Область техники
Изобретение относится к области робототехники и может быть использовано в производственных процессах для автоматизации выполнения повторяющихся операций.
Известный уровень техники
Известен патент US 4766775 (А), опубликован 30.08.1988 г., «Modular robot manipulator)). Раскрыт модульный роботизированный манипулятор. Манипулятор использует базовый модуль, любое количество обычно одинаковых, но подходящих размеров артикуляционных модулей, модулей расширения, которые могут потребоваться, и рабочий орган робота для выполнения задачи, назначенной манипулятору. Шарнирные модули сконструированы так, чтобы иметь три разных движения вокруг трех разных осей, которые пересекаются в общей точке, для осуществления диапазона возможного движения, определяющего мнимую сферу. Этот модуль также сконструирован для обеспечения отдельного вращательного момента через выходную муфту к следующему модулю. Для соединения модулей используются переключаемые в форме катушки замки. В рабочем органе робота или захвате используется вращающийся вал и следящий элемент, соединенный через кабель и шкив, для управления захватами.
Известен патент US 6084373 (А), опубликован 04.07.2000 г., «Reconfigurable modular joint and robots produced therefrom)). В настоящем изобретении предлагается реконфигурируемый модульный приводной узел, который может использоваться в качестве основы для построения и конфигурирования роботизированных и автоматизированных систем как взаимосвязанной сети отдельных узлов, причем каждый узел представляет собой единое модульное соединение. Каждый модульный шарнир может быть быстро настроен в конфигурации с поворотом, тангажом или рысканием. Большое количество различных структур роботов может быть построено с использованием небольшого количества модульных соединений в любой из этих трех конфигураций. Модули оснащены механизмами быстрого подключения, так что новая роботизированная структура может быть собрана за несколько минут. Робот или другая автоматическая система, собранная из таких модульных соединений, является настоящей реконфигурируемой и модульной системой. Система управления децентрализована. Каждое модульное соединение снабжено собственной встроенной системой управления и электроникой. Каждое модульное соединение включает в себя двигатель и связанные датчики. Предусмотрена встроенная система управления, включающая усилитель мощности для двигателя, интерфейс датчика, микропроцессор и схему связи. Единственным внешним подключением к каждому модулю является коммуникационная шина между модулями, главным компьютером и шиной питания. Реконфигурируемое модульное соединение, содержащее: первый корпус, имеющий приводное средство, ось вращения и противоположные концы; первый соединительный механизм для разъемного соединения соединительного элемента с одним из указанных противоположных концов упомянутого первого корпуса; второй соединительный механизм для разъемного соединения соединительного элемента с другим из указанных противоположных концов упомянутого первого корпуса; съемный прикрепляемый третий соединительный механизм для разъемного соединения соединительного элемента с указанным первым корпусом в плоскости, перпендикулярной указанной оси вращения.
Известна заявка на патент US 2014121803 (А1), опубликована 01.05.2014 г., «Modular And Reconfigurable Manufacturing Systems». Производственная система, содержащая: несколько модулей манипуляции, каждая из которых включает средства для механического и электрического соединения модуля с другим компонентом в системе; рабочий орган робота, включающий в себя средство для механического и электрического соединения рабочего органа с другим компонентом в системе, в котором модули и рабочий орган могут быть механически и электрически соединены различными способами для изменения конфигурации системы и производственных задач, которые может выполнять система. Модули манипуляции включают в себя модуль линейной манипуляции, выполненный с возможностью обеспечения линейного перемещения внутри системы. Модули манипуляции дополнительно включают в себя модуль вращения, выполненный с возможностью обеспечивать угловое вращение в системе. Каждый модуль манипуляции имеет верхнюю и нижнюю стороны, а средства для механического и электрического соединения модуля предусмотрены с обеих сторон модуля, чтобы каждый модуль мог механически соединяться с двумя другими компонентами в системе. Модули манипулирования и рабочий орган содержат микропроцессор, в котором микропроцессоры соединены с общей шиной для распределения управления системой. Дополнительно содержит главный контроллер, сконфигурированный для связи с модулями манипуляции и рабочим органом, причем модули манипуляции и рабочий орган сконфигурированы таким образом, чтобы автоматически сообщать свои соответствующие положения и ориентации в системе на главный контроллер.
В промышленной автоматизации необходимо механизировать повторяющиеся действия над заготовками, например перемещение с одного узла на другой, подача в станки и прессы, переориентация и т.д. При этом механизм, осуществляющий это действие, необязательно должен быть перепрограммируемый (перемещение происходит всегда одинаково).
В процессе проектирования поточной производственной линии встает выбор - 1) использовать универсальное решение такое, как робот-манипулятор или 2) спроектировать индивидуальное решение. Первый вариант является быстрым, но дорогим, второй - трудоемким, но экономичным. Зачастую, в связи с необходимостью снижения себестоимости продукции, первый вариант не подходит (робот-манипулятор дорогостоящее универсальное решение, функциональность которого избыточна для данной задачи). В то же время второй вариант требует продолжительного труда высококвалифицированного профессионала, результатом которого становится индивидуальное решение.
Данное изобретение - это платформа, обладающая необходимой универсальностью для построения частных решений без избыточной стоимости.
Техническая задача заключается в создании технического решения для автоматизации производственных процессов.
Раскрытие сущности изобретения
Для решения технической задачи предложен манипулятор, характеризующийся статическими и динамическими блоками, выполненными с возможностью соединения друг с другом, при этом каждый динамический блок содержит модуль управления, привод и принимает только два конечных положения, конфигурация манипулятора для каждой производственной задачи рассчитывается алгоритмически по заданным целевым положениям манипулятора, пространственным ограничениям и параметрам блоков. Каждому динамическому блоку можно установить значение величины его перемещения. Привод динамического блока содержит пневматический или гидравлический привод. Положение манипулятора задается двоичным кодом, при этом каждый бит отвечает за состояние одного блока.
Описание чертежей
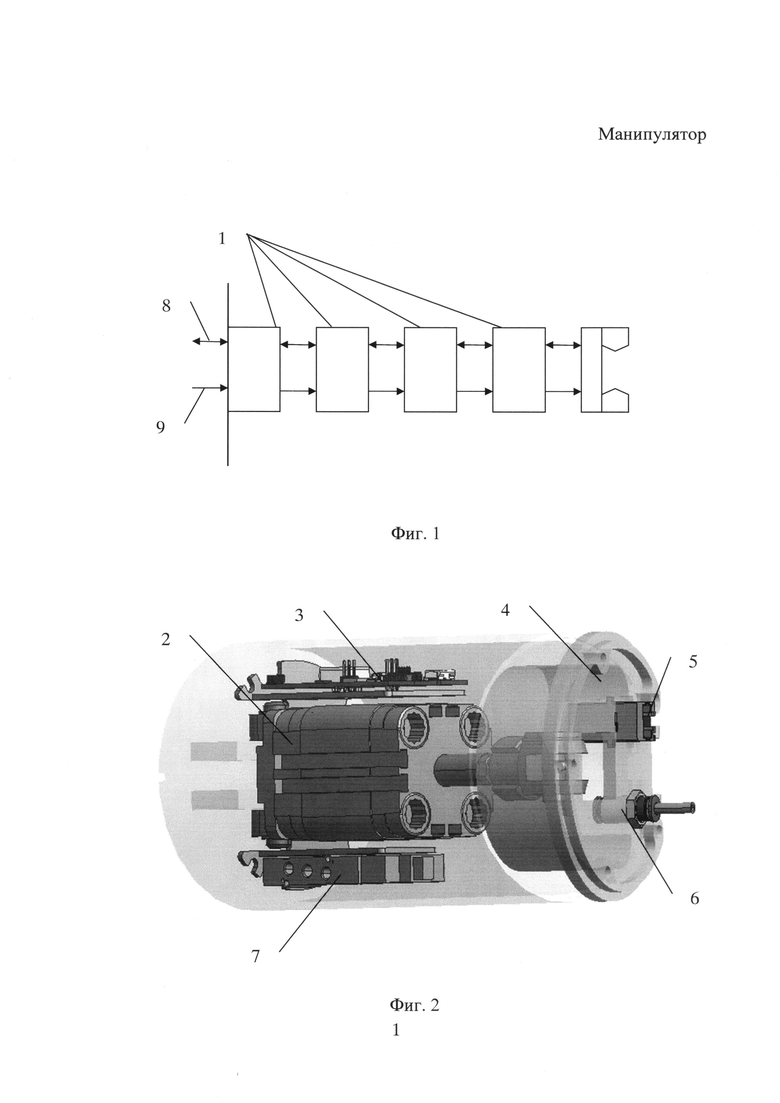
На фиг. 1 изображена общая схема манипулятора.
На фиг. 2 изображен динамический наклонный блок манипулятора.
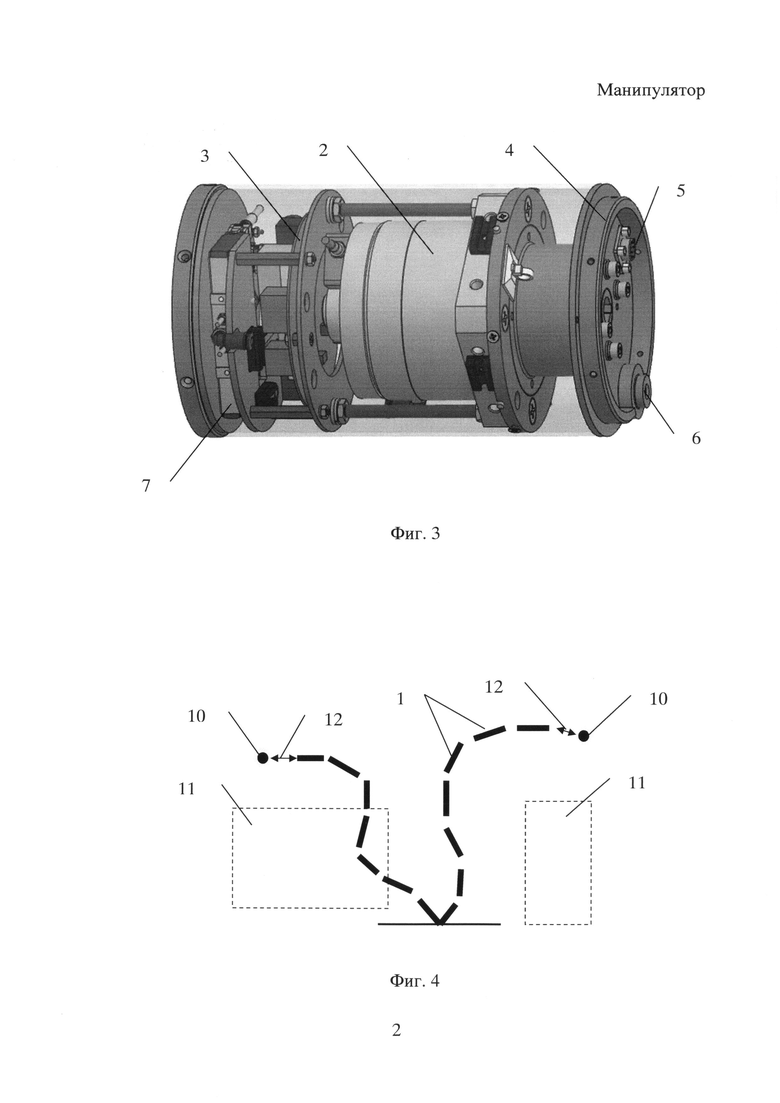
На фиг. 3 изображен динамический поворотный блок манипулятора.
На фиг. 4 изображена условная иллюстрация манипулятора в двух возможных состояниях, расстояния до целевых точек и области ограничения.
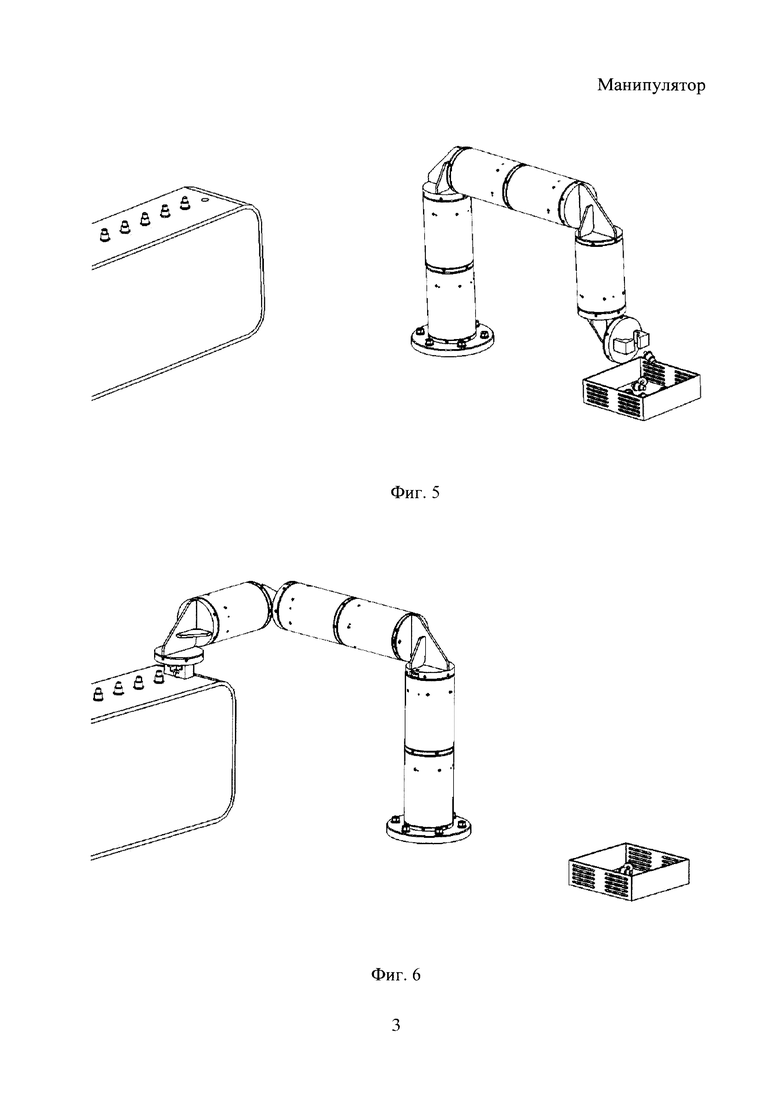
На фиг. 5 и фиг. 6 изображен манипулятор, сконфигурированный под производственную задачу, в двух возможных положениях.
Осуществление изобретения
Манипулятор содержит статические и динамические блоки 1 (фиг. 1). Динамический блок от статического отличается наличием привода 2 и модуля управления 3 (фиг. 2, 3). Динамические блоки включают в себя блоки для линейного, вращательного и наклонного перемещения. Все блоки 1 имеют «вход» и «выход», являющиеся универсальными соединительными площадками 4, позволяющие подключать любой блок к любому другому блоку. Оконечное устройство (не показано) так же является динамическим блоком, но имеет только «вход».
Привод 2 в данной реализации изобретения включает линейный или поворотный пневматический привод, соединенный с пневматическим распределителем 7 (фиг. 2, 3). В качестве привода 2 также можно использовать гидравлический привод.
Универсальные соединительные площадки 4 содержат электрический соединитель 5, для передачи управляющих сигналов 8 и питающего напряжения каждому блоку 1, и пневматическое быстроразъемное соединение 6, для передачи воздуха 9 под давлением для работы приводов 2.
Статические блоки предназначены для удлинения или поворота цепочки блоков и улучшения конфигурации манипулятора, и могут быть выполнены как удлинитель или колено. Статические блоки одновременно транслируют все сигналы 8, питающее напряжение и воздух 9 на следующий блок. Для этого в неподвижном блоке соединители на «входе» напрямую соединяются с соединителями на «выходе».
Модуль управления 3 выполнен на базе микропроцессора и предназначен для управления приводом 2 и передачи управляющих сигналов на следующий блок 1. Модуль управления 3 установлен в каждом динамическом блоке.
Динамический блок, изображенный на фиг. 2 и фиг. 3, с целью упрощения конструкции, может принимать только два положения, что реализуется за счет использования пневматического привода 2. Конструкцию динамического блока можно дополнить, добавив фиксатор или регулятор (не показано), с помощью которого можно устанавливать конечное положение динамического блока. Таким образом, для блока вращения или наклонного блока можно задать угол поворота и наклона, для блока линейного перемещения можно задать расстояние смещения. Это приводит к большей универсальности динамических блоков при конфигурации манипулятора.
Логика управления
Каждый динамический блок может принимать только два конечных положения. Задание целевого положения блока осуществляется одним битом данных (0 или 1). Положение, соответствующее нулю, условно назовем закрытым, а соответствующее единице - открытым.
Для задания положения всей цепочки блоков из внешней автоматики достаточно передать последовательность битов. В частности, для цепочки из восьми динамических блоков может быть передан один байт информации. Например, байт со значением 0b01010101 (в двоичной системе) будет означать целевое положение манипулятора, в котором 1-й, 3-й, 5-й, 7-й динамические блоки должны перейти в открытое положение, а 2-й, 4-й, 6-й, 8-й - в закрытое.
Алгоритм обработки управляющей команды. Управляющая команда, содержащая указанную последовательность битов, отправляется на корневой блок. Корневой блок - первый в цепочке, дальнейшая обработка команды одинакова для всех блоков. Очередной блок, получивший команду: запоминает значение первого бита последовательности как свое целевое положение; осуществляет бинарный сдвиг последовательности вправо на один бит; отправляет модифицированную таким образом команду на свой «выход» - следующему блоку, либо оконечному устройству.
Таким образом команда передается по внутренней шине от блока к блоку и достигает последнего блока, либо оконечного устройства. При этом длина команды для оконечного устройства может быть произвольной (не ограничивается одним битом).
Реализация протокола
Для устройства как внутренней шины, так и внешнего интерфейса блоков может применяться технология пакетной передачи данных Fast Ethernet или Gigabit Ethernet. Поверх канала Ethernet реализуется протокол передачи управляющих команд на базе протокола UDP/IP.
В простейшем случае реализуются две основные команды:
1) Задание целевого положения. Внешняя автоматика отправляет последовательность битов целевого положения манипулятора, блоки отвечают о результате выполнения команды.
2) Опрос состояния манипулятора. Внешняя автоматика отправляет запрос, блоки отправляют ответ, содержащий текущее состояние (открытый/закрытый), а также дополнительную служебную информацию при необходимости (коды ошибок, диагностическая информация и т.п.)
Адресация.
Каждый блок имеет два независимых интерфейса Ethernet, один на «входе» и один на «выходе». В целях унификации при изготовлении в каждый блок прописываются стандартные адреса для каждого интерфейса. Если блок используется в качестве корневого, то адрес IP используется для коммуникации с внешней автоматикой (при необходимости этот адрес можно поменять). В остальном система подразумевает отсутствие какого-либо обязательного конфигурирования - при соединении блоков друг с другом они сразу готовы коммуницировать между собой посредством отправки широковещательных Ethernet-фреймов.
За счет использования высокоскоростного канала передачи данных, скорость передачи команды до одного блока будет достаточно мала. Для Fast Ethernet она составит ~6 микросекунд (длина команды ~640 бит / скорость 100 Мбит/с), при использовании Gigabit Ethernet ~0,6 мкс. Скорость обработки команды одним блоком составит не более 1 мкс при использовании современных микропроцессоров. Таким образом, при длине цепочки в 10 динамических блоков команда дойдет до последнего блока за 70 и 16 микросекунд для Fast Ethernet и Gigabit Ethernet соответственно.
Реализация алгоритма поиска оптимальной конфигурации
Задача поиска конфигурации манипулятора сводится к задаче поисковой оптимизации (также в литературе см. дискретная комбинаторная оптимизация) и может быть решена одним из известных методов, например, с помощью генетического алгоритма, который известен.
Постановка задачи:
Существует N различных видов блоков. Для каждого вида блока известны две матрицы 4×4, описывающие геометрическую трансформацию между входом и выходом блока в каждом из двух его конечных положений -M1, М2. Для каждого вида блока также известна геометрическая коллизионная оболочка. Параметры блоков включают массу блока, динамические параметры, геометрические параметры.
Задана матрица 4×4 основания (базы), на которое монтируется первый блок - МО.
Существует m целевых положений 10 (фиг. 4) фланца манипулятора и заданы матрицы целевых положений Т1…Тm.
Заданы геометрические оболочки препятствий 11 (фиг. 4), с которыми манипулятор не должен сталкиваться при совершении манипуляций.
Необходимо найти конфигурацию, которая наилучшим образом позволяет приводить фланец манипулятора во все заданные целевые положения (фиг. 4).
Решение:
Описывается геном в виде: {d1…dn}, где di - число, соответствующее номеру вида блока. i - позиция блока в последовательности, n - максимальное количество блоков.
Каждому виду блока присваивается свой номер от 0 до N.
Программируется функция приспособленности. Приспособленность особи оценивается по критерию - сумма S минимальных скалярных разниц 12 (фиг. 4) между целевыми матрицами и матрицами, которые может достигнуть фланец манипулятора в данной конфигурации (соответствующей геному), при этом не сталкиваясь сам с собой и препятствиями. Матрица фланца вычисляется через функцию прямой кинематики для кинематической цепочки - путем перемножения соответствующих матриц трансформации блоков (M1, М2 в зависимости от состояния каждого блока).
В целях улучшения качества поиска, а также для учета дополнительных критериев при оптимизации, функция приспособленности может быть необходимым образом модифицирована, кроме того дополнительно может применяться стратегия отбора особей, обеспечивающая более быстрый или более качественный результат поиска.
Программируется кроссовер (оператор скрещивания) и мутатор (оператор мутации) по одному из известных методов.
Дальнейшее решение задачи известно, эволюционные алгоритмы описаны в литературе: «СОВРЕМЕННЫЕ АЛГОРИТМЫ ПОИСКОВОЙ ОПТИМИЗАЦИИ. Алгоритмы, вдохновленные природой», А.П. Карпенко, МГТУ им. Н.Э. Баумана.
Для автоматизации известного производственного процесса сначала по заданным целевым положениям манипулятора, пространственным ограничениям и параметрам блоков рассчитывается конфигурация манипулятора, которая позволяет приводить фланец манипулятора максимально близко к целевым положениям, затем из доступных блоков собирается манипулятор, соответствующий рассчитанной конфигурации. На фиг. 5 изображена сборка двух блоков манипулятора. Блоки имеют фиксированные параметры, это накладывает определенные ограничения на возможности манипулятора, заключающиеся в том, что фланец манипулятора может не достигать точно заданного целевого положения, это компенсируется настройкой производственной линии.
Манипулятор имеет простую конструкцию и управление, а его конфигурация рассчитывается под каждую производственную задачу, что позволяет использовать его для автоматизации производственных процессов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНАЯ РАСПРЕДЕЛЕННАЯ УПРАВЛЯЮЩАЯ СИСТЕМА | 2010 |
|
RU2446446C1 |
| ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ ДЛЯ ВЫПОЛНЕНИЯ ПРОИЗВОДСТВЕННОЙ ФУНКЦИИ НАД ПРОДУКТОМ | 2014 |
|
RU2670553C1 |
| СЕЛЬСКОХОЗЯЙСТВЕННЫЙ РОБОТ | 2011 |
|
RU2492620C2 |
| СПОСОБ И СИСТЕМА ЗАХВАТА ОБЪЕКТОВ С ПОМОЩЬЮ РОБОТИЗИРОВАННОГО УСТРОЙСТВА | 2020 |
|
RU2745380C1 |
| АВТОНОМНАЯ СБОРОЧНАЯ МОДУЛЬНАЯ ЯЧЕЙКА | 2021 |
|
RU2755994C1 |
| Способ распределения информационных потоков в пакетной радиосети и управляемый модульный маршрутизатор для его осуществления | 2020 |
|
RU2748574C1 |
| СПОСОБ РАБОТЫ УСТРОЙСТВА АВТОМАТИЗАЦИИ | 2015 |
|
RU2660332C2 |
| СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ ПРОГРАММИРУЕМЫМ МУЛЬТИМЕДИЙНЫМ КОНТРОЛЛЕРОМ | 2006 |
|
RU2483461C2 |
| Универсальная объектно-ориентированная мультиплатформенная система автоматической диагностики и мониторинга для управления состоянием и предупреждения аварий оборудования опасных производственных и транспортных объектов | 2019 |
|
RU2728167C1 |
| МОДУЛЬНЫЙ МАСШТАБИРУЕМЫЙ КОММУТАТОР И СПОСОБ РАСПРЕДЕЛЕНИЯ КАДРОВ В СЕТИ БЫСТРОГО ETHERNET | 2001 |
|
RU2257678C2 |
Изобретение относится к области робототехники и может быть использовано в производственных процессах для автоматизации выполнения повторяющихся операций. Манипулятор содержит статические и динамические блоки, выполненные с возможностью соединения друг с другом соединительными площадками с образованием цепочки блоков заданной конфигурации с динамическим блоком в качестве оконечного устройства манипулятора. Каждый динамический блок выполнен с возможностью линейного или поворотного перемещения и расположения в двух конечных положениях и содержит пневматический или гидравлический привод и модуль управления приводом, выполненный с возможностью передачи управляющих сигналов и питающего напряжения на следующий блок, а статические блоки выполнены в виде удлинителя или колена. При этом соединительные площадки статических блоков содержат электрический соединитель, обеспечивающий передачу управляющих сигналов и питающего напряжения на следующий блок, а каждый динамический блок выполнен с возможностью задания его положения двоичным кодом, при этом каждый бит отвечает за состояние одного блока. Изобретение обладает универсальностью, простотой конструкции и управления и обеспечивает автоматизацию производственных процессов. 3 з.п. ф-лы, 6 ил.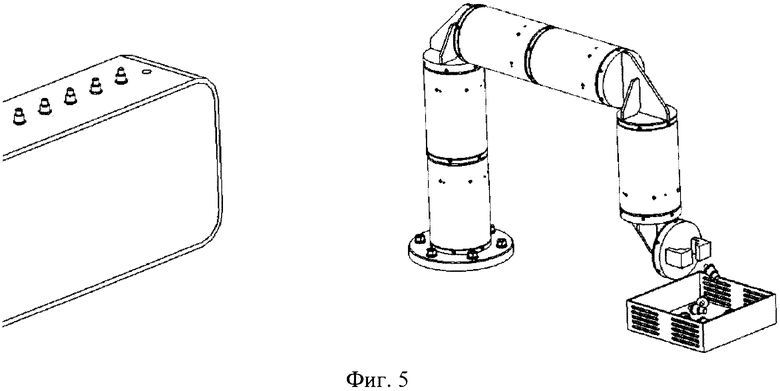
1. Манипулятор, содержащий статические и динамические блоки, выполненные с возможностью соединения друг с другом соединительными площадками с образованием цепочки блоков заданной конфигурации с динамическим блоком в качестве оконечного устройства манипулятора, при этом каждый динамический блок выполнен с возможностью линейного или поворотного перемещения и расположения в двух конечных положениях и содержит привод и модуль управления приводом, выполненный с возможностью передачи управляющих сигналов и питающего напряжения на следующий блок, а статические блоки выполнены в виде удлинителя или колена, при этом соединительные площадки статических блоков содержат электрический соединитель, обеспечивающий передачу управляющих сигналов и питающего напряжения на следующий блок, а каждый динамический блок выполнен с возможностью задания его положения двоичным кодом, при этом каждый бит отвечает за состояние одного блока.
2. Манипулятор по п. 1, отличающийся тем, что каждому динамическому блоку можно установить значение величины его перемещения.
3. Манипулятор по п. 1, отличающийся тем, что привод динамического блока выполнен в виде пневматического привода.
4. Манипулятор по п. 1, отличающийся тем, что привод динамического блока выполнен в виде гидравлического привода.
| Применение карбонильного способа получения никеля для снятия покрытия с забракованных никелированных деталей | 1959 |
|
SU129449A1 |
| US 4766775 A1, 30.08.1988 | |||
| US 6084373 A1, 04.07.2000 | |||
| УНИВЕРСАЛЬНЫЙ ТРАНСФОРМИРУЮЩИЙСЯ МОДУЛЬНЫЙ РОБОТ | 1998 |
|
RU2166427C2 |
| Промышленный робот модульного типа | 1989 |
|
SU1734994A1 |

