Область техники
Настоящее изобретение включает группу устройств, используемых для обработки материалов резанием, в частности в изделиях из трудно обрабатываемых материалов, в том числе из титана и его сплавов.
Уровень техники
Для повышения производительности процесса фрезерования изделий из титана и его сплавов применяют фрезы с механическим креплением сменных режущих пластин, в том числе с износостойкими покрытиями.
Для снижения напряжений в углах между дном и боковыми стенками фрезеруемых уступов, пазов или выборок в деталях летательных аппаратов выполняют радиусные закругления, которые в зависимости от размера паза и назначения изделия имеют широкий диапазон радиусов кривизны. При этом в ряде случаев возникает необходимость обрабатывать поверхности в относительно малых партиях довольно быстро меняющейся номенклатуры изделий, имеющих на обрабатываемых поверхностях различные радиусы кривизны. Для этого угловые режущие кромки режущих пластин, установленные, например, на торцах торцово-цилиндрических фрез, также должны иметь соответствующие радиусные закругления.
При обработке поверхностей с различными радиусами закругления необходимо иметь специальную режущую пластину и другой корпус фрезы, позволяющий установить с большими осевыми углами резания режущую пластину с другим радиусом закругления угловой режущей кромки.
Для изготовления дополнительных корпусов фрез или специальных режущих пластин, не входящих в обычный типоразмерный ряд пластин, используемых для комплектации фрез, требуются значительные затраты времени и средств, которые экономически могут быть не оправданы. Поэтому необходима разработка ряда режущих пластин, изготавливаемых с использованием одной пресс-формы, позволяющих иметь широкий диапазон радиусов закругления угловых режущих кромок за счет технологически и экономически приемлемой шлифовки. При этом целесообразно иметь меньшую номенклатуру режущих пластин и использовать один типоразмер корпуса фрезы для режущих пластин с разными радиусами закругления угловых режущих кромок, позволяющих получить поверхности с различными радиусными закруглениями.
При обработке изделий с относительно большими радиусами закругления угловых режущих кромок возникают значительные осевые усилия, действующие на режущие пластины и соответственно на осевые базы гнезд корпусов, в которых крепятся эти пластины. Кроме того, существенно затрудняется процесс стружкообразования и удаления стружки.
Увеличение радиуса закругления угловых режущих кромок также существенно затрудняет размещение режущих пластин в гнездах корпусов торцово-цилиндрических фрез.
Известны режущая пластина и торцово-цилиндрическая фреза (патент РФ №2555289). При этом режущая пластина содержит верхнюю поверхность, опорную нижнюю поверхность, боковую или множество боковых поверхностей, расположенных под острыми углами к нижней опорной поверхности и соединяющих верхнюю и нижнюю поверхности с образованием режущих кромок. Причем на верхней поверхности выполнены угловые выступы, а между ними - радиально расположенные выступы. На угловых режущих кромках пластины выполнены радиусные закругления. Торцово-цилиндрическая фреза содержит корпус, в котором выполнены гнезда для размещения режущих пластин. При этом гнезда имеют одну опорную поверхность и боковые контактные поверхности.
Режущая пластина, раскрытая в патенте №2555289, может иметь ограниченный диапазон радиусов закругления угловых режущих кромок. Причем для получения режущей пластины, например, с большим радиусом закругления угловых режущих кромок необходима специальная заготовка пластины. Кроме того, необходим другой корпус фрезы, имеющий размеры гнезда, соответствующие режущей пластине с другим радиусом закругления.
При этом боковые базовые поверхности режущих пластин, расположенных на торце фрез, контактируют с осевыми базовыми поверхностями гнезд корпуса фрез, которые выполнены консольно в радиальном и осевом направлениях соответственно относительно оси и торца фрез и значительно выступают как за боковые поверхности режущих пластин, так и в радиальном направлении. Такое расположение осевых базовых поверхностей гнезд в совокупности с имеющейся конструкцией режущих пластин затрудняет размещение пластин с большим радиусом закругления в гнезде корпуса, ухудшает условия схода стружки от соседней режущей пластины и не обеспечивает жесткость размещения пластин на торце фрез, так как большой радиус закругления угловых режущих кромок пластин требует увеличения длины выступающей осевой базы.
Эти недостатки имеют место, например, в известной конструкции сменной режущей пластины (патент США 8057132), содержащей боковые поверхности, направленные под острыми углами к нижней базовой поверхности с выступающей режущей частью, две режущие кромки, направленные под острыми углами к нижней базовой поверхности, и угловые режущие кромки с большим радиусом закругления.
Задачами настоящего изобретения являются:
- создание конструкции режущих пластин с широким диапазоном радиусных закруглений угловых режущих кромок, которые можно получать из одной заготовки и использовать пластины на одном корпусе фрезы с большим осевым углом резания;
- создание конструкции корпуса торцово-цилиндрической фрезы, обеспечивающего жесткое закрепление режущих пластин с широким диапазоном радиусных закруглений угловых режущих кромок на торце фрезы;
- создание конструкции торцово-цилиндрической фрезы с повышенными технологическими возможностями при обработке поверхностей с угловыми закруглениями в изделиях из титановых сплавов и других трудно обрабатываемых материалов.
Сущность группы изобретений
Указанный технический результат достигается посредством совокупности признаков, приведенных в соответствующих пунктах формулы изобретения. Вначале рассмотрим особенности конструкции режущей пластины. Она предназначена для торцово-цилиндрической фрезы, описанной ниже, и содержит верхнюю V-образную рабочую поверхность с заниженной частью, расположенной по направлению меньшей диагонали параллелограмма, описанного вокруг рабочей поверхности на виде сверху на режущую пластину, и нижнюю базовую поверхность.
Ее боковые поверхности расположены под острыми углами к нижней базовой поверхности и включают главные и вспомогательные боковые поверхности, соединяющие верхнюю и нижнюю поверхности с образованием режущих кромок.
Режущие кромки включают главные и вспомогательные режущие кромки, наклоненные под острыми внутренними углами к нижней базовой поверхности, и угловые режущие кромки, расположенные на большей диагонали параллелограмма.
Угловые режущие кромки имеют радиусные закругления. В центральной части режущей пластины выполнено отверстие, а вокруг него расположено возвышение. В теле режущей пластины выполнены выборки.
Согласно предложенному изобретению выборки выполнены симметрично относительно большей диагонали параллелограмма в районе угловых режущих кромок с радиусными закруглениями вдоль вспомогательных боковых поверхностей и выходят на боковые поверхности и нижнюю базовую поверхность.
При этом они имеют, по меньшей мере, главную базовую и вспомогательную грани, которые наклонены к нижней базовой поверхности под острыми не равными между собой углами. Главные базовые грани смещены от углов режущей пластины, имеющих радиусные закругления, вдоль вспомогательных боковых поверхностей, а угловые режущие кромки выполнены консольно над выборками.
В соответствии с одним предпочтительным исполнением главная базовая поверхность выборок в области угловых режущих кромок сопряжена с нисходящей внутрь режущей пластины выпуклой поверхностью.
В соответствии с другим предпочтительным исполнением угол наклона главной базовой грани выборки выбран в диапазоне (6…19)°, а угол наклона второй грани выбран в диапазоне (3…18)°.
В соответствии с другим предпочтительным исполнением радиус закругления угловых режущих кромок выбран в диапазоне (0,5…5) мм.
В соответствии с другим предпочтительным исполнением главная базовая и вспомогательная грани выборок наклонены к нижней базовой поверхности под острыми углами, совпадающими соответственно с углами наклона вспомогательной боковой поверхности и вспомогательной режущей кромки.
В соответствии с другим предпочтительным исполнением главные базовые грани выборок на виде сбоку на режущую пластину наклонены к нижней базовой поверхности под острыми углами, не совпадающими с углами наклона вспомогательных боковых поверхностей.
В соответствии с другим предпочтительным исполнением на вспомогательных режущих кромках режущей пластины выполнены зачищающие фаски.
В соответствии с другим предпочтительным исполнением на верхней рабочей поверхности режущей пластины по направлению диагоналей параллелограмма выполнены угловые выступы, а между ними расположены радиальные выступы, примыкающие к возвышению центрального отверстия.
Далее рассмотрим особенности конструкции корпуса торцово-цилиндрической фрезы, на торце которого в гнездах крепят описанную выше режущую пластину.
Корпус торцово-цилиндрической фрезы содержит рабочую часть с круговой наружной поверхностью, расположенной вокруг оси вращения и включающей цилиндрическую и торцовую части, в которых выполнены гнезд для установки режущих пластин.
В соответствии с предложенным изобретением гнезда, расположенные на торцовой части корпуса, выполнены с опорной поверхностью с резьбовым отверстием, осевыми базовыми поверхностями и радиальными базовыми поверхности, между которыми выполнены угловые высвобождения.
При этом осевые базовые поверхности гнезд торцовой части корпуса расположены на радиально и тангенциально выступающем выступе, рабочая часть которого выполнена с возможностью обеспечения осевой фиксации режущих пластин за счет их контакта по плоскости осевых базовых поверхностей гнезд.
В соответствии с одним предпочтительным исполнением торцовая часть корпуса выполнена съемной.
Далее рассмотрим особенности конструкции фрезы торцово-цилиндрической, предназначенной для использования ранее упомянутых режущих пластин, имеющих основные конструктивные элементы.
Фреза торцово-цилиндрическая содержит корпус, имеющий рабочую часть с круговой наружной поверхностью, расположенной вокруг оси вращения и включающей цилиндрическую и торцовую части с гнездами. В гнездах закреплены режущие пластины.
Согласно изобретению фреза содержит упомянутые выше режущие пластины по основному их варианту исполнения.
При этом гнезда корпуса, расположенные на его торцовой части, выполнены с опорной поверхностью с резьбовым отверстием, осевыми базовыми поверхностями и радиальными базовыми поверхностями, между которыми выполнены угловые высвобождения.
Осевые базовые поверхности гнезд расположены на радиально и тангенциально выступающем выступе, рабочая часть которого выполнена с возможностью обеспечения осевой фиксации упомянутых режущих пластин за счет их контакта по плоскости осевых базовых поверхностей гнезд.
Краткое описание чертежей
Для лучшего понимания, но только в качестве примера, изобретение будет описано с отсылками к приложенным чертежам, на которых изображена режущая пластина, корпус и торцово-цилиндрическая фреза.
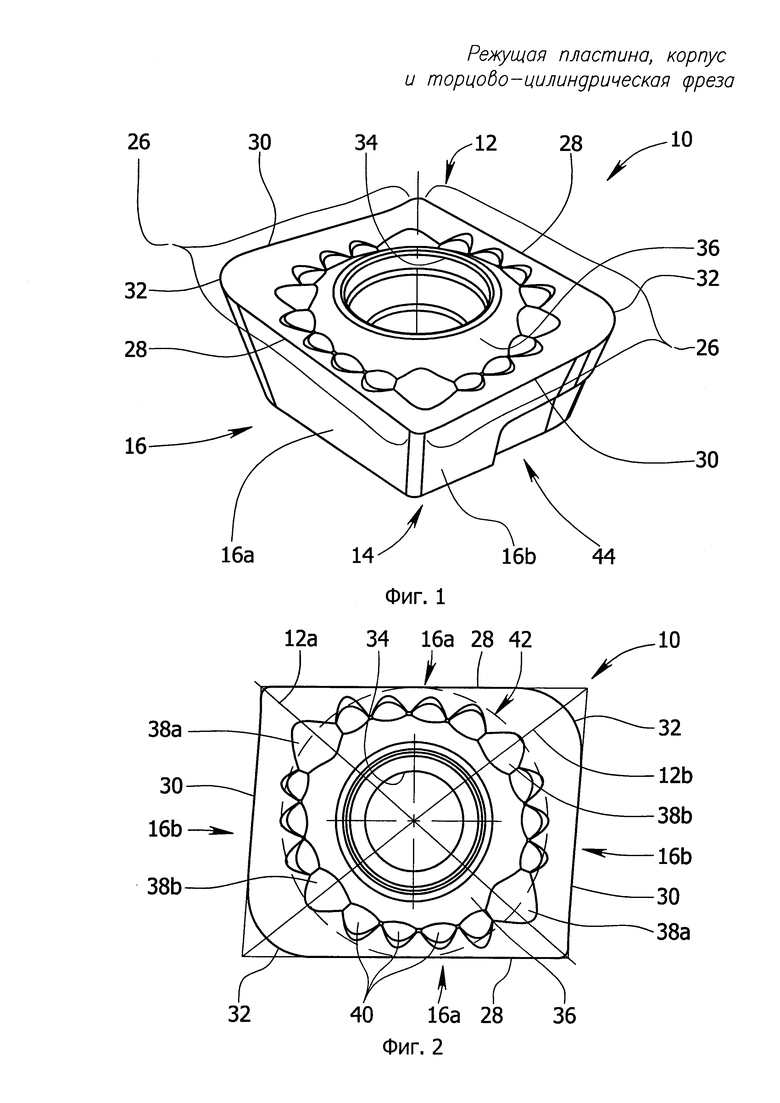
На фиг 1 показан вид в перспективе на режущую пластину;
на фиг. 2 показан вид сверху на режущую пластину, изображенную на фиг. 1;
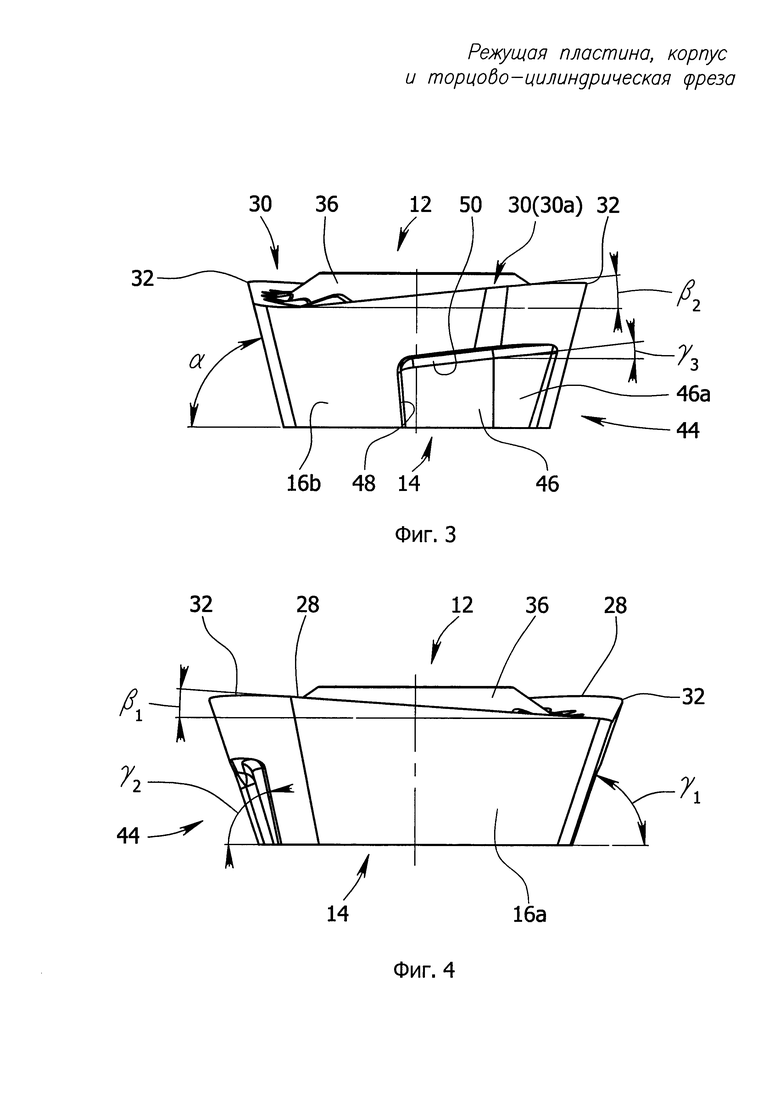
на фиг 3 показан вид сбоку со стороны вспомогательной боковой поверхности на режущую пластину, изображенную на фиг. 1;
на фиг. 4 показан вид сбоку со стороны главной боковой поверхности на режущую пластину, изображенную на фиг. 1;
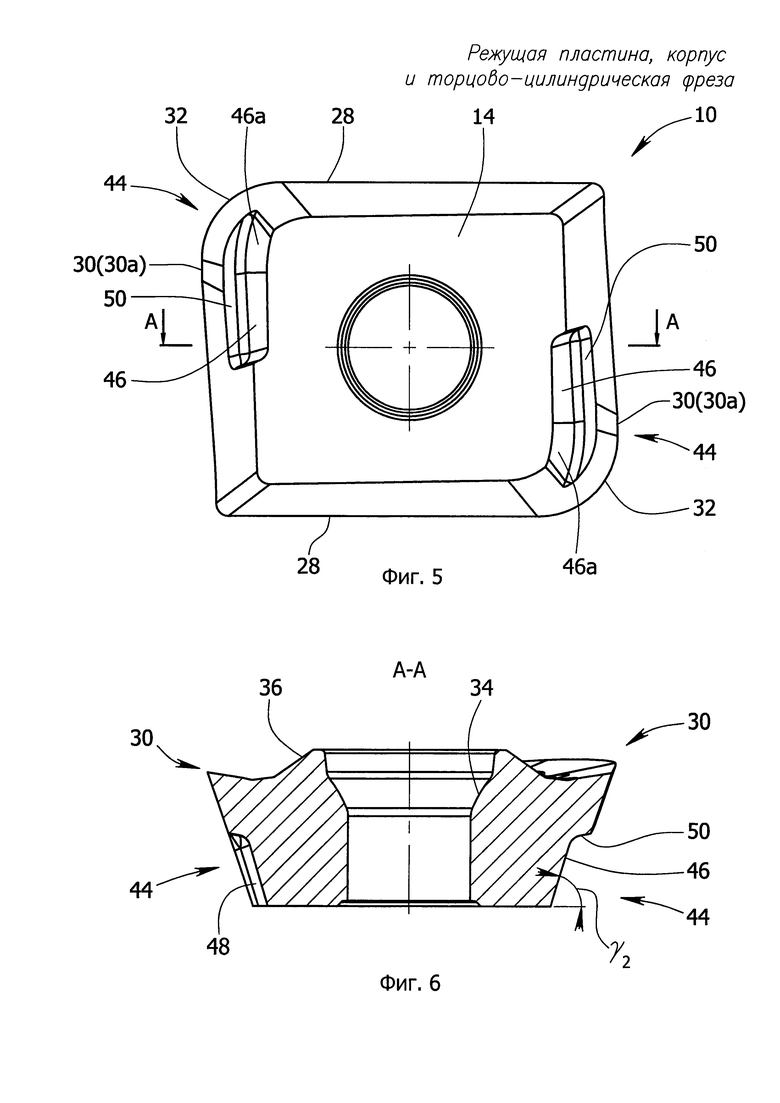
на фиг 5 показан вид снизу на режущую пластину, изображенную на фиг. 1;
на фиг. 6 показан разрез фиг. 5 по линии А-А;
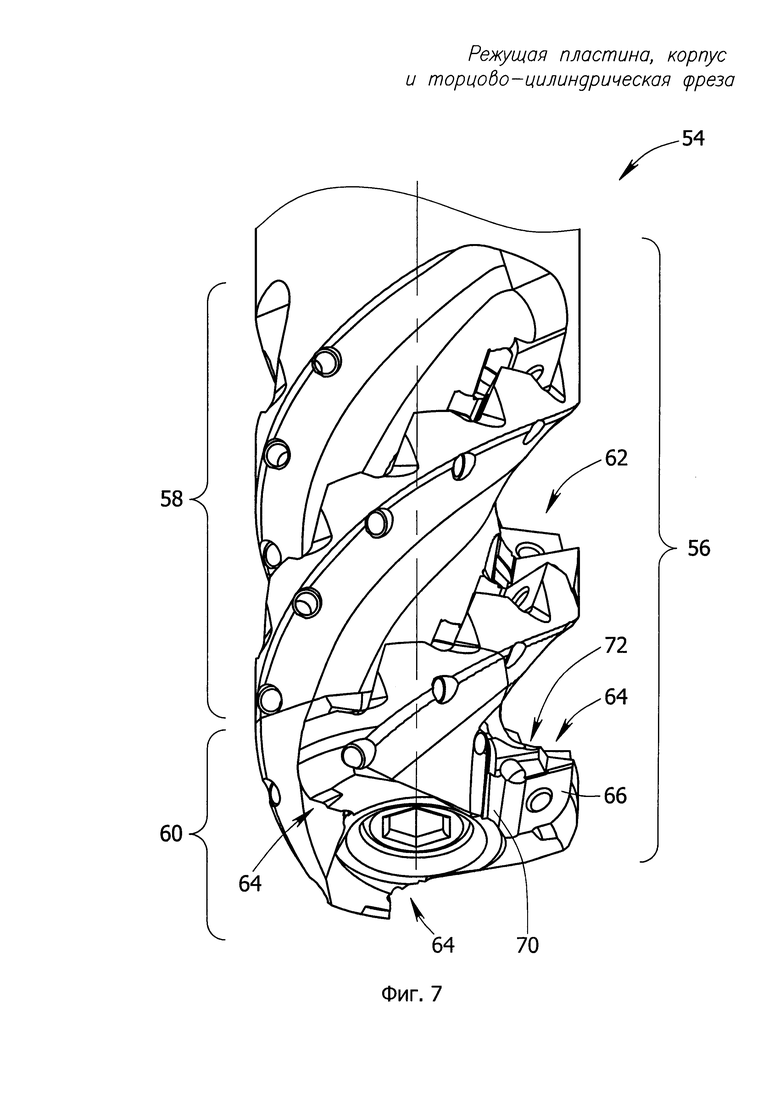
на фиг. 7 показан в перспективе корпус торцово-цилиндрической фрезы, на торце которого выполнены гнезда для установки режущей пластины, изображенной на фиг. 1;
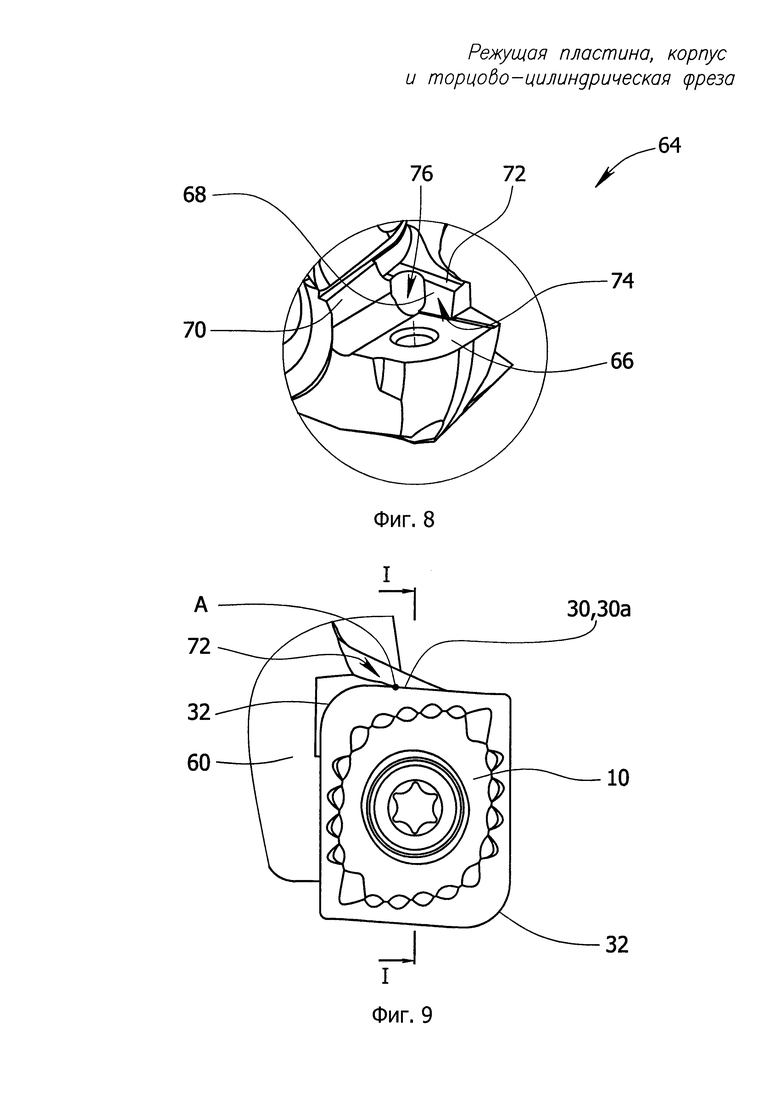
на фиг. 8 показано в перспективе гнездо для установки режущей пластины в корпусе торцово-цилиндрической фрезы;
на фиг. 9 показан вид сверху на режущую пластину, изображенную на фиг. 1 и закрепленную в гнезде корпуса;
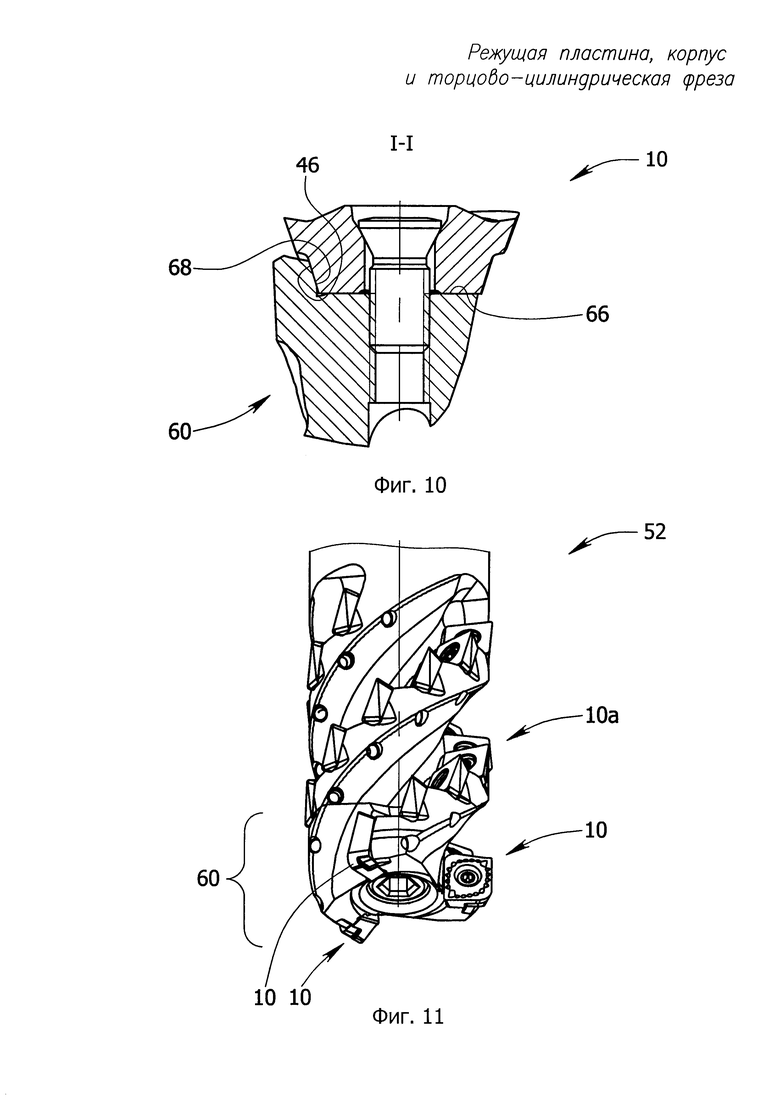
на фиг. 10 показан разрез фиг. 9 по линии 1-1;
на фиг. 11 показана в перспективе торцово-цилиндрическая фреза.
Детальное описание чертежей
Рассмотрим фиг. 1-11, где изображены режущая пластина, корпус и торцово-цилиндрическая фреза, на которую устанавливают режущие пластины.
Предложенная режущая пластина содержит верхнюю V-образную рабочую поверхность 12 с заниженной частью, расположенной по направлению меньшей 12а диагонали параллелограмма, описанного вокруг рабочей поверхности 12 на виде сверху на режущую пластину 10, и нижнюю базовую поверхность 14, которая является опорной.
Ее боковые поверхности 16 расположены под острыми углами α и γ1 к нижней базовой поверхности 14 и включают главные 16а и вспомогательные 16b боковые поверхности. Эти поверхности соединяют верхнюю 12 и нижнюю 14 поверхности с образованием режущих кромок 26.
Режущие кромки 26 включают главные 28 и вспомогательные 30 режущие кромки, наклоненные под острыми внутренними углами β1 и β2 к нижней базовой поверхности 14.
Угловые режущие кромки 32 расположены на большей диагонали 12b параллелограмма и имеют радиусные закругления. Отверстие 34 выполнено в центральной части режущей пластины 10, а вокруг него расположено возвышение 36. В теле режущей пластины 10 выполнены выборки 44.
Согласно предложенному изобретению выборки 44 выполнены симметрично относительно большей диагонали 12b параллелограмма в районе угловых режущих кромок 32 с радиусными закруглениями вдоль вспомогательных боковых поверхностей 16b и выходят на боковые поверхности 16а, 16b и нижнюю базовую поверхность 14.
Выборки 44 имеют, по меньшей мере, главную базовую 46 и вспомогательную грани 50, которые наклонены к нижней базовой поверхности 14 под острыми не равными между собой углами γ2, γ3.
Главные базовые грани 46 выборок 44 смещены от углов режущей пластины 10, имеющих радиусные закругления, вдоль вспомогательных боковых поверхностей 16b. Вспомогательная грань 48 ограничивает длину выборок 44 вдоль вспомогательных боковых поверхностей 16b. Угловые режущие кромки 32 выполнены консольно над выборками 44.
Наличие выборок 44 позволяет получить из одной заготовки режущие пластины с разными радиусами закруглений угловых режущих кромок, не нарушая боковых базовых поверхностей режущих пластин.
Коме того, позволяет использовать режущие пластины с разными радиусами закругления угловых режущих кромок на одном и том же корпусе фрезы за счет того, что боковые базовые размеры режущих пластин будут одинаковые. В соответствии с одним предпочтительным исполнением главная базовая поверхность 46 выборок 44 в области угловых режущих кромок 32 сопряжена с нисходящей внутрь режущей пластины выпуклой поверхностью 46а.
В соответствии с другим предпочтительным исполнением угол наклона γ2 главной базовой грани 46 выборок 44 выбран в диапазоне (6…19)°, а угол наклона γ3 вспомогательной грани 50 выбран в диапазоне (3…18)°.
В соответствии с другим предпочтительным исполнением радиус закругления угловых режущих кромок 32 выбран в диапазоне (0,5…5) мм.
В соответствии с другим предпочтительным исполнением главная базовая 46 и вспомогательная 50 грани выборок 44 наклонены к нижней базовой поверхности 14 под острыми углами γ2, γ3, совпадающими соответственно с углами наклона γ1, β2 вспомогательной боковой поверхности 16b и вспомогательной режущей кромки 30.
В соответствии с другим предпочтительным исполнением главные базовые грани 46 выборок 44 на виде сбоку на режущую пластину 10 наклонены к нижней базовой поверхности 14 под острыми углами, не совпадающими с углами наклона вспомогательных боковых поверхностей.
В соответствии с другим предпочтительным исполнением на вспомогательных режущих кромках 30 режущей пластины 10 выполнены зачищающие фаски 30а.
В соответствии с другим предпочтительным исполнением на верхней рабочей поверхности 12 режущей пластины по направлению диагоналей 16а, 16b параллелограмма выполнены угловые выступы 38а, 38b, а между ними расположены радиальные выступы 40, примыкающие к возвышению 36 центрального отверстия 34.
Например, угловые выступы 38b расположены на большей диагонали 12b параллелограмма симметрично относительно оси симметрии режущей пластины и находятся в пределах окружности 42, вписанной в параллелограмм, а угловые выступы 38а распложены зеркально симметрично относительно оси симметрии режущей пластины на меньшей диагонали 12а параллелограмма и выходят за эту окружность 42.
Далее рассмотрим конструкцию корпуса торцово-цилиндрической фрезы. Корпус 54 торцово-цилиндрической фрезы 52 содержит рабочую часть 56 с круговой наружной поверхностью, расположенной вокруг оси вращения.
Рабочая часть 56 включает цилиндрическую 58 и торцовую 60 части, в которых выполнены гнезда соответственно 62 и 64 для установки режущих пластин соответственно 10а и 10.
Гнезда 62 предназначены для установки обычных пластин 10а, например, без радиусного закругления угловых режущих кромок.
Согласно предложенному изобретению гнезда 64, расположенные на торцовой части 60, выполнены с опорной поверхностью 66 с резьбовым отверстием, осевыми базовыми поверхностями 68 и радиальными базовыми поверхности 70, между которыми выполнены угловые высвобождения.
При этом осевые базовые поверхности 68 гнезд 64 расположены на радиально и тангенциально выступающем выступе 72, рабочая часть которого 74 выполнена с возможностью обеспечения осевой фиксации режущих пластин 10 за счет их контакта по плоскости осевых базовых поверхностей гнезд 64. При этом рабочая часть 74, по меньшей мере, частично входит в выборку 44 режущей пластины 10.
Это обеспечивает осевую фиксацию режущих пластин 10 за счет контакта по плоскости осевых базовых поверхностей 68 гнезд 64 и главных базовых поверхностей 46 выборок 44 так, что угловые режущие кромки 32 режущих пластин 10 расположены выше выступа 72 и над угловым высвобождением 76 гнезд 64, выполненным между их осевыми и радиальными базовыми поверхностями.
При этом гнезда 64 выполнены так, что в радиальном направлении на виде сверху на режущую пластину 10, закрепленную в гнезде 64, выступ 72 выходит за точку А перехода углового радиусного закругления угловой режущей кромки 32 во вспомогательную режущую кромку 30 или защищающую фаску 30а, но не выходит за ось симметрии закрепленной в гнезде 64 режущей пластины 10.
Такая конструкция гнезд корпуса торцово-цилиндрической фрезы обеспечивает жесткое закрепление режущих пластин с широким диапазоном радиусных закруглений угловых режущих кромок на торце фрезы при использовании корпуса одного типоразмера.
В соответствии с одним предпочтительным исполнением корпуса 54 его торцовая часть 60 выполнена съемной.
Далее рассмотрим конструкцию фрезы торцово-цилиндрической. Фреза торцово-цилиндрическая 52 содержит корпус 54, имеющий рабочую часть с круговой наружной поверхностью, расположенной вокруг оси вращения и включающей цилиндрическую 58 и торцовую 60 части с гнездами соответственно 62 и 64. В гнездах 62 и 64 закреплены режущие пластины соответственно 10а и 10.
Согласно изобретению фреза содержит режущие пластины 10, упомянутые выше по основному базовому варианту их исполнения. При этом гнезда 64 корпуса 54, расположенные на его торцовой части 60, выполнены с опорной поверхностью 66 с резьбовым отверстием, осевыми базовыми поверхностями 68 и радиальными базовыми поверхностями 70, между которыми выполнены угловые высвобождения.
Осевые базовые поверхности 68 гнезд 64 расположены на радиально и тангенциально выступающем выступе 72, рабочая часть 74 которого выполнена с возможностью обеспечения осевой фиксации упомянутых режущих пластин за счет их контакта по плоскости осевых базовых поверхностей 68 гнезд 64.
Описанная выше конструкция торцово-цилиндрической фрезы имеет повышенные технологические возможности при обработке поверхностей с угловыми закруглениями в изделиях из титановых сплавов и других трудно обрабатываемых материалов.
Изобретение работает следующим образом.
Для получении режущих пластин с различными радиусами закруглений угловых режущих кромок и одинаковыми размерами базовых поверхностей используют заготовки пластин одного типоразмера.
В зависимости от величины угловых закруглений между обрабатываемыми поверхностями изделий выбирают режущие пластины 10 с соответствующим радиусом закругления угловых режущих кромок 32. Далее режущие пластины 10 устанавливают в гнезда 64, например, корпуса торцово-цилиндрической фрезы 52. Фрезы устанавливают в шпинделе металлообрабатывающего станка и производят обработку изделий.
При необходимости обрабатывать поверхности с радиусными закруглениями другого размера производят замену режущих пластин, имеющих соответствующий радиус закруглений угловых режущих кромок. При этом используют тот же корпус фрез, так как базовые поверхности 14, 16а и 46 режущих пластин, контактирующие соответственно с базовыми поверхностями 66, 68 и 70 гнезда 64 фрез 52, не смотря на изменившийся радиус закругления угловых режущих кромок 32, остались прежними и соответствуют размерам гнезда 64. Причем осевая база 68 выступов 72 размещается в выборке 44, что позволяет использовать режущие пластины при большом осевом угле резания с гарантированным перекрытием режущих кромок и с большим радиусом закругления угловых режущих кромок.
Такое расположение осевых баз 68 также улучшает сход стружки от соседних режущих пластин 10а, что имеет важное значение при обработке изделий из титановых сплавов.
Таким образом, предложенное изобретение позволяет получать режущие пластины с различными радиусами закруглений из заготовок одного типоразмера и устанавливать их поочередно на один и тот же корпус фрез с большими осевыми углами резания, что существенно повышает технологические возможности режущего инструмента.
Хотя настоящее изобретение было описано с определенной степенью детализации, различные изменения и модификации могут быть выполнены без отхода от существа и объема изобретения, изложенного в приведенной ниже формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСКОРОСТНАЯ ФРЕЗА И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ | 2018 |
|
RU2686757C1 |
| КОМПЛЕКТ РЕЖУЩИХ ПЛАСТИН И ДИСКОВАЯ ФРЕЗА | 2017 |
|
RU2675873C1 |
| ДИСКОВАЯ ФРЕЗА ДЛЯ ОБРАБОТКИ ПАЗОВ | 2016 |
|
RU2671785C1 |
| ФРЕЗА ДИСКОВАЯ ДЛЯ ОБРАБОТКИ УЗКИХ ПАЗОВ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕЕ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2019 |
|
RU2707373C1 |
| Режущая пластина | 2017 |
|
RU2640483C1 |
| РЕЖУЩАЯ ПЛАСТИНА И ДИСКОВАЯ ФРЕЗА | 2013 |
|
RU2550680C2 |
| Режущая пластина для установки на инструмент с большим осевым передним углом резания | 2017 |
|
RU2660795C1 |
| Индексируемая режущая пластина и фреза для труднообрабатываемых материалов | 2024 |
|
RU2840507C1 |
| ФРЕЗА И ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА ДЛЯ БОЛЬШИХ ПОДАЧ | 2018 |
|
RU2677898C1 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ МОДУЛЬНОЙ ФРЕЗЫ И ФРЕЗА ДЛЯ ЕЕ ИСПОЛЬЗОВАНИЯ | 2021 |
|
RU2754916C1 |
Группа изобретений относится к машиностроению и может быть использована при обработке трудно обрабатываемых материалов. Режущая содержит верхнюю V-образную рабочую поверхность с заниженной частью, нижнюю базовую поверхность и центральное отверстие с возвышением. Боковые поверхности расположены под острыми углами к нижней базовой поверхности и включают главные и вспомогательные боковые поверхности, соединяющие верхнюю и нижнюю поверхности с образованием главных и вспомогательных режущих кромок, наклоненных под острыми внутренними углами к нижней базовой поверхности. Симметрично относительно большей диагонали параллелограмма в области угловых режущих кромок вдоль вспомогательных боковых поверхностей выполнены выборки, имеющие главную базовую и вспомогательную грани, наклоненные к нижней базовой поверхности под не равными между собой острыми углами. Главные базовые грани выборок смещены от углов режущей пластины вдоль вспомогательных боковых поверхностей в сторону оси симметрии режущей пластины. Угловые режущие кромки выполнены консольно над выборками. Корпус фрезы содержит рабочую часть с гнездами для установки указанных режущих пластин. Увеличиваются технологические возможности фрезы. 3 н. и 8 з.п. ф-лы, 11 ил.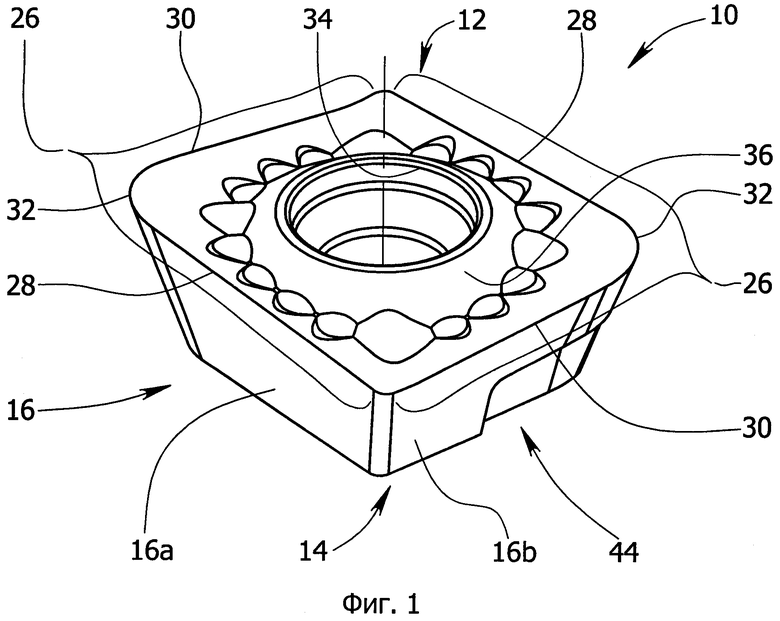
1. Режущая пластина (10) для торцово-цилиндрической фрезы (52), содержащая верхнюю V-образную рабочую поверхность (12) с заниженной частью, расположенной по направлению меньшей (12а) диагонали параллелограмма, описанного вокруг рабочей поверхности (12) на виде сверху на режущую пластину (10), нижнюю базовую поверхность (14), боковые поверхности (16), расположенные под острыми углами (α, γ1) к нижней базовой поверхности (14) и включающие главные (16а) и вспомогательные (16b) боковые поверхности и соединяющие верхнюю (12) и нижнюю (14) поверхности с образованием режущих кромок (26), включающих главные (28) и вспомогательные (30) режущие кромки, наклоненные под острыми внутренними углами (β1, β2) к нижней базовой поверхности (14), и угловые режущие кромки (32), расположенные на большей диагонали (12b) параллелограмма и имеющие радиусные закругления, отверстие (34), выполненное в центральной части режущей пластины (10), вокруг которого расположено возвышение (36), причем в теле режущей пластины выполнены выборки (44), отличающаяся тем, что выборки (44) выполнены симметрично относительно большей диагонали (12b) в районе угловых режущих кромок (32) с радиусными закруглениями вдоль вспомогательных боковых поверхностей (16b) и выходят на боковые поверхности (16а, 16b) и нижнюю базовую поверхность (14), при этом указанные выборки (44) имеют по меньшей мере главную базовую (46) и вспомогательную грани (50), которые наклонены к нижней базовой поверхности (14) под острыми не равными между собой углами (γ2, γ3), причем главные базовые грани (46) смещены от углов режущей пластины (10), имеющих радиусные закругления, вдоль вспомогательных боковых поверхностей (16b), а угловые режущие кромки (32) выполнены консольно над выборками (44).
2. Режущая пластина по п. 1, отличающаяся тем, что главная базовая поверхность (46) выборок (44) в области угловых режущих кромок (32) сопряжена с нисходящей внутрь режущей пластины выпуклой поверхностью (46а).
3. Режущая пластина по п. 1, отличающаяся тем, что угол наклона (γ2) главной базовой грани (46) выбран в диапазоне (6…19)°, а угол наклона (γ3) вспомогательной грани (50) выбран в диапазоне (3…18)°.
4. Режущая пластина по п. 1, отличающаяся тем, что радиус закругления угловых режущих кромок (32) выбран в диапазоне (0,5…5) мм.
5. Режущая пластина по п. 1, отличающаяся тем, что главная базовая (46) и вспомогательная (50) грани выборок (44) наклонены к нижней базовой поверхности (14) под острыми углами (γ2, γ3), совпадающими соответственно с углами наклона (γ1, β2) вспомогательной боковой поверхности (16b) и вспомогательной режущей кромки (30).
6. Режущая пластина по п. 1, отличающаяся тем, что главные базовые грани (46) выборок (44) на виде сбоку на режущую пластину (10) наклонены к нижней базовой поверхности (14) под острыми углами, не совпадающими с углами наклона вспомогательных боковых поверхностей.
7. Режущая пластина по п. 1, отличающаяся тем, что на вспомогательных режущих кромках (30) выполнены зачищающие фаски (30а).
8. Режущая пластина по п. 1, отличающаяся тем, что на верхней рабочей поверхности (12) по направлению диагоналей (16а, 16b) параллелограмма выполнены угловые выступы (38а, 38b), а между ними расположены радиальные выступы (40), примыкающие к возвышению (36) центрального отверстия (34).
9. Корпус (54) торцово-цилиндрической фрезы (52), содержащий рабочую часть (56) с круговой наружной поверхностью, расположенной вокруг оси вращения и включающей цилиндрическую (58) и торцовую (60) части, в которых выполнены гнезда (62, 64) для установки режущих пластин (10, 10а), отличающийся тем, что гнезда (64), расположенные на торцовой части (60), выполнены с опорной поверхностью (66) с резьбовым отверстием, осевыми базовыми поверхностями (68) и радиальными базовыми поверхности (70), между которыми выполнены угловые высвобождения, при этом осевые базовые поверхности (68) гнезд (64) расположены на радиально и тангенциально выступающем выступе (72), рабочая часть которого выполнена с возможностью обеспечения осевой фиксации режущих пластин за счет их контакта по плоскости осевых базовых поверхностей гнезд.
10. Корпус (54) по п. 9, отличающийся тем, что его торцовая часть (60) выполнена съемной.
11. Фреза торцово-цилиндрическая (52), содержащая корпус (54), имеющий рабочую часть с круговой наружной поверхностью, расположенной вокруг оси вращения и включающей цилиндрическую (58) и торцовую (60) части с гнездами (62, 64) и режущие пластины (10, 10а), закрепленные в гнездах (62, 64), отличающаяся тем, что она содержит режущие пластины по п. 1, при этом гнезда (64) корпуса, расположенные на его торцовой части (60), выполнены с опорной поверхностью (66) с резьбовым отверстием, осевыми базовыми поверхностями (68) и радиальными базовыми поверхностями (70), между которыми выполнены угловые высвобождения, при этом осевые базовые поверхности гнезд расположены на радиально и тангенциально выступающем выступе, рабочая часть которого выполнена с возможностью обеспечения осевой фиксации упомянутых режущих пластин за счет их контакта по плоскости осевых базовых поверхностей гнезд.
| US 8057132 B2, 15.11.2011 | |||
| Многогранная режущая пластина | 1988 |
|
SU1611583A1 |
| 1971 |
|
SU416172A1 | |
| РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2007 |
|
RU2422253C2 |
| СВЕРЛО С РЕЖУЩИМИ ПЛАСТИНАМИ | 2007 |
|
RU2432237C2 |

