Область техники
[0001] Настоящее раскрытие изобретения относится к способу изготовления штампованного компонента, штампованному компоненту и устройству для обработки давлением.
Предшествующий уровень техники
[0002] Автомобильные кузова собирают посредством наложения друг на друга краев множества панелей сложной формы, соединения панелей сложной формы вместе точечной сваркой для конфигурирования коробчатого кузова и присоединения конструктивных элементов к заданным местам на коробчатом кузове точечной сваркой. К примерам конструктивных элементов, используемых в боковой части автомобильного кузова (на стороне кузова), относятся боковые части нижнего обвязочного бруса, присоединяемые к двум сторонам панели пола, нижняя часть передней стойки и верхняя часть передней стойки, предусмотренные выступающими вверх от передней части боковой части нижнего обвязочного бруса, продольный брус крыши, присоединяемый к верхней концевой части верхней части передней стойки, и средняя стойка, соединяющая вместе боковую часть нижнего обвязочного бруса и продольный брус крыши.
[0003] В общем случае конфигурационные элементы (такие как соответствующие наружные панели) конструктивных элементов, включая нижние части передних стоек, верхние части передних стоек и продольные брусья крыши, часто имеют по существу корытообразный профиль поперечного сечения, образованный верхним пластинчатым элементом, проходящим в направлении длины, участками двух линий выпуклых гребней, соответственно соединенными с двумя сторонами верхнего пластинчатого элемента, двумя вертикальными стенками, соответственно соединенными с данными участками двух линий выпуклых гребней, участками двух линий вогнутых гребней, соответственно соединенными с двумя вертикальными стенками, и двумя фланцами, соответственно соединенными с данными участками двух линий вогнутых гребней.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническая проблема
[0004] Конфигурационные элементы, описанные выше, имеют сравнительно сложные профили поперечных сечений и являются удлиненными. Для устранения увеличения затрат на производство вышеуказанные конфигурационные элементы, как правило, изготавливают холодной штамповкой. Кроме того, как для повышения прочности, так и для обеспечения снижения массы кузова транспортного средства с целью уменьшения расхода топлива стремятся уменьшить толщину вышеуказанных конструктивных элементов посредством использования, например, высокопрочной листовой стали, имеющей предел прочности при растяжении, составляющий 440 МПа или более.
[0005] Однако, когда высокопрочный стальной лист подвергают холодной штамповке с целью изготовления конфигурационных элементов, которые изогнуты вдоль направления их длины, таких как наружные панели продольного бруса крыши (называемые ниже «элементами крыши»; элементы крыши представляют собой элементы конструкции автомобиля), во время извлечения из пресс-формы возникает пружинение, приводящее к проблемам, связанным с закручиванием верхнего пластинчатого элемента. Это приводит к проблемам, связанным со способностью к фиксации формы, в результате чего элементы крыши не могут быть образованы с заданной формой.
[0006] Например, в выложенной заявке на патент Японии (JP-A) № 2004-314123 (называемой ниже «патентным документом 1») описано изобретение, в котором штампованный компонент, имеющий постоянное корытообразное поперечное сечение вдоль направления его длины, выполняют с уступом во время изготовления для подавления раскрыва и повышения тем самым способности к фиксации формы.
[0007] Кроме того, в описании патента Японии № 5382281 (называемого ниже «патентным документом 2») описано изобретение, в котором во время изготовления штампованного компонента, который включает в себя верхний пластинчатый элемент, вертикальные стенки и фланцы и который изгибается вдоль направления его длины, фланец, образованный на первой операции, отгибают назад на второй операции для уменьшения остаточного напряжения во фланце, в результате чего повышается способность к фиксации формы.
[0008] Когда изобретение, описанное в патентном документе 1, используют для изготовления штампованных компонентов, имеющих такую форму, что они изгибаются вдоль направления длины, например, в конфигурационных элементах конфигурационных компонентов, таких как нижние части передних стоек, верхние части передних стоек или продольные брусья крыши, происходит изгиб криволинейных стенок в результате пружинения после извлечения из пресс-формы, так что заданная форма не может быть образована.
[0009] Согласно изобретению, описанному в патентном документе 2, при изготовлении штампованных компонентов, которые изогнуты вдоль направления их длины и направления высоты и которые включают в себя изогнутую часть вблизи центра в направлении длины, остаточное напряжение возникает во фланце, остаточное напряжение возникает на внутренних поверхностях вертикальных стенок и верхнего пластинчатого элемента, и девиаторное остаточное напряжение возникает на внутренних поверхностях вертикальных стенок и верхнего пластинчатого элемента. В результате, если смотреть со стороны верхнего пластинчатого элемента, изгиб происходит в результате пружинения в штампованном компоненте после извлечения из пресс-формы, так что заданная форма не может быть образована.
[0010] Задача настоящего раскрытия изобретения состоит в разработке способа изготовления штампованного компонента, в котором подавляется возникновение изгиба, если смотреть со стороны верхнего пластинчатого элемента. Следует отметить, что в настоящем описании «штампованный компонент» включает в себя: удлиненный верхний пластинчатый элемент; стенку, которая имеет один конец, соединенный с частью верхнего пластинчатого элемента, концевой в направлении короткой стороны, изгибается с выпуклой формой, выгнутой в сторону, противоположную верхнему пластинчатому элементу, если смотреть с верхней стороны верхнего пластинчатого элемента, и включает в себя часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон части с малым радиусом кривизны в направлении длины верхнего пластинчатого элемента, и фланец, который соединен с другим концом стенки и проходит в направлении толщины листа стенки в сторону, противоположную стороне верхнего пластинчатого элемента.
Решение проблемы
[0011] Способ изготовления штампованного компонента согласно настоящему раскрытию изобретения представляет собой способ изготовления штампованного компонента, включающего в себя удлиненный верхний пластинчатый элемент, стенку, которая имеет один конец, соединенный с частью верхнего пластинчатого элемента, концевой в направлении короткой стороны, изгибается с выпуклой формой, выгнутой в сторону, противоположную верхнему пластинчатому элементу, если смотреть с верхней стороны верхнего пластинчатого элемента, и включает в себя часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон части с малым радиусом кривизны в направлении длины верхнего пластинчатого элемента, и фланец, который соединен с другим концом стенки и проходит в направлении толщины листа стенки в сторону, противоположную стороне верхнего пластинчатого элемента. Способ изготовления включает первую операцию обработки давлением для образования промежуточного фасонного компонента, включающего в себя верхний пластинчатый элемент, стенку и предварительный фланец, соединенный с другим концом стенки и проходящий в направлении толщины листа стенки в сторону, противоположную стороне верхнего пластинчатого элемента. Способ изготовления также включает вторую операцию обработки давлением для деформирования предварительного фланца так, чтобы угол угловой зоны, которая образована между определенной частью предварительного фланца, соединенной с частью с малым радиусом кривизны, и частью с малым радиусом кривизны, постепенно увеличивался или уменьшался в соответствующих частях от одного конца до другого конца вдоль направления длины, для преобразования предварительного фланца во фланец.
[0012] Штампованный компонент согласно настоящему раскрытию изобретения включает в себя удлиненный верхний пластинчатый элемент, стенку и фланец. Стенка имеет один конец, соединенный с частью верхнего пластинчатого элемента, концевой в направлении короткой стороны, изгибается с выпуклой формой, выгнутой в сторону, противоположную верхнему пластинчатому элементу, если смотреть с верхней стороны верхнего пластинчатого элемента, и включает в себя часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон части с малым радиусом кривизны в направлении длины верхнего пластинчатого элемента. Фланец соединен с другим концом стенки и проходит в направлении толщины листа стенки в сторону, противоположную стороне верхнего пластинчатого элемента, с таким углом угловой зоны, образованной между фланцем и частью с малым радиусом кривизны, который постепенно увеличивается или уменьшается от одного конца до другого конца фланца в направлении длины.
[0013] Кроме того, штампованный компонент согласно настоящему раскрытию изобретения представляет собой штампованный компонент, описанный выше, в котором значение твердости по Виккерсу части фланца, соединенной с частью с малым радиусом кривизны, меньше значения твердости по Виккерсу части фланца, имеющей высокое значение твердости по Виккерсу, из частей фланца, которые соединены со стенкой с одной стороны и с другой стороны части с малым радиусом кривизны, концевых в направлении длины.
[0014] Устройство для обработки давлением согласно настоящему раскрытию изобретения включает в себя первое штамповочное устройство для обработки заготовки давлением посредством использования первой матрицы и первого пуансона для образования промежуточного фасонного компонента и второе штамповочное устройство для обработки промежуточного фасонного компонента давлением посредством использования второй матрицы и второго пуансона. В первом штамповочном устройстве удлиненная первая канавка с конфигурацией, включающей поверхность дна удлиненной первой канавки и удлиненную первую боковую поверхность, образована в первой матрице. Кроме того, в первом штамповочном устройстве первая боковая поверхность выполнена с конфигурацией, включающей первую криволинейную поверхность, которая имеет один конец, соединенный с концевой в направлении короткой стороны частью поверхности дна первой канавки, изогнута с выпуклой формой, выгнутой в сторону, противоположную стороне поверхности дна первой канавки, если смотреть вдоль направления смыкания пресс-формы, и включает в себя первую часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон первой части с малым радиусом кривизны в направлении длины поверхности дна первой канавки. Первая боковая поверхность дополнительно выполнена с конфигурацией, включающей первую наклонную поверхность, которая соединена с другим концом первой криволинейной поверхности, образована со стороны, противоположной по отношению к стороне поверхности дна первой канавки, если смотреть вдоль направления смыкания пресс-формы, и имеет наклон относительно первой криволинейной поверхности. Кроме того, в первом штамповочном устройстве форма первого пуансона представляет собой форму, которая соответствует форме первой канавки во время смыкания пресс-формы. Во втором штамповочном устройстве удлиненная вторая канавка с конфигурацией, включающей поверхность дна удлиненной второй канавки и удлиненную вторую боковую поверхность, образована во второй матрице. Кроме того, во втором штамповочном устройстве вторая боковая поверхность выполнена с конфигурацией, включающей вторую криволинейную поверхность, которая имеет один конец, соединенный с концевой в направлении короткой стороны частью поверхности дна второй канавки, образована в месте, соответствующем первой части с малым радиусом кривизны, изогнута с вогнутой формой, открывающейся в сторону, противоположную стороне поверхности дна второй канавки, если смотреть вдоль направления смыкания пресс-формы, и включает в себя вторую часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон второй части с малым радиусом кривизны в направлении длины поверхности дна второй канавки. Вторая боковая поверхность дополнительно выполнена с конфигурацией, включающей вторую наклонную поверхность, которая соединена с другим концом второй криволинейной поверхности и образована со стороны, противоположной по отношению к стороне поверхности дна второй канавки, если смотреть вдоль направления смыкания пресс-формы, с таким углом угловой зоны, образованной между второй наклонной поверхностью и второй частью с малым радиусом кривизны, который постепенно увеличивается или уменьшается от одного конца до другого конца второй наклонной поверхности в направлении длины. Кроме того, во втором штамповочном устройстве форма второго пуансона представляет собой форму, которая соответствует форме второй канавки во время смыкания пресс-формы.
Предпочтительные эффекты от изобретения
[0015] Использование способа изготовления штампованного компонента согласно настоящему раскрытию изобретения обеспечивает возможность изготовления штампованного компонента при одновременном подавлении возникновения изгиба, если смотреть со стороны верхнего пластинчатого элемента.
[0016] Штампованный компонент согласно настоящему раскрытию изобретения имеет незначительный изгиб, если смотреть со стороны верхнего пластинчатого элемента.
[0017] Использование устройства для обработки давлением согласно настоящему раскрытию изобретения обеспечивает возможность изготовления штампованного компонента при одновременном подавлении возникновения изгиба, если смотреть со стороны верхнего пластинчатого элемента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
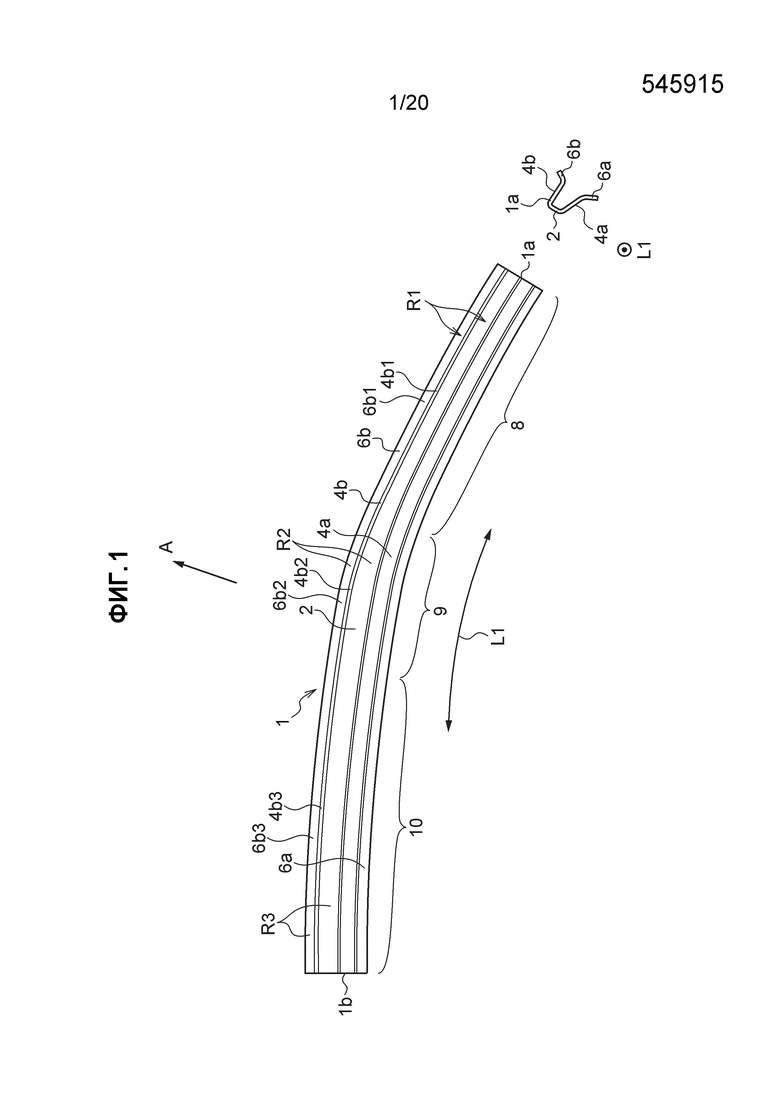
[0018] Фиг.1 представляет собой вид в плане элемента крыши и вид с торца одной концевой части элемента крыши по иллюстративному варианту осуществления.
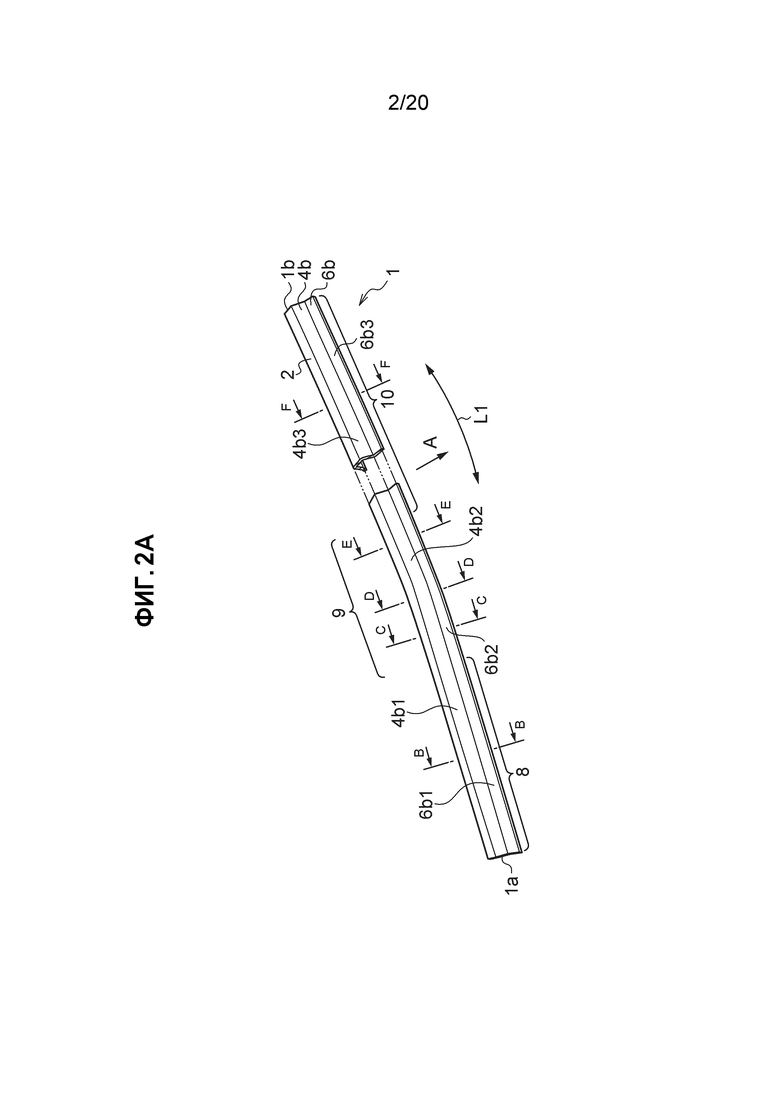
Фиг.2А представляет собой вид в перспективе и частичное сечение элемента крыши по иллюстративному варианту осуществления.
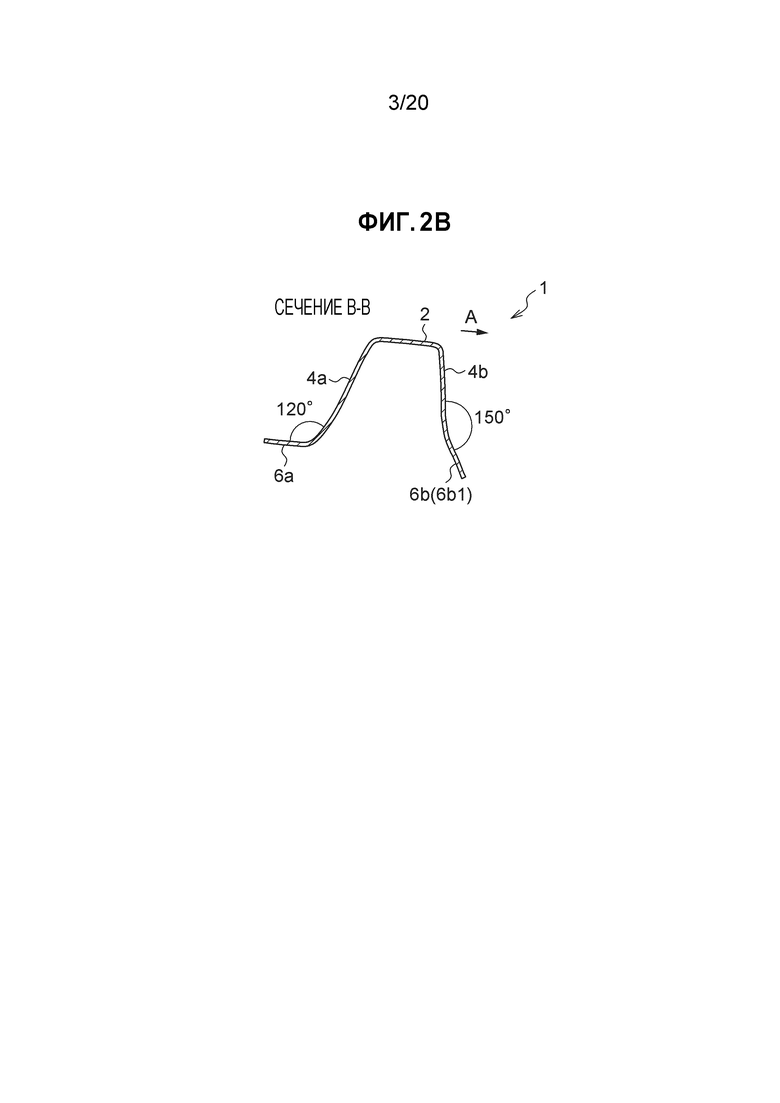
Фиг.2В представляет собой сечение (сечение В-В) элемента крыши, выполненное по линии В-В на фиг.2А.
Фиг.2C представляет собой сечение (сечение C-C) элемента крыши, выполненное по линии C-C на фиг.2А.
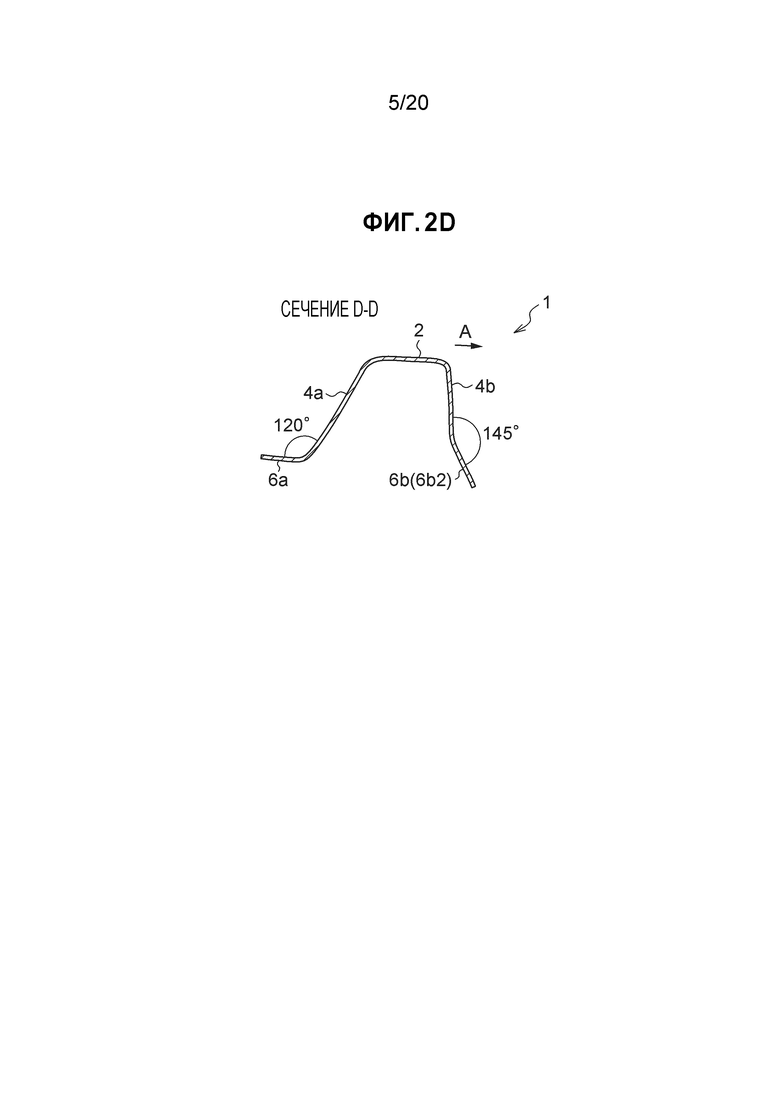
Фиг.2D представляет собой сечение (сечение D-D) элемента крыши, выполненное по линии D-D на фиг.2А.
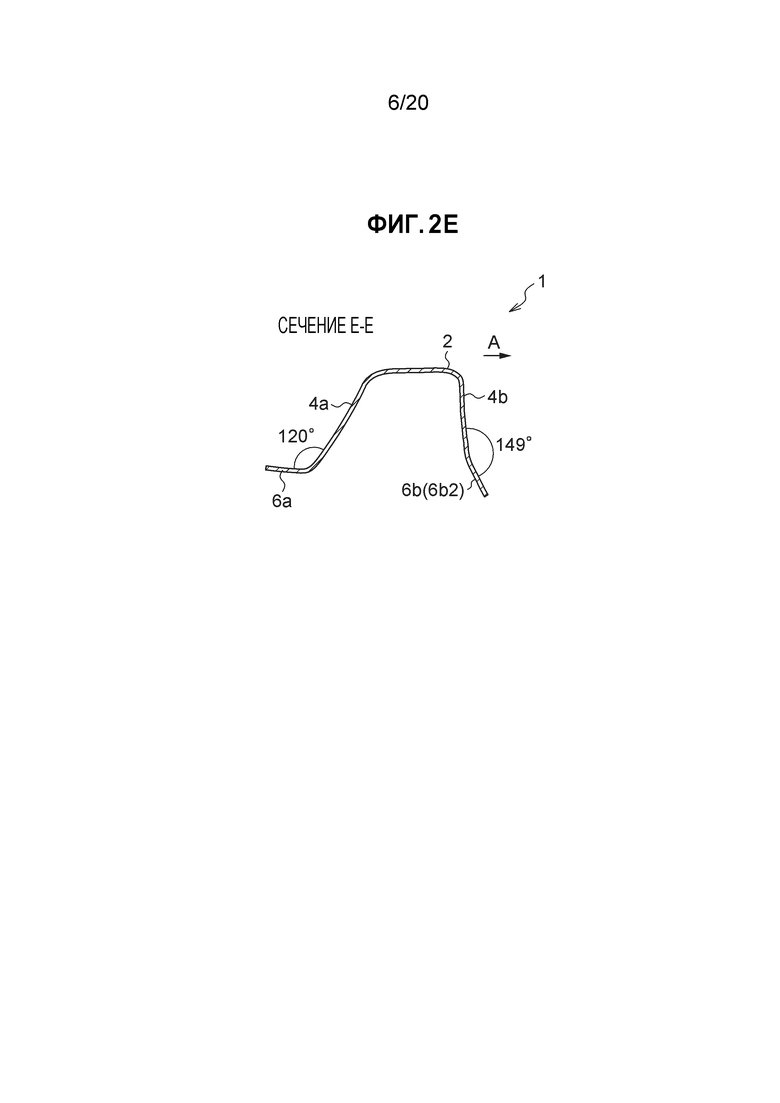
Фиг.2E представляет собой сечение (сечение E-E) элемента крыши, выполненное по линии E-E на фиг.2А.
Фиг.2F представляет собой сечение (сечение F-F) элемента крыши, выполненное по линии F-F на фиг.2А.
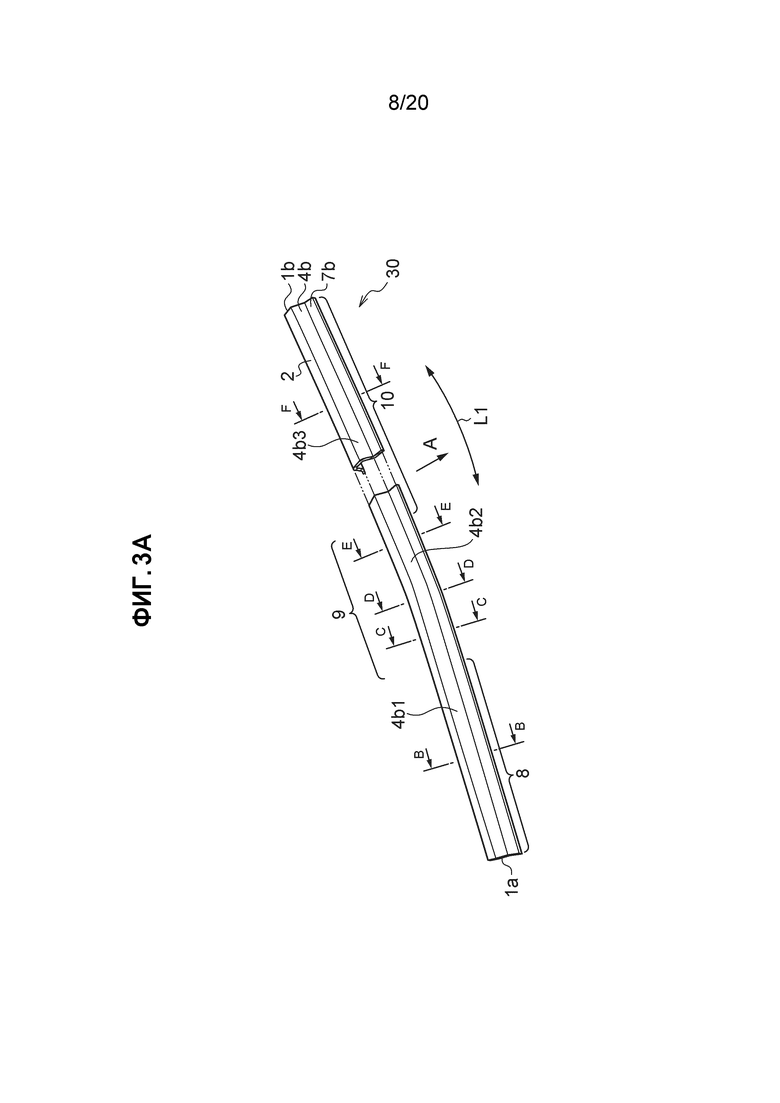
Фиг.3А представляет собой вид в перспективе и частичное сечение промежуточного фасонного компонента по иллюстративному варианту осуществления.
Фиг.3В представляет собой сечение (сечение В-В) промежуточного фасонного компонента, выполненное по линии В-В на фиг.3А.
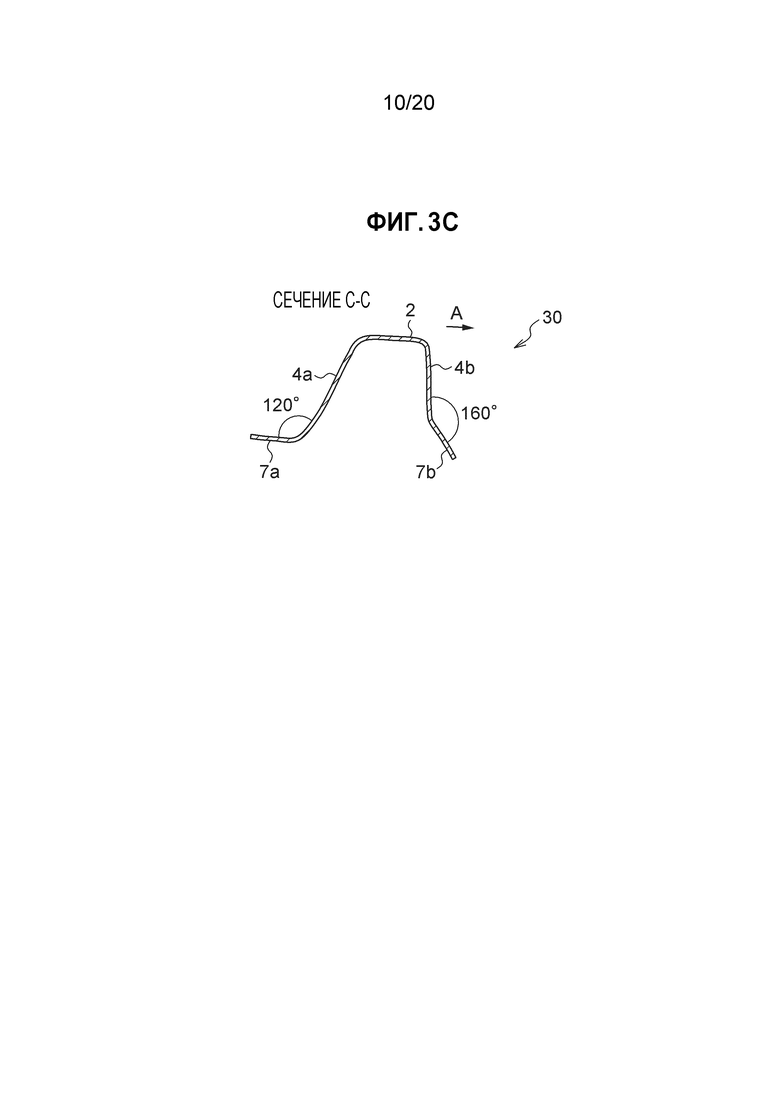
Фиг.3C представляет собой сечение (сечение C-C) промежуточного фасонного компонента, выполненное по линии C-C на фиг.3А.
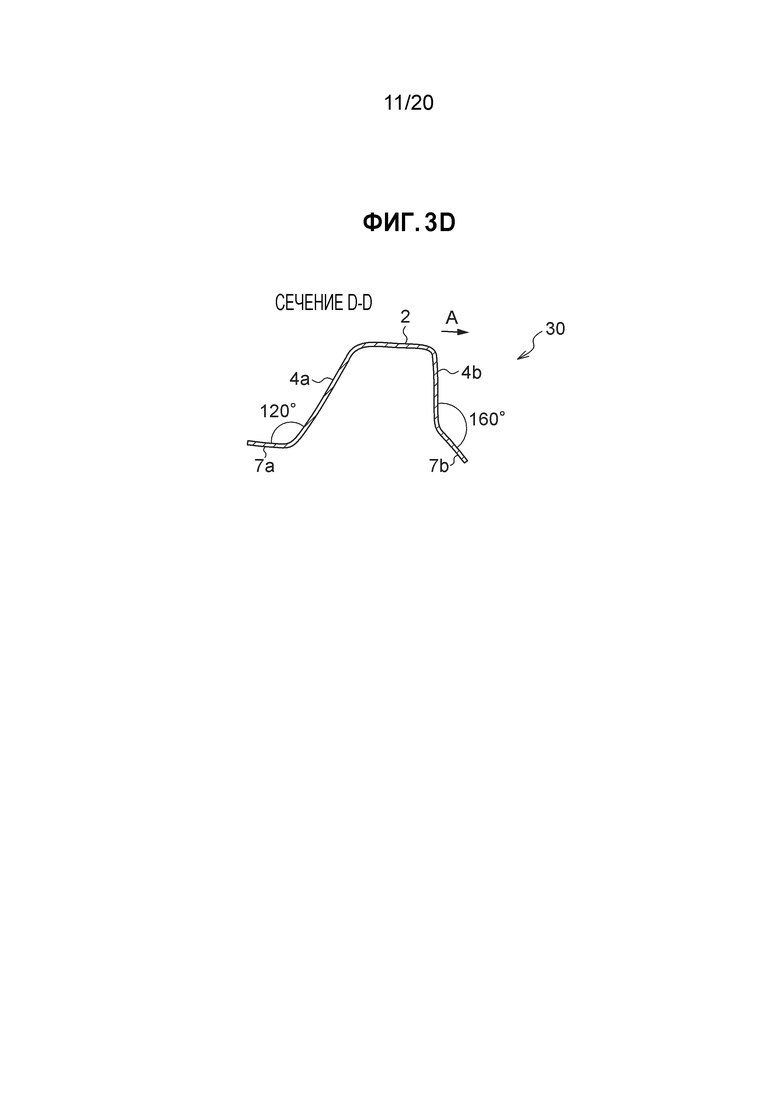
Фиг.3D представляет собой сечение (сечение D-D) промежуточного фасонного компонента, выполненное по линии D-D на фиг.3А.
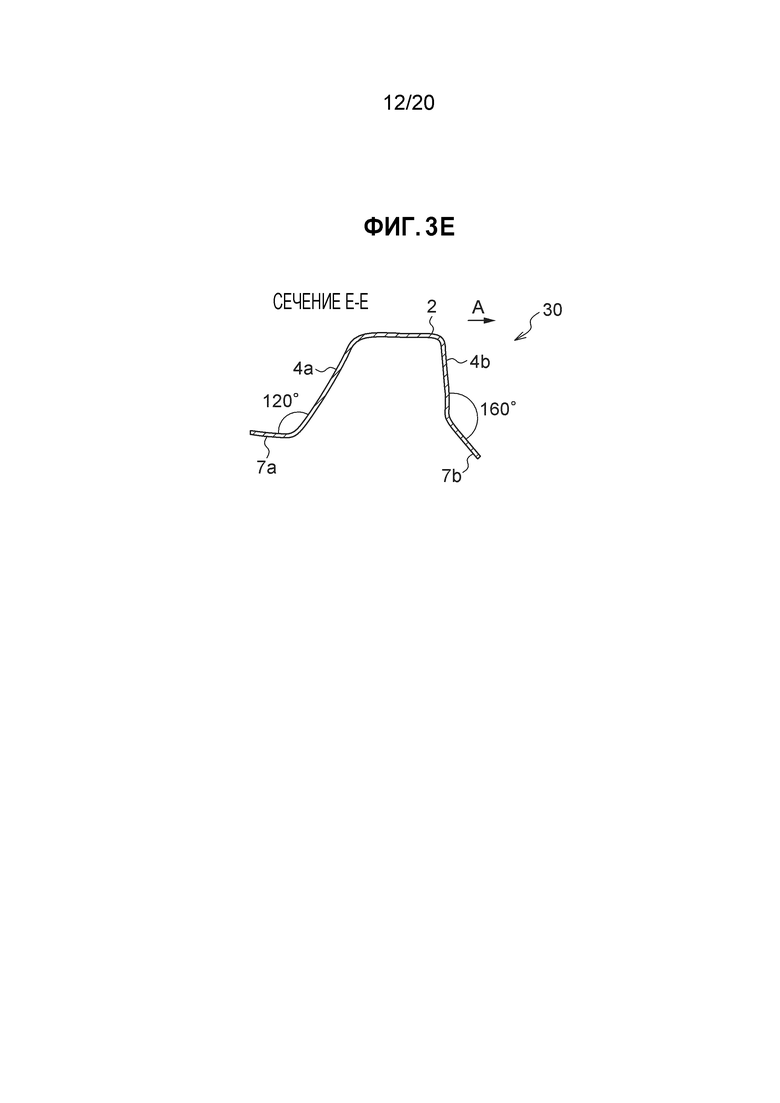
Фиг.3E представляет собой сечение (сечение E-E) промежуточного фасонного компонента, выполненное по линии E-E на фиг.3А.
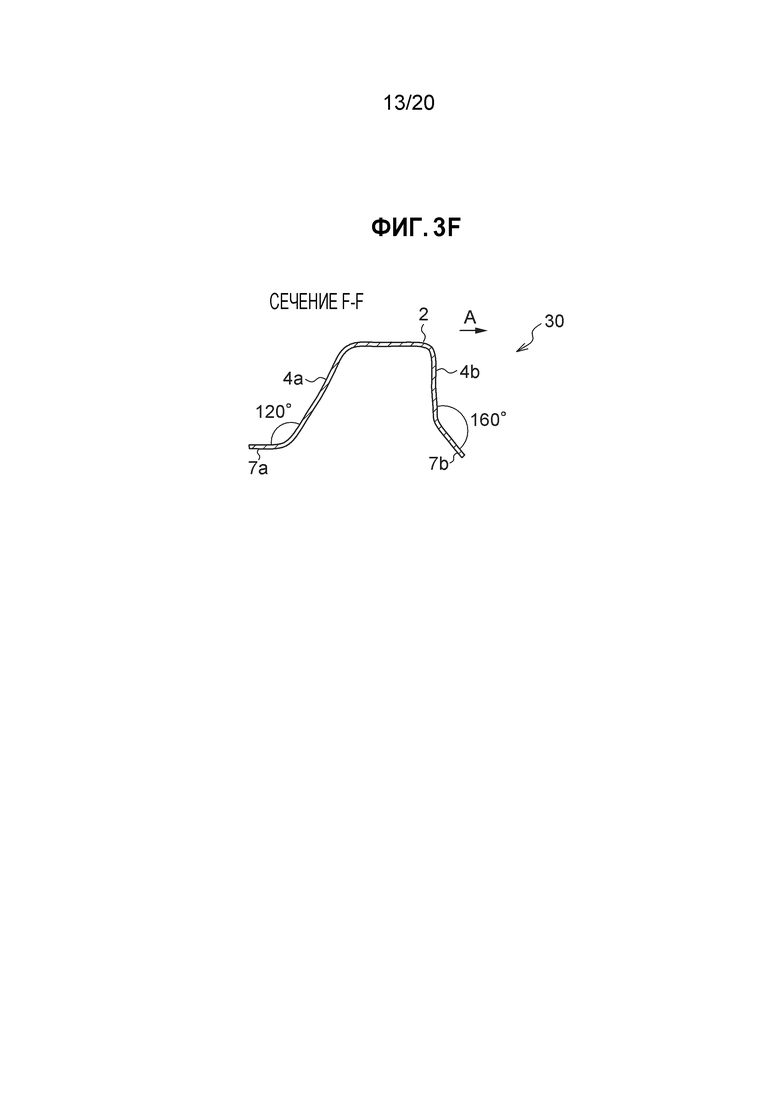
Фиг.3F представляет собой сечение (сечение F-F) промежуточного фасонного компонента, выполненное по линии F-F на фиг.3А.
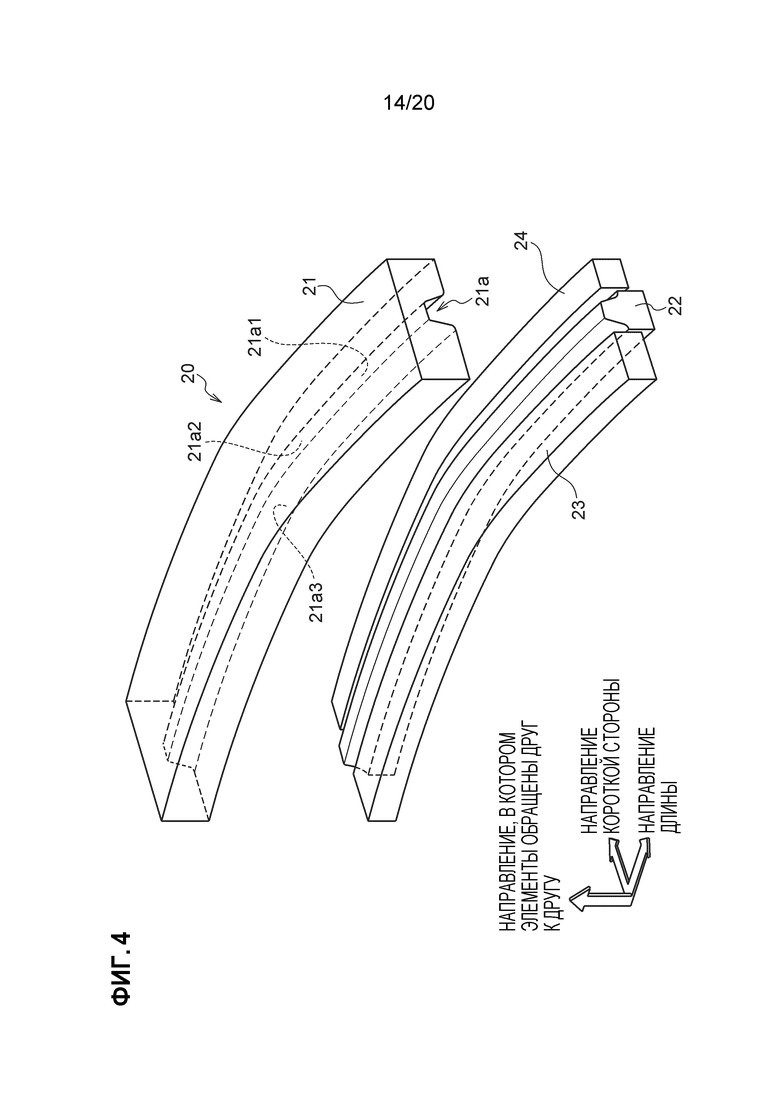
Фиг.4 представляет собой вид в перспективе, иллюстрирующий пресс-форму первого штамповочного устройства, используемого на первой операции способа изготовления элемента крыши по иллюстративному варианту осуществления.
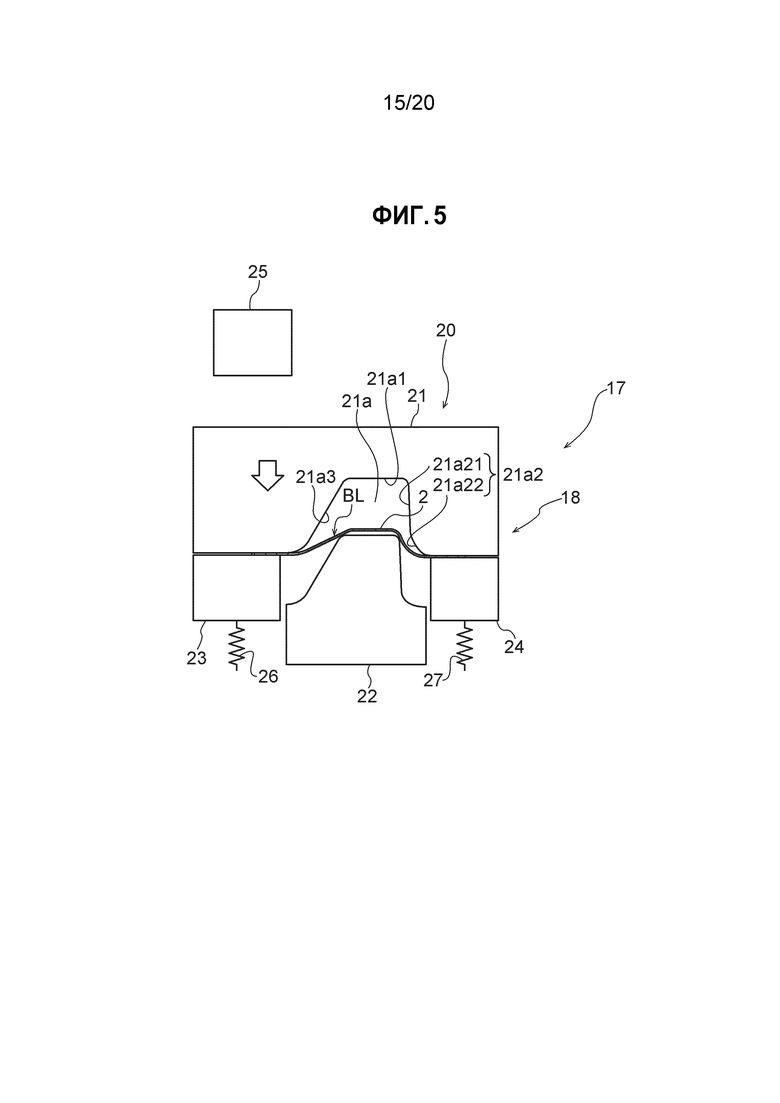
Фиг.5 представляет собой вертикальное сечение первого штамповочного устройства, используемого на первой операции способа изготовления элемента крыши по иллюстративному варианту осуществления.
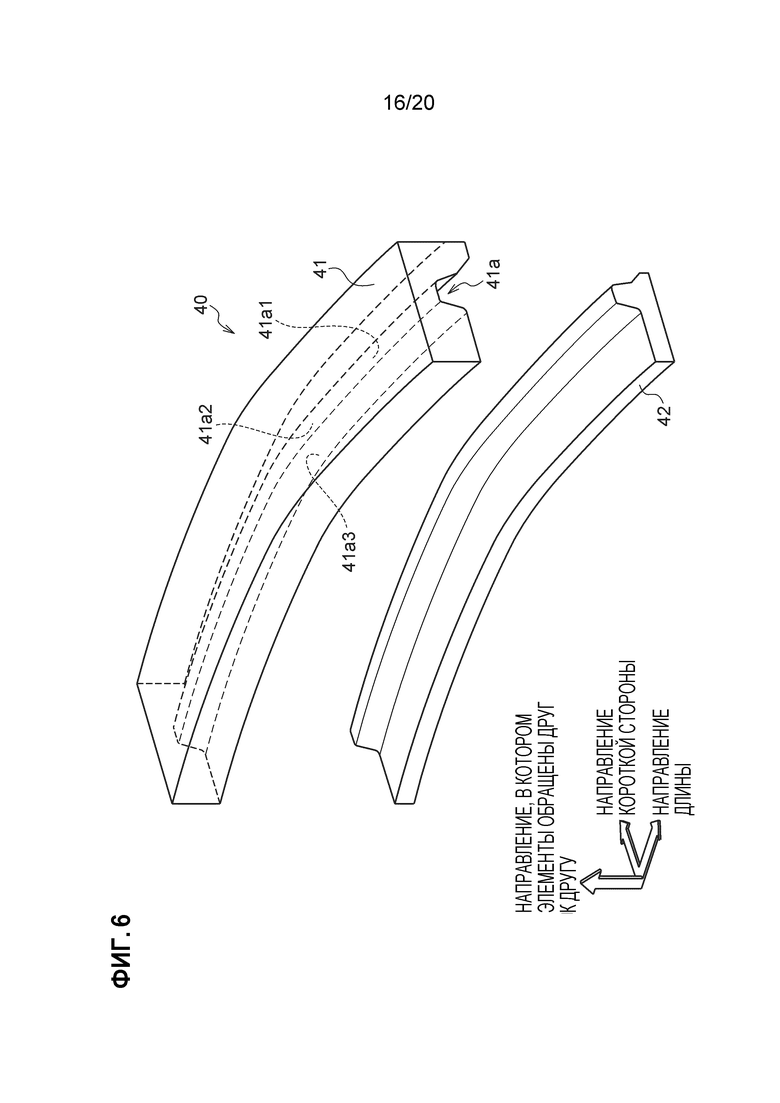
Фиг.6 представляет собой вид в перспективе, иллюстрирующий пресс-форму второго штамповочного устройства, используемого на второй операции способа изготовления элемента крыши по иллюстративному варианту осуществления.
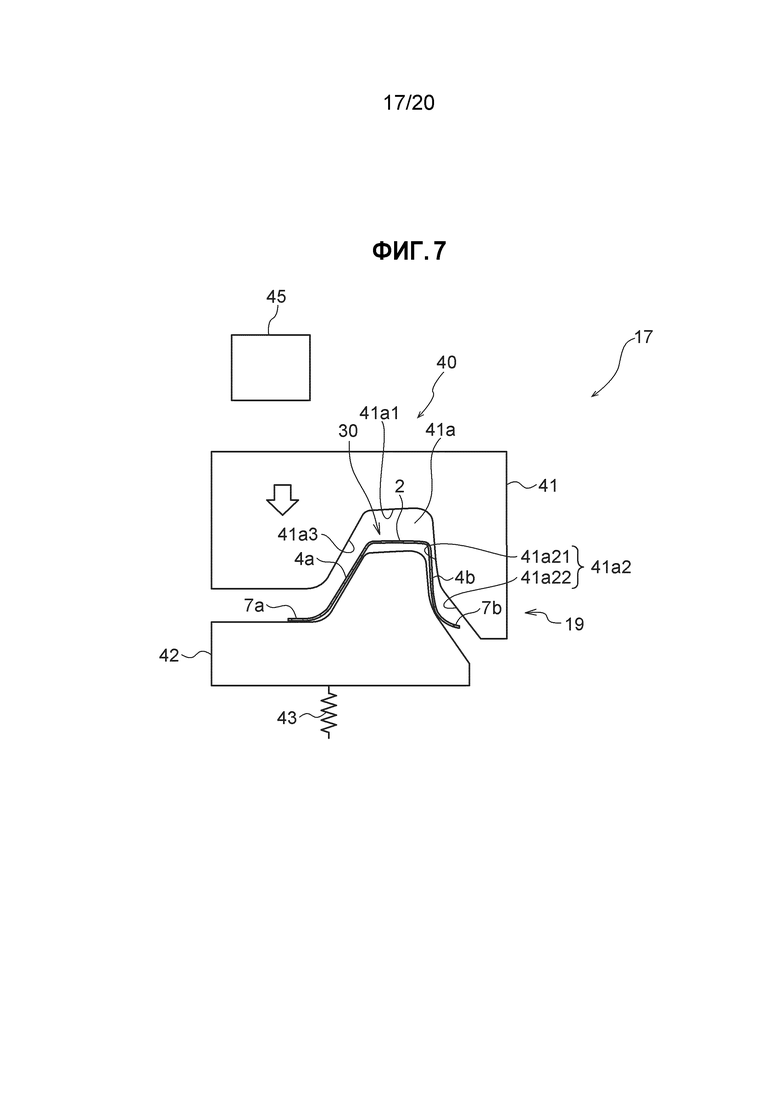
Фиг.7 представляет собой вертикальное сечение второго штамповочного устройства, используемого на второй операции способа изготовления элемента крыши по иллюстративному варианту осуществления.
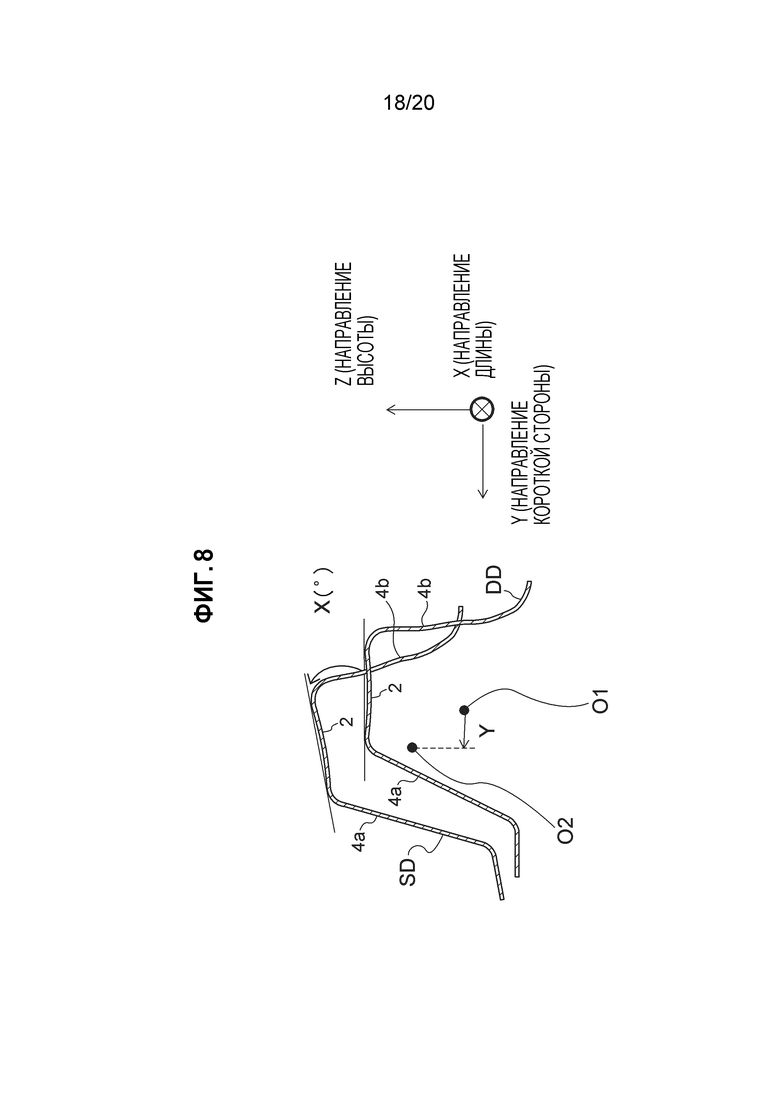
Фиг.8 представляет собой схематическое изображение для разъяснения методов оценки закручивания и изгиба.
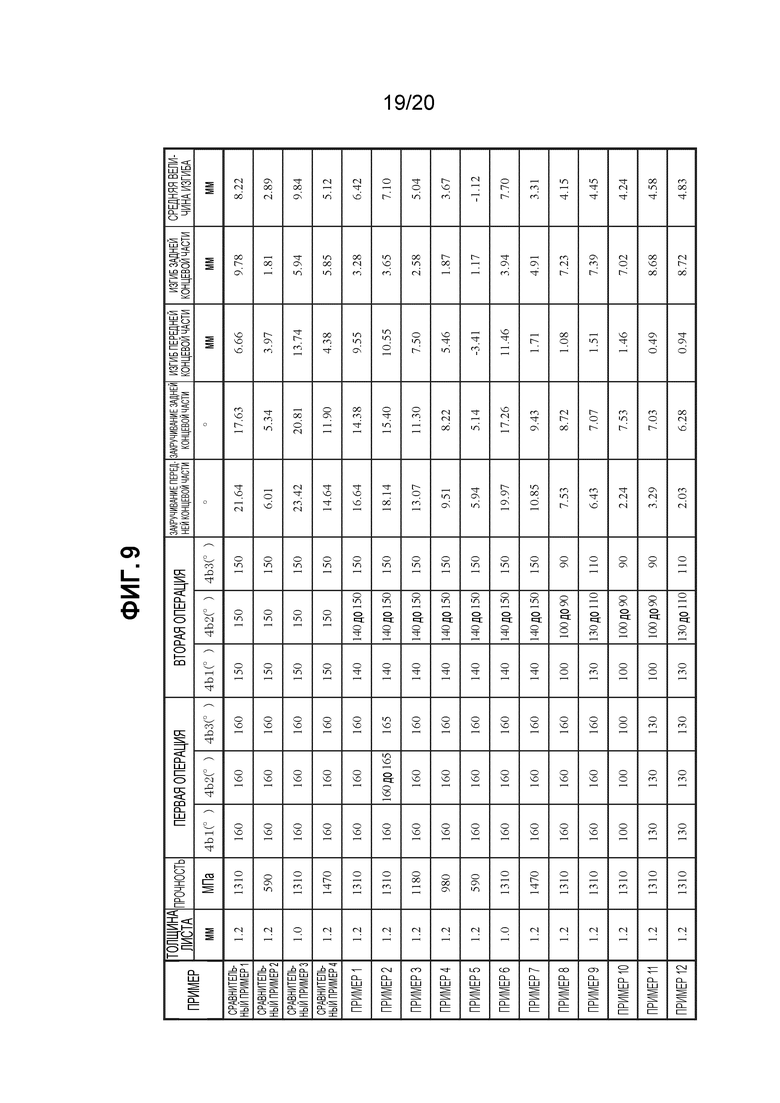
Фиг.9 представляет собой таблицу, иллюстрирующую результаты оценки, полученные посредством моделирования закручивания и изгиба в элементах крыши по Примерам (Примерам 1-12) иллюстративного варианта осуществления и закручивания и изгиба в элементах крыши по Сравнительным Примерам (Сравнительным Примерам 1-4).
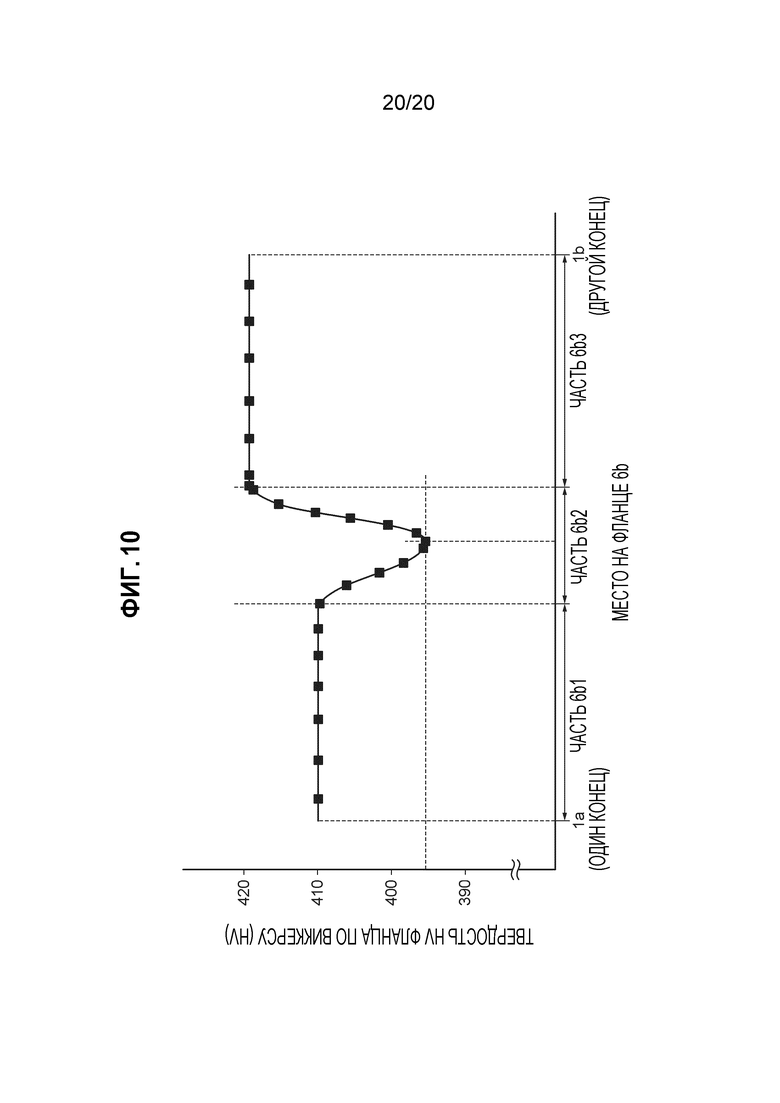
Фиг.10 представляет собой график, иллюстрирующий построенную по точкам кривую измеренных значений твердости по Виккерсу фланца элемента крыши по иллюстративному варианту осуществления, взятых от одного конца до другого конца вдоль направления длины.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0019] Краткое описание
Нижеприведенное разъяснение относится к варианту осуществления для реализации настоящего раскрытия изобретения, а именно к иллюстративному варианту осуществления. Далее приведено разъяснение, относящееся к Примеру представленного иллюстративного варианта осуществления.
[0020] Представленный иллюстративный вариант осуществления
Далее следует разъяснение, относящееся к представленному иллюстративному варианту осуществления. Сначала приведено разъяснение в отношении конфигурации элемента 1 крыши по представленному иллюстративному варианту осуществления, проиллюстрированному, например, на фиг.1, фиг.2А, фиг.2В, фиг.2С, фиг.2D, фиг.2Е и фиг.2F. Далее следует разъяснение, относящееся к конфигурации устройства 17 для обработки давлением по представленному иллюстративному варианту осуществления, проиллюстрированному, например, на фиг.4 - фиг.7. За этим следует разъяснение, относящееся к способу изготовления элемента крыши по представленному иллюстративному варианту осуществления. Далее за этим следует разъяснение в отношении предпочтительных эффектов от представленного иллюстративного варианта осуществления. Следует отметить, что элемент 1 крыши по представленному иллюстративному варианту осуществления соответствует Примеру 1, описанному позднее, проиллюстрированному на фиг.9.
[0021] Конфигурация элемента крыши
Сначала со ссылкой на чертежи приведено разъяснение в отношении конфигурации элемента 1 крыши по представленному иллюстративному варианту осуществления. Следует отметить, что элемент 1 крыши представляет собой пример штампованного компонента.
[0022] Как проиллюстрировано на фиг.1, фиг.2А, фиг.2В, фиг.2С, фиг.2D, фиг.2Е и фиг.2F, элемент 1 крыши представляет собой удлиненный элемент с цельной конфигурацией, включающей верхний пластинчатый элемент 2, две вертикальные стенки 4а, 4b и два фланца 6а, 6b, и имеет по существу корытообразный профиль сечения. Элемент 1 крыши образован, например, компонентом, полученным холодной штамповкой из высокопрочной листовой стали, имеющей марочный предел прочности при растяжении, составляющий 1310 МПа. А именно, элемент 1 крыши по представленному иллюстративному варианту осуществления образован, например, компонентом, полученным холодной штамповкой из высокопрочной листовой стали, имеющей предел прочности при растяжении от 440 МПа до 1600 МПа.
[0023] Как проиллюстрировано на фиг.1, фиг.2А, фиг.2В, фиг.2С, фиг.2D, фиг.2Е и фиг.2F, верхний пластинчатый элемент 2 является удлиненным. Как проиллюстрировано на фиг.1, если смотреть с верхней стороны верхнего пластинчатого элемента 2, верхний пластинчатый элемент 2 изгибается вдоль направления его длины, а именно вдоль стрелки L1 на чертежах.
[0024] Две вертикальные стенки 4а, 4b противоположны друг другу в состоянии, в котором они соответственно проходят от обоих концов верхнего пластинчатого элемента 2, определяемых в направлении короткой стороны. Как проиллюстрировано на фиг.1, если смотреть с верхней стороны верхнего пластинчатого элемента 2, две вертикальные стенки 4а, 4b изгибаются вдоль направления длины верхнего пластинчатого элемента 2. А именно, две вертикальные стенки 4а, 4b по представленному иллюстративному варианту осуществления расположены напротив друг друга в состоянии, в котором они проходят от обоих концов верхнего пластинчатого элемента 2, определяемых в направлении короткой стороны, и изгибаются, если смотреть с верхней стороны верхнего пластинчатого элемента 2. Вертикальная стенка 4а изогнута с вогнутой формой, открывающейся в сторону, противоположную стороне вертикальной стенки 4b, а именно в сторону, «противолежащую» по отношению к стороне вертикальной стенки 4b. Вертикальная стенка 4b изогнута с выпуклой формой, выгнутой в сторону, противоположную стороне вертикальной стенки 4а, а именно в сторону, «противолежащую» по отношению к стороне вертикальной стенки 4а. В другом аспекте один конец вертикальной стенки 4b соединен с частью верхнего пластинчатого элемента 2, концевой в направлении короткой стороны, и изгибается с выпуклой формой, выгнутой в сторону, противоположную верхнему пластинчатому элементу 2, если смотреть с верхней стороны верхнего пластинчатого элемента 2, а именно в сторону, показанную стрелкой А на чертежах. Следует отметить, что вертикальная стенка 4b представляет собой пример стенки.
[0025] Как проиллюстрировано на фиг.1, фиг.2А, фиг.2В, фиг.2С, фиг.2D, фиг.2Е и фиг.2F, элемент 1 крыши дополнительно выполнен с цельной конфигурацией, включающей первую часть 8, включающую в себя одну концевую часть 1а, третью часть 10, включающую в себя другую концевую часть 1b, и вторую часть 9, соединяющую вместе первую часть 8 и третью часть 10.
[0026] Следует отметить, то в представленном иллюстративном варианте осуществления на виде в плане, а именно, если смотреть с верхней стороны верхнего пластинчатого элемента 2, радиус R1 кривизны первой части 8 задан, например, превышающим 2000 мм и не превышающим 9000 мм. Радиус R2 кривизны второй части 9 задан, например, равным от 500 мм до 2000 мм, и радиус R3 кривизны третьей части 10 задан, например, превышающим 2000 мм и не превышающим 9000 мм. Радиус R1 кривизны вертикальной стенки 4b в первой части 8 (называемой ниже частью 4b1) задан, например, превышающим 2000 мм и не превышающим 9000 мм, радиус R2 кривизны вертикальной стенки 4b во второй части 9 (называемой ниже частью 4b2) задан, например, равным от 500 мм до 2000 мм, и радиус R3 кривизны вертикальной стенки 4b в третьей части 10 (называемой ниже частью 4b3) задан превышающим 2000 мм и не превышающим 9000 мм. А именно, часть 4b2 имеет меньший радиус R кривизны, чем с обеих сторон части 4b2 в направлении длины верхнего пластинчатого элемента 2 (в части 4b1 и части 4b3). Следует отметить, что часть 4b2 представляет собой пример части с малым радиусом кривизны.
[0027] Как проиллюстрировано на фиг.1, фиг.2А, фиг.2В, фиг.2С, фиг.2D, фиг.2Е и фиг.2F, один конец фланца 6а соединен с концом вертикальной стенки 4а на стороне, противоположной по отношению к стороне, соединенной с верхним пластинчатым элементом 2. Кроме того, если смотреть с верхней стороны верхнего пластинчатого элемента 2, фланец 6а изгибается с вогнутой формой, открывающейся в сторону, противоположную верхнему пластинчатому элементу 2. Следует отметить, что фланец 6а соединен с концом вертикальной стенки 4а на стороне, противоположной по отношению к стороне, соединенной с верхним пластинчатым элементом 2, на всей протяженности в направлении длины. Фланец 6а проходит в направлении толщины листа вертикальной стенки 4а в сторону, противоположную верхнему пластинчатому элементу 2. Меньший угол из углов, образованных между фланцем 6а и вертикальной стенкой 4а, задан, например, равным 120° на всей протяженности в направлении длины.
[0028] Как проиллюстрировано на фиг.1, фиг.2А, фиг.2В, фиг.2С, фиг.2D, фиг.2Е и фиг.2F, один конец фланца 6b соединен с концом вертикальной стенки 4b на стороне, противоположной по отношению к стороне, соединенной с верхним пластинчатым элементом 2. Кроме того, если смотреть с верхней стороны верхнего пластинчатого элемента 2, фланец 6b изгибается с выпуклой формой, выгнутой в сторону, противоположную верхнему пластинчатому элементу 2. Кроме того, фланец 6b проходит в направлении толщины листа вертикальной стенки 4b в сторону, противоположную верхнему пластинчатому элементу 2. Следует отметить, что фланец 6а соединен с концом вертикальной стенки 4b на стороне, противоположной по отношению к стороне, соединенной с верхним пластинчатым элементом 2, на всей протяженности в направлении длины.
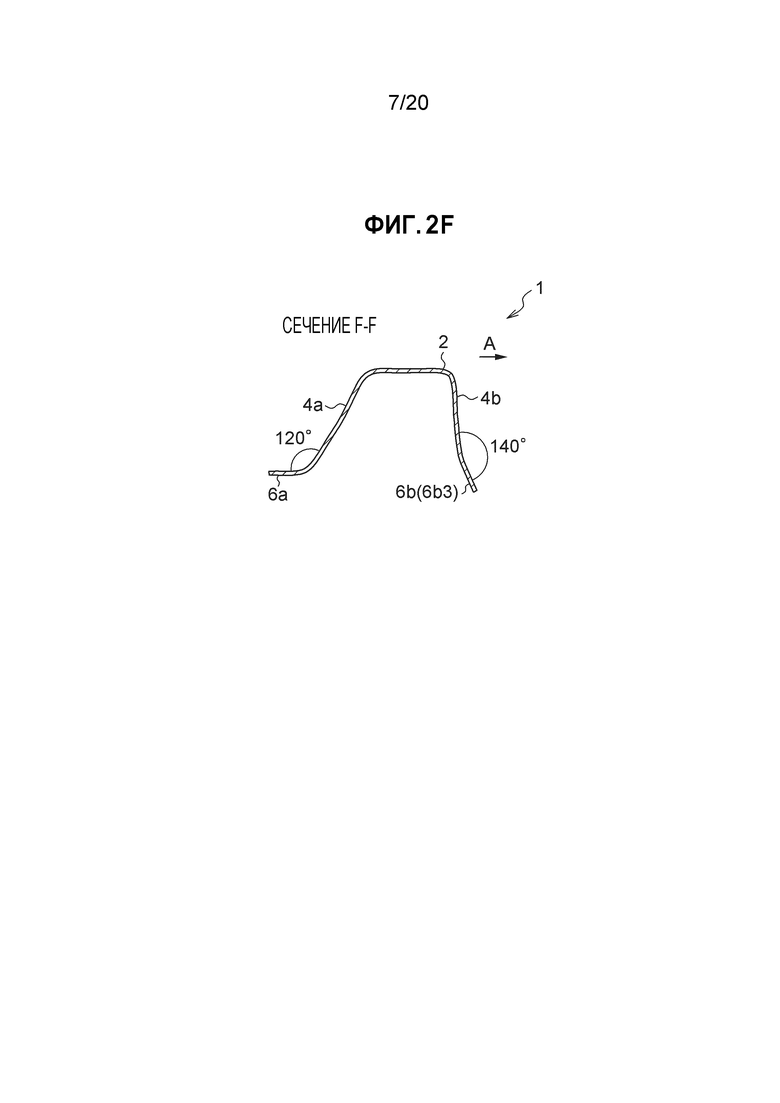
[0029] Как проиллюстрировано на фиг.2F, меньший угол из углов, образованных между фланцем 6b и частью 4b1 вертикальной стенки 4b, задан, например, равным 140°, а именно в виде тупого угла. Как проиллюстрировано на фиг.2А, меньший угол из углов, образованных между фланцем 6b и частью 4b3 вертикальной стенки 4b, задан, например, равным 150°, а именно в виде тупого угла. С другой стороны, меньший угол из углов, образованных между фланцем 6b и частью 4b2 вертикальной стенки 4b, различается на соответствующих участках в направлении длины. Более конкретно, как проиллюстрировано на фиг.2А, фиг.2В, фиг.2С, фиг.2D, фиг.2Е и фиг.2F, меньший угол из соответствующих углов, образованных между фланцем 6b и соответствующими участками части 4b2 вдоль направления длины, задан равным 140° на границе с частью 4b1, задан равным 150° на границе с частью 4b3 и постепенно увеличивается от 140° до 150° между границей с частью 4b1, а именно от одного конца в направлении длины части 4b1, до границы с частью 4b3, а именно другого конца в направлении длины части 4b1. В другом аспекте, меньший угол из соответствующих углов, образованных между фланцем 6b и соответствующими участками части 4b2 вдоль направления длины, задан равным 150° на границе с частью 4b3 и равным 140° на границе с частью 4b1 и постепенно уменьшается от 150° до 140° от границы с частью 4b3, а именно от одного конца в направлении длины части 4b1, до границы с частью 4b1, а именно до другого конца в направлении длины части 4b1. В еще одном аспекте фланец 6b, соединенный с частью 4b2, закручен между одним концом в направлении длины и другим концом в направлении длины. Следует отметить, что меньшие углы из соответствующих углов, образованных между фланцем 6b и соответствующими участками части 4b2 вдоль направления длины, заданы в виде тупых углов.
[0030] График по фиг.10 показывает построенную по точкам кривую измеренных значений (точек измерения, показанных черными квадратами) для твердости HV по Виккерсу фланца 6b элемента 1 крыши по представленному иллюстративному варианту осуществления от одного конца 1а до другого конца 1b вдоль направления длины верхнего пластинчатого элемента 2. В представленном иллюстративном варианте осуществления часть фланца 6b (называемая ниже частью 6b1), которая соединена с вертикальной стенкой 4b в первой части 8, а именно с частью 4b1, имеет, например, значение твердости HV по Виккерсу, составляющее 410 HV в части, концевой в направлении короткой стороны. Часть фланца 6b (называемая ниже частью 6b3), которая соединена с вертикальной стенкой 4b в третьей части 10, а именно с частью 4b3, имеет, например, значение твердости HV по Виккерсу, составляющее 420 HV в части, концевой в направлении короткой стороны. Часть фланца 6b (называемая ниже частью 6b2), которая соединена с вертикальной стенкой 4b во второй части 9, а именно с частью 4b2, имеет, например, значение твердости HV по Виккерсу в части, концевой в направлении короткой стороны, составляющее 410 HV на границе с частью 6b1 и 420 HV на границе с частью 6b3. В направлении длины от границы с частью 6b1 до границы с частью 6b3 имеется постепенное уменьшение до минимального значения (например, 395 HV), за которым следует постепенное увеличение. А именно, можно утверждать, что значение твердости HV по Виккерсу на концевом участке части 6b2 меньше наибольшего значения твердости HV по Виккерсу из значений твердости HV по Виккерсу на концевом участке части 6b1 и концевом участке части 6b3. В другом аспекте можно утверждать, что концевой участок части 6b2 включает в себя участок, имеющий меньшее значение твердости HV по Виккерсу, чем наименьшие значения твердости HV по Виккерсу на концевом участке части 6b1 и концевом участке части 6b3. В еще одном аспекте можно утверждать, что минимальное значение твердости HV по Виккерсу на концевом участке части 6b2 меньше значений твердости HV по Виккерсу на концевом участке части 6b1 и концевом участке части 6b3. Следует отметить, что отсутствует ограничение на концевые участки, и при условии, что твердость измеряют в одном и том же месте в направлении короткой стороны фланца, часть 6b2 аналогичным образом имеет участок с меньшим значением твердости HV по Виккерсу, чем участки с наименьшим значением твердости HV по Виккерсу в части 6b1 и части 6b3.
[0031] Вышеприведенное разъяснение относится к конфигурации элемента 1 крыши по представленному иллюстративному варианту осуществления.
[0032] Конфигурация устройства для обработки давлением.
Далее следует разъяснение со ссылкой на чертежи, относящееся к конфигурации устройства 17 для обработки давлением по представленному иллюстративному варианту осуществления. Устройство 17 для обработки давлением по представленному иллюстративному варианту осуществления используется для изготовления элемента 1 крыши по представленному иллюстративному варианту осуществления. Как проиллюстрировано на фиг.4 - фиг.7, устройство 17 для обработки давлением имеет конфигурацию, включающую первое штамповочное устройство 18 и второе штамповочное устройство 19. Как проиллюстрировано на фиг.3А, фиг.3В, фиг.3С, фиг.3D, фиг.3Е, фиг.3F, фиг.5 и фиг.7, устройство 17 для обработки давлением по представленному иллюстративному варианту осуществления использует первое штамповочное устройство 18 для вытяжки заготовки BL для обработки заготовки BL давлением для образования промежуточного фасонного компонента 30 и затем использует второе штамповочное устройство 19 для обработки промежуточного фасонного компонента 30 давлением для изготовления готового компонента, а именно элемента 1 крыши. Следует отметить, что заготовка BL образована из удлиненного высокопрочного стального листа в качестве основного материала для изготовления элемента 1 крыши.
[0033] Следует отметить, что, как проиллюстрировано на фиг.3А, фиг.3В, фиг.3С, фиг.3D, фиг.3Е и фиг.3F, промежуточный фасонный компонент 30 представляет собой по существу корытообразный элемент с конфигурацией, включающей верхний пластинчатый элемент 2, две вертикальные стенки 4а, 4b и два предварительных фланца 7а, 7b. Кроме того, в настоящем описании «обработка давлением/штамповка» относится к операции, охватывающей, например, установку целевого объекта для формообразования, такого как заготовка BL или промежуточный фасонный компонент 30, в пресс-форме, такой как первая пресс-форма 20 или вторая пресс-форма 40, описанные позднее, смыкание пресс-формы и последующее размыкание пресс-формы. Следует отметить, что «обработка давлением» относится к формообразованию посредством обработки давлением целевого объекта для формообразования или приложения давления к нему.
[0034] Первое штамповочное устройство
Первое штамповочное устройство 18 имеет функцию обработки давлением заготовки BL, представляющей собой целевой объект для формообразования, для образования промежуточного фасонного компонента 30.
[0035] Как проиллюстрировано на фиг.5, первое штамповочное устройство 18 имеет конфигурацию, включающую первую пресс-форму 20 и первое перемещающее устройство 25. Как проиллюстрировано на фиг.4, первая пресс-форма 20 включает в себя верхнюю часть 21 пресс-формы, нижнюю часть 22 пресс-формы, первый держатель 23 и второй держатель 24. Верхняя часть 21 пресс-формы расположена с верхней стороны, и нижняя часть 22 пресс-формы расположена с нижней стороны. Следует отметить, что верхняя часть 21 пресс-формы представляет собой пример первой матрицы, и нижняя часть 22 пресс-формы представляет собой пример первого пуансона.
[0036] Как проиллюстрировано на фиг.4, как верхняя часть 21 пресс-формы, так и нижняя часть 22 пресс-формы являются удлиненными. Если смотреть на верхнюю часть 21 пресс-формы и нижнюю часть 22 пресс-формы вдоль направления, в котором верхняя часть 21 пресс-формы и нижняя часть 22 пресс-формы обращены друг к другу (направление, в котором верхняя часть 21 пресс-формы и нижняя часть 22 пресс-формы обращены друг к другу, иногда также названо ниже в настоящем описании направлением вверх-вниз), нижняя часть 22 пресс-формы имеет криволинейный выступ вдоль направления ее длины, и, как проиллюстрировано на фиг.4 и фиг.5, верхняя часть 21 пресс-формы образована с удлиненной канавкой 21а, которая изгибается в соответствии с нижней частью 22 пресс-формы. Следует отметить, что, как проиллюстрировано на фиг.4 и фиг.5, удлиненная канавка 21а верхней части 21 пресс-формы образована поверхностями, включающими поверхность 21а1 дна удлиненной канавки, криволинейную поверхность 21а2, соединенную с одним концом поверхности 21а1 дна канавки, определяемым в направлении короткой стороны, и криволинейную поверхность 21а3, соединенную с другим концом поверхности 21а1 дна канавки, определяемым в направлении короткой стороны. Следует отметить, что поверхность 21а1 дна канавки представляет собой пример поверхности дна первой канавки, и криволинейная поверхность 21а2 представляет собой пример первой боковой поверхности. Кроме того, криволинейная поверхность 21а2 имеет конфигурацию, включающую первую криволинейную поверхность 21а21, соединенную с одним концом поверхности 21а1 дна канавки, определяемым в направлении короткой стороны, и наклонную поверхность 21а22, имеющую наклон относительно первой криволинейной поверхности 21а21. Если смотреть вдоль направления вверх-вниз, а именно если смотреть вдоль направления смыкания пресс-формы, наклонная поверхность 21а22 соединена с той стороной первой криволинейной поверхности 21а21, которая противоположна стороне поверхности 21а1 дна канавки, и образована со стороны, противоположной по отношению к стороне поверхности 21а1 дна канавки. Наклонная поверхность 21а22 имеет наклон, например, под углом 160° относительно вертикальной стенки 4b. Следует отметить, что наклонная поверхность 21а22 представляет собой пример первой наклонной поверхности. Кроме того, как проиллюстрировано на фиг.4, если смотреть на верхнюю часть 21 пресс-формы вдоль направления вверх-вниз, криволинейная поверхность 21а2 изогнута с вогнутой формой в направлении ее короткой стороны, и криволинейная поверхность 21а3 изогнута с выпуклой формой в направлении ее короткой стороны. Следует отметить, что часть 21а4 с малым радиусом кривизны, которая имеет меньший радиус кривизны, чем с обеих сторон, концевых в направлении длины, образована в центре первой криволинейной поверхности 21а21, определяемом в направлении длины. Часть 21а4 с малым радиусом кривизны представляет собой пример первой части с малым радиусом кривизны. Следует отметить, что радиус R кривизны части 21а4 с малым радиусом кривизны задан, например, равным от 500 мм до 2000 мм.
[0037] Если смотреть на верхнюю часть 21 пресс-формы вдоль направления длины верхней части 21 пресс-формы, ширина канавки 21а постепенно увеличивается при продвижении от дна канавки 21а, а именно от поверхности 21а1 дна канавки, к открытой стороне канавки 21а, то есть при продвижении от верхней стороны к нижней стороне. Если смотреть на нижнюю часть 22 пресс-формы вдоль направления длины нижней части 22 пресс-формы, ширина выступающей части постепенно уменьшается при продвижении от нижней стороны к верхней стороне.
[0038] Как проиллюстрировано на фиг.4, первый держатель 23 и второй держатель 24 являются удлиненными и расположены с обеих сторон нижней части 22 пресс-формы в направлении короткой стороны. Кроме того, первый держатель 23 и второй держатель 24 соответственно поджаты вверх пружинами 26, 27.
[0039] Первое перемещающее устройство 25 выполнено с возможностью перемещения верхней части 21 пресс-формы к нижней части 22 пресс-формы. А именно, первое перемещающее устройство 25 перемещает верхнюю часть 21 пресс-формы относительно нижней части 22 пресс-формы.
[0040] Кроме того, в состоянии, в котором заготовка BL размещена в заданном положении в зазоре между верхней частью 21 пресс-формы и нижней частью 22 пресс-формы, первое перемещающее устройство 25 перемещает верхнюю часть 21 пресс-формы к нижней части 22 пресс-формы, как проиллюстрировано на фиг.5, и заготовка BL подвергается обработке давлением для образования промежуточного фасонного компонента 30 в состоянии, в котором две стороны заготовки BL, концевые в направлении короткой стороны, соответственно расположены между первым держателем 23 и верхней частью 21 пресс-формы и между вторым держателем 24 и верхней частью 21 пресс-формы.
[0041] Выше было приведено разъяснение в отношении первого штамповочного устройства 18. Однако в другом аспекте первое штамповочное устройство 18 может быть описано следующим образом. А именно, верхняя часть 21 пресс-формы образована с удлиненной канавкой 21а с конфигурацией, включающей поверхность 21а1 дна удлиненной канавки и криволинейную поверхность 21а2, один конец которой соединен с концевой в направлении короткой стороны частью поверхности 21а1 дна канавки. Кроме того, криволинейная поверхность 21а2 имеет конфигурацию, включающую первую криволинейную поверхность 21а21, которая, если смотреть вдоль направления смыкания пресс-формы, изогнута с вогнутой формой, открывающейся в сторону, противоположную стороне поверхности 21а1 дна канавки, и включает в себя часть 21а4 с малым радиусом кривизны, имеющую меньший радиус R кривизны, чем с обеих сторон части 21а4 с малым радиусом кривизны в направлении длины поверхности 21а1 дна канавки. Криволинейная поверхность 21а2 также имеет конфигурацию, включающую наклонную поверхность 21а22, которая соединена с другим концом первой криволинейной поверхности 21а21, образована, если смотреть вдоль направления смыкания пресс-формы, со стороны, противоположной по отношению к стороне поверхности 21а дна канавки, и имеет наклон относительно первой криволинейной поверхности 21а21. Кроме того, форма нижней части 22 пресс-формы представляет собой форму, которая соответствует форме первой канавки во время смыкания пресс-формы.
[0042] Второе штамповочное устройство
Второе штамповочное устройство 19 имеет функцию обработки давлением промежуточного фасонного компонента 30, представляющего собой целевой объект для формообразования, для преобразования промежуточного фасонного компонента 30 в элемент крыши.
[0043] Как проиллюстрировано на фиг.7, второе штамповочное устройство 19 имеет конфигурацию, включающую вторую пресс-форму 40 и второе перемещающее устройство 45. Как проиллюстрировано на фиг.7, вторая пресс-форма 40 включает в себя верхнюю часть 41 пресс-формы и нижнюю часть 42 пресс-формы. Следует отметить, что верхняя часть 41 пресс-формы представляет собой пример второй матрицы, и нижняя часть 42 пресс-формы представляет собой пример второго пуансона. Верхняя часть 41 пресс-формы расположена с верхней стороны, и нижняя часть 42 пресс-формы расположена с нижней стороны. Нижняя часть 42 пресс-формы поджата с нижней стороны пружиной 43. Кроме того, во втором штамповочном устройстве 19 в состоянии, в котором промежуточный фасонный компонент 30 установлен на нижней части 42 пресс-формы, верхняя часть 41 пресс-формы перемещается в сторону нижней части 42 пресс-формы посредством второго перемещающего устройства 19 для изменения угла предварительного фланца 7b промежуточного фасонного компонента 30.
[0044] Как проиллюстрировано на фиг.6, как верхняя часть 41 пресс-формы, так и нижняя часть 42 пресс-формы являются удлиненными. Если смотреть на верхнюю часть 41 пресс-формы и нижнюю часть 42 пресс-формы вдоль направления, в котором верхняя часть 41 пресс-формы и нижняя часть 42 пресс-формы обращены друг к другу (направление, в котором верхняя часть 41 пресс-формы и нижняя часть 42 пресс-формы обращены друг к другу, иногда также названо ниже в настоящем описании направлением вверх-вниз), как проиллюстрировано на фиг.6 и фиг.7, нижняя часть 42 пресс-формы имеет криволинейный выступ вдоль направления ее длины, и верхняя часть 41 пресс-формы образована с удлиненной канавкой 41а, которая изгибается в соответствии с нижней частью 42 пресс-формы. Следует отметить, что, как проиллюстрировано на фиг.6 и фиг.7, удлиненная канавка 41а верхней части 41 пресс-формы образована поверхностями, включающими поверхность 41а1 дна удлиненной канавки, криволинейную поверхность 41а2, соединенную с одним концом поверхности 41а1 дна удлиненной канавки, определяемым в направлении короткой стороны, и криволинейную поверхность 41а3, соединенную с другим концом поверхности 41а1 дна удлиненной канавки, определяемым в направлении короткой стороны. Следует отметить, что поверхность 41а1 дна удлиненной канавки представляет собой пример поверхности дна второй канавки, и криволинейная поверхность 41а2 представляет собой пример второй боковой поверхности. Кроме того, криволинейная поверхность 41а2 имеет конфигурацию, включающую вторую криволинейную поверхность 41а21, которая соединена с одним концом поверхности 41а1 дна канавки, определяемым в направлении короткой стороны, и наклонную поверхность 41а22, которая имеет наклон относительно второй криволинейной поверхности 41а21. Если смотреть вдоль направления вверх-вниз, а именно, если смотреть вдоль направления смыкания пресс-формы, наклонная поверхность 41а22 соединена с той стороной второй криволинейной поверхности 41а21, которая противоположна стороне поверхности 21а1 дна канавки, и образована со стороны, противоположной по отношению к стороне поверхности 41а1 дна канавки. Следует отметить, что наклонная поверхность 41а22 представляет собой пример второй наклонной поверхности.
[0045] Кроме того, как проиллюстрировано на фиг.6, если смотреть на верхнюю часть 41 пресс-формы вдоль направления вверх-вниз, криволинейная поверхность 41а2 изогнута с вогнутой формой вдоль направления ее короткой стороны, и криволинейная поверхность 41а3 изогнута с выпуклой формой вдоль направления ее короткой стороны. Следует отметить, что часть 41а4 с малым радиусом кривизны, имеющая меньший радиус кривизны, чем с обеих сторон, концевых в направлении длины, образована в центре второй криволинейной поверхности 41а21, определяемом в направлении длины. Следует отметить, что часть 41а4 с малым радиусом кривизны представляет собой пример второй части с малым радиусом кривизны. Радиус R кривизны части 41а4 с малым радиусом кривизны задан, например, равным от 500 мм до 2000 мм.
[0046] Следует отметить, что угол, образованный между наклонной поверхностью 41а22 и вертикальной стенкой 4b различается в каждой части вдоль направления длины верхней части 41 пресс-формы. В частности, углы соответствующих участков той части наклонной поверхности 41а22, которая соединена с частью 41а4 с малым радиусом кривизны, заданы равными углу 150° на одном конце и углу 140° на другом конце вдоль направления длины и постепенно уменьшаются от 150° до 140° от данного одного конца до другого конце. В другом аспекты углы соответствующих участков той части наклонной поверхности 41а22, которая соединена с частью 41а4 с малым радиусом кривизны, заданы равными углу 140° на одном конце и углу 150° на другом конце вдоль направления длины и постепенно увеличиваются от 140° до 150° от данного одного конца до другого конце. Кроме того, угол соответствующих частей наклонной поверхности 41а22 с одной концевой стороны части 41а4 с малым радиусом кривизны в направлении длины задан равным 150°, и угол соответствующих частей наклонной поверхности 41а22 с другой концевой стороны части 41а4 с малым радиусом кривизны в направлении длины задан равным 140°.
[0047] Кроме того, если смотреть на верхнюю часть 41 пресс-формы вдоль направления длины верхней части 41 пресс-формы, ширина канавки 41а постепенно увеличивается от дна канавки 41а, а именно от поверхности 41а1 дна канавки, к открытой стороне канавки 41а, то есть при продвижении от верхней стороны к нижней стороне. Если смотреть на нижнюю часть 42 пресс-формы вдоль направления длины нижней части 42 пресс-формы, ширина выступающей части постепенно уменьшается при продвижении от нижней стороны к верхней стороне.
[0048] Кроме того, в состоянии, в котором промежуточный фасонный компонент 30 размещен на нижней части 42 пресс-формы, второе перемещающее устройство перемещает верхнюю часть 41 пресс-формы к нижней части 42 пресс-формы, и промежуточный фасонный компонент 30 подвергается обработке давлением для образования элемента 1 крыши.
[0049] Выше было приведено разъяснение в отношении конфигурации второго штамповочного устройства 19. Однако в другом аспекте второе штамповочное устройство 19 может быть описано следующим образом. А именно, верхняя часть 41 пресс-формы образована с удлиненной канавкой 41а с конфигурацией, включающей поверхность 21а1 дна удлиненной канавки и криволинейную поверхность 41а2, один конец которой соединен с концевой в направлении короткой стороны частью поверхности 41а1 дна канавки. Криволинейная поверхность 41а2 имеет конфигурацию, включающую криволинейную поверхность 41а2, которая, если смотреть вдоль направления смыкания пресс-формы, изогнута с выпуклой формой, выгнутой в сторону, противоположную стороне поверхности 41а1 дна канавки, и включает в себя часть 41а4 с малым радиусом кривизны, имеющую меньший радиус R кривизны, чем с обеих сторон части 41а4 с малым радиусом кривизны в направлении длины поверхности 41а1 дна канавки. Криволинейная поверхность 41а2 также имеет конфигурацию, включающую наклонную поверхность 41а22, которая соединена с другим концом криволинейной поверхности 41а2, и образована, если смотреть вдоль направления смыкания пресс-формы, со стороны, противоположной по отношению к стороне поверхности 41а1 дна канавки, с таким углом угловой зоны, образованной относительно части 41а4 с малым радиусом кривизны, который различается в разных частях вдоль направления длины. Кроме того, форма нижней части 42 пресс-формы представляет собой форму, которая соответствует форме канавки 41а во время смыкания пресс-формы.
[0050] Вышеприведенное разъяснение относится к конфигурации устройства 17 для обработки давлением по представленному иллюстративному варианту осуществления.
[0051] Способ изготовления элемента крыши
Далее со ссылкой на чертежи следует разъяснение в отношении способа изготовления элемента 1 крыши по представленному иллюстративному варианту осуществления. Способ изготовления элемента 1 крыши по представленному иллюстративному варианту осуществления выполняют, используя устройство 17 для обработки давлением. Кроме того, способ изготовления элемента 1 крыши по представленному иллюстративному варианту осуществления включает первую операцию, представляющую собой операцию, выполняемую посредством использования первого штамповочного устройства 18, и вторую операцию, представляющую собой операцию, выполняемую посредством использования второго штамповочного устройства 19.
[0052] Первая операция
Как проиллюстрировано на фиг.5, на первой операции заготовку BL размещают в заданном положении в зазоре между верхней частью 21 пресс-формы и нижней частью 22 пресс-формы. Далее оператор приводит в действие первое штамповочное устройство 18 так, что верхняя часть 21 пресс-формы перемещается в сторону нижней части 22 пресс-формы посредством первого перемещающего устройства, и заготовка BL подвергается вытяжке для обработки заготовки BL давлением. А именно, на первой операции верхняя часть 21 пресс-формы и нижняя часть 22 пресс-формы используются для обработки заготовки BL давлением, при этом заготовка представляет собой целевой объект для формообразования. В результате из заготовки BL образуется промежуточный фасонный компонент 30. Следует отметить, что, как проиллюстрировано на фиг.3А, фиг.3В, фиг.3С, фиг.3D, фиг.3Е и фиг.3F, предварительный фланец 7а образуют так, чтобы меньший угол из углов, образованных между фланцем 6а промежуточного фасонного компонента 30 и вертикальной стенкой 4а, составлял 120° на всей протяженности в направлении длины. Кроме того, как проиллюстрировано на фиг.3А, фиг.3В, фиг.3С, фиг.3D, фиг.3Е и фиг.3F, предварительный фланец 7b образуют так, чтобы меньший угол из углов, образованных между фланцем 7b промежуточного фасонного компонента 30 и вертикальной стенкой 4b, составлял 160° на всей протяженности в направлении длины, а именно так, чтобы угол между предварительным фланцем 7b и вертикальной стенкой 4b был тупым углом.
[0053] Вторая операция
Далее, как проиллюстрировано на фиг.7, промежуточный фасонный компонент 30 устанавливают на нижней части 42 пресс-формы во второй пресс-форме 40 второго штамповочного устройства 19. Затем оператор приводит в действие второе штамповочное устройство 19 так, что верхняя часть 41 пресс-формы перемещается в сторону нижней части 42 пресс-формы посредством второго перемещающего устройства 45, в результате чего осуществляется обработка промежуточного фасонного компонента 30 давлением. В результате из промежуточного фасонного компонента 30 образуется элемент 1 крыши. Следует отметить, что на второй операции, когда промежуточный фасонный компонент 30 подвергают обработке давлением посредством верхней части 41 пресс-формы и нижней части 42 пресс-формы, угол между предварительным фланцем 7а и вертикальной стенкой 4а не изменяется. С другой стороны, угол части предварительного фланца 7b, соединенной с частью 4b1 вертикальной стенки 4b, изменяется до 140°, и угол части предварительного фланца 7b, соединенной с частью 4b3 вертикальной стенки 4b, изменяется до 150°. Из углов части, соединенной с частью 4b2 вертикальной 4b (пример определенной части), угол на границе с частью 4b3 изменяется до 150°, и угол на границе с частью 4b1 изменяется до 140°, так что угол постепенно уменьшается вдоль направления длины от границы с частью 4b3 до границы с частью 4b1. Кроме того, когда предварительный фланец 7b деформируется, как описано выше, на второй операции, предварительный фланец 7b становится фланцем 6b. Одновременно с данным процессом длина передней концевой стороны части фланца 6b, соединенной с частью 4b2 вертикальной стенки 4b, становится больше длины передней концевой стороны части предварительного фланца 7b, соединенной с частью 4b2 вертикальной стенки 4b.
[0054] Вышеприведенное разъяснение относится к способу изготовления элемента 1 крыши по представленному иллюстративному варианту осуществления
[0055] Предпочтительные эффекты
Далее следует разъяснение в отношении предпочтительных эффектов от представленного иллюстративного варианта осуществления с использованием сравнения со сравнительным вариантом осуществления для представленного иллюстративного варианта осуществления, описанным позднее. Следует отметить, что элемент 1 крыши по сравнительному варианту осуществления, который не проиллюстрирован на чертежах, соответствует Сравнительному Примеру 1 на фиг.9, описанному позднее.
[0056] В сравнительном варианте осуществления на второй операции угол предварительного фланца 7b относительно вертикальной стенки 4b изменяют до 150° от одного конца до другого конца вдоль направления длины. А именно, в сравнительном варианте осуществления угол части предварительного фланца 7b, имеющей малый радиус кривизны, а именно соответствующих участков части предварительного фланца 7b, соединенной с частью 4b2, является одинаковым от данного одного конца до другого конца вдоль направления длины.
[0057] Кроме того, согласно результатам оценки для Сравнительного Примера 1, образованного посредством сравнительного варианта осуществления, как проиллюстрировано в таблице на фиг.9, угол закручивания передней концевой части составлял 21,64°, угол закручивания задней концевой части составлял 17,63°, изгиб передней концевой части составлял 6,66 мм, изгиб задней концевой части составлял 9,78 мм, и средняя величина изгиба составляла 8,22 мм.
[0058] Следует отметить, что при оценке закручивания передней концевой части и закручивания задней концевой части компьютер, не проиллюстрированный на чертежах, был использован для сравнения данных SD для элемента крыши, полученного посредством использования моделирования на основе изготовления элемента крыши по сравнительному варианту осуществления, с расчетными данными DD. В частности, сечения частей верхнего пластинчатого элемента 2, центральных в направлении длины, были совмещены, а именно было найдено наилучшее приближение, и углы верхнего пластинчатого элемента 2 в направлении его короткой стороны в передней концевой части и задней концевой части в расчетных данных DD были заданы в качестве базовых значений, при этом закручивание оценивали величиной, на которую углы верхнего пластинчатого элемента 2 в передней концевой части и задней концевой части в результатах SD измерений изменились по отношению к этим базовым значениям, а именно Х(°) на фиг.8. Кроме того, изгиб рассматривали как величину смещения - в направлении ширины - положений центров О2 передней концевой части и задней концевой части в результатах SD измерений от положений центров О1 передней концевой части и задней концевой части в расчетных данных DD, а именно Y на фиг.8. Среднее значение из величины изгиба передней концевой части и величины изгиба задней концевой части было взято в качестве средней величины изгиба.
[0059] Напротив, согласно результатам оценки Примера 1, образованного по представленному иллюстративному варианту осуществления, как проиллюстрировано в таблице на фиг.9, для элемента 1 крыши, полученного с использованием моделирования на основе изготовления элемента крыши по представленному иллюстративному варианту осуществления, угол закручивания передней концевой части составлял 16,64°, угол закручивания задней концевой части составлял 14,38°, изгиб передней концевой части составлял 9,55 мм, изгиб задней концевой части составлял 3,28 мм, и средняя величина изгиба составляла 6,42 мм. А именно, в результатах оценки для представленного иллюстративного варианта осуществления значения для всех оцениваемых групп были меньше значений для всех оцениваемых групп в результатах оценки для сравнительного варианта осуществления. Другими словами, можно утверждать, что представленный иллюстративный вариант осуществления обеспечивает подавление возникновения закручивания лучше, чем сравнительный вариант осуществления. Кроме того, можно утверждать, что представленный иллюстративный вариант осуществления обеспечивает подавление возникновения изгиба лучше, чем сравнительный вариант осуществления.
[0060] Предполагается, что причина, по которой представленный иллюстративный вариант осуществления обеспечивает подавление возникновения закручивания и возникновения изгиба лучше, чем сравнительный вариант осуществления, такова. А именно, в сравнительном варианте осуществления, как описано выше, угол соответствующих участков части предварительного фланца 7b, соединенной с частью 4b2, изменяется до одинакового угла от данного одного конца до другого конца вдоль направления длины. С другой стороны, в представленном иллюстративном варианте осуществления на второй операции угол части предварительного фланца 7b, соединенной с частью 4b2 вертикальной стенки 4b, изменяется так, что он постепенно уменьшается вдоль направления длины от границы с частью 4b3 до границы с частью 4b1, в результате чего обеспечивается конфигурирование фланца 4b. Одновременно с этим процессом длина передней концевой стороны части фланца 6b, соединенной с частью 4b2, становится больше, чем длина передней концевой стороны части предварительного фланца 7b, соединенной с частью 4b2. Кроме того, в представленном иллюстративном варианте осуществления длина передней концевой стороны части предварительного фланца 7b, соединенной с частью 4b2, которая становится больше вследствие деформирования фланца 6b, будет больше, чем в сравнительном варианте осуществления. В результате в элементе 1 крыши по представленному иллюстративному варианту осуществления сжимающее напряжение в части фланца 6b, соединенной с частью 4b2, а именно в части фланца 6b, подвергающейся наибольшему сжимающему напряжению, из определяемых в направлении длины частей фланца 6b уменьшается по сравнению с элементом крыши по сравнительному варианту осуществления. Следует отметить, что в настоящем описании «сжимающее напряжение» относится к остаточному напряжению в материале в нижней мертвой точке при обработке давлением.
[0061] Соответственно, согласно представленному иллюстративному варианту осуществления на второй операции возникновение изгиба, если смотреть со стороны верхнего пластинчатого элемента 2, подавляется лучше, чем в случаях, в которых угол части предварительного фланца 7b, имеющей малый радиус кривизны, а именно соответствующих участков части предварительного фланца 7b, соединенной с частью 4b2, изменяется до одинакового угла от данного одного конца до другого конца вдоль направления длины. Кроме того, согласно представленному иллюстративному варианту осуществления на второй операции возникновение закручивания, если смотреть вдоль направления длины, подавляется лучше, чем в случаях, в которых угол части предварительного фланца 7b, имеющей малый радиус кривизны, а именно соответствующих участков части предварительного фланца 7b, соединенной с частью 4b2, изменяется до одинакового угла от данного одного конца до другого конца вдоль направления длины.
[0062] Вышеприведенное разъяснение относится к предпочтительным эффектам от представленного иллюстративного варианта осуществления.
[0063] Примеры
Далее следует разъяснение со ссылкой на чертежи, относящееся к Примерам и Сравнительным Примерам. Следует отметить, что в том случае, когда в нижеприведенном разъяснении ссылочные позиции, используемые для компонентов и тому подобного, аналогичны ссылочным позициям, используемым для компонентов и тому подобного в представленном иллюстративном варианте осуществления и сравнительном варианте осуществления, ссылочные позиции для данных компонентов и тому подобного «перенесены» как есть.
[0064] Разъяснение в отношении таблицы по фиг.9
В таблице по фиг.9 приведены параметры моделирования и результаты оценки для Примеров 1-12 и Сравнительных Примеров 1-5. Следует отметить, что в таблице по фиг.9 «толщина листа» представляет собой толщину заготовки BL, используемой при моделировании. «Прочность» представляет собой предел прочности при растяжении заготовки BL, используемой при моделировании. Для первой операции элементы таблицы приведены для части 4b1, части 4b2 и части 4b3. Угол (°) между предварительным фланцем 7b в месте, где он соединен с частью 4b1, и вертикальной стенкой 4b, угол (°) между предварительным фланцем 7b в месте, где он соединен с частью 4b2, и вертикальной стенкой 4b и угол (°) между предварительным фланцем 7b в месте, где он соединен с частью 4b3, и вертикальной стенкой 4b приведены отдельно. Аналогичным образом, для второй операции элементы таблицы приведены для части 4b1, части 4b2 и части 4b3. Угол (°) между предварительным фланцем 7b в месте, где он соединен с частью 4b1, и вертикальной стенкой 4b, угол (°) между предварительным фланцем 7b в месте, где он соединен с частью 4b2, и вертикальной стенкой 4b и угол (°) между предварительным фланцем 7b в месте, где он соединен с частью 4b3, и вертикальной стенкой 4b приведены отдельно. Следует отметить, что в случае Примера 2 элементы таблицы для первой операции имеют значение «160-165» для угла (°) между предварительным фланцем 7b в месте, где он соединен с частью 4b1, и вертикальной стенкой 4b. Это означает то, что угол постепенно изменяется от 160° до 165° от границы части 4b2 с частью 4b1 до границы части 4b2 с частью 4b3. Кроме того, в случаях Примеров 2-7 элементы таблицы при второй операции имеют значение «140-150» для угла (°) между фланцем 6b в месте, где он соединен с частью 4b2, и вертикальной стенкой 4b. Это означает то, что угол постепенно изменяется от 140° до 150° от границы части 4b2 с частью 4b1 до границы части 4b2 с частью 4b3. Кроме того, в случаях Примеров 8, 10 и 11 элементы таблицы для второй операции имеют значение «100-90» для угла (°) между фланцем 6b в месте, где он соединен с частью 4b2, и вертикальной стенкой 4b. Это означает то, что угол постепенно изменяется от 100° до 90° от границы части 4b2 с частью 4b1 до границы части 4b2 с частью 4b3. В случаях Примеров 9 и 12, несмотря на то, что диапазоны углов, приведенные для второй операции, отличаются от диапазонов углов, приведенных в случаях Примеров 8, 10 и 11, это аналогичным образом означает то, что угол постепенно изменяется от 130° до 110° от границы части 4b2 с частью 4b1 до границы части 4b2 с частью 4b3. Закручивание передней концевой части, закручивание задней концевой части, изгиб передней концевой части, изгиб задней концевой части и средняя величина изгиба такие, как описанные выше.
[0065] Результаты оценки и интерпретация
В таблице на фиг.9 элементы 1 крыши по Примерам 1-12 имеют меньшую среднюю величину изгиба, чем элементы крыши по Сравнительным Примерам 1-4, при таких же параметрах толщины листа и прочности. Другими словами, очевидно, что происходит меньший изгиб. Кроме того, можно видеть, что элементы 1 крыши по Примерам 1-12 подвергаются меньшему закручиванию, чем элементы крыши по Сравнительным Примерам 1-4, при таких же параметрах толщины листа и прочности. Следовательно, можно считать, что Примеры 2-12, представляющие собой примеры Примера 1, образованного посредством представленного иллюстративного варианта осуществления, демонстрируют предпочтительные эффекты от представленного иллюстративного варианта осуществления, описанные выше, в большей степени, чем Сравнительные Примеры 2-4, представляющие собой примеры Сравнительного Примера 1, образованного посредством сравнительного варианта осуществления.
[0066] Настоящее раскрытие изобретения было разъяснено выше с использованием представленного иллюстративного варианта осуществления и Примеров 2-12, являющихся примерами представленного иллюстративного варианта осуществления. Однако другие варианты, отличные от представленного иллюстративного варианта осуществления и Примеров 2-12, описанных выше, также включены в технический объем настоящего раскрытия изобретения. Например, нижеприведенные варианты также включены в технический объем настоящего раскрытия изобретения.
[0067] Для представленного иллюстративного варианта осуществления и Примеров разъяснение было приведено с использованием элемента крыши в качестве примера штампованного компонента. Однако штампованный компонент может представлять собой автомобильный компонент, отличный от элемента крыши, при условии, что его изготавливают способом, включающим первую операцию и вторую операцию по представленному иллюстративному варианту осуществления. Кроме того, штампованный компонент также может представлять собой компонент, отличный от автомобильного компонента, при условии, что его изготавливают способом, включающим первую операцию и вторую операцию по представленному иллюстративному варианту осуществления.
[0068] Для представленного иллюстративного варианта осуществления и Примеров было приведено разъяснение, в соответствии с которым вытяжку выполняют на первой операции и второй операции. Однако отсутствует ограничение в отношении вытяжки при условии, что предварительный фланец 7b образуют на первой операции, и на второй операции угол части предварительного фланца 7b, соединенной с частью 4b2 вертикальной стенки 4b, изменяют так, чтобы он постепенно изменялся вдоль направления длины от границы с частью 4b3 до границы с частью 4b1. Например, может выполняться гибка.
[0069] Было приведено разъяснение, в соответствии с которым штампованные компоненты по представленному иллюстративному варианту осуществления и Примерам имеют конфигурацию, включающую верхний пластинчатый элемент, две вертикальные стенки и два фланца. Однако наличие или отсутствие других конфигурационных элементов не имеет значения при условии, что штампованный компонент имеет конфигурацию, включающую: удлиненный верхний пластинчатый элемент; стенку (вертикальную стенку), которая имеет один конец, соединенной с частью верхнего пластинчатого элемента, концевой в направлении короткой стороны, изгибается с выпуклой формой, выгнутой в сторону, противоположную верхнему пластинчатому элементу, если смотреть с верхней стороны верхнего пластинчатого элемента, и включает в себя часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон части с малым радиусом кривизны в направлении длины верхнего пластинчатого элемента; и фланец, который соединен с другим концом стенки и проходит в направлении толщины листа стенки в сторону, противоположную стороне верхнего пластинчатого элемента, с таким углом угловой зоны, образованной между фланцем и частью с малым радиусом кривизны, который постепенно увеличивается или уменьшается в соответствующих частях от одного конца до другого конца фланца в направлении длины. Например, штампованный компонент, включенный в технический объем настоящего раскрытия изобретения, необязательно включает в себя вертикальную стенку, противоположную стенке (вертикальной стенке), которая имеет часть с малым радиусом кривизны. Кроме того, в штампованных компонентах, включенных в технический объем настоящего раскрытия изобретения, фланец необязательно должен быть соединен с вертикальной стенкой, противостоящей по отношению к части с малым радиусом кривизны.
[0070] Было приведено разъяснение, в соответствии с которым штампованные компоненты по представленному иллюстративному варианту осуществления и Примерам имеют конфигурацию, включающую верхний пластинчатый элемент, две вертикальные стенки и два фланца, и две вертикальные стенки являются криволинейными вдоль направления длины, если смотреть с верхней стороны верхнего пластинчатого элемента. Однако форма вертикальной стенки, противостоящей по отношению к части с малым радиусом кривизны, не ограничена формами по представленному иллюстративному варианту осуществления и Примерам при условии, что штампованный компонент имеет конфигурацию, включающую: удлиненный верхний пластинчатый элемент; стенку, а именно вертикальную стенку, которая имеет один конец, соединенной с частью верхнего пластинчатого элемента, концевой в направлении короткой стороны, изгибается с выпуклой формой, выгнутой в сторону, противоположную верхнему пластинчатому элементу, если смотреть с верхней стороны верхнего пластинчатого элемента, и включает в себя часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон части с малым радиусом кривизны в направлении длины верхнего пластинчатого элемента; и фланец, который соединен с другим концом стенки и проходит в направлении толщины листа стенки в сторону, противоположную стороне верхнего пластинчатого элемента, с таким углом угловой зоны, образованной между фланцем и частью с малым радиусом кривизны, который различается в соответствующих частях в направлении длины. Например, в штампованных компонентах, включенных в технический объем настоящего раскрытия изобретения, вертикальная стенка, противостоящая по отношению к части с малым радиусом кривизны, может иметь прямолинейную форму, если смотреть с верхней стороны верхнего пластинчатого элемента.
[0071] Дополнение
Нижеприведенное дополнительное раскрытие изобретения представляет собой обобщение из настоящего описания.
А именно, дополнительное раскрытие изобретения представляет собой
«Способ изготовления штампованного компонента, в котором:
заготовку, образованную из листовой стали, имеющей предел прочности при растяжении от 440 МПа до 1600 МПа, подвергают первой обработке давлением, используя пуансон, матрицу и держатель, для изготовления промежуточного фасонного компонента, который имеет по существу корытообразный профиль поперечного сечения с конфигурацией, включающей
верхний пластинчатый элемент, проходящий вдоль направления длины,
две линии гребней, соответственно соединенные с обеими сторонами верхнего пластинчатого элемента,
две вертикальные стенки, соответственно соединенные с данными двумя линиями гребней,
участки двух линий вогнутых гребней, соответственно соединенные с двумя вертикальными стенками, и
два фланца, соответственно соединенные с данными участками двух линий вогнутых гребней,
и который включает в себя криволинейную часть, изгибающуюся от одного концевого участка до другого концевого участка в направлении длины как на виде в плане, так и на виде сбоку, когда он расположен с ориентацией, при которой верхний пластинчатый элемент расположен в верхней части; и
промежуточный фасонный компонент подвергают второй обработке давлением, используя пуансон, матрицу и держатель, так, чтобы соответствующие радиусы кривизны первой части вдоль направления длины, включающей в себя данный один концевой участок, и третьей части вдоль направления длины, включающей в себя другой концевой участок, были больше, чем радиус кривизны второй части, смежной как с первой частью, так и с третьей частью, и чтобы, по меньшей мере, один фланец из двух фланцев образовывал угол, который изменяется вдоль направления длины, относительно вертикальной стенки, смежной с фланцем на участке линии вогнутого гребня, при этом:
при первой обработке давлением вертикальной стенке и фланцу с наружной стороны криволинейной части промежуточного фасонного компонента придают форму так, чтобы выполнялось нижеприведенное Уравнение (1), и при второй обработке давлением вертикальную стенку и фланец с наружной стороны криволинейной части промежуточного фасонного компонента преобразуют в вертикальную стенку и фланец с наружной стороны криволинейной части штампованного компонента, и определяемая в направлении длины величина изменения угла фланца с наружной стороны криволинейной части штампованного компонента превышает определяемую в направлении длины величину изменения угла фланца с наружной стороны криволинейной части промежуточного фасонного компонента так, чтобы выполнялось нижеприведенное Уравнение (2).
Уравнение (1): 0,9≤DOF1/DOR1≤1
Уравнение (2): ΔDO2 > ΔDO1
в которых
DOF1 - угол, образованный между вертикальной стенкой и фланцем с наружной стороны криволинейной части, включая угол на данном одном концевом участке промежуточного фасонного компонента;
DOR1 - угол, образованный между вертикальной стенкой и фланцем с наружной стороны криволинейной части, включая угол на другом концевом участке промежуточного фасонного компонента;
ΔDO1 - определяемая в направлении длины величина изменения угла фланца с наружной стороны криволинейной части промежуточного фасонного компонента, и
ΔDO2 - определяемая в направлении длины величина изменения угла фланца с наружной стороны криволинейной части штампованного компонента».
[0072] Раскрытие заявки на патент Японии №№ 2015-087506, поданной 22 апреля 2015, полностью включено в данный документ путем ссылки. Все документы, патентные заявки и технические стандарты, на которые имеется ссылка и которые упомянуты в настоящем описании, включены в настоящее описание путем ссылки в такой же степени, как если бы отдельный приведенный документ, патентная заявка или технический стандарт был (-а) конкретно и отдельно указан (-а) как подлежащий (-ая) включению путем ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО КОМПОНЕНТА, ШТАМПОВАННЫЙ КОМПОНЕНТ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ | 2016 |
|
RU2684802C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО КОМПОНЕНТА, ШТАМПОВАННЫЙ КОМПОНЕНТ, ШТАМП И ШТАМПОВОЧНОЕ УСТРОЙСТВО | 2016 |
|
RU2674364C1 |
| СПОСОБ ПРОИЗВОДСТВА ШТАМПОВАННЫХ ЭЛЕМЕНТОВ И ШТАМПОВОЧНОЕ УСТРОЙСТВО | 2014 |
|
RU2627833C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ И ПРЕСС-ФОРМА | 2015 |
|
RU2668171C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ЭЛЕМЕНТА | 2016 |
|
RU2688976C1 |
| ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2016 |
|
RU2689827C1 |
| ШТАМПОВАННЫЙ КОМПОНЕНТ КУЗОВА АВТОМОБИЛЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2706253C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННОГО ИЗДЕЛИЯ И НИЖНИЙ РЫЧАГ АВТОМОБИЛЯ | 2015 |
|
RU2660459C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ И ПРОИЗВОДСТВЕННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ДЕТАЛЕЙ | 2015 |
|
RU2674059C2 |
| ШТАМПОВОЧНОЕ УСТРОЙСТВО И СПОСОБ ШТАМПОВКИ | 2016 |
|
RU2686709C1 |


Группа изобретений относится к обработке металлов давлением и предназначена для изготовления штамповкой компонента корытообразного поперечного сечения. Указанный компонент содержит удлиненный верхний пластинчатый элемент, стенку, соединенную одним концом с частью верхнего пластинчатого элемента, который выполнен изогнутым выпуклой формы. Причем часть стенки по длине верхнего пластинчатого элемента выполнена с меньшим, чем у ее концевых частей, радиусом. Имеются также фланец, соединенный с другим концом стенки и проходящий в сторону, противоположную стороне верхнего пластинчатого элемента, и расположенная между фланцем и частью с малым радиусом кривизны угловая зона. На первой операции обработки давлением в первой пресс-форме получают промежуточный фасонный компонент, а на второй операции во второй пресс-форме – штампованный компонент. Повышается точность формы компонента за счет подавления возникновения изгиба стенки. 3 н. и 8 з.п. ф-лы, 10 ил.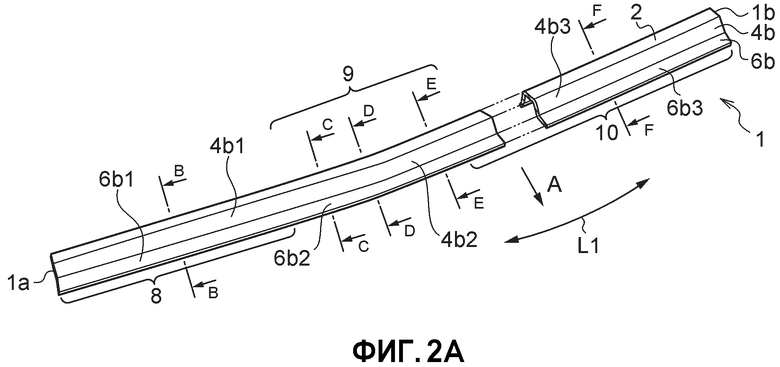
1. Штампованный компонент корытообразного поперечного сечения, содержащий удлиненный верхний пластинчатый элемент, стенку, соединенную с частью верхнего пластинчатого элемента одним концом, выполненным изогнутым выпуклой формы, и выполненную с расположенной по длине верхнего пластинчатого элемента частью с малым радиусом кривизны, который меньше радиуса кривизны, чем у концевых частей, расположенных с ее обеих сторон, и соединенный с другим концом стенки фланец, направленный в сторону, противоположную стороне верхнего пластинчатого элемента, а также угловую зону, образованную между фланцем и частью стенки с малым радиусом кривизны, выполненную с изменением углов по длине части стенки с малым радиусом кривизны.
2. Штампованный компонент по п.1, в котором упомянутая угловая зона выполнена с постепенно увеличивающимся углом по длине части стенки с малым радиусом кривизны.
3. Штампованный компонент по п.1, в котором упомянутая угловая зона выполнена с постепенно уменьшающимся углом по длине части стенки с малым радиусом кривизны.
4. Штампованный компонент по любому из пп.1-3, в котором часть фланца, соединенная с частью стенки с малым радиусом кривизны, имеет меньшую твердость по Виккерсу, чем части фланца, соединенные с концевыми частями стенки.
5. Способ изготовления штампованного компонента корытообразного поперечного сечения по любому из пп.1-4, включающий первую операцию обработки давлением для образования вытяжкой промежуточного фасонного компонента, содержащего верхний пластинчатый элемент, стенку и предварительный фланец, соединенный с другим концом стенки и проходящий в сторону, противоположную стороне верхнего пластинчатого элемента, и вторую операцию обработки давлением для деформирования предварительного фланца во фланец с образованием угловой зоны между фланцем и частью стенки с малым радиусом кривизны, выполненной с изменением углов по длине части стенки с малым радиусом кривизны.
6. Способ по п. 5, в котором вторую операцию обработки давлением для деформирования предварительного фланца во фланец выполняют с образованием угловой зоны между фланцем и частью стенки с малым радиусом кривизны с углом, постепенно увеличивающимся по длине части стенки с малым радиусом кривизны.
7. Способ по п. 5, в котором вторую операцию обработки давлением для деформирования предварительного фланца во фланец выполняют с образованием угловой зоны между фланцем и частью стенки с малым радиусом кривизны с углом, постепенно уменьшающимся по длине части стенки с малым радиусом кривизны.
8. Способ по любому из пп. 5-7, в котором часть фланца, соединенную с частью стенки с малым радиусом кривизны, выполняют с твердостью по Виккерсу, которая меньше твердости, чем у частей фланца, соединенных с концевыми частями стенки.
9. Устройство для изготовления обработкой давлением штампованного компонента корытообразного поперечного сечения по любому из пп. 1-4, содержащее первое штамповочное устройство для обработки заготовки давлением, содержащее первую пресс-форму в виде первой матрицы и первого пуансона для образования промежуточного фасонного компонента, второе штамповочное устройство для обработки промежуточного фасонного компонента давлением, содержащее вторую пресс-форму в виде второй матрицы и второго пуансона, при этом первая матрица выполнена с удлиненной первой канавкой, содержащей поверхность дна и удлиненную первую боковую поверхность с первой криволинейной поверхностью, один конец которой соединен с частью поверхности дна первой канавки, выполненной изогнутой выпуклой формы, выгнутой в сторону, противоположную стороне поверхности дна первой канавки вдоль направления смыкания первой пресс-формы, и включает первую часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон первой части с малым радиусом кривизны в направлении длины поверхности дна первой канавки, и первую наклонную поверхность, соединенную с другим концом первой криволинейной поверхности, которая образована со стороны, противоположной по отношению к стороне поверхности дна первой канавки, вдоль направления смыкания первой пресс-формы, и имеет наклон относительно первой криволинейной поверхности, причем первый пуансон выполнен в форме, соответствующей форме первой канавки при смыкании указанной пресс-формы, вторая матрица второго штамповочного устройства имеет удлиненную вторую канавку, включающую поверхность дна и удлиненную вторую боковую поверхность, имеющую вторую криволинейную поверхность, один конец которой соединен с частью поверхности дна второй канавки, образованной в месте, соответствующем первой части с малым радиусом кривизны, выполненную изогнутой вогнутой формы со стороны, противоположной стороне поверхности дна второй канавки вдоль направления смыкания второй пресс-формы, и включает вторую часть с малым радиусом кривизны, имеющую меньший радиус кривизны, чем с обеих сторон второй части с малым радиусом кривизны в направлении длины поверхности дна второй канавки, и вторую наклонную поверхность, соединенную с другим концом второй криволинейной поверхности и образованную со стороны, противоположной по отношению к стороне поверхности дна второй канавки вдоль направления смыкания пресс-формы, с образованием угловой зоны между второй наклонной поверхностью и второй частью с малым радиусом кривизны c изменяющимися углами от одного конца до другого конца второй наклонной поверхности в направлении длины, а второй пуансон выполнен в форме, соответствующей форме второй канавки во время смыкания второй пресс-формы.
10. Устройство по п.9, в котором угловая зона между второй наклонной поверхностью и второй частью с малым радиусом кривизны поверхности дна упомянутой второй канавки выполнена с постепенным увеличением углов, от одного конца до другого конца второй наклонной поверхности в направлении длины.
11. Устройство по п.9, в котором угловая зона между второй наклонной поверхностью и второй частью с малым радиусом кривизны поверхности дна упомянутой второй канавки выполнена с постепенным уменьшением углов от одного конца до другого конца второй наклонной поверхности в направлении длины.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| ПРИЖИМНОЕ УСТРОЙСТВО к ШТАМПУдля ГЛУБОКОЙ вытяжки | 0 |
|
SU269137A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

