Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к штампованному изделию, обладающему высокой жесткостью и прочностью, которое пригодно для использования в качестве элемента усиления автомобильного кузова, и относится к способу штамповки и штамповочному устройству.
В настоящем изобретении испрашивается приоритет по заявке на патент Японии № 2015-111436, поданной 1 июня 2015 г., которая включена сюда путем ссылки.
Уровень техники
[0002]
Пол кузова механического транспортного средства (в дальнейшем называемый просто «полом») не только обеспечивает жесткость кузова транспортного средства на кручение и на изгиб во время движения транспортного средства, но также и обеспечивает передачу ударной нагрузки во время аварии, и к тому же он оказывает большое влияние на вес кузова механического транспортного средства. Таким образом, нужно, чтобы пол обладал высокой жесткостью и при этом имел малый вес.
Пол включает плоские панели (например, приборную панель, переднюю панель пола, заднюю панель пола и др.), которые соединены друг с другом посредством сварки, длинные поперечные элементы (например, поперечный элемент пола, поперечный элемент сиденья и др.), имеющие приблизительно шляпообразные поперечные сечения, которые прикреплены так, чтобы быть расположенными в направлении ширины транспортного средства данных плоских панелей посредством сварки для увеличения жесткости и прочности пола, и длинные элементы (лонжерон, боковина и т.п.), имеющие приблизительно шляпообразные поперечные сечения, которые прикреплены так, чтобы быть расположенными в переднем и заднем направлении кузова транспортного средства для увеличения жесткости и прочности пола. Помимо вышесказанного, поперечные элементы обычно соединяют с другими элементами, такими как, например, тоннельная часть передней панели пола и лонжерон, посредством использования направленных наружу фланцев, сформированных в обеих концах в их продольном направлении как припуски на швы.
[0003]
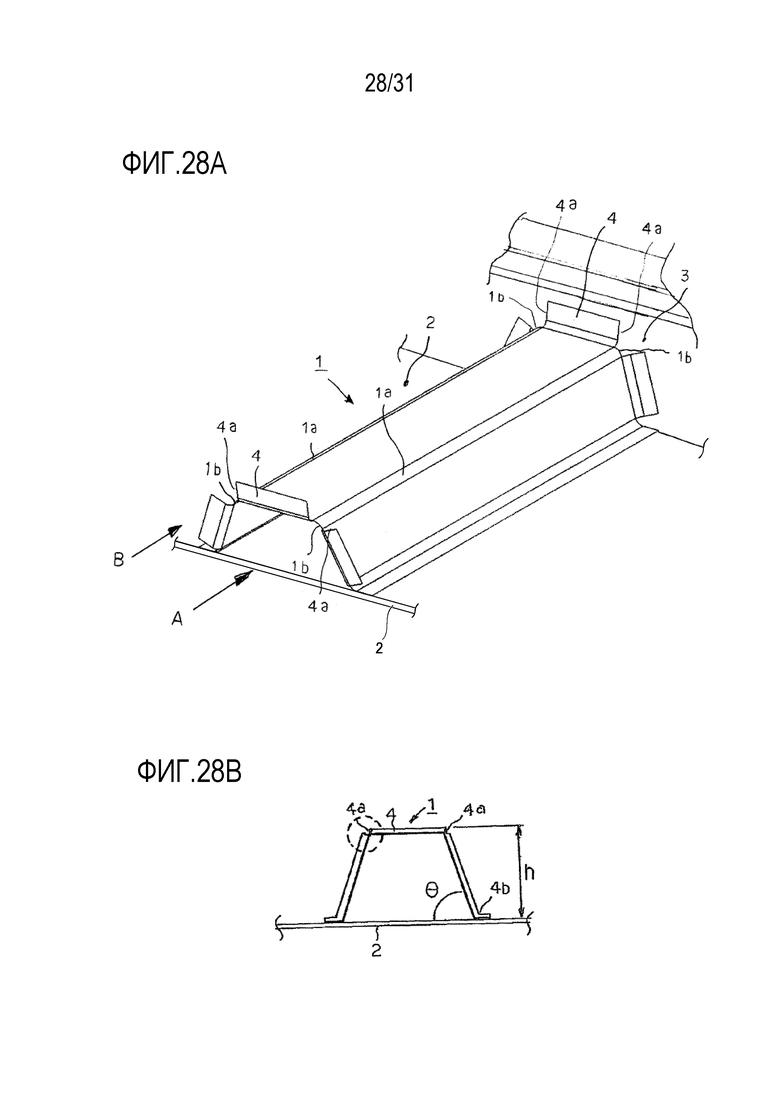
Фиг.28А-28D представляют собой примерные виды, показывающие поперечный элемент 1 пола, который является характерным примером поперечного элемента, соединяемого в другим элементом с использованием направленного наружу фланца, сформированного на обоих концах в продольном направлении как припуск на шов. Фиг.28А представляет собой перспективный вид поперечного элемента, фиг.28В представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.28А, фиг.28С представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.28А, и фиг.28D представляет собой пояснительный вид, увеличивающий круговой участок, показанный пунктирной линией на фиг.28В.
[0004]
Например, передняя панель 2 пола обычно передним поперечным элементом 1, который объединяет тоннельную часть (не показанную), соединенную с верхней поверхностью (поверхностью на внутренней стороне) передней панели 2 пола и образованный так, чтобы выступать приблизительно в центре в направлении ширины передней панели 2 пола, с лонжеронами 3, приваренными точечной сваркой с обеих сторон в направлении ширины передней панели 2 пола. Поперечный элемент 1 пола соединен с тоннельной частью и лонжеронами 3 точечной сваркой или подобным способом посредством использования направленных наружу фланцев 4, сформированных на обоих концах в его продольном направлении как припуски на швы, тем самым усиливая жесткость пола 2 и улучшая характеристику передачи нагрузки во время приложения ударной нагрузки.
[0005]
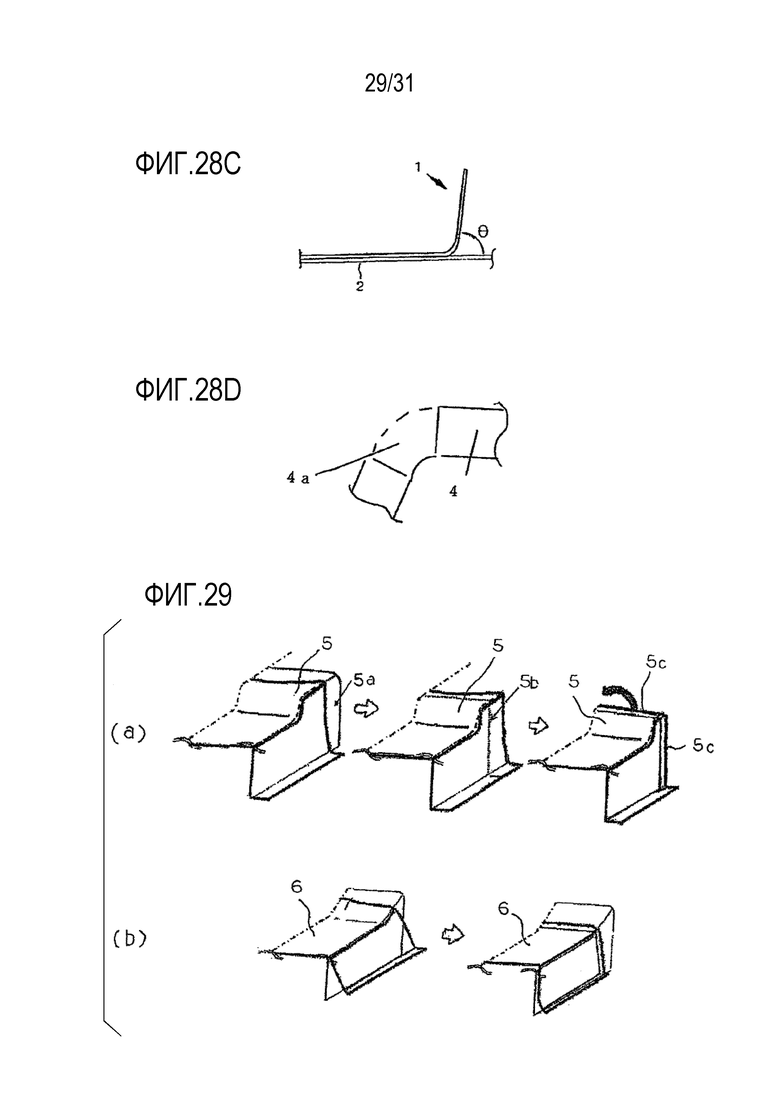
Фиг.29 представляет собой пояснительный вид, показывающий общую схему обычного способа штамповки поперечного элемента 1 пола и в частности увеличивающий область конца поперечного элемента 1 пола в продольном направлении. На фиг.29, (а) показывает пример, когда штамповка осуществляется посредством вытяжки, а (b) показывает вариант, когда штамповка осуществляется посредством гибки с использованием расширенной заготовки 6.
[0006]
На фиг.29, (а) показывает пример способа штамповки, включающего этапы: образования избыточной объемной части 5а материала на полуфабрикате 5 посредством осуществления штамповки с вытяжкой; удаления избыточной объемной части 5а материала по линии 5b резания; и затем поднятия фланца 5с.
На фиг.29, (b) показывает пример способа штамповки, в котором расширенную заготовку 6, имеющую расширенную форму заготовки, подвергают штамповке посредством гибки. Отмечается, что с точки зрения экономичности использования материала, штамповка посредством гибки более предпочтительна по сравнению с штамповкой посредством вытяжки, которая предполагает отрезание избыточной объемной части 5а материала.
[0007]
Штамповка посредством вытяжки, показанная в (а) на фиг.29, будет описана дополнительно.
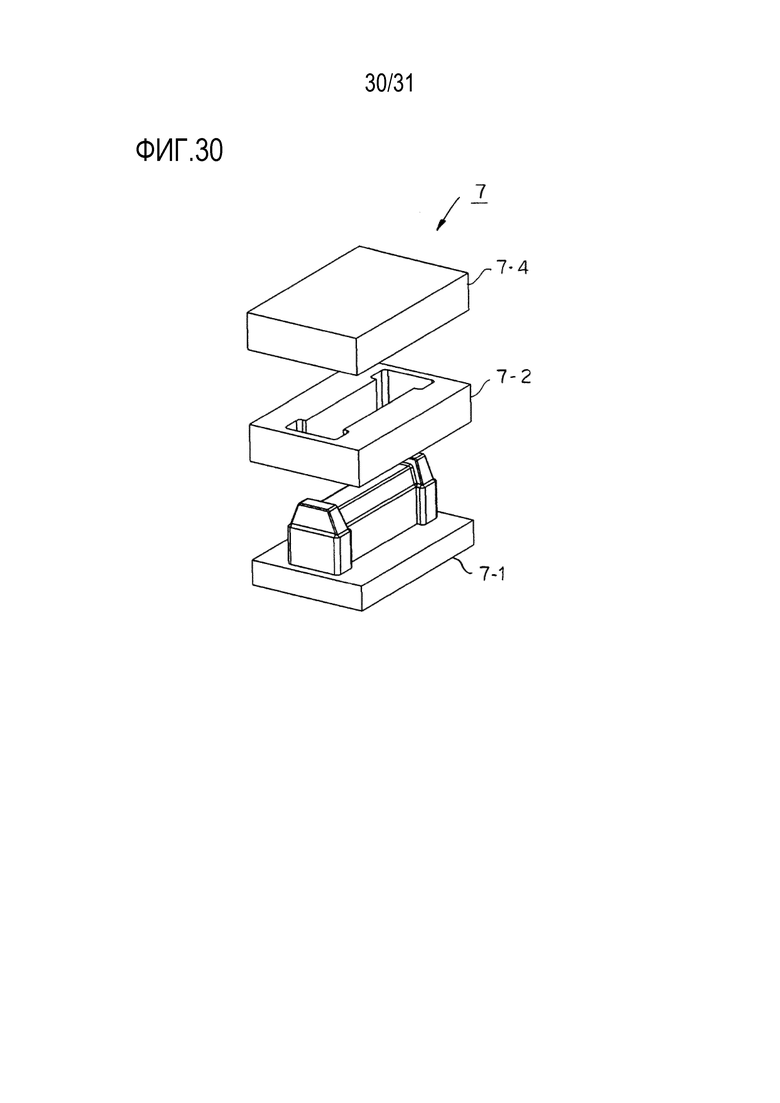
Фиг.30 представляет собой перспективный вид, показывающий производственное устройство 7, осуществляющее штамповку посредством вытяжки, как показано в (а) на фиг.29.
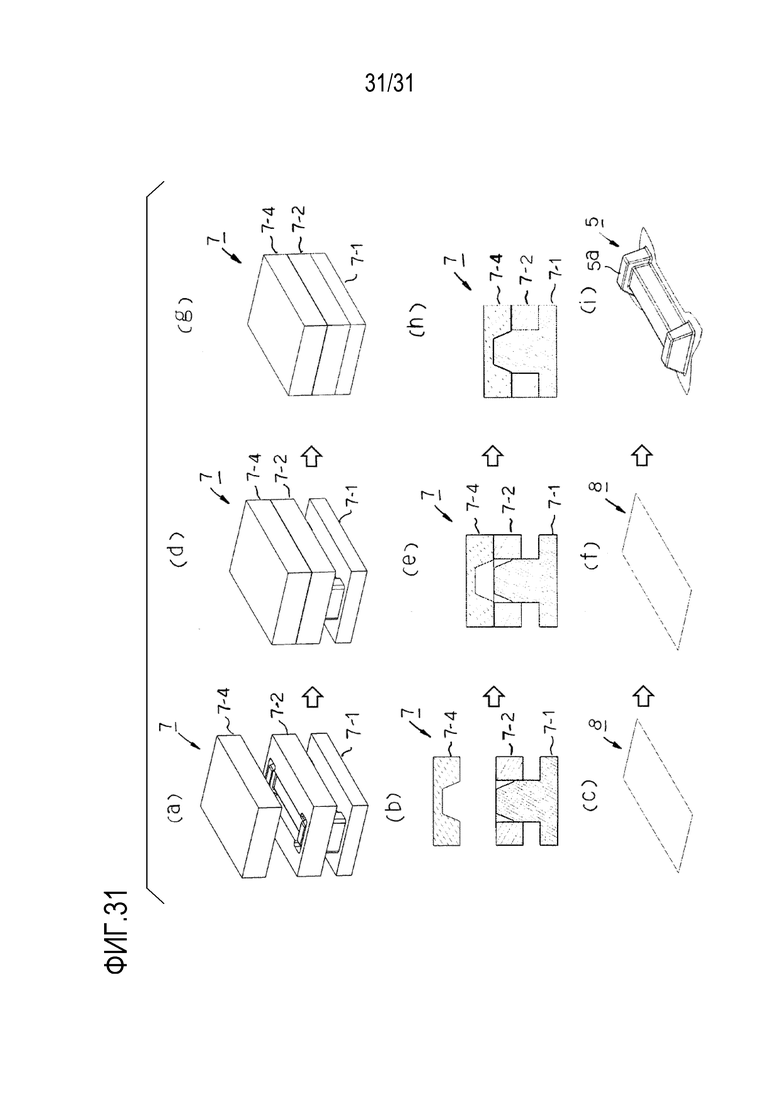
(а) на фиг. 31 представляет собой перспективный вид, показывающий производственное устройство 7 перед формованием, (b) на фиг.31 представляет собой вид в разрезе, показывающий производственное устройство 7 перед формованием, и (с) на фиг.31 представляет собой перспективный вид заготовки 8, снятой перед формованием.
(d) на фиг.31 представляет собой перспективный вид, показывающий производственное устройство 7 во время формования, (е) на фиг.31 представляет собой вид в разрезе производственного устройства 7 во время формования, и (f) на фиг.31 представляет собой перспективный вид, показывающий заготовку 8, взятую во время формования.
(g) на фиг.31 представляет собой перспективный вид, показывающий производственное устройство 7 после формования, (h) на фиг.31 представляет собой вид в разрезе, показывающий производственное устройство 7 после формования, и (i) на фиг.31 представляет собой перспективный вид, показывающий штампованное изделие (полуфабрикат 5).
[0008]
Производственное устройство 7 включает пуансон 7-1, держатель 7-2 заготовки и матрицу 7-4, которая поддерживает подкладку матрицы, которая в чертежах не показана. Держатель 7-2 заготовки и подкладка матрицы зажимают предварительно отформованную заготовку 8, и пуансон 7-1 и матрицу 7-4 подают относительно друг друга, одновременно удерживая держатель 7-2 заготовки и матрицу 7-4, при этом осуществляется штамповка посредством вытяжки на заготовке 8. В результате получают полуфабрикат 5 с избыточной объемной частью 5а материала.
[0009]
Поперечный элемент 1 пола является важным конструктивным элементом, который отвечает за улучшение жесткости кузова механического транспортного средства и передачу ударной нагрузки во время повреждения боковой поверхности (бокового удара). В связи с этим в последние годы в качестве материала поперечного элемента 1 пола используется более тонкая и более прочная на растяжение листовая сталь, например, листовая сталь с прочностью на растяжение 390 МПа или более (так называемая «высокопрочная сталь»), с точки зрения уменьшения веса и повышения безопасности при столкновении. Однако формуемость высокопрочной листовой стали невысокая и поэтому проблема заключается в том, что гибкость исполнения поперечного элемента 1 пола является низкой. Это будет более конкретно описано со ссылкой на фиг.28А - фиг.28D.
[0010]
Желательно, чтобы направленный наружу фланец 4 в конце в продольном направлении поперечного элемента 1 пола был выполнен непрерывно таким образом, чтобы иметь некоторую степень ширины фланца, включающую изогнутый участок 4а, показанный пунктирной линией на фиг.28D, для увеличения прочности соединения между поперечным элементом 1 пола и тоннельной частью передней панели 2 пола и лонжеронами 3 и увеличения жесткости пола 2 и улучшения характеристики передачи нагрузки во время приложения ударной нагрузки.
[0011]
Однако при попытке формования непрерывного фланца с изогнутым участком 4а направленного наружу фланца 4 посредством холодной штамповки и при попытке получения некоторой степени ширины фланца, возникают следующие дефекты:
(i) при вытяжке фланец растрескивается в листовой концевой части изогнутого участка 4а направленного наружу фланца 4; и
(ii) образуются складки в концевом участке 1b в продольном направлении выпуклой реберной части 1а поперечного элемента 1 пола и в положении от центральной части до зоны около нижней границы изогнутого участка 4а направленного наружу фланца 4, что затрудняет получение требуемой формы.
Данные дефекты формования возникают легко, когда прочность стали, используемой для поперечного элемента 1 пола, является более высокой, и в профиле с более высокой степенью вытяжки фланца при формировании изогнутого участка 4а направленного наружу фланца 4 (то есть когда угол θ наклона стенки в поперечном сечении на фиг.28В и фиг.28С является большим).
[0012]
Для уменьшения веса кузова механического транспортного средства поперечный элемент 1 пола выполняют из высокопрочного материала. В связи с этим холодную штамповку непрерывного направленного наружу фланца 4, включающего изогнутый участок 4а, трудно обеспечить посредством обычного способа штамповки. Таким образом, даже если допустить уменьшение жесткости вблизи участка соединения поперечного элемента 1 пола с другим элементом и характеристики передачи нагрузки, вследствие ограничений технологии штамповки, как было указано выше, в существующей ситуации возникновение дефектов формования необходимо предотвращать посредством образования, в изогнутых участках 4а направленного наружу фланца 4 поперечного элемента 1 пола, изготовленного из высокопрочной листовой стали, вырезов, каждый из которых является глубоким до некоторой степени, так что он достигает концевого участка 1b в продольном направлении выпуклой реберной части 1а, как показано на фиг.28А и фиг.28В.
[0013]
Патентные документы 1-3 не рассматривают штамповку поперечного элемента 1 пола, а раскрывают изобретения для решения проблемы разрушения, обусловленного фиксируемостью формы в штампованном элементе, изготовленном из высокопрочного материала, посредством изобретения опорной пластины формовочного инструмента. В этих изобретениях фиксируемость формы после штамповки улучшают посредством целенаправленного образования изгиба в заготовке во время штамповки посредством регулирования относительного положения между верхней частью пуансона и плоской опорной пластиной, которая обращена только к плоской части пунсона.
Кроме того, Патентный документ 4 раскрывает технологию штамповки элемента, такого как поперечный элемент пола посредством гибки или вытяжки.
Документы предшествующего уровня техники
Патентные документы
[0014]
[Патентный документ 1] Публикация патента Японии № 4,438,468
[Патентный документ 2] Нерассмотренная заявка на патент Японии, первая публикация № 2009-255116
[Патентный документ 3] Нерассмотренная заявка на патент Японии, первая публикация № 2012-051005
[Патентный документ 4] Публикация патента Японии № 5,569,661
Раскрытие изобретения
Проблемы, решаемые посредством данного изобретения
[0015]
В соответствии с результатами исследований, проведенных авторами изобретения, даже на основе обычных изобретений, раскрытых в патентных документах 1-3, было трудно штамповать поперечный элемент 1 пола, который представляет собой штампованный элемент, изготовленный из высокопрочной листовой стали и снабженный направленным наружу фланцем 4 по меньшей мере от верхней листовой части до выпуклой реберной части в концевом участке в продольном направлении, без образования выреза в изогнутом участке 4а направленного наружу фланца 4 в глубину, который заходит в концевой участок 1b выпуклой реберной части 1а в продольном направлении.
Кроме того, в обычном изобретении, раскрытом в патентном документе 4, когда участок, соответствующий направленному наружу фланцу 4, формируют посредством гибки или вытяжки, необходимо предусматривать вырез для предотвращения возникновения трещины вытянутого фланца и складок в данном участке, в результате этого, меры противодействия для увеличения жесткости в участке около выреза и прочности соединения при соединении с другим элементом.
[0016]
Задачей настоящего изобретения является создание штампованного изделия, такого как поперечный элемент пола без образования выреза в направленном наружу фланце, и создание способа штамповки и штамповочного устройства для изготовления штампованного изделия.
Средства для решения проблемы
[0017]
Сущность настоящего изобретения заключается в следующем.
[0018]
(1) Первым аспектом настоящего изобретения является штампованное изделие, включающее: верхнюю листовую часть; боковую стенку, продолжающуюся в верхнюю листовую часть через выпуклую реберную часть; фланец, продолжающийся в боковую стенку через вогнутую реберную часть; и направленный наружу фланец, продолжающийся от крайнего участка верхней листовой части до крайнего участка фланца, через крайний участок выпуклой реберной части, крайний участок боковой стенки и крайний участок вогнутой реберной части, причем в одной единице измерения, средняя толщина TAve, минимальная толщина TMin и максимальная толщина TMax направленного наружу фланца удовлетворяют Уравнению 1 и Уравнению 2.
0,8 х TAve≤TMin < TAve (Уравнение 1)
TAve < TMax≤1,2 x TAve (Уравнение 2)
(2) Штампованное изделие в соответствии с вышеприведенным пунктом (1), может включать шляпообразное поперечное сечение, содержащее пару боковых стенок и пару фланцев.
(3) В штампованном изделии в соответствии с вышеприведенными пунктами (1) или (2), материалом может быть листовая сталь с прочностью на растяжение не меньше 390 МПа.
(4) В штампованном изделии в соответствии с любым из вышеприведенных пунктов (1)-(3), минимальная ширина направленного наружу фланца может быть не меньше 12 мм.
[0019]
(5) Вторым аспектом настоящего изобретения является способ штамповки, включающий: этап сдвига, на котором сдвигают и деформируют заготовку, в которой поперечное сечение перпендикулярно заданному направлению содержит верхнюю листовую часть, боковую стенку, продолжающуюся в верхнюю листовую часть через выпуклую реберную часть, и фланец, продолжающийся в боковую стенку через вогнутую реберную часть, в среднем положении, если смотреть в заданном направлении, тем самым образуя ступенчатый участок, продолжающийся во все из верхней листовой части, боковой стенки и фланца.
(6) Способ штамповки в соответствии с вышеприведенным пунктом (5), может дополнительно включать: этап удаления, на котором после этапа сдвига удаляют ненужную часть около ступенчатого участка, тем самым формируя направленный наружу фланец, продолжающийся от крайнего участка верхней листовой части до крайнего участка фланца, через крайний участок выпуклой реберной части, крайний участок боковой стенки и крайний участок вогнутой реберной части.
(7) В способе штамповки в соответствии с вышеприведенным пунктом (5) или (6), на этапе сдвига, первая часть в заготовке может быть ограничена посредством первого пуансона и первой матрицы, вторая часть в заготовке может быть ограничена посредством второго пуансона и второй матрицы, при этом первую часть и вторую часть в заготовке разделяют участком, который должен быть сформирован в ступенчатый участок, и ступенчатый участок может быть сформирован посредством относительного перемещения группы из первого пуансона и первой матрицы, и группы из второго пуансона и второй матрицы в наклонном направлении, в состоянии, в котором зазор от заготовки не образуется.
(8) В способе штамповки в соответствии с вышеприведенным пунктом (7), угол, образованный между наклонным направлением и направлением продолжения верхней листовой части в поперечном сечении, может быть не меньше 20 градусов, угол, образованный между наклонным направлением и направлением продолжения боковой стенки в поперечном сечении, может быть не меньше 20 градусов, и угол, образованный между наклонным направлением и направлением продолжения фланца в поперечном сечении, может быть не меньше 20 градусов.
[0020]
(9) Третьим аспектом настоящего изобретения является штамповочное устройство, которое деформирует заготовку, в которой поперечное сечение перпендикулярно заданному направлению включает верхнюю листовую часть; боковую стенку, продолжающуюся в верхнюю листовую часть через выпуклую реберную часть; и фланец, продолжающийся в боковую стенку через вогнутую реберную часть; таким образом, чтобы получить штампованное изделие, содержащее направленный наружу фланец, продолжающийся от крайнего участка верхней листовой части до крайнего участка фланца, через крайний участок выпуклой реберной части, крайний участок боковой стенки и крайний участок вогнутой реберной части, причем штамповочное устройство включает: первый пуансон и первую матрицу, которые ограничивают первую часть в заготовке; второй пуансон и вторую матрицу, которые ограничивают вторую часть в заготовке, причем первая часть и вторая часть в заготовке разделены в среднем положении в заданном направлении; и приводное средство, которое осуществляет относительное перемещение группы из первого пуансона и первой матрицы, и группы из второго пуансона и второй матрицы в наклонном направлении для образования ступенчатого участка в среднем положении, в состоянии, в котором зазор от заготовки не образуется.
(10) В штамповочном устройстве в соответствии с вышеприведенном пунктом (9), угол, образованный между наклонным направлением и направлением продолжения верхней листовой части в поперечном сечении, может быть не меньше 20 градусов, угол, образованный между наклонным направлением и направлением продолжения боковой стенки в поперечном сечении, может быть не меньше 20 градусов, угол, образованный между наклонным направлением и направлением продолжения фланца в поперечном сечении, может быть не меньше 20 градусов.
Преимущества изобретения
[0021]
В соответствии с штампованным изделием, посредством использования направленного наружу фланца, сформированного от крайнего участка верхней листовой части до крайнего участка фланцев, через крайний участок выпуклой реберной части, крайний участок боковой стенки и крайний участок вогнутой реберной части как припуск на шов, штампованное изделие может быть соединено с другим элементом. Таким образом, можно повысить жесткость в районе соединения штампованного изделия с другим элементом и характеристику передачи нагрузки. Таким образом, если, например, штампованное изделие используется в качестве поперечного элемента пола, то можно повысить жесткость на изгиб и жесткость на кручение каркаса кузова, что позволяет улучшить или увеличить стабильность рулевого управления, комфортность езды и уменьшить шум автомобиля.
[0022]
Кроме того, в соответствии с вышеописанными способом штамповки и штамповочным устройством, ступенчатый участок, который становится направленным наружу фланцем, может быть сформирован посредством сдвиговой деформации. Таким образом, штампованное изделие может быть успешно изготовлено без образования выреза в направленном наружу фланце для предотвращения возникновения трещины и складок на фланце при вытяжке.
Краткое описание чертежей
[0023]
Фиг.1 представляет собой перспективный вид, показывающий штампованное изделие в соответствии с вариантом осуществления настоящего изобретения.
Фиг.2А представляет собой пояснительный вид, показывающий обзор ситуации, когда промежуточное формованное изделие штампованного изделия изготавливают посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения, и представляет собой перспективный вид, показывающий основную часть штамповочного устройства после формирования ступенчатого участка, который становится направленным наружу фланцем.
Фиг.2В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия, образованную со ступенчатым участком.
Фиг.2С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца штампованного изделия.
Фиг.2D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.2С.
Фиг.2Е представляет собой пояснительный вид, показывающий факторы, связанные с формуемостью направленного наружу фланца.
Фиг.2F представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.2С.
Фиг.3 представляет собой перспективный вид, показывающий элементы штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.4 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
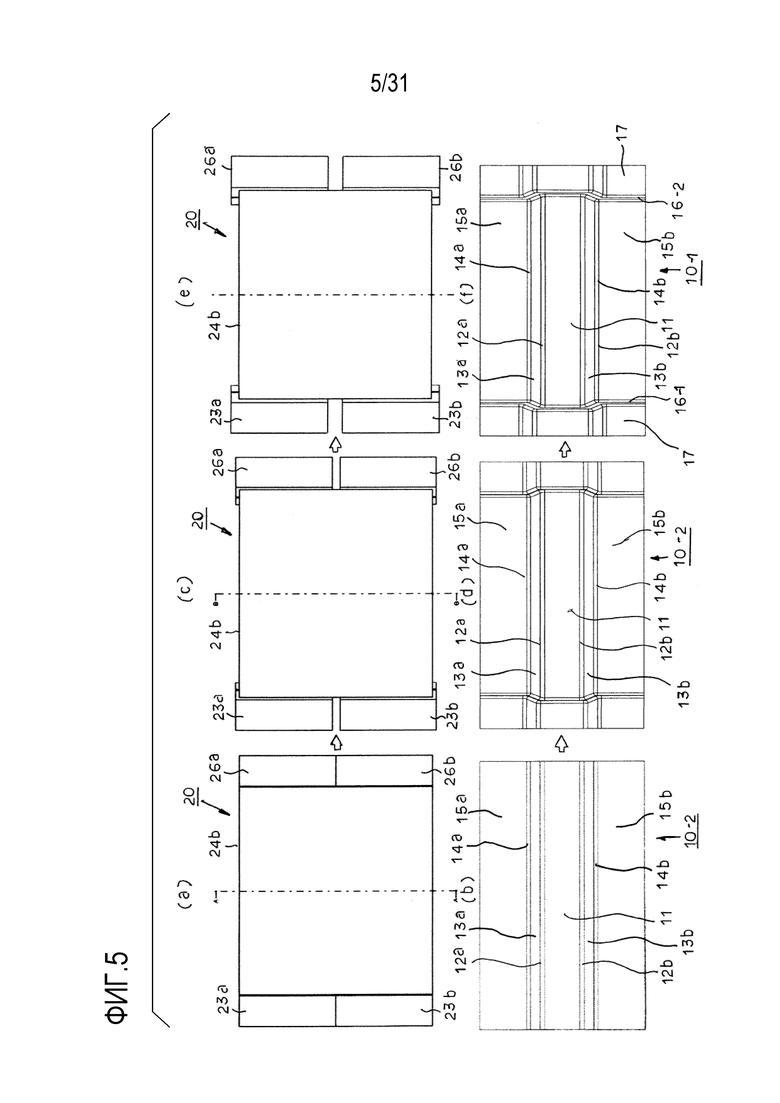
Фиг.5 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
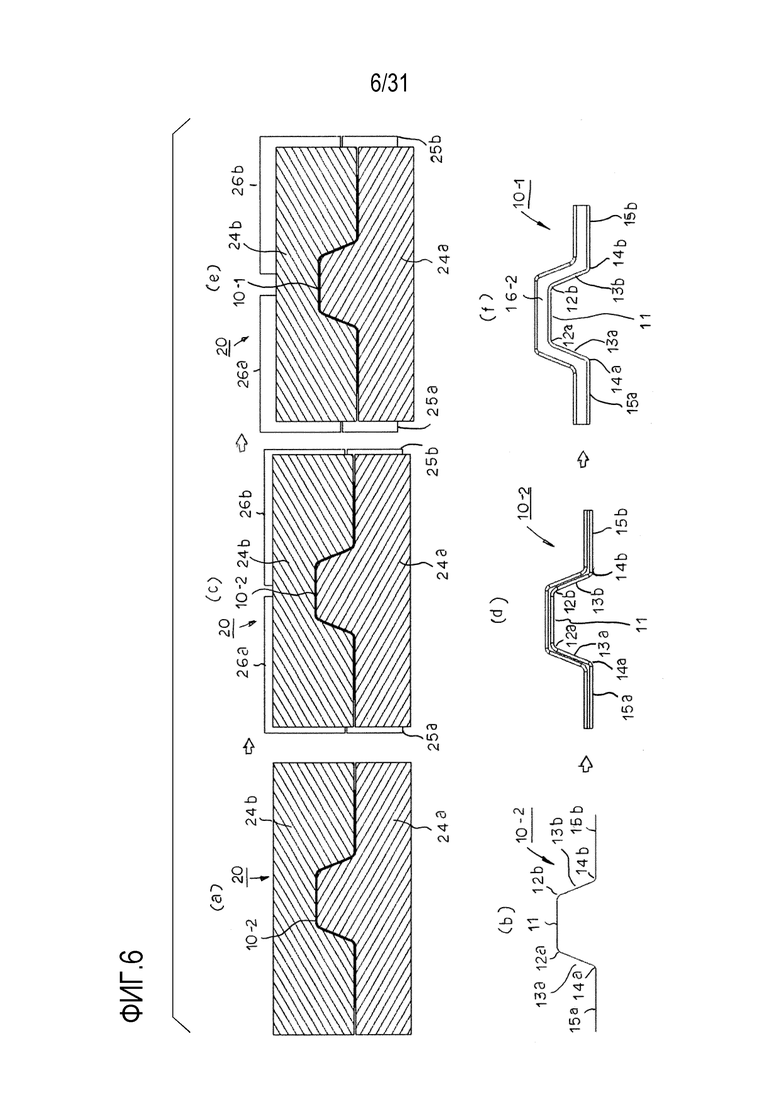
Фиг.6 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
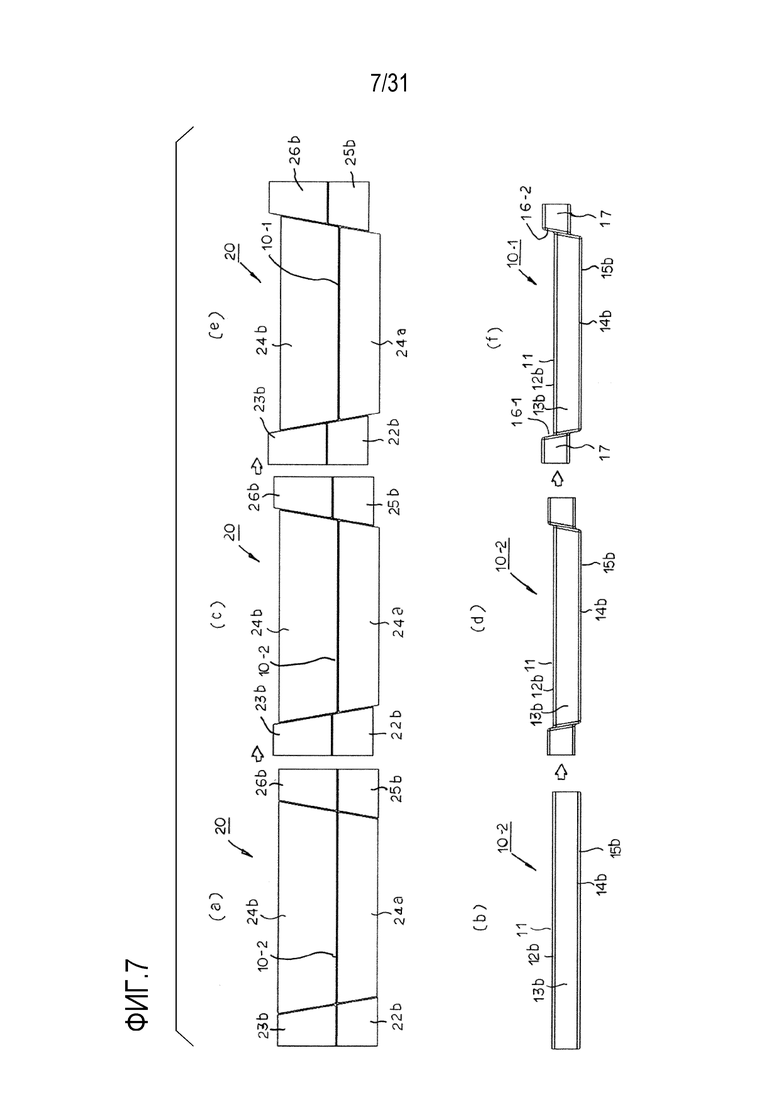
Фиг.7 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
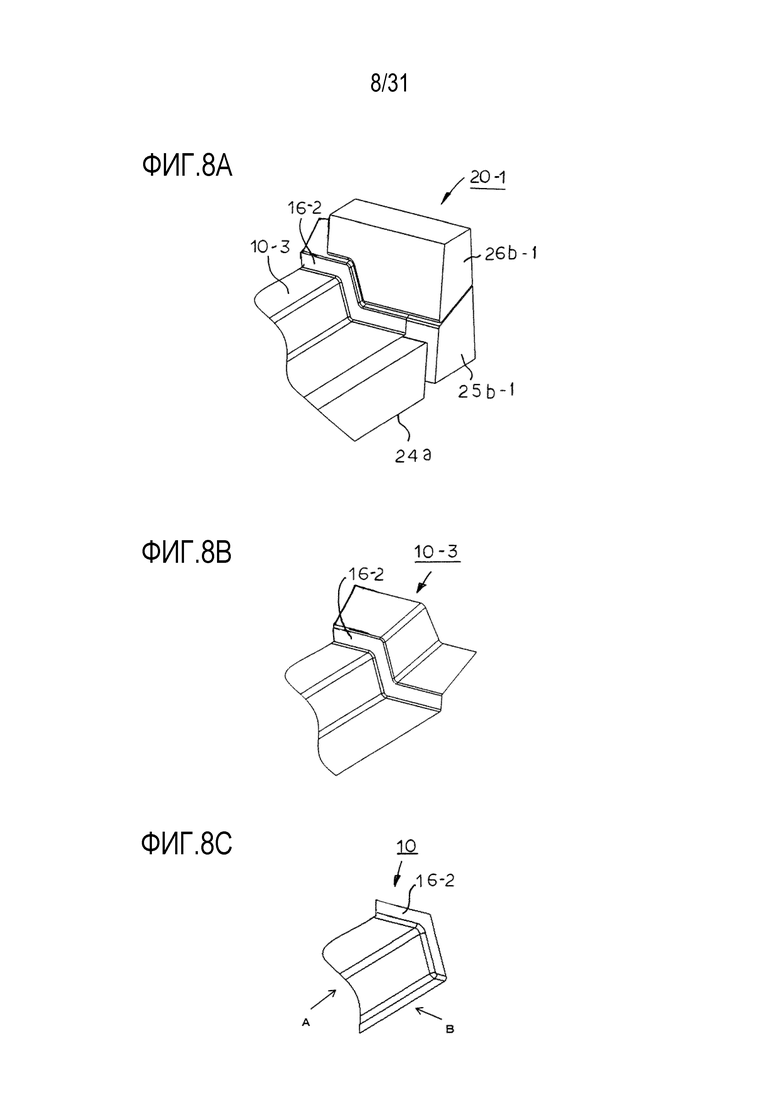
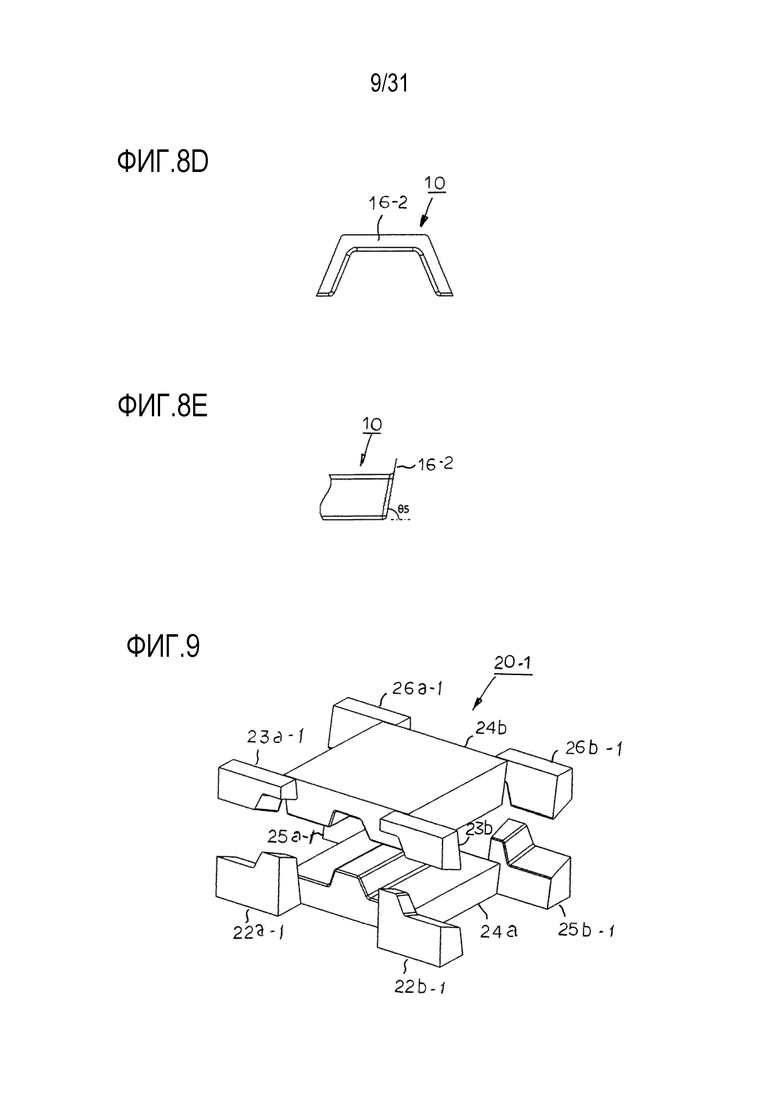
Фиг.8А представляет собой пояснительный вид, показывающий обзор ситуации, когда промежуточное формованное изделие штампованного изделия изготавливают посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения, и представляет собой перспективный вид, показывающий основную часть штамповочного устройства после формирования ступенчатого участка, который становится направленным наружу фланцем.
Фиг.8В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия, образованную со ступенчатым участком.
Фиг.8С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца штампованного изделия.
Фиг.8D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.8С.
Фиг.8Е представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.8С.
Фиг.9 представляет собой перспективный вид, показывающий элементы штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.10 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.11 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.12 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.13 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.14 представляет собой перспективный вид, показывающий штампованное изделие в соответствии с вариантом осуществления настоящего изобретения.
Фиг.15А представляет собой пояснительный вид, показывающий обзор ситуации, когда промежуточное формованное изделие штампованного изделия изготавливают посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения, и представляет собой перспективный вид, показывающий основную часть штамповочного устройства после формирования ступенчатого участка, который становится направленным наружу фланцем.
Фиг.15В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия, образованную со ступенчатым участком.
Фиг.15С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца штампованного изделия.
Фиг.15D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.15С.
Фиг.15Е представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.15С.
Фиг.16 представляет собой перспективный вид, показывающий элементы штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.17 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
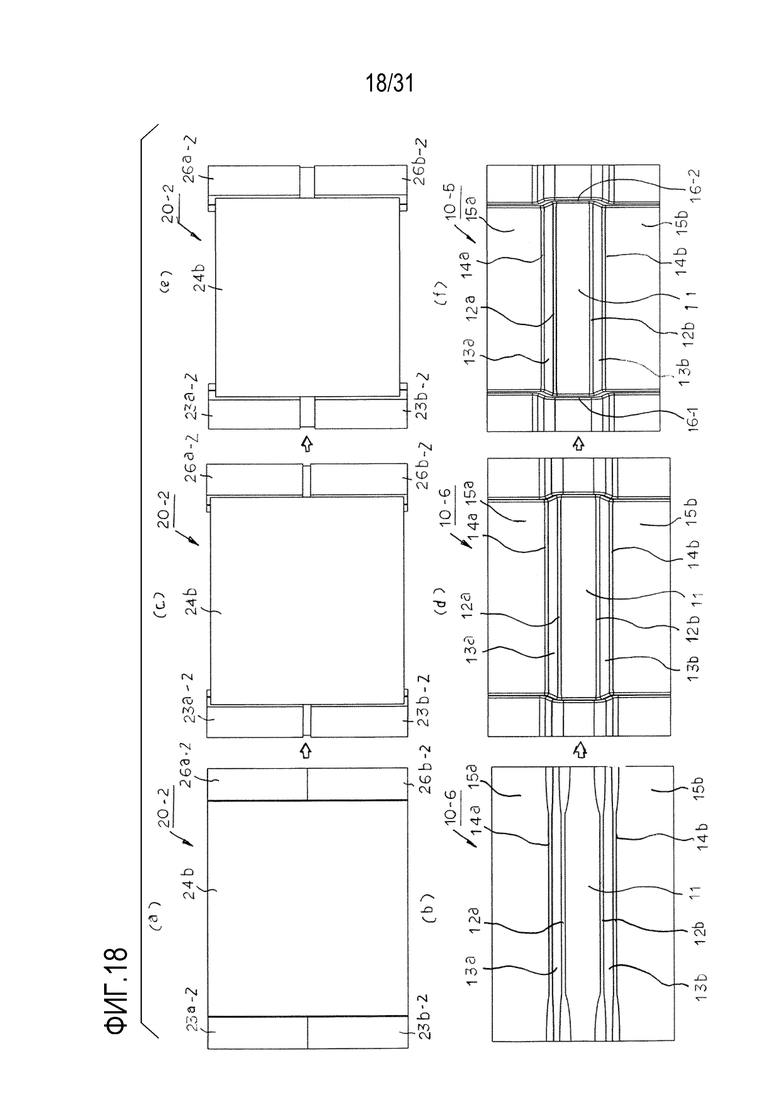
Фиг.18 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
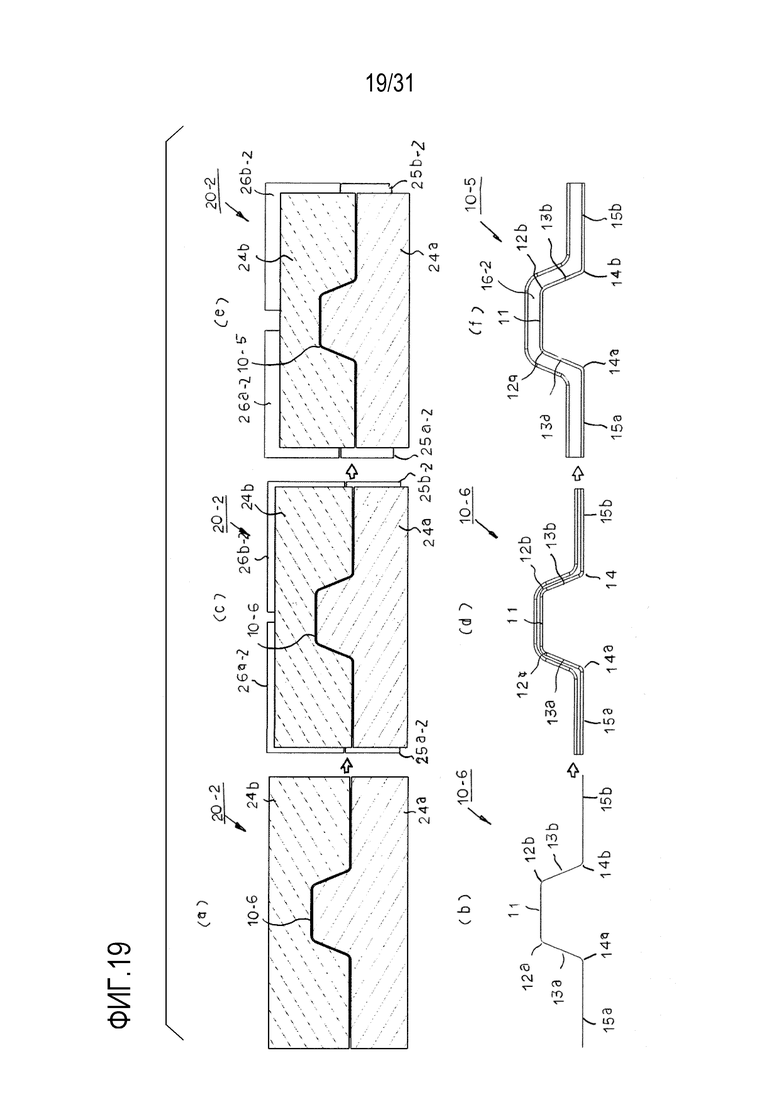
Фиг.19 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
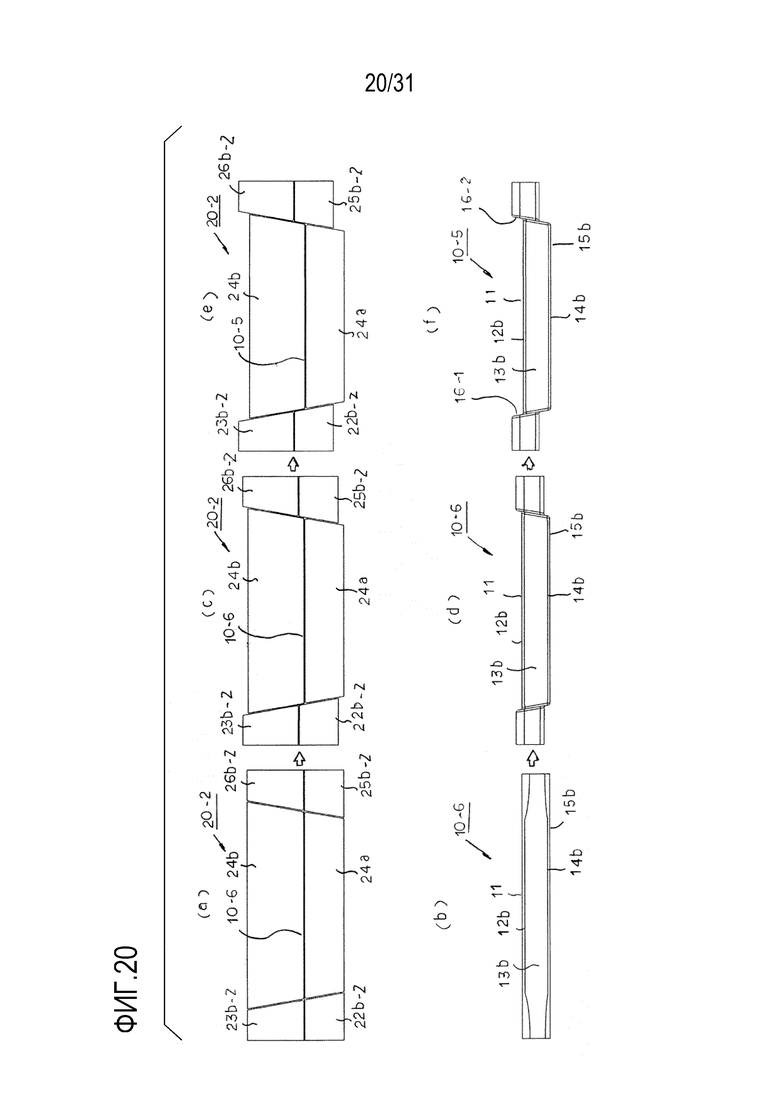
Фиг.20 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
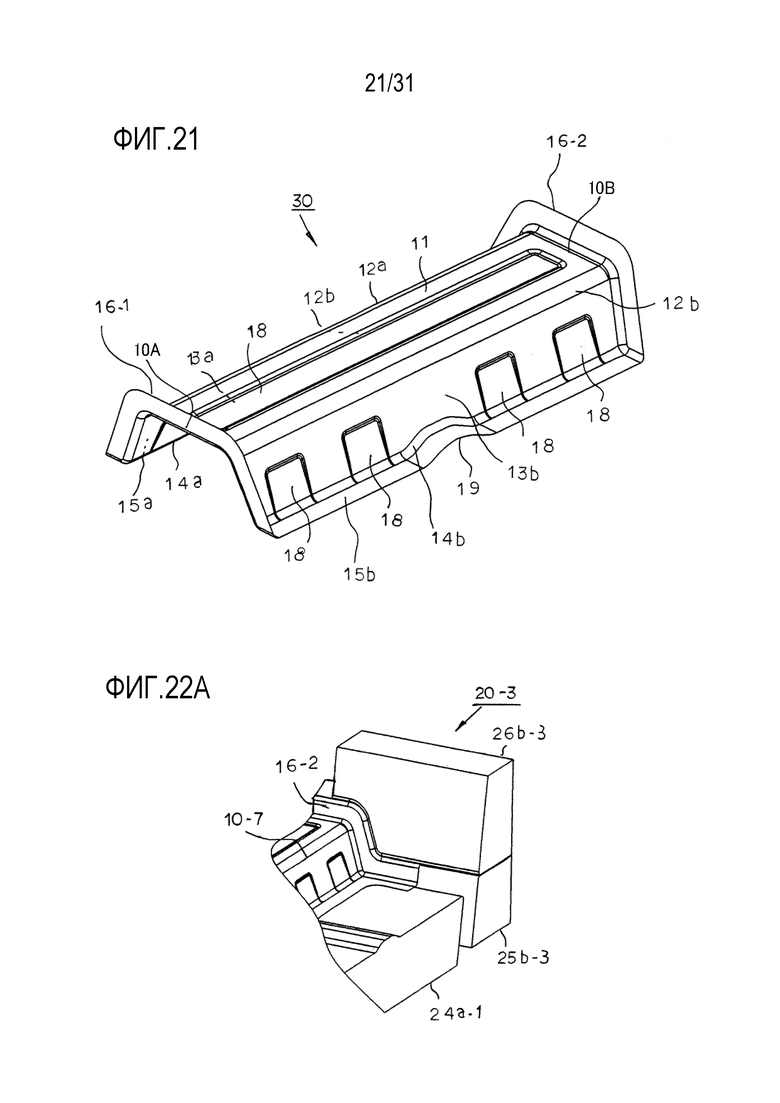
Фиг.21 представляет собой перспективный вид, показывающий другой пример штампованного изделия в соответствии с данным вариантом осуществления.
Фиг.22А представляет собой пояснительный вид, показывающий обзор ситуации, когда промежуточное формованное изделие штампованного изделия изготавливают посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения, и представляет собой перспективный вид, показывающий основную часть штамповочного устройства после формирования ступенчатого участка, который становится направленным наружу фланцем.
Фиг.22В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия, образованную со ступенчатым участком.
Фиг.22С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца штампованного изделия.
Фиг.22D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.22С.
Фиг.22Е представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.22С.
Фиг.23 представляет собой перспективный вид, показывающий элементы штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.24 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.25 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.26 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.27 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия и штампованного изделия посредством использования штамповочного устройства в соответствии с вариантом осуществления настоящего изобретения.
Фиг.28А представляет собой перспективный вид, показывающий поперечный элемент пола, который является характерным примером поперечного элемента, соединяемого с другим элементом посредством использования направленного наружу фланца, сформированного на обоих концах в продольном направлении как припуск на шов.
Фиг.28В представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.28А.
Фиг.28С представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.28А.
Фиг.28D представляет собой пояснительный увеличенный вид, показывающий круговой участок, показанный пунктирной линией на фиг.28В.
Фиг.29 представляет собой пояснительный увеличенный вид, показывающий обзор обычного способа штамповки поперечного элемента пола и в частности увеличивающий область концевого участка элемента в продольном направлении.
Фиг.30 представляет собой перспективный вид, показывающий штамповочное устройство, которое осуществляет штамповку посредством вытяжки.
Фиг.31 включает (а)-(i), где (а) представляет собой перспективный вид, показывающий штамповочное устройство перед формованием, (b) представляет собой вид в разрезе, показывающий штамповочное устройство перед формованием, (с) представляет собой перспективный вид, показывающий заготовку, взятую перед формованием, (d) представляет собой перспективный вид, показывающий штамповочное устройство во время формования, (е) представляет собой вид в разрезе штамповочного устройства во время формования, (f) представляет собой перспективный вид, показывающий заготовку, взятую во время формования, (g) представляет собой перспективный вид, показывающий штамповочное устройство после формования, (h) представляет собой вид в разрезе, показывающий штамповочное устройство после формования, и (i) представляет собой перспективный вид, показывающий заготовку, взятую после формования.
Варианты осуществления изобретения
[0024]
В результате глубокого анализа решения проблем авторы изобретения пришли к перечисленным ниже заключениям (А)-(В) и посредством дополнительных исследований осуществили настоящее изобретение.
[0025]
(А) Можно обеспечить требуемое штампованное изделие, содержащее направленный наружу фланец, посредством:
осуществления сдвиговой деформации в направлении, пересекающемся с продольным направлением в среднем положении в продольном направлении штампованного элемента, который имеет поперечное сечение, включающее верхнюю листовую часть, выпуклую реберную часть, продолжающуюся в верхнюю листовую часть, боковую стенку, продолжающуюся в выпуклую реберную часть, вогнутую реберную часть, продолжающуюся в боковую стенку, и фланец, продолжающийся в вогнутую реберную часть, тем самым образуя ступенчатый участок, продолжающийся в верхнюю листовую часть, выпуклую реберную часть, боковую стенку, вогнутую реберную часть и фланец, и
удаления ненужной части около ступенчатого участка.
[0026]
(В) Для формирования ступенчатого участка в штампованном элементе, сдвиговая деформация штампованного элемента может быть осуществлена в участке, который должен быть сформован в ступенчатый участок, посредством:
ограничения первой части в заготовке посредством первого пуансона и первой матрицы, и ограничения второй части в заготовке посредством второго пуансона и второй матрицы, при этом первая часть и вторая часть разделены участком, который должен быть сформован в ступенчатый участок в продольном направлении штампованного элемента, и
относительного перемещения группы из первого пуансона и первой матрицы, и группы из второго пуансона и второй матрицы в наклонном направлении относительно верхней листовой части штампованного элемента (заготовки), в состоянии, в котором зазор от штампованного элемента не образован.
[0027]
1-й вариант осуществления настоящего изобретения и 2-4-й варианты осуществления, которые представляют собой модификации 1-го варианта осуществления, будут описаны со ссылкой на чертежи. Следует отметить, что в описаниях 2-4-го вариантов осуществления будет описана конфигурация, отличающаяся от 1-го варианта осуществления, а для конфигурации, которая описана в 1-ом варианте осуществления, в чертеже использованы одинаковые ссылочные позиции для уменьшения лишних описаний.
[0028]
(1) 1-й вариант осуществления
1. Штампованное изделие 10 в соответствии с данным вариантом осуществления
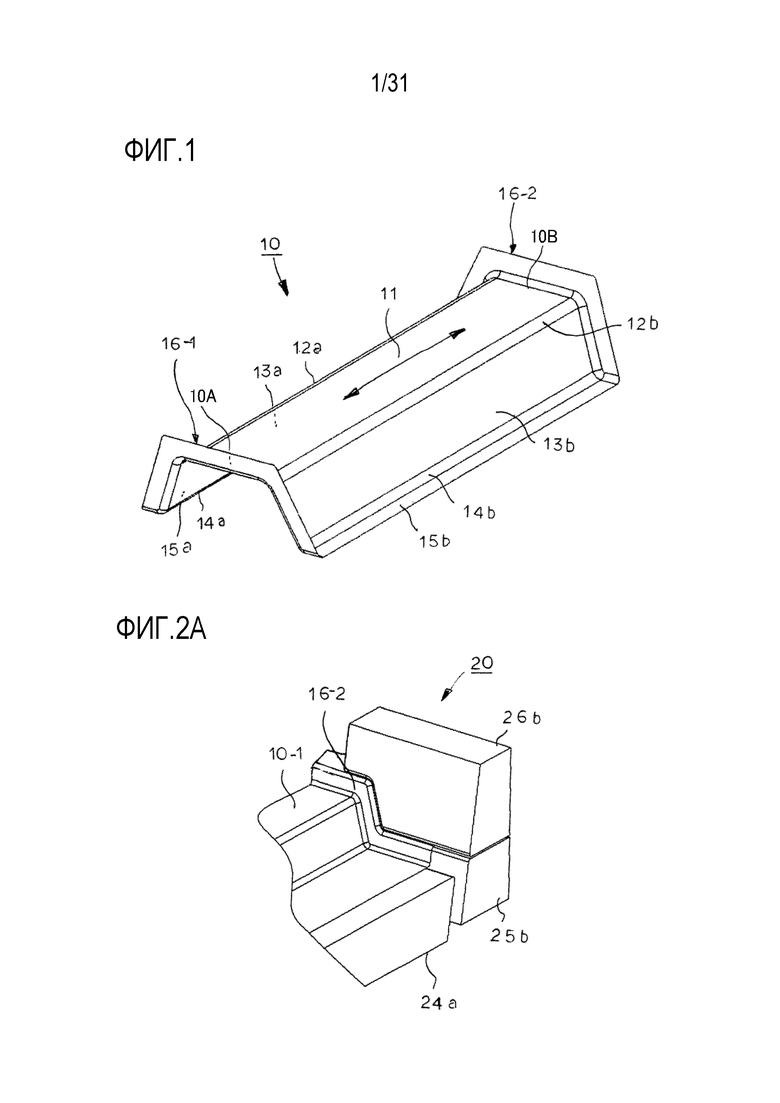
Фиг.1 представляет собой перспективный вид, показывающий штампованное изделие 10 в соответствии с данным вариантом осуществления.
Штампованное изделие 10, показанное на фиг.1, представляет собой штампованное изделие, образованное из высокопрочной листовой стали (толщина листа: 0,6-3,5 мм) с прочностью на растяжение не менее 390 МПа, предпочтительно не менее 590 МПа, и более предпочтительно не менее 980 МПа.
[0029]
Штампованное изделие 10 имеет по существу шляпообразное поперечное сечение, включающее верхнюю листовую часть 11, две выпуклые реберные части 12а, 12b, две боковые стенки 13а, 13b, две вогнутые реберные части 14а, 14b и два фланца 15а, 15b.
[0030]
В поперечном сечении, две выпуклые реберные части 12а, 12b обе продолжаются в верхнюю листовую часть 11. Каждая из двух боковых стенок 13а, 13b продолжается в каждую из двух выпуклых реберных частей 12а, 12b. Каждая из двух вогнутых реберных частей 14а, 14b продолжается в каждую из двух боковых стенок 13а, 13b. Кроме того, каждый из двух фланцев 15а, 15b продолжается в каждую из двух вогнутых реберных частей 14а, 14b.
[0031]
То есть штампованное изделие 10 имеет поперечное сечение, включающее верхнюю листовую часть 11, выпуклую реберную часть 12а или 12b, продолжающуюся в верхнюю листовую часть 11, боковую стенку 13а или 13b, продолжающуюся в выпуклую реберную часть 12а или 12b, вогнутую реберную часть 14а или 14b, продолжающуюся в боковую стенку 13а или 13b, и фланец 15а или 15b, продолжающийся в вогнутую реберную часть 14а или 14b.
[0032]
Направленные наружу фланцы 16-1, 16-2 сформированы в обоих концевых участках 10А, 10В в продольном направлении (направлении, указанном стрелкой, показанной на фиг.1) штампованного изделия 10.
[0033]
Каждый из направленных наружу фланцев 16-1, 16-2 сформирован непрерывно в крайнем участке от первого фланца 15а до второго фланца 15b, через первую вогнутую реберную часть 14а, первую боковую стенку 13а, первую выпуклую реберную часть 12а, верхнюю листовую часть 11, вторую выпуклую реберную часть 12b, вторую боковую стенку 13b, вторую вогнутую реберную часть 14b в указанном порядке.
[0034]
Направленные наружу фланцы 16-1, 16-2 удовлетворяют приведенным ниже Уравнению 1 и Уравнению 2, где, в одной единице измерения (например, в мм), TAve - средняя толщина направленного наружу фланца, TMin - минимальная толщина направленного наружу фланца и TMax - максимальная толщина направленного наружу фланца.
0,8 х TAve≤TMin < TAve (Уравнение 1)
TAve < TMax≤1,2 x TAve (Уравнение 2)
[0035]
Если TMin меньше чем 0,8 х TAve или TMax больше чем 1,2 х TAve, то отклонение толщины листа в направленном наружу фланце большое, и поэтому на участке, где толщина листа локально мала, жесткость и прочность соединения с другим элементом могут ухудшаться.
Верхнее предельное значение TMin и нижнее предельное значение TMax должны быть в отдельности ограничены, откуда следует, что верхний предел TMin меньше чем TAve.
[0036]
Минимальное значение TMin, максимальное значение TMax и среднее значение TAve толщины листа направленных наружу фланцев 16-1, 16-2 вычисляются соответственно посредством измерения толщины в 10 точках измерения с интервалами по меньшей мере 2 мм, в центральном положении направленных наружу фланцев 16-1, 16-2 в направлении ширины фланцев, для каждого из направленных наружу фланцев 16-1, 16-2.
[0037]
В вышеприведенных описаниях, направленные наружу фланцы 16-1, 16-2 сформированы, например, в обоих концевых участках 10А, 10В в продольном направлении штампованного изделия 10; однако настоящее изобретение не ограничено только таким вариантом. Может быть образован только один из направленных наружу фланцев 16-1 и 16-2 в концевом участке 10А или 10В в продольном направлении штампованного изделия 10.
[0038]
Кроме того, в вышеприведенном описании, направленные наружу фланцы 16-1, 16-2 сформированы непрерывно в крайнем участке от первого фланца 15а до второго фланца 15b через первую вогнутую реберную часть 14а, первую боковую стенку 13а, первую выпуклую реберную часть 12а, верхнюю листовую часть 11, вторую выпуклую реберную часть 12b, вторую боковую стенку 13b и вторую вогнутую реберную часть 14b в указанном порядке; однако настоящее изобретение не ограничено только таким вариантом. Направленный наружу фланец 16-1, 16-2 может быть образован от первого фланца 15а до верхней листовой части 11 через первую вогнутую реберную часть 14а, первую боковую стенку 13а и первую выпуклую реберную часть 12а в указанном порядке, или может быть образован от второго фланца 15b до верхней листовой части 11 через вторую вогнутую реберную часть 14b, вторую боковую стенку 13b и вторую выпуклую реберную часть 12b в указанном порядке.
[0039]
Штампованное изделие 10 образуют с направленными наружу фланцами 16-1, 16-2, продолжающимися, например, от верхней листовой части 11 до фланцев 15а, 15b в шляпообразном поперечном сечении, без образования выреза, который заходит в выпуклые реберные части 12а, 12b или вогнутые реберные части 14а, 14b в изогнутом участке направленных наружу фланцев 16-1, 16-2.
[0040]
В соответствии с данным штампованным изделием 10, посредством использования направленных наружу фланцев 16-1, 16-2, сформированных по меньшей мере от верхней листовой части 11 до фланцев 15а, 15b в концевом участке в продольном направлении как припуск на шов, можно соединять данное штампованное изделие 10 с другим элементом (тоннельным участком передней панели пола или внутренней панелью лонжерона, если штампованное изделие 10 представляет собой поперечный элемент), соответственно можно значительно повысить жесткость около соединения штампованного изделия 10 с другим элементом и характеристику передачи нагрузки, а также прочность соединения между панелью пола и лонжероном. Таким образом, например, если штампованное изделие 10 используется в качестве поперечного элемента пола, то можно повысить жесткость каркаса кузова на изгиб и на кручение, что позволяет улучшить или увеличить стабильность рулевого управления, комфортность езды и уменьшить шум автомобиля.
[0041]
Предпочтительно, чтобы минимальная ширина направленных наружу фланцев 16-1, 16-2 была не меньше 12 мм, так чтобы припуск на шов для соединения штампованного изделия с другим элементом мог быть в достаточной мере закрепленным.
Предпочтительно минимальная ширина направленных наружу фланцев 16-1, 16-2 не меньше 15 мм и более предпочтительно не меньше 20 мм.
Следует отметить, что ширина направленного наружу фланца представляет собой расстояние в направлении нормали вогнутой реберной части, от вогнутой реберной части до концевого участка направленного наружу фланца.
[0042]
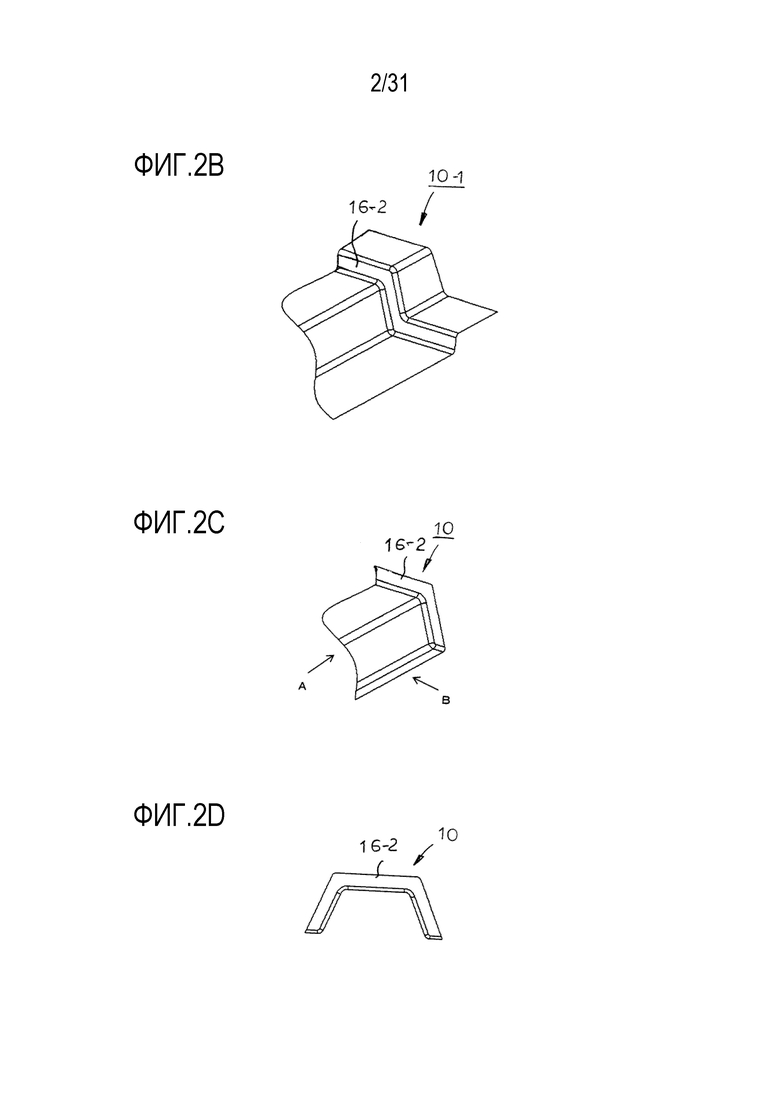
2. Штамповочное устройство 20 и способ штамповки в соответствии с данным вариантом осуществления
Фиг.2А - Фиг.2F представляют собой примерные виды, показывающие обзор ситуации, в которой промежуточное формованное изделие 10-1 штампованного изделия 10 изготавливают посредством использования штамповочного устройства 20 в соответствии с данным вариантом осуществления. Фиг.2А представляет собой перспективный вид, показывающий основную часть штамповочного устройства 20 после формирования ступенчатого участка 16-2, который становится направленным наружу фланцем. Фиг.2В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия 10-1, образованную со ступенчатым участком 16-2. Фиг.2С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца 16-2 штампованного изделия 10. Фиг.2D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.2С. Фиг.2Е представляет собой пояснительный вид, показывающий факторы, связанные с формуемостью направленного наружу фланца 16-2. Фиг.2F представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.2С.
[0043]
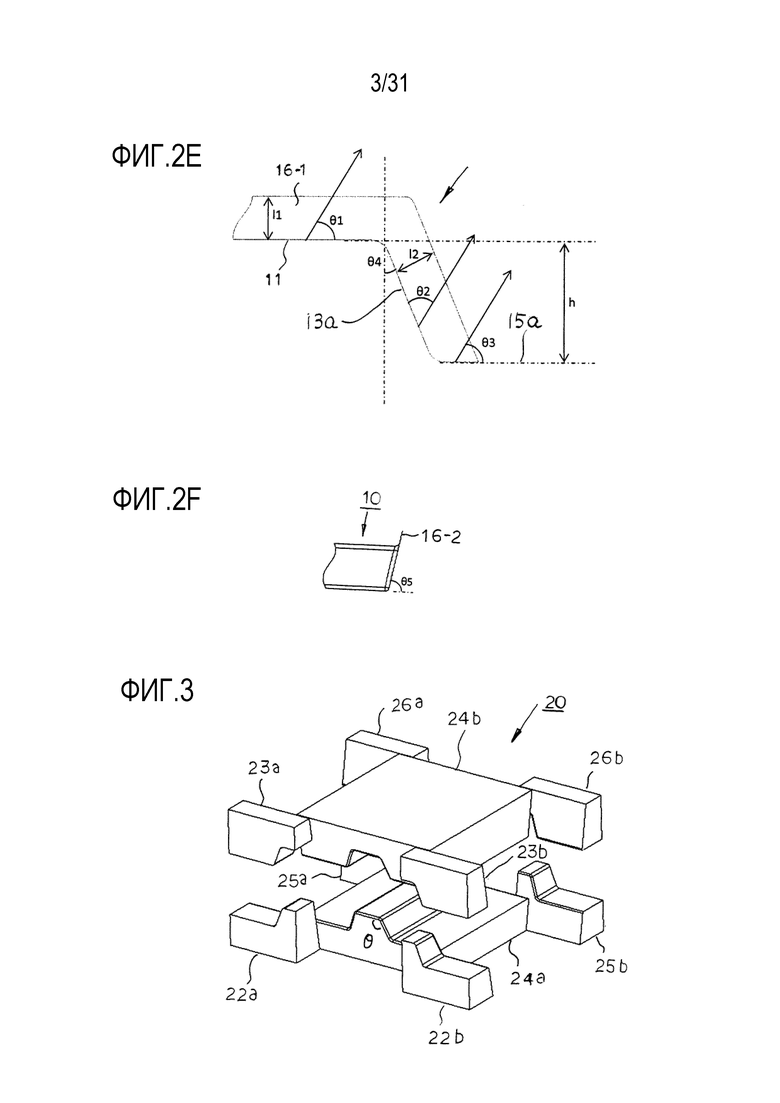
Фиг.3 представляет собой вид, показывающий элементы штамповочного устройства 20 в соответствии с данным вариантом осуществления.
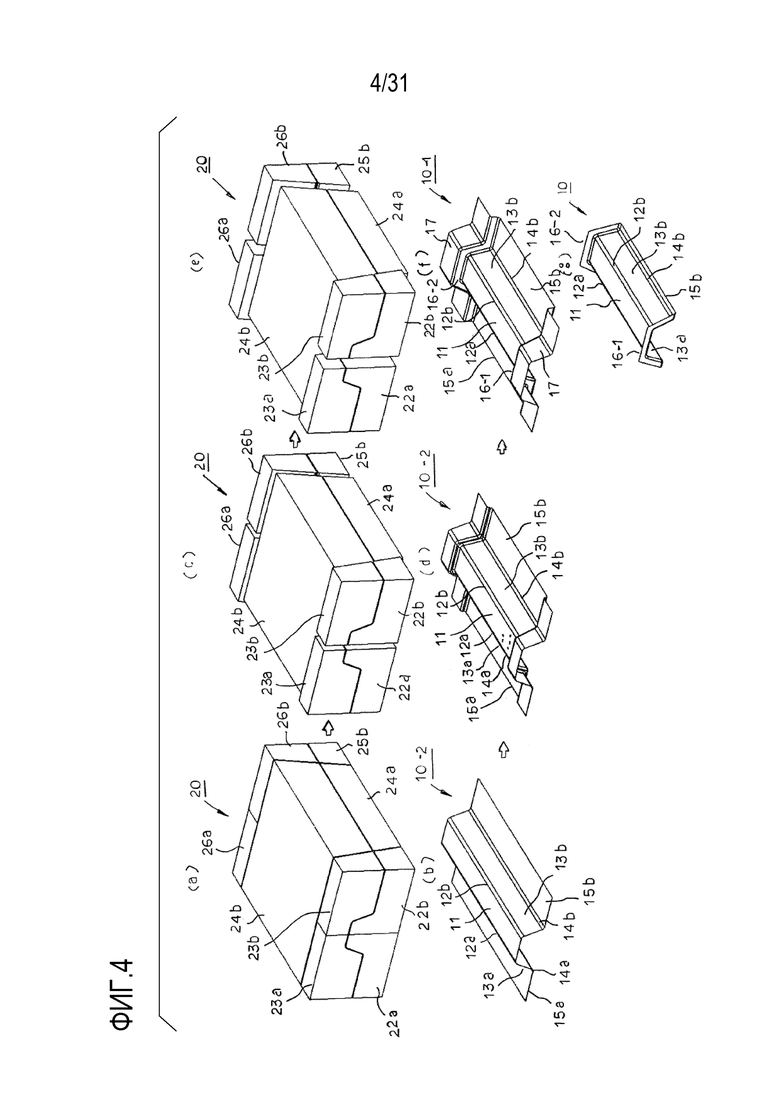
Фиг.4 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-1 и штампованного изделия 10 посредством использования штамповочного устройства 20 в соответствии с данным вариантом осуществления.
(а) представляет собой перспективный вид, показывающий штамповочное устройство 20 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой перспективный вид, показывающий заготовку 10-2, взятую из данного устройства.
(с) представляет собой перспективный вид, показывающий штамповочное устройство 20 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой перспективный вид, показывающий заготовку 10-2.
(е) представляет собой перспективный вид, показывающий штамповочное устройство 20 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой перспективный вид, показывающий промежуточное формованное изделие 10-1.
(g) представляет собой перспективный вид, показывающий штампованное изделие 10.
[0044]
Фиг.5 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-1 и штампованного изделия 10 посредством использования штамповочного устройства 20 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сверху, показывающий штамповочное устройство 20 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид сверху заготовки 10-2, взятой из данного устройства.
(с) представляет собой вид сверху, показывающий штамповочное устройство 20 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид сверху, показывающий заготовку 10-2.
(е) представляет собой вид сверху штамповочного устройства 20 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид сверху, показывающий промежуточное формованное изделие 10-1.
[0045]
Фиг.6 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-1 и штампованного изделия 10 посредством использования штамповочного устройства 20 в соответствии с данным вариантом осуществления.
(а) представляет собой вид спереди, показывающий штамповочное устройство 20 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид спереди заготовки 10-2, взятой из данного устройства.
(с) представляет собой вид спереди, показывающий штамповочное устройство 20 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид спереди, показывающий заготовку 10-2.
(е) представляет собой вид спереди, показывающий штамповочное устройство 20 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид спереди, показывающий промежуточное формованное изделие 10-1.
[0046]
Далее, фиг.7 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-1 и штампованного изделия 10 посредством использования штамповочного устройства 20 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сбоку штамповочного устройства 20 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид сбоку заготовки 10-2, взятой из данного устройства.
(с) представляет собой вид сбоку, показывающий штамповочное устройство 20 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид сбоку, показывающий заготовку 10-2.
(е) представляет собой вид сбоку, показывающий штамповочное устройство 20 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид сбоку, показывающий промежуточное формованное изделие 10-1.
[0047]
Как показано на фиг.2А - фиг.2F и фиг.3 - фиг.7, штамповочное устройство 20 осуществляет штамповку промежуточного формованного изделия 10-1 штампованного изделия 10 в соответствии с данным вариантом осуществления, описанным выше.
[0048]
Как показано на фиг.2А - фиг.2F и фиг.3 - фиг.7, штамповочное устройство 20 включает группу из первого пуансона 24а и первой матрицы 24b, и группу из вторых пуансонов 22а, 22b, 25а, 25b и вторых матриц 23а, 23b, 26а, 26b.
[0049]
Для изготовления штампованного элемента 10-2, который представляет собой заготовку, может быть осуществлен отдельный этап для предварительного формования изделия, имеющего профиль, показанный на фиг.4(b), посредством использования пуансона и матрицы. Однако с точки зрения производительности, предпочтительно изготавливать штампованный элемент 10-2 из плоской заготовки посредством использования комбинированного пуансона, образованного посредством первого пуансона 24а и вторых пуансонов 22а, 22b, 25а, 25b, и комбинированной матрицы, образованной посредством первой матрицы 24b и вторых матриц 23а, 23b, 26а, 26b, так, чтобы образовать профиль, показанный на фиг.4(b).
[0050]
Штампованный элемент 10-2 имеет шляпообразное поперечное сечение, включающее верхнюю листовую часть 11, две выпуклые реберные части 12а, 12b, продолжающиеся в верхнюю листовую часть 11, две боковые стенки 13а, 13b, продолжающиеся в каждую из двух выпуклых реберных частей 12а, 12b, две вогнутые реберные части 14а, 14b, продолжающиеся в каждую из двух боковых стенок 13в, 13b, и два фланца 15а, 15b, продолжающиеся в каждую из двух вогнутых реберных частей 14а, 14b.
[0051]
Первый пуансон 24а и первая матрица 24b ограничивают часть штампованного элемента 10-2, которая примыкает к участку, который должен быть сформован в ступенчатые участки 16-1, 16-2, которые становятся направленными наружу фланцами штампованного изделия 10 в продольном направлении. То есть первый пуансон 24а и первая матрица 24b ограничивают внутренний участок от ступенчатых участков 16-1, 16-2.
[0052]
При этом вторые пуансоны 22а, 22b, 25а, 25b и вторые матрицы 23а, 23b, 26а, 26b ограничивают остальную часть штампованного элемента 10-2, помимо участка, который должен быть сформован в ступенчатые участки 16-1, 16-2, которые становятся направленными наружу фланцами штампованного изделия 10 в продольном направлении. То есть вторые пуансоны 22а, 22b, 25а, 25b и вторые матрицы 23а, 23b, 26а, 26b ограничивают два внешних участка от ступенчатых участков 16-1, 16-2.
[0053]
Кроме того, все из второго пуансона 22а, второй матрицы 23а, второго пуансона 22b, второй матрицы 23b, второго пуансона 25а, второй матрицы 26а, второго пуансона 25b, второй матрицы 26b выполнены с возможностью независимого относительного перемещения в наклонном направлении относительно первого пуансона 24а и первой матрицы 24b, при этом ограничивая штампованный элемент 10-2 без образования зазора от штампованного элемента 10-2. Более конкретно, наклонное направление представляет собой направление под углом не меньше, чем угол наклона боковой стенки 13а, 13b относительно верхней листовой части 11 штампованного элемента 10-2.
[0054]
Более конкретно, со ссылкой на фиг.2Е, направление штамповки предпочтительно представляет собой направление, в котором все из углов θ1, θ2, θ3 составляют не меньше 20 градусов.
На фиг.2Е, ссылочная позиция 11 представляет собой высоту (в мм) ступенчатого участка 16-1 (16-2), который становится направленным наружу фланцем, продолжающимся в верхнюю листовую часть 11, ссылочная позиция 12 представляет собой высоту (в мм) ступенчатого участка 16-1 (16-2), который становится направленным наружу фланцем, продолжающимся в боковую стенку 13а, ссылочная позиция h представляет собой высоту (в мм) боковой стенки 13а, ссылочная позиция θ1 представляет собой угол (в градусах), образуемый направлением штамповки, показанным стрелкой, и направлением продолжения верхней листовой части 11, ссылочная позиция θ2 представляет собой угол (в градусах), образуемый направлением штамповки, показанным стрелкой, и направлением продолжения боковой стенки 13а, и ссылочная позиция θ3 представляет собой угол (в градусах), образуемый направлением штамповки, показанным стрелкой, и направлением продолжения фланца 15а.
Кроме того, ссылочная позиция θ4 представляет собой угол раскрыва боковой стенки 13а; причем угол θ4 может быть не меньше нуля (0) градусов, и предпочтительно угол θ4 может быть не меньше 20 градусов.
[0055]
Приводное средство (механизм перемещения), которое перемещает второй пуансон 22а, вторую матрицу 23а, второй пуансон 22b, вторую матрицу 23b, второй пуансон 25а, вторую матрицу 26а, второй пуансон 25b и вторую матрицу 26b относительно первого пуансона 24а и первой матрицы 24b таким образом, не ограничен конкретным приводным средством. Например, в качестве такого приводного средства может быть использован обычный механизм (такой как механизм скольжения или силовой привод (цилиндр).
[0056]
Ниже будет описан способ штамповки в соответствии с данным вариантом осуществления. В способе штамповки в соответствии с данным вариантом осуществления, посредством использования штамповочного устройства 20, первый пуансон 24а и первая матрица 24b ограничивают первую часть штампованного элемента 10-2, которая примыкает к участку, который должен быть сформован в ступенчатый участок 16-1, 16-2, который становится фланцем штампованного изделия 10 в продольном направлении, то есть внутренний участок от ступенчатого участка 16-1, 16-2. Затем, поддерживая данное ограничивающее состояние штампованного элемента 10-2 без создания зазора между штампованным элементом 10-2 и всеми из второго пуансона 22а, второй матрицы 23а, второго пуансона 22b, второй матрицы 23b, второго пуансона 25а, второй матрицы 26а, второго пуансона 25b и второй матрицы 26b, штамповочное устройство 20 перемещает данные пуансоны и матрицы независимо и в отдельности в относительно наклонном направлении относительно первого пуансона 24а и первой матрицы 24b (этап сдвига). Более конкретно, наклонное направление, как было описано выше, представляет собой направление под углом не меньше, чем угол наклона боковой стенки 13а, 13b относительно верхней листовой части штампованного элемента 10-2.
[0057]
Таким образом, ступенчатые участки 16-1, 16-2 формируются посредством сдвиговой деформации в средних положениях в продольном направлении штампованного элемента 10-2, так что каждый ступенчатый участок 16-1, 16-2 продолжается во все из верхней листовой части 11, двух выпуклых реберных частей 12а, 12b, двух боковых стенок 13а, 13b, двух вогнутых реберных частей 14а, 14b и двух фланцев 15а, 15b, и продолжается в направлении, пересекающемся с каждым из верхней листовой части 11, двух выпуклых реберных частей 12а, 12b, двух боковых стенок 13а, 13b, двух вогнутых реберных частей 14а, 14b и двух фланцев 15а, 15b. В результате получается промежуточное формованное изделие 10-1.
[0058]
Затем ненужную часть 17 около ступенчатых участков 16-1, 16-2 промежуточного формованного изделия 10-1 удаляют соответствующим способом (например, лазерной резкой или обрезкой кромки), в результате чего получается штампованное изделие 10 в соответствии с данным вариантом осуществления (этап удаления).
[0059]
Во время формирования ступенчатых участков 16-1, 16-2 посредством сдвиговой деформации, толщина листа уменьшается незначительно. Следовательно, направленные наружу фланцы 16-1, 16-2 штампованного изделия 10 могут удовлетворять Уравнению 1 и Уравнению 2, описанным выше, где в одной единице измерения (например, в мм), TAve - средняя толщина направленного наружу фланца, TMin - минимальная толщина направленного наружу фланца и TMax - максимальная толщина направленного наружу фланца.
[0060]
Таким образом, посредством использования штамповочного устройства 20 может быть изготовлено штампованное изделие 10, такое как поперечный элемент пола, без образования выреза в изогнутом участке направленного наружу фланца 16-1, 16-2. Штампованное изделие 10, сформованное таким образом, имеет поперечное сечение, включающее верхнюю листовую часть 11, выпуклую реберную часть 12а или 12b, продолжающуюся в верхнюю листовую часть 11, боковую стенку 13а или 13b, продолжающуюся в выпуклую реберную часть 12а или 12b, вогнутую реберную часть 14а или 14b, продолжающуюся в боковую стенку 13а или 13b, и фланец 15а или 15b, продолжающийся в вогнутую реберную часть 14а или 14b. Кроме того, штампованное изделие 10, сформованное таким образом, содержит направленный наружу фланец 16-1 или 16-2, продолжающийся по меньшей мере от верхней листовой части 11 до фланца 15а или 15b в одном или обоих из двух концевых участков 10А, 10В в продольном направлении.
[0061]
(2) 2-й вариант осуществления
На фиг.8А - фиг.23, на которые сделана ссылка в приведенном ниже описании, относительно пуансона и матрицы установлены ссылочные позиции, такие как первый пуансон 24а-1, первая матрица 24b-1, вторые пунсоны 22а-1-3, 22b-1-3, 25а-1-3, 25b-1-3 и вторые матрицы 23а-1-3, 23b-1-3, 26а-1-3, 26b-1-3. Цифра в ссылочной позиции, указанная после символа «-», означает, что изменена только форма внешней поверхности пуансона или форма внутренней поверхности матрицы.
[0062]
Фиг.8А - фиг.8F представляют собой пояснительные виды, показывающие обзор ситуации, когда промежуточное формованное изделие 10-3 штампованного изделия 10 изготавливают посредством использования штамповочного устройства 20-1 в соответствии с данным вариантом осуществления. Фиг.8А представляет собой перспективный вид, показывающий основную часть штамповочного устройства 20-1 после формирования ступенчатого участка 16-2, который становится направленным наружу фланцем. Фиг.8В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия 10-3, образованного со ступенчатым участком 16-2. Фиг.8С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца 16-2 штампованного изделия 10. Фиг.8D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.8С. Фиг.8Е представляет собой пояснительный вид, показывающий факторы, связанные с формуемостью направленного наружу фланца 16-2. Фиг.8F представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.8С.
[0063] Фиг.9 представляет собой перспективный вид, показывающий элементы штамповочного устройства 20-1 в соответствии с данным вариантом осуществления.
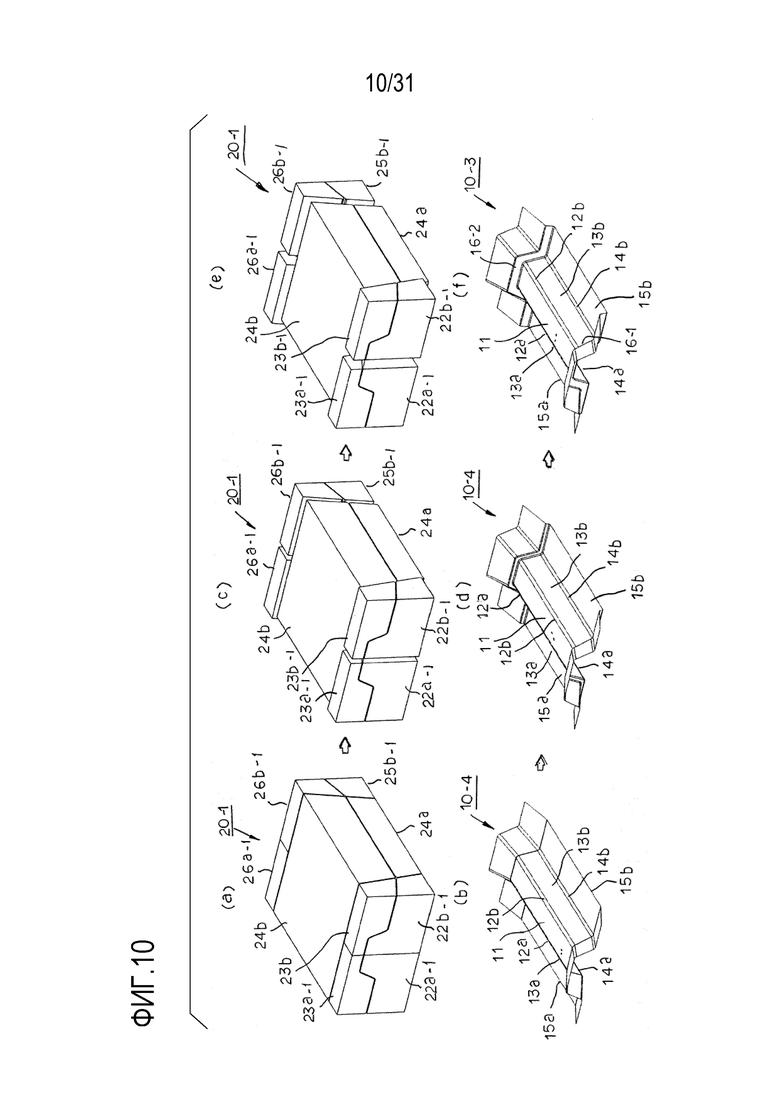
Фиг.10 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-3 и штампованного изделия 10 посредством использования штамповочного устройства 20-1 в соответствии с данным вариантом осуществления.
(а) представляет собой перспективный вид, показывающий штамповочное устройство 20-1 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой перспективный вид, показывающий заготовку 10-4, взятую из данного устройства.
(с) представляет собой перспективный вид, показывающий штамповочное устройство 20-1 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой перспективный вид, показывающий заготовку 10-4.
(е) представляет собой перспективный вид, показывающий штамповочное устройство 20-1 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой перспективный вид, показывающий промежуточное формованное изделие 10-3.
[0064]
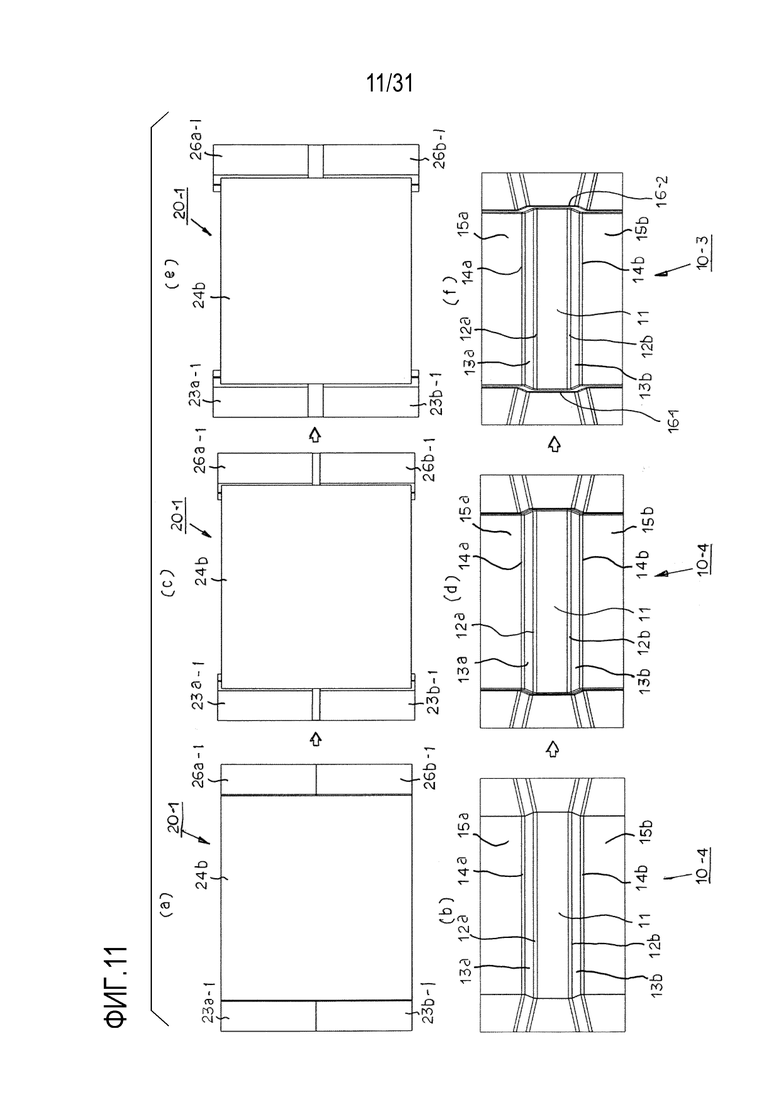
Фиг.11 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-3 и штампованного изделия 10 посредством использования штамповочного устройства 20-1 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сверху, показывающий штамповочное устройство 20-1 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид сверху, показывающий заготовку 10-4, взятую из данного устройства.
(с) представляет собой вид сверху, показывающий штамповочное устройство 20-1 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид сверху, показывающий заготовку 10-4.
(е) представляет собой вид сверху, показывающий штамповочное устройство 20-1 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид сверху, показывающий промежуточное формованное изделие 10-3.
[0065]
Фиг.12 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-3 и штампованного изделия 10 посредством использования штамповочного устройства 20-1 в соответствии с данным вариантом осуществления.
(а) представляет собой вид спереди, показывающий штамповочное устройство 20-1 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид спереди, показывающий заготовку 10-4, взятую из данного устройства.
(с) представляет собой вид спереди, показывающий штамповочное устройство 20-1 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид спереди, показывающий заготовку 10-4.
(е) представляет собой вид спереди, показывающий штамповочное устройство 20-1 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид спереди, показывающий промежуточное формованное изделие 10-3.
[0066]
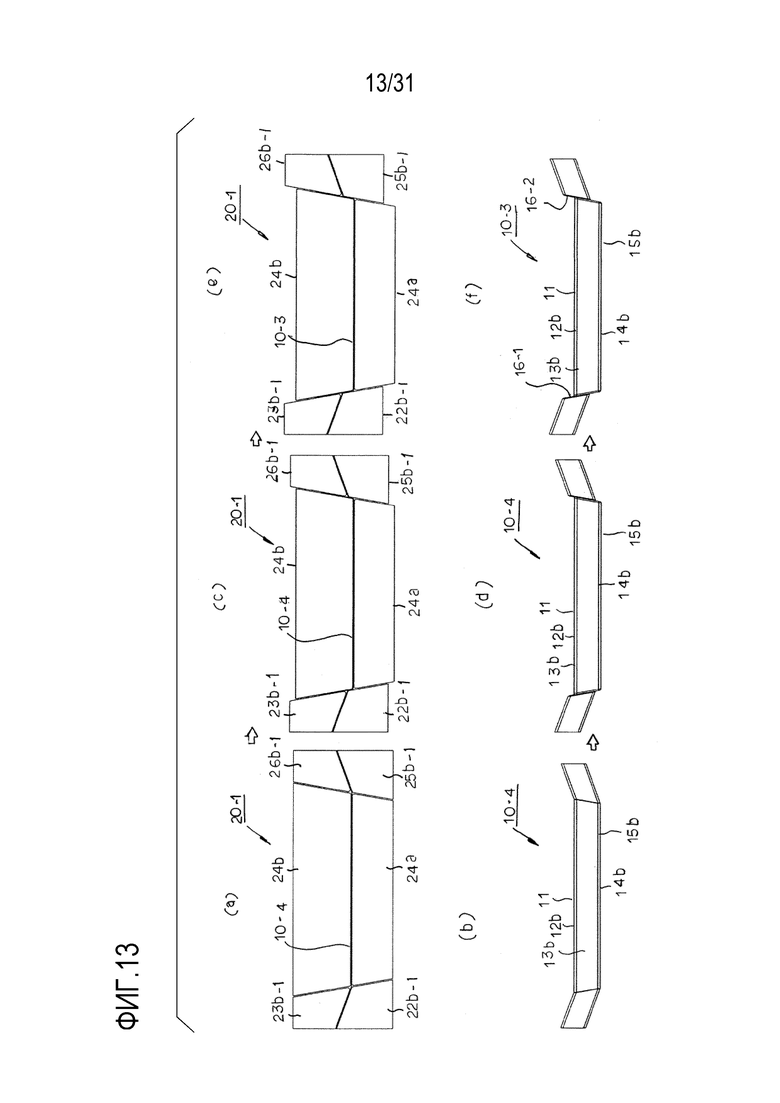
Далее, фиг.13 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-3 и штампованного изделия 10 посредством использования штамповочного устройства 20-1 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сбоку, показывающий штамповочное устройство 20-1 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид сбоку, показывающий заготовку 10-4, взятую из данного устройства.
(с) представляет собой вид сбоку, показывающий штамповочное устройство 20-1 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид сбоку, показывающий заготовку 10-4.
(е) представляет собой вид сбоку, показывающий штамповочное устройство 20-1 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид сбоку, показывающий промежуточное формованное изделие 10-3.
[0067] 2-й вариант осуществления отличается от выше 1-го варианта осуществления тем, что формование осуществляется так, что ширина верхней листовой части 11 промежуточного формованного изделия 10-3, формуемого посредством второго пуансона 22а-1, второй матрицы 23а-1, второго пуансона 22b-1, второй матрицы 23b-1, второго пуансона 25а-1, второй матрицы 26а-1, второго пуансона 25b-1 и второй матрицы 26b-1, расширена, поскольку увеличивается расстояние от ступенчатого участка 16-1, 16-2. При осуществлении формования таким образом, когда осуществляется сдвиговое формование ступенчатых участков 16-1, 16-2, заранее обеспечивают длинную окружную длину в поперечном сечении и затем окружную длину в поперечном сечении уменьшают, может быть активизировано движение материала к ступенчатым участкам 16-1, 16-2. Следовательно, могут быть эффективно предотвращены трещины, образующиеся в том участке, где ступенчатые участки 16-1, 16-2 сходятся с выпуклой реберной частью 12а, 12b.
[0068]
(3) 3-й вариант осуществления
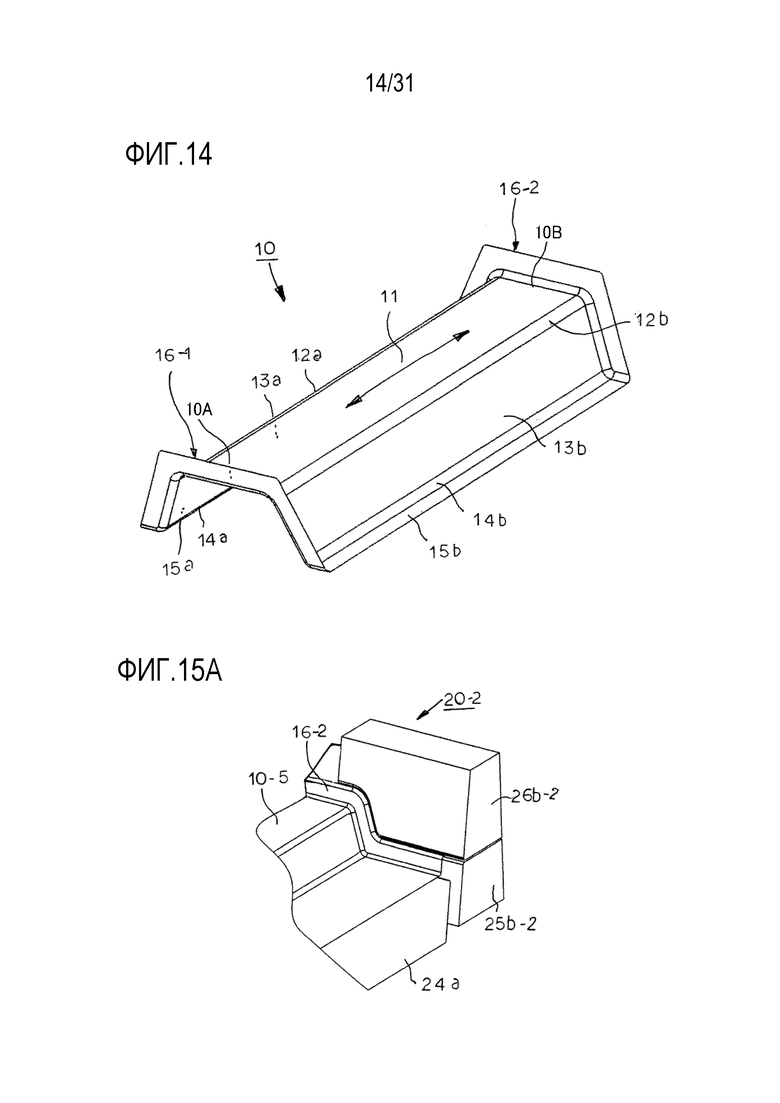
Фиг.14 представляет собой перспективный вид, показывающий штампованное изделие 10 в соответствии с данным вариантом осуществления.
[0069]
Фиг.15 представляет собой пояснительный вид, показывающий обзор ситуации, когда промежуточное формованное изделие 10-5 штампованного изделия 10 изготавливают посредством использования штамповочного устройства 20-2 в соответствии с данным вариантом осуществления.
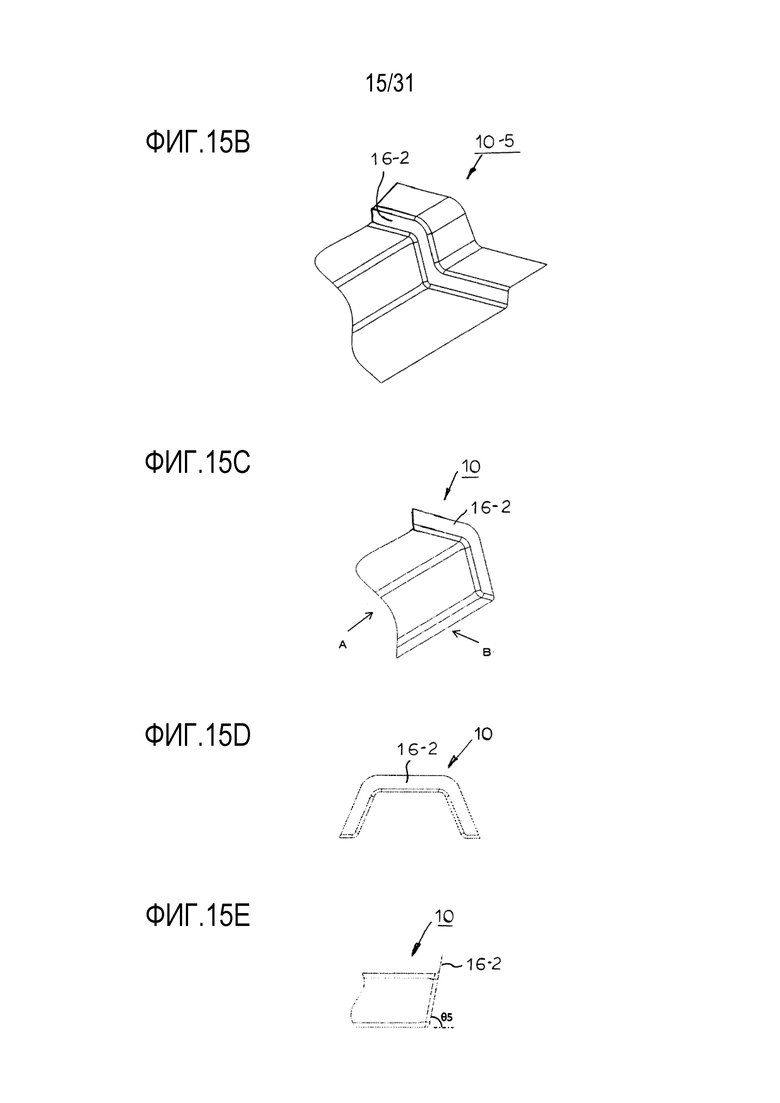
Фиг.15А представляет собой перспективный вид, показывающий основную часть штамповочного устройства 20-2 после формирования ступенчатого участка 16-2, который становится направленным наружу фланцем. Фиг.15В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия 10-5, образованную со ступенчатым участком 16-2. Фиг.15С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца 16-2 штампованного изделия 10. Фиг.15D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.15С. Фиг.15Е представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.15С.
[0070]
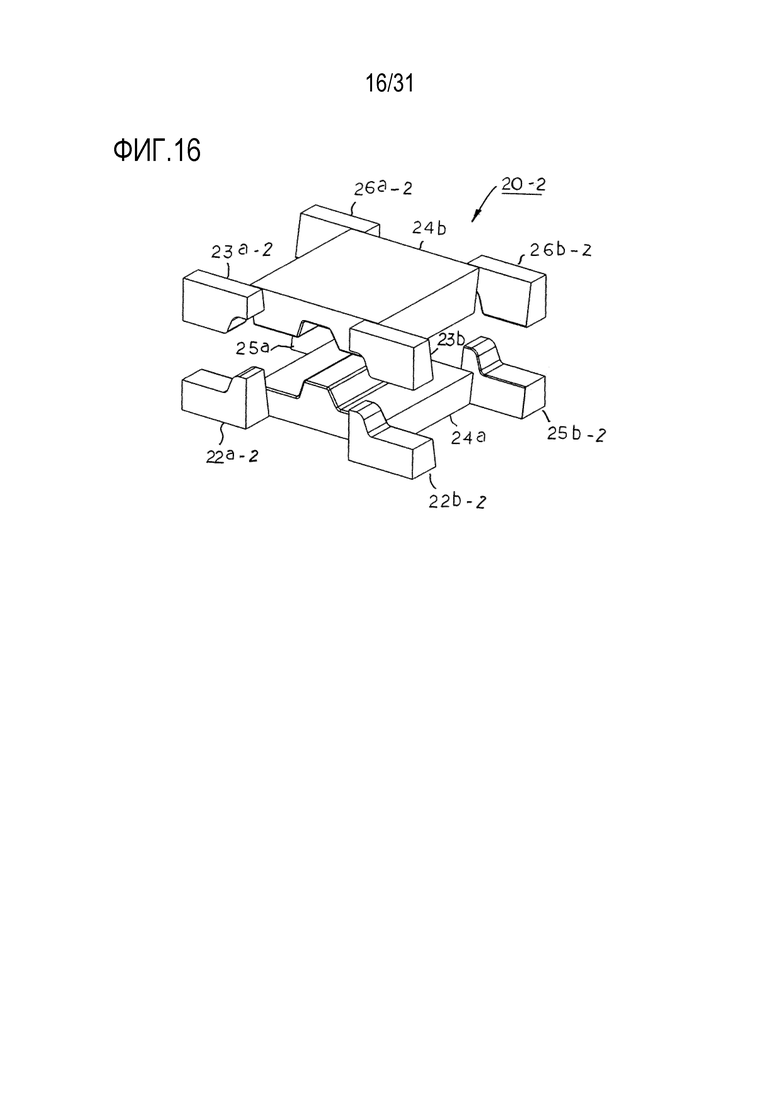
Фиг.16 представляет собой перспективный вид, показывающий элементы штамповочного устройства 20-2 в соответствии с данным вариантом осуществления.
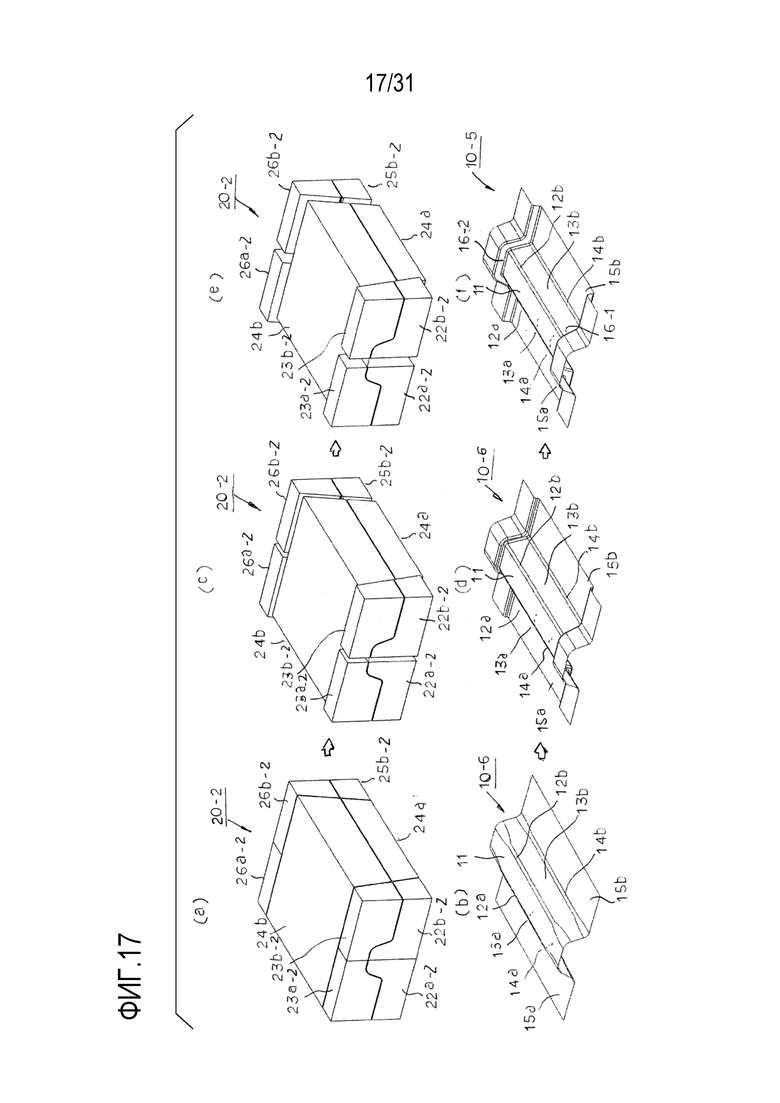
Фиг.17 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-5 и штампованного изделия 10 посредством использования штамповочного устройства 20-2 в соответствии с данным вариантом осуществления.
(а) представляет собой перспективный вид, показывающий штамповочное устройство 20-2 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой перспективный вид, показывающий заготовку 10-6, взятую из данного устройства.
(с) представляет собой перспективный вид, показывающий штамповочное устройство 20-2 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой перспективный вид, показывающий заготовку 10-6.
(е) представляет собой перспективный вид, показывающий штамповочное устройство 20-2 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой перспективный вид, показывающий промежуточное формованное изделие 10-5.
[0071]
Фиг.18 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-5 и штампованного изделия 10 посредством использования штамповочного устройства 20-2 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сверху, показывающий штамповочное устройство 20-2 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид сверху, показывающий заготовку 10-6, взятую из данного устройства.
(с) представляет собой вид сверху, показывающий штамповочное устройство 20-2 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид сверху, показывающий заготовку 10-6.
(е) представляет собой вид сверху, показывающий штамповочное устройство 20-2 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид сверху, показывающий промежуточное формованное изделие 10-5.
[0072]
Фиг.19 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-5 и штампованного изделия 10 посредством использования штамповочного устройства 20-2 в соответствии с данным вариантом осуществления.
(а) представляет собой вид спереди, показывающий штамповочное устройство 20-2 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид спереди, показывающий заготовку 10-6, взятую из данного устройства.
(с) представляет собой вид спереди, показывающий штамповочное устройство 20-2 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид спереди, показывающий заготовку 10-6.
(е) представляет собой вид спереди, показывающий штамповочное устройство 20-2 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид спереди, показывающий промежуточное формованное изделие 10-5.
[0073]
Фиг.20 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-5 и штампованного изделия 10 посредством использования штамповочного устройства 20-2 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сбоку, показывающий штамповочное устройство 20-2 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами, и (b) представляет собой вид сбоку, показывающий заготовку 10-6, взятую из данного устройства.
(с) представляет собой вид сбоку, показывающий штамповочное устройство 20-2 во время формирования ступенчатых участков 16-1, 16-2, и (d) представляет собой вид сбоку, показывающий заготовку 10-6.
(е) представляет собой вид сбоку, показывающий штамповочное устройство 20-2 после формирования ступенчатых участков 16-1, 16-2, и (f) представляет собой вид сбоку, показывающий промежуточное формованное изделие 10-5.
[0074] 3-й вариант осуществления отличается от выше 1-го варианта осуществления тем, что формование осуществляется так, что радиус кривизны выпуклой реберной части 12а, 12b промежуточного формованного изделия 10-3, формуемого посредством второго пуансона 22а-2, второй матрицы 23а-2, второго пуансона 22b-2, второй матрицы 23b-2, второго пуансона 25а-2, второй матрицы 26а-2, второго пуансона 25b-2 и второй матрицы 26b-2, становится больше, чем радиус кривизны выпуклых реберных частей 12а, 12b промежуточного формованного изделия 10-3, ограничиваемого посредством первого пуансона 24а и первой матрицы 24b.
Посредством осуществления формования таким образом, при осуществлении сдвигового формования ступенчатых участков 16-1, 16-2, разность окружной длины в поперечном сечении и выступающая форма уменьшены и таким образом активизировано перемещение материла к ступенчатым участкам 16-1, 16-2. Следовательно, может быть эффективно предотвращены трещины, образующиеся в том месте, где ступенчатые участки 16-1, 16-2 и сходятся с выпуклой реберной частью 12а, 12b (участок, образующий растянутый фланец).
[0075]
(4) 4-й вариант осуществления
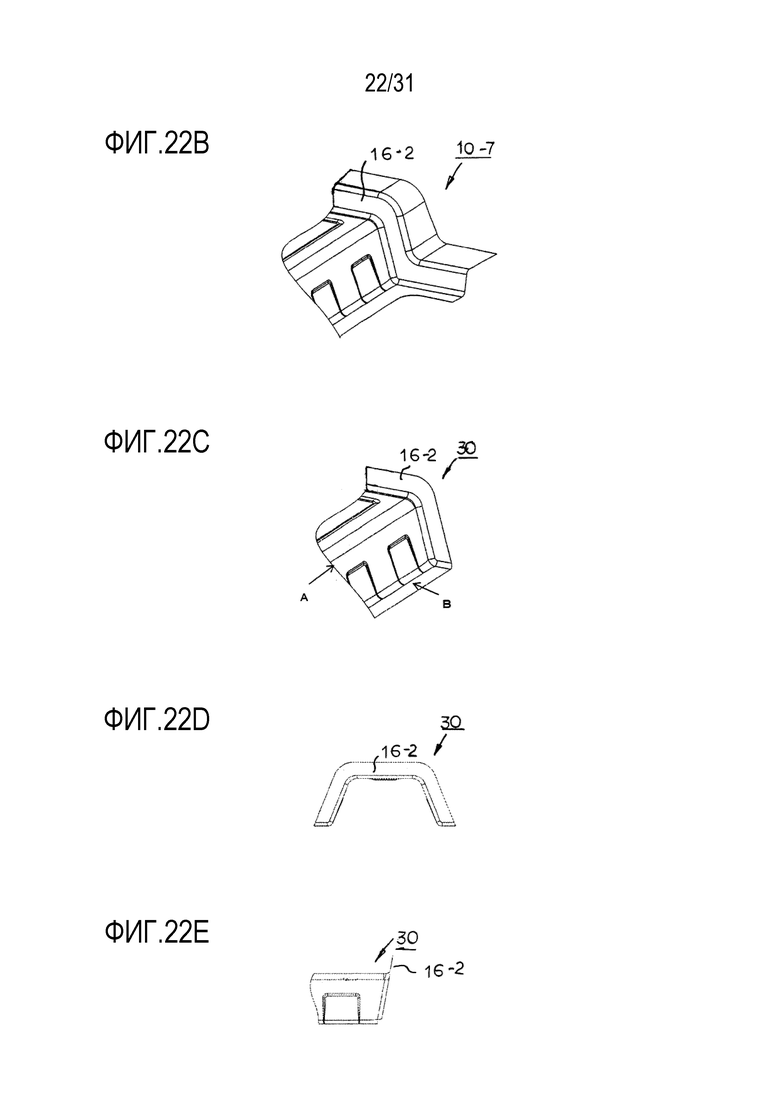
Фиг.21 представляет собой перспективный вид штампованного изделия 30 в соответствии с данным вариантом осуществления.
[0076]
Фиг.22 представляет собой пояснительный вид, показывающий обзор ситуации, когда промежуточное формованное изделие 10-7 штампованного изделия 30 изготавливают посредством использования штамповочного устройства 20-3 в соответствии с данным вариантом осуществления.
Фиг.22А представляет собой перспективный вид, показывающий основную часть штамповочного устройства 20-3 после формирования ступенчатого участка 16-2, который становится направленным наружу фланцем. Фиг.22В представляет собой перспективный вид, показывающий основную часть промежуточного формованного изделия 10-7, образованного со ступенчатым участком 16-2. Фиг.22С представляет собой перспективный вид, показывающий область вблизи направленного наружу фланца 16-2 штампованного изделия 30. Фиг.22D представляет собой вид, если смотреть в направлении стрелки А, показанной на фиг.22С. Фиг.22Е представляет собой вид, если смотреть в направлении стрелки В, показанной на фиг.22С.
[0077]
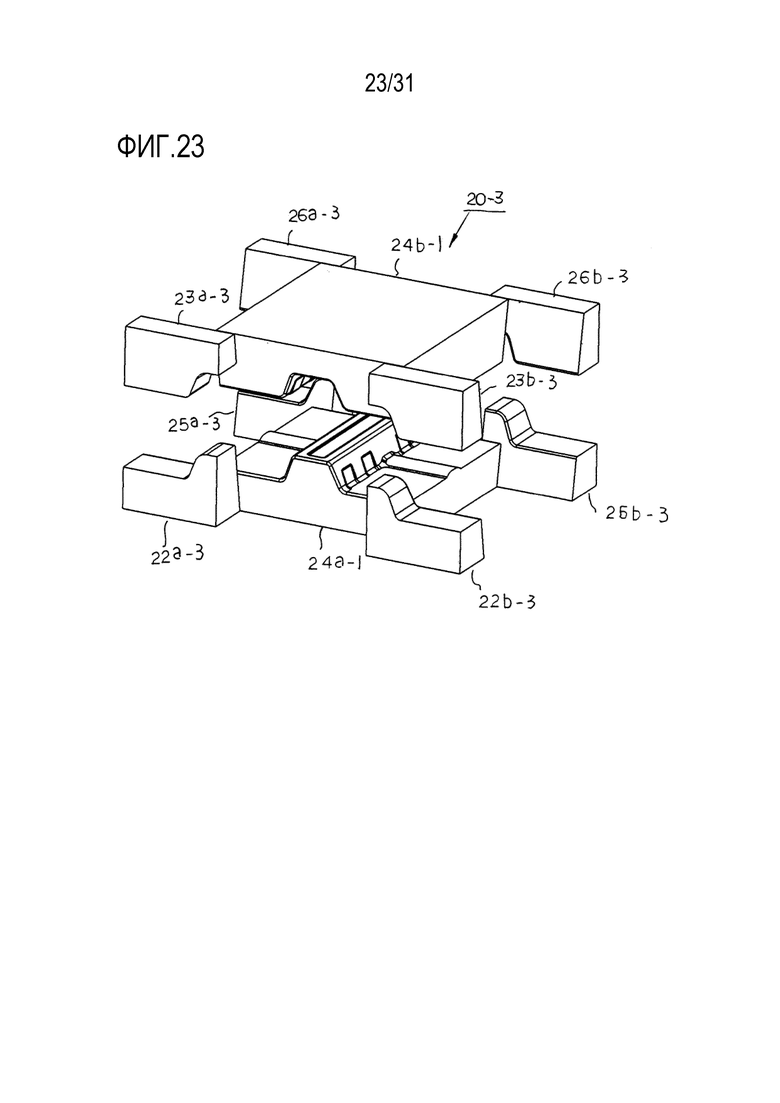
Фиг.23 представляет собой перспективный вид, показывающий элементы штамповочного устройства 20-3 в соответствии с данным вариантом осуществления.
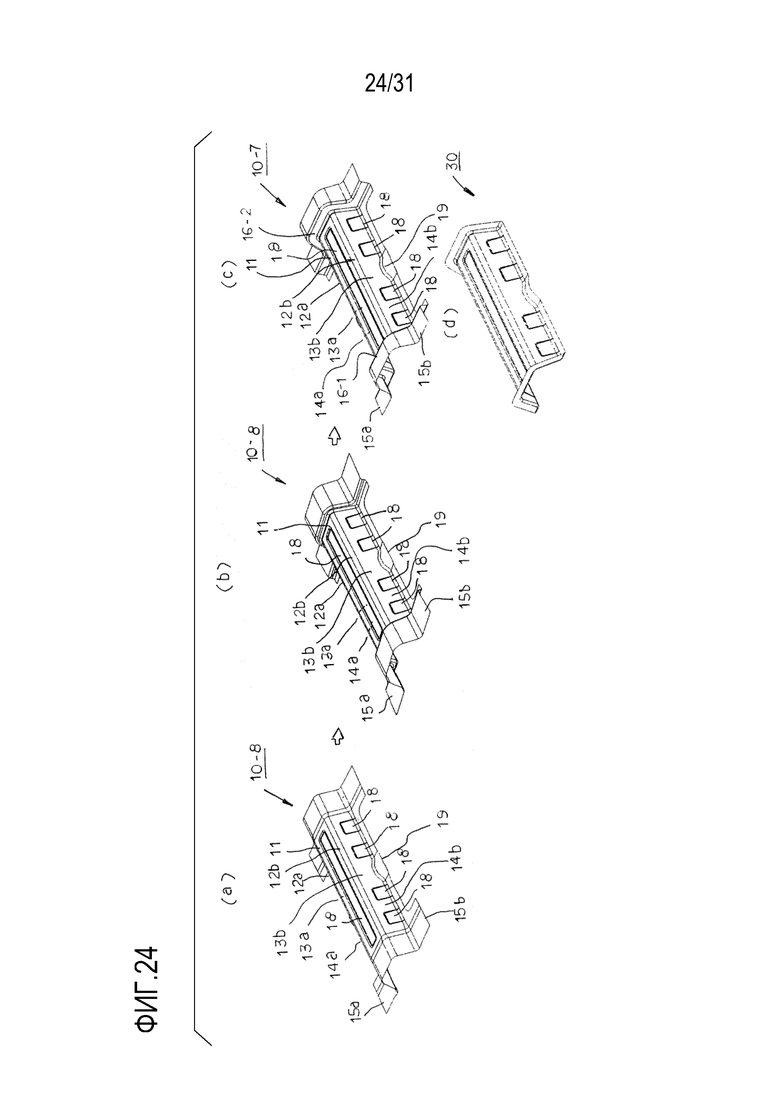
Фиг.24 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-7 и штампованного изделия 30 посредством использования штамповочного устройства 20-3 в соответствии с данным вариантом осуществления.
(а) представляет собой перспективный вид, показывающий заготовку 10-8, взятую перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами. (b) представляет собой перспективный вид, показывающий заготовку 10-8 в время формирования ступенчатых участков 16-1, 16-2. (с) представляет собой перспективный вид, показывающий промежуточное формованное изделие 10-7 после формирования ступенчатых участков 16-1, 16-2. (d) представляет собой перспективный вид штампованного изделия 30.
[0078]
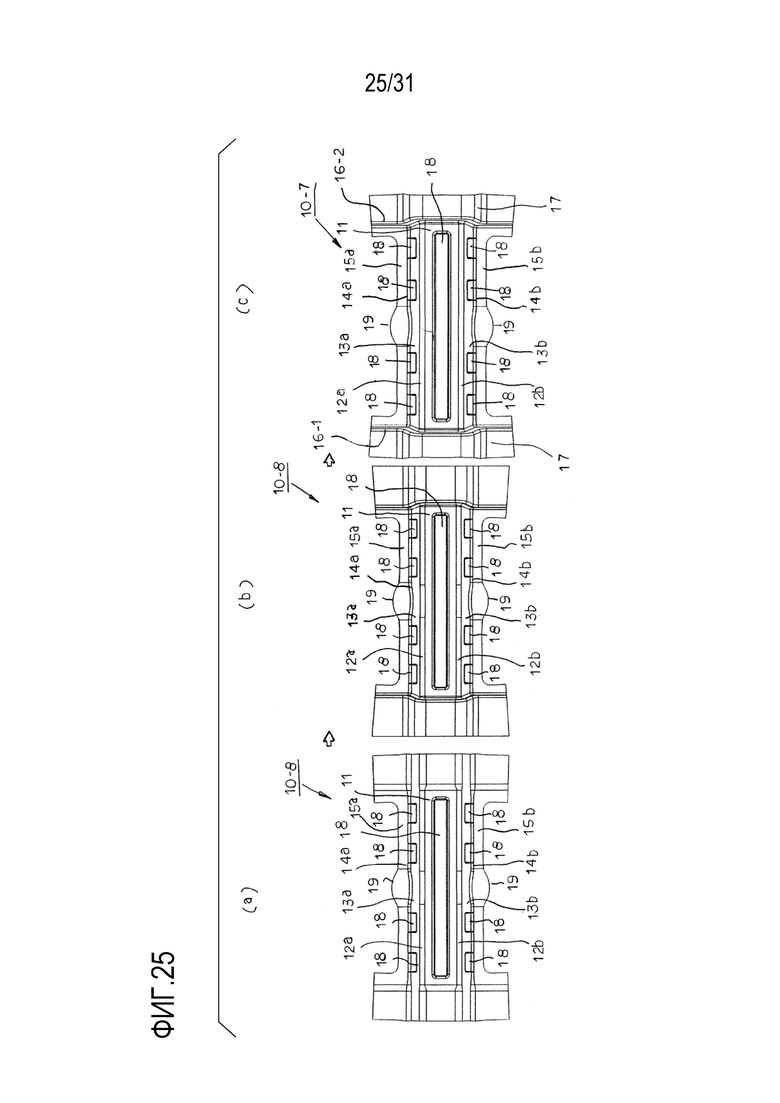
Фиг.25 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-7 и штампованного изделия 30 посредством использования штамповочного устройства 20-3 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сверху, показывающий заготовку 10-8 перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами.
(b) представляет собой вид сверху, показывающий заготовку 10-8 во время формирования ступенчатых участков 16-1, 16-2.
(с) представляет собой вид сверху, показывающий промежуточное формованное изделие 10-7 после формирования ступенчатых участков 16-1, 16-2.
[0079]
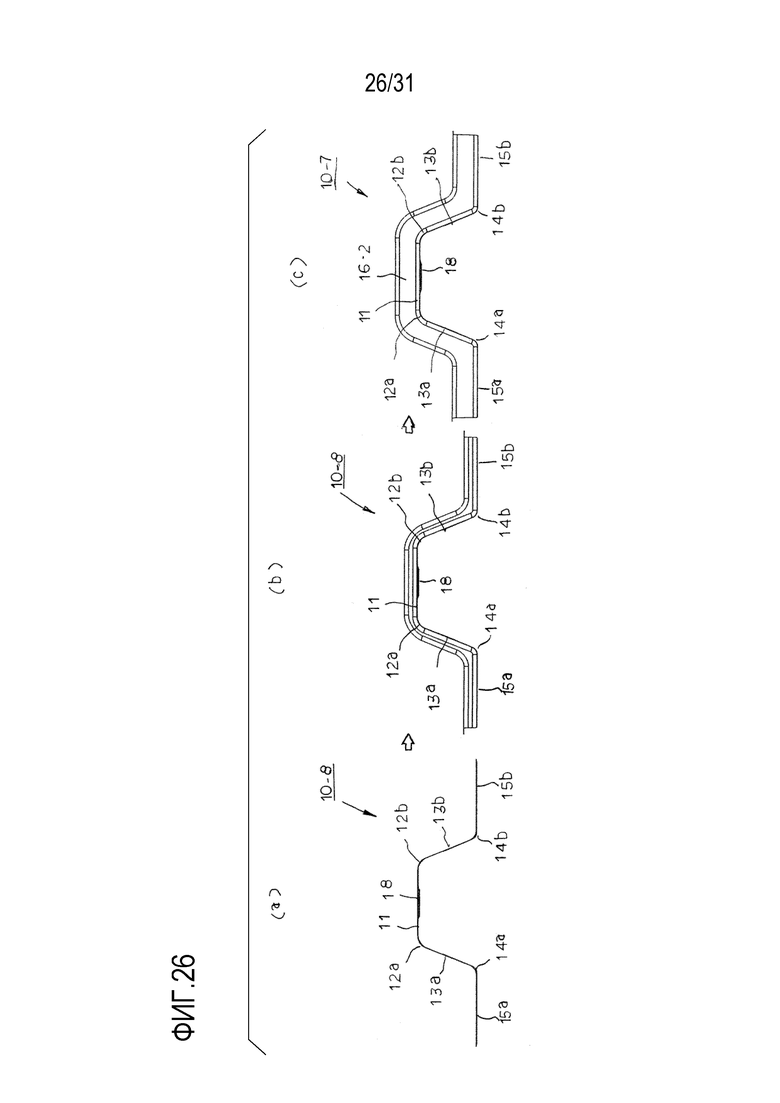
Фиг.26 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-7 и штампованного изделия 30 посредством использования штамповочного устройства 20-3 в соответствии с данным вариантом осуществления.
(а) представляет собой вид спереди, показывающий заготовку 10-8, взятую перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами.
(b) представляет собой вид спереди, показывающий заготовку 10-8 во время формирования ступенчатых участков 16-1, 16-2.
(с) представляет собой вид спереди, показывающий промежуточное формованное изделие 10-7 после формирования ступенчатых участков 16-1, 16-2.
[0080]
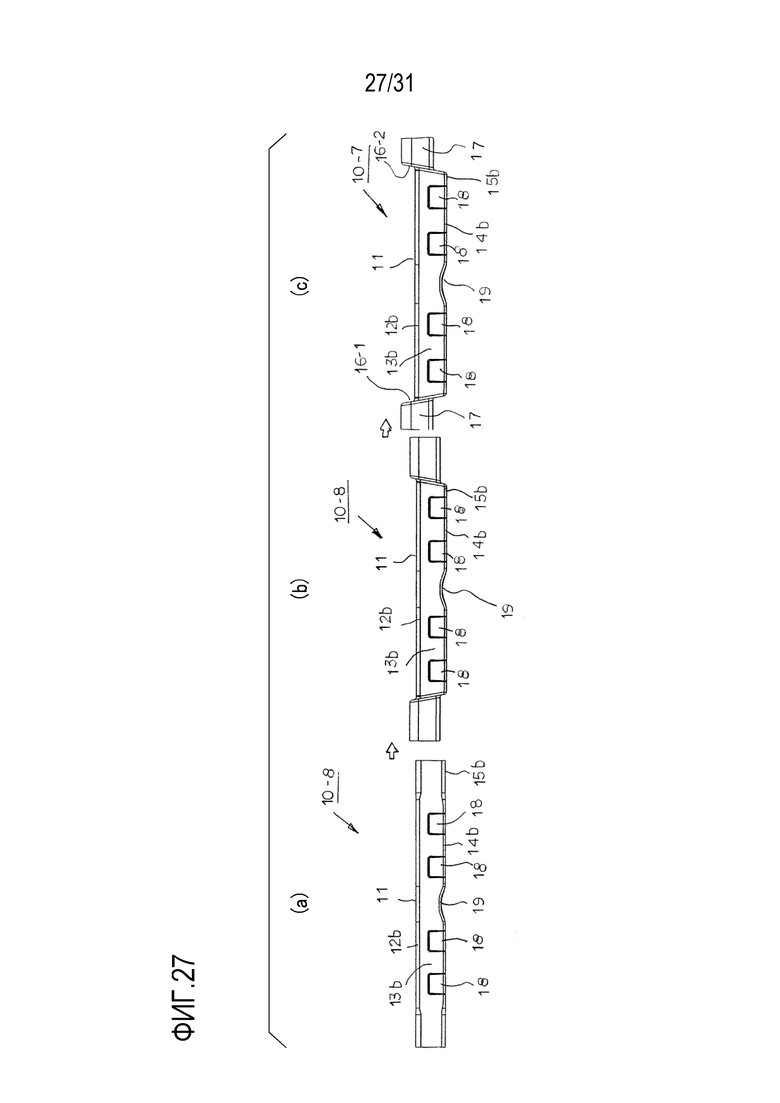
Фиг.27 представляет собой пояснительный вид, показывающий изготовление промежуточного формованного изделия 10-7 и штампованного изделия 30 посредством использования штамповочного устройства 20-3 в соответствии с данным вариантом осуществления.
(а) представляет собой вид сбоку заготовки 10-8, снятой перед формированием ступенчатых участков 16-1, 16-2, которые становятся направленными наружу фланцами.
(b) представляет собой вид сбоку, показывающий заготовку 10-8 во время формирования ступенчатых участков 16-1, 16-2.
(с) представляет собой вид сбоку, показывающий промежуточное формованное изделие 10-7 после формирования ступенчатых участков 16-1, 16-2.
[0081] 4-й вариант осуществления в основном подобен 1-му варианту осуществления, но отличается тем, что на верхней листовой части 11 и боковых стенках 13а, 13b предварительно сформованной заготовки 10-8 образован углубленный участок 18, а на фланцах 15а, 15b образован выступающий вверх участок 19, в результате чего образовано штампованное изделие 30 с углубленным участком 18 на верхней листовой части 11 и боковых стенках 13а, 13b и выступающим вверх участком 19 на фланцах 15а, 15b.
[0082]
Конкретные примеры настоящего изобретения описаны выше на основе различных вариантов осуществления и модификаций, однако настоящее изобретение не ограничено только этими примерными вариантами осуществления. Настоящее изобретение включает различные модификации вышеописанных конкретных примеров.
[0083]
В вышеприведенном описании в качестве заготовки (листового материала) использован, например, стальной лист. Однако заготовка может представлять собой плакированный стальной лист, такой как оцинкованный стальной лист, или может представлять собой металлический лист, такой как алюминиевый лист или титановый стальной лист или лист полимера, армированного стекловолокном, такого как пластик, армированный стекловолокном, или термопласт, армированный волокном, или лист композиционного материала.
В вышеприведенном описании, штампованное изделие содержит, например, пару направленных наружу фланцев. Однако штампованное изделие может быть образовано только с одним направленным наружу фланцем.
Кроме того, в вышеприведенном описании, штампованное изделие имеет поперечное сечение, включающее, например, пару выпуклых реберных частей, пару боковых стенок, пару вогнутых реберных частей и пару фланцев. Однако штампованное изделие может иметь половинное шляпообразное поперечное сечение, включающее соответственно одну выпуклую реберную часть, одну боковую стенку, одну вогнутую реберную часть и один фланец. Кроме того, штампованное изделие, имеющее половинное шляпообразное поперечное сечение, может быть образовано только с одним направленным наружу фланцем.
В вышеописанном штампованном изделии, например, угол, образованный направлением плоскости ступенчатого участка или направленного наружу фланца и направлением плоскости верхней листовой части, больше 90°. Однако данный угол может быть не больше 90°.
[0084]
(Примеры)
Из штампованных элементов 10-2, имеющих профиль, показанный на фиг.4(b), изготовили штампованные изделия 10, имеющие профиль, показанный на фиг.1. В качестве сравнительных примеров, использовано штамповочное устройство (производственное устройство 7), показанное на фиг.30, для осуществления штамповки с вытяжкой. В качестве примеров настоящего изобретения, использовано штамповочное устройство 20, показанное на фиг.3, для осуществления формования со сдвигом.
[0085]
В сводной Таблице 1 показаны прочность на растяжение TS штампованного элемента 10-2, угол θ наклона боковой стенки, показанный на фиг.3, и результаты оценки формуемости. Следует отметить, что в графе «оценка формуемости», определение ВЫСОКАЯ означает, что формование осуществляется успешно без образования трещины, а определение НИЗКАЯ означает, что формование осуществляется безуспешно вследствие образования трещины.
[0086]
[Таблица 1]
[0087]
Как показано на фиг.1, в сравнительных примерах, если прочность на растяжение штампованного элемента 10-2 превышает 440 МПа, то в том месте, где направленные наружу фланцы 16-1, 16-2 сходятся с выпуклыми реберными частями 12а, 12b, образуется трещина, и поэтому не удалось изготовить штампованное изделие 10 с направленными наружу фланцами 16-1, 16-2. С другой стороны, в примерах настоящего изобретения, даже если прочность на растяжение штампованного элемента 10-2 превышает 590 МПа, в том месте, где направленные наружу фланцы 16-1, 16-2 сходятся с выпуклыми реберными частями 12а, 12b, не образуется никакой трещины, и требуемое штампованное изделие 10 было успешно изготовлено.
[0088]
В соответствии с настоящим изобретением, без образования выреза во направленном наружу фланце, можно обеспечить штампованное изделие, такое как поперечный элемент пола, с поперечным сечением, включающим верхнюю листовую часть, выпуклую реберную часть, продолжающуюся в верхнюю листовую часть, боковую стенку, продолжающуюся в выпуклую реберную часть, вогнутую реберную часть, продолжающуюся в боковую стенку, и фланец, продолжающийся с вогнутую реберную часть, и содержащее направленный наружу фланец, продолжающийся от верхней листовой части до фланца в одном или обоих из двух концевых участков в продольном направлении, и дополнительно обеспечить способ штамповки и штамповочное устройство для изготовления штампованного изделия.
Перечень ссылочных позиций
[0089]
10 Штампованное изделие
11 Верхняя листовая часть
12а, 12b Выпуклая реберная часть
13а, 13b Боковая стенка
14а, 14b Вогнутая реберная часть
15а, 15b Фланец
16а, 16b Направленный наружу фланец

Изобретение относится к обработке металлов давлением и может быть использовано для изготовления штампованного изделия элемента усиления кузова автомобиля, содержащего по меньшей мере одну верхнюю листовую часть, боковую стенку, продолжающуюся в верхнюю листовую часть через выпуклую реберную часть, фланец, продолжающийся в боковую стенку через вогнутую реберную часть, и направленный наружу фланец, продолжающийся от крайнего участка верхней листовой части до крайнего участка фланца. Улучшается качество изделия за счет устранения вырезов. 3 н. и 7 з.п. ф-лы, 1 табл., 31 ил.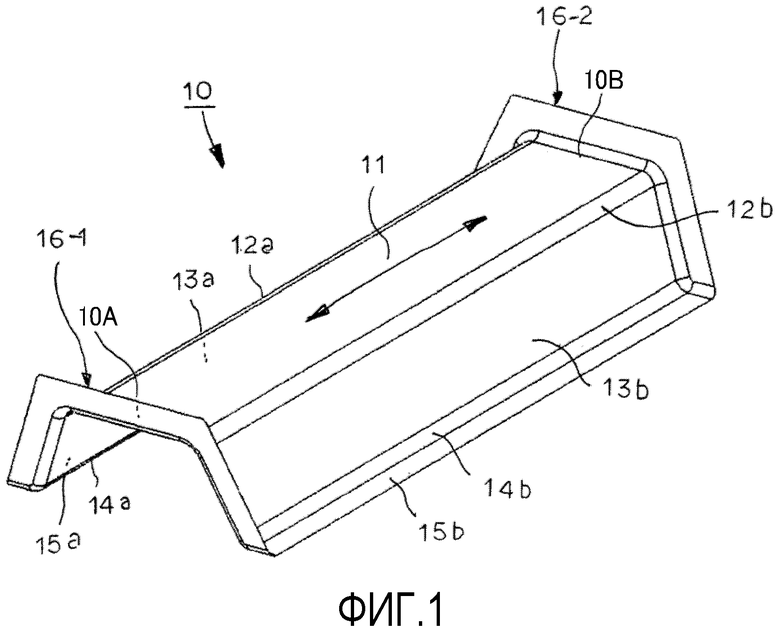
1. Штампованное изделие, содержащее:
верхнюю листовую часть, по меньшей мере одну боковую стенку, продолжающуюся в верхнюю листовую часть через выпуклую реберную часть,
по меньшей мере один фланец, продолжающийся в боковую стенку через вогнутую реберную часть, и
по меньшей мере один направленный наружу фланец, продолжающийся от крайнего участка верхней листовой части до крайнего участка фланца, через крайний участок выпуклой реберной части, крайний участок боковой стенки и крайний участок вогнутой реберной части,
причем в одной единице измерения средняя толщина TAve, минимальная толщина TMin и максимальная толщина TMax направленного наружу фланца удовлетворяют Уравнению 1 и Уравнению 2
0,8 х TAve≤TMin < TAve (Уравнение 1),
TAve < TMax≤1,2 x TAve (Уравнение 2).
2. Штампованное изделие по п.1, имеющее шляпообразное поперечное сечение, включающее пару боковых стенок и пару фланцев.
3. Штампованное изделие по п.1, в котором материалом является стальной лист с прочностью на растяжение не меньше 390 МПа.
4. Штампованное изделие по п.1 или 2, в котором минимальная ширина направленного наружу фланца не меньше 12 мм.
5. Способ штамповки, включающий:
этап сдвига, на котором сдвигают и деформируют заготовку, в которой поперечное сечение перпендикулярно заданному направлению содержит верхнюю листовую часть, боковую стенку, продолжающуюся в верхнюю листовую часть через выпуклую реберную часть, и фланец, продолжающийся в боковую стенку через вогнутую реберную часть, в среднем положении, если смотреть в заданном направлении, тем самым образуя ступенчатый участок, продолжающийся во все из верхней листовой части, боковой стенки и фланца.
6. Способ штамповки по п.5, дополнительно включающий:
этап удаления, на котором после этапа сдвига удаляют ненужную часть около ступенчатого участка, тем самым образуя направленный наружу фланец, продолжающийся от крайнего участка верхней листовой части до крайнего участка фланца, через крайний участок выпуклой реберной части, крайний участок боковой стенки и крайний участок вогнутой реберной части.
7. Способ штамповки по п.5 или 6, в котором на этапе сдвига
первую часть в заготовке ограничивают посредством первого пуансона и первой матрицы,
вторую часть в заготовке ограничивают посредством второго пуансона и второй матрицы, причем первую часть и вторую часть в заготовке разделяют участком, который должен быть сформован в ступенчатый участок, и
ступенчатый участок образуют посредством относительного перемещения группы из первого пуансона и первой матрицы и группы из второго пуансона и второй матрицы в наклонном направлении, в состоянии, в котором зазор от заготовки не образуется.
8. Способ штамповки по п.7, в котором
угол, образованный между наклонным направлением и направлением продолжения верхней листовой части в поперечном сечении, не меньше 20 градусов,
угол, образованный между наклонным направлением и направлением продолжения боковой стенки в поперечном сечении, не меньше 20 градусов, и
угол, образованный между наклонным направлением и направлением продолжения фланца в поперечном сечении, не меньше 20 градусов.
9. Штамповочное устройство, которое деформирует заготовку, в которой поперечное сечение перпендикулярно заданному направлению включает верхнюю листовую часть, боковую стенку, продолжающуюся в верхнюю листовую часть через выпуклую реберную часть, и фланец, продолжающийся в боковую стенку через вогнутую реберную часть, с получением штампованного изделия, содержащего направленный наружу фланец, продолжающийся от крайнего участка верхней листовой части до крайнего участка фланца, через крайний участок выпуклой реберной части, крайний участок боковой стенки и крайний участок вогнутой реберной части, причем штамповочное устройство содержит:
первый пуансон и первую матрицу, которые ограничивают первую часть в заготовке;
второй пуансон и вторую матрицу, которые ограничивают вторую часть в заготовке, причем первая часть и вторая часть в заготовке разделены в среднем положении в заданном направлении; и
приводное средство, которое осуществляет относительное перемещение группы из первого пуансона и первой матрицы и группы из второго пуансона и второй матрицы в наклонном направлении для образования ступенчатого участка в среднем положении, в состоянии, в котором зазор от заготовки не образуется.
10. Штамповочное устройство по п.9, в котором
угол, образованный между наклонным направлением и направлением продолжения верхней листовой части в поперечном сечении, не меньше 20 градусов,
угол, образованный между наклонным направлением и направлением продолжения боковой стенки в поперечном сечении, не меньше 20 градусов, и
угол, образованный между наклонным направлением и направлением продолжения фланца в поперечном сечении, не меньше 20 градусов.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Штамп для вытяжки с подпором фланца заготовки | 1979 |
|
SU776712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

