Данная заявка испрашивает приоритет предварительной заявки США № 61/829689, поданной 31 мая 2013 года.
Данное изобретение относится к каталитической композиции гидроочистки, которая включает гетероциклическое соединение в дополнение к ее материалу-носителю и металлическим компонентам, способу изготовления такой каталитической композиции гидроочистки и ее использованию в каталитической гидроочистке углеводородного сырья.
В связи с очень низкими требуемыми показателями содержания серы для дизельных топлив, специалисты отрасли прилагали большие усилия, чтобы найти новые катализаторные составы и продукты для гидроочистки, которые можно использовать в производстве дизельного топлива с низким содержанием серы и других продуктов.
Один из предложенных в данной области катализаторов для использования в гидроочистке некоторых видов углеводородного сырья, чтобы удовлетворять некоторым более строгим требованиям в отношении серы, раскрыт в патенте США 5338717. В этом патенте раскрыт катализатор гидроочистки, который изготовлен нанесением гетерополикислоты элемента VI группы (Мо и/или W) на носитель путем пропитки и последующей обработкой пропитанного носителя водным раствором восстановителя, который можно высушить и затем пропитать солью, образованной металлом VIII группы (Co и/или Ni) и кислотой, имеющей меньшую кислотность, чем кислотность гетерополикислоты элемента VI группы. Такой пропитанный носитель затем сушат и осерняют для обеспечения конечного катализатора.
Каталитическую композицию, раскрытую в патенте ‘717, можно также изготовить путем пропитки носителя одновременно солью металла VIII группы и гетерополикислотой элемента VI группы, за которой следует сушка и затем обработка восстановителем, повторная сушка и осернение с получением конечного катализатора.
Другой катализатор, подходящий для использования в глубоком гидрообессеривании и в других способах гидроочистки углеводородного сырья, а также способ изготовления такого катализатора и его активации, раскрыты в патенте США 6872678. Катализатор согласно патенту ‘678 включает носитель, на котором содержатся металлический компонент гидрирования группы VIB и/или металлический компонент гидрирования группы VIII, а также серосодержащее органическое соединение в качестве добавки, и который также подвергали контактированию с органической жидкостью нефтяной фракции. Катализатор обрабатывают водородом либо во время, либо после введения органической жидкости (нефтяной фракции).
В патенте США 8262905 раскрывается композиция, которая является особенно подходящей для каталитической гидроочистки углеводородного сырья. Одна из композиций, раскрытых в патенте ‘905, включает материал-носитель, на который загружают либо предшественник активного металла, либо металлический компонент, входящий в состав соли металла, а также углеводородное масло и полярную добавку. Полярная добавка имеет дипольный момент, по меньшей мере, 0,45, а массовое отношение углеводородного масла к полярной добавке в композиции имеет значение в диапазоне до 10:1. Особенно желательно, чтобы полярная добавка являлась гетеросоединением, за исключением тех гетеросоединений, которые включают серу. Наиболее предпочтительные соединения в качестве полярной добавки выбирают из группы, состоящей из амидных соединений.
В патенте США 6540908 раскрывается способ получения осерненного катализатора гидроочистки. Этот способ включает объединение носителя катализатора, состоящего из оксида алюминия, и носителя металлического катализатора гидрирования с органическим соединением, которое включает ковалентно связанный атом азота и карбонильный фрагмент, за которым следует осернение полученной комбинации. В патенте ‘908 не указывается явно и не иллюстрируется, что указанное в нем органическое соединение может включать гетероциклическое соединение. Указано, что предпочтительное органическое соединение является соединением, которое соответствует формуле (R1R2) N-R3-N (R1’R2’).
Имеется постоянная потребность в нахождении улучшенных катализаторов гидроочистки с более высокой активностью. Также имеется потребность в нахождении более экономичных способов изготовления и улучшенных способов активации катализаторов гидроочистки, чтобы обеспечить катализаторы, имеющие большую активность, чем катализаторы, активированные альтернативными способами.
Таким образом, обеспечивается каталитическая композиция, которая содержит материал-носитель, на который загружены предшественник активного металла и гетероциклическая добавка. В другом варианте осуществления изобретения, каталитическая композиция содержит материал-носитель, содержащий металлический компонент, соответствующий раствору соли металла, и гетероциклическую добавку.
Разработанная каталитическая композиция может быть изготовлена в соответствии с одним из нескольких вариантов осуществления разработанного способа получения. Один из таких вариантов осуществления включает введение содержащего металл раствора в материал-носитель для обеспечения объединенного с металлом материала-носителя; и введение гетероциклической добавки в содержащий металл материал-носитель, чтобы обеспечить тем самым содержащую добавку композицию.
Каталитическая композиция согласно изобретению является особенно подходящей для использования при гидроочистке углеводородного сырья и может использоваться в разработанном способе гидроочистки, заключающемся в контактировании при подходящих условиях процесса гидроочистки углеводородного сырья с каталитической композицией для получения очищенного продукта.
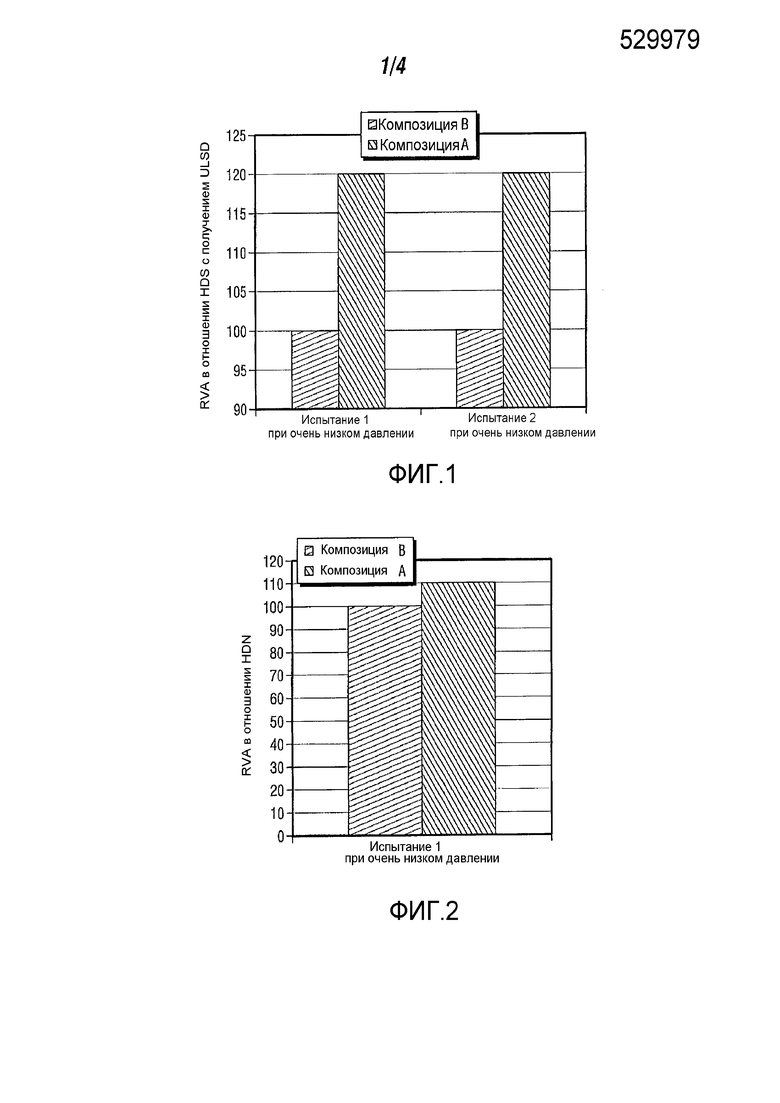
На фиг. 1 представлена относительная объемная активность в отношении гидрообессеривания (HDS) для получения товарного дизельного топлива с ультранизким содержанием серы, то есть, товарного дизельного топлива, имеющего содержание серы 10 ч./млн. по массе, при двух различных, но отличающихся очень низким давлением, вариантах условий реакции для разработанной Co/Mo каталитической композиции и сравнительной Co/Mo каталитической композиции.
На фиг. 2 представлена относительная объемная активность в отношении глубокого гидродеазотирования (HDN), то есть, для получения товарного дизельного топлива, имеющего содержание азота 5 ч./млн., в условиях реакции при очень низком давлении для разработанной Co/Mo каталитической композиции и сравнительной Co/Mo каталитической композиции.
На фиг. 3 представлена относительная объемная активность в отношении гидрообессеривания (HDS) для получения товарного дизельного топлива при двух различных вариантах условий реакции при давлении от низкого до умеренного, для нескольких различных реакторных систем с последовательно расположенными слоями катализатора (CS1, CS2, CS3) и для реакторной системы с одним слоем катализатора (CS4).
На фиг. 4 представлен относительный расход водорода при двух вариантах условий реакции при давлении от низкого до умеренного, для реакторных систем с последовательно расположенными слоями катализатора и реакторной системы с одним слоем катализатора, соответствующих фиг. 3.
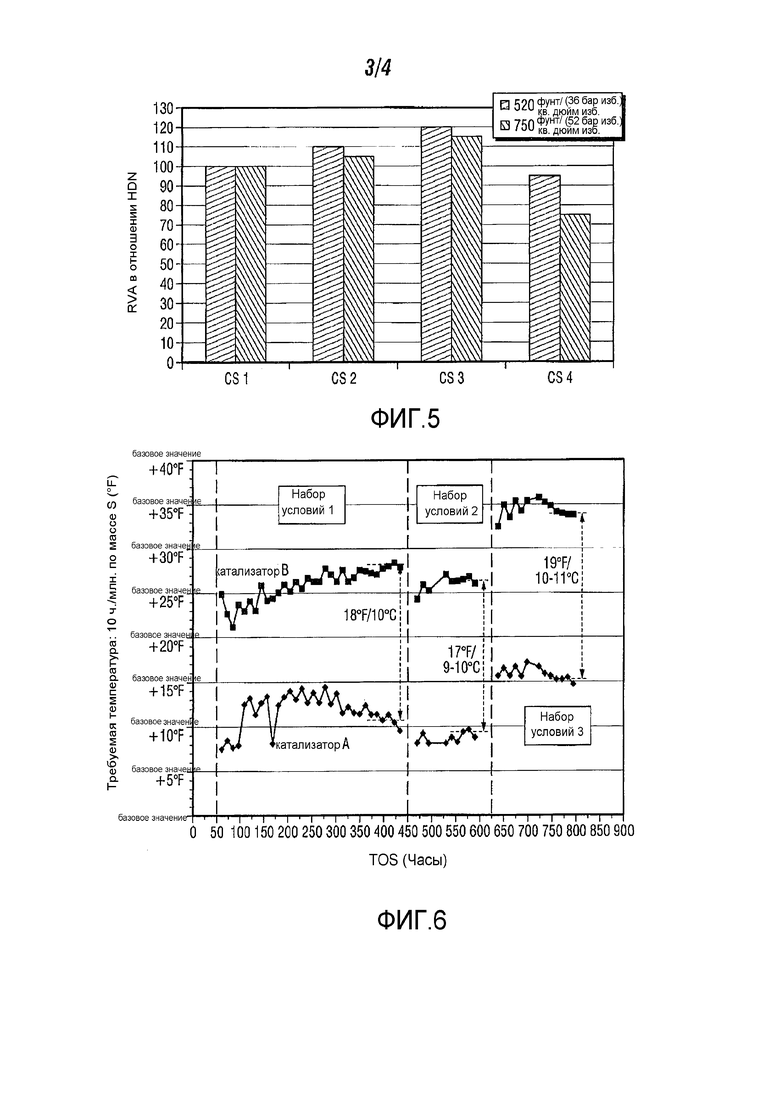
На фиг. 5 представлена относительная объемная активность в отношении глубокого гидродеазотирования (HDN) для получения товарного дизельного топлива при двух различных вариантах условий реакции при давлении от низкого до умеренного, для нескольких различных реакторных систем с последовательно расположенными слоями катализатора (CS1, CS2, CS3) и для реакторной системы с одним слоем катализатора (CS4).
На фиг. 6 представлена активность в отношении гидрообессеривания (HDS), то есть, зависимость температуры относительно базовой температуры катализатора, требуемой для достижения содержания серы в товарном дизельном топливе равного 10 ч./млн. по массе при переработке прямогонного газойля с высокой температурой конца кипения для получения товарного дизельного топлива с ультранизким содержанием серы, от продолжительности работы (TOS) для разработанной Co/Mo каталитической композиции и для сравнительного Co/Mo катализатора. Представленные результаты испытания получены для трех различных наборов условий испытания (набор условий 1, набор условий 2 и набор условий 3).
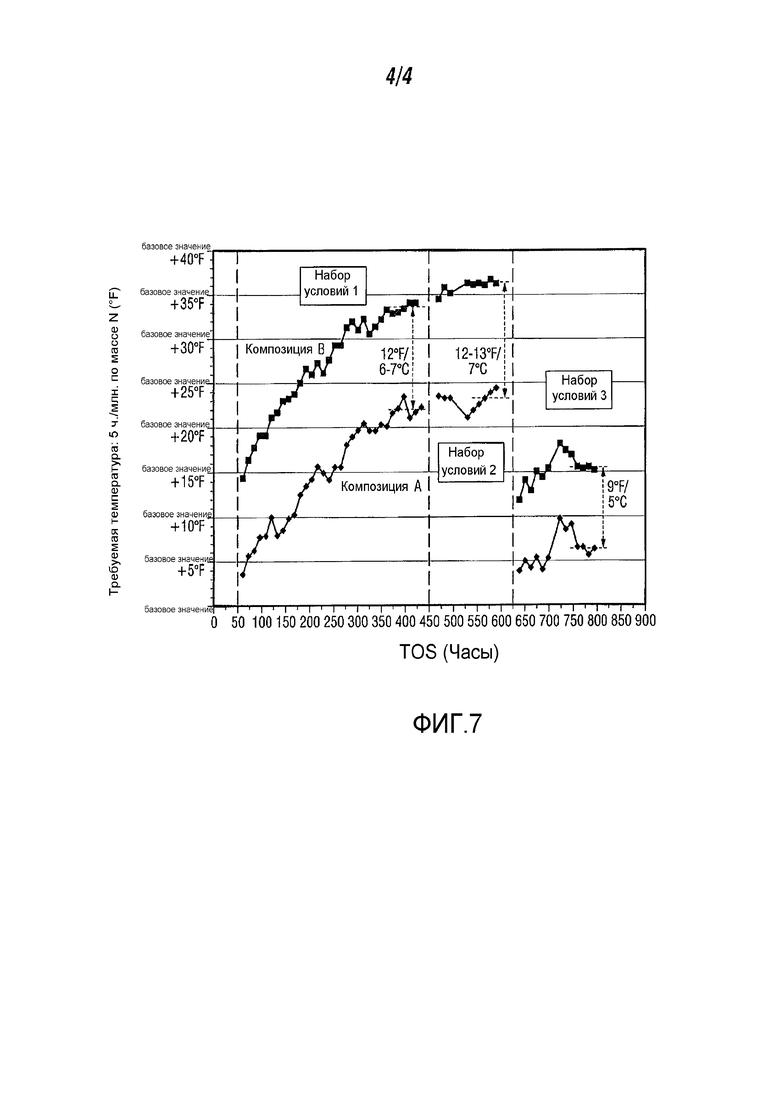
На фиг. 7 представлена активность в отношении гидродеазотирования (HDN), то есть, зависимость температуры относительно базовой температуры катализатора, требуемой для достижения содержания азота в товарном дизельном топливе равного 5 ч./млн. по массе при переработке прямогонного газойля с высокой температурой конца кипения для получения товарного дизельного топлива с ультранизким содержанием серы, от продолжительности работы (TOS) для разработанной Co/Mo каталитической композиции и для сравнительного Co/Mo катализатора. Представленные результаты испытания получены для трех различных наборов условий испытания (набор условий 1, набор условий 2 и набор условий 3).
Композиция согласно изобретению представляет собой композицию, которая является особенно подходящей для использования в каталитической гидроочистке нефтепродуктов или другого углеводородного сырья, или композиция согласно изобретению представляет собой композицию, которая при обработке водородом или соединением серы, или обоими реагентами, может превращаться в каталитическую композицию, имеющую очень хорошие каталитические свойства в отношении гидроочистки углеводородного сырья.
Важной особенностью разработанной композиции является то, что за счет использовании гетероциклического соединения, выбираемого из конкретно определенной группы гетероциклических полярных соединений согласно более подробному описанию в другой части данного документа, чтобы пропитать ее материал-носитель, который включает, среди прочих компонентов, каталитический металл, обеспечивается композиция, имеющая некоторые каталитические свойства, которые усилены по сравнению с альтернативными каталитическими композициями. Обнаружено, что разработанная композиция имеет улучшенные каталитические свойства по сравнению со свойствами некоторых каталитических композиций, полученных с использованием смеси полярной добавки и углеводородного масла.
Другое полезное свойство изобретения заключается в том, что композиция не нуждается в прокаливании или в том, чтобы содержать добавленную к ней серу, до ее помещения в корпус реактора или внутрь реакторной системы для использования либо при гидрообессеривании, либо при гидродеазотировании углеводородного сырья. Данная особенность обеспечивает особую выгоду, заключающуюся в существенном снижении некоторых затрат, которые связаны с изготовлением и обработкой композиции, а также она позволяет использовать способы активации непосредственно в реакторе, которые дают каталитическую композицию, которая демонстрирует в значительной степени повышенную каталитическую активность в отношении гидрообессеривания или гидродеазотирования, или обоих процессов, по сравнению с некоторыми другими каталитическими композициями гидроочистки.
Композиция согласно изобретению также позволяет использовать улучшенную процедуру при пуске реакторных систем гидроочистки.
Композиция согласно изобретению включает материал-носитель, в который ввели или загрузили металлический компонент, который представляет собой или может превращаться в соединение металла, имеющее активность в отношении каталитического гидрирования органических соединений серы или азота. Таким образом, она применяется в гидроочистке углеводородного сырья.
Материал-носитель, который содержит металлический компонент, дополнительно содержит введенное в него гетероциклическое соединение в качестве добавки, чтобы тем самым обеспечить содержащую добавкой композицию согласно изобретению.
Материал-носитель разработанной композиции может состоять из любого подходящего материала на основе неорганического оксида, который обычно используется, чтобы нести каталитически активные металлические компоненты. Примеры возможных подходящих для использования материалов на основе неорганических оксидов включают оксид алюминия, диоксид кремния, оксид алюминия-диоксид кремния, оксид магния, диоксид циркония, оксид бора, диоксид титана и смеси из любых двух или более указанных неорганических оксидов. Предпочтительные для использования при создании материала-носителя неорганические оксиды представляют собой оксид алюминия, диоксид кремния, оксид алюминия-диоксид кремния, а также их смеси. Наиболее предпочтительным, однако, является оксид алюминия.
При получении различных вариантов осуществления разработанной композиции, металлический компонент композиции можно ввести в материал-носитель с помощью любого подходящего способа или средств, обеспечивающих загрузку или введение в материал-носитель предшественника активного металла. Таким образом, композиция включает материал-носитель и металлический компонент.
Один из способов введения металлического компонента в материал-носитель включает, например, совместное растирание материала-носителя с активным металлом или предшественником металла для получения совместно растертой смеси этих двух компонентов. Или другой способ включает совместное осаждение материала-носителя и металлического компонента с образованием совместно осажденной смеси материала-носителя и металлического компонента. Или в предпочтительном способе материал-носитель пропитывают металлическим компонентом с использованием любого из известных способов пропитки, например, пропитки по влагоемкости, чтобы ввести металлический компонент в материал-носитель.
При использовании способа пропитки для введения металлического компонента в материал-носитель, предпочтительно, чтобы материал-носитель формовали с получением частиц заданной формы, содержащих материал на основе неорганического оксида, и затем загружали на него предшественник активного металла, предпочтительно, путем пропитки частиц заданной формы водным раствором соли металла с получением материала-носителя, содержащего металл, соответствующий раствору соли металла.
Для создания частиц заданной формы, материал на основе неорганического оксида, который предпочтительно находится в порошковой форме, смешивают с водой и, если желательно или необходимо, с пептизатором и/или связующим веществом с образованием смеси, из которой можно создать агломерат. Желательно, чтобы смесь находилась в форме экструдируемой пасты, подходящей для экструзии с получением частиц экструдата, которые могут иметь различные формы, например, цилиндров, трилистников и т.д., и номинальные размеры, например, 1,5875 мм, 3,1750 мм, 4,7625 мм и т.д. Таким образом, материал-носитель разработанной композиции предпочтительно представляет собой частицы заданной формы, содержащие материал на основе неорганического оксида.
Частицы заданной формы затем сушат при стандартных условиях сушки, которые могут включать в себя температуру сушки в диапазоне от 50°C до 200°C, предпочтительно от 75°C до 175°C, и наиболее предпочтительно от 90°C до 150°C.
После сушки частицы заданной формы прокаливают при стандартных условиях прокаливания, которые могут включать в себя температуру прокаливания в диапазоне от 250°C до 900°C, предпочтительно от 300°C до 800°C и наиболее предпочтительно от 350°C до 600°C.
Прокаленные частицы заданной формы могут иметь площадь поверхности (определенную методом BET с использованием N2, способ испытания ASTM D 3037) со значением в диапазоне от 50 м2/г до 450 м2/г, предпочтительно от 75 м2/г до 400 м2/г и наиболее предпочтительно от 100 м2/г до 350 м2/г.
Средний диаметр пор в ангстремах (Å) для прокаленных частиц заданной формы имеет значение в диапазоне от 50 до 200, предпочтительно от 70 до 150 и наиболее предпочтительно от 75 до 125.
Объем пор для прокаленных частиц заданной формы имеет значение в диапазоне от 0,5 см3/г до 1,1 см3/г, предпочтительно от 0,6 см3/г до 1,0 см3/г и наиболее предпочтительно от 0,7 до 0,9 см3/г.
Менее десяти процентов (10%) от суммарного объема пор прокаленных частиц заданной формы содержится в порах, имеющих диаметр поры более 350 Å, предпочтительно менее 7,5% от суммарного объема пор прокаленных частиц заданной формы содержится в порах, имеющих диаметр поры более 350 Å, и наиболее предпочтительно менее 5%.
В данном документе упоминания по поводу распределения пор по размерам и объема пор прокаленных частиц заданной формы относятся к тем свойствам, которые определялись с помощью ртутной порометрии, способ испытания ASTM D 4284. Измерение распределения пор по размерам для прокаленных частиц заданной формы осуществляют с помощью любого подходящего измерительного прибора с использованием угла смачивания равного 140° при поверхностном натяжении ртути равном 474·10-5 Н/см при 25°C.
В предпочтительном варианте осуществления изобретения прокаленные частицы заданной формы пропитывают в одну или более стадий пропитки металлическим компонентом с использованием одного или более водных растворов, содержащих, по меньшей мере, одну соль металла, где соединение металла, содержащееся в растворе соли металла, является активным металлом или предшественником активного металла.
Элементы, относящиеся к металлам, представляют собой элементы, выбираемые из 6 группы периодической таблицы элементов IUPAC (например, хром (Cr), молибден (Mo) и вольфрам (W)), а также 9 и 10 групп периодической таблицы элементов IUPAC (например, кобальт (Co) и никель (Ni)). Фосфор (P) также является желаемым металлическим компонентом.
Для металлов 9 и 10 групп соли металла включают ацетаты, формиаты, цитраты, оксиды, гидроксиды, карбонаты, нитраты, сульфаты металлов 9 или 10 групп, а также два или более из указанных вариантов. Предпочтительные соли металла представляют собой нитраты металла, например, такие как нитраты никеля или кобальта, или обоих элементов.
Для металлов 6 группы соли металла включают оксиды или сульфиды металлов 6 группы. Предпочтительными являются соли, содержащие металл 6 группы и ион аммония, такие как гептамолибдат аммония и димолибдат аммония.
Концентрацию соединений металлов в растворе для пропитки выбирают таким образом, чтобы обеспечить желаемое содержание металла в конечной композиции согласно изобретению, учитывая объем пор материала-носителя, в который следует ввести водный раствор, а также количество добавки в виде гетероциклического соединения, которую в дальнейшем следует ввести в материал-носитель, в который загружен металлический компонент. Как правило, концентрация соединения металла в растворе для пропитки имеет значение в диапазоне от 0,01 до 100 моль на литр.
Содержание металла в материале-носителе, в который ввели металлический компонент, может зависеть от практического назначения, в соответствии с которым должна использоваться содержащая добавку композиция согласно изобретению, но, как правило, для применения в гидроочистке, металлические компоненты 9 и 10 групп, то есть, кобальт или никель, могут присутствовать в материале-носителе, в который ввели металлический компонент, в количестве, имеющем значение в диапазоне от 0,5% масс. до 20% масс., предпочтительно от 1% масс. до 15% масс. и наиболее предпочтительно от 2% масс. до 12% масс.
Металлические компоненты 6 группы, то есть, молибден или вольфрам, предпочтительно молибден, могут присутствовать в материале-носителе, в который ввели металлический компонент, в количестве, имеющем значение в диапазоне от 5% масс. до 50% масс., предпочтительно от 8% масс. до 40% масс. и наиболее предпочтительно от 12% масс. до 30% масс.
Вышеуказанные проценты по массе для металлических компонентов приведены исходя из сухого материала-носителя и металлического компонента как элемента независимо от фактической формы металлического компонента.
Чтобы обеспечить содержащую добавку композицию согласно изобретению, добавку в виде гетероциклического соединения вводят в материал-носитель, в который согласно описанному выше также ввели предшественник активного металла. Добавка в виде гетероциклического соединения используется для заполнения значительной части доступного объема пор материала-носителя, в который уже загрузили предшественник активного металла, чтобы тем самым обеспечить композицию, которая содержит или состоит в основном из, или состоит из материала-носителя, содержащего металлический компонент и добавку в виде гетероциклического соединения.
Предпочтительный способ пропитки содержащего металл материала-носителя может представлять собой любой известный стандартный способ заполнения пор, в соответствии с которым поровый объем заполняется за счет использования капиллярного эффекта, чтобы втягивать жидкость в поры содержащего металл материала-носителя. Желательно заполнить, по меньшей мере, 75% порового объема содержащего металл материала-носителя добавкой в виде гетероциклического соединения. Предпочтительно, чтобы, по меньшей мере, 80% порового объема содержащего металл материала-носителя было заполнено добавкой в виде гетероциклического соединения, и наиболее предпочтительно, чтобы, по меньшей мере, 90% порового объема было заполнено добавкой в виде гетероциклического соединения.
Композицию без дополнительной обработки можно разместить в корпусе реактора или внутри реакторной системы, которая должна пройти процедуру пуска при подготовке или до введения осерняющей смеси, которая может включать осерняющий агент или углеводородное сырье, содержащее определенную концентрацию органического соединения серы.
Важным аспектом изобретения является то, что материал-носитель, в который загружен предшественник активного металла, не прокаливают и не осерняют до его загрузки в корпус или систему реактора для его конечного использования в качестве катализатора гидроочистки, при этом его можно осернять непосредственно в реакторе во время процедуры пуска с отложенным введением исходного сырья. Процедура запуска при отложенном введении исходного сырья в дальнейшем описывается более подробно. Кроме того было установлено, что когда материал-носитель, в который загрузили предшественник активного металла, наполняю добавкой в виде гетероциклического соединения перед обработкой водородом и осернением, можно достичь повышения каталитической активности. Таким образом, не только достигаются некоторые экономические преимущества за счет устранения или, по меньшей мере, не несения затрат, связанных с прокаливанием и осернением катализатора перед его доставкой и использованием, но также получается более активный катализатор.
Было обнаружено то, что материал-носитель, содержащий предшественник активного металла, который пропитан добавкой в виде гетероциклического соединения перед обработкой водородом, за которой следует обработка соединением серы, обеспечивает катализатор гидроочистки, имеющий более высокие показатели активности в отношении гидрообессеривания и гидродеазотирования, чем материал-носитель, содержащий предшественник активного металла, но который вместо этого пропитали смесью полярной добавки, такой как диметилформамид, и углеводородного масла до процедур обработки водородом и серой.
При получении разработанной композиции могут использоваться любой подходящий способ или средства для пропитки содержащего металл материала-носителя добавкой в виде гетероциклического соединения. Предпочтительный способ пропитки может представлять собой любой известный стандартный способ заполнения пор, в соответствии с которым поровый объем заполняется за счет использования капиллярного эффекта, чтобы втягивать жидкость в поры содержащего металл материала-носителя. Желательно заполнить, по меньшей мере, 75% порового объема содержащего металл материала-носителя добавкой в виде гетероциклического соединения. Предпочтительно, чтобы, по меньшей мере, 80% порового объема содержащего металл материала-носителя было заполнено добавкой в виде гетероциклического соединения, и наиболее предпочтительно, чтобы, по меньшей мере, 90% порового объема было заполнено добавкой в виде гетероциклического соединения.
В одном из вариантов осуществления изобретения желательно, чтобы в каталитической композиции практически отсутствовало углеводородное масло. Углеводородное масло, которое отсутствует в композиции согласно данному варианту осуществления, может включать углеводороды, имеющие температуру кипения в диапазоне от 100°C до 550°C и, в частности, от 150°C до 500°C. Возможные углеводородные масла, которые следует исключить из материала-носителя, могут включать фракции перегонки сырой нефти, такие как, например, тяжелая нафта, содержащая углеводороды, кипящие, скажем, в диапазоне от 100°C до 210°C, керосиновая фракция, дизельная фракция и газойль.
Более конкретное углеводородное масло, которое должно быть исключено в существенном количестве из композиции в данном варианте осуществления представляет собой такое масло, которое включает олефиновые соединения, которые представляют собой жидкость при повышенной температуре контактирования с ними водородсодержащей газообразной атмосферы во время обработки. Такие олефины представляют собой олефины, которые имеют углеродное число больше 12 и, как правило, имеют углеродное число в диапазоне от 12 до 40 атомов углерода. Если говорить точнее, олефиновые соединения представляют собой соединения, которые содержат от 14 до 38 атомов углерода, и, если говорить наиболее точно, углеродное число имеет значение в диапазоне от 16 до 36 атомов углерода. Олефины могут находиться в смеси с неолефиновыми углеводородами, такими как алканы или ароматические растворители или любая из вышеуказанных фракций перегонки нефти, таких как, тяжелая нафта, керосиновая фракция, дизельная фракция и газойль.
Ввиду вышеизложенного, в варианте осуществления разработанной каталитической композиции практически отсутствует или отсутствует углеводородное масло, при этом в отношении других компонентов разработанная каталитическая композиция содержит или состоит в основном из, или состоит из материала-носителя, содержащего металлический компонент, находящийся либо в растворе соли металла, либо в предшественнике активного металла, и добавку в виде гетероциклического соединения. Углеводородное масло может представлять собой либо смесь углеводородов, имеющих температуру кипения в диапазоне от 100°C до 550°C или от 150°C до 500°C, либо любое из вышеописанных олефинсодержащих углеводородных масел.
Использование термина «практическое отсутствие» означает то, что количество углеводородов, присутствующих в композиции, является таким, что не оказывает какого-либо значимого эффекта на окончательные каталитические свойства конечной каталитической композиции согласно изобретению либо до, либо после ее обработки водородом или серой, или и тем и другим. Таким образом, практическое отсутствие углеводорода в композиции может, однако, допускать присутствие несущественного количества углеводородов, которые не оказывают никакого эффекта на рабочие характеристики катализатора.
Как правило, содержание олефинов в углеводородном масле, которое следует исключить в существенном количестве, составляет более 5% масс., и в некоторых случаях оно может превысить 10% масс. или даже превысить 30% масс. Олефиновые соединения могут включать моноолефины, или они могут включать олефины с множеством двойных углеродных связей.
Гетероциклическое соединение, которое используется в качестве добавки при получении разработанной композиции, представляет собой любое подходящее гетероциклическое полярное соединение, которое обеспечивает преимущества и имеет описанные в данном документе характерные свойства. А именно, содержащуюся в композиции добавку в виде гетероциклического соединения выбирают из группы гетероциклических полярных соединений, имеющих формулу: CxHnNyOz, в которой: x является целым числом равным 3 или более; y является либо нолем, либо целым числом в диапазоне от 1 до 3 (то есть, 0, 1, 2 или 3); z является либо нолем, либо целым числом в диапазоне от 1 до 3 (то есть, 0, 1, 2 или 3); и n равняется числу атомов водорода, требуемых чтобы занять остающиеся связи с атомами углерода молекулы.
Предпочтительные добавочные соединения представляют собой такие гетероциклические соединения, которые содержат либо азот, либо кислород в качестве гетероатомного члена их кольца, такие как молекулярные соединения, имеющие либо структуру лактама, либо структуру циклического сложного эфира, либо структуру циклического простого эфира.
Лактамные соединения или циклические амиды могут включать соединения, имеющие такие общие структуры как β-лактам, γ-лактам и δ-лактам, в которых атом азота вместо атома водорода может иметь связанную с ним алкильную группу, содержащую от 1 до 6 или более углеродных атомов, и любой из присутствующих в кольцевой структуре атомов углерода, кроме карбонильного фрагмента, может иметь присоединенную к нему алкильную группу, содержащую от 1 до 6 или более атомов углерода.
Циклические простые эфирные соединения или оксациклоалканы могут включать циклические соединения, в которых один или несколько атомов углерода в пределах кольцевой структуры замещены атомом кислорода. Циклическое простое эфирное соединение может также включать в пределах кольца карбонильный фрагмент, или любой один или более атомов углерода, присутствующих в кольцевой структуре, могут иметь присоединенную к ним алкильную группу, содержащую от 1 до 6 или более атомов углерода, или кольцо может включать как карбонильный фрагмент, так и один или более атомов углерода, к которым присоединена алкильная группа, содержащая от 1 до 6 или более атомов углерода.
Циклические сложные эфирные соединения могут включать лактонные соединения, которые соответствуют представленной выше структуре, например, β-пропиолактон, γ-бутиролактон, и δ-валеролактон. Циклические сложные эфирные соединения также могут включать циклические сложные эфиры, имеющие более одного атома кислорода, содержащегося в пределах кольцевой структуры.
Более предпочтительные добавочные соединения представляют собой такие гетероциклические соединения, в которых гетероатом является либо кислородом, либо азотом.
Примеры более предпочтительных соединений включают, например, пропиленкарбонат, циклическое сложное эфирное соединение, и, например, N-метилпирролидон, циклическое амидное соединение.
Особо важный аспект согласно изобретению заключается в том, чтобы материал-носитель, в который ввели металлический компонент, был непрокаленным и неосерненным во время его пропитки добавкой в виде гетероциклического соединения. Снижение затрат при получении композиции достигается за счет отсутствия необходимости осуществлять стадий прокаливания или осернения. Однако помимо этого было обнаружено, что когда содержащая добавку композиция дополнительно подвергается обработке водородом и обработке серой, получаемые каталитические композиции демонстрируют повышенную каталитическую активность.
Перед введением добавки в виде гетероциклического соединения в материал-носитель, в который ввели металлический компонент, особенно когда металлический компонент добавляют к материалу-носителю путем пропитки с использованием водного раствора соли металла (содержащий металл материал-носитель), важно высушить этот содержащий металл материал-носитель, чтобы удалить, по меньшей мере, часть летучей жидкости, содержащейся в порах материала-носителя для того, чтобы обеспечить поровый объем, который можно заполнить добавкой. Поэтому содержащий металл материал-носитель сушат в условиях сушки, которые включают температуру сушки, имеющую меньшее значение, чем температура прокаливания.
Важной особенностью изобретения является то, что температура сушки, при которой проводят стадию сушки, не превышает температуру прокаливания. Таким образом, температура сушки не должна превышать 400°C, и предпочтительно температура сушки, при которой сушат содержащий металл материал-носитель, не превышает 300°C, и наиболее предпочтительно температура сушки не превышает 250°C. Подразумевается, что стадия сушки, как правило, будет проводиться при более низких температурах, чем вышеупомянутые температуры, и, как правило, стадия сушки будет проводиться при температуре в диапазоне от 60°C до 150°C.
Сушку содержащего металл материала-носителя предпочтительно контролируют таким образом, чтобы обеспечить конечный высушенный содержащий металл материал-носитель, имеющий содержание летучих веществ, которое находится в определенном диапазоне. Содержание летучих веществ в высушенном содержащем металл материале-носителе следует регулировать таким образом, чтобы оно не превышало 20% масс. LOI. LOI, или потеря при прокаливании, определяется как процентная потеря веса материала после того, как его подвергали воздействию воздуха при температуре 482°C в течение двух часов, которая может быть показана с помощью следующей формулы: (масса образца до воздействия за вычетом массы образца после воздействия) умноженная на 100 и поделенная на (массу образца до воздействия). Предпочтительно, чтобы LOI высушенного содержащего металл материала-носителя имела значение в диапазоне от 1% масс. до 20% масс. и наиболее предпочтительно от 3% масс. до 15% масс. Высушенный содержащий металл материал-носитель затем пропитывают добавкой в виде гетероциклического соединения согласно описанному ранее в данном документе.
Содержащую добавку композицию согласно изобретению можно обработать либо за пределами, либо непосредственно в реакторе водородом и соединением серы, и действительно одной из выгодных особенностей изобретения является то, что оно допускает транспортировку и доставку неосерненной композиции в реактор, непосредственно в котором она может быть активирована с помощью стадии обработки водородом и последующей стадии осернения. Как отмечалось ранее, содержащая добавку композиция может сначала подвергнуться обработке водородом, за которой затем следует обработка соединением серы.
Обработка водородом включает воздействие на содержащую добавку композицию газообразной атмосферы, содержащей водород, при температуре в диапазоне до 250°C. Предпочтительно, содержащая добавку композиция подвергается воздействию газообразного водорода при температуре обработки водородом в диапазоне от 100°C до 225°C ,и наиболее предпочтительно температура обработки водородом имеет значение в диапазоне от 125°C до 200°C.
Парциальное давление водорода в газообразной атмосфере, используемой на стадии обработки водородом, как правило, может иметь значение в диапазоне от 0,1 МПа до 7 МПа, предпочтительно от 0,15 МПа до 5,5 МПа и наиболее предпочтительно от 0,2 МПа до 3,5 МПа. Содержащая добавку композиция контактирует с газообразной атмосферой при вышеуказанных условиях температуры и давления в течение времени обработки водородом в диапазоне от 0,1 часа до 100 часов, и предпочтительно время обработки водородом составляет от 1 часа до 50 часов и наиболее предпочтительно от 2 часов до 30 часов.
Осернение содержащей добавку композиции после того, как ее обработали водородом, можно осуществить с использованием любого стандартного способа, известного специалистам в данной области. Таким образом, обработанную водородом содержащую добавку композицию можно подвергнуть контактированию с серосодержащим соединением, которое может представлять собой сероводород или соединение, которое разлагается с образованием сероводорода, при условиях контактирования согласно изобретению. Примеры таких разлагаемых соединений включают меркаптаны, CS2, тиофены, диметилсульфид (DMS) и диметилдисульфид (DMDS).
Кроме того, осернение предпочтительно осуществляется путем контактирования в подходящих для процесса осернения условиях обработанной водородом композиции с углеводородным сырьем, которое содержит определенную концентрацию соединения серы. Соединение серы, содержащееся в углеводородном сырье, может представлять собой органическое соединение серы, в частности, соединение, которое, как правило, содержится в нефтяных дистиллятах, которые перерабатываются с помощью способов гидрообессеривания.
Подходящие условия процесса осернения представляют собой условия, которые обеспечивают превращение активных металлических компонентов обработанной водородом содержащей добавку композиции в их сульфидную форму. Как правило, температура осернения, при которой обработанная водородом содержащая добавку композиция контактирует с соединением серы, имеет значение в диапазоне от 150°C до 450°C, предпочтительно от 175°C до 425°C и наиболее предпочтительно от 200°C до 400°C.
При использовании углеводородного сырья, которое будут подвергать гидроочистке с использованием каталитической композиции согласно изобретению, для осернения обработанной водородом композиции, условия осернения могут быть такими же, как условия процесса, при которых осуществляется гидроочистка. Давление процесса осернения, при котором осерняют обработанную водородом содержащую добавку композицию, как правило, может иметь значение в диапазоне от 0,1 МПа до 7,0 МПа, предпочтительно от 0,15 МПа до 55 МПа и наиболее предпочтительно от 0,2 МПа до 3,5 Мпа.
Как отмечалось выше, одно из преимуществ, обеспечиваемых содержащей добавку композицией согласно изобретению, заключается в том, что ее можно использовать в реакторной системе, которая запускается с использованием так называемой процедуры с отложенным введением исходного сырья. В процедуре с отложенным введением исходного сырья реакторная система, которая включает корпус реактора, в котором содержится содержащая добавку композиция, сначала подвергается стадии нагрева, чтобы повысить температуру реактора и содержащейся в нем содержащей добавку композиции, при подготовке к введению осерняющего агента или нагретого углеводородного сырья для переработки. Данная стадия нагрева включает введение в реактор водородсодержащего газа при вышеуказанных условиях обработки водородом. После обработки содержащей добавку композиции водородом, ее затем обрабатывают соединением серы в соответствии с описанным ранее в данном документе способом.
Было обнаружено, что содержащая углеводородное масло композиция, после того, как ее подвергли обработке водородом с последующей обработкой соединением серы, демонстрирует более высокую каталитическую активность в отношении гидрообессеривания сырьевого дистиллята, чем другие подобные, но непропитанные композиции.
Установлено, что содержащая добавку композиция согласно изобретению после ее обработки водородом и серой является очень эффективным катализатором, предназначенным для использования в гидроочистке углеводородного сырья. Этот катализатор является особенно подходящим в областях применения, включающих гидрообессеривание и гидродеазотирование углеводородного сырья, и, в частности, было обнаружено, что он является превосходным катализатором для использования при гидрообессеривании сырьевых дистиллятов, в частности, дизельного топлива, для получения выходящего дистиллята с ультранизким содержанием серы, имеющего концентрацию серы менее 15 ч./млн. по массе, предпочтительно менее 10 ч./млн. по массе и наиболее предпочтительно менее 8 ч./млн. по массе.
В областях применения, связанных с гидроочисткой, содержащая добавку композиция, которая используется в процедуре с отложенным введением исходного сырья или иным образом обрабатывается водородом и серой согласно описанному выше, контактирует в подходящих условиях гидрообессеривания или гидродеазотирования, или обоих процессов, с углеводородным сырьем, которое, как правило, имеет определенную концентрацию серы или азота, или обоих элементов.
Более типичное и предпочтительное углеводородное сырье, обрабатываемое с использованием содержащей добавку композиции, представляет собой средний нефтяной погон, имеющий температуру кипения при атмосферном давлении в диапазоне от 140°C до 410°C. Данные температуры представляют собой приблизительные значения температуры начала и конца кипения среднего дистиллята. Примеры потоков нефтеперерабатывающего завода, предназначенных для включения в рамки значения термина среднй дистиллят, включают прямогонные дистиллятные топлива, кипящие в приведенном интервале кипения, такие как керосин, реактивное топливо, легкое дизельное топливо, мазут, тяжелое дизельное топливо и крекинг-дистилляты, такие как рецикловый газойль с установки FCC, газойль коксования и дистилляты гидрокрекинга. Предпочтительное для разработанного способа гидроочистки дистиллята сырье представляет собой средний дистиллят, кипящий в интервале кипения дизельной фракции со значениями температуры приблизительно от 140°C до 400°C.
Концентрация серы в сырьевом среднем дистилляте может представлять собой высокую концентрацию, например, имеющую значение в диапазоне до приблизительно 2 массовых процентов от сырьевого дистиллята, исходя из массы элементной серы и суммарной массы сырьевого дистиллята, включая соединения серы. Однако, как правило, сырьевой дистиллят для разработанного способа имеет концентрацию серы в диапазоне от 0,01% масс. (100 ч./млн. по массе) до 1,8% масс. (18000). Но чаще концентрация серы имеет значение в диапазоне от 0,1% масс. (1000 ч./млн. по массе) до 1,6% масс. (16000 ч./млн. по массе) и наиболее часто от 0,18% масс. (1800 ч./млн. по массе) до 1,1% масс. (11000 ч./млн. по массе).
Подразумевается, что в данном документе упоминания о содержании серы в сырьевом дистилляте относятся к тем соединениям, которые обычно находятся в сырьевом дистилляте или в гидрообессеренном выходящем дистилляте и являются химическими соединениями, которые содержат атом серы и которые, как правило, включают сераорганические соединения.
Кроме того, при упоминании в данном документе “содержания серы” или “общего содержания серы” или других подобных упоминаниях о количестве серы, которая содержится в сырье, продукте или другом углеводородном потоке, имеется в виду значение общего содержания серы, которое определено согласно способу испытания ASTM D2622-10, озаглавленному «Стандартный метод испытаний для определения содержания серы в нефтепродуктах с помощью волновой дисперсионной рентгеновской флуоресцентной спектрометрии». При использовании значений в массовых процентах (% масс.) в данном описании в случае упоминания содержания серы, они соответствуют значениям в % масс., которые могут приводиться при способе испытания ASTM D2622-10.
Сырьевой средний дистиллят может также содержать определенную концентрацию соединений азота. Когда он действительно содержит определенную концентрацию соединений азота, концентрация азота может иметь значение в диапазоне от 15 частей на миллион по массе (ч./млн. по массе) до 3500 ч./млн. по массе. Чаще для сырьевого среднего дистиллята, который предположительно будут обрабатывать согласно способу, концентрация азота в сырьевом среднем дистилляте имеет значение в диапазоне от 20 ч./млн. по массе до 1500 ч./млн. по массе и наиболее часто от 50 ч./млн. по массе до 1000 ч./млн. по массе.
При упоминании в данном документе о содержании азота в сырье, продукте или другом углеводородном потоке, представленная концентрация является значением содержания азота, которое определено согласно способу испытания ASTM D5762-12, озаглавленному «Стандартный метод определения содержания азота в нефти и нефтепродуктах с помощью хемилюминесценции и ввода пробы лодочкой». Единицы измерения, используемые в данном описании, такие как ч./млн. по массе или % масс., когда относятся к содержанию азота, являются значениями, соответствующими значениям, которые приводятся при способе испытания ASTM D5762, то есть, в микрограммах/грамм (мкг/г) азота, но переведенным в упомянутые единицы измерения.
Содержащая добавку композиция согласно изобретению может использоваться в качестве части любой подходящей реакторной системы, которая обеспечивает контактирование этой композиции или ее производных с сырьевым дистиллятом в подходящих условиях гидрообессеривания, которые могут включать присутствие водорода и повышенные полные давление и температуру. Такие подходящие системы реакции могут включать системы с неподвижным слоем катализатора, системы с расширенным слоем катализатора, системы с суспендированным катализатором и системы с псевдоожиженным слоем катализатора.
Предпочтительная реакторная система является системой, которая включает неподвижный слой разработанного катализатора, содержащийся внутри корпуса реактора, оборудованного приспособлением для загрузки сырья в реактор, таким как впускной патрубок, для введения сырьевого дистиллята в корпус реактора, и приспособлением для выпуска газопродуктовой смеси, таким как выпускной патрубок, для извлечения выходящей из реактора газопродуктовой смеси или очищенного углеводородного продукта, или выходящего дистиллята с ультранизким содержанием серы из корпуса реактора.
Способ гидроочистки (либо гидродеазотирования, либо гидрообессеривания, либо обоих процессов), как правило, осуществляется при давлении реакции гидроочистки в диапазоне от 689,5 кПа (100 фунт/кв. дюйм изб.) до 13789 кПа (2000 фунт/кв. дюйм изб.), предпочтительно от 1896 кПа (275 фунт/кв. дюйм изб.) до 10342 кПа (1500 фунт/кв. дюйм изб.) и более предпочтительно от 2068,5 кПа (300 фунт/кв. дюйм изб.) до 8619 кПа (1250 фунт/кв. дюйм изб.).
Температура реакции гидроочистки, как правило, имеет значение в диапазоне от 200°C (392°F) до 420°C (788°F), предпочтительно от 260°C (500°F) до 400°C (752°F) и наиболее предпочтительно от 320°C (608°F) до 380°C (716°F).
Установлено, что одна из неожиданных особенностей использования разработанной содержащей добавку композиции согласно изобретению заключается в том, что при варианте применения с отложенным введением исходного сырья полученный катализатор имеет значительно более высокую каталитическую активность, чем некоторые другие альтернативные каталитические композиции, и таким образом он, как правило, обеспечивает сравнительно более низкие требуемые температуры процесса для заданной степени обессеривания или деазотирования.
Расход, при котором сырьевой дистиллят подается в зону реакции согласно разработанному способу, как правило, является таким, который обеспечивает часовую объемную скорость жидкости (LHSV) в диапазоне от 0,01 ч-1 до 10 ч-1. В данном контексте термин «часовая объемная скорость жидкости» означает числовое отношение расхода, при котором сырьевой дистиллят подается в зону реакции согласно разработанному способу, выраженном в виде объема в час, поделенного на объем катализатора, содержащегося в зоне реакции, в которую подается сырьевой дистиллят. Предпочтительная LHSV имеет значение в диапазоне от 0,05 ч-1 до 5 ч-1, более предпочтительно от 0,1 ч-1 до 3 ч-1. и наиболее предпочтительно от 0,2 ч-1 до 2 ч-1.
Предпочтительно вместе с сырьевым дистиллятом подавать водород в зону реакции согласно разработанному способу. В данном случае водород иногда упоминается как водородсодержащий газ для очистки. Расход водородсодержащего газа для очистки равняется отношению количества водорода к количеству сырьевого дистиллята, подаваемого в зону реакции, и, как правило, имеет значение в диапазоне до 1781 м3/м3 (10000 ст.куб.фт./барр.н.). Предпочтительно, чтобы расход газа для очистки имел значение в диапазоне от 89 м3/м3 (500 ст.куб.фт./барр.н.) до 1781 м3/м3 (10000 ст.куб.фт./барр.н.), более предпочтительно от 178 м3/м3 (1000 ст.куб.фт./барр.н.) до 1602 м3/м3 (9000 ст.куб.фт./барр.н.) и наиболее предпочтительно от 356 м3/м3 (2000 ст.куб.фт./барр.н.) к 1425 м3/м3 (8000 ст.куб.фт./барр.н.).
Обессеренный выходящий дистиллят, который получают исходя из способа согласно изобретению, имеет низкую или пониженную концентрацию серы относительно сырьевого дистиллята. Особенно выгодный аспект разработанного способа заключается в том, что он допускает обеспечение глубоко обессеренного товарного дизельного топлива или товарного дизельного топлива с ультранизким содержанием серы. Как уже отмечалось в данном документе, выходящий дистиллят с низким содержанием серы может иметь концентрацию серы, которая составляет менее 50 ч./млн. по массе или любую из других указанных концентраций серы согласно описанному в другой части данного документа (например, менее 15 ч./млн. по массе или менее 10 ч./млн. по массе, или менее 8 ч./млн. по массе).
Если подвергнутый гидроочистке выходящий дистиллят, полученный исходя из способа согласно изобретению, имеет пониженную концентрацию азота относительно сырьевого дистиллята, он, как правило, присутствует в концентрации, которая составляет менее 50 ч./млн. по массе, и предпочтительно концентрация азота составляет менее 20 ч./млн. по массе или даже менее 15 или 10 ч./млн. по массе.
Следующие примеры представлены, чтобы дополнительно проиллюстрировать некоторые аспекты изобретения, но они не должны рассматриваться как ограничивающие объем изобретения.
Пример 1 (Описание кобальт/молибден-содержащей каталитической композиции)
В данном примере 1 представлены подробности касательно разработанной кобальт/молибденовой каталитической композиции (катализатор A) и сравнительной кобальт/молибденовой каталитической композиции (катализатор B) и использованных для получения этих композиций способов.
При получении каталитических композиций согласно данному примеру I использовали коммерчески доступный алюмооксидный носитель. В следующей таблице 1 представлены стандартные физические свойства алюмооксидного носителя, который использовался в процессах получения.
Стандартные свойства алюмооксидного носителя
Металлические компоненты катализатора ввели в носитель согласно способу пропитки по влагоемкости для получения следующего состава по металлам (оксидная основа): 14,8% Mo, 4,2% Co, 2,4% P. Раствор для пропитки включал 13,13 массовых частей фосфорной кислоты (27,3% P), 13,58 массовых частей карбоната кобальта (46,2% Co) и 33,09 массовых частей триоксида молибдена от Climax (62,5% Mo). Суммарный объем полученного раствора в условиях окружающей среды составлял 98% от объема пор по воде 100 массовых частей алюмооксидного носителя, чтобы обеспечить содержащий металл материал-носитель.
Пропитанный носитель или содержащий металл материал-носитель затем сушили при 125°C (257°F) в течение нескольких часов, чтобы получить высушенный промежуточный продукт, имеющий LOI 8% масс. и объем пор по воде 0,4 см3/г.
Затем каждую аликвотную часть высушенного промежуточного продукта пропитали, выбирая одну из следующих добавок или смесей добавок, для заполнения 95% порового объема высушенного промежуточного продукта: 100% пропиленкарбонатом (Sigma Aldrich) с получением катализатора A, и смесью 50% диметилформамида (DMF) и олефинового масла C18-30 с получением катализатора B.
Пример 2 (Активности катализатора в условиях реакции при очень низком давлении)
В данном примере 2 представлены результаты оценочного испытания активности в отношении гидрообессеривания (HDS) и гидродеазотирования (HDN), проводимого в условиях очень низкого реакционного давления для катализатора A и катализатора B при их использовании в процессе переработки сырьевых легких прямогонных газойлей (SRGO).
Испытания на опытной установке были выполнены при сравнении активностей в отношении HDS и HDN для катализатора А и катализатора Б, используемых в условиях реакции при очень низком давлении (VLP), то есть, либо при 290 фунт/кв. дюйм изб. (1 МПа изб.), либо при 340 фунт/кв. дюйм изб. (1,2 МПа изб.). Условия процесса, используемые в данных испытаниях, показаны в таблице 2.
Использованное в испытаниях исходное сырье представляло собой сырьевые легкие SRGO (прямогонные газойли). Свойства использованного в испытании исходного сырья показаны в таблице 3.
Условия процесса для испытания на опытной установке при очень низком давлении
Исходное сырье для испытания на опытной установке при очень низком давлении (VLP)
Условия процесса и свойства исходного сырья являются типичными для стандартных процессов получения дизельного топлива с ультранизким содержанием серы (ULSD) при очень низком давлении. Результаты HDS с получением ULSD, полученные в испытании 1 при VLP и испытании 2 при VLP, показаны на фиг. 1. На этой диаграмме показана относительная объемная активность (RVA) катализатора A и катализатора B для HDS с получением ULSD, где содержание серы в продукте составляет 10 ч./млн. по массе.
Результаты HDN для испытания 1 при VLP показаны на фиг. 2. На этой диаграмме показана относительная объемная активность (RVA) катализатора A и катализатора B в отношении глубокого HDN, при котором содержание азота в продукте составляет 5 ч./млн. по массе.
В обоих испытаниях при VLP катализатор A обеспечивал повышенную на 20% активность в отношении HDS с получением ULSD по сравнению с активностью катализатора B в отношении HDS с получением ULSD.
В испытании 1 при VLP катализатор А продемонстрировал на 10% более высокую активность в отношении HDN по сравнению с активностью катализатора B в отношении HDN.
Улучшения в плане активности катализатора для разработанного катализатора A по сравнению со сравнительным катализатором B являются существенными. Такие улучшения позволяют перерабатывать более трудно перерабатываемое сырье или перерабатывать сырье при более высоких показателях производительности, или комбинировать оба варианта. Кроме того переработка трудно перерабатываемого сырья или более высокие показатели производительности по исходному сырью могут успешно демонстрироваться в менее благоприятных условиях реакции при очень низком давлении.
В испытании 2 при VLP, были достигнуты фактически одинаковые концентрации азота в продукте как при использовании катализатора A, так и при использовании катализатора B. Это означает, что минимальные показатели для HDN достигнуты при использовании обеих каталитических композиций.
Расход H2 в испытании 1 при VLP был практически одинаковым для катализатора A и катализатора B. Важно то, что в условиях очень низкого давления для испытания 1 при VLP катализатор A обеспечил существенные улучшения показателей для HDS и HDN с получением ULSD без увеличения расхода H2.
Пример 3 (Описание никель/молибден- содержащих каталитических композиций)
В данном примере 3 представлены подробности касательно разработанной никель/молибденовой каталитической композиции (катализатор C) и сравнительной никель/молибденовой каталитической композиции (катализатор D) и использованных для получения этих композиций способов.
Алюмооксидный носитель, использованный для получения каталитических композиций согласно данному примеру 3, является носителем, описанным в примере 1.
Металлические компоненты катализатора ввели в носитель согласно способу пропитки по влагоемкости для получения следующего состава по металлам (оксидная основа): 18,0% Mo, 4,5% Ni, 3,3% P. Свойства алюмооксидного носителя указаны в таблице 1. Раствор для пропитки включал 20,68 массовых частей фосфорной кислоты (27,3% P), 13,58 массовых частей карбоната никеля (43,7% Ni) и 46,11массовых частей триоксида молибдена от Climax (62,5% Mo). Суммарный объем полученного раствора в условиях окружающей среды составлял 98% от объема пор по воде 100 массовых частей алюмооксидного носителя, чтобы обеспечить содержащий металл материал-носитель.
Пропитанный носитель или содержащий металл материал-носитель затем сушили при 125°C (257°F) в течение нескольких часов, чтобы получить высушенный промежуточный продукт, имеющий LOI 10% масс. и объем пор по воде 0,33 см3/г.
Затем каждую аликвотную часть высушенного промежуточного продукта пропитали, выбирая одну из следующих добавок или смесей добавок, для заполнения 95% порового объема высушенного промежуточного продукта: 100% N-метилпирролидоном (Sigma Aldrich) с получением катализатора C, и смесью 50% диметилформамида (DMF) и олефинового масла C18-30 с получением катализатора D.
Пример 4 (Условия низкого/умеренного давления при использовании систем с последовательно расположенными слоями катализатора)
В данном примере 4 представлены результаты оценочного испытания активности в отношении гидрообессеривания (HDS) и гидродеазотирования (HDN) для различных систем с последовательно расположенными слоями катализатора и системы с одним слоем катализатора при переработке сырьевой смеси из прямогонного газойля и легкого рециклового газойля.
Ниже описаны испытанные системы с последовательно расположенными слоями катализатора. Данные системы с последовательно расположенными слоями катализатора включают комбинации разработанных и сравнительных кобальт/молибденовых каталитических композиций с разработанными и сравнительными никель/молибденовыми каталитическими композициями. Условия переработки представляют собой условия реакционного давления от низкого до умеренного. Представлены активность в отношении HDS, активность в отношении HDN и относительные результаты по расходу водорода для каждой из катализаторных систем CS1, CS2, CS3 и CS4.
Испытанные катализаторные системы показаны в таблице 4. Подробности, связанные с катализатором A, катализатором B, катализатором C и катализатором D, представлены в вышеуказанных примерах 1 и 3.
Испытанные системы с последовательно расположенными слоями и с одним слоем катализатора
Верхний/Средний/Нижний
Каждая из испытанных катализаторных систем CS1, CS2 и CS3 представляла собой реакторную систему с последовательно расположенными слоями, которая включала два катализаторных слоя кобальт/молибденового катализатора с расположенным между верхним и нижним слоями кобальт/молибденового катализатора средним катализаторным слоем никель/молибденового катализатора. Относительные объемные доли трех слоев катализатора реакторных систем с последовательно расположенными слоями составляли, соответственно, 15, 30 и 55 (15/30/55). Таким образом, верхний слой катализатора включал слой частиц кобальт/молибденового катализатора, который составлял 15 процентов по объему (% об.) от суммарного объема катализатора в реакторной системе с последовательно расположенными слоями, средний слой катализатора включал слой частиц никель/молибденового катализатора, который составлял 30% об. от суммарного объема катализатора в реакторной системе с последовательно расположенными слоями, и нижний слой катализатора включал слой кобальт/молибденового катализатора, который составлял 55% об. от суммарного объема катализатора в реакторной системе с последовательно расположенными слоями.
Катализаторная система 1 (CS1) представляла собой сравнительную реакторную систему с последовательно расположенными слоями. CS1 содержала, в порядке: верхний слой, среднй слой и нижний слой, катализатор B/катализатор D/катализатор B в вышеуказанном соотношении.
Катализаторная система 2 (CS2) содержала разработанный катализатор A, размещенный одновременно в верхнем и нижнем слоях реакторной системы с последовательно расположенными слоями катализатора, а сравнительный катализатор D был размещен в среднем слое. Таким образом, по сути, сравнительный катализатор B как в верхнем так и в нижнем слоях CS1 заменили разработанным катализатором A, а сравнительный катализатор D системы CS1 не был заменен.
Однако в катализаторной системе 3 (CS3) использовался разработанный кобальт/молибденовый катализатор, катализатор A, как в верхнем, так и в нижнем слоях реакторной системы с последовательно расположенными слоями катализатора и разработанный никель/молибденовый катализатор, катализатор C, в среднем слое. Таким образом, в данном случае, как сравнительный катализатор B, так и сравнительный катализатор D системы CS1 были соответственно заменены разработанными катализаторами: катализатором A и катализатором C.
Катализаторная система 4 (CS4) представляла собой систему с одним слоем катализатора, при этом слой катализатора состоял из разработанного кобальт/молибденового катализатора A.
Исходное сырье, использованное в испытании вышеописанных катализаторных систем с последовательно расположенными слоями и с одним слоем, представляло собой смесь 80/20 (исходя из объема) прямогонного газойля (SRGO) и легкого рециклового газойля (LCO) c установки каталитического крекинга с псевдоожиженным слоем катализатора. Свойства исходного сырья, использованного в данных испытаниях на опытной установке, показаны в таблице 5.
Свойства использованного в испытаниях исходного сырья
Условия процесса, использованные при переработке вышеуказанного исходного сырья в данной серии испытаний, представляют собой типичный вариант стандартных промышленных рабочих условий. Данные условия процесса показаны в таблице 6.
Условия процесса испытания
Системы с последовательно расположенными слоями катализатора, как правило, используются, чтобы максимально повысить активность в отношении HDS с получением ULSD при контроле или регулировании расхода H2. Таким образом, для испытанных катализаторных систем были получены данные по HDS с получением ULSD и относительному расходу H2 (RHC). Эти данные показаны на фиг. 3 и фиг. 4
Из фиг. 3 и фиг. 4, видно, что при реакционном давлении 520 фунт/кв. дюйм изб. (3,6 МПа изб.) система CS2 продемонстрировала RVA в отношении HDS с получением ULSD равную 110, если сравнивать со значением 100 для системы CS1. Также важно то, что для системы CS2 не применялся дополнительный расход H2. RVA в отношении HDS с получением ULSD системы CS3 для такого реакционного давления составляла 125, если сравнивать со значением 100 для системы CS1. Это является значительным повышением активности, и оно привело лишь к небольшому увеличению расхода H2 на 2%.
При сравнении CS4 с одним слоем катализатора с CS1 в случае эксплуатации при реакционном давлении 520 фунт/кв. дюйм изб. (3,6 МПа изб.), CS4 показала такую же активность в отношении HDS с получением ULSD, как и система CS1, но при этом она продемонстрировала обеспечивающее преимущество снижение расхода H2 приблизительно на 4%.
В случае эксплуатации при более высоком давлении в реакторе, составляющем 750 фунт/кв. дюйм изб. (5,2 МПа изб.), системы CS2 и CS3 имели значения RVA в отношении HDS с получением ULSD равные 115 и 120, соответственно, если сравнивать со значением 100 для CS1. Соответствующие относительные значения расхода H2 составляли 104 и 105, соответственно. При давлении 750 фунт/кв. дюйм изб. (5,2 МПа изб.) система CS1 имела RVA в отношении HDS с получением ULSD равную 100 и RHC равный 100, если сравнивать с соответствующими значениями 90 и 95 для системы CS4 . Полагают, что различие в относительных рабочих характеристиках для этих двух систем при значениях давления 520 фунт/кв. дюйм изб. (3,6 МПа изб.) и 750 фунт/кв. дюйм изб. (5,2 МПа изб.), возникает из-за большей эффективности использования сравнительного катализатора D в системе CS1 при более высоких значениях давления.
Значения активности RVA в отношении HDN, полученные при использовании этих четырех испытанных катализаторных систем, показаны на фиг. 5. Как правило, NiMo содержащие системы, то есть, CS1, CS2 и CS3, показывают более высокую активность в отношении HDN чем CoMo содержащая система, то есть, CS4, при испытании для обоих значений давления. Более высокое значение RVA в отношении HDN, полученное при использовании CS2, если сравненивать с RVA в отношении HDN для системы CS1, указывает на то, что разработанный катализатор A повышает возможности катализаторной системы CoMo/NiMo в отношении HDN. Это согласуется с результатами, полученными при непосредственных сравнениях разработанного катализатора A и сравнительного катализатора B. Повышенная активность в отношении HDN разработанных CoMo/NiMo катализаторных систем CS2 и CS3 будет более устойчивой и приспосабливающейся к изменениям в плане исходного сырья. Введение разработанного NiMo катализатора C в систему с последовательно расположенными слоями катализатора с разработанным CoMo катализатором дает в результате самую высокую активность катализаторной системы в отношении HDN.
Пример 5 (Переработка исходного сырья с высокой температурой конца кипения с использованием разработанного и сравнительного катализаторов)
В данном примере 5 представлены результаты испытания на опытной установке рабочих характеристик разработанного катализатора A и сравнительного катализатора B при гидрообессеривании и гидродеазотировании сырья с высокой температурой конца кипения, имеющего существенные концентрации серы и азота.
Обсуждаемое в данном примере 5 испытание на опытной установке оценивает рабочие характеристики разработанного катализатора A и сравнительного катализатора B в случае использования при переработке сырьевого SRGO с очень высокой температурой конца кипения, то есть, T95 равной, по меньшей мере, 795°F (424°C). Свойства такого исходного сырья показаны в таблице 7.
Свойства сырьевого SRGO с высокой температурой конца кипения
Наборы условий процесса, то есть, набор 1, набор 2 и набор 3, используемые для испытания с использованием исходного сырья с высокой EP отображены в таблице 8. Они соответствуют условиям, используемым в стандартных промышленных процессах переработки данного типа исходного сырья с высокой температурой конца кипения. Результаты, полученные при использовании катализатора A и катализатора B в случае переработки исходного сырья, описанного в таблице 7, при условиях процесса, описанных в таблице 8, показаны на фиг. 6 и фиг. 7.
Как показано на фиг. 6, разработанный катализатор A имеет активность в отношении HDS с получением ULSD, которая на величину от 17 до 19°F (от 9 до 11°C) превышает активность сравнительного катализатора B. Это приблизительно соответствует RVA от 135 до 140 в отношении HDS с получением ULSD для катализатора A, если сравнивать с RVA в отношении HDS с получением ULSD равной 100 для катализатора B.
На фиг. 7 показано преимущество в плане активности в отношении HDN для катализатора A на величину от 9 до 13°F (от 5 до 7°C). Данный результат переводится в RVA в отношении HDN со значением от 120 до 125 для катализатора A, если сравнивать с RVA в отношении HDN равной 100 для катализатора B. Улучшенные рабочие характеристики катализатора A в отношении HDS с получением ULSD можно отчасти объяснить его превосходной активностью в отношении HDN. Показатели устойчивости для активностей катализатора A в отношении HDS и HDN с получением ULSD эквивалентны показателям устойчивости для катализатора B.
Условия процесса испытания на опытной установке с использованием исходного сырья с высокой температурой конца кипения
Данные по расходу H2, полученные при испытании с использованием исходного сырья с высокой EP, указывают на то, что в условиях начала цикла и эквивалентных значениях содержания серы в продукте, расход H2 при использовании катализатора A составлял от 95 до 100% от значения, полученного при использовании катализатора B. Эквивалентный или более низкий расход H2 в начале цикла при использовании катализатора A обусловлен большим снижением требований относительно температуры начала цикла (17-19°F/9-11°C), требуемой для достижения заданного содержания серы при использовании катализатора. Это приводит к тому, что требуемая в начале цикла рабочая температура находится в температурном диапазоне, в котором снижена скорость насыщения ароматических соединений.
Специалисту в данной области очевидно, что в изобретении можно сделать множество изменений и модификаций, не выходя за рамки его сущности и объема согласно изложенному в данном документе.

Изобретение относится к каталитической композиции гидроочистки углеводородного сырья, способу изготовления такой каталитической композиции и ее использованию в способе каталитической гидроочистки углеводородного сырья. Каталитическая композиция содержит: материал-носитель, в который включен либо предшественник активного металла, либо металлический компонент, соответствующий раствору соли металла, а также гетероциклическую добавку. Гетероциклическая добавка представляет собой гетероциклическое соединение, которое содержит кислород в качестве гетероатома в его кольце с формированием структуры циклического сложного эфира. Способ изготовления указанной композиции включает: введение содержащего металл раствора в материал-носитель, чтобы обеспечить материал-носитель с включенным металлом; и введение гетероциклической добавки в виде гетероциклического соединения в указанный материал-носитель с включенным металлом, чтобы тем самым обеспечить импрегнированную добавкой композицию. Каталитическая композиция особенно подходит при деазотировании и обессеривании сырьевого дистиллята, чтобы изготовить дизельное топливо с ультранизким содержанием серы. 3 н. и 8 з.п. ф-лы, 7 ил., 8 табл., 5 пр.
1. Каталитическая композиция для каталитической гидроочистки углеводородного сырья, содержащая: материал-носитель, в который включен либо предшественник активного металла, либо металлический компонент, соответствующий раствору соли металла, а также гетероциклическую добавку, где гетероциклическая добавка представляет собой гетероциклическое соединение, которое содержит кислород в качестве гетероатома в его кольце с формированием структуры циклического сложного эфира.
2. Каталитическая композиция по п. 1, в которой в указанной каталитической композиции по существу отсутствует углеводородное масло.
3. Каталитическая композиция по любому из пп. 1 или 2, в которой указанный материал-носитель впоследствии дополнительно обрабатывают газом, содержащим водород.
4. Каталитическая композиция по любому из пп. 1 или 2, в которой указанный предшественник активного металла является соединением металла, которое включает металлический компонент, выбираемый из группы, состоящей из кобальта, никеля, молибдена, хрома, вольфрама и любой комбинации из двух или более указанных компонентов.
5. Каталитическая композиция по п. 4, в которой указанный металлический компонент присутствует в указанной каталитической композиции в количестве в диапазоне от 5% масс. до 50% масс., где массовые проценты приведены в расчете на сухой материал-носитель и на металлический компонент в виде элемента-металла.
6. Каталитическая композиция по любому из пп. 1 или 2, в которой добавка представляет собой пропиленкарбонат .
7. Каталитическая композиция по п. 4, в которой указанное соединение металла включает металлический компонент 9 группы и 10 группы, выбираемый из группы, состоящей из кобальта и никеля, и в которой указанный металлический компонент 9 группы и 10 группы присутствует в указанной композиции в количестве в диапазоне от 0,5% масс. до 20% масс., и в которой указанное соединение металла дополнительно включает металлический компонент 6 группы, выбираемый из группы, состоящей из молибдена и вольфрама, и в которой указанный металлический компонент 6 группы присутствует в указанной композиции в количестве в диапазоне от 5% масс. до 50% масс., где массовые проценты приведены в расчете на сухой материал-носитель и на металлический компонент в виде элемента-металла.
8. Способ изготовления каталитической композиции по п.1, где указанный способ включает:
введение содержащего металл раствора в материал-носитель, чтобы обеспечить материал-носитель с включенным металлом; и
введение гетероциклической добавки в виде гетероциклического соединения в указанный материал-носитель с включенным металлом, чтобы тем самым обеспечить импрегнированную добавкой композицию,
где гетероциклическая добавка представляет собой гетероциклическое соединение, которое содержит кислород в качестве гетероатома в его кольце с формированием структуры циклического сложного эфира.
9. Способ по п. 8, дополнительно включающий: контактирование указанной импрегнированной добавкой композиции с водородом, чтобы тем самым обеспечить обработанную водородом композицию.
10. Способ по п. 9, в котором до указанного введения указанной добавки в виде гетероциклического соединения в указанный материал-носитель с включенным металлом указанный материал-носитель с включенным металлом сушат до достижения содержания летучих веществ в диапазоне от 3 до 20% масс. LOI.
11. Способ гидроочистки углеводородного сырья, где указанный способ включает:
контактирование указанного углеводородного сырья с каталитической композицией по любому из пп. 1-7; и извлечение очищенного продукта.
| US 8262905 B2, 11.09.2012 | |||
| US 20130005566 A1, 03.01.2013 | |||
| ПРИБОР ПОПЛАВКОВОГО ТИПА ДЛЯ АВТОМАТИЧЕСКОГО ПИТАНИЯ ПАРОВЫХ КОТЛОВ | 1929 |
|
SU23413A1 |
| US 3959179 A1, 25.05.1976 | |||
| СПОСОБ СЕЛЕКТИВНОГО ГИДРИРОВАНИЯ АЦЕТИЛЕНОВ | 2003 |
|
RU2310639C2 |
| US 20120168350 A1, 05.07.2012. | |||

