Исследуемое техническое решение относится к области машиностроения и роботостроения и может применяться для автономного выполнения технологических операций по сборке, упаковке, сортировке, контролю качества продукции [H05K 13/00, H05K 13/04, H05K 13/06, B25J 5/06, B25J 9/00, B25J 13/00].
Из уровня техники известно УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ЗАГОТОВКИ НА ЛИНИИ ПРОИЗВОДСТВА ШТАМПОВ [CN106041894 (A), опубл.: 26.10.2016], отличающееся тем, что оно включает в себя множество захватов для заготовок, расположенных в виде линейного массива, и выполнено с возможность равномерного перемещения захватов для заготовок на определенном шаговом расстоянии, манипулятор включает в себя основной корпус манипулятора для приведения в движение захватного кулачка заготовки для равномерного перемещения и захват для заготовки и вспомогательную машину манипулятора, обеспечивающей линейное управление движением.
Также из уровня техники известно УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ КОМПОНЕНТОВ [JPH0249498 (A), опубл.: 19.02.1990], который подает компоненты, блок формирования свинца, который отрезает выводы поставляемых компонентов до заданной длины и формирует их в заданную форму, а электронные компоненты, имеющие форму свинца, с горизонтальными наконечниками. Манипулятор, который захватывается и поднимается вверх и вниз, и нагревательный элемент, который расположен рядом с этим манипулятором, который перемещается вверх и вниз и нагревается до заданной температуры путем подачи питания, могут вращаться как единое целое вокруг вертикальной оси через приводной механизм. Паяльная головка, снабженная механизмом привода для линейного перемещения, направляемого горизонтальной балкой, и паяльная головка, расположенная ниже горизонтальной балки в пределах диапазона горизонтального перемещения паяльной головки и установленная с конвейера переноса посредством переноса. Устройство для установки электронных компонентов с выводами, содержащее: XY-стол, который удерживает размещенную печатную плату горизонтально и выполняет операцию подъема и горизонтального перемещения в направлениях XY.
Недостатками аналогов является малая гибкость работы, обусловленная ограниченным перечнем операций, выполняемых устройствами и малое количество степеней свободы манипуляторов.
Наиболее близким по технической сущности является СБОРОЧНОЕ УСТРОЙСТВО И СБОРОЧНАЯ ЯЧЕЙКА [EP2664412 (A2), опубл.: 20.11.2013], содержащее тактильного робота с управляемым захватным инструментом, управляемое и приводимое в действие вспомогательное устройство для соединения подшипника с заготовкой, вспомогательное устройство содержит управляемый пресс с приводным прижимным средством, пресс-патрон и прижимной инструмент, выполненные с возможностью их замены, тактильный робот снабжен захватным инструментом, предназначенным для работы с пресс-патроном пресса и/или прижимным инструментом, кроме того сборочное устройство снабжено магазином с разделителем и средством вывода для отдельных подшипников, а сборочная ячейка может включать в себя два и более взаимодействующих тактильных роботов подключенных к общему контроллеру, к упомянутому контроллеру также подключено вспомогательное устройство, захватный инструмент роботов выполнен в виде параллельного захватного устройства с двумя или более параллельными подвижными захватными пальцами, тактильный робот имеет одну или несколько осей движения с регулируемым или регулируемым усилием и встроенную систему датчиков обнаружения объектов.
Основной технической проблемой прототипа является низкая производительность, обусловленная возникновением вынужденного бездействия устройства и ячейки в момент загрузки заготовок или выгрузки готовых деталей.
Задачей изобретения является устранение недостатков прототипа.
Технический результат изобретения заключается в повышении производительности оборудования и снижения его вынужденных простоев, а также повышение автономности.
Указанный технический результат достигается за счет того, что автономная сборочная модульная ячейка, содержащая раму, транспортирующий механизм, блок управления, модуль установки компонентов с манипулятором со средствами захвата и идентификации, технологический модуль, интерфейсный модуль, модуль сбора, обработки и хранения данных, подключенные к блоку управления через модуль связи, отличающаяся тем, что в зоне идентификации встроенными в манипуляторы средствами и доступа их средств захвата смонтирован транспортирующий механизм, содержащий, по крайней мере, по одному шлюзу загрузки и выгрузки, снабженными подвижными в горизонтальной плоскости направляющими с возможностью перемещения размещенных в них лотков как в зону доступа манипулятора, так и из нее, а к блоку управления через модуль связи подключен, по крайней мере, один модуль загрузки/выгрузки, обеспечивающий автоматизацию процессов сборки.
В частности, направляющие с лотками в шлюзах загрузки и выгрузки могут быть выполнены многоярусными.
В частности, модуль загрузки/выгрузки выполнен в виде мобильной платформы.
Краткое описание чертежей.
На фиг.1 показан общий вид автономной сборочной модульной ячейки.
На фиг.2 показана блок-схема автономной сборочной модульной ячейки.
На фигурах обозначено: 1 – рама, 2 – рабочая поверхность, 3 – манипуляторы, 4 – захваты, 5 – модули технического зрения, 6 – шлюз загрузки, 7 – шлюз выгрузки, 8 – технологический модуль, 9 – блок управления, 10 – интерфейсный модуль, 11 – лотки, 12 – модули связи, 13 – модуль загрузки/выгрузки, 14 – блок хранения данных.
Автономная сборочная модульная ячейка содержит раму 1 (см.Фиг.1). На раме 1 горизонтально смонтирована рабочая поверхность 2.
На рабочей поверхности 2 смонтирован, как минимум, один манипулятор 3, выполненный в виде механической руки из шарнирно соединенных между собой элементов. Шарнирные соединения элементов механической руки снабжены сервоприводами. Манипулятор 3 выполнен, как минимум, c пятью степенями свободы. На конце манипулятора 3 на подвижной головке (на фигурах не показана) смонтирован захват 4, выполненный механическим или вакуумным. На захвате 4, на головке манипулятора 3 или стационарно, смонтирован, как минимум, один модуль технического зрения 5, выполненный, например, в виде сенсорных датчиков или цифровой камеры.
В доступной для манипулятора 3 зоне на рабочей поверхности 2 смонтированы, как минимум, один шлюз загрузки 6 и один шлюз выгрузки 7, при этом шлюзы 6 и 7 снабжены подвижными в горизонтальной плоскости направляющими с возможностью перемещения размещенных в них лотков 11 как в зону доступа манипулятора 3, так и из нее. Направляющие с лотками 11 в шлюзах загрузки 6 и выгрузки 7 могут быть выполнены в несколько ярусов.
В центральной части рабочей поверхности 2 в зоне доступа манипулятора 3 смонтирован технологический модуль 8, выполненный с возможностью выполнения операций сборки, или упаковки, или сортировки, или контроля качества деталей, при этом для выполнения операций сборки технологический модуль 8 содержит инструмент сборки, например паяльную станцию, средства подачи и закручивания винтов, сварочный аппарат и т.д.
Манипулятор 3, модуль технического зрения 5 и технологический модуль 8 подключены к блоку управления 9. К блоку управления 9 подключен также интерфейсный модуль 10, выполненный с возможностью отладки и управления работой элементов автономной сборочной модульной ячейки и блок хранения данных 14, выполненный с возможностью сбора и хранения данных о работе автономной сборочной модульной ячейки.
Для автоматизации процессов сборки к блоку управления 9 через модуль связи 12 подключен, как минимум, один модуль загрузки/выгрузки 13, выполненный, например, в виде мобильной платформы.
Работу автономной сборочной модульной ячейки рассмотрим на примере модульной ячейки, снабженной двумя манипуляторами для сборки детали методом пайки, состоящей из двух заготовок.
Оператору с интерфейсного модуля 10 или на модуль загрузки/выгрузки 13 через модуль связи 12 подают команду на начало проведения сборочной операции. С получением команды оператор или модуль загрузки/выгрузки 13 загружает в шлюз загрузки 6 лоток 11 с заготовками и обратной связью на блок управления 9 извещает о выполнении команды.
Манипуляторами 3 передвигают лотки 11 с заготовками по направляющим шлюза загрузки 6 в рабочую зону.
Одним манипулятором 3 с помощью захвата 4 берут первую заготовку из лотка 11, другим манипулятором 3 с помощью захвата 4 берут вторую заготовку из того же или другого лотка 1, подносят первую и вторую заготовки к технологическому модулю 8, выполненному в виде предметного столика, над которым на направляющих смонтирована паяльная станция (на фигурах не показана). Перед проведением сборочной операции модулями технического зрения 5, смонтированными над предметным столиком определяют положение заготовок по положению их краев и поворотом головок с захватами 4 или движением манипуляторов 3 позиционируют заготовки относительно друг друга.
После позиционирования заготовок манипуляторами 3 удерживают заготовки на предметном столике технологического модуля 8, отпускают паяльник паяльной станции технологического модуля 8, прижимают заготовки друг к другу и соединяют их пайкой.
После завершения сборочной операции одним из манипуляторов 3 перемещают собранную деталь в лоток 11 шлюза выгрузки 7 или шлюза загрузки 6.
Цикл повторяют до окончания обработки всех заготовок в лотках 11 шлюза загрузки 6.
После окончания сборочных операций манипуляторами 3 передвигают пустые лотки 11 шлюза загрузки 6 по направляющим в зону выгрузки. С блока управления 9 на интерфейсный модуль 10 оператору или через модуль связи 12 на модуль загрузки/выгрузки 13 подают команду на изъятие готовых деталей и загрузку новых заготовок.
В одном из вариантов реализации автономной сборочной модульной ячейки с многоярусной загрузкой лотков 11 команду с блока управления 9 на интерфейсный модуль 10 оператору или через модуль связи 12 на модуль загрузки/выгрузки 13 на изъятие готовых деталей и загрузку новых заготовок подают по окончании обработки каждого из лотков 11 с заготовками с возможностью обеспечения непрерывного технологического процесса сборки деталей из заготовок.
Технический результат изобретения - повышение интеллектуальности технической системы при выполнении технологических операций, связанных с производством продукции достигается путем исключения (снижения) вынужденного бездействия ячейки в момент загрузки заготовок или выгрузки готовых деталей за счет внедрения в доступной для манипулятора 3 зоне на рабочей поверхности 2 по крайней мере по одному шлюзу загрузки 6 и выгрузки 7, снабженными подвижными в горизонтальной плоскости направляющими перемещающими лотки 11 как в зону доступа манипулятора 3, так и из нее. Такое техническое решение обеспечивает непрерывную автоматическую загрузку/выгрузку сборочных единиц и готовых изделий. А путем подключения через модуль связи 12 к блоку управления 9 мобильной платформы, выполняющей функцию модуль загрузки/выгрузки 13, обеспечивается автоматическая или, по крайней мере, автоматизированная подача/выдача к автономной сборочной ячейке сборочных единиц и от нее готовых изделий, что в конечном итоге обеспечивает автоматизацию процессов сборки.
С 2012 года авторами было реализовано более десяти описанных автономных сборочных модульных ячеек, успешная эксплуатация которых показала полную автономность сборочно-производственного процесса и возможность гибкой и простой переналадки ячеек на новые изделия, а также гибкое управление производственным графиком в режиме 24/7, что подтверждает достижение технического результата. Кроме того, внедрение автономных сборочных модульных ячеек обеспечило возможность увеличения производительности в несколько раз по сравнению полуавтоматическим линиями сборки, ликвидация (расшивки) "узких" мест в технологической цепочке и повышения охраны труда на опасных участках или участках, требующих повышенной точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЛАБОРАТИВНАЯ СБОРОЧНО-ПРОИЗВОДСТВЕННАЯ ЛИНИЯ | 2020 |
|
RU2771901C2 |
| КАМЕРА ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2813445C1 |
| СИСТЕМА ДЛЯ ИНКУБАЦИИ И ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811721C1 |
| МОДУЛЬ ПЕРЕМЕЩЕНИЯ КОНТЕЙНЕРОВ В КАМЕРЕ ДЛЯ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2812238C1 |
| Гибкая производственная система | 1988 |
|
SU1743802A1 |
| МОДУЛЬ ЗАГРУЗКИ И ВЫГРУЗКИ КОНТЕЙНЕРОВ ДЛЯ КАМЕРЫ ИНКУБАЦИИ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2811536C1 |
| РОБОТИЗИРОВАННАЯ МОДУЛЬНАЯ ТЕЛЕЖКА | 2023 |
|
RU2800784C1 |
| МОДУЛЬ И СИСТЕМА ФОРМИРОВАНИЯ ЦИФРОВЫХ ИЗОБРАЖЕНИЙ БИОЛОГИЧЕСКИХ ОБРАЗЦОВ | 2023 |
|
RU2813210C1 |
| Загрузочно-разгрузочное устройство | 1988 |
|
SU1698159A1 |
| СПОСОБ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ БАНКНОТ, И РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА, В ЧАСТНОСТИ, БАНКНОТ | 2020 |
|
RU2737603C1 |

Изобретение относится к области машиностроения. Технический результат заключается в повышении производительности оборудования, снижении его вынужденных простоев, повышении автономности. Автономная сборочная модульная ячейка содержит раму, транспортирующий механизм, блок управления, модуль установки компонентов с манипулятором со средствами захвата и идентификации, технологический модуль, интерфейсный модуль, модуль сбора, обработки и хранения данных, подключенные к блоку управления через модуль связи. В зоне идентификации встроенными в манипуляторы средствами и доступа их средств захвата смонтирован транспортирующий механизм со шлюзами загрузки и выгрузки, снабженными подвижными в горизонтальной плоскости направляющими с возможностью перемещения размещенных в них лотков как в зону доступа манипулятора, так и из нее. К блоку управления через модуль связи подключен по крайней мере один модуль загрузки/выгрузки, обеспечивающий автоматизацию процессов сборки. 2 з.п. ф-лы, 2 ил.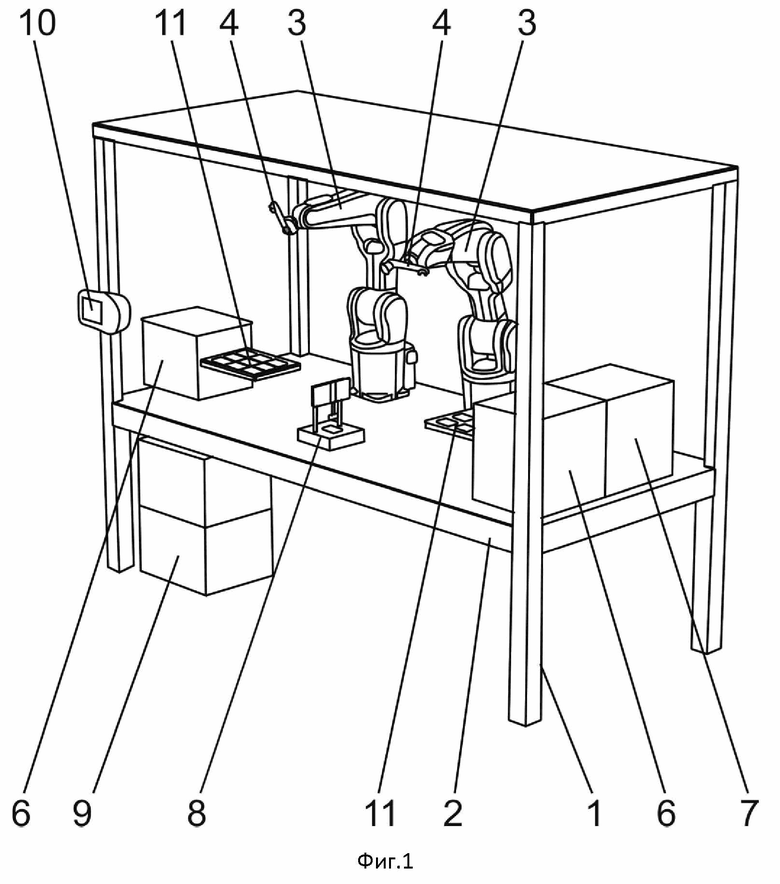
1. Автономная сборочная модульная ячейка, содержащая раму, транспортирующий механизм, блок управления, модуль установки компонентов с манипулятором со средствами захвата и идентификации, технологический модуль, интерфейсный модуль, модуль сбора, обработки и хранения данных, подключенные к блоку управления через модуль связи, отличающаяся тем, что в зоне идентификации встроенными в манипуляторы средствами и доступа их средств захвата смонтирован транспортирующий механизм, содержащий по крайней мере по одному шлюзу загрузки и выгрузки, снабженных подвижными в горизонтальной плоскости направляющими с возможностью перемещения размещенных в них лотков как в зону доступа манипулятора, так и из нее, а к блоку управления через модуль связи подключен по крайней мере один модуль загрузки/выгрузки, обеспечивающий автоматизацию процессов сборки.
2. Модульная ячейка по п.1, отличающаяся тем, что направляющие с лотками в шлюзах загрузки и выгрузки выполнены многоярусными.
3. Модульная ячейка по п.1, отличающаяся тем, что модуль загрузки/выгрузки выполнен в виде мобильной платформы.
| ГЕНЕРАТОР ГИПЕРХАОТИЧЕСКИХ КОЛЕБАНИЙ | 2017 |
|
RU2664412C1 |
| US 20180341730 A1, 29.11.2018 | |||
| US 10471599 B1, 12.11.2019 | |||
| US 9351569 B1, 31.05.2016 | |||
| US 20190261565 A1, 29.08.2019 | |||
| СПОСОБ УПРАВЛЕНИЯ ПО МЕНЬШЕЙ МЕРЕ ДВУМЯ РОБОТАМИ, ИМЕЮЩИМИ СООТВЕТСТВУЮЩИЕ РАБОЧИЕ ПРОСТРАНСТВА, ВКЛЮЧАЮЩИЕ В СЕБЯ ПО МЕНЬШЕЙ МЕРЕ ОДНУ ОБЩУЮ ОБЛАСТЬ | 2012 |
|
RU2593816C2 |
| RU 2016149369 A, 15.06.2018. | |||

