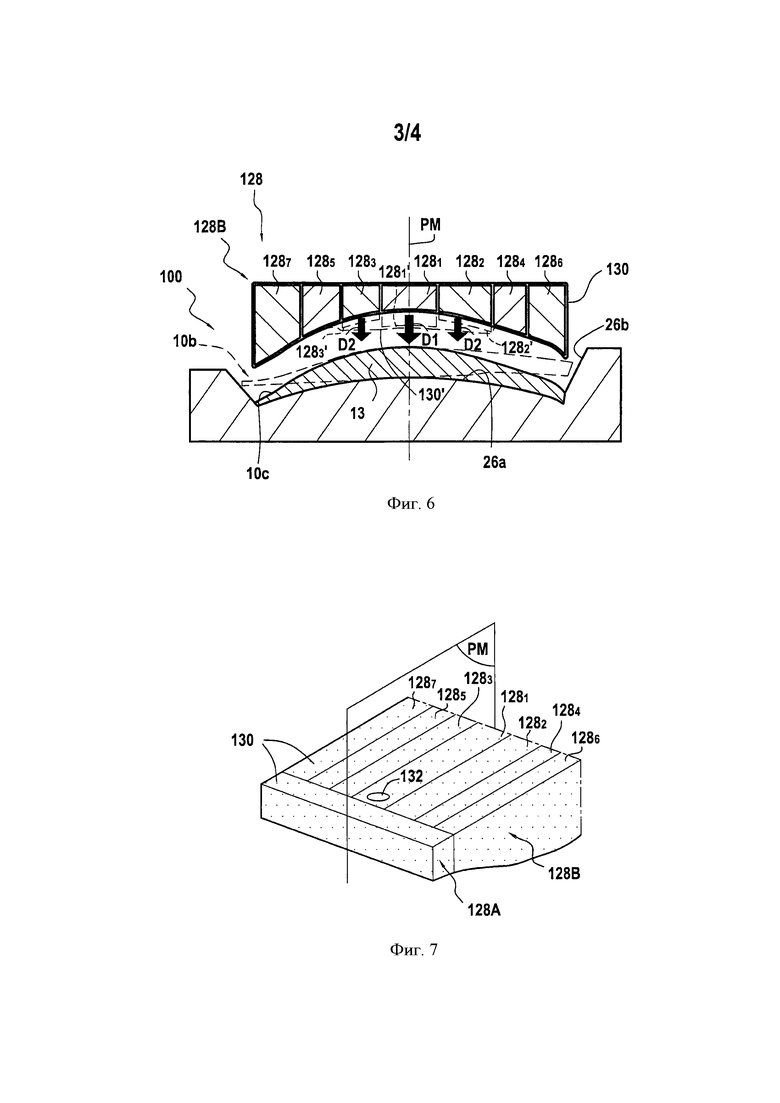
В некоторых вариантах осуществления все приспособление 128 для уплотнения разделено, по меньшей мере, на три отдельных блока уплотнения, в том числе центральный блок 1281 уплотнения, проходящий через срединную плоскость РМ приспособления 128 для уплотнения, при этом указанные блоки уплотнения выполнены с возможностью опускаться в направлении пресс-формы 24 независимо друг от друга, начиная с центрального блока 1281 уплотнения.
Приспособление 128 для уплотнения может охватывать переходную зону между ножкой 14 и пером 12, то есть стойку 13, чтобы контролировать деформации в ходе уплотнения в этой переходной зоне. Для этого часть 128В для стойки приспособления 128 для уплотнения может доходить в стойке 13 до высоты более 50 мм и предпочтительно около 70 мм над опорными поверхностями 14b (см. фиг. 1).
В примере, показанном на фиг. 6 и 7, приспособление 128 для уплотнения содержит отдельно часть 128А для ножки и часть 128В для стойки. Таким образом, часть 128А для ножки и часть 128В для стойки образуют независимые части приспособления для уплотнения.
В частности, как показано на фигурах, часть 128А для ножки может быть моноблочной, а часть 128В для стойки может содержать по меньшей мере три отдельных блока уплотнения, в том числе центральный блок 1281 уплотнения, проходящий через срединную плоскость РМ приспособления 128 для уплотнения, при этом указанные отдельные блоки уплотнения части 128В для стойки выполнены с возможностью раздельно опускаться в направлении пресс-формы, начиная с центрального блока 1281 уплотнения. В данном примере часть 128В для стойки приспособления 128 для уплотнения разделена на семь отдельных блоков уплотнения 1281, 1282, 1283, 1284, 1285, 1286, 1287, распределенных с двух сторон от срединной плоскости РМ.
Таким образом, можно разложить движение опускания приспособления 128 для уплотнения. Например, можно опускать отдельно часть 128А для ножки и часть 128В для стойки. Что касается части 128В для стойки, то ее можно опускать, начиная от центрального блока 1281 уплотнения, проходящего через срединную плоскость РМ приспособления 128 для уплотнения (нисходящая стрелка D1 и пунктирная линия 1281' на фиг. 6), затем два блока 1282 и 1283 уплотнения, находящиеся с двух сторон от центрального блока 1281 уплотнения (нисходящие стрелки D2 и D3 и пунктирные линии 1282' и 1283' на фиг. 6), и так далее до двух боковых блоков 1286 и 1287 уплотнения, находящихся на боковых концах приспособления 128 для уплотнения.
В этом варианте осуществления движение опускания единого блока для ножки, образующего часть 128А для ножки, можно, например, начать до начала опускания центрального блока 1281 уплотнения части 128В для стойки или одновременно с началом опускания центрального блока 1281 уплотнения части 128В для стойки со скоростью, отличающейся или равной скорости центрального блока 1281 уплотнения части 128В для стойки.
Согласно другой возможности, движение опускания единого блока для ножки, образующего часть 128А для ножки, можно полностью осуществить до начала опускания центрального блока 1281 уплотнения части 128В для стойки: таким образом, ножку можно заблокировать до любого манипулирования остальной частью заготовки.
Этот вариант позволяет контролировать управлять формой ножки 14 предварительно деформированной заготовки 10с по форме нижней стороны блока 128А для ножки и ее степень уплотнения посредством регулирования усилия, действующего в самом нижнем положении, отдельно от блока 128В для стойки: эта конфигурация облегчает получение удовлетворительной степени уплотнения опорных поверхностей (боковых сторон ножки 14) в конечной детали.
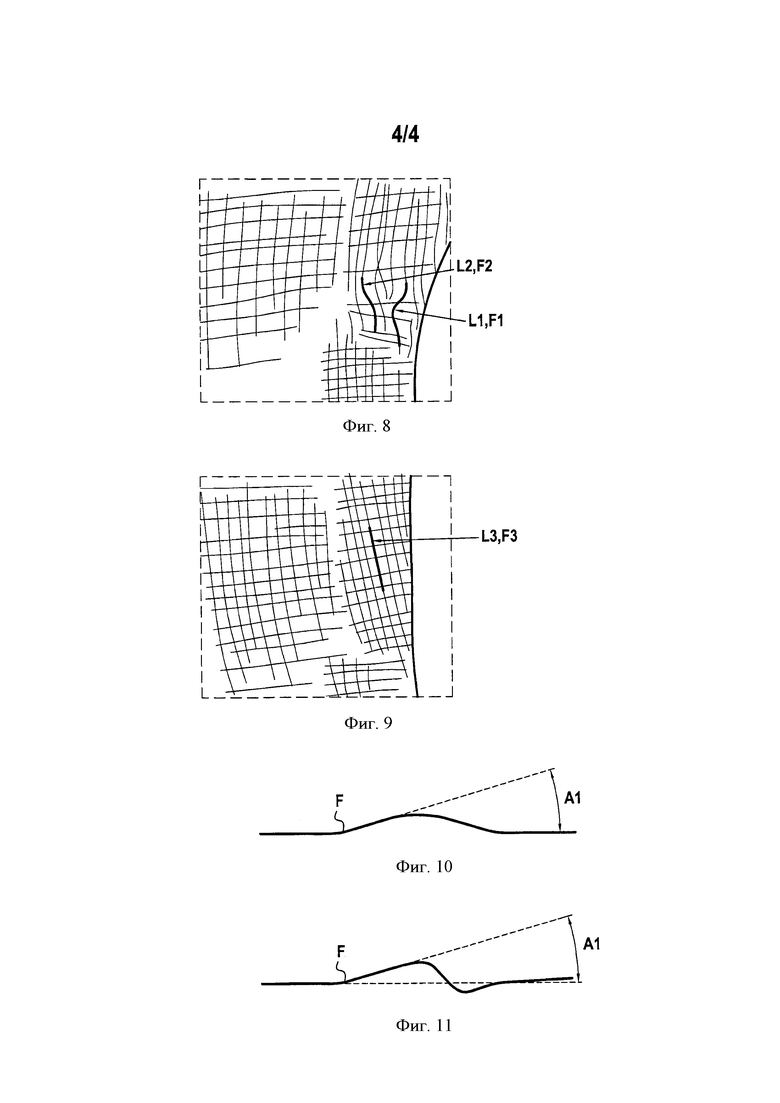
Кроме того, блокировка положения волокон ножки 14 (или по меньшей мере ограничение возможностей их движения) при помощи блока 128А для ножки перед уплотнением стойки 13 при помощи блока 128В для стойки позволяет улучшить позиционирование волокон в изготавливаемой лопатке. Эта особенность, связанная с раздельным опусканием блоков 1281-1287 уплотнения в направлении пресс-формы, начиная с центрального блока уплотнения, значительно уменьшает нежелательное явление продольного изгиба на уровне зон Z1 и Z2, указанных на фиг. 5 и соответствующих тонким краям стойки 13, находящимся вблизи пера 12. Этот результат показан в сравнении на фиг. 8 и 9.
На фиг. 8 показана композитная лопатка, содержащая выполненную посредством трехмерного тканья заготовку, пропитанную связующим, причем это связующее удерживает относительное положение между волокнами заготовки. Эта лопатка была изготовлена с применением описанного далее способа из заготовки, предварительно уплотненной при помощи моноблочного приспособления 28 для уплотнения, показанного на фиг. 2. На фиг. 8 показан наружный слой тканой заготовки. Зона лопатки, показанная на фиг. 8, соответствует зоне Z1, показанной на фиг. 5, то есть зоне стойки 13, которая проходит вдоль передней кромки и является соседней относительно пера 12. В этой зоне Z1 край стойки 13 является очень тонким. На поверхности заготовки 10 показаны различные элементы, в том числе линии L1 и L2. Эти линии L1 и L2 были проведены соответственно по двум участкам F1 и F2 волокон наружного слоя тканой заготовки 10.
Главное направление волокон Fl, F2 является по существу вертикальным на фиг. 8. Линии L1 и L2, которые локально отображают траекторию двух участков F1 и F2 волокон, являются изогнутыми, что свидетельствует о том, что волокна F1 и F2 локально отклоняются от своего главного направления. Для обозначения такого явления говорят о продольном изгибе волокон F1 и F2. Продольный изгиб можно количественно охарактеризовать измерением угла отклонения А1 волокон F1 и F2. На фиг. 10 и 11 показано соответственно, каким образом этот угол А1 измеряют для двух волокон F в двух типовых конфигурациях продольного изгиба. В случае продольного изгиба, показанного на фиг. 8 в виде линий L1 и L2, угол отклонения А1 волокон F1 и F2 составляет не менее 30°.
Изображение на фиг. 9 аналогично изображению на фиг. 8, и здесь показана композитная лопатка, содержащая выполненную путем трехмерного тканья заготовку, пропитанную связующим. Эта лопатка была выполнена при помощи того же способа, что и лопатка, показанная на фиг. 8, за исключением этапа предварительного уплотнения заготовки 10. В данном случае заготовку 10 предварительно уплотнили при помощи приспособления 128 для уплотнения, показанного на фиг. 7. На фиг. 9 показан наружный слой тканой заготовки. Зона лопатки, показанная на фиг. 9, соответствует зоне Z1, показанной на фиг. 5. Линия L3 была проведена по участку волокна F3, принадлежащего к наружному слою заготовки 10. Здесь отмечается отсутствие продольного изгиба или по меньшей мере ограниченный продольный изгиб для волокна F3 и всех соседних волокон, находящихся в зоне Z1. В частности, отмечается, что угол отклонения А1 волокон в этой зоне Z1 меньше 20° и, в частности, меньше 5°. Аналогичные выводы были сделаны в зоне Z2, показанной на фиг. 5, то есть в зоне стойки 13, которая проходит вдоль задней кромки и является соседней с пером 12.
В некоторых вариантах приспособление 128 для уплотнения дополнительно содержит деформирующееся покрытие 130 (например, толстую пленку из силикона), которое покрывает, по меньшей мере, всю сторону указанной части 128В для стойки приспособления 128 для уплотнения, которая должна быть расположена напротив пресс-формы 24.
В примере, показанном на фиг. 6, это деформирующееся покрытие 130 покрывает почти все приспособление 128 для уплотнения.
Согласно не показанному на фигурах варианту, это покрытие покрывает только часть 128В для стойки приспособления 128 для уплотнения, то есть либо только сторону указанной части 128В для стойки приспособления 128 для уплотнения, которая должна быть обращена в направлении пресс-формы 24, либо все стороны указанной части 128В для стойки.
Как показано на фиг. 6, наличие такого гибкого покрытия 130 позволяет не мешать движению постепенного опускания отдельных блоков уплотнения 1281, 1282, 1283, 1284, 1285, 1286, 1287, благодаря деформации и реверсивному растяжению этого покрытия 130 (см. линию деформации 130' покрытия), и одновременно избегать защемления нитей 20а утка или нитей 20b основы предварительно деформированной заготовки 10b.
Как показано на фиг. 7, приспособление 128 для уплотнения дополнительно содержит по меньшей мере одно окно 132, позволяющее визуально контролировать положение по меньшей мере одной разметочной нити, когда заготовку укладывают в гнездо, ограниченное между пресс-формой 24 и приспособлением 28 для уплотнения. Это окно 132 представляет собой, например, часть приспособления 128 для уплотнения, выполненную из прозрачного материала, или предпочтительно отверстие, проходящее через всю толщину приспособления 28 для уплотнения. Это окно 132 может быть расположено в зоне части 128В для стойки, примыкающей к части 128А для ножки, предпочтительно на уровне центрального блока 1281 уплотнения. Такое окно 132 позволяет, в частности, убеждаться, что разметочная нить или разметочные нити 22, наблюдаемые через это окно (например, разметочная нить выхода опорной поверхности), расположены правильно и остаются в этом положении во время операции уплотнения.
В примере, показанном на фиг. 6, часть 128В для стойки приспособления 128 для уплотнения разделена на семь отдельных блоков уплотнения 1281, 1282, 1283, 1284, 1285, 1286, 1287.
Таким образом, блоки уплотнения 1281, 1282, 1283, 1284, 1285, 1286, 1287 могут опускаться для уплотнения заготовки 10b с разными скоростями и/или с разными усилиями, создаваемыми этими блоками уплотнения на заготовке, отсюда возможность получения разных степеней предварительного уплотнения или разных плотностей между блоками уплотнения 1281, 1282, 1283, 1284, 1285, 1286, 1287.
В представленном примере выполнено семь блоков уплотнения 1281, 1282, 1283, 1284, 1285, 1286, 1287 для части 128В стойки, но, как правило, можно предусматривать по меньшей мере пять, например, строго пять блоков, причем разделение на блоки уплотнения касается узла (унитарного), образованного частью 128В для стойки приспособления 128 для уплотнения и частью 128А для ножки приспособления для уплотнения, или только части 128В для стойки приспособления 128 для уплотнения.
Способ изготовления композитной лопатки турбомашины может содержать следующие этапы, на которых:
а) посредством трехмерного тканья нитей 20а, 20b, 22 выполняют заготовку, при этом указанная заготовка одновременно содержит перо 12, ножку 14 лопатки и между пером 12 и ножкой 14 - стойку 13 лопатки, при этом нити 20 содержат разметочные нити 22, визуально различаемые и расположенные, по меньшей мере, на поверхности заготовки;
b) указанную заготовку обрезают, не трогая ряда разметочных нитей 22, находящихся вдоль опорной стороны 16 заготовки, в результате чего получают вырезанную заготовку 10а, которой можно придать форму и размеры составных частей лопатки;
c) предварительно деформируют указанную вырезанную заготовку 10а, в результате чего получают предварительно деформированную заготовку 10b;
d) предварительно уплотняют указанную предварительно деформированную заготовку 10b, в результате чего получают предварительно уплотненную заготовку 10с;
e) предварительно уплотненную заготовку 10с смачивают и сушат, например, в сушильном шкафу, в результате чего получают затвердевшую заготовку;
f) обеспечивают пресс-форму 24, в которую укладывают указанную затвердевшую заготовку;
g) в указанную пресс-форму нагнетают связующее, содержащее термореактивную смолу, для пропитки всей затвердевшей предварительно деформированной заготовки 10 и для удержания относительного расположения между нитями 20а, 20b, 22 затвердевшей заготовки;
h) указанную пресс-форму нагревают; и
i) из пресс-формы извлекают сформованную композитную деталь, по существу имеющую форму и размеры указанной лопатки.
Во время этапа с) указанную предварительную деформацию осуществляют, поместив вырезанную заготовку 10а в гнездо 26, ограниченное пресс-формой 24, и во время этапа d) осуществляют указанное предварительное уплотнение указанной предварительно деформированной заготовки 10b, используя подвижное приспособление 128 для уплотнения, взаимодействующее с пресс-формой 24 и образующее с ней устройство уплотнения, определяющее продольное направление и вертикальную срединную плоскость РМ, параллельную продольному направлению.
Во время этапа d) приспособление 28 для уплотнения может опускаться в направлении пресс-формы 24.
Если приспособление 128 для уплотнения содержит несколько блоков уплотнения 1281, 1282, 1283, 1284, 1285, 1286, 1287, как было указано выше, приспособление 128 для уплотнения может во время этапа d) уплотнить, по меньшей мере, ножку 14 указанной предварительно деформированной заготовки 10b, начиная с середины и затем постепенно до края предварительно деформированной заготовки 10b.
Если приспособление 128 для уплотнения содержит часть 128А для ножки и часть 128В для стойки, как было указано выше, эти части 128А, 128В могут опускаться раздельно в направлении пресс-формы 24.
Таким образом, благодаря этим предпочтительным особенностям, можно избегать продольных изгибов волокон в зоне ножки 14 и в зоне 13 стойки заготовки во время этапа уплотнения, что было показано на описанных выше фиг. 8 и 9.
В рамках этого способа во время этапа d) указанное приспособление 128 для уплотнения может опускаться в направлении пресс-формы 24 таким образом, что указанные блоки уплотнения опускаются один за другим в направлении пресс-формы 24 в порядке, который позволяет уплотнить указанную заготовку 10b по всей ширине, начиная с ее центрального участка, проходящего через срединную плоскость РМ, затем каждый участок, соседний с предыдущим, постепенно удаляясь от срединной плоскости РМ. Во время этапа d) указанное приспособление 128 для уплотнения может опускаться в направлении пресс-формы 24 симметрично относительно указанной срединной плоскости РМ.
На фигурах представлен случай ножки 14, которая остается прямолинейной в ходе всего способа изготовления. Понятно, что, не выходя за рамки изобретения, можно предусмотреть случай ножки, которая является закрученной или деформированной при помощи любого другого действия, когда ее помещают в пресс-форму 24.
Кроме того, согласно не показанному на фигурах варианту выполнения, приспособление 128 для уплотнения обрабатывает не только ножку 14 и стойку 13, но также часть пера 12 лопатки.
В представленном выше описании указано, что приспособлением 128 для уплотнения осуществляют этап предварительного уплотнения, то есть этап d). Однако в альтернативном варианте это приспособление 128 для уплотнения можно использовать как элемент пресс-формы 24 и применять его только для этапов f) и g). Согласно другому варианту это же приспособление 128 для уплотнения можно использовать одновременно для этапа d) предварительного уплотнения и для этапов f) и g).
Использование слова «содержит»» обозначает присутствие данного признака, но оно не исключает присутствие или добавление одного или нескольких других признаков.
Варианты или примеры выполнения, описанные согласно изобретению, представлены в качестве поясняющих и не ограничительных примеров, и на основе этого раскрытия специалист в данной области может легко изменять эти варианты или примеры выполнения или предусматривать другие, не выходя при этом за рамки объема изобретения. Кроме того, различные особенности согласно этим вариантам или примерам могут быть использованы отдельно или скомбинированы, причем изобретение не ограничено конкретными раскрытыми комбинациями.
Изобретение относится к устройству уплотнения и к способу изготовления композитной лопатки турбомашины, а также к композитной лопатке турбомашины. Устройство уплотнения содержит пресс-форму, ограничивающую открытое вверх гнездо, предназначенное для размещения в нем предварительно вырезанной тканой заготовки, и подвижное в вертикальном направлении приспособление для уплотнения, образующее вместе с пресс-формой устройство уплотнения указанной заготовки, предварительно помещенной в гнездо. Приспособление для уплотнения содержит, по меньшей мере, часть для ножки. Изобретение обеспечивает осуществление предварительного уплотнения заготовки. 4 н. и 6 з.п. ф-лы, 11 ил.
1. Устройство уплотнения для заготовки, полученной посредством трехмерного тканья нитей (20) и предназначенной для изготовления композитной лопатки турбомашины, при этом указанная заготовка содержит части, предварительно образующие перо (12), ножку (14) лопатки и между пером (12) и ножкой (14) – стойку (13) лопатки, причем устройство уплотнения содержит пресс-форму (24), ограничивающую открытое вверх гнездо (26) для размещения тканой заготовки (10а), и подвижное в вертикальном направлении приспособление (28) для уплотнения, взаимодействующее с пресс-формой (24), образуя устройство уплотнения, обеспечивающее уплотнение указанной заготовки (10b), когда она размещена в гнезде (26), при этом указанное приспособление (28) для уплотнения включает в себя, по меньшей мере, часть (128А) для ножки, и дополнительно содержит деформирующееся покрытие, покрывающее, по меньшей мере, часть приспособления для уплотнения напротив пресс-формы, причем указанное приспособление (28) для уплотнения дополнительно содержит, по меньшей мере, часть (128В) для стойки, часть (128А) для ножки и часть (128В) для стойки выполнены отдельно.
2. Устройство уплотнения по п. 1, в котором часть (128А) для ножки и/или часть (128В) для стойки разделена по меньшей мере на три блока уплотнения (1281-1287), в том числе центральный блок (1281) уплотнения, при этом указанные блоки уплотнения (1281-1287) выполнены с возможностью опускаться в направлении пресс-формы (24) независимо друг от друга, начиная с центрального блока (1281) уплотнения.
3. Устройство уплотнения по п. 1, в котором часть (128А) для ножки является моноблочной, и часть (128В) для стойки разделена по меньшей мере на три отдельных блока уплотнения.
4. Устройство уплотнения по п. 1, в котором деформирующееся покрытие (130) покрывает, по меньшей мере, всю поверхность части для стойки напротив пресс-формы.
5. Устройство уплотнения по п. 1, в котором приспособление (128) для уплотнения имеет по меньшей мере одно окно (132), предназначенное для визуального наблюдения положения по меньшей мере одной разметочной нити (22), когда заготовку укладывают в гнездо (26).
6. Способ изготовления композитной лопатки турбомашины, включающий в себя этапы, на которых:
а) посредством трехмерного тканья нитей (20а, 20b, 22) выполняют заготовку, при этом указанная заготовка содержит части, образующие перо (12), ножку (14) лопатки и между пером (12) и ножкой (14) – стойку (13) лопатки, нити (20а, 20b, 22) содержат разметочные нити (22), визуально различаемые и расположенные, по меньшей мере, на поверхности заготовки;
b) указанную заготовку обрезают, не трогая ряда разметочных нитей (22), расположенных вдоль опорной стороны (16) заготовки, в результате чего получают вырезанную заготовку (10а), которой можно придать форму и размеры составных частей лопатки;
с) предварительно деформируют указанную вырезанную заготовку (10а), в результате чего получают предварительно деформированную заготовку (10b);
d) предварительно уплотняют указанную предварительно деформированную заготовку (10b), в результате чего получают предварительно уплотненную заготовку (10с);
е) предварительно уплотненную заготовку (10с) смачивают и сушат, в результате чего получают затвердевшую заготовку;
f) обеспечивают пресс-форму, в которую укладывают указанную затвердевшую заготовку;
g) в указанную пресс-форму нагнетают связующее, содержащее термореактивную смолу, для пропитки всей затвердевшей заготовки и для удержания относительного расположения между нитями (20а, 20b, 22) затвердевшей заготовки;
h) указанную пресс-форму нагревают; и
i) из пресс-формы извлекают сформованную композитную деталь, по существу имеющую форму и размеры указанной лопатки,
отличающийся тем, что во время этапа с) указанную предварительную деформацию осуществляют, размещая вырезанную заготовку (10а) в гнезде (26), ограниченном пресс-формой (24), и во время этапа d) осуществляют предварительное уплотнение; причем на этапах c) и d) используют устройство уплотнения по п. 1.
7. Способ по п. 6, в котором во время этапа d) по меньшей мере, часть ножки (14) заготовки оказывается предварительно уплотненной (10b).
8. Способ по п. 6, в котором во время этапов с) и d) используют устройство уплотнения по любому из пп. 2 – 5.
9. Композитная лопатка турбомашины, содержащая ножку (14), перо (12) и стойку (13), образующую переходную часть между ножкой (14) и пером (12), при этом лопатка содержит заготовку, выполненную из нитей посредством трехмерного тканья, уплотненную устройством уплотнения по п. 1 и пропитанную связующим, при этом волокна наружного слоя заготовки, находящиеся в зоне стойки (13), смежной с пером (12) и проходящей вдоль передней кромки или задней кромки лопатки, имеют угол отклонения (А1) менее 20°.
10. Турбомашина, содержащая композитную лопатку по п. 9.
| Кондуктометрический датчик-зонд | 1989 |
|
SU1777063A1 |
| FR 2950286 A1, 25.03.2011 | |||
| RU 2011124294 A, 10.01.2013 | |||
| RU 2011104820 A, 20.08.2012 | |||
| МИКРОТЕКСТУРИРОВАННЫЕ ПОВЕРХНОСТИ, ПОЛУЧЕННЫЕ ПОСРЕДСТВОМ ПРОКАТКИ НИЗКОГО ДАВЛЕНИЯ | 2018 |
|
RU2746514C1 |
| US 5672417 A, 30.09.1997. | |||

