ОБЛАСТЬ ТЕХНИКИ
Это раскрытие относится к области техники конструирования транспортных средств. Конкретнее, раскрытие относится к способу скрепления деталей транспортного средства.
УРОВЕНЬ ТЕХНИКИ
Грузовые автомобили типа пикап являются моторными транспортными средствами с задней открытой верхней грузовой зоной, также часто указываемой ссылкой как платформа. Грузовые автомобили типа пикап весьма популярны, так как платформа дает им возможность использоваться столькими многими разными способами, включая перевозку многообразия типов груза и буксировку различных типов прицепов. Традиционно, большинство конструкций кузова на грузовых автомобилях типа пикап формировались из стальных сплавов. За годы опыта, конструкторы грузовых автомобилей типа пикап научились, как проектировать детали кузова грузового автомобиля из конструкционной стали, которые выдерживают многообразие требующихся применений грузовых автомобилей типа пикап. Современная регулятивная и экономическая среда повысила важность создания грузовых автомобилей типа пикап, более эффективных, а также функциональных и долговечных. Один из способов уменьшить расход топлива транспортного средства, особенно когда не загружено, состоит в том, чтобы снижать вес конструкции транспортного средства.
Алюминиевые сплавы типично имеют более высокое отношение предела прочности к массе, чем стальные сплавы. Следовательно, замена стали алюминием для различных деталей транспортного средства предлагает потенциальную возможность для снижения веса. Однако, модуль упругости алюминия, как правило, является более низким, чем модуль упругости стали. Кроме того, технологии и способы изготовления соединительных деталей, которые хорошо работают для стальных деталей, могут не срабатывать для такой же алюминиевой детали. Вследствие этих и других различий, простая замена материала не обязательно создает приемлемую конструкцию. Известны различные способы соединения деталей транспортного средства друг с другом для формирования конструкции транспортного средства, каждый имеет преимущества и недостатки. Некоторые способы не пригодны для присоединения детали, сделанной из одного материала, к детали, сделанной из другого материала.
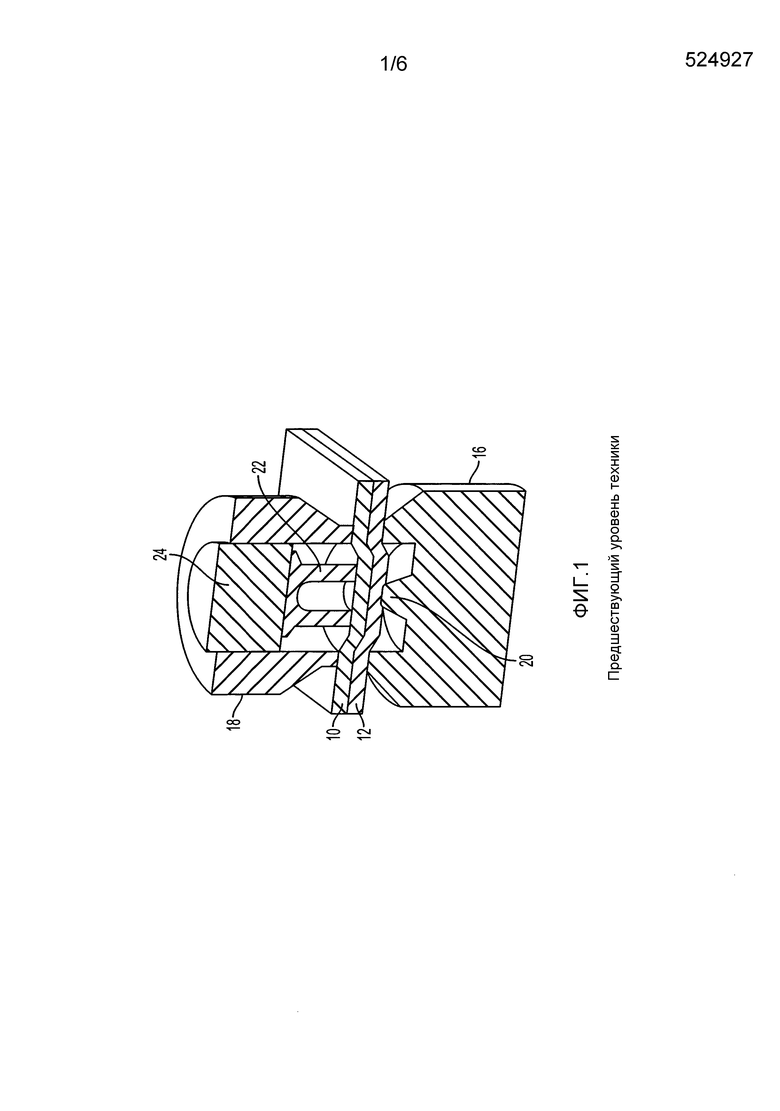
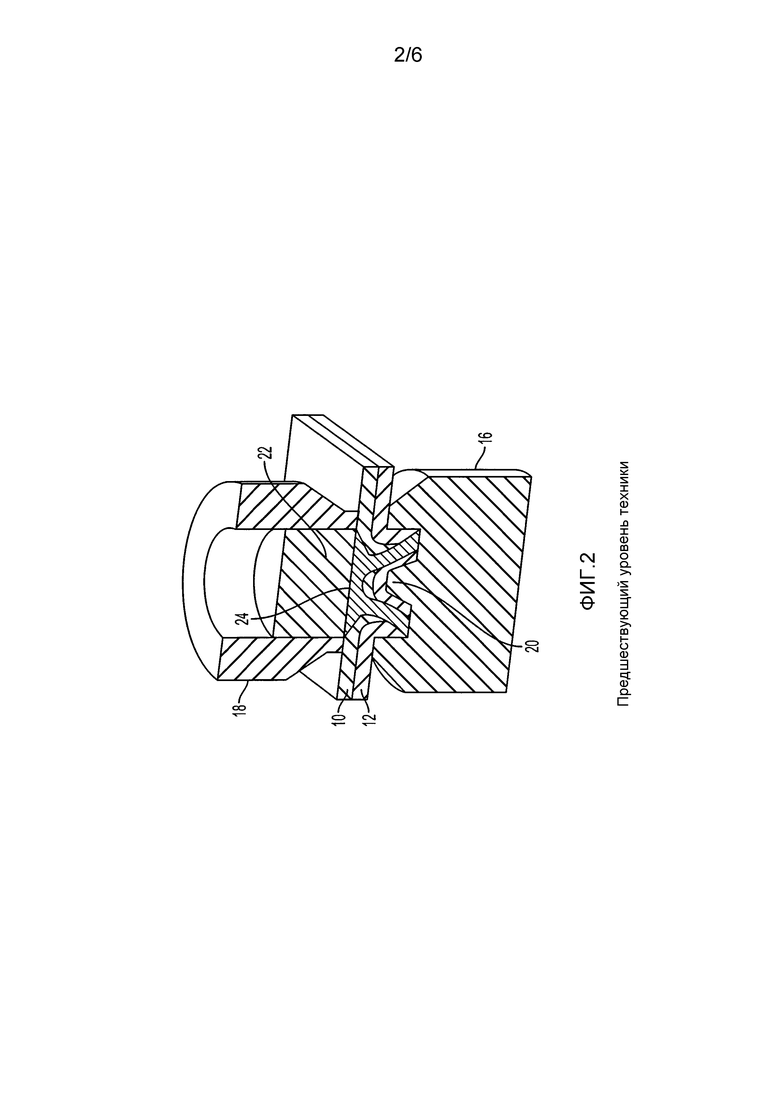
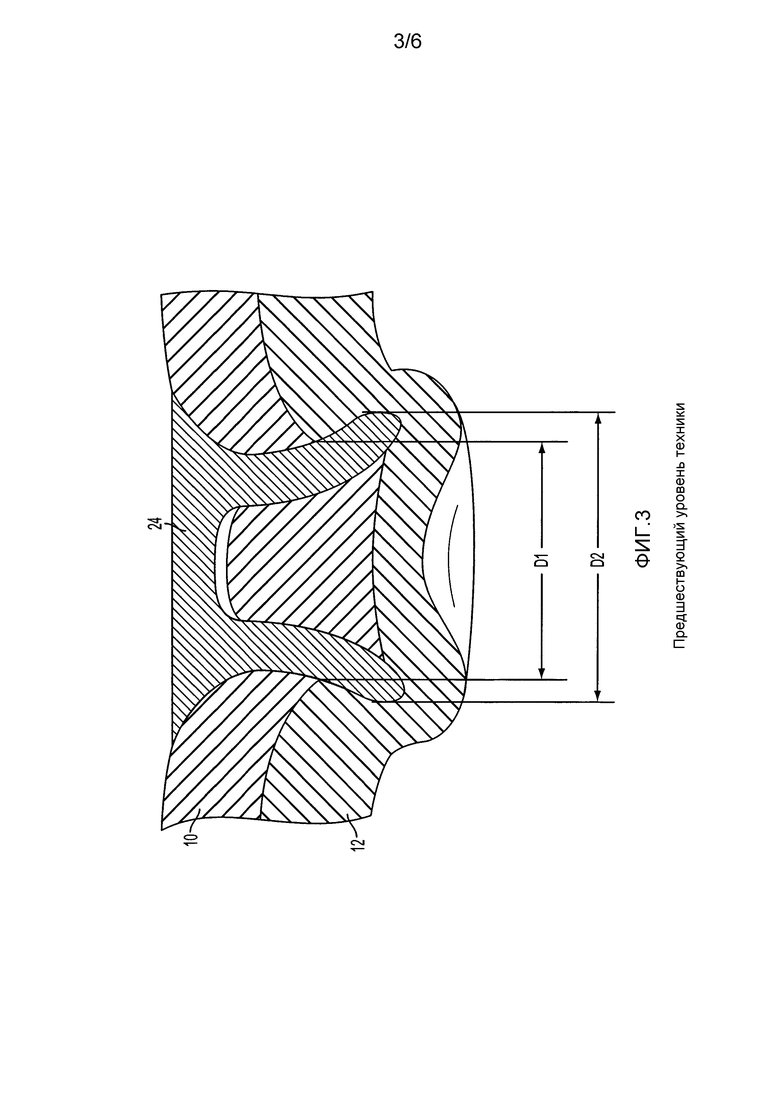
Одним из способов пригодных для соединения деталей, в том числе, деталей, сделанных из разных материалов, является способ с самопроникающими заклепками. Процесс с самопроникающими заклепками изображен на фиг. 1 и 2. Стопка деталей, включающая в себя переднюю часть 10 и заднюю часть 12, зажимается между матрицей 16 и прижимом 18 для заготовки. Матрица включает в себя выступ 20. Заклепка 20 вдавливается в стопку кернером 24. На фиг. 1, заклепка 22 только-только начала деформировать материалы в стопке. На фиг. 12, заклепка была вдавлена в стопку достаточно далеко, чтобы головка заклепки была приблизительно заподлицо с верхней поверхностью передней части 10, пластически деформируя переднюю часть 10 и заднюю часть 12. Материал, который был вдавлен в матрицу во время процесса, называется кнопкой. Фиг. 3 показывает поперечный разрез через кнопку. Отметим, что заклепка 24 пробила переднюю част 10 и проходит в заднюю часть 12, тем временем, раскрываясь раструбом. Механическое замковое соединение формируется посредством этого раструбного расширения заклепки, где один из показателей замкового соединения может быть описан в качестве разности диаметров, D2 и D1, деленной на 2. D1 - диаметр заклепки на поверхности раздела между передней частью 10 и задней частью 12. D2 - максимальный диаметр раструбной высадной головки заклепки.
Два вида повреждения могут встречаться в процессе с самопроникающими заклепками. В одном из видов повреждения, не установлено соотношение диаметров, необходимое для замкового соединения частей. В некоторых обстоятельствах, вид повреждения несостоятельности замкового соединения может подвергаться принятию ответных мер посредством использования более длинной заклепки. При втором виде повреждения, задняя часть разрывается у основания кнопки. Это может обнажать поверхность, которая чувствительна к коррозии. К тому же, клей, который может наноситься между частями, может выдавливаться через разрыв и может собираться на выступе 20 матрицы 16, оказывая влияние на будущие соединения, пока на очищен. В некоторых обстоятельствах, этот второй вид повреждения, называемый прорывом, может подвергаться принятию ответных мер посредством использования более короткой заклепки. В некоторых случаях, однако, таких как когда задняя часть тонка относительно передней части, заклепка, достаточно длинная, чтобы добиваться замкового соединения, слишком длинна, чтобы избегать прорыва. Следовательно, процесс с самопроникающими заклепками традиционно был ограничен соединениями, в которых задняя часть является относительно толстой.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Способ прикрепления задней части к передней части включает в себя зажимание задней части между передней частью и специальной пластиной подкладки, и прикладывание силы к передней части для пластической деформации частей и пластины подкладки для создания замкового соединения. В процессе с самопроникающими заклепками, например, сила прикладывается посредством вставки заклепки через переднюю и заднюю части в пластину подкладки. Замковое соединение устанавливается по мере того, как заклепка раскрывается раструбом во время вставки заклепки, из условия чтобы диаметр заклепки на поверхности раздела между задней частью и пластиной подкладки был меньшим, чем диаметр заклепки глубже в пластине подкладки. В процессе с самопроникающими заклепками, материал, который проходит в пластину подкладки, является заклепкой. Процесс применим в тех случаях, когда задняя часть разрывалась бы, что называется прорывом, если бы достаточно длинная заклепка для достижения замкового соединения применялась без пластины подкладки. Этот процесс может применяться в комбинации с использованием клея. Способ может быть применим для соединений, в которых задняя часть является более тонкой, чем передняя часть, задняя часть является меньшей, чем 1,5 мм в толщину, или передняя часть является большей, чем 3,0 мм в толщину. Способ может быть применим, когда задняя часть изготовлена из многослойного материала.
В одном аспекте настоящего изобретения предложен способ крепления задней части к передней части, содержащий этапы, на которых: зажимают заднюю часть между передней частью и специальной пластиной подкладки; и пластически деформируют переднюю часть, заднюю часть и пластину подкладки, так что материал проходит в пластину подкладки, причем материал имеет первый диаметр на поверхности раздела задней части и пластины подкладки и второй диаметр, являющийся большим, чем первый диаметр, и причем второй диаметр расположен глубже в пластине подкладки.
В еще одном аспекте настоящего изобретения предложен способ крепления задней части к передней части, в котором пластическая деформация передней части, задней части и пластины подкладки включает вставку заклепки через переднюю и заднюю части в специальную пластину подкладки.
В еще одном аспекте настоящего изобретения предложен способ крепления задней части к передней части, в котором вставка заклепки через переднюю часть без присутствия специальной пластины подкладки вызывала бы разрыв задней части.
В еще одном аспекте настоящего изобретения предложен способ крепления задней части к передней части, дополнительно содержащий этап, на котором наносят клей между передней частью и задней частью.
В еще одном аспекте настоящего изобретения предложен способ крепления задней части к передней части, в котором задняя часть имеет толщину меньшую, чем толщина передней части.
В еще одном аспекте настоящего изобретения предложен способ крепления задней части к передней части, в котором задняя часть имеет толщину меньшую, чем толщина специальной пластины подкладки.
В другом аспекте настоящего изобретения предложен способ крепления задней части к передней части, в котором задняя часть имеет толщину меньшую, чем 1,5 мм.
В еще одном аспекте настоящего изобретения предложен способ крепления задней части к передней части, в котором передняя часть имеет толщину большую, чем 3,0 мм.
В другом аспекте настоящего изобретения предложен способ крепления задней части к передней части, в котором задняя часть изготовлена из многослойного материала. В еще одном варианте осуществления, способ прикрепления тонкой задней части к более толстой передней части включает в себя зажимание задней части между передней частью и пластиной подкладки, более толстой, чем задняя часть, для формирования стопки, и вдавливание крепежной детали в стопку. Крепежной деталью, например, может быть самопроникающая заклепка.
В одном аспекте настоящего изобретения предложен способ прикрепления задней части к передней части, имеющей толщину большую, чем задняя часть, способ содержит этапы на которых: зажимают заднюю часть между передней частью и пластиной подкладки, имеющей толщину большую, чем задняя часть, для формирования стопки; и вдавливают крепежную деталь в стопку для осуществления пластической деформации передней части, задней части и пластины подкладки. В одном аспекте настоящего изобретения предложен способ прикрепления задней части к передней части, имеющей толщину большую, чем задняя часть, в котором крепежная деталь является самопроникающей заклепкой. В другом аспекте настоящего изобретения предложен способ прикрепления задней части к передней части, имеющей толщину большую, чем задняя часть, в котором заклепка проходит в пластину подкладки, заклепка имеет первый диаметр на поверхности раздела задней части и пластины подкладки, и второй диаметр, являющийся большим, чем первый диаметр, причем второй диаметр расположен глубже в пластине подкладки.
В еще одном аспекте настоящего изобретения предложен способ прикрепления задней части к передней части, имеющей толщину большую, чем задняя часть, в котором вдавливание самопроникающей заклепки в стопку, состоящую из передней части и задней части, вызывает разрыв задней части.
В другом аспекте настоящего изобретения предложен способ прикрепления задней части к передней части, имеющей толщину большую, чем задняя часть, дополнительно содержащий этап, на котором наносят клей между передней частью и задней частью.
В другом аспекте настоящего изобретения предложен способ прикрепления задней части к передней части, имеющей толщину большую, чем задняя часть, в котором задняя часть изготовлена из стального многослойного материала.
Сборочный узел транспортного средства включает в себя боковую панель капота, пластину подкладки, приборный щиток, вставленный между боковой панелью капота и пластиной подкладки, и заклепку, проходящую через боковую панель капота и приборный щиток в пластину подкладки. Приборный щиток может быть более тонким, чем боковая панель капота. Боковая панель капота и пластина подкладки могут быть алюминиевыми. Приборный щиток может быть стальной многослойной конструкцией. Заклепка также может проходить сквозь дверную стойку кузова.
В одном варианте осуществления настоящего изобретения предложено транспортное средство, содержащее: боковую панель капота; пластину подкладки; приборный щиток, вставленный между боковой панелью капота и пластиной подкладки; и заклепку, проходящую через боковую панель капота и приборный щиток в пластину подкладки, заклепка имеет первый диаметр на поверхности раздела приборного щитка и пластины подкладки и имеет второй диаметр, расположенный глубже в пластине подкладки, второй диаметр является большим, чем первый диаметр.
В одном аспекте настоящего изобретения предложено транспортное средство, в котором приборный щиток имеет толщину меньшую, чем толщина боковой панели капота, и меньшую, чем толщина приборного щитка.
В еще одном аспекте настоящего изобретения предложено транспортное средство, в котором пластина подкладки и боковая панель капота являются выполненными из алюминия, и приборный щиток является выполненным из стального многослойного материала.
В другом аспекте настоящего изобретения предложено транспортное средство, дополнительно содержащее дверную стойку кузова, при этом заклепка проходит сквозь дверную стойку кузова.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1 - вид в разрезе начальной стадии вставки самопроникающей заклепки в стопку деталей в соответствии с предшествующим уровнем техники.
Фиг. 2 - вид в разрезе заключительной стадии вставки самопроникающей заклепки в стопку деталей в соответствии с предшествующим уровнем техники.
Фиг. 3 - вид в поперечном разрезе соединения самопроникающей заклепкой с замковым соединением в соответствии с предшествующим уровнем техники.
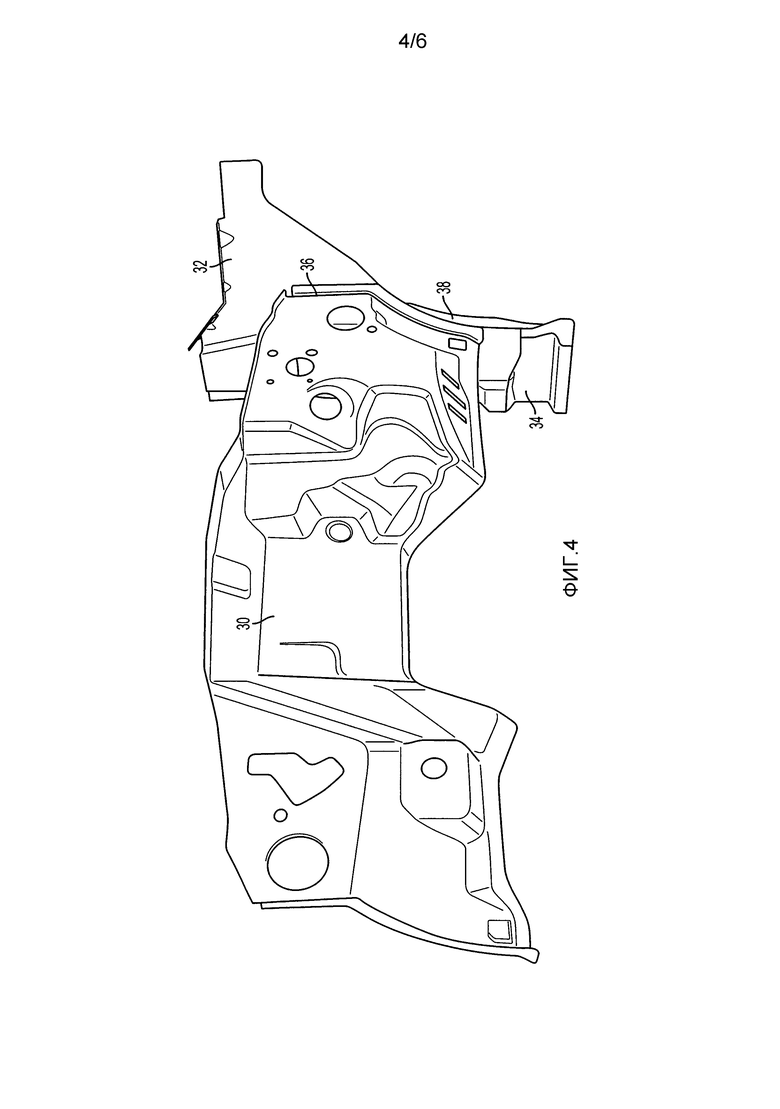
Фиг. 4 - наглядное представление автомобильного сборочного узла, включающего в себя боковую панель капота, приборный щиток и дверную стойку кузова.
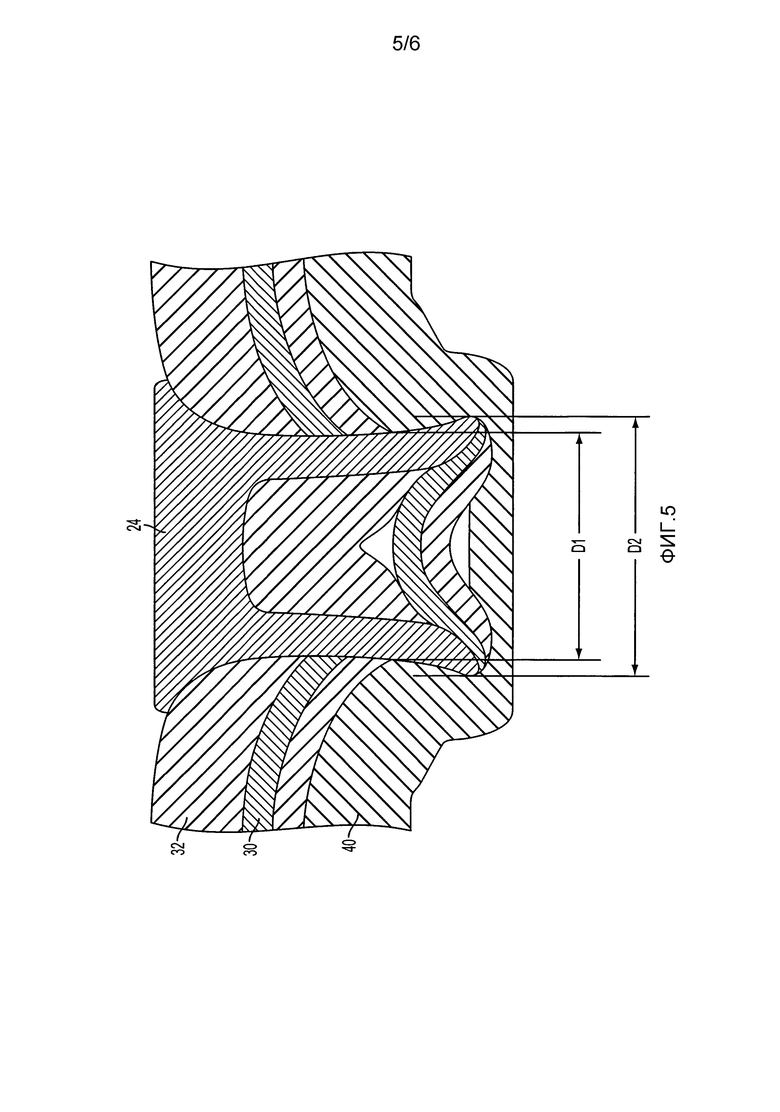
Фиг. 5 - вид в поперечном разрезе первого соединения самопроникающей заклепкой в пределах сборочного узла по фиг. 4, включающего в себя специальную подкладную пластину, в соответствии с вариантом осуществления этого раскрытия.
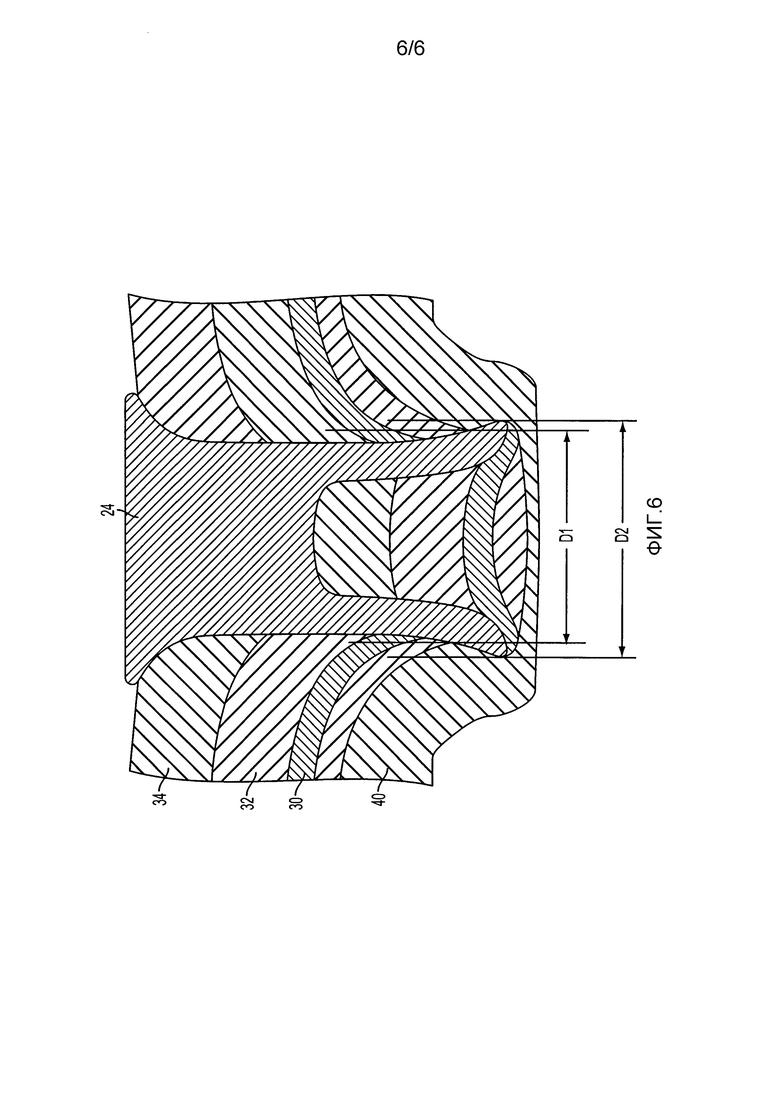
Фиг. 6 - вид в поперечном разрезе второго соединения самопроникающей заклепкой в пределах сборочного узла по фиг. 4, включающего в себя специальную подкладную пластину, в соответствии с вариантом осуществления этого раскрытия.
ПОДРОБНОЕ ОПИСАНИЕ
Варианты осуществления настоящего раскрытия являются примерами, и другие варианты осуществления могут принимать различные и альтернативные формы. Фигуры не обязательно должны определять масштаб, и некоторые признаки могут быть преувеличены или сведены к минимуму, чтобы показать подробности конкретных компонентов. Раскрытые специфичные конструктивные и функциональные детали должны интерпретироваться не в качестве ограничивающих, а в качестве представляющих основу для обучения специалиста в данной области техники, каким образом использовать изобретение на практике. Различные признаки, проиллюстрированные и описанные со ссылкой на любую одну из фигур, могут комбинироваться с признаками, проиллюстрированными на одной или более других фигур, для создания вариантов осуществления, которые не проиллюстрированы и не описаны явно. Комбинации и модификации признаков, совместимых с доктринами этого раскрытия, могли бы использоваться для конкретных применений или реализаций.
Фиг. 4 показывает узел, включающий в себя приборный щиток 30, боковую панель 32 капота и дверную стойку 34 кузова . Приборный щиток 30 выштампован из стального многослойного материала, в котором два тонких слоя стали соединены друг с другом. Боковая панель 32 капота выштампована из обрабатываемого материала из алюминиевого сплава 5754-O, а дверная стойка 34 кузова выштампована из обрабатываемого материала из алюминиевого сплава 6111-T4. Эти панели могли бы быть сделаны из других алюминиевых сплавов серий 5000 и 6000. Приборный щиток 30 и боковая панель 32 капота должны быть присоединены друг к другу в области 36. В этой области, приборный щиток 30 является меньшим по толщине, чем 1,5 мм, а боковая панель капота имеет значение 2,0 мм по толщине. Приборный щиток 30, боковая панель 32 капота и дверная стойка 34 кузова должны быть присоединены друг к другу в области 38. В этой области, приборный щиток 30 и боковая панель 32 капота имеют одинаковые толщины, как описано выше, а дверная стойка 34 кузова является большей по толщине, чем 2,0 мм. Приборный щиток 30 слишком тонок в этой области, чтобы служить в качестве задней части для процесса с самопроникающими заклепками.
Посредством добавления специальной пластины подкладки, процесс с самопроникающими заклепками добивается замкового соединения без прорыва для соединений, которые, в противном случае, столкнулись бы с одним из двух видов повреждения. Специальная пластина подкладки является отдельной деталью, которая присоединяется к задней части и другим частям в стопке, но, в других отношениях, не является несвязанной и не имеет функции, иной чем делать соединение надежным и делать осуществимым технологический процесс сборки. Улучшенный процесс с самопроникающими заклепками, применяющий пластину подкладки, может создавать реальные соединения для соединений с передними частями, имеющими толщину более чем 3,0 мм, для соединений с задними частями, имеющими толщину менее чем 1,5 мм, и для соединений, в которых задняя часть является более тонкой, чем передняя часть.
В улучшенном процессе для области 36, приборный щиток 30 зажимается между боковой панелью 32 капота и специальной пластиной 40 подкладки. Заклепка затем вдавливается через боковую панель 32 капота, переднюю часть, и приборный щиток 30, заднюю часть, в пластину 40 подкладки. Поперечное сечение результирующего соединения, когда панель подкладки имеет значение 2,5 мм по толщине и сделана из алюминиевого сплава серии 5000 или 6000, показано на фиг. 5. Приемлемое соединение с замковым соединением достигается с толщиной 3,0 мм панели подкладки. Прорыв, нежелательный вид повреждения, отсутствует. В улучшенном процессе для области 38, стопка включает в себя дверную стойку 34 кузова, боковую панель 32 капота, приборный щиток 30 и специальную пластину 40 подкладки. Заклепка затем вставляется через дверную стойку 34 кузова, боковую панель 32 капота и приборный щиток 30 в пластину 40 подкладки. Поперечное сечение результирующего соединения, когда панель подкладки имеет значение 2,5 мм по толщине и сделана из алюминиевого сплава серии 5000 или 6000, показано на фиг. 6.
Добавление специальной пластины подкладки также может делать клепанные соединения осуществимыми для применений, в которых задняя часть, иначе, была бы чересчур тонкой. Процесс склепывания подобен процессу с самопроникающими заклепками, описанному выше, за исключением того, что заклепка не вставляется. В процессе склепывания, передняя деталь вдавливается в заднюю деталь с помощью кернера, из условия чтобы замковое соединение создавалось по мере того, как материал втекает в наконечник или матрицу. В улучшенном процессе склепывания, передняя деталь вдавливается в специальную пластину подкладки для установления замкового соединения.
Добавление специальной пластины подкладки также может делать соединение самонарезающим термовинтом осуществимым для применений, в которых задняя часть, иначе, была бы чересчур тонкой. В процессе фрикционного сверления, винт вдавливается через стопку монтажным инструментом. Монтажный инструмент вращает винт наряду с прикладыванием осевого усилия к стопке. Предварительное сверление направляющего отверстия или отверстия с гарантированным зазором в узле листовых металлов может не быть необходимым для осуществимости соединения. Процесс соединения фрикционным сверлением временно размягчает материал, локальный для места соединения, по мере того, как винт вращается на высокой скорости. Витки резьбы формируются на месте во время процесса соединения. Поскольку формируется резьбовое соединение, винт может выниматься, а затем, повторно устанавливаться или заменяться другим винтом. Если задняя часть слишком тонка, являющейся результатом отсутствие резьбового зацепления может быть не отвечающим требованиям для надлежащего соединения материалов. С другой стороны, если специальная пластина подкладки добавлена в стопку за задней частью, достаточное количество витков резьбы создается в пластине подкладки.
Несмотря на то, что примерные варианты осуществления описаны выше, не предполагается, что эти варианты осуществления описывают все возможные формы, охваченные формулой изобретения. Слова, использованные в описании изобретения, являются скорее словами описания, нежели ограничения. Понятно, что могут быть произведены различные изменения, и признаки различных вариантов осуществления могут комбинироваться для формирования дополнительных вариантов осуществления изобретения, которые могут не быть описаны или проиллюстрированы в прямой форме. Несмотря на то, что различные варианты осуществления описаны в качестве обеспечивающих преимущества и являющихся предпочтительными над другими вариантами осуществления или реализациями предшествующего уровня техники, рядовые специалисты в данной области техники должны осознавать, что один или более признаков или характеристик могут быть подвергнуты компромиссу для достижения требуемых параметров системы в целом, которые зависят от специфичных применения и реализации. Варианты осуществления, описанные в качестве менее желательных, чем другие варианты осуществления или реализации предшествующего уровня техники, в отношении одной или более характеристик, не выходят за пределы объема раскрытия и могут быть желательными для конкретных применений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ КОМПОНЕНТА ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ КОРПУСА ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И УЗЕЛ МНОЖЕСТВЕННЫХ АЛЮМИНИЕВЫХ КОМПОНЕНТОВ ДЛЯ КОРПУСА ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2694389C2 |
| КАРКАС КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И ТРАНСПОРТНОЕ СРЕДСТВО | 2015 |
|
RU2685954C2 |
| КОНСТРУКЦИЯ ПОЛА ТРАНСПОРТНОГО СРЕДСТВА (ВАРИАНТЫ) И ТРАНСПОРТНОЕ СРЕДСТВО, ЕЕ СОДЕРЖАЩЕЕ | 2015 |
|
RU2673208C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО (ВАРИАНТЫ) | 2015 |
|
RU2684821C2 |
| КАРКАС ПЕРЕДКА ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2673333C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО, ЗАДНИЙ ПОРОГ И УЗЕЛ ПОРОГА И ПЛАТФОРМЫ ТРАНСПОРТНОГО СРЕДСТВА ТИПА ПИКАП | 2015 |
|
RU2675283C2 |
| КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ЕГО СБОРКИ | 2006 |
|
RU2308394C1 |
| КОНСТРУКЦИЯ КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА | 2015 |
|
RU2613641C1 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 2014 |
|
RU2641953C2 |
| БРОНИРОВАННОЕ ТРАНСПОРТНОЕ СРЕДСТВО, БРОНЕВАЯ КОНСТРУКЦИЯ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ ПРЕОБРАЗОВАНИЯ НЕЗАЩИЩЕННОГО ТРАНСПОРТНОГО СРЕДСТВА В БРОНИРОВАННОЕ | 1995 |
|
RU2090391C1 |
Изобретение относится к области транспортного машиностроения. Транспортное средство содержит боковую панель капота, пластину подкладки, приборный щиток и заклепку. Приборный щиток вставлен между боковой панелью капота и пластиной подкладки. Заклепка проходит через боковую панель капота и приборный щиток в пластину подкладки. Заклепка имеет первый диаметр на поверхности раздела приборного щитка и пластины подкладки и имеет второй диаметр, расположенный глубже в пластине подкладки. Второй диаметр превышает первый диаметр. Приборный щиток имеет толщину, которая меньше толщины боковой панели капота и меньше толщины пластины подкладки. Достигается повышение надежности соединения панелей транспортного средства. 3 з.п. ф-лы, 6 ил.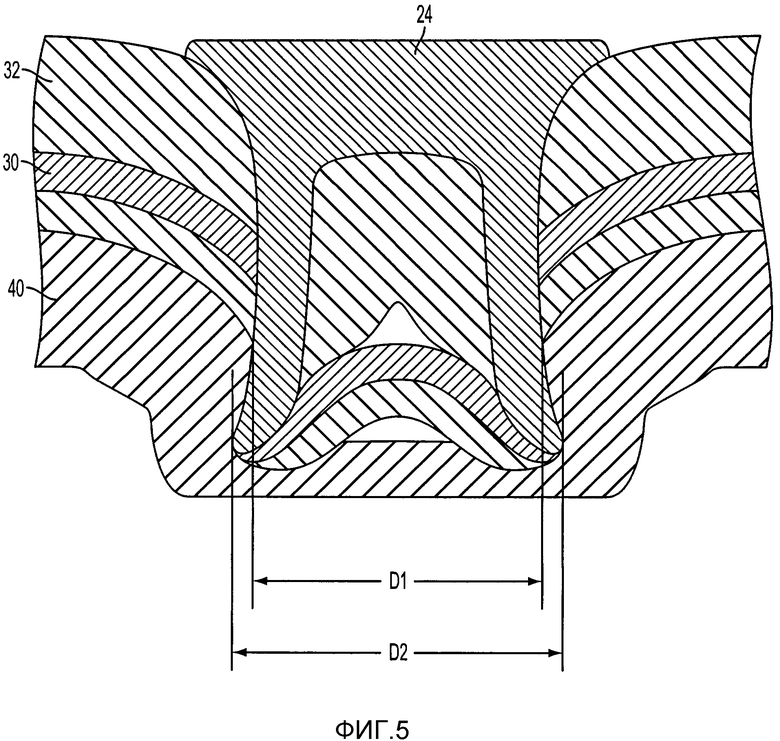
1. Транспортное средство, содержащее:
боковую панель капота;
пластину подкладки;
приборный щиток, вставленный между боковой панелью капота и пластиной подкладки; и
заклепку, проходящую через боковую панель капота и приборный щиток в пластину подкладки, при этом заклепка имеет первый диаметр на поверхности раздела приборного щитка и пластины подкладки и имеет второй диаметр, расположенный глубже в пластине подкладки, причем второй диаметр превышает первый диаметр.
2. Транспортное средство по п.1, в котором приборный щиток имеет толщину, которая меньше толщины боковой панели капота и меньше толщины пластины подкладки.
3. Транспортное средство по п.1, в котором пластина подкладки и боковая панель капота выполнены из алюминия, а приборный щиток выполнен из стального многослойного материала.
4. Транспортное средство по п.1, дополнительно содержащее дверную стойку кузова, при этом заклепка также проходит сквозь дверную стойку кузова.
| Устройство для торможения асинхронного двигателя | 1936 |
|
SU50508A1 |
| Заклепочное соединение деталей | 1978 |
|
SU806916A1 |
| Соединение деталей заклепкой | 1977 |
|
SU620694A1 |
| US 4202243 A1, 13.05.1980. | |||

