ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления и устройству для изготовления штампованного изделия.
УРОВЕНЬ ТЕХНИКИ
Из составных элементов кузова автомобиля, известные несущие элементы или усиливающие элементы, имеющие корытообразную форму поперечного сечения, включают в себя, например, усилитель передней стойки, усилитель средней стойки, заднюю часть переднего лонжерона, задний лонжерон и поперечный элемент.
Например, Патентный документ 1 раскрывает способ изготовления штампованного изделия для кузова автомобиля, имеющего превосходные показатели безопасности при столкновении. В соответствии с этим способом изготовления металлический лист подвергают гибке, чтобы сформировать промежуточное формованное изделие, имеющее верхнюю пластину, пару линий ребра, соединенных с верхней пластиной, и пару вертикальных стенок, соединенных с парой линий ребра, соответственно.
Промежуточное формованное изделие располагают таким образом, что верхняя пластина выступает в направлении пуансона, и затем выполняют штамповку путем вставки пуансона в матрицу, так что пуансон осуществляет прессование верхней пластины, тем самым заставляя верхнюю пластину выступать в направлении, противоположном направлению, в котором верхняя пластина выступает до того, как пуансон вставляется в матрицу. В соответствии с этим способом изготовления изогнутую область промежуточного формованного изделия изгибают назад в противоположном направлении, тем самым обеспечивая упрочнение на вертикальных стенках штампованного изделия.
Описанные выше несущие элементы или усиливающие элементы сконструированы с учетом ограничений, при которых необходимо обеспечить требуемую прочность, исключить нежелательное взаимодействие с другими частями или обеспечить желаемое пространство. Поэтому для обеспечения гибкости формы поперечного сечения, размеры этих элементов, такие как высота вертикальных стенок, образующих форму поперечного сечения, изменяют различным образом.
Однако формуемость стального листа уменьшается при увеличении его прочности. Если, с учетом этого, штампованное изделие, имеющее вертикальные стенки, высота которых изменяется в продольном направлении, изготавливают путем штамповки листа из высокопрочной стали с помощью обычного процесса вытяжки (с использованием пуансона, матрицы и держателя для заготовки) или обычного процесса гибки с опорным элементом (с использованием пуансона, матрицы и опорного элемента), в штампованном изделии могут возникать трещины или складки.
Изобретение, раскрытое в Патентном документе 1, направлено на штампованное изделие, имеющее корытообразную форму поперечного сечения, прямолинейную форму в продольном направлении и вертикальные стенки, которые не изогнуты в продольном направлении, как показано в абзаце 0031 и на фиг. 1-3 в Патентном документе 1. Поэтому штампованное изделие, имеющее вертикальные стенки, которые изгибаются в продольном направлении, не может быть изготовлено с помощью изобретения, раскрытого в Патентном документе 1.
Вследствие этого должны быть приняты меры, такие как (a) скрепление для их сборки множества отдельных штампованных компонентов, (b) выполнение множества штамповок (например, выполнение неглубокой вытяжки и, затем, глубокой вытяжки), (c) увеличение толщины стального листа, когда прочность стального листа уменьшается, или (d) модификация конструкции штампованного изделия таким образом, чтобы штампованное изделие могло быть получено путем штамповки. Однако любые из этих мер ведут к увеличению стоимости изготовления штампованного изделия.
Патентный документ 2 раскрывает изобретение, которое использует две штамповки для предотвращения возникновения складок на фланце усилителя средней стойки, который имеет вертикальные стенки, изогнутые в продольном направлении, или возникновения складок на верхней пластине штампованного изделия, которое имеет верхнюю пластину с изменяющейся шириной в продольном направлении, и поэтому имеет L-образную или T-образную форму на виде сверху.
В соответствии с изобретением, раскрытым в Патентном документе 2, при первой штамповке формируют промежуточное формованное изделие без каких-либо складок на фланце путем формирования изогнутой части с помощью неглубокой вытяжки. Затем, при второй штамповке, выполняют гибку с опорным элементом, удерживая верхнюю пластину промежуточного формованного изделия посредством опорного элемента. Таким образом формируют усилитель средней стойки, при этом предотвращая возникновение складок на верхней пластине.
Патентный документ 3 раскрывает изобретение, которое предотвращает возникновение складок на фланце усилителя средней стойки, представляющего собой штампованное изделие, изогнутое в продольном направлении, и возникновение складок на верхней пластине штампованного изделия, имеющего L-образную форму или T-образную форму на виде сверху, верхняя пластина которого имеет изменяющуюся ширину в продольном направлении, без увеличения количества операций штамповки.
В соответствии с изобретением, раскрытым в Патентном документе 3, на первом этапе обеспечивается удерживание заготовки посредством держателя для заготовки. На втором этапе начинается вытяжка. На третьем этапе во время вытяжки (когда достигают 0-50% глубины) начинается удерживание верхней пластины посредством опорного элемента. Одна операция штамповки, состоящая из этих трех этапов, предотвращает возникновение складок на фланце компонента, который изогнут в продольном направлении, и возникновение складок на верхней пластины компонента, которая имеет изменяющуюся ширину в продольном направлении.
В соответствии с изобретением, раскрытым в Патентном документе 3, взаимное расположение штамповой инструментальной оснастки не изменяется на обратное. То есть штамповка начинается с держателем для заготовки, расположенным над пуансоном, и с верхним опорным элементом, расположенным над держателем для заготовки. Во время вытяжки, при которой заготовка удерживается между верхней матрицей и держателем для заготовки, заготовку дополнительно удерживают между верхним опорным элементом и пуансоном. Патентный документ 3 описывает, что возникновение складок на фланце и возникновение складок на верхней пластине может быть предотвращено даже с использованием одной штамповки путем выполнения штамповки описанным выше образом.
ДОКУМЕНТЫ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: JP5728334.
Патентный документ 2: WO2014/050973.
Патентный документ 3: JP2014-240078A.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
В соответствии с изобретением, раскрытым в Патентном документе 2, количество операций штамповки увеличивается, так что увеличивается стоимость изготовления штампованного изделия.
Дефекты формования, которые могут возникать в изобретении, раскрытом в Патентном документе 3, предполагаемые в результате проведенной авторами настоящего изобретения экспертизы, будут описаны со ссылкой на фиг. 22, 23(a) и 23(b).
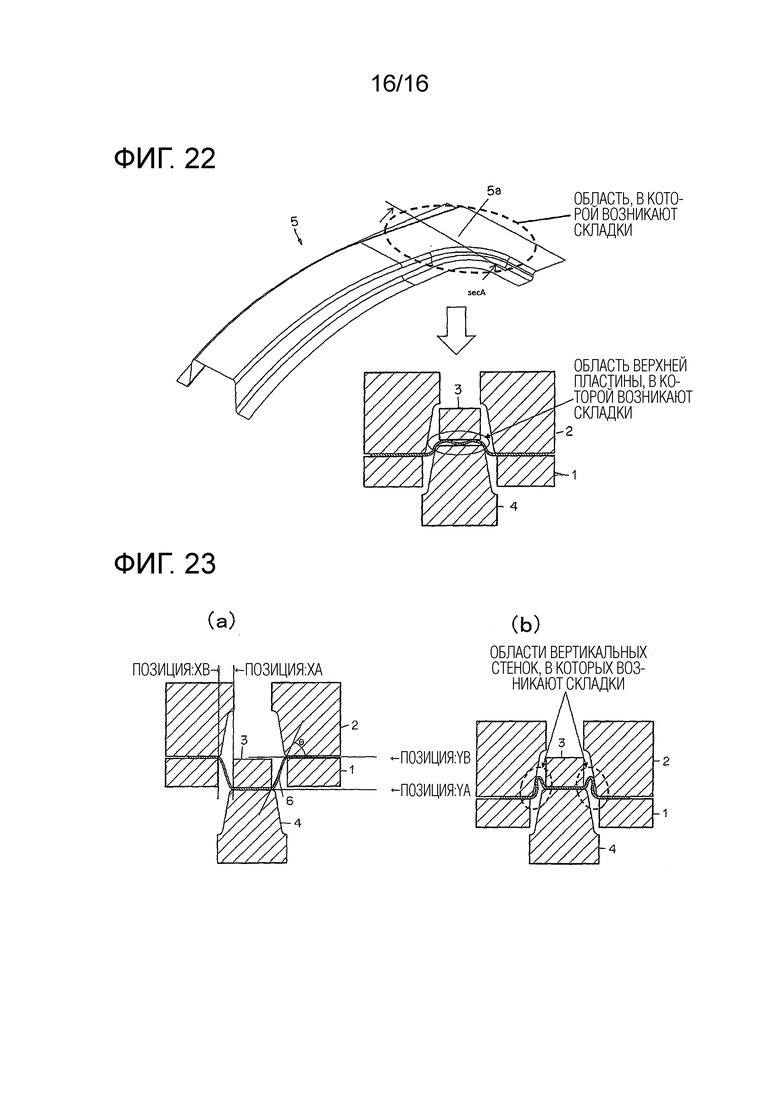
Фиг. 22 представляет собой схематический вид для иллюстрирования области верхней пластины, в которой возможно возникновение складок, что предполагается в изобретении, раскрытом в Патентном документе 3. Как показано на виде в разрезе по линии A-A на фиг. 22, в соответствии с изобретением, раскрытым в Патентном документе 3, после того, как обеспечивается удерживание заготовки между держателем 1 для заготовки и верхней матрицей 2, выполняют удерживание опорным элементом посредством опорного элемента 3 и пуансона 4. Поэтому при изготовлении штампованного изделия, имеющего вертикальные стенки с изменяющейся высотой в продольном направлении, предполагается, что возможно возникновение складок на верхней пластине 5a формованного изделия 5 из-за избыточного материала, образующегося во время вытяжки.
Фиг. 23(a) и фиг. 23(b) представляют собой схематические виды для иллюстрирования состояния возникновения складок на вертикальных стенках, что предполагается в изобретении, раскрытом в Патентном документе 3. Как показано на фиг. 23(a), когда высота вертикальных стенок подлежащего изготовлению штампованного изделия значительно изменяется в продольном направлении (например, угол θ составляет больше 80° на фиг. 23(a)), взаимное расположение по вертикали между позицией YA по высоте, в которой металлический лист 6 удерживается между опорным элементом 3 и пуансоном 4, и позицией YB по высоте, в которой металлический лист 6 удерживается между верхней матрицей 2 и держателем 1 для заготовки, неизбежно изменяется на обратное в части поперечных сечений (эту часть в дальнейшем называют как «часть с изменением взаимного расположения по вертикали на обратное»).
Если затем выполняется вытяжка, образуется чрезмерный избыточный материал между позицией XA по горизонтали, в которой металлический лист 6 удерживается между опорным элементом 3 и пуансоном 4, расположенными в вертикальном направлении на фиг. 23(a), и позицией XB по горизонтали, в которой металлический лист 6 удерживается между верхней матрицей 2 и держателем 1 для заготовки. В результате, из-за зависимости между пределом прочности при растяжении металлического листа 6 и усилием верхней матрицы 2 и держателя 1 для заготовки, удерживающих металлический лист 6, предполагается, что возможно выпучивание металлического листа 6, и возможно возникновение складок на вертикальных стенках, как показано на фиг. 23(b).
Целью настоящего изобретения является создание способа изготовления и устройства для изготовления штампованного изделия, которые способны изготовить штампованное изделие, имеющее предел прочности при растяжении 400 МПа или больше, используемое в основном для несущего элемента или усиливающего элемента для кузова автомобиля, за одну штамповку, без возникновения складок на верхней пластине или вертикальной стенке.
Штампованное изделие, подлежащее изготовлению в соответствии с настоящим изобретением, является протяженным в первом направлении. Штампованное изделие имеет форму, образованную верхней пластиной, линией ребра, соединенной с верхней пластиной, вертикальной стенкой, соединенной с линией ребра, и фланцем, соединенным с вертикальной стенкой, в поперечном сечении направления штамповки, которое располагается вдоль направления штамповки и пересекает первое направление.
На одном или обоих из вида сверху в направлении штамповки и вида сбоку в направлении, пересекающем направление штамповки, штампованное изделие имеет по меньшей мере одну изогнутую часть, которая изогнута в первом направлении. Штампованное изделие имеет первую часть, которая включает в себя изогнутую часть, и вторую часть, которая непрерывно продолжает первую часть. Минимальная высота вертикальной стенки на второй части равна или больше, чем максимальная высота вертикальной стенки на первой части.
РЕШЕНИЕ ПРОБЛЕМЫ
В результате проведенного серьезного исследования для решения описанных выше проблем, авторами настоящего изобретения было сделано настоящее изобретение на основе описанных ниже заключений A и B.
(A) Одна операция штамповки подразделяется на этапы. Более конкретно, когда высота вертикальной стенки штампованного изделия изменяется в первом направлении, авторы настоящего изобретения сосредоточили внимание на временном режиме удерживания металлического листа между опорным элементом и пуансоном и временном режиме удерживания металлического листа между матрицей и держателем для заготовки. И взаимное расположение между позицией по высоте, в которой металлический лист удерживается между опорным элементом и пуансоном, и позицией по высоте, в которой металлический лист удерживается между матрицей и держателем для заготовки, изменяется на обратное по вертикали по меньшей мере в одном поперечном сечении направления штамповки в первом направлении. Таким образом, штампованное изделие может быть изготовлено без возникновения складок на фланце или верхней пластине.
(B) А именно, на первом этапе одной операции штамповки по меньшей мере в одном формуемом поперечном сечении в продольном направления часть металлического листа, подлежащая формованию в верхнюю пластину штампованного изделия, удерживается между опорным элементом и пуансоном, и часть металлического листа, подлежащая формованию во фланец штампованного изделия, удерживается между матрицей и держателем для заготовки таким образом, что складки не возникают на верхней пластине или фланце, тем самым обеспечивается удерживание с опорным элементом.
На последующем втором этапе выполняют вытяжку с опорным элементом, при этом часть металлического листа, подлежащая формованию в верхнюю пластину, удерживается между опорным элементом и пуансоном, и часть металлического листа, подлежащая формованию во фланец, удерживается между матрицей и держателем для заготовки по меньшей мере в одном поперечном сечении в первом направлении.
Таким образом, в отличие от изобретения, раскрытого в Патентном документе 3, даже если взаимное расположение штамповой инструментальной оснастки изменяется на обратное по вертикали вдоль первого направления во время одной операции штамповки, штампованное изделие может быть изготовлено без возникновения складок на верхней пластине или вертикальной стенке.
Настоящее изобретение предлагает следующее.
(1) Способ изготовления штампованного изделия, причем способ использует пуансон и держатель для заготовки, и опорный элемент и матрицу, расположенные напротив пуансона и держателя для заготовки, и штампованное изделие изготавливают путем штамповки металлического листа, имеющего предел прочности при растяжении 400 МПа или больше, который представляет собой стальной лист, алюминиевый лист или лист из алюминиевого сплава, расположенный между пуансоном и держателем для заготовки и опорным элементом и матрицей,
при этом штампованное изделие является протяженным в первом направлении, имеет форму, образованную верхней пластиной, линией ребра, соединенной с верхней пластиной, вертикальной стенкой, соединенной с линией ребра, и фланцем, соединенным с вертикальной стенкой, в каждом из поперечных сечений направления штамповки, которые располагаются вдоль направления штамповки и пересекают первое направление, имеет по меньшей мере одну изогнутую часть, которая изогнута в первом направлении на одном или обоих из вида сверху в направлении штамповки и вида сбоку в направлении, пересекающем направление штамповки, и имеет первую часть, которая включает в себя изогнутую часть, и вторую часть, которая непрерывно продолжает первую часть, причем минимальная высота вертикальной стенки на второй части равна или больше, чем максимальная высота вертикальной стенки на первой части,
при этом способ включает в себя первый этап, на котором обеспечивают состояние удерживания с опорным элементом, и второй этап, на котором выполняют вытяжку с опорным элементом с использованием пуансона и держателя для заготовки и опорного элемента и матрицы после завершения первого этапа, и
в состоянии удерживания с опорным элементом,
часть металлического листа, подлежащая формованию в верхнюю пластину, удерживается между опорным элементом и пуансоном, и часть металлического листа, подлежащая формованию во фланец, удерживается между матрицей и держателем для заготовки,
из поперечных сечений направления штамповки, в конкретном поперечном сечении направления штамповки части металлического листа, подлежащей формованию в первую часть, позиция контактной поверхности держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки, располагается в сторону опорного элемента в направлении взаимного расположения опорного элемента и пуансона, по сравнению с позицией контактной поверхности опорного элемента, которая контактирует с металлическим листом в направлении штамповки,
угол в поперечном сечении с изменением взаимного расположения по вертикали на обратное, который представляет собой острый угол, образованный прямой линией, соединяющей центр закругленного концевого участка контактной поверхности опорного элемента и центр закругленного концевого участка контактной поверхности держателя для заготовки, и продолжением контактной поверхности опорного элемента, которая контактирует с металлическим листом, составляет больше 0°, и равен или меньше, чем 80°, и
из поперечных сечений направления штамповки, в поперечном сечении направления штамповки, которое отличается от конкретного поперечного сечения направления штамповки, позиция контактной поверхности опорного элемента, которая контактирует с металлическим листом в направлении штамповки, располагается в сторону опорного элемента в упомянутом направлении взаимного расположения, по сравнению с позицией контактной поверхности держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки.
(2) Способ изготовления штампованного изделия в соответствии с пунктом (1), в котором на первом этапе в конкретном поперечном сечении направления штамповки держатель для заготовки располагается на высоте, равной или выше, чем минимальная высота вертикальной стенки, и матрица первой начинает формование металлического листа.
(3) Способ изготовления штампованного изделия в соответствии с пунктом (1) или пунктом (2), в котором в поперечном сечении направления штамповки по меньшей мере некоторой части в первом направлении опорный элемент первым начинает формование металлического листа.
(4) Способ изготовления штампованного изделия в соответствии с любым одним из пунктов (1)-(3), в котором металлический лист представляет собой промежуточное обработанное изделие, сформированное из исходного металлического листа путем предварительного формования.
(5) Способ изготовления штампованного изделия, в котором выполняют последующее формование штампованного изделия, изготовленного в способе изготовления в соответствии с любым одним из пунктов (1)-(4).
(6) Устройство для изготовления штампованного изделия, причем устройство содержит пуансон и держатель для заготовки, и опорный элемент и матрицу, расположенные напротив пуансона и держателя для заготовки, и штампованное изделие изготавливают путем штамповки металлического листа, имеющего предел прочности при растяжении 400 МПа или больше, который представляет собой стальной лист, алюминиевый лист или лист из алюминиевого сплава, расположенный между пуансоном и держателем для заготовки и опорным элементом и матрицей,
при этом штампованное изделие является протяженным в первом направлении, имеет форму, образованную верхней пластиной, линией ребра, соединенной с верхней пластиной, вертикальной стенкой, соединенной с линией ребра, и фланцем, соединенным с вертикальной стенкой, в каждом из поперечных сечений направления штамповки, которые располагаются вдоль направления штамповки и пересекают первое направление, имеет по меньшей мере одну изогнутую часть, которая изогнута в первом направлении на одном или обоих из вида сверху в направлении штамповки и вида сбоку в направлении, пересекающем направление штамповки, и имеет первую часть, которая включает в себя изогнутую часть, и вторую часть, которая непрерывно продолжает первую часть, причем минимальная высота вертикальной стенки на второй части равна или больше, чем максимальная высота вертикальной стенки на первой части,
при этом устройство изготавливает штампованное изделие путем выполнения первого этапа, на котором обеспечивают состояние удерживания с опорным элементом, и второго этапа, на котором выполняют вытяжку с опорным элементом с использованием пуансона и держателя для заготовки и опорного элемента и матрицы после завершения первого этапа, и
в состоянии удерживания с опорным элементом,
часть металлического листа, подлежащая формованию в верхнюю пластину, удерживается между опорным элементом и пуансоном, и часть металлического листа, подлежащая формованию во фланец, удерживается между матрицей и держателем для заготовки,
из поперечных сечений направления штамповки, в конкретном поперечном сечении направления штамповки части металлического листа, подлежащей формованию в первую часть, позиция контактной поверхности держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки, располагается в сторону опорного элемента в направлении взаимного расположения опорного элемента и пуансона, по сравнению с позицией контактной поверхности опорного элемента, которая контактирует с металлическим листом в направлении штамповки,
угол в поперечном сечении с изменением взаимного расположения по вертикали на обратное, который представляет собой острый угол, образованный прямой линией, соединяющей центр закругленного концевого участка контактной поверхности опорного элемента и центр закругленного концевого участка контактной поверхности держателя для заготовки, и продолжением контактной поверхности опорного элемента, которая контактирует с металлическим листом, составляет больше 0°, и равен или меньше, чем 80°, и
из поперечных сечений направления штамповки, в поперечном сечении направления штамповки, которое отличается от конкретного поперечного сечения направления штамповки, позиция контактной поверхности опорного элемента, которая контактирует с металлическим листом в направлении штамповки, располагается в сторону опорного элемента в упомянутом направлении взаимного расположения, по сравнению с позицией контактной поверхности держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением штампованное изделие, которое является протяженным в первом направлении (продольном направлении), имеет по меньшей мере описанную выше форму поперечного сечения, имеет по меньшей мере одну изогнутую часть, имеет первую часть и вторую часть, и имеет предел прочности при растяжении 400 МПа или больше, может быть изготовлено за одну штамповку без возникновения складок на верхней пластине или возникновения складок на вертикальной стенке.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
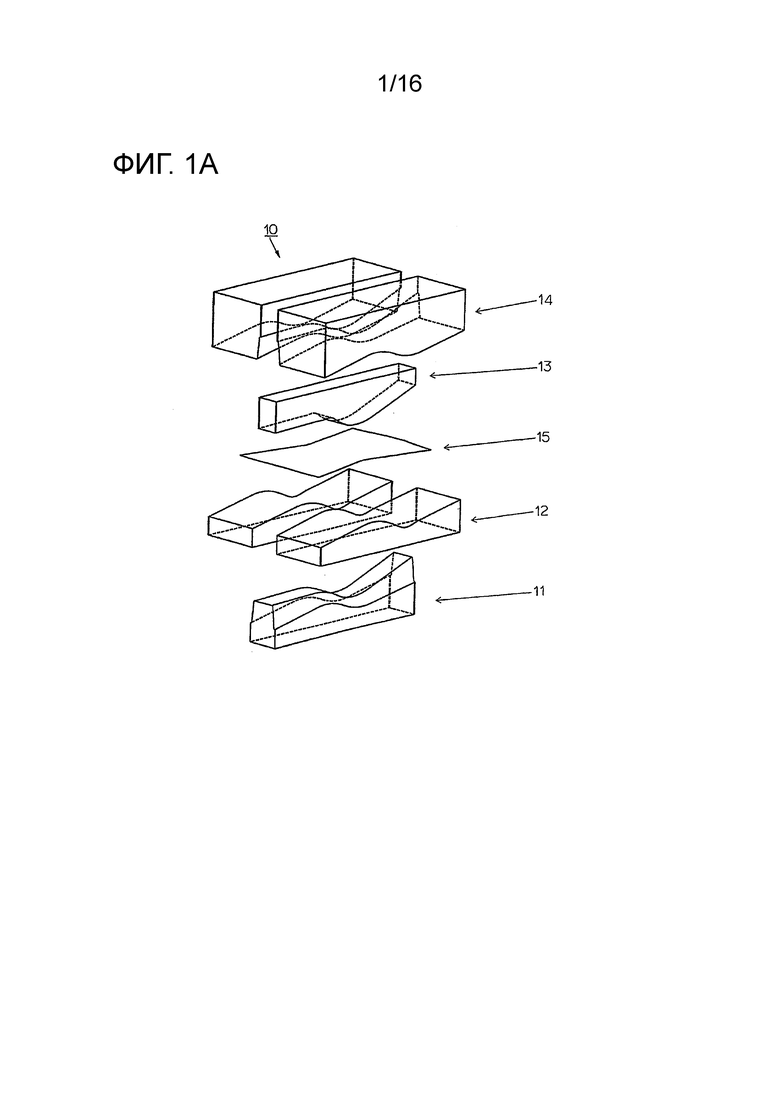
Фиг. 1A - вид в перспективе, иллюстрирующий пример конфигурации устройства для изготовления в соответствии с вариантом воплощения.
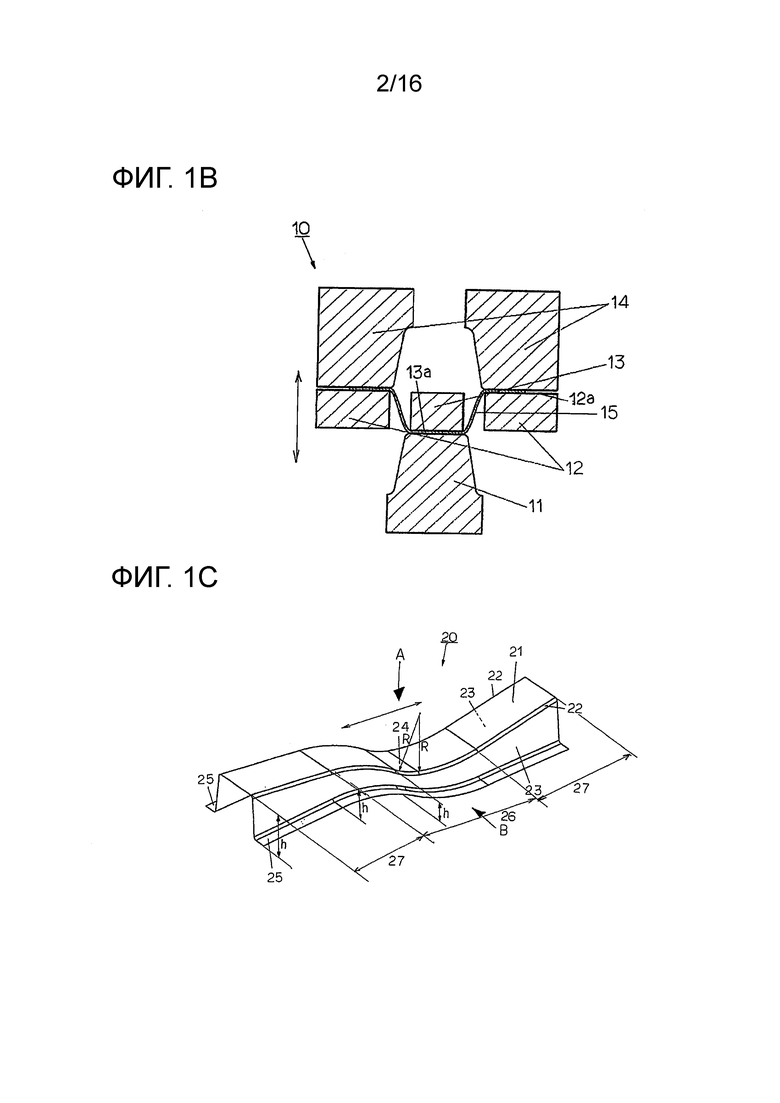
Фиг. 1B - схематический вид для иллюстрирования конструкции штамповой инструментальной оснастки с изменением взаимного расположения по вертикали на обратное, которая является существенным аспектом настоящего изобретения.
Фиг. 1C - вид в перспективе примера штампованного изделия, изготавливаемого с использованием устройства для изготовления в соответствии с вариантом воплощения.
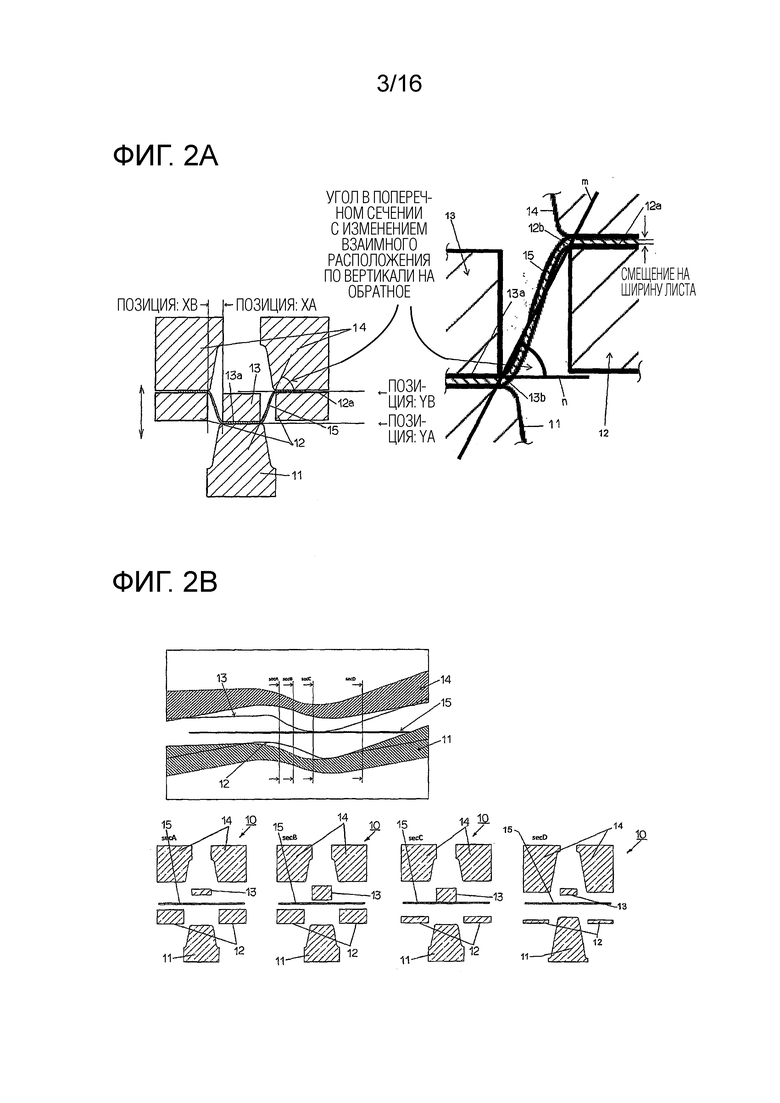
Фиг. 2A - схематический вид, иллюстрирующий угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, который представляет собой острый угол, образованный прямой линией, соединяющей центр закругленного концевого участка контактной поверхности опорного элемента и центр закругленного концевого участка контактной поверхности держателя для заготовки, и продолжением контактной поверхности опорного элемента, которая контактирует с заготовкой.
Фиг. 2B - схематические виды, иллюстрирующие процесс формования в соответствии с вариантом воплощения, и включающие в себя вид сбоку, иллюстрирующий процесс формования в соответствии с вариантом воплощения, и виды в поперечном разрезе в сечениях secA, secB, secC и secD на виде сбоку.
Фиг. 2C - схематические виды, иллюстрирующие процесс формования в соответствии с вариантом воплощения, и включающие в себя вид сбоку, иллюстрирующий процесс формования в соответствии с вариантом воплощения, и виды в поперечном разрезе в сечениях secA, secB, secC и secD на виде сбоку.
Фиг. 2D - схематические виды, иллюстрирующие процесс формования в соответствии с вариантом воплощения, и включающие в себя вид сбоку, иллюстрирующий процесс формования в соответствии с вариантом воплощения, и виды в поперечном разрезе в сечениях secA, secB, secC и secD на виде сбоку.
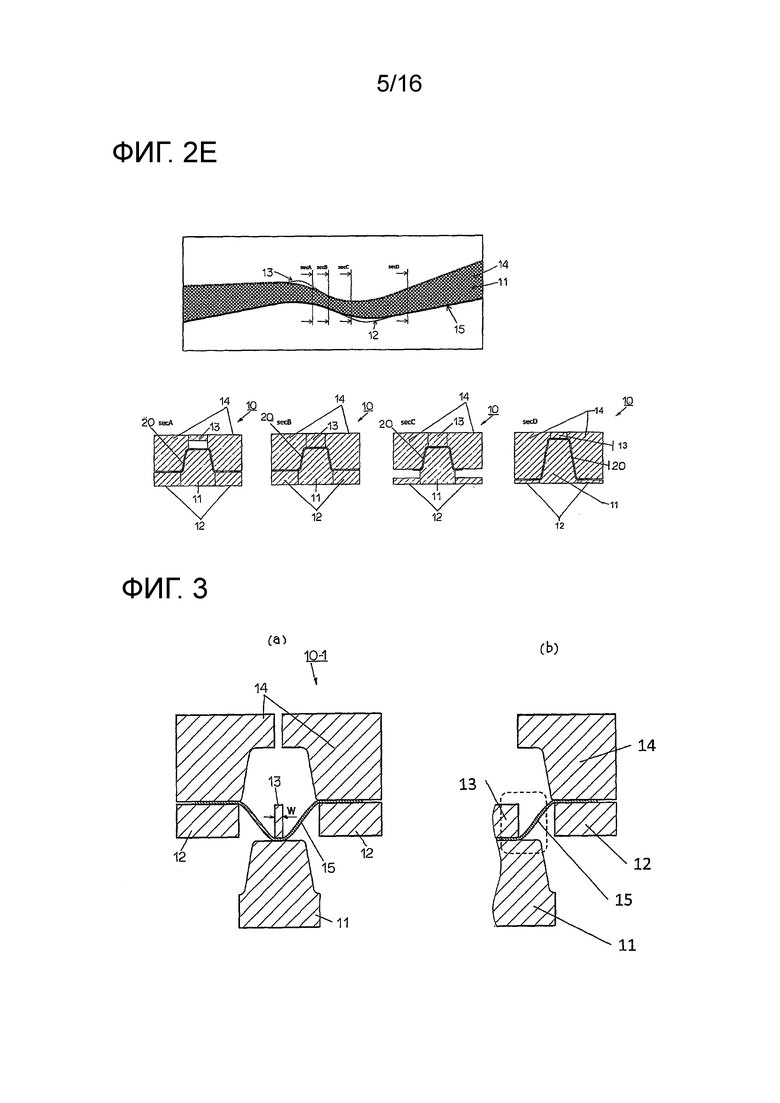
Фиг. 2E - схематические виды, иллюстрирующие процесс формования в соответствии с вариантом воплощения, и включающие в себя вид сбоку, иллюстрирующий процесс формования в соответствии с вариантом воплощения, и виды в поперечном разрезе в сечениях secA, secB, secC и secD на виде сбоку.
Фиг. 3(a) - схематический вид, иллюстрирующий устройство для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и фиг. 3(b) представляет собой вид в увеличенном масштабе части устройства для изготовления.
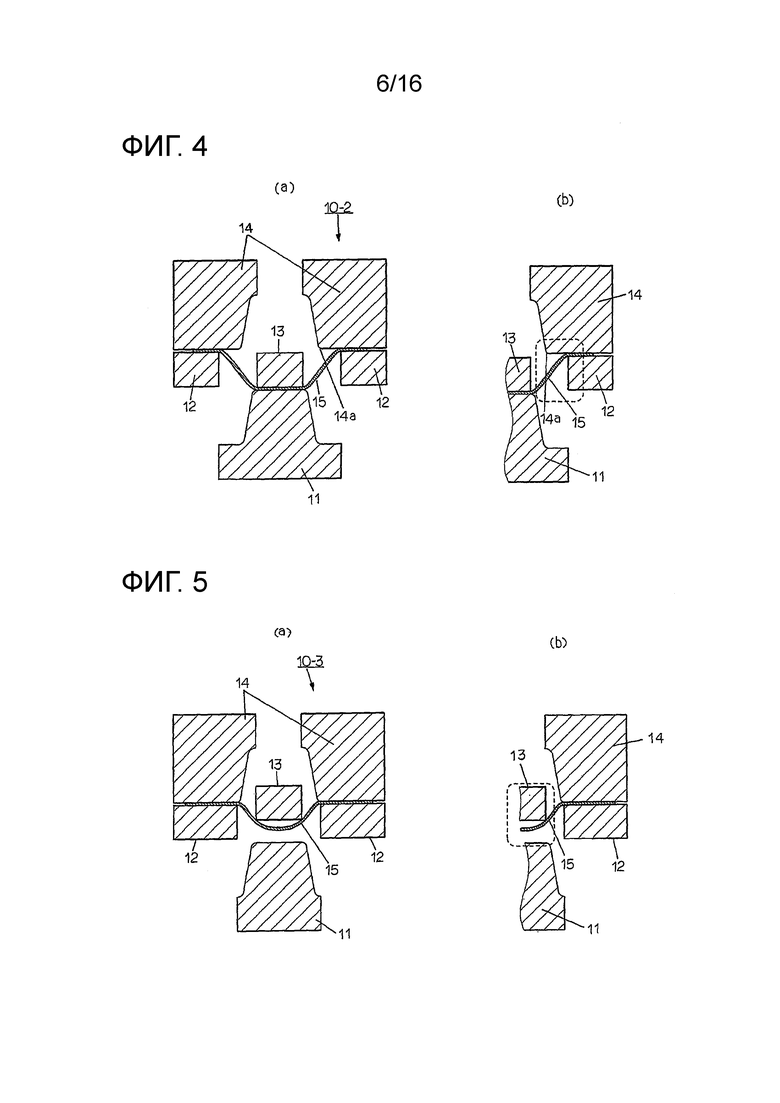
Фиг. 4(a) - схематический вид, иллюстрирующий устройство для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и фиг. 4(b) представляет собой вид в увеличенном масштабе части устройства для изготовления.
Фиг. 5(a) - схематический вид, иллюстрирующий устройство для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и фиг. 5(b) представляет собой вид в увеличенном масштабе части устройства для изготовления.
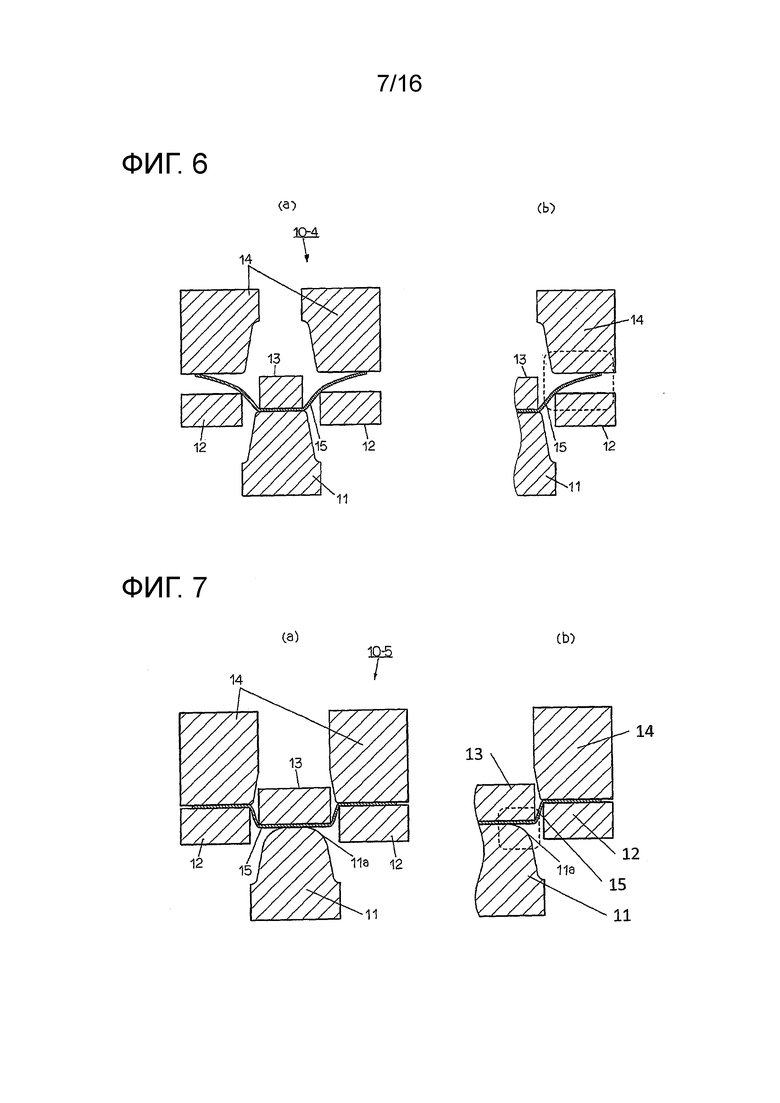
Фиг. 6(a) - схематический вид, иллюстрирующий устройство для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и фиг. 6(b) представляет собой вид в увеличенном масштабе части устройства для изготовления.
Фиг. 7(a) - схематический вид, иллюстрирующий устройство для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и фиг. 7(b) представляет собой вид в увеличенном масштабе части устройства для изготовления.
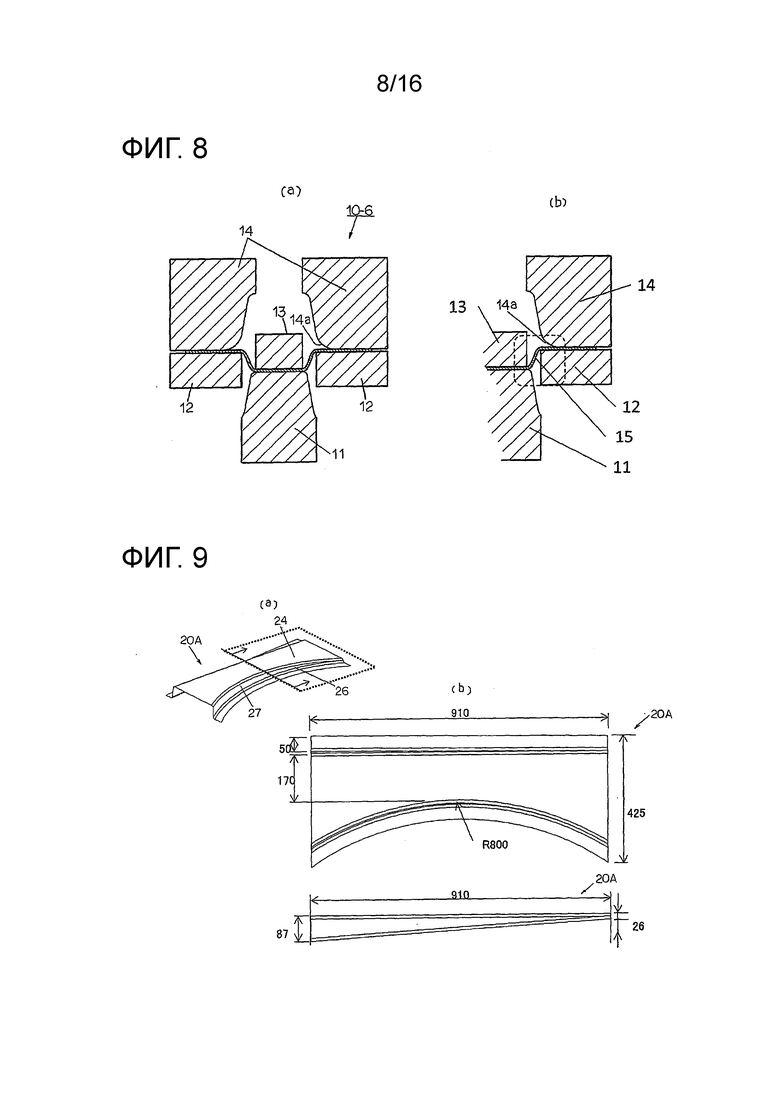
Фиг. 8(a) - схематический вид, иллюстрирующий устройство для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и фиг. 8(b) представляет собой вид в увеличенном масштабе части устройства для изготовления.
Фиг. 9(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20A, изготавливаемого в примере, и фиг. 9(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20A.
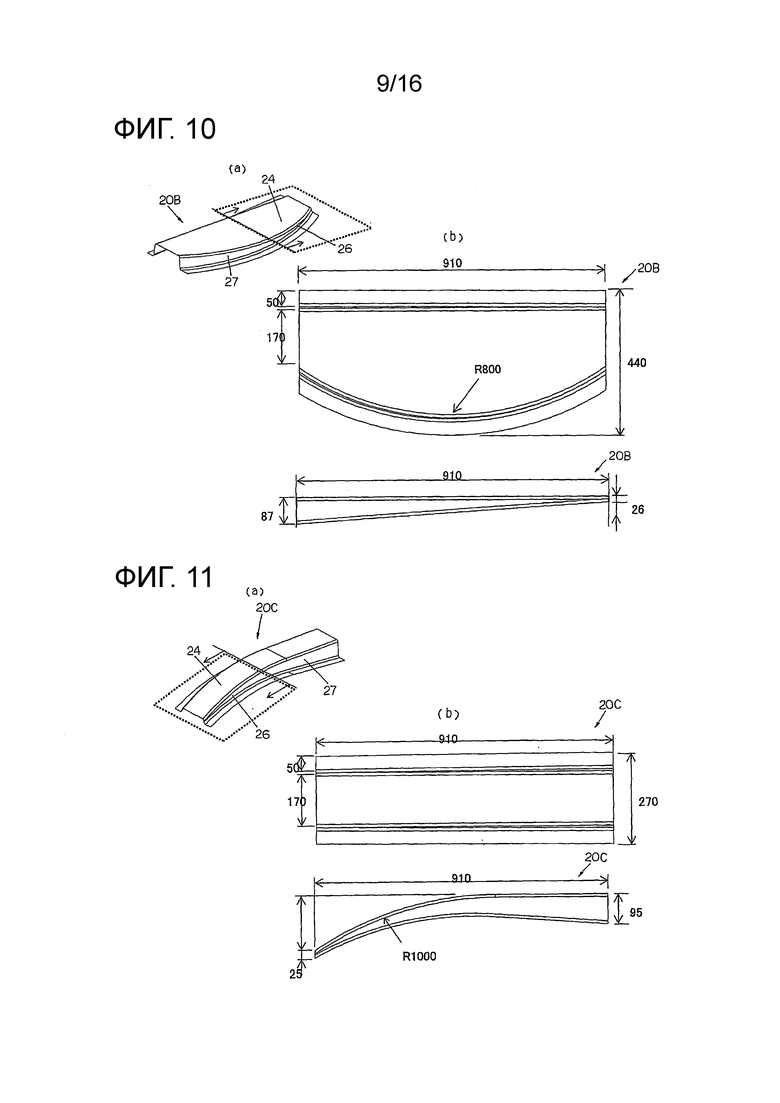
Фиг. 10(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20B, изготавливаемого в примере, и фиг. 10(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20B.
Фиг. 11(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20C, изготавливаемого в примере, и фиг. 11(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20C.
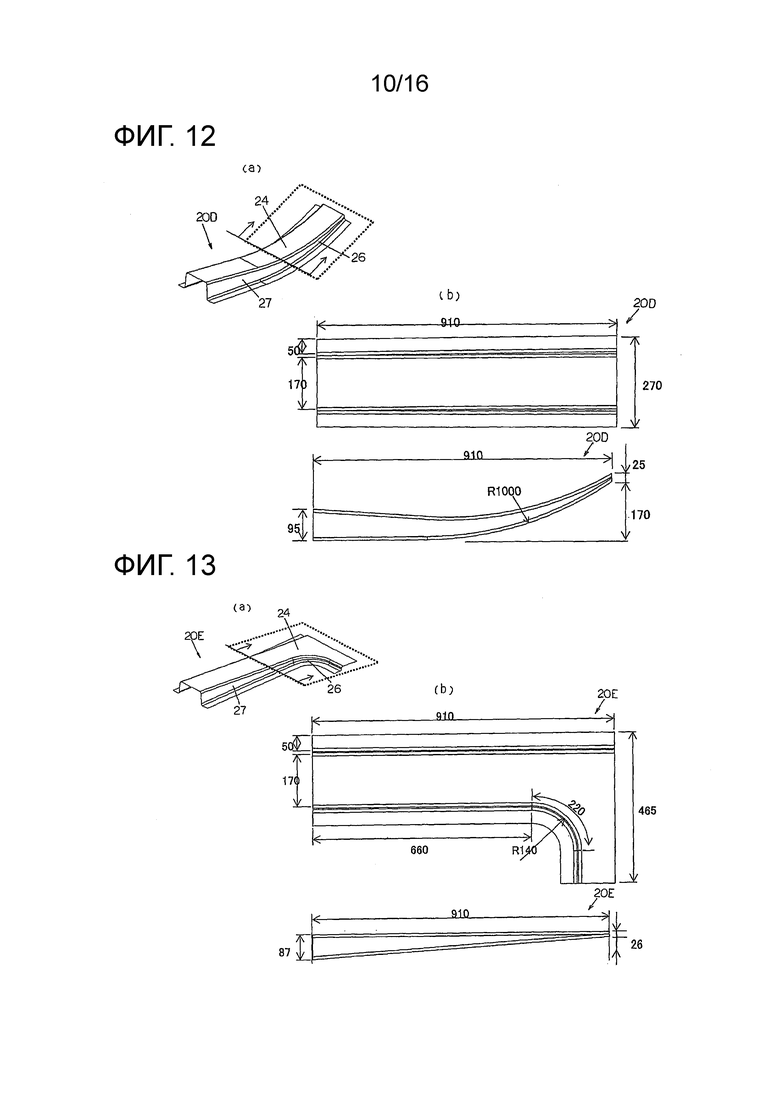
Фиг. 12(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20D, изготавливаемого в примере, и фиг. 12(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20D.
Фиг. 13(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20E, изготавливаемого в примере, и фиг. 13(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20E.
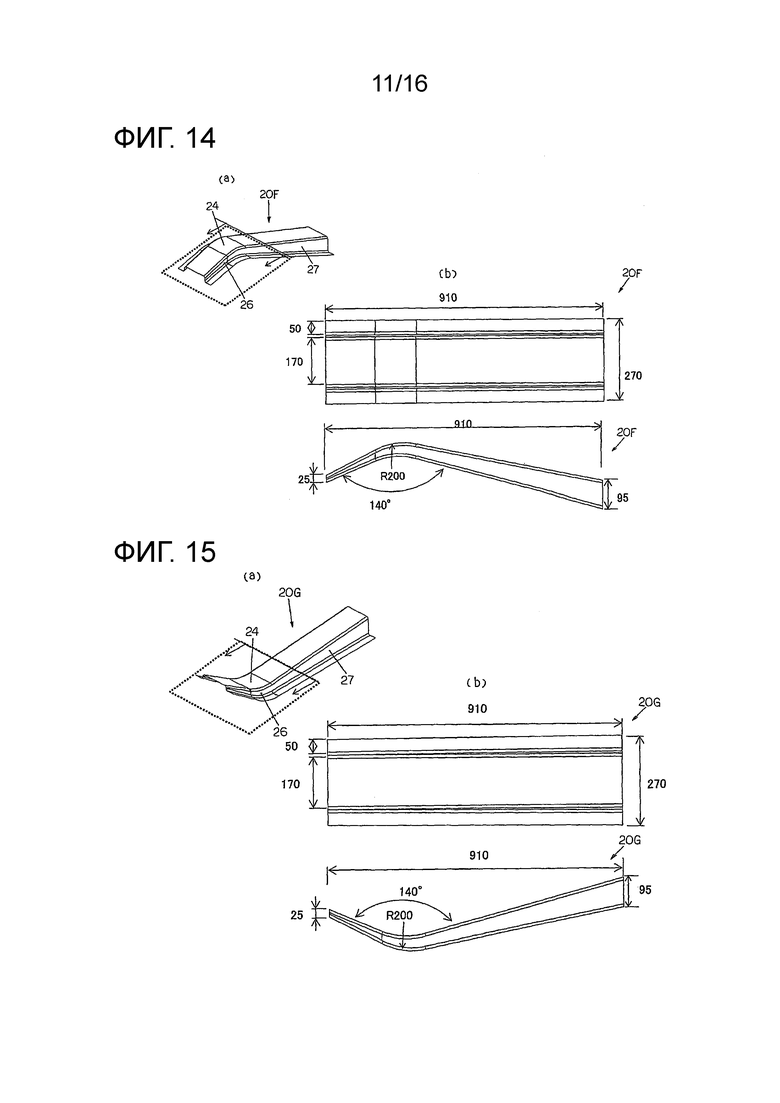
Фиг. 14(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20F, изготавливаемого в примере, и фиг. 14(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20F.
Фиг. 15(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20G, изготавливаемого в примере, и фиг. 15(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20G.
Фиг. 16(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20H, изготавливаемого в примере, и фиг. 16(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20H.
Фиг. 17(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20I, изготавливаемого в примере, и фиг. 17(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20I.
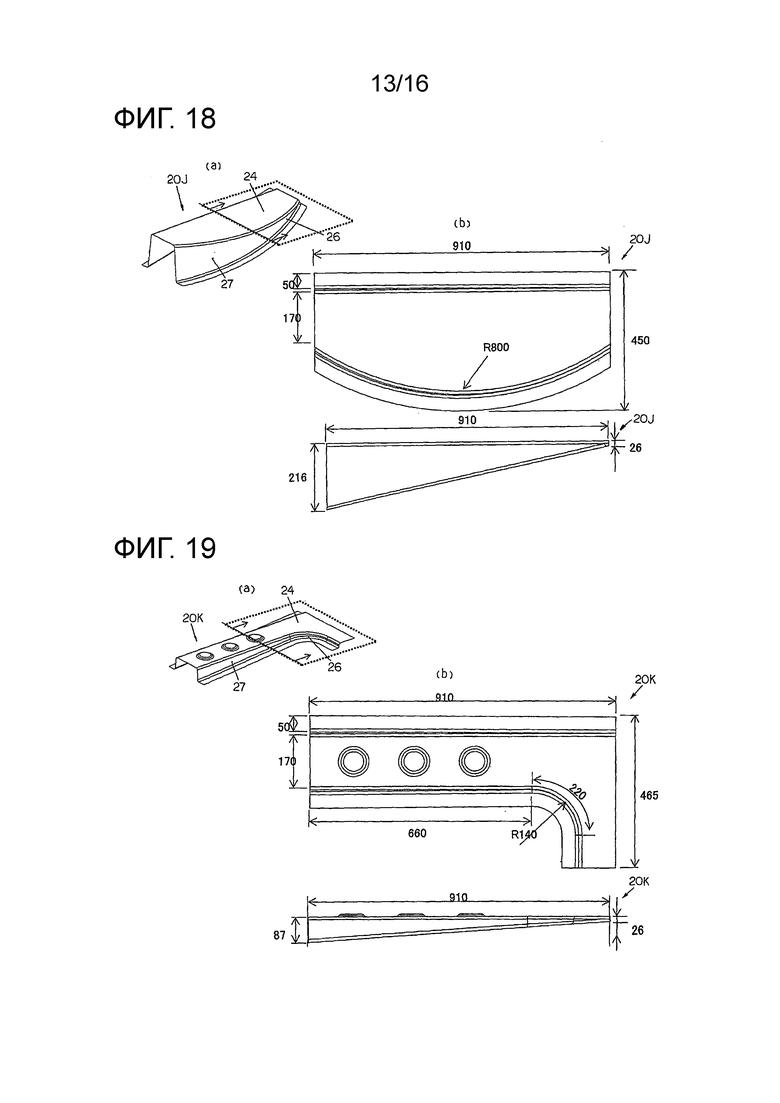
Фиг. 18(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20J, изготавливаемого в примере, и фиг. 18(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20J.
Фиг. 19(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20K, изготавливаемого в примере, и фиг. 19(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20K.
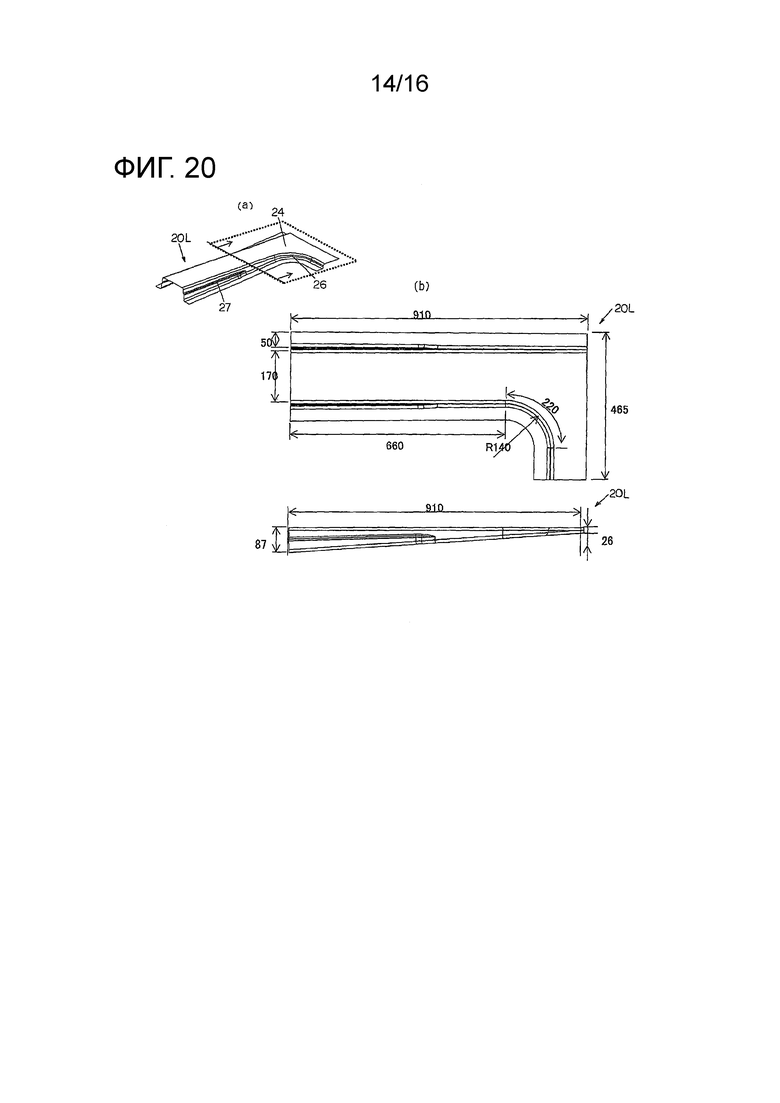
Фиг. 20(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20L, изготавливаемого в примере, и фиг. 20(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20L.
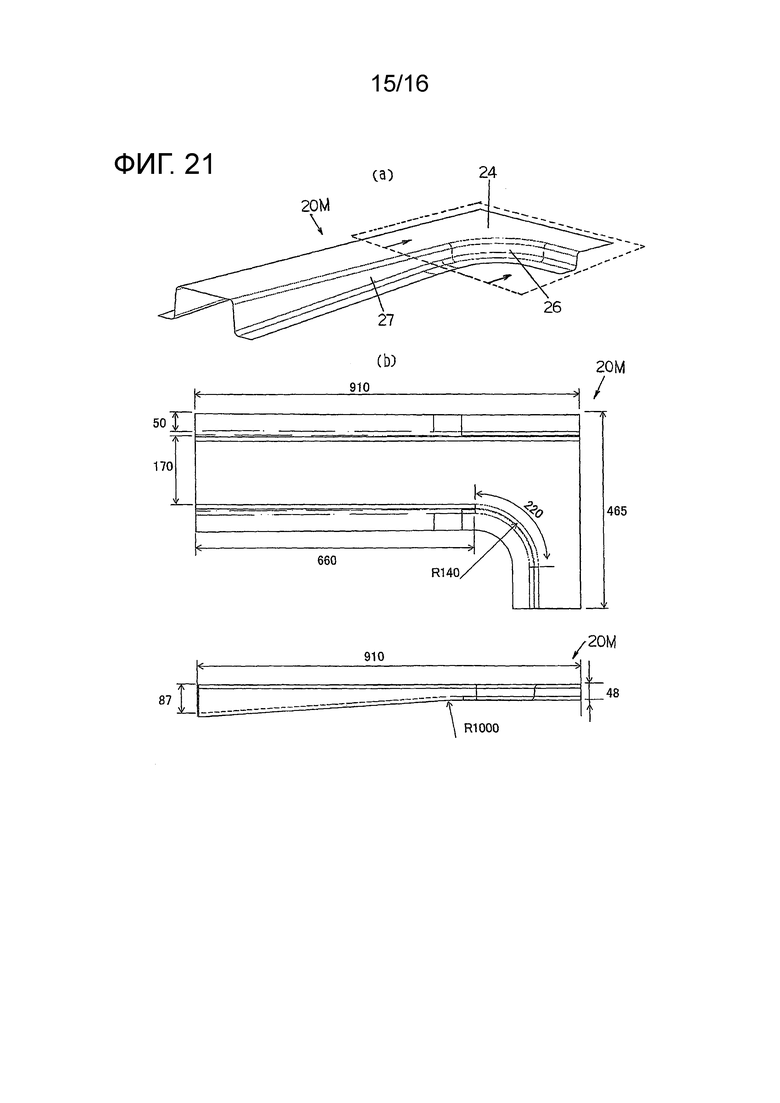
Фиг. 21(a) - вид в перспективе, иллюстрирующий форму штампованного изделия 20M, изготавливаемого в примере, и фиг. 21(b) включает в себя два вида (вид сверху и вид сбоку) штампованного изделия 20M.
Фиг. 22 - схематический вид, иллюстрирующий область верхней пластины, в которой возможно возникновение складок, что предполагается в изобретении, раскрытом в Патентном документе 3.
Фиг. 23(a) и 23(b) - схематические виды, иллюстрирующие состояние возникновения складок на вертикальных стенках, что предполагается в изобретении, раскрытом в Патентном документе 3.
ОПИСАНИЕ ВАРИАНТОВ ВОПЛОЩЕНИЯ
Далее будет описан вариант воплощения настоящего изобретения со ссылкой на прилагаемые чертежи.
1. Конфигурация устройства 10 для изготовления в соответствии с вариантом воплощения настоящего изобретения
На фиг. 1A представлен вид в перспективе, иллюстрирующий пример конфигурации устройства 10 для изготовления. На фиг. 1B представлен схематический вид, иллюстрирующий конструкцию штамповой инструментальной оснастки с изменением взаимного расположения по вертикали на обратное устройства 10 для изготовления, которая является характерной особенностью настоящего изобретения, и показаны поперечное сечение и конструкция штамповой инструментальной оснастки в состоянии удерживания с опорным элементом для этого варианта воплощения, а также заготовка 15. На фиг. 1C представлен вид в перспективе, иллюстрирующий пример штампованного изделия 20, изготавливаемого с использованием устройства 10 для изготовления.
Как показано на фиг. 1A и фиг. 1B, устройство 10 для изготовления включает в себя пуансон 11 и держатель 12 для заготовки, и опорный элемент 13 и матрицу 14. Опорный элемент 13 и матрица 14 располагаются напротив пуансона 11 и держателя 12 для заготовки.
Любые или все из пуансона 11, держателя 12 для заготовки, опорного элемента 13 и матрицы 14 могут быть разделены на множество компонентов в первом направлении, описываемом позднее. В этом случае отдельные компоненты пуансона 11, держателя 12 для заготовки, опорного элемента 13 или матрицы 14 могут работать как одно целое синхронно друг с другом, или могут не быть синхронизированы друг с другом и работать таким образом, чтобы перемещаться относительно друг друга.
Устройство 10 для изготовления изготавливает штампованное изделие 20 путем штамповки металлического листа 15 (называемого в дальнейшем как «заготовка»), расположенного между пуансоном 11 и держателем 12 для заготовки и опорным элементом 13 и матрицей 14.
Заготовка 15 может быть подвергнута предварительному формованию, такому как вытяжка, гибка, вырубка, обрезка или пробивка, на посадочной поверхности, буртике, линии ребра, отверстии, вырезе или т.п. Кроме того, штампованное изделие 20 может быть подвергнуто последующей обработке, такой как правка, обрезка или прошивка. Конечно, виды предварительного формования и последующей обработки не ограничиваются описанными выше.
Хотя это не имеет конкретного ограничения, заготовка 15 желательно изготовлена из высокопрочного материала, и представляет собой стальной лист, алюминиевый лист или лист из алюминиевого сплава, имеющий предел прочности при растяжении от 400 МПа до 2000 МПа. Предел прочности при растяжении заготовки 15, представляющей собой стальной лист, желательно составляет 440 МПа или больше, более желательно 590 МПа или больше, еще более желательно 780 МПа или больше, еще более желательно 980 МПа или больше, и наиболее желательно 1180 МПа или больше.
2. Штампованное изделие 20, изготавливаемое в этом варианте воплощения
Штампованное изделие 20 является протяженным в первом направлении (которое представляет собой направление, указанное двунаправленной стрелкой на фиг. 1С, и продольное направление штампованного изделия 20). Штампованное изделие 20 имеет форму поперечного сечения, образованную по меньшей мере верхней пластиной 21, двумя линиями 22 ребра, двумя вертикальными стенками 23 и двумя фланцами 25 (корытообразная форма поперечного сечения в штампованном изделии 20) на всем его протяжении в продольном направлении. Две линии 22 ребра соединены с верхней пластиной 21. Две вертикальные стенки 23 соединены с двумя линиями 22 ребра, соответственно. Два фланца 25 соединены с двумя вертикальными стенками 23, соответственно. Штампованное изделие 20 может иметь форму поперечного сечения, образованную по меньшей мере верхней пластиной 21, одной линией 22 ребра, одной вертикальной стенкой 23 и одним фланцем 25.
Высота h (размер в направлении штамповки) вертикальной стенки 23 штампованного изделия 20 изменяется в первом направлении. Если максимальная величина изменения высоты h вертикальной стенки 23 составляет меньше 5 мм, штампованное изделие 20 может быть сформировано без настоящего изобретения. С другой стороны, если максимальная величина изменения высоты h вертикальной стенки 23 составляет больше 150 мм, возможно возникновение складок или трещин на верхней пластине 21, вертикальной стенке 23 или фланце 25, даже если применяется настоящее изобретение. Поэтому максимальная величина изменения высоты h вертикальной стенки желательно составляет от 5 мм до 150 мм.
Если значение отношения максимальной величины изменения высоты h вертикальной стенки к общей длине штампованного изделия 20 в продольном направлении (размеру проекции в направлении штамповки) ((максимальная величина изменения высоты h)/(общая длина)) составляет меньше 0,005, штампованное изделие 20 может быть сформировано без настоящего изобретения. С другой стороны, если значение этого отношения составляет больше 0,2, возможно возникновение складок или трещин на верхней пластине 21, вертикальной стенке 23 или фланце 25, даже если применяется настоящее изобретение. Поэтому значение этого отношения желательно составляет от 0,005 до 0,2.
Штампованное изделие 20 имеет по меньшей мере одну изогнутую часть 24. Изогнутая часть 24 изогнута в первом направлении на виде сбоку в направлении, пересекающем вертикальную стенку 23 (вид, взятый в направлении стрелки B). Если минимальная величина радиуса R кривизны изогнутой части 24 составляет меньше 30 мм, возможно возникновение складок или трещин на верхней пластине 21, вертикальной стенке 23 или фланце 25, даже если применяется настоящее изобретение. С другой стороны, если минимальная величина радиуса R кривизны изогнутой части 24 составляет больше 5000 мм, штампованное изделие 20 может быть сформировано без настоящего изобретения. Поэтому минимальная величина радиуса R кривизны изогнутой части 24 желательно составляет от 30 мм до 5000 мм.
Дополнительно к изогнутой части 24, или вместо изогнутой части 24, штампованное изделие 20 может иметь по меньшей мере одну изогнутую часть, которая изогнута в продольном направлении на виде сверху, взятом в направлении, пересекающем верхнюю пластину 21 (вид, взятый в направлении стрелки A).
Штампованное изделие 20 имеет первую часть 26 и две вторые части 27. Первая часть 26 и вторые части 27 располагаются в ряд в первом направлении, при этом первая часть 26 располагается между двумя вторыми частями 27. Первая часть 26 включает в себя изогнутую часть 24. Обе минимальные высоты вертикальных стенок 23 двух вторых частей 27 равны или больше, чем максимальная высота вертикальных стенок 23 первой части 26.
Может быть две или более изогнутых частей 24, которые могут быть разнесены друг от друга в первом направлении или быть смежными друг с другом в первом направлении.
Штампованное изделие 20 желательно имеет приведенные ниже размеры.
Толщина листа: от 0,4 мм до 6,0 мм.
Ширина верхней пластины 21: от 30 мм до 2000 мм.
Высота вертикальной стенки 23: от 20 мм до 500 мм.
Ширина фланца 25: от 10 мм до 100 мм.
Максимальная величина изменения высоты вертикальной стенки 23 в первом направлении: от 5 мм до 150 мм.
Минимальная величина радиуса R кривизны изогнутой части 24: от 30 мм до 5000 мм.
Хотя штампованное изделие 20 имеет предел прочности при растяжении 400 МПа или больше, как было описано выше, штампованное изделие 20 имеет сложную форму: высота вертикальных стенок 23 изменяется в первом направлении, и штампованное изделие 20 имеет по меньшей мере одну изогнутую часть 24. Это обеспечивает достаточную гибкость формы поперечного сечения штампованного изделия 20.
Поэтому штампованное изделие 20 очень хорошо подходит для несущего элемента или усиливающего элемента, имеющего корытообразную форму поперечного сечения (такого, как усилитель передней стойки, усилитель средней стойки, задняя часть переднего лонжерона, задний лонжерон или поперечный элемент), из составных элементов кузова автомобиля.
3. Подробная конфигурация устройства 10 для изготовления
Опорный элемент 13 и пуансон 11 выполняют функцию удерживания части заготовки 15, подлежащей формованию в верхнюю пластину 21 штампованного изделия 20. Матрица 14 и держатель 12 для заготовки выполняют функцию удерживания части заготовки 15, подлежащей формованию во фланец 25 штампованного изделия 20. Кроме того, пуансон 11 и держатель 12 для заготовки и опорный элемент 13 и матрица 14 выполняют функцию осуществления вытяжки с опорным элементом заготовки 15 после обеспечения удерживания с опорным элементом.
На фиг. 2A показан схематический вид, иллюстрирующий угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, представляющий собой острый угол, образованный прямой линией m, которая соединяет центр 13b закругленного углового участка контактной поверхности 13a опорного элемента 13, которая контактирует с заготовкой 15, и центр 12b закругленного концевого участка контактной поверхности 12a держателя 12 для заготовки, которая контактирует с заготовкой 15, и продолжением n контактной поверхности 13a опорного элемента 13, которая контактирует с заготовкой 15.
Как показано на фиг. 2A, из поперечных сечений вдоль направления штамповки (поперечных сечений направления штамповки), в конкретном поперечном сечении вдоль направления штамповки (конкретном поперечном сечении направления штамповки) части заготовки 15, подлежащей формованию в первую часть 26, опорный элемент 13 и пуансон 11, матрица 14 и держатель 12 для заготовки располагаются таким образом, что позиция контактной поверхности держателя 12 для заготовки, которая контактирует с заготовкой 15 в направлении штамповки, располагается в сторону опорного элемента 13 в направлении взаимного расположения опорного элемента 13 и пуансона 11, по сравнению с позицией контактной поверхности опорного элемента 13, которая контактирует с заготовкой 15 в направлении штамповки.
Кроме того, как показано на фиг. 2A, опорный элемент 13 и пуансон 11, матрица 14 и держатель 12 для заготовки обеспечивают удерживание с опорным элементом с углом θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, находящимся в диапазоне 0°<θ≤80°.
После обеспечения удерживания с опорным элементом, опорный элемент 13 и пуансон 11, матрица 14 и держатель 12 для заготовки выполняют функцию осуществления вытяжки с опорным элементом.
Угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное составляет больше 0°, и равен или меньше, чем 80°. Если угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное составляет больше 80°, то когда опорный элемент 13 и пуансон 11, матрица 14 и держатель 12 для заготовки перемещаются во время формования и их взаимное расположение изменяется на обратное, заготовка 15 вступает с ними в нежелательное взаимодействие и происходит ее выпучивание, и возникают складки на вертикальной стенке 23 штампованного изделия 20, так что штампованное изделие не может быть сформировано. С другой стороны, если угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное равен или меньше, чем 0°, формование представляет собой обычную вытяжку. Поэтому, в соответствии с настоящим изобретением, угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное составляет больше 0°, и равен или меньше, чем 80°.
Предельное значение угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное увеличивается при увеличении предела прочности при растяжении заготовки 15. Величина угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное желательно равна или меньше, чем 70°, когда предел прочности при растяжении заготовки 15 равен или больше, чем 980 МПа, и желательно равна или меньше, чем 60°, когда предел прочности при растяжении заготовки составляет меньше 980 МПа.
Как показано на фиг. 2A, этап обеспечения удерживания заготовки 15 между опорным элементом 13 и пуансоном 11, и удерживания заготовки 15 между матрицей 14 и держателем 12 для заготовки называют как «этап обеспечения удерживания с опорным элементом».
С использованием устройства 10 для изготовления и способа изготовления, на этапе обеспечения удерживания с опорным элементом форма поперечного сечения штамповой инструментальной оснастки изменяется в формуемом поперечном сечении по меньшей мере одной части в продольном направлении, где угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное составляет больше 0°, и равен или меньше, чем 80°. В результате штампованное изделие 20 может быть сформировано без возникновения складок на верхней пластине 21, вертикальных стенках 22 и фланцах 24.
Фиг. 2B-2E представляют собой схематические виды, иллюстрирующие процесс формования в соответствии с этим вариантом воплощения, каждый из которых включает в себя вид сбоку, иллюстрирующий процесс формования в соответствии с этим вариантом воплощения, и виды в поперечном разрезе в сечениях secA, secB, secC и secD на виде сбоку. На фиг. 2B-2E показана формовочная поверхность штамповой инструментальной оснастки, и заштрихованные части отображают вертикальные стеновые части матрицы 14 и пуансона 11. Причина, по которой опорный элемент 13 и держатель 12 для заготовки отображены с помощью линии на фиг. 2B-2E, заключается в том, что опорный элемент 13 и держатель 12 для заготовки являются плоскими в каждом поперечном сечении в этом примере.
Как показано в сечении secD на фиг. 2D, из поперечных сечений направления штамповки, в конкретном поперечном сечении направления штамповки части заготовки 15, подлежащей формованию в первую часть 26, позиция контактной поверхности держателя 12 для заготовки, которая контактирует с заготовкой 15 в направлении штамповки, располагается в сторону опорного элемента 13 в направлении взаимного расположения опорного элемента 13 и пуансона 11, по сравнению с позицией контактной поверхности опорного элемента 13, которая контактирует с заготовкой 15 в направлении штамповки.
Далее будет схематично описан процесс формования штампованного изделия 20 в соответствии с этим вариантом воплощения, во временной последовательности.
На фиг. 2B-2D иллюстрируется первый этап способа изготовления в соответствии с этим вариантом воплощения, и на фиг. 2E иллюстрируется второй этап способа изготовления в соответствии с этим вариантом воплощения.
На фиг. 2B показана начальная фаза перед запуском формования (пуансон 11, держатель 12 для заготовки, опорный элемент 13 и матрица 14 располагаются в верхней мертвой точке формования). На фиг. 2C показана фаза, на которой обеспечивается удерживание заготовки 15 между опорным элементом 13 и пуансоном 11 (пуансон 11, держатель 12 для заготовки, опорный элемент 13 и матрица 14 располагаются в позиции состояния обеспечения опорным элементом). На фиг. 2D показана фаза, на которой обеспечивается удерживание с опорным элементом (пуансон 11, держатель 12 для заготовки, опорный элемент 13 и матрица 14 располагаются в позиции удерживания с опорным элементом). На фиг. 2E показана конечная фаза после достижения нижней мертвой точки формования и завершения формования (пуансон 11, держатель 12 для заготовки, опорный элемент 13 и матрица 14 располагаются в нижней мертвой точке формования).
На начальной фазе перед запуском формования (в верхней мертвой точке формования), показанной на фиг. 2B, опорный элемент 13 контактирует с верхней поверхностью заготовки 15 в сечении secC. В сечениях secA, secB и secD любые из пуансона 11, держателя 12 для заготовки, опорного элемента 13 и матрицы 14 не контактируют с заготовкой 15.
В фазе, на которой обеспечивается удерживание заготовки 15 между опорным элементом 13 и пуансоном 11, показанной на фиг. 2C (в позиции состояния обеспечения опорным элементом), опорный элемент 13 прижимает вниз заготовку 15 в сечениях secA-secC, и, в частности, заготовка 15 удерживается между опорным элементом 13 и пуансоном 11 в сечениях secB и secC.
Благодаря этому предотвращается возникновение складок на части заготовки 15, подлежащей формованию в верхнюю пластину 21. В сечении secD, хотя заготовка 15 удерживается между опорным элементом 13 и пуансоном 11, заготовка 15 не деформируется.
Для того чтобы в достаточной степени предотвратить возникновение трещин или складок во время формования, желательно (a) расположить держатель 12 для заготовки на высоте, которая равна или больше, чем минимальная высота вертикальных стенок 23 штампованного изделия 20, так что матрица 14 первой начинает формование заготовки 15, или (b) обеспечить, что опорный элемент 13 первым начинает формование заготовки 15 в формуемом поперечном сечении по меньшей мере одной части в продольном направлении.
В фазе, на которой обеспечивается удерживание с опорным элементом (позиция удерживания с опорным элементом), показанной на фиг. 2D, в сечении secB часть заготовки 15, подлежащая формованию в верхнюю пластину 21, удерживается между опорным элементом 13 и пуансоном 11, и части заготовки 15, подлежащие формованию во фланцы 25, удерживаются между матрицей 14 и держателем 12 для заготовки.
То есть, когда обеспечено удерживание с опорным элементом, заготовка 15 удерживается между матрицей 14 и держателем 12 для заготовки в сечениях secA, secB и secD, и удерживается между пуансоном 11 и опорным элементом 13 в сечениях secB-secD.
В сечении secA опорный элемент 13 располагается в более высокой позиции, так что угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное составляет больше 0°, и равен или меньше, чем 80°. В сечении secC держатель 12 для заготовки располагается в более низкой позиции, так что угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное составляет больше 0°, и равен или меньше, чем 80°.
Заготовка 15 представляет собой высокопрочный материал, имеющий предел прочности при растяжении от 400 МПа до 2000 МПа. Поэтому в сечении secB, когда матрица 14 перемещается вниз на втором этапе, который будет описан позднее, усилие, прилагаемое к частям заготовки 15, подлежащим формованию во фланцы 25, в направлении в плоскости, будет больше, чем прижимающее усилие матрицы 14 и держателя 12 для заготовки, так что заготовка 15 не выпучивается в этом сечении, а скользит между матрицей 14 и держателем 12 для заготовки.
Поэтому заготовка 15 не имеет избыточной части между опорным элементом 13 и держателем 12 для заготовки, так что предотвращается возникновение складок на вертикальных стенках. То есть настоящее изобретение использует преимущество высокой прочности заготовки 15 для предотвращения возникновения складок на вертикальных стенках.
На конечной фазе после завершения формования (в нижней мертвой точке формования), показанной на фиг. 2E, после обеспечения удерживания с опорным элементом выполняется вытяжка с опорным элементом посредством пуансона 11 и держателя 12 для заготовки и опорного элемента 13 и матрицы 14, тем самым изготавливают штампованное изделие 20.
При фактическом формовании штампованного изделия 20, в поперечном сечении по меньшей мере одной части в продольном направлении может присутствовать часть, которая не удерживается между опорным элементом 13 и пуансоном 11, или между матрицей 14 и держателем 12 для заготовки.
4. Средства для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°
На фиг. 3(a) представлен схематический вид, иллюстрирующий устройство 10-1 для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и на фиг. 3(b) представлен вид в увеличенном масштабе части устройства 10-1 для изготовления. Устройство 10-1 для изготовления имеет опорный элемент 13, имеющий меньшую ширину w, и тем самым достигается угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°.
На фиг. 4(a) представлен схематический вид, иллюстрирующий устройство 10-2 для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и на фиг. 4(b) представлен вид в увеличенном масштабе части устройства 10-2 для изготовления. Устройство 10-2 для изготовления имеет держатель 12 для заготовки, имеющий меньшую ширину, так что держатель 12 для заготовки дополнительно отдаляется от закругленного углового участка 14a матрицы в матрице 14, и тем самым достигается угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°.
На фиг. 5(a) представлен схематический вид, иллюстрирующий устройство 10-3 для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и на фиг. 5(b) представлен вид в увеличенном масштабе части устройства 10-3 для изготовления. Устройство 10-3 для изготовления имеет опорный элемент 13, расположенный на более высоком уровне, и тем самым достигается угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°.
Далее, на фиг. 6(a) представлен схематический вид, иллюстрирующий устройство 10-4 для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и на фиг. 6(b) представлен вид в увеличенном масштабе части устройства 10-4 для изготовления. Устройство 10-4 для изготовления имеет держатель 12 для заготовки, расположенный на более низком уровне, и тем самым достигается угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°.
Средства, показанные на фиг. 3-6, могут обеспечить получение угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
На фиг. 7(a) представлен схематический вид, иллюстрирующий устройство 10-5 для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и на фиг. 7(b) представлен вид в увеличенном масштабе части устройства 10-5 для изготовления.
Устройство 10-5 для изготовления имеет пуансон 11, который имеет закругленный угловой участок 11a пуансона, имеющий больший радиус кривизны, и тем самым достигается угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°. Опорный элемент 13 может иметь ширину w большей величины, при условии, что угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное может поддерживаться равным 80° или меньше.
На фиг. 8(a) представлен схематический вид, иллюстрирующий устройство 10-6 для изготовления, имеющее штамповую инструментальную оснастку для обратного формования, которая обеспечивает угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий 80° или меньше, и на фиг. 8(b) представлен вид в увеличенном масштабе части устройства 10-6 для изготовления. Устройство 10-6 для изготовления имеет закругленный угловой участок 14a матрицы, имеющий больший радиус кривизны, и тем самым достигается угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°. Ширина держателя 12 для заготовки может быть увеличена, так что держатель 12 для заготовки располагается ближе к закругленному угловому участку 14a матрицы, при условии, что угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное может поддерживаться равным 80° или меньше.
5. Способ изготовления в соответствии с этим вариантом воплощения
Согласно способу изготовления в соответствии с этим вариантом воплощения штампованное изделие 20 изготавливают путем штамповки заготовки 15 посредством пуансона 11 и держателя 12 для заготовки и опорного элемента 13 и матрицы 14. Способ изготовления включает в себя первый этап, на котором обеспечивают состояние удерживания с опорным элементом, и второй этап, на котором выполняют вытяжку с опорным элементом посредством пуансона 11 и держателя 12 для заготовки и опорного элемента 13 и матрицы 14 после завершения первого этапа.
Первый этап: в то время как часть заготовки 15, подлежащая формованию в верхнюю пластину 21, удерживается между опорным элементом 13 и пуансоном 11, и части заготовки 15, подлежащие формованию во фланцы 25, удерживаются между матрицей 14 и держателем 12 для заготовки, состояние удерживания с опорным элементом обеспечивается путем выполнения приведенных ниже условий 1-3.
(Условие 1) Из поперечных сечений направления штамповки, в конкретном поперечном сечении направления штамповки части заготовки 15, подлежащей формованию в первую часть 26, позиция контактной поверхности держателя 12 для заготовки, которая контактирует с заготовкой 15 в направлении штамповки, располагается в сторону опорного элемента 13 в направлении взаимного расположения опорного элемента 13 и пуансона 11, по сравнению с позицией контактной поверхности опорного элемента 13, которая контактирует с заготовкой 15 в направлении штамповки.
(Условие 2) Угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное устанавливается таким образом, что он составляет больше 0°, и равен или меньше, чем 80°, с помощью средств для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°, которые показаны на фиг. 3(a) и фиг. 3(b), на фиг. 4(a) и фиг. 4(b), на фиг. 5(a) и фиг. 5(b), на фиг. 6(a) и фиг. 6(b), на фиг. 7(a) и фиг. 7(b) или на фиг. 8(a) и фиг. 8(b), или их комбинаций, например.
(Условие 3) Из поперечных сечений направления штамповки, в поперечном сечении направления штамповки, которое отличается от конкретного поперечного сечения направления штамповки, позиция контактной поверхности опорного элемента 13, которая контактирует с заготовкой 15 в направлении штамповки, располагается в сторону опорного элемента 13 в направлении взаимного расположения опорного элемента 13 и пуансона 11, по сравнению с позицией контактной поверхности держателя 12 для заготовки, которая контактирует с заготовкой 15 в направлении штамповки.
Второй этап: после обеспечения состояния удерживания с опорным элементом на первом этапе, получают штампованное изделие 20 путем выполнения вытяжки с опорным элементом посредством пуансона 11 и держателя 12 для заготовки и опорного элемента 13 и матрицы 14.
Штампованное изделие 20, изготавливаемое на первом и втором этапах, может быть дополнительно подвергнуто последующей обработке.
Как было описано выше, в соответствии с этим вариантом воплощения штампованное изделие 20 может быть изготовлено за одну штамповку без возникновения складок на верхней пластине или вертикальных стенках. Дополнительно, в соответствии с этим вариантом воплощения выполняют обратное формование, чтобы создать избыточный материал, так что может быть уменьшено возникновение трещин.
Когда высота h вертикальных стенок 23 штампованного изделия 20 изменяется значительно, профили рабочей поверхности матрицы в матрице 14 и рабочей поверхности опорного элемента в опорном элементе 13 должны быть выровнены друг с другом на виде сбоку. Однако обратное формование в соответствии с этим вариантом воплощения не требует регулировки уровня между рабочей поверхностью матрицы и рабочей поверхностью опорного элемента, которая необходима при выполнении обычной ступенчатой вытяжки, так что может быть улучшено использование материала.
ПРИМЕР
На фиг. 9(a)-21(a) представлены виды в перспективе, иллюстрирующие формы штампованных изделий 20A-20M, изготавливаемых в примерах, и фиг. 9(b)-21(b) включают в себя два вида (вид сверху и вид сбоку) штампованных изделий 20A-20M. На фиг. 9(b)-21(b) размеры приведены в миллиметрах (мм). На фиг. 9(a)-21(a), область, обозначенная пунктирной линией, отображает область формования с изменением взаимного расположения по вертикали на обратное.
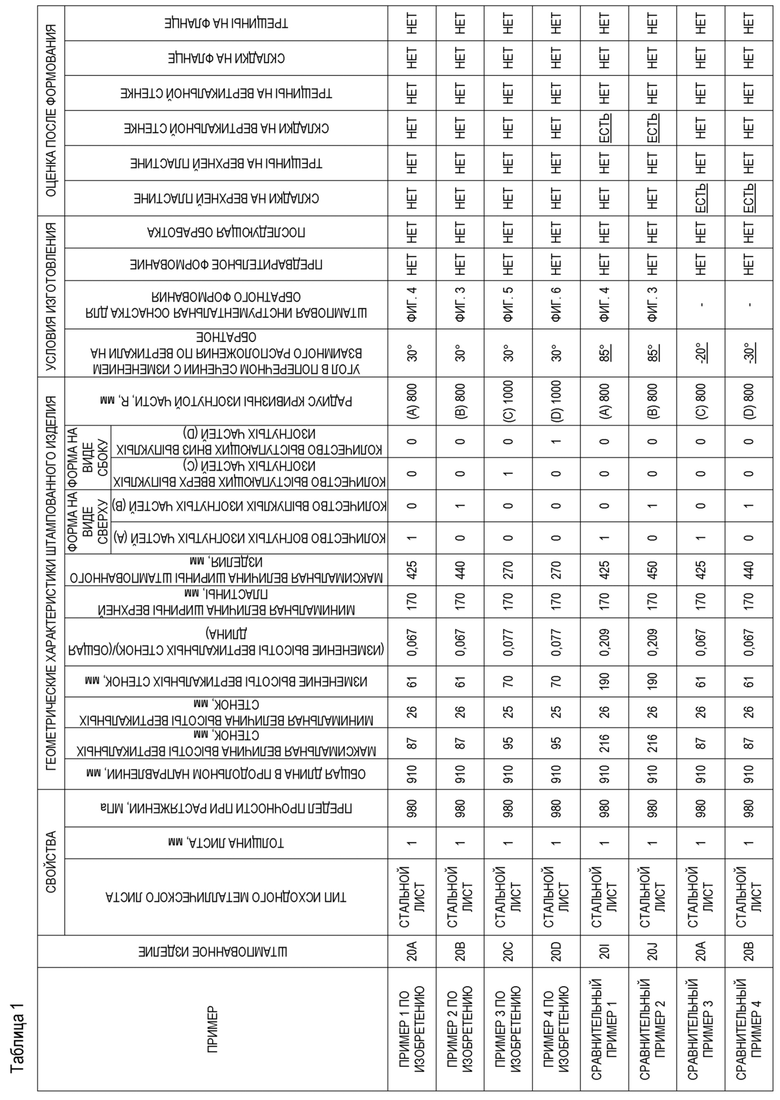
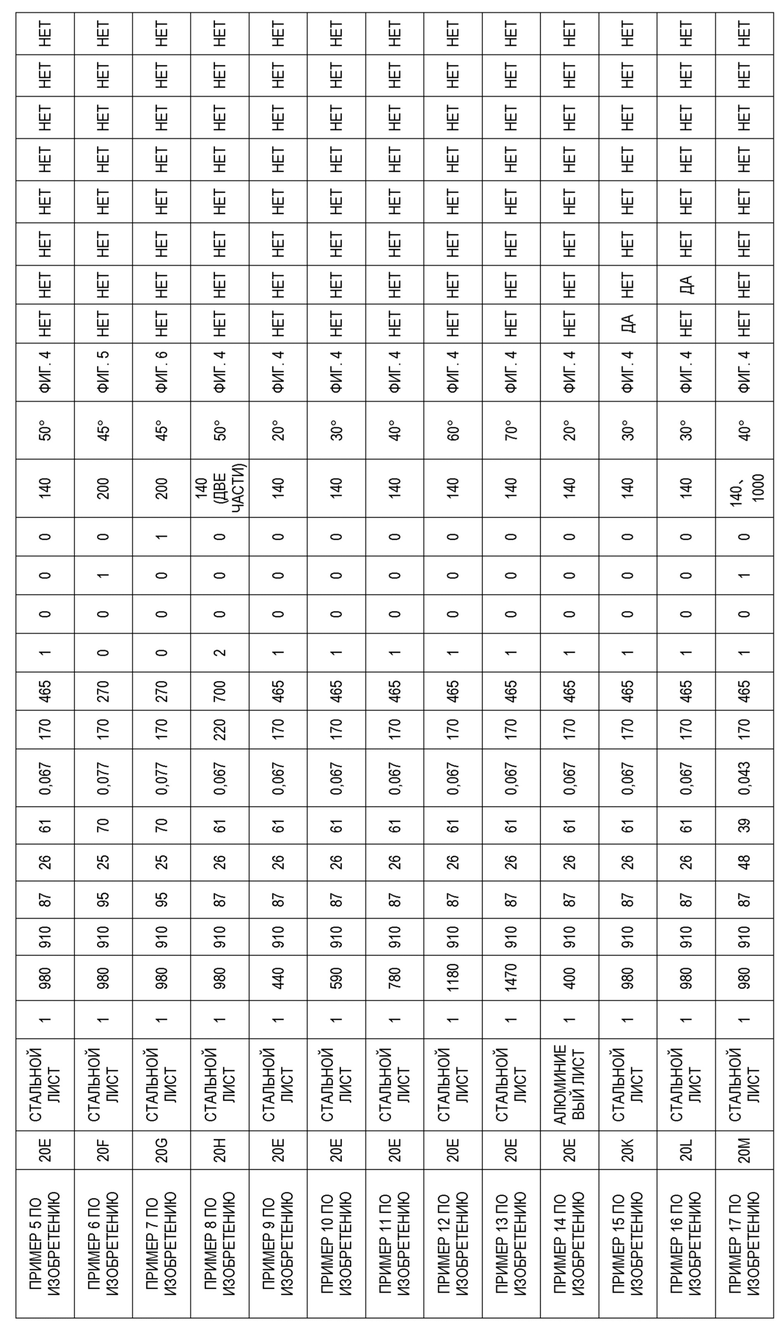
Штампованные изделия 20A-20M в Примерах 1-17 по изобретению и Сравнительных примерах 1-4, имеющие формы, описанные в Таблице 1, были изготовлены путем штамповки исходного металлического листа, имеющего свойства (тип, толщина листа и предел прочности при растяжении исходного металлического листа), представленные в Таблице 1, с использованием штамповой инструментальной оснастки, которая имеет опорный элемент, пуансон, держатель для заготовки и верхнюю матрицу.
Штампованное изделие 20A в Примере 1 по изобретению и в Сравнительном примере 3, показанное на фиг. 9, имеет вогнутую изогнутую часть 24, которая изогнута на одной стороне на виде сверху. В Примере 1 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 4, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20B в Примере 2 по изобретению и в Сравнительном примере 4, показанное на фиг. 10, имеет изогнутую часть 24, которая является выпуклой на виде сверху и прямолинейной на виде сбоку. В Примере 2 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 3, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20C в Примере 3 по изобретению, показанное на фиг. 11, имеет изогнутую часть 24, которая является прямолинейной на виде сверху и выпуклой на виде сбоку. В Примере 3 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 5, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20D в Примере 4 по изобретению, показанное на фиг. 12, имеет изогнутую часть 24, которая является прямолинейной на виде сверху и вогнутой на виде сбоку. В Примере 4 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 6, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20E в Примерах 5 и 9-14 по изобретению, показанное на фиг. 13, имеет изогнутую часть 24, которая является вогнутой на виде сверху и прямолинейной на виде сбоку. В Примерах 5 и 9-14 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 4, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20F в Примере 6 по изобретению, показанное на фиг. 14, имеет изогнутую часть 24, которая является прямолинейной на виде сверху и выпуклой на виде сбоку. В Примере 6 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 5, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20G в Примере 7 по изобретению, показанное на фиг. 15, имеет изогнутую часть 24, которая является прямолинейной на виде сверху и вогнутой на виде сбоку. В Примере 7 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 6, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20H, имеющее T-образую форму в Примере 8 по изобретению, показанное на фиг. 16, имеет изогнутую часть 24, которая является вогнутой на виде сверху и прямолинейной на виде сбоку. В Примере 8 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 4, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20I в Сравнительном примере 1, показанное на фиг. 17, имеет изогнутую часть 24, которая является вогнутой на одной стороне на виде сверху. Хотя была использована штамповая инструментальная оснастка для обратного формования, показанная на фиг. 4, не смогли получить угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°.
Штампованное изделие 20J в Сравнительном примере 2, показанное на фиг. 18, имеет изогнутую часть 24, которая является выпуклой на виде сверху и прямолинейной на виде сбоку. Хотя была использована штамповая инструментальная оснастка для обратного формования, показанная на фиг. 3, не смогли получить угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющий больше 0°, и равный или меньше, чем 80°.
Штампованное изделие 20K в Примере 15 по изобретению, показанное на фиг. 19, имеет изогнутую часть 24, которая является вогнутой на виде сверху и прямолинейной на виде сбоку, и подвергается предварительному формованию, на котором формируются посадочные поверхности на части заготовки, подлежащей формованию в верхнюю пластину 21. В Примере 15 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 4, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Штампованное изделие 20L в Примере 16 по изобретению, показанное на фиг. 20, имеет изогнутую часть 24, которая является вогнутой на виде сверху и прямолинейной на виде сбоку, и подвергается правке в качестве последующей обработки. В Примере 16 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 4, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
Кроме того, штампованное изделие 20M в Примере 17 по изобретению, показанное на фиг. 21, имеет изогнутую часть 24, которая является вогнутой на виде сверху и прямолинейной на виде сбоку. В Примере 17 по изобретению штамповая инструментальная оснастка для обратного формования, показанная на фиг. 4, была использована для получения угла θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющего больше 0°, и равного или меньше, чем 80°.
В качестве геометрических характеристик штампованных изделий в Примерах 1-17 по изобретению и в Сравнительных примерах 1-4 в Таблице 1 представлены общая длина в продольном направлении, максимальная величина высоты вертикальных стенок, минимальная величина высоты вертикальных стенок, изменение высоты вертикальных стенок, минимальная величина ширины верхней пластины, максимальная ширина штампованного изделия, форма на виде сверху, форма на виде сбоку и радиус кривизны изогнутой части. В качестве условий изготовления в Таблице 1 представлены угол θ в поперечном сечении с изменением взаимного расположения по вертикали на обратное, штамповая инструментальная оснастка для обратного формования (номер чертежа, на котором показана используемая штамповая инструментальная оснастка), и наличие или отсутствие предварительного формования или последующей обработки. В качестве оценок после формования в Таблице 1 представлены оценка наличия или отсутствия складок на фланце, верхней пластине и вертикальной стенке, и оценка наличия или отсутствия трещин на фланце, верхней пластине и вертикальной стенке. Подчеркивания в Таблице 1 означают, что соответствующий пример не включен в настоящее изобретение или результат оценки является плохим.
Штампованные изделия в Примерах 1-4 по изобретению были изготовлены путем выполнения вытяжки с опорным элементом после того, как было обеспечено удерживание с опорным элементом с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим 30°, с использованием штамповых инструментальных оснасток для обратного формования, показанных на фиг. 4, 3, 5 и 6, соответственно. В результате трещины или складки не образовались ни на одном из верхней пластины, вертикальных стенок и фланцев, и штампованные изделия можно было сформировать удовлетворительным образом.
В Сравнительных примерах 1 и 2 изменение высоты вертикальных стенок составляло 190 мм, и удерживание с опорным элементом было получено с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим 85°. В результате на вертикальных стенках образовались складки.
В Сравнительных примерах 3 и 4 не использовалась штамповая инструментальная оснастка для обратного формования, и удерживание с опорным элементом было получено с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим -20° и -30°, соответственно. В результате на верхней пластине образовались складки.
Штампованные изделия в Примерах 5-8 по изобретению были изготовлены путем выполнения вытяжки с опорным элементом после того, как было обеспечено удерживание с опорным элементом с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим 50°, 45°, 45° и 50°, с использованием штамповых инструментальных оснасток для обратного формования, показанных на фиг. 4, 5, 6 и 4, соответственно. В результате трещины или складки не образовались ни на одном из верхней пластины, вертикальных стенок и фланцев, и штампованные изделия можно было сформировать удовлетворительным образом.
В Примерах 9-14 по изобретению материал и тип заготовки были изменены, и штампованные изделия были изготовлены путем выполнения вытяжки с опорным элементом после того, как было обеспечено удерживание с опорным элементом с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим 20°, 30°, 50°, 60°, 70° и 20°, соответственно, с использованием штамповой инструментальной оснастки для обратного формования, показанной на фиг. 4. В результате трещины или складки не образовались ни на одном из верхней пластины, вертикальных стенок и фланцев, и штампованные изделия можно было сформировать удовлетворительным образом.
В Примере 15 по изобретению, штамповка с использованием верхней части штампа и нижней части штампа, имеющей поверхность, смещенную на толщину листа от формовочной поверхности верхней части штампа, была выполнена в качестве предварительного формования для формирования посадочных поверхностей на верхней пластине. Штампованное изделие было изготовлено путем выполнения вытяжки с опорным элементом после того, как было обеспечено удерживание с опорным элементом с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим 30°, с использованием штамповой инструментальной оснастки для обратного формования, показанной на фиг. 4. В результате трещины или складки не образовались ни на одном из верхней пластины, вертикальных стенок и фланцев, и штампованное изделие можно было сформировать удовлетворительным образом.
В Примере 16 по изобретению, правка с использованием верхней части штампа и нижней части штампа, имеющей поверхность, смещенную на толщину листа от формовочной поверхности верхней части штампа, была выполнена в качестве последующей обработки для формирования фасонного буртика. Штампованное изделие было изготовлено путем выполнения вытяжки с опорным элементом после того, как было обеспечено удерживание с опорным элементом с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим 30°, с использованием штамповой инструментальной оснастки для обратного формования, показанной на фиг. 4. В результате трещины или складки не образовались ни на одном из верхней пластины, вертикальных стенок и фланцев, и штампованное изделие можно было сформировать удовлетворительным образом.
Кроме того, штампованное изделие в Примере 17 по изобретению было изготовлено путем выполнения вытяжки с опорным элементом после того, как было обеспечено удерживание с опорным элементом с углом в поперечном сечении с изменением взаимного расположения по вертикали на обратное, составляющим 40°, с использованием штамповой инструментальной оснастки для обратного формования, показанной на фиг. 4. В результате трещины или складки не образовались ни на одном из верхней пластины, вертикальных стенок и фланцев, и штампованное изделие можно было сформировать удовлетворительным образом.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
10: устройство для изготовления в соответствии с настоящим изобретением
11: пуансон
12: держатель для заготовки
12a: контактная поверхность
13: опорный элемент
13a: контактная поверхность
14: матрица
15: заготовка
20, 20A-20M: штампованное изделие
21: верхняя пластина
22: линия ребра
23: вертикальная стенка
24: изогнутая часть
25: фланец
26: первая часть
27: вторая часть


Изобретения заявленной группы относятся получению удлиненного изделия, имеющего верхнюю пластину и вертикальные стенки, изготовленного штамповкой металлического листа. При этом металлический лист размещают между пуансоном и держателем, и опорным элементом и матрицей. Штамповку выполняют в два этапа. На первом этапе обеспечивают состояние удерживания металлического листа с опорным элементом. На втором этапе выполняют вытяжку с опорным элементом. В конкретном поперечном сечении направления штамповки части заготовки, подлежащей формованию в первую часть, контактную поверхность держателя располагают в сторону пуансона в направлении взаимного расположения опорного элемента и пуансона. При этом обеспечивают острый угол, образованный прямой линией, соединяющий центр закругленного концевого участка контактной поверхности опорного элемента и центр закругленного концевого участка контактной поверхности держателя для заготовки, и продолжением контактной поверхности опорного элемента, которая контактирует с металлическим листом. Устраняются складки на вертикальной стенке и верхней пластине. 3 н. и 3 з.п. ф-лы, 23 ил., 1 табл.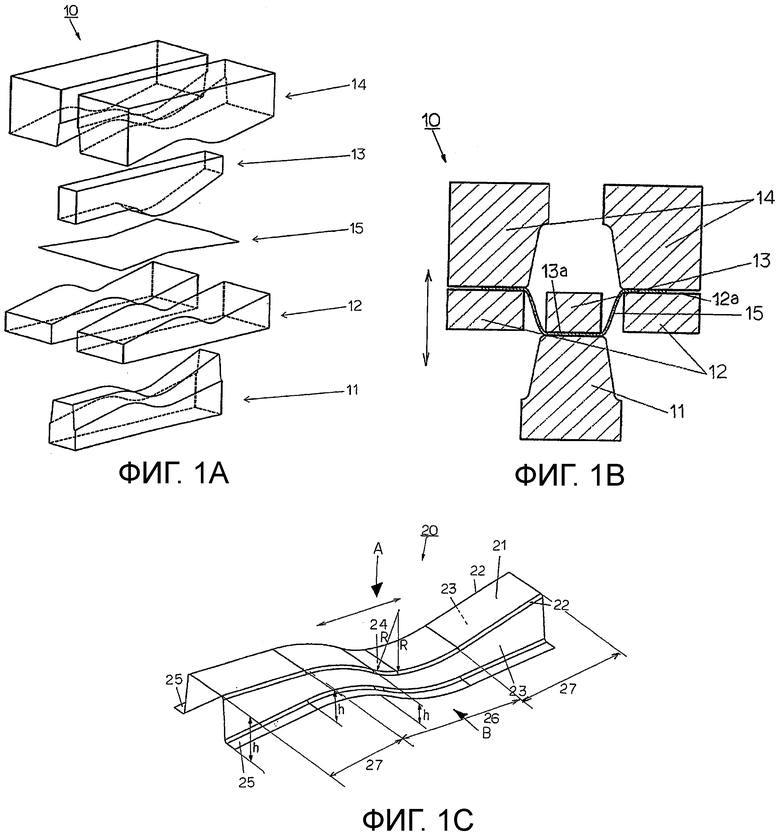
1. Способ изготовления штампованного изделия,
выполненного протяженным в первом направлении, в форме, образованной верхней пластиной, линией ребра, соединенной с верхней пластиной, вертикальной стенкой, соединенной с линией ребра, и фланцем, соединенным с вертикальной стенкой, в каждом из поперечных сечений направления штамповки, которые располагаются вдоль направления штамповки и пересекают первое направление, имеет по меньшей мере одну изогнутую часть, которая изогнута в первом направлении на одном или обоих из вида сверху в направлении штамповки и вида сбоку в направлении, пересекающем направление штамповки, и имеет первую часть, которая включает в себя изогнутую часть, и вторую часть, которая непрерывно продолжает первую часть, причем минимальная высота вертикальной стенки на второй части равна или больше, чем максимальная высота вертикальной стенки на первой части,
штамповкой металлического листа, имеющего предел прочности при растяжении 400 МПа или больше, который представляет собой стальной лист, алюминиевый лист или лист из алюминиевого сплава,
с использованием пуансона и держателя для заготовки, и расположенных напротив пуансона и держателя для заготовки опорного элемента и матрицы,
включающий
размещение металлического листа между пуансоном и держателем для заготовки и опорным элементом и матрицей,
и его штамповку,
на первом этапе обеспечивают состояние удерживания металлического листа с опорным элементом, а на втором этапе после завершения первого этапа выполняют вытяжку с опорным элементом с использованием пуансона и держателя для заготовки и опорного элемента и матрицы, причем
в состоянии удерживания металлического листа с опорным элементом часть металлического листа, подлежащую формованию в верхнюю пластину, удерживают между опорным элементом и пуансоном, а часть металлического листа, подлежащую формованию во фланец, удерживают между матрицей и держателем для заготовки,
из поперечных сечений направления штамповки, в конкретном поперечном сечении направления штамповки части металлического листа, подлежащей формованию в первую часть, контактную поверхность держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки, располагают в сторону опорного элемента в направлении взаимного расположения опорного элемента и пуансона по сравнению с контактной поверхностью опорного элемента, которая контактирует с металлическим листом в направлении штамповки,
угол в поперечном сечении с изменением взаимного расположения по вертикали на обратное, который представляет собой острый угол, образованный прямой линией, соединяющей центр закругленного концевого участка контактной поверхности опорного элемента и центр закругленного концевого участка контактной поверхности держателя для заготовки, и продолжением контактной поверхности опорного элемента, которая контактирует с металлическим листом, превышает 0° и равен или меньше чем 80°, и
из поперечных сечений направления штамповки, в поперечном сечении направления штамповки, которое отличается от конкретного поперечного сечения направления штамповки, контактную поверхность опорного элемента, которая контактирует с металлическим листом в направлении штамповки, располагают в сторону опорного элемента в упомянутом направлении взаимного расположения по сравнению с контактной поверхностью держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки.
2. Способ по п. 1, в котором на первом этапе в конкретном поперечном сечении направления штамповки держатель для заготовки располагают на высоте, равной или выше, чем минимальная высота вертикальной стенки, и матрица первой начинает формование металлического листа.
3. Способ по п. 1 или 2, в котором в поперечном сечении направления штамповки по меньшей мере некоторой части в первом направлении опорный элемент первым начинает формование металлического листа.
4. Способ по любому из пп. 1-3, в котором металлический лист представляет собой промежуточное обработанное изделие, сформированное из исходного металлического листа путем предварительного формования.
5. Способ изготовления штампованного изделия,
включающий изготовление штампованного изделия способом по любому из пп. 1-4 и последующее формование штампованного изделия.
6. Устройство для изготовления штампованного изделия,
выполненного протяженным в первом направлении, в форме, образованной верхней пластиной, линией ребра, соединенной с верхней пластиной, вертикальной стенкой, соединенной с линией ребра, и фланцем, соединенным с вертикальной стенкой, в каждом из поперечных сечений направления штамповки, которые располагаются вдоль направления штамповки и пересекают первое направление, имеет по меньшей мере одну изогнутую часть, которая изогнута в первом направлении на одном или обоих из вида сверху в направлении штамповки и вида сбоку в направлении, пересекающем направление штамповки, и имеет первую часть, которая включает в себя изогнутую часть, и вторую часть, которая непрерывно продолжает первую часть, причем минимальная высота вертикальной стенки на второй части равна или больше, чем максимальная высота вертикальной стенки на первой части,
штамповкой металлического листа, имеющего предел прочности при растяжении 400 МПа или больше, который представляет собой стальной лист, алюминиевый лист или лист из алюминиевого сплава,
содержащее пуансон и держатель для заготовки, и расположенные напротив пуансона и держателя для заготовки опорный элемент и матрицу,
при этом оно выполнено с возможностью осуществления первого этапа, на котором обеспечивают состояние удерживания с опорным элементом, и второго этапа после завершения первого этапа, на котором выполняют вытяжку с опорным элементом с использованием пуансона и держателя для заготовки и опорного элемента и матрицы, причем
в состоянии удерживания металлического листа с опорным элементом,
часть металлического листа, подлежащая формованию в верхнюю пластину, удерживается между опорным элементом и пуансоном, и часть металлического листа, подлежащая формованию во фланец, удерживается между матрицей и держателем для заготовки,
из поперечных сечений направления штамповки, в конкретном поперечном сечении направления штамповки части металлического листа, подлежащей формованию в первую часть, контактную поверхность держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки, располагают в сторону опорного элемента в направлении взаимного расположения опорного элемента и пуансона по сравнению с контактной поверхностью опорного элемента, которая контактирует с металлическим листом в направлении штамповки,
угол в поперечном сечении с изменением взаимного расположения по вертикали на обратное, который представляет собой острый угол, образованный прямой линией, соединяющей центр закругленного концевого участка контактной поверхности опорного элемента и центр закругленного концевого участка контактной поверхности держателя для заготовки, и продолжением контактной поверхности опорного элемента, которая контактирует с металлическим листом, превышает 0° и равен или меньше чем 80°, и
из поперечных сечений направления штамповки, в поперечном сечении направления штамповки, которое отличается от конкретного поперечного сечения направления штамповки, контактную поверхность опорного элемента, которая контактирует с металлическим листом в направлении штамповки, располагают в сторону опорного элемента в упомянутом направлении взаимного расположения по сравнению с контактной поверхности держателя для заготовки, которая контактирует с металлическим листом в направлении штамповки.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Способ изготовления изогнутых металлических труб | 1983 |
|
SU1360576A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1992 |
|
RU2057606C1 |

