[0001] Настоящее изобретение относится к способам термомеханической обработки металлических сплавов.
УРОВЕНЬ ТЕХНИКИ
[0002] Когда происходит термомеханическая обработка (т.е. горячая обработка давлением) заготовки из металлического сплава, например, слитка, бруска или болванки, поверхность заготовки охлаждается быстрее, чем внутренняя часть заготовки. Конкретный пример этого явления можно наблюдать, когда брусок металлического сплава нагревают, а затем куют, используя пресс для радиальной ковки или пресс для свободной ковки. Во время горячей ковки происходит деформация зернистой структуры металлического сплава вследствие действия штампов. Если температура металлического сплава во время деформации ниже, чем температура рекристаллизации сплава, рекристаллизация сплава происходить не будет, что приведет к появлению зернистой структуры, состоящей из продолговатых нерекристаллизованных зерен. Если температура металлического сплава во время деформации, наоборот, выше или равна температуре рекристаллизации сплава, будет происходить рекристаллизация сплава в равноосную структуру.
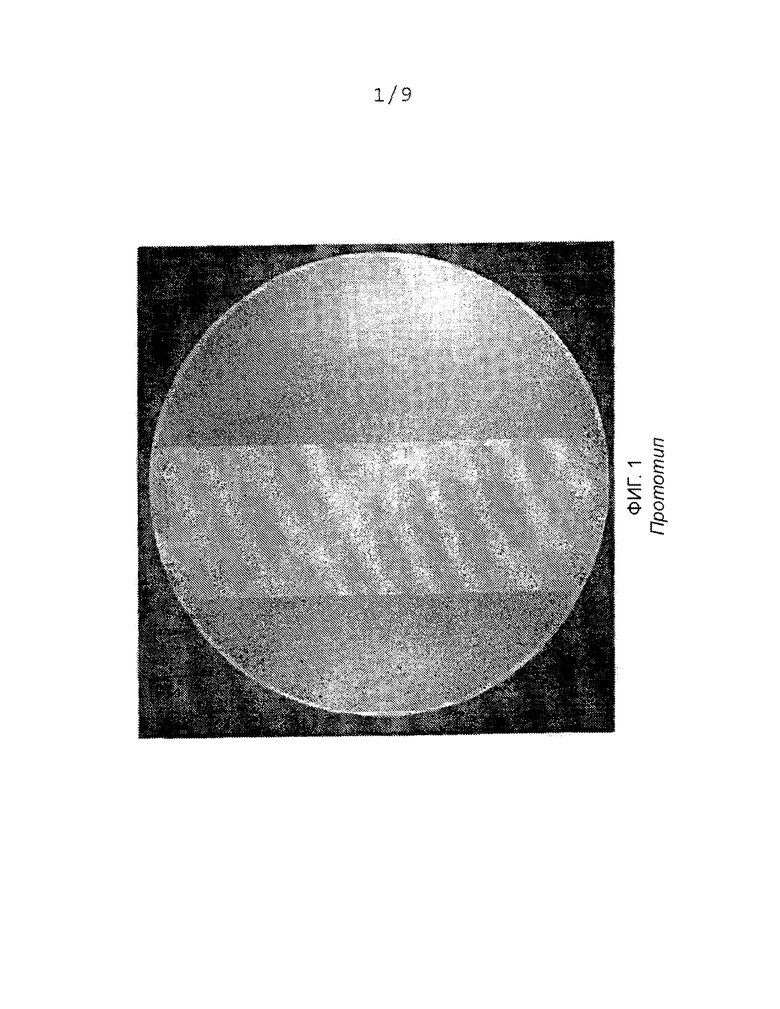
[0003] Так как перед горячей ковкой заготовки металлических сплавов, как правило, нагревают до температур, превышающих температуру рекристаллизации сплава, внутренняя часть заготовки, которая не охлаждается настолько быстро, как поверхность заготовки, обычно имеет полностью рекристаллизованную структуру при горячей ковке. При этом поверхность заготовки может содержать смесь из нерекристаллизованных гранул и полностью рекристаллизованных гранул вследствие более низких температур на поверхности, причиной которых является относительно быстрое охлаждение. Типовое изображение этого явления, приведенное на ФИГ.1, иллюстрирует макроструктуру прошедшего радиальную ковку бруска сплава Datalloy HPTM - супераустенитной нержавеющей стали, доступной от ATI Allvac, Монро, СК, США, характеризующуюся наличием нерекристаллизованных зерен в поверхностной области бруска. Наличие нерекристаллизованных зерен в поверхностной области является нежелательным, так как они, например, приводят к повышению уровня шумов во время ультразвукового контроля, снижая пользу от такого контроля. Испытание ультразвуком может быть необходимо для проверки состояния заготовки металлического сплава для использования в критических применениях. Во-вторых, нерекристаллизованные зерна снижают предел многоцикловой усталости.
[0004] Предыдущие попытки устранения нерекристаллизованных зерен в поверхностной области термомеханически обрабатываемой заготовки металлического сплава, такой как, например, кованный брусок, оказались неудовлетворительными. Например, во время обработки с целью устранения нерекристаллизованных зерен поверхностной области наблюдался чрезмерный рост зерен во внутренней части заготовок сплавов. Слишком крупные зерна также могут затруднить ультразвуковое испытание металлических сплавов. Чрезмерный рост зерен во внутренней части также может снижать предел усталости заготовки сплава до неприемлемых уровней. Кроме того, попытки устранения нерекристаллизованных зерен в поверхностной области термомеханически обрабатываемой заготовки сплава приводили к выделению вредных интерметаллических фаз, таких как, например, сигма-фаза (σ-фаза). Наличие таких выделений может снижать устойчивость к коррозии.
[0005] Было бы целесообразно разработать способы термомеханической обработки заготовок металлических сплавов так, чтобы минимизировать или устранить наличие нерекристаллизованных гранул в поверхностной области заготовки. Также было бы целесообразно разработать способы термомеханической обработки заготовок металлических сплавов так, чтобы обеспечить равноосную рекристаллизованную структуру зерен в поперечном сечении заготовки, при этом поперечное сечение практически не содержало бы вредных интерметаллических выделений, а средний размер зерен равноосной зерновой структуры (структуры зерен) был бы ограничен.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] В соответствии с одним неограничивающим аспектом настоящего изобретения способ обработки металлического сплава включает нагрев металлического сплава до температуры в рабочем диапазоне температур. Рабочий диапазон температур находится в пределах от температуры рекристаллизации металлического сплава до температуры чуть ниже начальной температуры плавления металлического сплава. Затем металлический сплав обрабатывают при температуре в рабочем диапазоне температур. После обработки металлического сплава поверхностную область металлического сплава нагревают до температуры в рабочем диапазоне температур. Поверхностную область металлического сплава поддерживают в рабочем диапазоне температур в течение периода времени, достаточного для рекристаллизации поверхностной области металлического сплава и для минимизации роста зерен во внутренней области металлического сплава. Металлический сплав охлаждают от рабочего диапазона температур до такой температуры и с такой скоростью охлаждения, которые минимизируют рост зерен в металлическом сплаве.
[0007] В соответствии с другим аспектом настоящего изобретения, неограничивающий вариант реализации способа обработки супераустенитной нержавеющей стали включает нагрев супераустенитной нержавеющей стали до температуры в рабочем диапазоне температур растворения интерметаллической фазы. Диапазон температур растворения интерметаллической фазы может находиться в пределах от температуры растворения интерметаллической фазы до температуры чуть ниже начальной температуры плавления супераустенитной нержавеющей стали. В неограничивающем варианте реализации изобретения интерметаллическая фаза представляет собой сигма-фазу (σ-фазу), содержащую интерметаллические соединения Fe-Cr-Ni. Супераустенитную нержавеющую сталь выдерживают в диапазоне температур растворения интерметаллической фазы в течение времени, достаточного для растворения интерметаллической фазы и минимизации роста зерен в супераустенитной нержавеющей стали. После этого супераустенитную нержавеющую сталь обрабатывают при температуре в рабочем диапазоне температур от температуры чуть выше температуры апекса кривой время-температура-превращение для интерметаллической фазы супераустенитной нержавеющей стали до температуры чуть ниже начальной температуры плавления супераустенитной нержавеющей стали. После обработки поверхностную область супераустенитной нержавеющей стали нагревают до температуры в диапазоне температур отжига, при этом диапазон температур отжига находится в пределах от температуры чуть выше температуры апекса кривой время-температура-превращение для интерметаллической фазы стали (сплава) до температуры чуть ниже начальной температуры плавления сплава. Температура супераустенитной нержавеющей стали не снижается до пересечения с кривой время-температура-превращение в течение периода времени от обработки сплава до нагрева по меньшей мере поверхностной области сплава до температуры в диапазоне температур отжига. Поверхностную область супераустенитной нержавеющей стали выдерживают в диапазоне температур отжига в течение периода времени, достаточного для рекристаллизации поверхностной области и минимизации роста зерен в супераустенитной нержавеющей стали. Сплав охлаждают до температуры и с такой скоростью охлаждения, которые позволяют препятствовать образованию интерметаллических выделений супераустенитной нержавеющей стали и минимизировать рост зерен.
[0008] В соответствии с другим неограничивающим аспектом настоящего изобретения, прошедшая горячую обработку давлением супераустенитная нержавеющая сталь содержит в массовых процентах относительно общей массы сплава: до 0,2 углерода, до 20 марганца, от 0,1 до 1,0 кремния, от 14,0 до 28,0 хрома, от 15,0 до 38,0 никеля, от 2,0 до 9,0 молибдена, от 0,1 до 3,0 меди, от 0,08 до 0,9 азота, от 0,1 до 5,0 вольфрама, от 0,5 до 5,0 кобальта, до 1,0 титана, до 0,05 бора, до 0,05 фосфора, до 0,05 серы, железо и случайные примеси. Супераустенитная нержавеющая сталь характеризуется равноосной рекристаллизованной структурой зерен в поперечном сечении сплава, а средний размер зерен находится в диапазоне от ASTM 00 до ASTM 3. Равноосная рекристаллизованная структура зерен прошедшей горячую обработку давлением супераустенитной нержавеющей стали практически не содержит выделений интерметаллической сигма-фазы.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0009] Признаки и преимущества описанных в данном документе способов, сплавов и изделий будут более понятны в сочетании с прилагающимися графическими материалами, где:
[0010] ФИГ.1 иллюстрирует макроструктуру прошедшего радиальную ковку бруска супераустенитной нержавеющей стали Datalloy HPTM, включая нерекристаллизованные зерна в поверхностной области бруска;
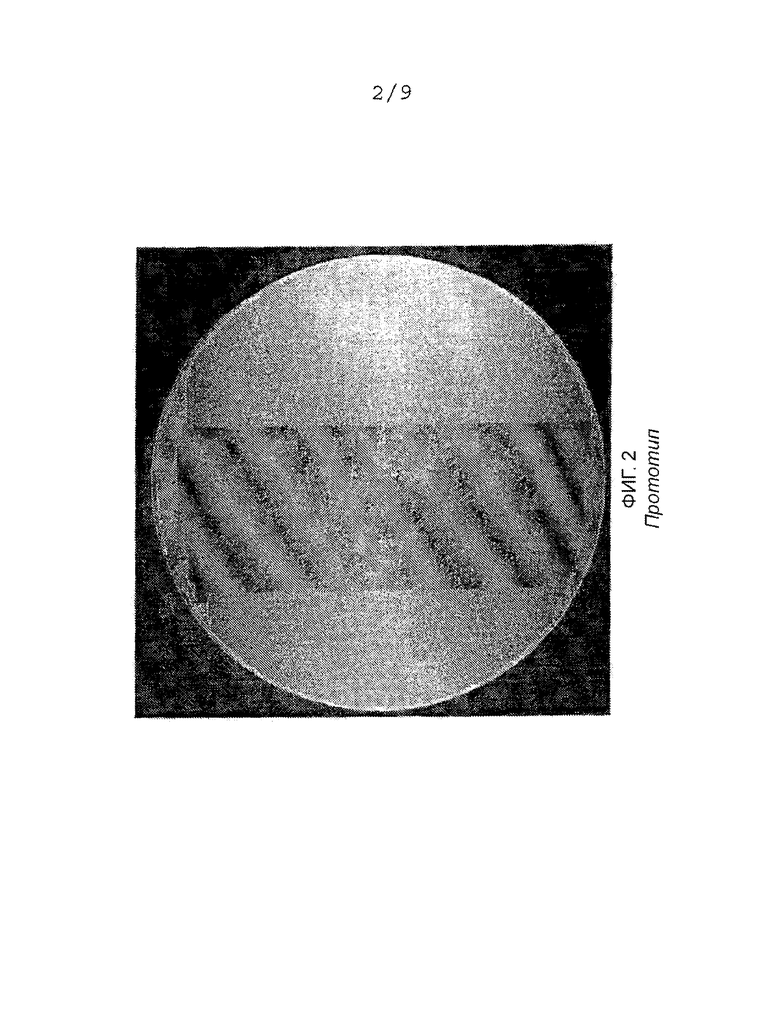
[0011] ФИГ.2 иллюстрирует макроструктуру прошедшего радиальную ковку бруска супераустенитной нержавеющей стали Datalloy HPTM, который был отожжен при высокой температуре (1177°С (2150°F));
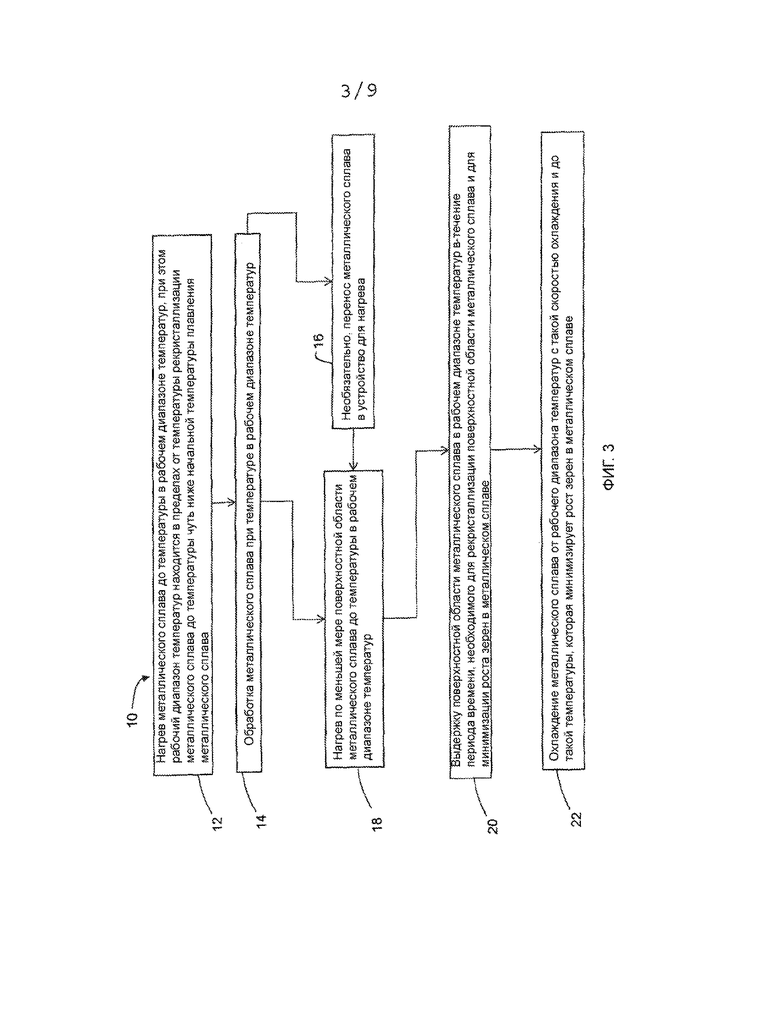
[0012] ФИГ.3 представляет собой схему, иллюстрирующую неограничивающий вариант реализации способа обработки металлического сплава в соответствии с настоящим изобретением;
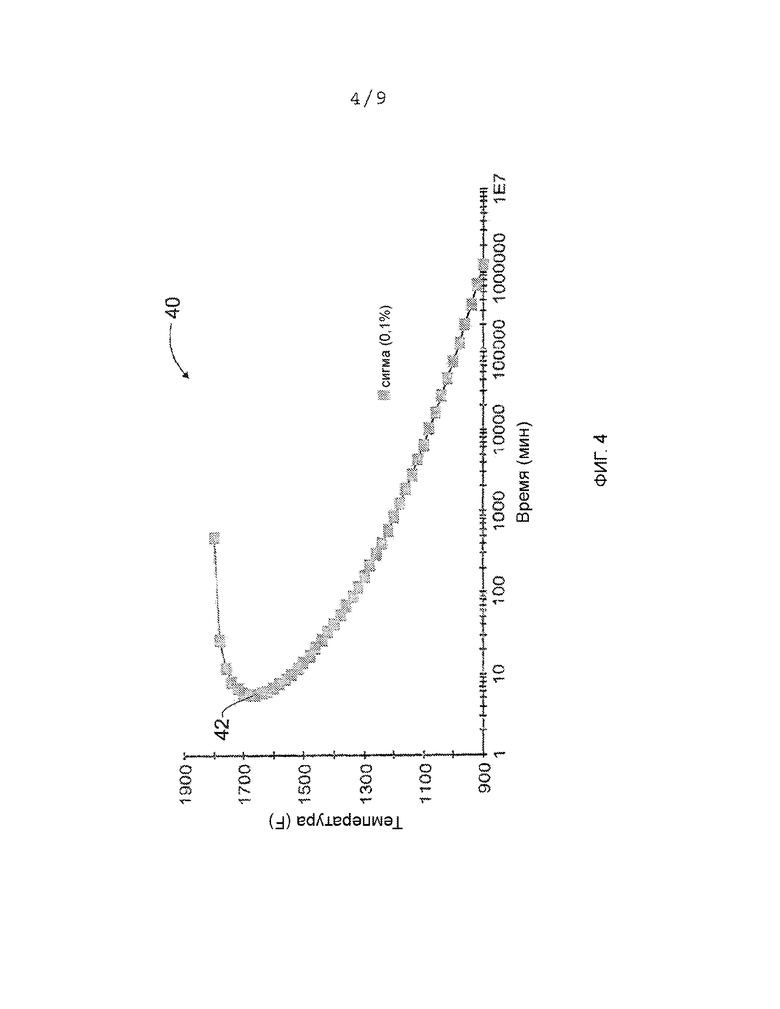
[0013] На ФИГ.4 приведена типовая диаграмма изотермических превращений для выделений интерметаллической сигма-фазы в аустенитной нержавеющей стали;
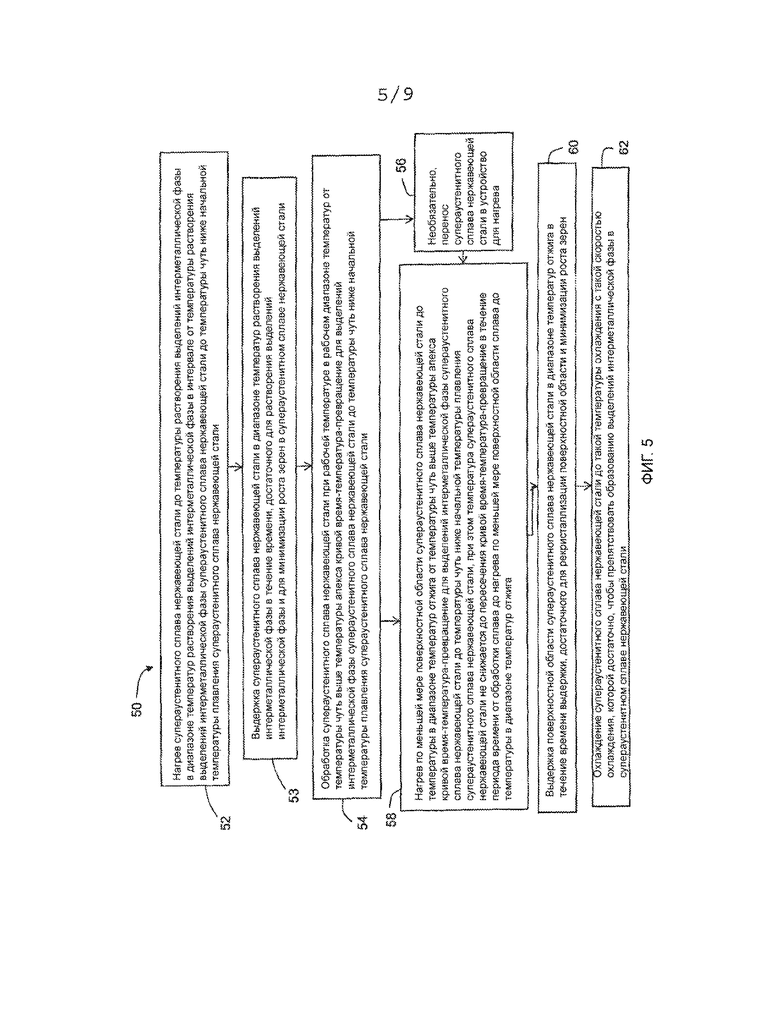
[0014] ФИГ.5 представляет собой схему, иллюстрирующую неограничивающий вариант реализации способа обработки супераустенитной нержавеющей стали в соответствии с настоящим изобретением;
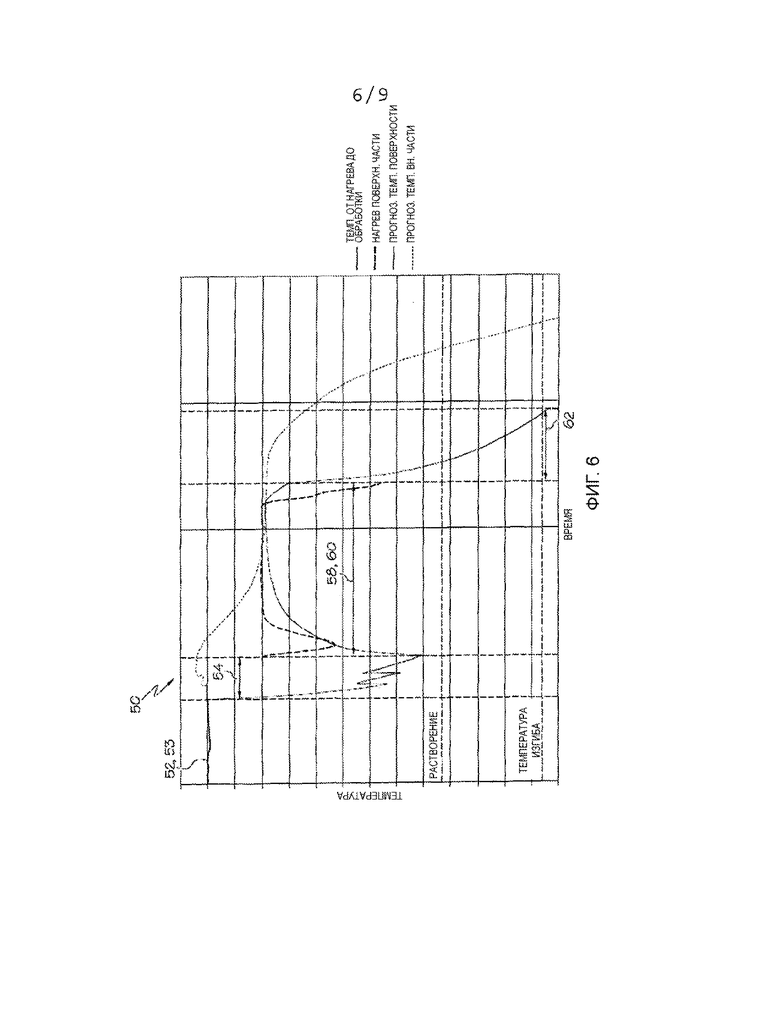
[0015] ФИГ.6 представляет собой график зависимости температуры процесса от времени в соответствии с некоторыми неограничивающими вариантами реализации способов настоящего изобретения;
[0016] ФИГ.7 представляет собой график зависимости температуры процесса от времени в соответствии с некоторыми неограничивающими вариантами реализации способов настоящего изобретения;
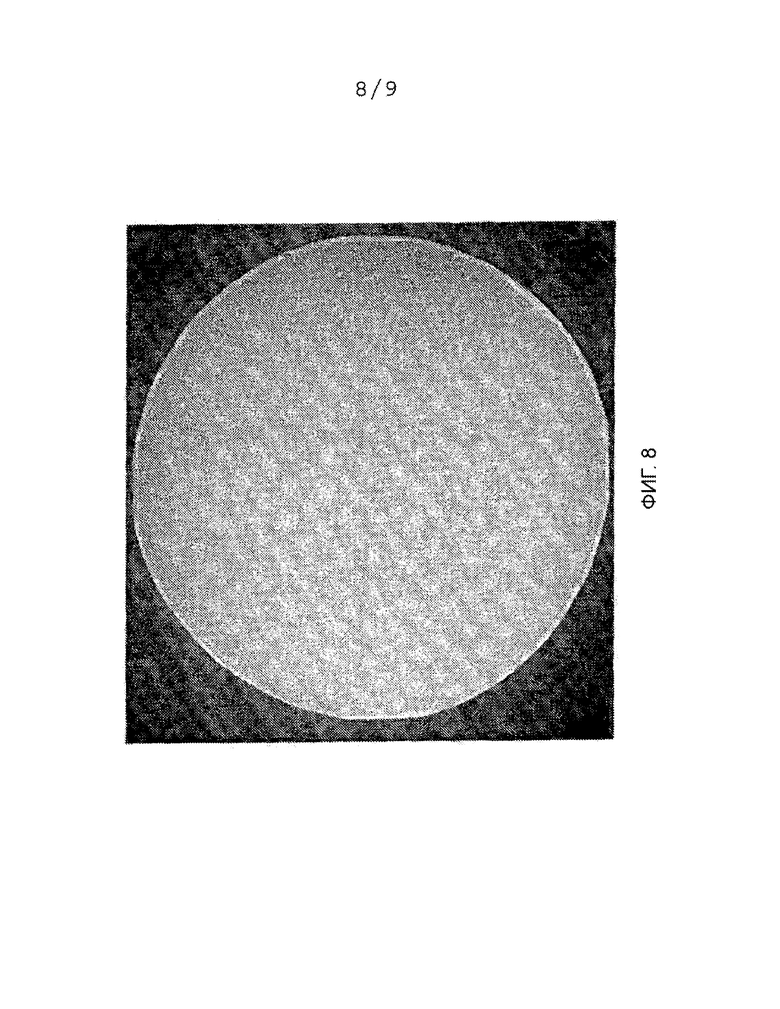
[0017] ФИГ.8 иллюстрирует макроструктуру проката, содержащего супераустенитную нержавеющую сталь Datalloy HPTM, обработанную в соответствии с графиком зависимости температуры процесса от времени по ФИГ.6; и
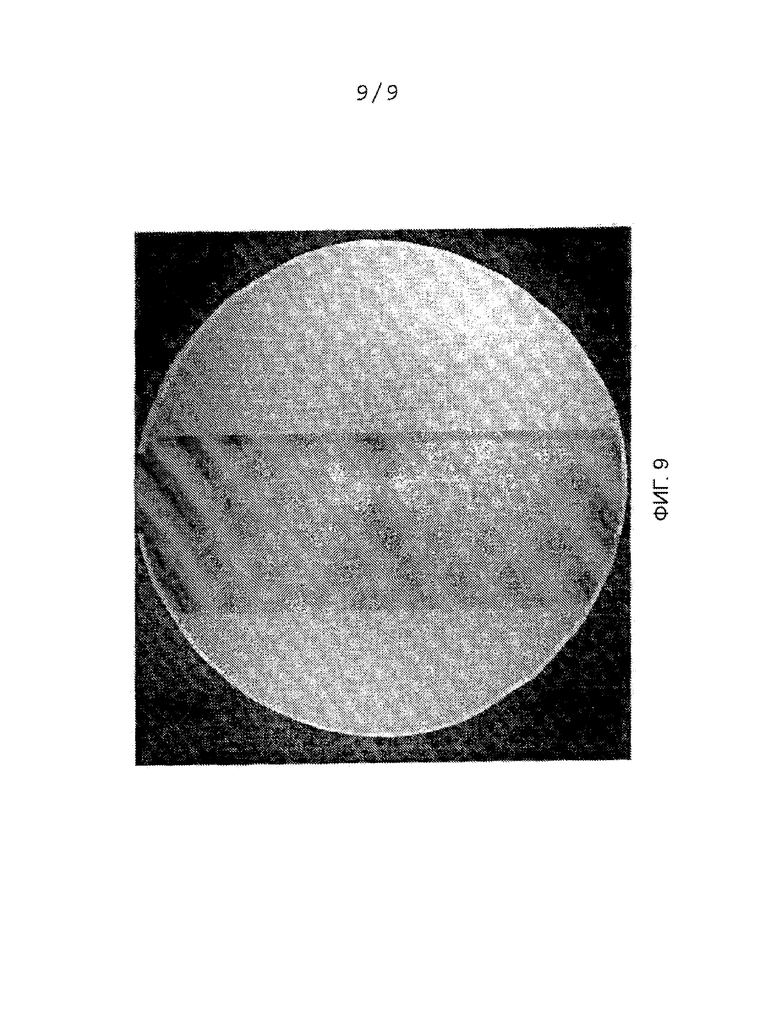
[0018] ФИГ.9 иллюстрирует макроструктуру проката, содержащего супераустенитную нержавеющую сталь Datalloy HPTM, обработанную в соответствии с графиком зависимости температуры процесса от времени по ФИГ.7.
[0019] Читателю станут понятны вышеизложенные, а также другие детали после рассмотрения нижеприведенного подробного описания некоторых неограничивающих вариантов реализации в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ НЕКОТОРЫХ НЕОГРАНИЧИВАЮЩИХ ВАРИАНТОВ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0020] Следует понимать, что некоторые описания вариантов реализации изобретения, описанные в данном документе, были упрощены для того, чтобы проиллюстрировать только те этапы, элементы, признаки и/или аспекты, которые существенны для четкого понимания раскрываемых вариантов реализации изобретения, в то время как другие этапы, элементы, признаки и/или аспекты были для ясности опущены. После рассмотрения настоящего описания раскрытых вариантов реализации изобретения специалисту в данной области техники станет понятно, что для конкретного осуществления или применения раскрытых вариантов реализации изобретения могут быть необходимы другие этапы, элементы и/или признаки. Однако так как для специалистов в данной области техники не составит труда установить и осуществить эти другие этапы, элементы и/или признаки после рассмотрения настоящего описания раскрытых вариантов реализации изобретения, и, следовательно, они не являются необходимыми для полного понимания раскрытых вариантов реализации изобретения, в данном документе не приведено описание таких этапов, элементов и/или признаков. Таким образом, следует понимать, что приведенное в данном документе описание является только примером и иллюстрацией раскрытых вариантов реализации изобретения и не ограничивает объем изобретения, который определяется исключительно формулой изобретения.
[0021] Также подразумевается, что любой приведенный в данном документе числовой диапазон включает в себя все входящие в него поддиапазоны. Например, подразумевается, что диапазон от «1» до «10» включает в себя все поддиапазоны между (и включая) приведенным минимальным значением «1» и приведенным максимальным значением «10», в которых минимальное значение равно или больше 1, а максимальное значение равно или меньше 10. Подразумевается, что любое приведенное в данном тексте максимальное числовое ограничение включает все входящие в него меньшие числовые ограничения, а любое приведенное в данном тексте минимальное числовое ограничение включает все входящие в него большие числовые ограничения. Соответственно, заявители оставляют за собой право вносить изменения в описание настоящего изобретения, включая формулу изобретения, с целью однозначного определения любого поддиапазона, который входит в рамки диапазонов, однозначно определенных в данном документе. Подразумевается, что все такие поддиапазоны по определению раскрыты в данном документе, и поэтому внесение изменений с целью однозначного определения любых таких поддиапазонов соответствует требованиям 35 U.S.C. 1 12, первый параграф, и 35 U.S.C. 1 32(a).
[0022] Употребляемая в данном документе грамматическая форма «один» включает в себя «по меньшей мере один» или «один или более», если не указано иное. Таким образом, употребляемая в данном документе форма «один» относится к одному или более (т.е. по меньшей мере одному) грамматическим объектам. Например, «(один) компонент» означает один или более компонентов и, таким образом, возможно, предполагается наличие более одного компонента, который может быть применен или использован при осуществлении описанных вариантов реализации изобретения.
[0023] Любые патенты, публикации или другой описательный материал, про которые говорится, что они в полном объеме или частично включены в данный документ посредством ссылки, включены в данный документ только в той степени, в которой включенный материал не противоречит настоящим определениям, утверждениям или другому описательному материалу, приведенному в данном описании. Следовательно, и в той степени, в которой это необходимо, приведенное в данном документе описание изобретения исключает любой противоречивый материал, включенный в данный документ посредством ссылки. Любой материал или его часть, про который говорится, что он включен в данный документ посредством ссылки, но который противоречит настоящим определениям, утверждениям или другому описательному материалу, приведенному в данном документе, включен только в той степени, при которой не возникает противоречий между этим включенным материалом и настоящим описательным материалом.
[0024] Описание настоящего изобретения включает описания различных вариантов реализации изобретения. Следует понимать, что все описанные в данном документе варианты реализации изобретения являются типовыми, иллюстративными и неограничивающими. Таким образом, изобретение не ограничивается описанием различных типовых, иллюстративных и неограничивающих вариантов реализации изобретения. Точнее, изобретение определено исключительно формулой изобретения, в которую можно вносить изменения с целью определения любых признаков, однозначно или по определению описанных или другим способом однозначно или по определению установленных в описании настоящего изобретения.
[0025] Наличие нерекристаллизованных поверхностных зерен в прошедшем горячую обработку бруске металлического сплава или другой заготовке можно устранить путем проведения термической обработки посредством отжига, при которой сплав нагревают до температуры отжига, превышающей температуру рекристаллизации сплава, и выдерживают при этой температуре до окончания рекристаллизации. Однако при такой обработке супераустенитные нержавеющие стали и некоторые другие аустенитные нержавеющие стали подвержены образованию вредных интерметаллических выделений, таких как выделения сигма-фазы. Нагрев крупных брусков и других крупных форм прокатов эти сплавов до температуры отжига может, например, привести к выделению вредных интерметаллических соединений, в частности, в центральной области прокатов. Следовательно, время и температуру отжига следует выбирать не только так, чтобы произошла рекристаллизация зерен поверхностной области, но и так, чтобы растворились любые интерметаллические соединения. Например, чтобы гарантировать растворение интерметаллических соединений по всему поперечному сечению крупного бруска, может понадобиться выдерживать брусок при повышенной температуре в течение значительного времени. Диаметр бруска является фактором, определяющим минимальное время выдержки для достаточного растворения вредных интерметаллических соединений, а минимальное время выдержки может составлять от одного до четырех часов или более. В неограничивающих вариантах реализации изобретения минимальное время выдержки составляет 2 часа, более 2 часов, 3 часа, 4 часа или 5 часов. Хотя можно подобрать температуру и время выдержки так, чтобы происходило как растворение интерметаллических соединений, так и рекристаллизация нерекристаллизованных зерен поверхностной области, выдержка при температуре растворения в течение длительного времени также может привести к росту зерен до неприемлемо больших размеров. Например, макроструктура прошедшего радиальную ковку бруска супераустенитной нержавеющей стали Datalloy HPTM, которую отжигали при высокой температуре (1177°С (2150°F)) в течение длительного времени, проиллюстрирована на ФИГ.2. Слишком крупные зерна, которые видно на ФИГ.2, образованные во время нагрева, затрудняют ультразвуковое испытание бруска для подтверждения его соответствия требованиям некоторых коммерческих применений. Кроме того, слишком крупные зерна снижают предел усталости металлического сплава до неприемлемо низких уровней.
[0026] Сплав ATI Datalloy HPTM в общем случае описан в заявке на патент США № 13/331135, которая в полном объеме включена в данный документ посредством ссылки. Определенный химический состав бруска супераустенитной нержавеющей стали ATI Datalloy HPTM, показанного на ФИГ.2, выраженный в массовых процентах относительно общей массы сплава, был следующим: 0,006 углерода; 4,38 марганца; 0,013 фосфора; 0,0004 серы; 0,26 кремния; 21,80 хрома; 29,97 никеля; 5,19 молибдена; 1,17 меди; 0,91 вольфрама; 2,70 кобальта; менее 0,01 титана; менее 0,01 ниобия; 0,04 ванадия; менее 0,01 алюминия; 0,380 азота; менее 0,01 циркония; остаточное железо и невыявляемые случайные примеси. В общем случае супераустенитная нержавеющая сталь ATI Datalloy HPTM содержит в массовых процентах относительно общей массы сплава: до 0,2 углерода, до 20 марганца, от 0,1 до 1,0 кремния, от 14,0 до 28,0 хрома, от 15,0 до 38,0 никеля, от 2,0 до 9,0 молибдена, от 0,1 до 3,0 меди, от 0,08 до 0,9 азота, от 0,1 до 5,0 вольфрама, от 0,5 до 5,0 кобальта, до 1,0 титана, до 0,05 бора, до 0,05 фосфора, до 0,05 серы, железо и случайные примеси.
[0027] На ФИГ.3, в соответствии с одним аспектом данного изобретения, схематически проиллюстрированы некоторые этапы неограничивающего варианта реализации 10 способа обработки металлического сплава. Способ 10 может включать нагрев 12 металлического сплава до температуры в рабочем диапазоне температур. Рабочий диапазон температур может находиться в пределах от температуры рекристаллизации металлического сплава до температуры, чуть ниже начальной температуры плавления металлического сплава. В одном неограничивающем варианте реализации способа 10 металлический сплав представляет собой супераустенитную нержавеющую сталь Datalloy HPTM, а рабочий диапазон температур находится в пределах от более чем 1038°С (1900°F) до 1177°С (2150°F). Кроме того, когда металлический сплав представляет собой супераустенитную нержавеющую сталь или другую аустенитную нержавеющую сталь, сплав предпочтительно нагревают 12 до температуры в рабочем диапазоне температур, которая является достаточно высокой, чтобы происходило растворение выделенных интерметаллических фаз, присутствующих в сплаве.
[0028] После нагрева до температуры в рабочем диапазоне температур, металлический сплав обрабатывают 14 в рабочем диапазоне температур. В неограничивающем варианте реализации изобретения обработка металлического сплава в рабочем диапазоне температур приводит к рекристаллизации зерен по меньшей мере внутренней области металлического сплава. Так как поверхностная область металлического сплава имеет тенденцию к более быстрому охлаждению, например, из-за охлаждения вследствие контакта с рабочими штампами, зерна в поверхностной области металлического сплава могут остывать ниже рабочего диапазона температур и не рекристаллизоваться во время обработки. В различных приведенных в данном документе неограничивающих вариантах реализации изобретения «поверхностная область» металлического сплава или заготовки металлического сплава относится к области от поверхности до глубины, составляющей 0,0254 мм, 0,254 мм, 2,54 мм (0,001 дюйма, 0,01 дюйма, 0,1 дюйма) или 2,54 см (1 дюйм) или более, внутрь сплава или заготовки. Следует понимать, что глубина поверхностной области, на которой не происходит рекристаллизация во время обработки 14, зависит от множества факторов, таких как, например, состав металлического сплава, температура сплава в начале обработки, диаметр или толщина сплава, температура рабочих штампов и тому подобное. Специалист в данной области техники без проведения ненужных экспериментов легко может определить глубину поверхностной области, на которой не происходит рекристаллизация во время обработки, следовательно, глубина поверхностной области, на которой не происходит рекристаллизация во время осуществления любого конкретного неограничивающего варианта реализации способа согласно настоящему изобретению, не подлежит дополнительному обсуждению в данном документе.
[0029] Так как поверхностная область во время обработки может не рекристаллизоваться во время обработки, после обработки металлического сплава и перед каким-либо преднамеренным охлаждением сплава по меньшей мере поверхностную область сплава нагревают 18 до температуры в рабочем диапазоне температур. Необязательно, после обработки 14 металлического сплава сплав переносят 16 в устройство для нагрева. В различных неограничивающих вариантах реализации изобретения устройство для нагрева включает по меньшей мере одно устройство из: печи, устройства с пламенным нагревом, устройства с индукционным нагревом или любое другое подходящее устройство для нагрева, известное специалисту в данной области техники. Следует понимать, что устройство для нагрева может находиться на рабочем месте или же штампы, валки или любое другое устройство для горячей обработки на рабочем месте можно нагревать, чтобы минимизировать охлаждение контактирующей с ними поверхностной области сплава во время обработки.
[0030] После того, как по меньшей мере поверхностную область нагревают 18 до температуры в рабочем диапазоне температур, температуру поверхностной области поддерживают 20 в рабочем диапазоне температур в течение времени, достаточного, чтобы произошла рекристаллизация поверхностной области металлического сплава так, чтобы все поперечное сечение металлического сплава оказалось рекристаллизованным. Применимо к супераустенитным нержавеющим сталям и аустенитным нержавеющим сталям, температура супераустенитной нержавеющей стали или аустенитной нержавеющей стали не снижается до пересечения с кривой время-температура-превращение в течение периода времени от обработки 14 сплава до нагрева 18 по меньшей мере поверхностной области сплава до температуры в диапазоне температур отжига. Это позволяет предотвратить выделение вредных интерметаллических фаз, таких как, например, сигма-фаза, в супераустенитной нержавеющей стали или аустенитной нержавеющей стали. Это ограничение дополнительно разъяснено ниже. В некоторых неограничивающих вариантах реализации способов в соответствии с настоящим изобретением, применимых к супераустенитным нержавеющим сталям и другим аустенитным нержавеющим сталям, период времени, в течение которого температуру нагретой поверхностной области поддерживают 20 в диапазоне температур отжига, является достаточным для рекристаллизации зерен в поверхностной области и растворения любых вредных выделений интерметаллических фаз.
[0031] После выдержки 20 металлического сплава в рабочем диапазоне температур для рекристаллизации поверхностной области сплава, сплав охлаждают 22. В некоторых неограничивающих вариантах реализации изобретения металлический сплав можно охлаждать до температуры окружающей среды. В некоторых неограничивающих вариантах реализации изобретения металлический сплав можно охлаждать от рабочего диапазона температур с такой скоростью охлаждения и до такой температуры, которых достаточно для минимизации роста зерен в металлическом сплаве. В неограничивающем варианте реализации изобретения скорость охлаждения во время этапа охлаждения представляет собой диапазон от 0,17 градусов Цельсия (0,3 градусов Фаренгейта) в минуту до 5,6 градусов Цельсия (10 градусов Фаренгейта) в минуту. Типовые способы охлаждения в соответствии с настоящим изобретением включают, но не ограничиваются этим, закалку (такую как, например, закалка в воде и закалка в масле), принудительное воздушное охлаждение и воздушное охлаждение. Следует понимать, что скорость охлаждения, которая минимизирует рост зерен в металлическом сплаве будет зависеть от многих факторов, включая, но, не ограничиваясь этим, состав металлического сплава, начальную рабочую температуру и диаметр или толщину металлического сплава. Комбинация этапов нагрева 18 по меньшей мере поверхностной области металлического сплава до рабочего диапазона температур и выдержки 20 поверхностной области в рабочем диапазоне температур в течение определенного периода времени, необходимого для рекристаллизации поверхностной области, называется в данном документе «мгновенным отжигом».
[0032] Употребляемый в данном документе в связи с представленными способами термин «металлический сплав» включает материалы, которые содержат основной или преобладающий металлический элемент, одну или более специальных легирующих добавок и случайные примеси. В контексте данного документа «металлический сплав» включает «коммерчески чистые материалы», а также другие материалы, состоящие из металлического элемента и случайных примесей. Предложенный способ можно применять в отношении любого подходящего металлического сплава. В соответствии с неограничивающим вариантом реализации изобретения способ согласно настоящему изобретению можно применять в отношении металлического сплава, выбранного из супераустенитной нержавеющей стали, аустенитной нержавеющей стали, сплава титана, коммерчески чистого титана, сплава никеля, жаропрочного сплава на основе никеля и сплава кобальта. В неограничивающем варианте реализации изобретения металлический сплав содержит аустенитный материал. В неограничивающем варианте реализации изобретения металлический сплав содержит один элемент из супераустенитной нержавеющей стали и аустенитной нержавеющей стали. В другом неограничивающем варианте реализации изобретения металлический сплав содержит супераустенитную нержавеющую сталь. В некоторых неограничивающих вариантах реализации изобретения сплав, обрабатываемый способом согласно настоящему изобретению, выбран из следующих сплавов: сплава ATI Datalloy HPTM (UNS не определен); сплава ATI Datalloy 2® ESR (UNS не определен); сплава 25-6HN (UNS N08367); сплава 600 (UNS N06600); сплава Hastelloy®G-2TM (UNS N06975); сплава 625 (UNS N06625); сплава 800 (UNS N08800); сплава 800H (UNS N08810), сплава 800AT (UNS N08811); сплава 825 (UNS N08825); сплава G3 (UNS N06985); сплава 2535 (UNS N08535); сплава 2550 (UNS N06255); и сплава 316L (UNS S31603).
[0033] Сплав ATI Datalloy 2® ESR доступен от ATI Allvac, Монро, Северная Каролина, США, и в общем случае описан в заявке на международный патент № WO 99/23267, которая в полном объеме включена в данный документ посредством ссылки. Сплав ATI Datalloy 2® ESR имеет следующий номинальный химический состав в массовых процентах относительно общей массы сплава: 0,03 углерода; 0,30 кремния; 15,1 марганца; 15,3 хрома; 2,1 молибдена; 2,3 никеля; 0,4 азота; и остаточное железо и случайные примеси. В общем случае сплав ATI Datalloy 2® содержит в массовых процентах относительно общей массы сплава: до 0,05 углерода; до 1,0 кремния; от 10 до 20 марганца; от 13,5 до 18,0 хрома; от 1,0 до 4,0 никеля; от 1,5 до 3,5 молибдена; от 0,2 до 0,4 азота; железо и случайные примеси.
[0034] Супераустенитные нержавеющие стали не соответствуют классическому определению нержавеющей стали, так как железо составляет менее 50 массовых процентов супераустенитной нержавеющей стали. По сравнению с традиционными аустенитными нержавеющими сталями супераустенитные нержавеющие стали демонстрируют более высокую устойчивость к питтинговой и щелевой коррозии в средах, содержащих галиды.
[0035] Этап обработки металлического сплава при повышенной температуре в соответствии с предложенным способом можно проводить, используя любой известный метод. Употребляемые в данном документе термины «формовка», «ковка» и «радиальная ковка» относятся к термомеханической обработке («ТМО»), которая в данном документе также может называться «термомеханической обработкой» или просто «обработкой». В контексте данного документа, если не указано иное, «обработка» относится к «горячей обработке давлением». В контексте данного документа «горячая обработка давлением» относится к контролируемой механической операции для формования металлического сплава при температурах, представляющих или превышающих температуру рекристаллизации металлического сплава. Термомеханическая обработка включает множество процессов формования металлического сплава, совмещающих контролируемые нагрев и деформирование для получения синергетического эффекта, такого как улучшение прочности без потери пластичности. Смотрите, например, ASM Materials Engineering Dictionary, J. R. Davis, ed., ASM International (1992), p. 480.
[0036] В различных неограничивающих вариантах реализации способа 10 в соответствии с настоящим изобретением и согласно ФИГ.3, обработка 14 металлического сплава включает по меньшей мере одно из: ковки, прокатки, обжимки, прессования и формования металлического сплава. В различных более конкретных неограничивающих вариантах реализации изобретения обработка 14 металлического сплава включает ковку металлического сплава. Различные неограничивающие варианты реализации изобретения могут включать обработку 14 металлического сплава при помощи по меньшей мере одного способа ковки, выбранного из вальцовки, обжимки, прокатки, ковки в открытых штампах, ковки с матричными штампами, ковки на прессе, автоматической горячей ковки, радиальной ковки и высадки. В неограничивающем варианте реализации изобретения для уменьшения охлаждения поверхностной области металлического сплава во время обработки можно использовать нагреваемые штампы, нагреваемые вальцы и/или тому подобные элементы.
[0037] В некоторых неограничивающих вариантах реализации способов в соответствии с настоящим изобретением и снова согласно ФИГ.3, нагрев поверхностной области 18 металлического сплава до температуры в рабочем диапазоне температур, может включать нагрев поверхностной области путем помещения сплава в печь для отжига или печь другого типа. В некоторых неограничивающих вариантах реализации способов в соответствии с настоящим изобретением нагрев поверхностной области 18 до рабочего диапазона температур включает по меньшей мере одно из: нагрева в печи, нагрева в пламени и индукционного нагрева.
[0038] В некоторых неограничивающих вариантах реализации способов в соответствии с настоящим изобретением и снова согласно ФИГ.3, выдержка 20 поверхностной области металлического сплава в рабочем диапазоне температур может включать выдержку поверхностной области в рабочем диапазоне температур в течение периода времени, достаточного для рекристаллизации нагретой поверхностной области металлического сплава и для минимизации роста зерен в металлическом сплаве. Чтобы предотвратить рост зерен в металлическом сплаве до слишком крупных размеров, например, в некоторых неограничивающих вариантах реализации изобретения период времени, в течение которого температуру поверхностной области поддерживают в рабочем диапазоне температур, может быть ограничен периодом времени, не превышающим время, необходимое для рекристаллизации нагретой поверхностной области металлического сплава, что приводит к образованию рекристаллизованных зерен по всему поперечному сечению металлического сплава. В других неограничивающих вариантах реализации изобретения выдержка 20 включает выдержку металлического сплава в рабочем диапазоне температур в течение периода времени, достаточного для выравнивания температуры металлического сплава от поверхности до центра формы металлического сплава. В конкретных неограничивающих вариантах реализации изобретения металлический сплав выдерживают 20 в рабочем диапазоне температур в течение периода времени в диапазоне от 1 минуты до 2 часов, от 5 минут до 60 минут или от 10 до 30 минут.
[0039] Кроме того, в неограничивающих вариантах реализации предложенных способов, применимых к супераустенитным нержавеющим сталям и аустенитным нержавеющим сталям, сплав предпочтительно обрабатывают 14, нагревают 18 поверхностную область и выдерживают 20 сплав при температурах в рабочем диапазоне температур, которые являются достаточно высокими, чтобы во время этих этапов поддерживать интерметаллические фазы, пагубно влияющие на механические и физические свойства сплавов, в состоянии твердого раствора или чтобы растворить любые выделенные интерметаллические фазы до состояния твердого раствора. В неограничивающем варианте реализации изобретения поддержание интерметаллических фаз в состоянии твердого раствора включает предотвращение снижения температуры супераустенитной нержавеющей стали и аустенитной нержавеющей стали до пересечения с кривой время-температура-превращение в течение периода времени от обработки сплава до нагрева по меньшей мере поверхностной области сплава до температуры в диапазоне температур отжига. Дополнительное объяснение этому приведено ниже. В некоторых неограничивающих вариантах реализации способов в соответствии с настоящим изобретением, применимых к супераустенитным нержавеющим сталям и аустенитным нержавеющим сталям, период времени, в течение которого температуру нагретой поверхностной области поддерживают 20 в рабочем диапазоне температур представляет собой время, достаточное для рекристаллизации зерен в поверхностной области, растворения любых вредных выделений интерметаллических фаз, которые могли выделиться во время этапа обработки 14 вследствие непредусмотренного охлаждения поверхностной области во время обработки 14, и минимизации роста зерен в сплаве. Следует понимать, что длина такого периода времени зависит от разных факторов, включая состав металлического сплава и размеры (например, диаметр или толщину) формы металлического сплава. В некоторых неограничивающих вариантах реализации изобретения поверхностную область металлического сплава можно выдерживать 20 в рабочем диапазоне температур в течение периода времени в диапазоне от 1 минуты до 2 часов, от 5 минут до 60 минут или от 10 до 30 минут.
[0040] В некоторых неограничивающих вариантах реализации способов в соответствии с настоящим изобретением, в которых металлический сплав представляет собой один из сплавов из супераустенитной нержавеющей стали и аустенитной нержавеющей стали, нагрев 12 включает нагрев до рабочего диапазона температур от температуры растворения выделений интерметаллической фазы до температуры чуть ниже начальной температуры плавления металлического сплава. В некоторых неограничивающих вариантах реализации способов в соответствии с настоящим изобретением, в которых металлический сплав представляет собой один из сплавов из супераустенитной нержавеющей стали и аустенитной нержавеющей стали, рабочий диапазон температур во время этапа обработки 14 металлического сплава находится в пределах от температуры чуть ниже температуры растворения выделений интерметаллической сигма-фазы металлического сплава до температуры чуть ниже начальной температуры плавления металлического сплава.
[0041] Без ограничений какой-либо конкретной теорией, считается, что интерметаллические выделения в основном образуются в супераустенитных нержавеющих сталях и аустенитных нержавеющих сталях, так как кинетика выделения является достаточной быстрой, чтобы в сплаве могло произойти выделение в случае, если температура любой части сплава снижается до температуры, представляющей или ниже температуры изгиба или апекса кривой изотермических превращений сплава для выделений конкретной интерметаллической фазы. На ФИГ.4 представлена типовая кривая изотермических превращений 40, так же известная как диаграмма или кривая время-температура-превращение («диаграмма ВТП» или «кривая ВТП»). На ФИГ.4 спрогнозирована кинетика для 0,1 массового процента выделений интерметаллической сигма-фазы (σ-фазы) в типовой супераустенитной нержавеющей стали. Из ФИГ.4 видно, что интерметаллические выделения появляются наиболее быстро, т.е. в течение наименьшего времени вблизи апекса 42 или изгиба кривой «С», который является частью кривой изотермических превращений 40. Соответственно, в неограничивающем варианте реализации способов в соответствии с настоящим изобретением, применяемое в отношении рабочего диапазона температур выражение «чуть выше температуры апекса» интерметаллических выделений сигма-фазы металлического сплава относится к температуре, которая чуть выше температуры апекса 42 кривой С на диаграмме ВТП конкретного сплава. В других неограничивающих вариантах реализации изобретения выражение «температура чуть выше температуры апекса» относится к температуре в диапазоне на 2,78 градусов Цельсия (5 градусов Фаренгейта) или на 5,56 градусов Цельсия (10 градусов Фаренгейта), или на 11,11 градусов Цельсия (20 градусов Фаренгейта), или на 16,67 градусов Цельсия (30 градусов Фаренгейта), или на 22,22 градусов Цельсия (40 градусов Фаренгейта), или на 27,78 градусов Цельсия (50 градусов Фаренгейта) выше температуры апекса 42 выделений интерметаллической сигма-фазы металлического сплава.
[0042] Когда способы в соответствии с настоящим изобретением осуществляют применимо к супераустенитным нержавеющим сталям и аустенитным нержавеющим сталям, этап охлаждения 22 металлического сплава может включать охлаждение со скоростью, достаточной для воспрепятствования выделениям интерметаллической сигма-фазы в металлическом сплаве. В неограничивающем варианте реализации изобретения скорость охлаждения во время этапа охлаждения представляет собой диапазон от 0,17 градусов Цельсия (0,3 градусов Фаренгейта) в минуту до 5,6 градусов Цельсия (10 градусов Фаренгейта) в минуту. Типовые способы охлаждения в соответствии с настоящим изобретением включают, но не ограничиваются этим, закалку, такую как, например, закалка в воде и закалка в масле, принудительное воздушное охлаждение и воздушное охлаждение.
[0043] Конкретные примеры аустенитных материалов, которые можно обрабатывать при помощи способов в соответствии с настоящим изобретением, включают, но не ограничиваются этим: сплав ATI Datalloy HPTM (UNS не определен); сплав ATI Datalloy 2® ESR (UNS не определен); сплав 25-6HN (UNS N08367); сплав 600 (UNS N06600); сплав Hastelloy®G-2TM (UNS N06975); сплав 625 (UNS N06625); сплав 800 (UNS N08800); сплав 800H (UNS N08810), сплав 800AT (UNS N08811); сплав 825 (UNS N08825); сплав G3 (UNS N06985); сплав 2550 (UNS N06255); сплав 2535 (UNS N08535); и сплав 316L (UNS S31603).
[0044] Согласно ФИГ.5-7 и в соответствии с аспектом настоящего изобретения, неограничивающий вариант реализации способа 50 обработки одного сплава из супераустенитной нержавеющей стали и аустенитной нержавеющей стали представлен на схеме на ФИГ.5 и диаграммах время-температура на ФИГ.6 и 7. Следует понимать, что нижеприведенное описание неограничивающего варианта реализации способа 50 применимо как к супераустенитным нержавеющим сталям, так и к аустенитным нержавеющим сталям, а также к другим аустенитным материалам. Для упрощения ФИГ.5 относится только к супераустенитным нержавеющим сталям. Также, хотя ФИГ.6 и 7 представляют собой графики время-температура в случае применения способов к сплаву Datalloy HPTM - супераустенитной нержавеющей стали, аналогичные этапы процесса, в общем случае характеризующиеся отличными температурами, применимы к аустенитным нержавеющим сталям и другим аустенитным материалам.
[0045] Способ 50 включает нагрев 52 супераустенитной нержавеющей стали, например, до температуры в диапазоне температур растворения выделений интерметаллической фазы от температуры растворения выделений интерметаллической фазы в супераустенитной нержавеющей стали до температуры чуть ниже начальной температуры плавления супераустенитной нержавеющей стали. В конкретном неограничивающем варианте реализации метода для сплава Datalloy HPTM диапазон температур растворения интерметаллических выделений находится в пределах от более чем 1038°С (1900°F) до 1177°С (2150°F). В неограничивающем варианте реализации изобретения интерметаллическая фаза представляет собой сигма-фазу (σ-фазу), которая содержит интерметаллические соединения Fe-Cr-Ni.
[0046] Супераустенитную нержавеющую сталь выдерживают 53 в температурном диапазоне растворения выделений интерметаллической фазы в течение времени, достаточного для растворения выделений интерметаллической фазы и для минимизации роста зерен в супераустенитной нержавеющей стали. В неограничивающих вариантах реализации изобретения супераустенитную нержавеющую сталь или аустенитную нержавеющую сталь можно выдерживать в температурном диапазоне растворения выделений интерметаллической фазы в течение периода времени в диапазоне от 1 минуты до 2 часов, от 5 минут до 60 минут или от 10 минут до 30 минут. Следует понимать, что минимальное время, в течение которого необходимо выдерживать 53 супераустенитную нержавеющую сталь или аустенитную нержавеющую сталь в температурном диапазоне растворения выделений интерметаллической фазы для растворения выделений интерметаллической фазы, зависит от разных факторов, включая, например, состав сплава, толщину заготовки и конкретную применяемую температуру в температурном диапазоне растворения выделений интерметаллической фазы. Понятно, что специалист в данной области техники после рассмотрения описания настоящего изобретения сможет определить минимальное время, необходимое для растворения интерметаллической фазы без проведения ненужных экспериментов.
[0047] После этапа выдержки 53 супераустенитную нержавеющую сталь обрабатывают 54 при температуре в рабочем диапазоне температур от температуры чуть выше температуры апекса кривой ВТП для выделений интерметаллической фазы сплава до температуры чуть ниже начальной температуры плавления сплава.
[0048] Так как поверхностная область может не рекристаллизоваться во время обработки 54, после обработки супераустенитной нержавеющей стали и перед любым предусмотренным охлаждением сплава (стали), по меньшей мере поверхностную область супераустенитной нержавеющей стали нагревают 58 до температуры в диапазоне температур отжига. В неограничивающем варианте реализации изобретения диапазон температур отжига находится в пределах от температуры чуть выше температуры апекса (смотрите, например, ФИГ.4, точку 42) кривой время-температура-превращение для выделений интерметаллической фазы супераустенитной нержавеющей стали до температуры чуть ниже начальной температуры плавления супераустенитной нержавеющей стали.
[0049] Необязательно, после обработки 54 супераустенитной нержавеющей стали супераустенитную нержавеющую сталь можно переносить 56 в устройство для нагрева. В различных неограничивающих вариантах реализации изобретения устройство для нагрева включает по меньшей мере одно устройство из печи, устройства с пламенным нагревом, устройства с индукционным нагревом или любое другое подходящее устройство для нагрева, известное специалисту в данной области техники. Например, устройство для нагрева может находиться на рабочем месте или же штампы, валки или любое другое устройство для горячей обработки на рабочем месте можно нагревать, чтобы минимизировать непредусмотренное охлаждение контактирующей с ними поверхностной области металлического сплава.
[0050] После обработки 54 поверхностную область сплава нагревают 58 до температуры в диапазоне температур отжига. На этапе нагрева 58 диапазон температур отжига находится в пределах от температуры чуть выше температуры апекса (смотрите, например, ФИГ.4, точку 42) кривой время-температура-превращение для выделений интерметаллической фазы супераустенитной нержавеющей стали до температуры чуть ниже начальной температуры плавления сплава. Температура супераустенитной нержавеющей стали не снижается до пересечения с кривой время-температура-превращение в течение периода времени от обработки 54 сплава до нагрева 58 по меньшей мере поверхностной области сплава до температуры в диапазоне температур отжига. При этом следует понимать, что вследствие того, что поверхностная область супераустенитной нержавеющей стали охлаждается быстрее, чем внутренняя область сплава, существует риск, что во время обработки 54 поверхностная область сплава охладится до температуры ниже диапазона температур отжига, что приведет к появлению выделений вредной интерметаллической фазы в поверхностной области.
[0051] В неограничивающем варианте реализации изобретения, согласно ФИГ.5-7, поверхностную область супераустенитной нержавеющей стали выдерживают 60 в диапазоне температур отжига в течение периода времени, достаточного для рекристаллизации поверхностной области супераустенитной нержавеющей стали и растворения любых выделений вредных интерметаллических фаз, которые могли появиться в поверхностной области, но которое при этом не приводит к избыточному росту зерен в сплаве.
[0052] Снова, согласно ФИГ.5-7, после выдержки 60 сплава в диапазоне температур отжига сплав охлаждают 62 с такой скоростью охлаждения и до такой температуры, которых достаточно для воспрепятствования образованию выделений интерметаллической сигма-фазы в супераустенитной нержавеющей стали. В неограничивающем варианте реализации способа 50 температура сплава при охлаждении 62 сплава представляет собой температуру, которая меньше температуры апекса кривой С на диаграмме ВТП для конкретного аустенитного сплава. В другом неограничивающем варианте реализации изобретения температура сплава при охлаждении 62 представляет собой температуру окружающей среды.
[0053] Другой аспект настоящего изобретения относится к некоторым продуктам прокатки металлического сплава. Некоторые продукты прокатки металлического сплава в соответствии с настоящим изобретением содержат или состоят из металлического сплава, который был обработан любым из способов в соответствии с настоящим изобретением и который не обрабатывали, чтобы удалить нерекристаллизованную поверхностную область, путем зачистки или любого другого механического способа удаления материала. В некоторых неограничивающих вариантах реализации изобретения продукт прокатки металлического сплава в соответствии с настоящим изобретением содержит или состоит из аустенитной нержавеющей стали или супераустенитной нержавеющей стали, которая была обработана любым из способов в соответствии с настоящим изобретением. В некоторых неограничивающих вариантах реализации изобретения структура зерен металлического сплава продукта прокатки металлического сплава характеризуется равноосной рекристаллизованной структурой зерен по всему поперечному сечению металлического сплава, а средний размер зерен металлического сплава представляет собой диапазон значений размера зерен по ASTM от 00 до 3 или от 00 до 2, или от 00 до 1, в соответствии со спецификацией ASTM E112-12. В неограничивающем варианте реализации изобретения равноосная рекристаллизованная структура зерен металлического сплава практически не содержит выделений интерметаллической сигма-фазы.
[0054] В соответствии с некоторыми неограничивающими вариантами реализации изобретения продукт прокатки металлического сплава в соответствии с настоящим изобретением содержит или состоит из супераустенитной нержавеющей стали или аустенитной нержавеющей стали, имеющей равноосную рекристаллизованную структуру зерен по всему поперечному сечению продукта прокатки, при этом средний размер зерен сплава представляет собой диапазон значений размера зерен по ASTM от 00 до 3 или от 00 до 2, или от 00 до 1, или от 3 до 4, или значению размера зерен по ASTM более 4, в соответствии со спецификацией ASTM E112-12. В неограничивающем варианте реализации изобретения равноосная рекристаллизованная структура зерен сплава практически не содержит выделений интерметаллической сигма-фазы.
[0055] Примеры металлических сплавов, которые могут входить в состав продукта прокатки металлического сплава в соответствии с данным изобретением, включают, но не ограничиваются этим, любой из: сплава ATI Datalloy HPTM (UNS не определен); сплава ATI Datalloy 2® ESR (UNS не определен); сплава 25-6HN (UNS N08367); сплава 600 (UNS N06600); сплава ®G-2TM (UNS N06975); сплава 625 (UNS N06625); сплава 800 (UNS N08800); сплава 800H (UNS N08810), сплава 800AT (UNS N08811); сплава 825 (UNS N08825); сплава G3 (UNS N06985); сплава 2535 (UNS N08535); сплава 2550 (UNS N06255); и сплава 316L (UNS S31603).
[0056] В отношении различных аспектов данного изобретения предполагается, что размер зерен брусков металлического сплава или других продуктов прокатки металлического сплава в соответствии с различными неограничивающими вариантами реализации способов согласно настоящему изобретению можно корректировать, изменяя температуры, применяемые на различных этапах. Например, и без ограничений, размер зерен центральной области бруска или другой формы металлического сплава может быть уменьшен путем снижения температуры, при которой обрабатывают металлический сплав в этом способе. Один из возможных способов уменьшения размера зерен включает нагрев обрабатываемой формы металлического сплава до температуры, достаточной высокой для растворения любых вредных интерметаллических выделений, образованных во время предыдущих этапов обработки. Например, в случае сплава Datalloy HPTM, сплав можно нагревать до температуры около 1149°С (2100°F), которая превышает температуру растворения сигма-фазы сплава. Температура растворения сигма-фазы супераустенитных нержавеющих сталей, которые можно обрабатывать согласно описанным в данном документе способам, как правило, находится в диапазоне от 871°С (1600°F) до 982°С (1800°F). Затем сплав можно незамедлительно охладить до рабочей температуры, составляющей, например, 1121°С (2050°F) для сплава Datalloy HPTM, не допуская, чтобы температура падала ниже апекса диаграммы ВТП для сигма-фазы. Сплав можно подвергнуть горячей обработке давлением, например, путем радиальной ковки, до необходимого диаметра с последующим незамедлительным переносом в печь, чтобы обеспечить рекристаллизацию нерекристаллизованных поверхностных зерен, не допуская, чтобы время обработки между температурой растворения и температурой апекса диаграммы ВТП превышало время до апекса ВТП, или не допуская, чтобы температура падала ниже апекса диаграммы ВТП для сигма-фазы в течение этого периода, или делая так, чтобы температура супераустенитной нержавеющей стали не снижалась до пересечения кривой время-температура-превращение в течение периода времени от обработки сплава до нагрева по меньшей мере поверхностной области сплава до температуры в диапазоне температур отжига. После этапа рекристаллизации сплав можно охладить до такой температуры и с такой скоростью охлаждения, которые препятствуют образованию вредных интерметаллических выделений в сплаве. Достаточно высокую скорость охлаждения можно обеспечить, например, путем закалки сплава в воде.
[0057] Нижеприведенные примеры предназначены для дополнительного описания некоторых неограничивающих вариантов реализации изобретения и не ограничивают объем настоящего изобретения. Для специалистов в данной области техники очевидно, что возможно существование вариаций нижеприведенных примеров, которые входят в объем данного изобретения, который определяется исключительно формулой изобретения.
ПРИМЕР 1
[0058] Получали слиток сплава Datalloy HPTM, доступного от ATI Allvac, диаметром 50,8 см (20 дюймов), используя традиционный метод плавления, в котором комбинируются этапы аргонокислородного обезуглероживания и электрошлакового переплава. Слиток имел следующий определенный химический состав в массовых процентах относительно общей массы сплава: 0,007 углерода; 4,38 марганца; 0,015 фосфора; менее 0,0003 серы; 0,272 кремния; 21,7 хрома; 30,11 никеля; 5,23 молибдена; 1,17 меди; остаточное железо и неопределенные случайные примеси. Слиток гомогенизировали при 1204°С (2200°F) и высаживали и вытягивали с многократным повторным нагревом в открытых штампах до болванки диаметром 31,75 см (12,5 дюймов). Кованую болванку дополнительно обрабатывали, применяя последующие этапы, которые приведены на ФИГ.6. Болванку диаметром 31,75 см (12,5 дюймов) нагревали (смотрите, например, ФИГ.5, этап 52) до температуры растворения выделений интерметаллической фазы, составляющей 1204°С (2200°F), которая представляет собой температуру в диапазоне температур растворения выделений интерметаллической фазы согласно настоящему изобретению, и выдерживали 53 при этой температуре в течение более 2 часов для растворения любых выделений интерметаллической сигма-фазы. Болванку охлаждали до температуры 1149°С (2100°F), которая представляет собой температуру в рабочем диапазоне температур согласно настоящему изобретению, а затем подвергали радиальной ковке (54) до болванки диаметром 24,99 см (9,84 дюймов). Болванку незамедлительно переносили (56) в печь при температуре 1149°С (2100°F), которая представляет собой температуру в диапазоне температур отжига для этого сплава согласно настоящему изобретению, и нагревали (58) по меньшей мере поверхностную область сплава при температуре отжига. Болванку выдерживали в печи в течение 20 минут так, чтобы поддерживать (60) температуру поверхностной области в диапазоне температур отжига в течение периода времени, достаточного для рекристаллизации поверхностной области и растворения любых вредных выделений интерметаллической фазы в поверхностной области без чрезмерного роста зерен в сплаве. Болванку охлаждали (62) путем закалки в воде при комнатной температуре. Полученная в результате макроструктура в поперечном сечении болванки показана на ФИГ.8. Показанная на ФИГ.8 макроструктура не содержит признаков нерекристаллизованных зерен в области внешней границы (т.е. в поверхностной области) кованого бруска. Значение размера зерна по ASTM для равноосного зерна составляет между ASTM 0 и 1.
ПРИМЕР 2
[0059] Получали слиток сплава Datalloy HPTM, доступного от ATI Allvac, диаметром 50,8 см (20 дюймов), используя традиционный метод плавления, в котором комбинируются этапы аргонокислородного обезуглероживания и электрошлакового переплава. Слиток имел следующий определенный химический состав в массовых процентах относительно общей массы сплава: 0,006 углерода; 4,39 марганца; 0,015 фосфора; 0,0004 серы; 0,272 кремния; 21,65 хрома; 30,01 никеля; 5,24 молибдена; 1,17 меди; остаточное железо и неопределенные случайные примеси. Слиток гомогенизировали при 1204°С (2200°F) и высаживали и вытягивали с многократным повторным нагревом в открытых штампах до болванки диаметром 31,75 см (12,5 дюймов). Болванку подвергали следующим этапам обработки, которые приведены на ФИГ.7. Болванку диаметром 31,75 см (12,5 дюймов) нагревали (смотрите, например, ФИГ.5, этап 52) до температуры 1149°С (2100°F), которая представляет собой температуру в диапазоне температур растворения выделений интерметаллической фазы согласно настоящему изобретению, и выдерживали (53) при этой температуре в течение более 2 часов для растворения любых выделений интерметаллической сигма-фазы. Болванку охлаждали до температуры 1121°С (2050°F), которая представляет собой температуру в рабочем диапазоне температур согласно настоящему изобретению, а затем подвергали радиальной ковке (54) до болванки диаметром 24,99 см (9,84 дюймов). Болванку незамедлительно переносили (56) в печь при температуре 1121°С (2050°F), которая представляет собой температуру в диапазоне температур отжига для этого сплава согласно настоящему изобретению, и нагревали (58) по меньшей мере поверхностную область сплава при температуре отжига. Болванку выдерживали в печи в течение 45 минут так, чтобы поддерживать (60) температуру поверхностной области в диапазоне температур отжига в течение периода времени, достаточного для рекристаллизации поверхностной области и растворения любых вредных выделений интерметаллической фазы в поверхностной области без чрезмерного роста зерен в сплаве. Болванку охлаждали (62) путем закалки в воде при комнатной температуре. Полученная в результате макроструктура в поперечном сечении болванки показана на ФИГ.9. Показанная на ФИГ.9 макроструктура не содержит признаков нерекристаллизованных зерен в области внешней границы (т.е. в поверхностной области) кованого бруска. Значение размера зерна по ASTM для равноосного зерна составляет ASTM 3.
ПРИМЕР 3
[0060] Получали слиток аустенитной нержавеющей стали ATI Allvac AL-6XN® (UNS N08367) диаметром 50,8 см (20 дюймов), используя традиционный метод плавления, в котором комбинируются этапы аргонокислородного обезуглероживания и электрошлакового переплава. Слиток имел следующий определенный химический состав в массовых процентах относительно общей массы сплава: 0,02 углерода; 0,30 марганца; 0,020 фосфора; 0,001 серы; 0,35 кремния; 21,8 хрома; 25,3 никеля; 6,7 молибдена; 0,24 азота; 0,2 меди; остаточное железо и неопределенные случайные примеси. Следующие этапы обработки будут лучше понятны в сочетании с ФИГ.6. Слиток нагревали (52) до температуры 1260°С (2300°F), которая представляет собой температуру в диапазоне температур растворения выделений интерметаллической фазы согласно настоящему изобретению, и выдерживали (53) при этой температуре в течение 60 минут для растворения любых выделений интерметаллической сигма-фазы. Слиток охлаждали до температуры 1204°С (2200°F), которая представляет собой температуру в рабочем диапазоне температур, а затем подвергали горячей прокатке (54) до пластины толщиной 2,54 см (1 дюйм). Пластину незамедлительно переносили (56) в печь для отжига при 1121,11°С (2050°F) и нагревали (58) по меньшей мере поверхностную область пластины до температуры отжига. Температура отжига находится в диапазоне температур отжига от температуры чуть выше температуры апекса кривой время-температура-превращение для выделений интерметаллической сигма-фазы аустенитной нержавеющей стали до температуры чуть ниже начальной температуры плавления аустенитной нержавеющей стали. Пластину не охлаждают до температуры пересечения диаграммы время-температура-превращение для сигма-фазы во время этапов горячей прокатки (54) и переноса (56). Поверхностную область сплава выдерживают (60) в диапазоне температур отжига в течение 15 минут, что достаточно для рекристаллизации поверхностной области и растворения любых вредных выделений интерметаллической фазы без чрезмерного роста зерен в поверхностной области сплава. Затем сплав охлаждали (62) путем закалки в воде, которая обеспечивает скорость охлаждения, достаточную, чтобы препятствовать образованию выделений интерметаллической сигма-фазы в сплаве. Макроструктура не содержит признаков нерекристаллизованных зерен в поверхностной области прокатанной пластины. Значение размера зерна по ASTM для равноосного зерна составляет ASTM 3.
ПРИМЕР 4
[0061] Получали слиток аустенитной нержавеющей стали Grade 316L (UNS S31603) диаметром 50,8 см (20 дюймов), используя традиционный метод плавления, в котором комбинируются этапы аргонокислородного обезуглероживания и электрошлакового переплава. Слиток имел следующий определенный химический состав в массовых процентах относительно общей массы сплава: 0,02 углерода; 17,3 хрома; 12,5 никеля; 2,5 молибдена; 1,5 марганца; 0,5 кремния; 0,035 фосфора; 0,01 серы; 0,24 азота; 0,2 меди; остаточное железо и другие случайные примеси. Следующие этапы обработки будут лучше понятны в сочетании с ФИГ.3. Металлический сплав нагревали (12) до температуры 1199°С (2190°F), которая представляет собой температуру в рабочем температурном диапазоне сплава, т.е. диапазоне от температуры рекристаллизации сплава до температуры чуть ниже начальной температуры плавления сплава. Нагретый слиток обрабатывали (14). В частности, нагретый слиток высаживали и вытягивали с многократным повторным нагревом в открытых штампах до болванки диаметром 31,75 см (12,5 дюймов). Слиток повторно нагревали до 1199°С (2190°F) и подвергали радиальной ковке (14) до болванки диаметром 24,99 см (9,84 дюймов). Болванку переносили (16) в печь для отжига при 1120°С (2048°F). Температура печи находится в диапазоне температур отжига, который представляет собой диапазон от температуры рекристаллизации сплава до температуры чуть ниже начальной температуры плавления сплава. Поверхностную область сплава поддерживали (20) при температуре отжига в течение 20 минут, что представляет собой время выдержки, достаточное для рекристаллизации поверхностной области сплава. Затем сплав охлаждали путем закалки в воде до температуры окружающей среды. Закалка в воде обеспечивает скорость охлаждения, достаточную для минимизации роста зерен в сплаве.
ПРИМЕР 5
[0062] Получали слиток сплава 2535 (UNS N08535), доступного от ATI Allvac, диаметром 50,8 см (20 дюймов), используя традиционный метод плавления, в котором комбинируются этапы аргонокислородного обезуглероживания и электрошлакового переплава. Слиток гомогенизировали при 1204°С (2200°F) и высаживали и вытягивали с многократным повторным нагревом в открытых штампах до болванки диаметром 31,75 см (12,5 дюймов). Болванку диаметром 31,75 см (12,5 дюймов) нагревали (смотрите, например, ФИГ.5, этап 52) до температуры растворения выделений интерметаллической фазы, составляющей 1149°С (2100°F), которая представляет собой температуру в диапазоне температур растворения выделений интерметаллической фазы согласно настоящему изобретению, и выдерживали (53) при этой температуре в течение более 2 часов для растворения любых выделений интерметаллической сигма-фазы. Болванку охлаждали до температуры 1121°С (2050°F), которая представляет собой температуру в рабочем диапазоне температур согласно настоящему изобретению, а затем подвергали радиальной ковке (54) до болванки диаметром 24,99 см (9,84 дюймов). Болванку незамедлительно переносили (56) в печь при температуре 1121°С (2050°F), которая представляет собой температуру в диапазоне температур отжига для этого сплава согласно настоящему изобретению. Температура болванки не снижалась до пересечения диаграммы время-температура-превращение для сигма-фазы в сплаве во время ковки и переноса. По меньшей мере поверхностную область сплава нагревали (58) при температуре отжига. Болванку выдерживали в печи в течение 45 минут так, чтобы поддерживать (60) температуру поверхностной области в диапазоне температур отжига в течение периода времени, достаточного для рекристаллизации поверхностной области и растворения любых вредных выделений интерметаллической фазы в поверхностной области без чрезмерного роста зерен в сплаве. Болванку охлаждали (62) путем закалки в воде до комнатной температуры. Макроструктура не содержит признаков нерекристаллизованных зерен в области внешней границы (т.е. в поверхностной области) кованого бруска. Значение размера зерна по ASTM для равноосного зерна составляет ASTM 2.
ПРИМЕР 6
[0063] Получали слиток сплава 2550 (UNS N06255), доступного от ATI Allvac, диаметром 50,8 см (20 дюймов), используя традиционный метод плавления, в котором комбинируются этапы аргонокислородного обезуглероживания и электрошлакового переплава. Слиток гомогенизировали при 1204°С (2200°F) и высаживали и вытягивали с многократным повторным нагревом в открытых штампах до болванки диаметром 31,75 см (12,5 дюймов). Болванку диаметром 31,75 см (12,5 дюймов) нагревали (смотрите, например, ФИГ.5, этап 52) до температуры растворения выделений интерметаллической фазы, составляющей 1149°С (2100°F), которая представляет собой температуру в диапазоне температур растворения выделений интерметаллической фазы согласно настоящему изобретению, и выдерживали (53) при этой температуре в течение более 2 часов для растворения любых выделений интерметаллической сигма-фазы. Болванку охлаждали до температуры 1079°С (1975°F), которая представляет собой температуру в рабочем диапазоне температур согласно настоящему изобретению, а затем подвергали радиальной ковке (54) до болванки диаметром 24,99 см (9,84 дюймов). Болванку незамедлительно переносили (56) в печь при температуре 1079°С (1975°F), которая представляет собой температуру в диапазоне температур отжига для этого сплава согласно настоящему изобретению, и нагревали (58) по меньшей мере поверхностную область сплава до температуры отжига. Температура болванки не снижалась до пересечения диаграммы время-температура-превращение для сигма-фазы в сплаве во время ковки и переноса. Болванку выдерживали в печи в течение 75 минут так, чтобы поддерживать (60) температуру поверхностной области в диапазоне температур отжига в течение периода времени, достаточного для рекристаллизации поверхностной области и растворения любых вредных выделений интерметаллической фазы в поверхностной области без чрезмерного роста зерен в сплаве. Болванку охлаждали (62) путем закалки в воде до комнатной температуры. Макроструктура не содержит признаков нерекристаллизованных зерен в области внешней границы (т.е. в поверхностной области) кованого бруска. Значение размера зерна по ASTM для равноосного зерна составляет ASTM 3.
[0064] Следует понимать, что настоящее описание иллюстрирует те аспекты изобретения, которые соответствуют четкому пониманию изобретения. Некоторые аспекты, которые были бы очевидными для специалистов в данной области техники и, следовательно, не способствовали бы лучшему пониманию изобретения, не были представлены с целью упрощения настоящего описания. Хотя в данном документе описано только ограниченное количество вариантов реализации настоящего изобретения, специалисту в данной области техники после рассмотрения вышеприведенного описания будет понятно, что возможно применение большого числа модификаций и вариаций изобретения. Все такие вариации и модификации изобретения включены в вышеприведенное описание и нижеприведенную формулу изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ОБРАБОТКИ СПЛАВОВ | 2014 |
|
RU2690246C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ВЫСОКОПРОЧНОГО НЕМАГНИТНОГО КОРРОЗИОННО-СТОЙКОГО МАТЕРИАЛА | 2014 |
|
RU2644089C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ВЫСОКОПРОЧНОГО НЕМАГНИТНОГО КОРРОЗИОННОСТОЙКОГО МАТЕРИАЛА | 2014 |
|
RU2745050C2 |
| ВЫСОКОПРОЧНЫЕ, КОРРОЗИЙНО-УСТОЙЧИВЫЕ АУСТЕНИТНЫЕ СПЛАВЫ | 2012 |
|
RU2731395C2 |
| ВЫСОКОПРОЧНЫЕ, КОРРОЗИЙНО-УСТОЙЧИВЫЕ АУСТЕНИТНЫЕ СПЛАВЫ | 2012 |
|
RU2620834C2 |
| ТРУБЫ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2751207C2 |
| ТЕРМОМЕХАНИЧЕСКАЯ ОБРАБОТКА ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ С АЛЬФА-БЕТА-СТРУКТУРОЙ | 2014 |
|
RU2675886C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ С ВЫСОКИМ ИНТЕРВАЛОМ ПЛАВЛЕНИЯ, ПРИГОДНЫЙ ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ПАЙКИ СУПЕРАУСТЕНИТНОЙ СТАЛИ | 2016 |
|
RU2716966C2 |
| АУСТЕНИТНАЯ НЕРЖАВЕЮЩАЯ СТАЛЬ | 2012 |
|
RU2603735C2 |
| Коррозионностойкое изделие и способ его изготовления | 2015 |
|
RU2743825C2 |

Изобретение относится к области металлургии, в частности к способам термомеханической обработки супераустенитных нержавеющих сталей. Способ обработки супераустенитной нержавеющей стали включает нагрев стали до рабочего диапазона температур от температуры рекристаллизации до температуры ниже начальной температуры плавления стали, обработку стали давлением в рабочем диапазоне температур, нагрев стали до температуры в рабочем диапазоне температур, при этом супераустенитная нержавеющая сталь не охлаждается до температуры ниже рабочего диапазона температур в течение периода времени от упомянутой обработки стали давлением до нагрева по меньшей мере поверхностной области. Затем осуществляют выдержку стали в рабочем диапазоне температур в течение периода времени, достаточного для рекристаллизации поверхностной области стали и для минимизации роста зерен в стали, и охлаждение стали от рабочего диапазона температур со скоростью охлаждения и до температуры, обеспечивающих минимизацию роста зерен в стали. Обеспечивается повышение коррозионной стойкости за счет формирования равноосной рекристаллизованной структуры зерен в поперечном сечении заготовок. 4 н. и 33 з.п. ф-лы, 9 ил., 6 пр.
1. Способ обработки супераустенитной нержавеющей стали, включающий:
нагрев супераустенитной нержавеющей стали до температуры в рабочем диапазоне температур, при этом рабочий диапазон температур составляет от температуры рекристаллизации супераустенитной нержавеющей стали до температуры ниже начальной температуры плавления супераустенитной нержавеющей стали;
обработку супераустенитной нержавеющей стали давлением в рабочем диапазоне температур;
нагрев супераустенитной нержавеющей стали до температуры в рабочем диапазоне температур, при этом супераустенитная нержавеющая сталь не охлаждается до температуры ниже рабочего диапазона температур в течение периода времени от упомянутой обработки супераустенитной нержавеющей стали давлением до нагрева по меньшей мере поверхностной области;
выдержку супераустенитной нержавеющей стали в рабочем диапазоне температур в течение периода времени, достаточного для рекристаллизации поверхностной области супераустенитной нержавеющей стали и для минимизации роста зерен в супераустенитной нержавеющей стали; и
охлаждение супераустенитной нержавеющей стали от рабочего диапазона температур со скоростью охлаждения и до температуры, достаточных для минимизации роста зерен в супераустенитной нержавеющей стали.
2. Способ по п. 1, дополнительно включающий в промежутке между обработкой супераустенитной нержавеющей стали давлением и нагревом поверхностной области супераустенитной нержавеющей стали перенос супераустенитной нержавеющей стали в устройство нагревания.
3. Способ по п. 1, в котором супераустенитная нержавеющая сталь содержит в мас.%: до 0,2 углерода; до 20 марганца; от 0,1 до 1,0 кремния; от 14,0 до 28,0 хрома; от 15,0 до 38,0 никеля; от 2,0 до 9,0 молибдена; от 0,1 до 3,0 меди; от 0,08 до 0,9 азота; от 0,1 до 5,0 вольфрама; от 0,5 до 5,0 кобальта; до 1,0 титана; до 0,05 бора; до 0,05 фосфора; до 0,05 серы; железо и случайные примеси.
4. Способ по п. 1, в котором супераустенитная нержавеющая сталь содержит в мас.%: до 0,05 углерода; до 1,0 кремния; от 10 до 20 марганца; от 13,5 до 18,0 хрома; от 1,0 до 4,0 никеля; от 1,5 до 3,5 молибдена; от 0,2 до 0,4 азота; железо и случайные примеси.
5. Способ по п. 1, в котором супераустенитная нержавеющая сталь содержит один из сплава UNS N08367, сплава UNS N06600; сплава UNS N06975; сплава UNS N06625; сплава UNS N08800; сплава UNS N08810, сплава UNS N08811; сплава UNS N08825; сплава UNS N06985; сплава UNS N08535; сплава UNS N06255 и сплава UNS S31603.
6. Способ по п. 1, в котором обработка супераустенитной нержавеющей стали давлением включает по меньшей мере одну из ковки, прокатки, прокатки на блюминге, прессования и формования супераустенитной нержавеющей стали.
7. Способ по п. 1, в котором обработка супераустенитной нержавеющей стали давлением включает по меньшей мере одну из вальцовки, вытяжки, обжимки, ковки в открытых штампах, ковки с матричными штампами, ковки на прессе, автоматической горячей ковки, радиальной ковки и высадки супераустенитной нержавеющей стали.
8. Способ по п. 1, в котором нагрев по меньшей мере поверхностной области супераустенитной нержавеющей стали включает по меньшей мере один из нагрева в печи, нагрева в пламени и индукционного нагрева поверхностной области супераустенитной нержавеющей стали.
9. Способ по п. 1, в котором выдержка поверхностной области супераустенитной нержавеющей стали в рабочем диапазоне температур в течение периода времени для рекристаллизации поверхностной области супераустенитной нержавеющей стали включает выдержку поверхностной области супераустенитной нержавеющей стали в рабочем диапазоне температур в течение от 5 минут до 60 минут.
10. Способ по п. 1, в котором скорость охлаждения включает диапазон от 0,3 градуса Фаренгейта в минуту до 10 градусов Фаренгейта в минуту.
11. Способ по п. 1, в котором:
нагрев супераустенитной нержавеющей стали до рабочего диапазона температур включает нагрев супераустенитной нержавеющей стали до диапазона температур от температуры сольвуса выделений интерметаллической сигма-фазы супераустенитной нержавеющей стали до температуры ниже начальной температуры плавления супераустенитной нержавеющей стали;
рабочий диапазон температур для обработки супераустенитной нержавеющей стали давлением составляет от температуры выше температуры появления выделений интерметаллической сигма-фазы супераустенитной нержавеющей стали на диаграмме время-температура-превращение до температуры ниже начальной температуры плавления супераустенитной нержавеющей стали;
рабочий диапазон температур для выдержки поверхностной области супераустенитной нержавеющей стали составляет от температуры выше температуры появления выделений интерметаллической сигма-фазы супераустенитной нержавеющей стали до температуры ниже начальной температуры плавления супераустенитной нержавеющей стали; и
температура супераустенитной нержавеющей стали не пересекает диаграмму время-температура-превращение для выделений интерметаллической сигма-фазы супераустенитной нержавеющей стали во время обработки супераустенитной нержавеющей стали давлением и перед нагревом по меньшей мере поверхностной области супераустенитной нержавеющей стали.
12. Способ по п. 11, в котором обработка супераустенитной нержавеющей стали давлением включает по меньшей мере одну из ковки, прокатки, прокатки на блюминге, прессования и формования супераустенитной нержавеющей стали.
13. Способ по п. 11, в котором обработка супераустенитной нержавеющей стали давлением включает по меньшей мере одну из вальцовки, вытяжки, обжимки, ковки в открытых штампах, ковки с матричными штампами, ковки на прессе, автоматической горячей ковки, радиальной ковки и высадки супераустенитной нержавеющей стали.
14. Способ по п. 11, в котором нагрев поверхностной области супераустенитной нержавеющей стали включает по меньшей мере один из нагрева в печи, нагрева в пламени и индукционного нагрева поверхностной области.
15. Способ по п. 11, в котором выдержка поверхностной области супераустенитной нержавеющей стали в рабочем диапазоне температур включает выдержку поверхностной области супераустенитной нержавеющей стали в рабочем диапазоне температур в течение времени, достаточного для рекристаллизации поверхностной области, солюционирования выделений интерметаллической сигма-фазы супераустенитной нержавеющей стали в поверхностной области и минимизации роста зерен в супераустенитной нержавеющей стали.
16. Способ по п. 11, в котором выдержка поверхностной области супераустенитной нержавеющей стали в рабочем диапазоне температур включает выдержку поверхностной области супераустенитной нержавеющей стали в рабочем диапазоне температур в течение от 5 минут до 60 минут.
17. Способ по п. 11, в котором охлаждение супераустенитной нержавеющей стали включает охлаждение со скоростью, достаточной для воспрепятствования появлению выделений интерметаллической сигма-фазы в супераустенитной нержавеющей стали.
18. Способ по п. 11, в котором скорость охлаждения находится в диапазоне от 0,3 градуса Фаренгейта в минуту до 10 градусов Фаренгейта в минуту.
19. Способ по п. 11, в котором охлаждение супераустенитной нержавеющей стали включает одно из закалки, принудительного воздушного охлаждения и воздушного охлаждения супераустенитной нержавеющей стали.
20. Способ по п. 11, в котором охлаждение супераустенитной нержавеющей стали включает одно из закалки в воде и закалки в масле супераустенитной нержавеющей стали.
21. Способ по п. 11, в котором супераустенитная нержавеющая сталь содержит один из сплава UNS N08367, сплава UNS N06600; сплава UNS N06975; сплава UNS N06625; сплава UNS N08800; сплава UNS N08810, сплава UNS N08811; сплава UNS N08825; сплава UNS N06985; сплава UNS N08535; сплава UNS N06255 и сплава UNS S31603.
22. Способ обработки супераустенитной нержавеющей стали, включающий:
нагрев супераустенитной нержавеющей стали до температуры растворения выделений интерметаллической фазы в диапазоне температур растворения выделений интерметаллической фазы, при этом диапазон температур растворения выделений интерметаллической фазы составляет от температуры сольвуса выделений интерметаллической фазы супераустенитной нержавеющей стали до температуры ниже начальной температуры плавления супераустенитной нержавеющей стали;
выдержку супераустенитной нержавеющей стали в диапазоне температур растворения выделений интерметаллической фазы в течение времени, достаточного для растворения выделений интерметаллической фазы и для минимизации роста зерен в супераустенитной нержавеющей стали;
обработку супераустенитной нержавеющей стали давлением при рабочей температуре в рабочем диапазоне температур от температуры выше температуры появления выделений интерметаллической фазы супераустенитной нержавеющей стали на диаграмме время-температура-превращение до температуры ниже начальной температуры плавления супераустенитной нержавеющей стали;
нагрев супераустенитной нержавеющей стали до температуры в диапазоне температур отжига от температуры выше температуры появления выделений интерметаллической фазы супераустенитной нержавеющей стали до температуры ниже начальной температуры плавления супераустенитной нержавеющей стали, при этом температура супераустенитной нержавеющей стали не снижается до пересечения диаграммы время-температура-превращение в течение обработки стали давлением и перед нагревом по меньшей мере поверхностной области стали до температуры в диапазоне температур отжига, при этом супераустенитная нержавеющая сталь не охлаждается до температуры появления выделений в течение периода времени от обработки супераустенитной нержавеющей стали давлением до нагрева по меньшей мере поверхностной области супераустенитной нержавеющей стали до температуры в рабочем диапазоне температур;
выдержку супераустенитной нержавеющей стали в диапазоне температур отжига в течение времени выдержки, достаточного для рекристаллизации поверхностной области и минимизации роста зерен в супераустенитной нержавеющей стали; и
охлаждение супераустенитной нержавеющей стали до температуры охлаждения со скоростью охлаждения и до температуры, обеспечивающих препятствие образованию выделений интерметаллической фазы и минимизацию роста зерен.
23. Способ по п. 22, в котором выделения интерметаллической фазы включают сигма-фазу.
24. Способ по п. 22, дополнительно включающий в промежутке между обработкой супераустенитной нержавеющей стали давлением и нагревом по меньшей мере поверхностной области супераустенитной нержавеющей стали перенос супераустенитной нержавеющей стали в устройство нагревания.
25. Способ по п. 22, в котором обработка супераустенитной нержавеющей стали давлением включает по меньшей мере одну из ковки, прокатки, прокатки на блюминге, прессования и формования супераустенитной нержавеющей стали.
26. Способ по п. 22, в котором обработка супераустенитной нержавеющей стали давлением включает по меньшей мере одну из вальцовки, вытяжки, обжимки, ковки в открытых штампах, ковки с матричными штампами, ковки на прессе, автоматической горячей ковки, радиальной ковки и высадки супераустенитной нержавеющей стали.
27. Способ по п. 22, в котором обработка супераустенитной нержавеющей стали давлением включает радиальную ковку супераустенитной нержавеющей стали.
28. Способ по п. 22, в котором нагрев поверхностной области супераустенитной нержавеющей стали включает по меньшей мере один из нагрева в печи, нагрева в пламени и индукционного нагрева поверхностной области супераустенитной нержавеющей стали.
29. Способ по п. 22, в котором выдержка поверхностной области супераустенитной нержавеющей стали в диапазоне температур отжига включает выдержку поверхностной области супераустенитной нержавеющей стали в диапазоне температур отжига в течение времени, достаточного для рекристаллизации поверхностной области супераустенитной нержавеющей стали и для минимизации роста зерен.
30. Способ по п. 22, в котором выдержка поверхностной области супераустенитной нержавеющей стали в диапазоне температур отжига в течение времени выдержки для рекристаллизации поверхностной области супераустенитной нержавеющей стали включает выдержку поверхностной области супераустенитной нержавеющей стали в диапазоне температур отжига в течение от 1 минуты до 2 часов.
31. Способ по п. 22, в котором охлаждение супераустенитной нержавеющей стали включает одно из закалки, принудительного воздушного охлаждения и воздушного охлаждения супераустенитной нержавеющей стали.
32. Способ по п. 23, в котором охлаждение супераустенитной нержавеющей стали включает одно из закалки в воде и закалки в масле супераустенитной нержавеющей стали.
33. Способ по п. 22, в котором скорость охлаждения находится в диапазоне от 0,3 градуса Фаренгейта в минуту до 10 градусов Фаренгейта в минуту.
34. Способ по п. 22, в котором супераустенитная нержавеющая сталь содержит в мас.%: до 0,2 углерода; до 20 марганца; от 0,1 до 1,0 кремния; от 14,0 до 28,0 хрома; от 15,0 до 38,0 никеля; от 2,0 до 9,0 молибдена; от 0,1 до 3,0 меди; от 0,08 до 0,9 азота; от 0,1 до 5,0 вольфрама; от 0,5 до 5,0 кобальта; до 1,0 титана; до 0,05 бора; до 0,05 фосфора; до 0,05 серы; железо и случайные примеси.
35. Прошедшая горячую обработку давлением супераустенитная нержавеющая сталь, имеющая:
состав, содержащий в мас.%: до 0,2 углерода, до 20 марганца, от 0,1 до 1,0 кремния, от 14,0 до 28,0 хрома, от 15,0 до 38,0 никеля, от 2,0 до 9,0 молибдена, от 0,1 до 3,0 меди, от 0,08 до 0,9 азота, от 0,1 до 5,0 вольфрама, от 0,5 до 5,0 кобальта, до 1,0 титана, до 0,05 бора, до 0,05 фосфора, до 0,05 серы, железо и случайные примеси, при этом супераустенитная нержавеющая сталь обработана в соответствии со способом по любому из пп. 1-34 и имеет равноосную рекристаллизованную структуру зерен по всему поперечному сечению супераустенитной нержавеющей стали со средним размером зерен, имеющим значения размера зерен по ASTM в диапазоне от ASTM 00 до ASTM 3, в соответствии со спецификацией ASTM E112-12, при этом равноосная рекристаллизованная структура зерен практически не содержит выделений интерметаллической сигма-фазы.
36. Прокат, выполненный из прошедшей горячую обработку давлением супераустенитной нержавеющей стали, отличающийся тем, что он выполнен из стали по п. 35.
37. Прокат по п. 36, который выбран из прутка, пластины, листа и прессованного профиля.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ НА ОСНОВЕ Fe-Cr-Ni, ИЗДЕЛИЕ ИЗ НЕГО И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ | 2010 |
|
RU2441089C1 |
| КОРРОЗИОННО-СТОЙКИЙ СПЛАВ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2005 |
|
RU2288967C1 |
| US 4919728 A, 24.04.1990 | |||
| КОРРОЗИОННО-СТОЙКАЯ ВЫСОКОПРОЧНАЯ НЕМАГНИТНАЯ СТАЛЬ И СПОСОБ ЕЕ ТЕРМОДЕФОРМАЦИОННОЙ ОБРАБОТКИ | 2008 |
|
RU2392348C2 |

