Изобретение относится к самосмазывающейся фрикционной композитной детали, предназначенному для применения без использования смазочного вещества между этой деталью и прилегающим элементом, имея, таким образом, с последним низкий коэффициент трения, и/или с возможностью работы при температурах, превышающих 250°С, и которые могут достигать 300°С и даже в максимуме - 320°С. Такой фрикционный элемент может быть, в частности, элементом шарнира или направляющей.
Для того чтобы соответствовать таким напряжениям, ранее уже было предложено покрывать поверхность механической детали элементами упрочнениями, пропитанными смолой, образующей матрицу, но эти покрытия не позволяют достичь низкого коэффициента трения, скомбинированного с хорошей стойкостью к высоким температурам.
Так, документ GB-1439030 описывает антифрикционное покрытие, в частности, предназначенное для подшипника, имеющее фрикционный слой, образованный сшивкой смежных тесемочных лент, образованных из прядильных нитей с низким коэффициентом трения, содержащих фторуглеродную смолу; поверхность этих тесемочных лент имеет неровности с выступами и впадинами, при этом прядильных нити и тесемочные ленты погружены в пластический материал. Прядильные нити образованы из волокон такого материала как PTFE (политетрафлуорэтилен), который химически не связан ни с каким пластическим материалом, однако эти волокна утоплены в упомянутое покрытие; волокна из PTFE могут быть смешаны с хлопковой нитью. В описанном примере ткань продолжается в навитом виде, будучи по винтовой линии окаймлена набором стеклянных волокон, при этом сам набор покрыт эпоксидной смолой или полиэфирным пластиком. Слой, образованный из стеклянных волокон, - толще, чем слой, образованный из прядильных нитей PTFE. В частности, по самой природе использованной в качестве матрицы смолы, понятно, что такое покрытие во время работы навряд ли может противостоять температурам в 200°С.
Помимо этого, в документе JP-H0425669 было предложено активизировать поверхность волокон PTFE таким образом, чтобы добиться погружения этих волокон внутрь матрицы, в которой эти волокна перемешаны при концентрации, которая едва ли превышает 5%. Такая конфигурация не позволяет получить хорошую механическую прочность с низким коэффициентом трения при высоких температурах.
Учитывая некоторые указания патента США 2.804.886, в патенте США 3.804.479 предлагается другой тип фрикционного слоя, который содержит нити Teflon® и связанные нити Dacron®, которые сотканы между собой достаточно свободным образом, позволяющим производить хорошую пропитку жидкой смолой; этот слой окаймлен навивкой из пропитанных в смоле полосок и усилен стеклянными волокнами. Присутствие нитей из такого материала как Dacron®, означает, что это покрытие во время работы не может противостоять рабочим температурам в 200°С или выше.
Документ - патент США 4.666.318 раскрывает самосмазывающееся покрытие, предназначенное для весьма специальных приложений в области аэронавтики (малое давление и малые амплитуды), образованное из пластического материала, содержащего PTFE, взаимодействующего с прилегающим элементом, имеющим шероховатость поверхности по средней линии профиля более чем 0,50 микрон, и твердость по Викерсу в по меньшей мере 1000 VPN.
Следует понимать, что определение фрикционного покрытия, сочетающего низкий коэффициент трения, высокую механическую прочность (особенно высокое сопротивление на износ) и способность сохранять высокие фрикционные и механические свойства вплоть до рабочих температур между 250°С и 300°С (и даже до 320°С при переходном состоянии) предполагает способность в условиях промышленного применения и разумной стоимости сочетать смолу, сохраняющую высокую механическую прочность выше 250°С при обладании удовлетворительной адгезией, включая выше температурного порога, с упрочняющими элементами, имеющими чрезвычайно низкий коэффициент трения, поэтому a priori не очень сцепляемыми со смолой.
Целью настоящего изобретения является удовлетворение этой потребности.
С этой целью изобретение предлагает самосмазывающаяся фрикционную композитную деталь, выполненная с возможностью работы при температурах, по меньшей мере равными 250°С, содержащий вдоль поверхности трения один слой ткани, образованной нитями утка и нитями основы из политетрафторэтилена, причем, эта ткань пропитана термоустойчивой смолой, имеющей температуру стеклования, по меньшей мере равную 250°С.
Следует заметить, что в отличие от уже предлагавшихся ранее решений, настоящее изобретение предлагает использовать один слой ткани, все нити утка и нити основы которой - политетрафторэтиленовые (PTFE). Кроме того, изобретение рекомендует увеличить сечение составляющих ткань прядильных нитей (там, где совсем недавние известные решения старались предусматривать применение нескольких тонких слоев) таким образом, чтобы, благоприятствовать хорошей пропитке смолой, и использовать только нити из PTFE, в то время, как известные решения старались комбинировать в одной ткани нити из PTFE с другими нитями, имеющими бóльшую адгезию к смоле. Действительно, выявилось, что факт применения единственного слоя ткани из PTFE в качестве защитного слоя поверхности детали, имеет преимущество, связанное с увеличением прочности на разрыв, обусловленным непрерывностью нитей по всей толщине этого защитного слоя, благоприятствуя хорошей пропитке этого слоя смолой за счет заполнения остающихся пустот между прядильными нитями ткани.
Можно сказать, что такой материал является самосмазывающимся.
В соответствии с преимущественными характеристиками настоящего изобретения:
- ткань представляет собой переплетение, образованное скрещиванием пар нитей утка и пар нитей основы, в частности может идти речь о саржевом переплетении 2/2;
- нити утка и нити основы составлены из связанных друг с другом коротких волокон;
- ткань имеет толщину по меньшей мере 0,10 мм, преимущественно, - по меньшей мере 0,30 мм, предпочтительно, - по меньшей мере 0,50 мм;
- нити утка и нити основы имеют титраж по меньшей мере 100 дтекс, предпочтительно, - по меньшей мере 400 дтекс;
- смола представляет собой термоотверждаемый полиимид;
- деталь, кроме того, содержит упрочняющий слой, пролегающий по ткани напротив поверхности трения, причем, этот упрочняющий слой пропитан той же самой смолой, что и ткань;
- деталь, среди прочего применяется в качестве подшипника или рельсовой направляющей.
Изделие согласно изобретению имеет преимущество в том, что является самосмазывающимся во время работы при температурах, превышающих 250°С, которые могут подниматься непрерывно до 300°С и временами доходить даже до 320°С, имея при этом очень низкий коэффициент трения (заключенный между 0,01 и 0,2), равный коэффициенту трения чистого PTFE (без добавок и без упрочнителей), но способный выдерживать нагрузки, превышающие 40 Н/мм2.
Аналогичным же образом, изобретением предложен способ изготовления самосмазывающейся фрикционной композитной детали вышеописанного типа, в соответствии с которым формируют слой ткани посредством винтовой намотки ленты ткани, сформированной уточными нитями и нитями основы, образованными только из политетрафторэтилена, на бобину с таким углом намотки, чтобы кромка ленты после каждого витка шла вплотную с соседней кромкой, пропитывают ткань термоустойчивой смолой, имеющей температуру стеклования по меньшей мере в 250°С. Эта смола, предпочтительно, представляет собой термоотверждаемый полиимид.
Цели, характеристики и преимущества настоящего изобретения будут понятны из нижеследующего описания, приведенного в виде неограничивающего иллюстративного примера со ссылками на сопроводительные чертежи, на которых:
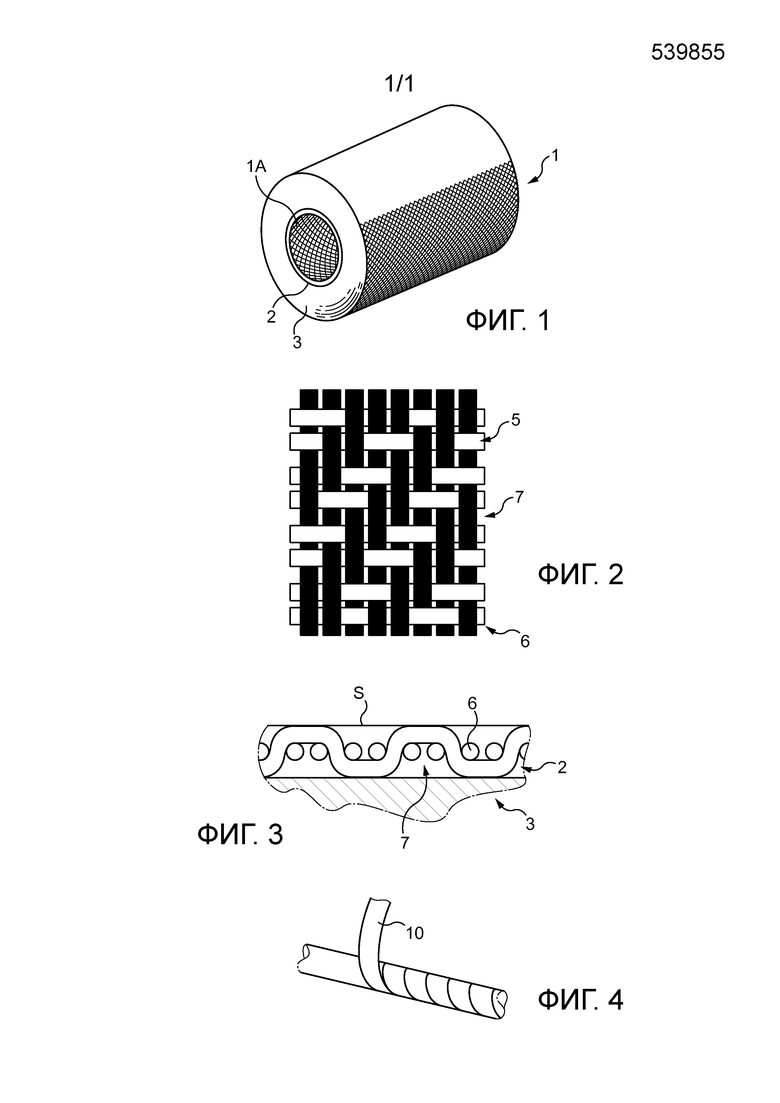
фиг. 1 - вид в перспективе фрикционной детали в соответствии с изобретением;
фиг. 2 - предпочтительный пример тканья фрикционного слоя фрикционной детали;
фиг. 3 - вид в сечении фрикционного слоя, выстланного упрочняющим слоем; и
фиг. 4 - упрощенная схема способа формирования фрикционной детали по фиг. с 1 по 3.
Фрикционная деталь по настоящему изобретению содержит по существу фрикционный слой, имеющий свободную поверхность S, располагающуюся напротив прилегающего элемента, предпочтительно, фрикционная деталь дополнительно включает в себя упрочняющий слой вдоль фрикционного слоя, с противоположной стороны от поверхности трения, для увеличения механической прочности этого слоя.
В примере по фиг. 1 фрикционная деталь является подшипником, предназначенным для приема в своем продольном отверстии не показанного вала. Альтернативно, речь может идти также о направляющей, принимающей поступательно перемещающийся стержень. Фрикционный слой вдоль поверхности трения (поэтому - внутренней поверхности) обозначен ссылочной позицией 2, в то время как упрочняющий слой обозначен ссылочной позицией 3. Этот слой 3 здесь имеет существенно бóльшую толщину, чем толщина фрикционного слоя; на самом деле, фрикционный слой имеет на практике толщину порядка, максимально, в несколько миллиметров (на практике - не более 3 мм), в то время как упрочняющий слой в зависимости от необходимости может иметь толщину в несколько миллиметров или даже в несколько сантиметров. Однако, само собой разумеется, что упрочняющий слой, если он присутствует, по сравнению с фрикционным слоем может быть любой относительной толщины.
Назначением фрикционного слоя является направление прилегающего элемента, то есть, вышеупомянутого вала при сохранении в течение как можно более длительного времени своего физического единства во время работы, включающей непрерывное воздействие рабочей температуры в по меньшей мере 250°С, которая временами может превышать 300°С (достигая, например, температуры порядка 320°С).
Чтобы добиться этого, фрикционный слой выполнен из одного слоя ткани из нитей политетрафторэтилена (или PFTE), погруженных в матрицу, образованную из термоустойчивой смолы, имеющей температуру стеклования, большую, чем максимальная непрерывная рабочая температура, такая как по меньшей мере 250°С, и даже как можно более близкая к 300°С.
Здесь термин политетрафторэтилена или PFTE означает различные формы этого соединения, включая экспандированный вариант, известный под обозначением "ePTFE".
Форма плетения ткани, так сказать, относительная конфигурация составляющих ее нитей, выбрана, исходя из необходимости образования между различными нитями сквозных каналов, которые могут быть заполнены термоустойчивой смолой. На самом деле понятно, что поскольку PTFE практически не имеет никакой адгезии к другим материалам, погружение этой ткани в матрицу может быть выполнено лишь посредством перемешивания беспорядочных волокон, образованных смолой, заполняющей разнообразные существующие в ткани проходы, причем волокна у поверхности трения соединяются вдоль нитей из PFTE.
Понятно, что в зависимости от применения должен быть найден компромисс между сечением и количеством смоляных проходов через эту ткань, - чем более многочисленными и большими являются эти проходы, тем лучше выполняется погружение нитей PFTE, но тем меньшей становится доля части поверхности трения, которая образована нитями PFTE. И наоборот, - чем более высокой является доля поверхности трения, которая образована нитями PFTE, тем лучше «фрикционное поведение» фрикционной детали, но тем меньшей является погружение ткани в матрицу.
По-видимому, желательно, чтобы проход для смолы имелся у каждого переплетения уточных нитей и нитей основы.
Среди современных видов переплетений саржевое переплетение, а именно - саржевое переплетение 2/2, образованное переплетением пар уточных нитей и пар нитей основы, позволяет обеспечить образование между нитями сетки каналов, заполненных смолой достаточно плотно для обеспечения хорошего сцепления ткани, несмотря на отсутствие адгезии между нитями и смолой, создавая для прилегающего элемента значительную поверхность, образованную из PFTE.
Такое саржевое переплетение 2/2 представлено на фигурах 2 и 3, на которых уточные нити обозначены ссылочной позицией 5, а нити основы обозначены ссылочной позицией 6, оставляя для прохождения смолы свободные зазоры 7, для того, чтобы гарантировать, что плетение не будет слишком плотным. Хорошие результаты были получены при саржевом переплетении 2/2.
Еще большее преимущество получается тогда, когда каждая из уточных нитей и нитей основы образована одиночной нитью, образованной из волокон PTFE, связанных друг с другом посредством кручения, что означает, что эти одиночные нити, а значит и уточные и основные прядильные нити, представляют собой неровную поверхность, что способствует хорошему сцеплению ткани в матрице.
Хорошие результаты получаются при таком тканье мононитями, образованными из волокон со средним диаметром от 0,1 до 0,14 мм.
Эти волокна, предпочтительно, имеют титраж в более чем 400 дтекс, преимущественно, - по меньшей мере 750 дтекс, при этом очень удовлетворительные результаты были получены с волокнами с титражом в 833 дтекс.
Как вариант, ткань образована из нитей, каждая из которых составлена из нескольких непрерывных отдельных нитей, или образована из коротких волокон, как в вышеописанном примере, в этом случае титраж отдельных нитей может быть меньшим, например, для двухнитевых прядильных нитей - порядка от 350 до 450 дтекс и даже менее. Ткание может быть выполнено из прядильных нитей с двумя или тремя составляющими с кручением или без оного.
В соответствии с еще одним вариантом осуществления поверхность отдельных нитей преднамеренно загрублена, например, созданием микронасечек.
Толщина ткани составляет по меньшей мере 0,30 мм или по меньшей мере 0,50 мм; возможны величины более миллиметра, это позволяет определить сечение предназначенных для использования нитей. Уточные прядильные нити и прядильные нити основы являются, что благоприятно, одинаковыми. Их сечение - в примерах, рассматриваемых на фиг. 2 и 3, представляет собой цилиндрическое сечение. В непоказанном варианте осуществления это сечение является прямоугольным, например, с коэффициентом формы (отношение между наибольшим размером и наименьшим размером), который, предпочтительно, равен по меньшей мере 2.
Термоустойчивую смолу, предпочтительно, выбирают из термореактивных полиимидов, смол на основе цианата эфира или полиэфиркетонов (полиэфирэфиркетон - ПЭЭК, или полиэфиркетонкетон - ПЭКК и т. д.). Эти смолы имеют температуру стеклования по меньшей мере выше 280°С. Из термореактивных полиимидов можно назвать полибисмалеимид или BMI.
Не представляется правильным добавление наполнителя в термоустойчивую смолу.
Поскольку упрочняющий слой, если он присутствует, во время работы предназначен для того, чтобы обеспечивать сохранение формы фрикционного слоя, несмотря на приложенное давление между фрикционным элементом и прилегающим элементом, в том числе и при высокой температуре, понятно, что благоприятным является тот факт, что упрочняющий слой выполнен из материала, имеющего очень низкий коэффициент теплового расширения, как правило, максимум 13⋅10-6 К-1 (что соответствует стали); специалист в данной области будет в состоянии определить необходимую геометрию и состав этого упрочняющего слоя. В частности, речь может идти, предпочтительно, о нитях или углеродных волокнах из, стекла или арамида, отдельных или собранных в ткань (иногда называемых ровницей)
Ткань фрикционного слоя, предпочтительно, выполнена в виде тесьмы, что наделяет ее большой свободой конфигурирования в соответствии с используемым фрикционным слоем, используя при необходимости преформу, профиль которой является реверсивным по отношению к форме поверхности трения, которую требуется получить. Ширина ленты тесьмы может быть выбрана в зависимости от необходимости, преимущественно, она выбирается величиной между 5 мм и 2 м, например, между 1 см и 10 см, предпочтительно, - между 1,5 см и 3 см.
В том вышеупомянутом случае, когда фрикционной деталью является подшипник, его изготовление может начинаться с намотки такой ленты ткани на бобину, внешний диаметр которой равен внутреннему диаметру изготавливаемого подшипника, при этом ленту наматывают по винтовой линии таким образом, чтобы обеспечить контакт между кромками образованных на бобине последовательных витков ткани (см. фиг. 4). Понятно, что ширина ленты 10 обуславливает наклон уточных прядильных нитей и прядильных нитей основы по отношению к оси будущего подшипника. Действительно, уточные нити и нити основы расположены, соответственно, продольно и поперечно ленте ткани.
Понятно, что непрерывность и уточных нитей, и нитей основы во фрикционном слое, способствует поддержанию высокой целостности подшипника в течение его срока службы, в этом смысле благоприятным является наклон этих прядильных нитей относительно продольной оси подшипника в диапазоне от 40° до 60°. В случае намотки такой ленты вплотную по кромкам, а также при намотке более одной ленты ткани (и не из одной нити), предпочтительно, чтобы намотка следовала под углом, заключенным между 65° и 89°.
Фрикционный слой может быть образован намоткой нити из углерода или из стекла, или же из другого приемлемого материала с углом наклона, который может быть любым. При намотке прядильных нитей оптимальный угол, по-видимому, заключен между 40° и 60°, но этот угол может изменяться в зависимости от применения, а также от требуемых механических характеристик.
Лента ткани, с одной стороны, и нить упрочняющего слоя, с другой стороны, предпочтительно, предварительно пропитаны в термоустойчивой смоле, однако понятно, что если упрочняющий слой образован с использованием той же самой смолы, что и фрикционный слой, то последующая термообработка может способствовать слипанию матриц одна с другой.
Вместо образования намотанной ленты ткань из PTFE может быть сформирована в виде плетеной трубчатой оболочки.
Легко понятно, что для элемента типа направляющей фрикционный слой может быть образован просто креплением вышеупомянутой ткани к подстилающему его упрочняющему слою.
В качестве примера, подшипник трения был изготовлен нижеописанным образом.
Была выбрана ткань из PTFE толщиной 0,3 мм с саржевым переплетением 2/2 в виде ленты шириной 3 см. Эта лента была погружена в пропиточную ванну, поддерживаемую при температуре 110°С, содержащую термоустойчивую смолу типа полибисмалеимид (BMI), имеющую температуру стеклования в 285°С.
Эта пропитанная лента была намотана на бобину с обеспечением покрытия всей поверхности бобины без перекрытия последовательных витков, то есть, таким образом, чтобы при этом по всей поверхности бобины сформировался единый непрерывный слой, который предназначен для создания подшипника (или множества подшипников). Предпочтительно, чтобы бобина при этом также поддерживалась при температуре пропиточной ванны.
Затем производят намотку волокна из эпоксидного стекла, предварительно пропитанного в той же самой смоле (речь идет об отдельных стеклянных нитях типа ровница)
Последующий цикл полимеризации включает в себя 4-часовую выдержку (возможна бóльшая продолжительность) при 170°С, формовку, дополнительную 4-часовую термическую выдержку (возможна бóльшая продолжительность) при температуре между 230°С и 250°С.
Было найдено, что трудно нарезать волокна PTFE при последующем процессе механической обработки, что подтверждает высокое общее сопротивление на износ.
Трибологические испытания проводились при следующих условиях:
- амплитуда колебаний оси: 100°
- проецированное давление: 80 МПа;
- средняя скорость: 8 мм/с;
- среднее PV (давление×скорость): 0,64 МПа⋅м/с;
- исходный зазор вал/подшипник: между 0,1 и 0,2 мм;
- размеры подшипника: ∅внутр. 30 × ∅внешн. 36 × шир. 20;
- начальная смазка: отсутствует;
- прилегающая ось в испытательных конфигурациях: 16NC6 с цементированной термообработкой;
- продолжительность испытания максимальная: 1 месяц (350.000 циклов);
- окружающая температура.
В то время как при работе с известным подшипником (образованным основой из полиэфирной ткани, покрытой пропитанной PTFE смолой, или из ткани, составленной прядильными нитями из полиэфира и прядильными нитями из PTFE с максимальным содержанием PTFE по меньшей мере 50%) наблюдалось увеличение коэффициента трения до 0,04 и даже до 0,08, оказалось, что коэффициент трения подшипника по данному изобретению в течение 350.000 циклов оставался по существу постоянным и равным всего лишь 0,02.
При контроле температуры в центре оси прилегающей части было найдено, что эта температура при использовании известного подшипника возрастала почти до 50°С или даже до 60°С, а при использовании подшипника в соответствии с изобретением эта температура оставалась ниже 40°С, что отражает тот факт, что энергия, подлежащая отводу при использовании подшипника по данному изобретению, меньше, чем энергия, выделяемая с известным подшипником.
Однако был констатирован общий износ подшипника по настоящему изобретению, который был больше, чем износ известного подшипника, в то время как прилегающий элемент был изношен очень мало, хотя можно предположить, что этот износ был всего лишь кажущимся, отражающим, на самом деле, существование явления крошения фрикционного слоя под воздействием приложенного контактного давления.
Кроме того, подшипник по настоящему изобретению был испытан при следующих условиях:
- амплитуда колебаний оси: 100°;
- проецированное давление: 80 МПа;
- средняя скорость: 8 мм/с;
- среднее PV (давление×скорость): 0,64 МПа⋅м/с;
- исходный зазор вал/подшипник: между 0,1 и 0,2 мм;
- размеры подшипника: ∅внутр. 30 × ∅внешн. 36 × шир. 20;
- начальная смазка: отсутствует;
- прилегающая ось в испытательных конфигурациях: 16NC6 с цементирующей термообработкой;
- продолжительность испытания максимальная: 1 месяц (350.000 циклов);
- изменение температуры - от 50°С до 280°С (окружающая температура) - было трудно поддерживать температуру постоянной во время подшипников температуры2).
Оказалось, что коэффициент трения, несмотря на переходы температуры до 280°С, оставался по существу постоянным.
Эти испытания подтвердили, что подшипник в соответствии с изобретением прекрасно сочетает в себе очень низкий температурный коэффициент и высокое сопротивление температурам, превышающим 250°С, в диапазоне 250°С-280°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕТАЛЬ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА | 2016 |
|
RU2740763C2 |
| Самосмазывающийся подшипник скольжения | 1990 |
|
SU1739103A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПРУГОГИБКОЙ ЛЕНТОЧНОЙ СПИРАЛИ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2151059C1 |
| СПОСОБ РЕМОНТА ТРУБОПРОВОДА (ВАРИАНТЫ) | 1999 |
|
RU2156397C1 |
| ВОЛОКНИСТАЯ СТРУКТУРА ДЛЯ ДЕТАЛИ, ИЗГОТОВЛЕННОЙ ИЗ КОМПОЗИТНОГО МАТЕРИАЛА, СОДЕРЖАЩАЯ ОДИН ИЛИ БОЛЕЕ ДУГООБРАЗНЫХ УЧАСТКОВ | 2011 |
|
RU2578996C2 |
| ТКАНЬ ИЗ ПЛОСКОГО СТЕКЛЯННОГО ВОЛОКНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2342476C2 |
| ЗАЩИТНАЯ ТКАНЬ | 2007 |
|
RU2338016C1 |
| ТКАНЬ | 1989 |
|
RU2041984C1 |
| ЛЕНТА КОНВЕЙЕРА ДЛЯ ЖАРКИ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2011 |
|
RU2524890C1 |
| УПРУГОГИБКАЯ ЛЕНТОЧНАЯ СПИРАЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1999 |
|
RU2162562C1 |
Изобретение относится к самосмазывающейся фрикционной композитной детали, в частности, представляющей собой подшипник или направляющую. Самосмазывающаяся фрикционная композитная деталь выполнена с возможностью работы при температурах, по меньшей мере составляющих 250°С, содержащая вдоль поверхности трения один слой ткани, образованной нитями утка (5) и нитями основы (6) из политетрафторэтилена. Ткань пропитана термоустойчивой смолой (7), имеющей температуру стеклования, составляющую по меньшей мере 250°С. Ткань представляет собой переплетение, образованное скрещиванием пар нитей утка (5) и пар нитей основы (6). Технический результат: создание композиционной детали с улучшенной жесткостью и прочностью, а также обеспечивающей в себе очень низкий температурный коэффициент и высокое сопротивление температурам, превышающим 250°С, в диапазоне 250-280°С. 2 н. и 9 з.п. ф-лы, 4 ил.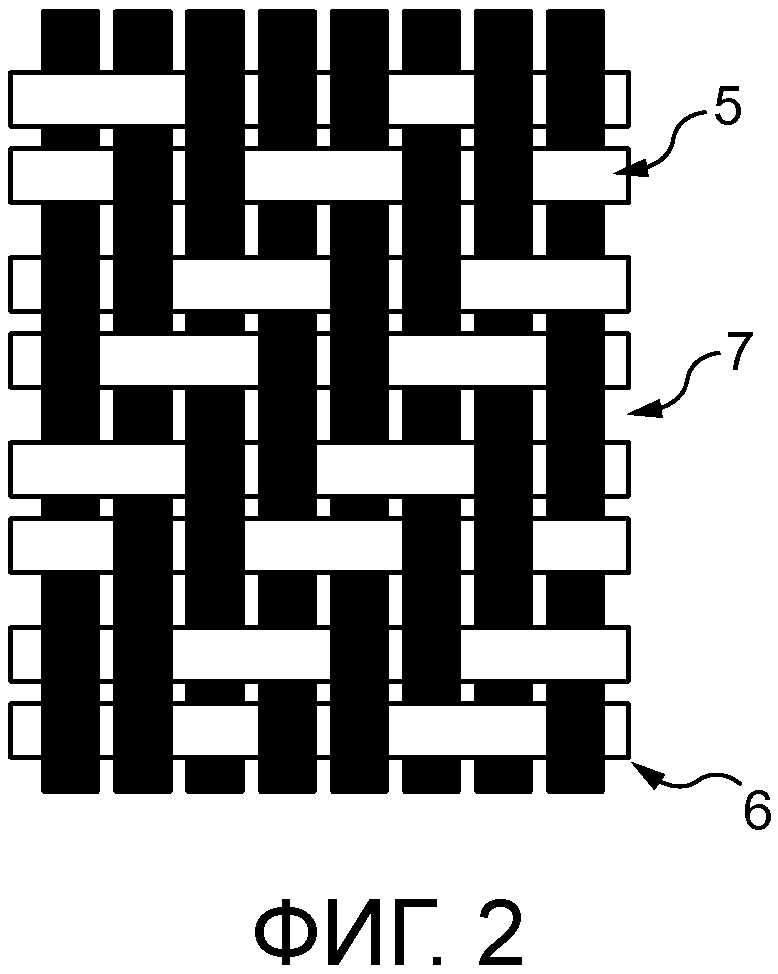
1. Самосмазывающаяся фрикционная композитная деталь, выполненная с возможностью работы при температурах, по меньшей мере составляющих 250°С, содержащая вдоль поверхности трения один слой ткани, образованной нитями утка и нитями основы из политетрафторэтилена, причем ткань пропитана термоустойчивой смолой, имеющей температуру стеклования, составляющую по меньшей мере 250°С, при этом ткань представляет собой переплетение, образованное скрещиванием пар нитей утка и пар нитей основы.
2. Деталь по п. 1, в которой нити основы или нити утка образованы из связанных друг другом коротких волокон.
3. Деталь по п. 1 или 2, в которой ткань имеет толщину по меньшей мере 0,10 мм.
4. Деталь по любому из пп. 1 или 2, в которой ткань имеет толщину по меньшей мере 0,5 мм.
5. Деталь по любому из пп. 1 или 2, в которой нити утка и нити основы имеют титраж по меньшей мере 100 дтекс.
6. Деталь по п. 1, в которой смола представляет собой термоотверждаемый полиимид.
7. Деталь по п. 1, дополнительно содержащая упрочняющий слой, проходящий по ткани с противоположной стороны от фрикционной поверхности, причем упрочняющий слой пропитан той же самой смолой, что и ткань.
8. Деталь по п. 1, представляющая собой подшипник.
9. Деталь по п. 1, представляющая собой рельсовую направляющую.
10. Способ изготовления самосмазывающейся фрикционной композитной детали по любому из пп. 1-9, в соответствии с которым формируют слой ткани посредством спиральной намотки ленты ткани, образованной уточными нитями и нитями основы из политетрафлуорэтилена, на бобину с таким углом намотки, чтобы кромка ленты после каждого оборота касалась соседней кромки, пропитывают ткань термоустойчивой смолой, имеющей температуру стеклования по меньшей мере в 250°С.
11. Способ по п. 10, в соответствии с которым смола представляет собой термоотверждаемый полиимид.
| US 4111499 A, 05.09.1978 | |||
| FR 2997146 A1, 25.04.2014 | |||
| US 3825982 A, 30.07.1974 | |||
| ТОНКОСЛОЙНЫЕ ЛАМИНАТЫ | 2005 |
|
RU2420407C2 |
| ПАРА ТРЕНИЯ И СТУПЕНЬ ПОГРУЖНОГО МНОГОСТУПЕНЧАТОГО ЦЕНТРОБЕЖНОГО НАСОСА С ЭТОЙ ПАРОЙ ТРЕНИЯ | 2002 |
|
RU2215206C1 |

