Настоящее изобретение относится к установке для изготовления слоистого сердечника и способу изготовления слоистого сердечника.
В уровне техники в качестве материала для изготовления слоистого сердечника используют стальной лист, имеющий высокую магнитную проницаемость, в частности, лист электротехнической стали. Обычно при изготовлении слоистого сердечника тонкий стальной лист, имеющий высокую магнитную проницаемость (например, лист из электротехнической стали с уменьшенной толщиной листа), служащий материалом для слоистого сердечника, подают в штамповочный пресс и с помощью указанного штамповочного пресса вырубают с получением формы сердечника. Конструкцию из стальных листов в форме сердечника, вырубленную таким образом с помощью штамповочного пресса (называемую далее «вырубленная заготовка»), укладывают слоями один на другой по толщине для их объединения вместе. В результате, получают слоистый сердечник, используемый в качестве сердечника электродвигателя и тому подобного.
В последние годы в области создания электродвигателей сохраняются явно выраженные тенденции, направленные на обеспечение высокой эффективности работы (вращательного движения) электрического двигателя, что обусловлено требованиями экономии энергии. Для листа электротехнической стали или материала слоистого сердечника необходимо использовать тонколистовой материал с целью уменьшения в слоистом сердечнике потерь на вихревые токи, генерируемые при вращении электродвигателя с высокой скоростью. Такое требование приводит к увеличению спроса на лист электротехнической стали, имеющий толщину 0,35 мм или менее. Намеченная задача по повышению эффективности электродвигателей, использующих слоистый сердечник, обуславливает стремление к дополнительному уменьшению толщины листа электротехнической стали. Однако дополнительное уменьшение толщины листа электротехнической стали увеличивает в слоистой структуре количество листов электротехнической стали, необходимых для изготовления слоистого сердечника. При этом увеличение количества листов электротехнической стали в слоистой структуре увеличивает продолжительность времени, необходимого для штамповки листа электротехнической стали, используемого в качестве материала для слоистого сердечника, что приводит к снижению эффективности производства слоистого сердечника.
Для решения этих проблем в уровне техники был предложен способ изготовления, согласно которому для повышения эффективности производства одновременно штампуют множество стальных листов. Например, такой способ изготовления сердечника электродвигателя описан в патентном документе JP 2003-153503 A [D1]. В этом способе перед штамповкой (вырубкой) множества листов электротехнической стали с помощью штамповочного пресса те части листов электротехнической стали, которые не используются в конструкции сердечника электродвигателя, соединяют друг с другом таким образом, чтобы склеить упомянутое множество листов электротехнической стали друг с другом. В способе, описанном в патентном документе JP 2003-264962 A [D2], между множеством листов электротехнической стали формируют клеевой слой так, чтобы не охватывать участки, не подлежащие склеиванию, и сформированный клеевой слой частично сцепляет упомянутое множество листов электротехнической стали друг с другом.
В патентном документе JP 2005-332976 A [D3] описан способ применения неорганического клея, содержащего оксид алюминия или кремния в качестве основного компонента, для соединения множества листов электротехнической стали. В патентном документе JP 4581228 B2 [D4] описан способ соединения множества листов электротехнической стали с помощью клеевого слоя из органической смолы, имеющей температуру стеклования или температуру размягчения 50°С или выше.
В способе, описанном в патентном документе JP 2005-191033 A [D5], множество листов электротехнической стали соединяют с помощью клеевой пленки, образованной между упомянутым множеством листов электротехнической стали так, чтобы получить многослойный слоистый стальной лист, затем полученный многослойный слоистый стальной лист подвергают вырубке на штамповочном прессе, и в результате получают слоистый сердечник. В способе, описанном в патентном документе JP 2003-189515 [D6], две полосы стальных листов, имеющие различную толщину на обеих кромках в направлении, перпендикулярном направлению движения, накладывают один на другой так, что кромка большей толщины прилегает к кромке меньшей толщины, и эти два стальных листа одновременно подвергают вырубке на штамповочном прессе с формированием вырубленной заготовки (элемента сердечника), имеющей предварительно заданную форму, и упомянутую вырубленную заготовку последовательно покрывают сверху совмещенными с ней вырубленными заготовками с образованием слоистой структуры, и таким образом получают слоистый сердечник.
Однако процесс вырубки стальных листов может привести к отклонению положения (смещению) листов стали, что обуславливает нарушение нормального рабочего процесса и снижению его эффективности. Для решения этой проблемы в патентном документе JP 60-15412 Y [D7] описано устройство, направляющее боковые стороны листа, выполненное с возможностью поддерживания кромок в направлении ширины металлической ленты, которая транспортируется через технологическую линию, для того чтобы предотвратить отклонение положения металлической полосы. В патентном документе JP 2012-240067 A [D8] описаны устройство и способ, в соответствии с которыми определяют величину отклонения, характеризующую изменение положения стальных листов в направлении ширины в технологической линии, и направляющий ролик наклоняют в горизонтальной плоскости по отношению к направлению транспортирования листов стали, исходя из установленной величины отклонения листов стали, и таким образом, осуществляется коррекция отклонения стальных листов.
Раскрытие сущности изобретения
Техническая проблема
При использовании известной технологии, описанной в документах D1 - D6, возможно смещение множества материалов слоистого сердечника, которые накладывают один на другой для последующей одновременной вырубки с помощью штамповочного пресса в направлении, перпендикулярном направлению движения (т.е. в направлении ширины материалов слоистого сердечника), перед их фиксацией относительно друг друга с помощью клеевого слоя или пластичного материала и тому подобного средства. Такое смещение может привести к соударению материалов слоистого сердечника с внутренней стенкой штампа штамповочного пресса или к тому, что эти материалы могут выпадать из штампа в штамповочном прессе.
В частности, при наложении одного на другой множества слоев материала слоистого сердечника и непрерывной их вырубке для изготовления слоистого сердечника, в случае изменения толщины каждого из множества материалов слоистого сердечника с наклоном поверхности по ширине материалов слоистого сердечника, как это показано в патентном документе D6, могут возникать проблемы. Дело в том, что в этом случае при наложении одного на другой множества материалов слоистого сердечника указанное множество материалов слоистого сердечника смещается в противоположных направлениях по ширине материалов слоистого сердечника за счет собственного веса или нагрузки, приложенной посредством сжимающих роликов, что представляет собой серьезную проблему. Эта проблема может привести к нарушениям производственного процесса вследствие того, что материалы слоистого сердечника будут соударяться с внутренней стенкой штампа штамповочного пресса, или эти материалы могут падать из штампа (здесь и далее называемые нарушениями вследствие смещения в направлении ширины материалов слоистого сердечника).
Для устранения этих нарушений, обусловленных смещением в направлении ширины материалов слоистого сердечника, эффективным решением считается коррекция смещения множества материалов слоистого сердечника перед осуществлением наложения одного на другой множества материалов слоистого сердечника, используя для этого устройство с боковым направляющим упором или боковой направляющей, описанное в документе D7, или направляющий ролик, описанный в документе D8. Однако в устройстве с боковой направляющей, описанном в патентном документе D7, материалы слоистого сердечника, которые входят в контакт с боковой направляющей, могут быть приподняты вверх, что обуславливает нарушения производственного процесса вследствие того, что материалы слоистого сердечника будут застревать в штампе. Кроме того, в способе устранения смещения, описанном в патентном документе D8, необходимо установить направляющий ролик, выполненный с возможностью устранения смещения, а также датчик, способный детектировать положения концов (далее называемых кромками) в направлении ширины материалов слоистого сердечника (называемые далее положениями кромок) в соответствии с количеством наложенных один на другой материалов, образующих слоистый сердечник. Установка таких элементов конструкции увеличивает стоимость монтажа и связанные с этими элементами эксплуатационные расходы, и обуславливает нежелательное техническое обслуживание этих элементов конструкции.
Настоящее изобретение создано в связи с изложенными выше ситуациями, и задача настоящего изобретения заключается в создании установки (по существу технологической линии) для изготовления слоистого сердечника и способа изготовления слоистого сердечника, способных сдерживать, насколько возможно, смещение в положениях кромок и выпучивание множества материалов слоистого сердечника, наложенных друг на друга и подвергаемых штамповке (вырубке) для изготовления слоистого сердечника.
Решение проблемы
В результате интенсивных исследований с целью решения вышеупомянутых проблем было обнаружено, что множество материалов слоистого сердечника, наложенных друг на друга, с выровненными положениями кромок могут стабильно поступать в штамповочный пресс с использованием следующих механических устройств: устройства для выравнивания положений кромок множества наложенных друг на друга материалов слоистого сердечника; устройства для коррекции положений кромок; и средства для предотвращения выпучивания, и в результате этих исследований было создано настоящее изобретение. Установка для изготовления слоистого сердечника, обеспечивающая решения упомянутой проблемы и достижения цели изобретения, предназначенная для изготовления по меньшей мере одной вырубленной заготовки из множества материалов, используемых для изготовления слоистого сердечника в соответствии с настоящим изобретением, содержит: устройство для наложения материалов, выполненное с возможностью накладывать один на другой множество материалов для слоистого сердечника, подаваемых по различным линиям транспортирования; устройство для выравнивания кромок, выполненное с возможностью выравнивать положения кромок множества материалов для слоистого сердечника в направлении ширины указанного множества материалов для слоистого сердечника; средства предотвращения выпучивания, выполненные с возможностью предотвращения выпучивания множества материалов для слоистого сердечника, положения кромок которых выровнены при прохождении через устройство выравнивания кромок; устройство коррекции положения кромок, выполненное с возможностью коррекции положений кромок в направлении ширины множества материалов для слоистого сердечника; и устройство для штамповки, выполненный с возможностью вырубки множества материалов для слоистого сердечника, наложенных один на другой с помощью устройство для наложения материалов и подвергнутых операции выравнивания положений кромок, осуществляемой в устройстве для выравнивания кромок, операции предотвращения выпучивания, осуществляемой с помощью устройства для предотвращения выпучивания, и операции коррекции положений кромок, осуществляемой с использованием устройства для коррекции положений кромок так, чтобы в результате получить вырубленную заготовку.
Кроме того, в установке для изготовления слоистого сердечника в соответствии с настоящим изобретением упомянутое устройство для выравнивания кромок размещено непосредственно за выходом устройства для наложения материалов, или установлено непосредственно перед входом и непосредственно за выходом упомянутого устройства для наложения материалов.
Кроме того, в установке для изготовления слоистого сердечника в соответствии с настоящим изобретением упомянутое устройство для выравнивания кромок содержит: пару боковых роликов, обращенных друг к другу в направлении ширины множества материалов для слоистого сердечника, и пружину, способную создавать упругую силу для смещения указанной пары боковых роликов в направлении друг к другу, при этом упомянутая упругая сила пружины увеличивается или уменьшается в соответствии с разностью между максимальным расстоянием между кромками и исходным (базовым) интервалом, в том случае, когда максимальное расстояние между кромками, которое представляет собой расстояние между наиболее удаленными друг от друга кромками в направлении ширины множества материалов для слоистого сердечника, превышает базовый интервал между парой боковых роликов, и указанная пара боковых роликов сжимает с двух сторон в направлении ширины множество материалов для слоистого сердечника за счет упругой силы пружины так, чтобы обеспечить выравнивание положения кромок.
Помимо этого, в установке для изготовления слоистого сердечника в соответствии с настоящим изобретением упомянутое устройство для выравнивания кромок снабжено парой боковых роликов и содержит пару опорных элементов для боковых роликов, подвижных в направлении ширины множества материалов для слоистого сердечника.
Способ изготовления слоистого сердечника, предназначенный для изготовления по меньшей мере одной вырубленной заготовки из множества материалов для слоистого сердечника в соответствии с настоящим изобретением, включает: стадию наложения множества материалов для слоистого сердечника, подаваемых по различным линиям транспортирования; стадию выравнивания кромок, на которой осуществляется выравнивание положений кромок множества материалов для слоистого сердечника в направлении ширины указанного множества материалов для слоистого сердечника; стадию предотвращения выпучивания множества материалов для слоистого сердечника, положения кромок которых выровнены на упомянутой стадии выравнивания кромок; стадию коррекции положения кромок, на которой осуществляется коррекция положений кромок в направлении ширины множества материалов слоистого сердечника; и стадию вырубки, на которой осуществляют вырубку множества материалов слоистого сердечника, которые были наложены один на другой на стадии наложения материалов и подвергнуты операции выравнивания положений кромок на стадии выравнивания кромок, операции предотвращения выпучивания на стадии предотвращения выпучивания, и операции коррекции положений кромок, осуществляемой на стадии коррекции положений кромок, так чтобы получить в результате вырубленную заготовку.
Технический результат
В соответствии с настоящим изобретением становится возможным сдерживать, насколько это возможно, смещение положений кромок и выпучивание множества материалов слоистого сердечника, наложенных друг на друга и вырубленных для изготовления слоистого сердечника.
Краткое описание чертежей
Фиг. 1 - схематическое изображение примера осуществления установки для изготовления слоистого сердечника в соответствии с одним воплощением настоящего изобретения.
Фиг. 2 - пример расположения основных частей установки для изготовления слоистого сердечника в соответствии с одним воплощением настоящего изобретения.
Фиг. 3 - пример выполнения устройства для выравнивания кромок, способного выравнивать положения кромок множества стальных листов в воплощении настоящего изобретения.
Фиг. 4 - устройство для выравнивания кромок, представленное на фиг. 3, вид в продольном направлении обрабатываемого стального листа.
Фиг. 5 - вид, поясняющий описание операции выравнивания кромок для выравнивания положений кромок множества стальных листов в воплощении настоящего изобретения.
Фиг. 6 - вид под другим углом для пояснения операции выравнивания положений кромок множества стальных листов в воплощении настоящего изобретения.
Фиг. 7 - блок-схема последовательности действий, иллюстрирующая пример осуществления способа изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения.
Фиг. 8 - результаты вычислений величины смещения положений кромок стальных листов, подлежащих вырубке, находящихся непосредственно перед штампом в Примере 2 согласно настоящему изобретению.
Фиг. 9 - результаты вычислений величины выпучивания вырубленных стальных листов в направлении от штампа в Примере 2 согласно настоящему изобретению
Фиг. 10 - результаты вычислений величины выпучивания вырубленных стальных листов в направлении от штампа в Примере 4 согласно настоящему изобретению.
Осуществление изобретения
Ниже будет подробно и со ссылками на сопровождающие чертежи раскрыто предпочтительное воплощение установки для изготовления слоистого сердечника и способа изготовления слоистого сердечника в соответствии с настоящим изобретением. Следует отметить, что настоящее изобретение не ограничено этим воплощением. Необходимо также отметить, что на чертежах представлены схематические изображения, и отношения размеров, пропорции и тому подобное для компонентов установки могут отличаться от действительных. Отношения размеров и пропорции компонентов также могут отличаться на различных чертежах. На каждом чертеже одинаковые компоненты обозначены одинаковыми ссылочными номерами позиций.
Схема установки для изготовления слоистого сердечника.
Далее будет описана схема установки для изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения. На фиг. 1 представлено схематическое изображение примера осуществления установки для производства слоистого сердечника в соответствии с одним воплощением настоящего изобретения. На фиг. 2 представлен пример размещения основных компонентов установки для изготовления слоистого сердечника в соответствии с одним воплощением настоящего изобретения. Как показано на фиг. 1 и фиг. 2, установка для производства слоистого сердечника в соответствии с одним воплощением настоящего изобретения содержит множество средств подачи, от 2-1 до 2-n, которые обеспечивают подачу n- полос листов стали (n представляет собой целое число равное 2 или более, и далее речь идет о таком количестве n полос) от 15-1 до 15-n, используемых в качестве материалов для слоистого сердечника (здесь и далее сокращенно именуемых как «множество стальных листов 15»); и множество подающих роликов, от 3-1 до 3-n, и от 4-1 до 4-n которые перемещают множество листов стали 15 вдоль соответствующих линий транспортирования. Установка 1 для изготовления слоистого сердечника, кроме того, содержит группу 5 подающих роликов, которые накладывают один на другой множество листов 15 стали в ходе их транспортирования; устройства 6 и 7 для коррекции положений кромок, которые корректируют положения кромок множества листов 15 стали; устройства 8 и 9 для выравнивания кромок, которые выравнивают положения множества листов 15 стали; и средства 10 и 11, предотвращающие выпучивание множества стальных листов 15. Установка 1 для изготовления слоистого сердечника, кроме того, содержит сжимающие ролики 12, которые обеспечивают наложение одного на другой множества стальных листов 15; и штамповочный пресс 13, который производит вырубку упомянутого множества наложенных один на другой стальных листов 15.
На фиг. 2 предложенная установка 1 для производства слоистого сердечника схематически представлена на виде сверху от подающего ролика 4-1 до устройства 7 коррекции положений кромок (от верхней поверхности в направлении D3 толщины множества листов 15 стали). Средства 10 и 11 предотвращения выпучивания на фиг. 2 не показаны в целях упрощения описания операции выравнивания положений кромок множества стальных листов 15, производимой с помощью устройств 8 и 9 выравнивания кромок.
Средства подачи, от 2-1 до 2-n, представляют собой оборудование, обеспечивающее подачу множества листов 15 стали. При этом каждое из средств подачи, от 2-1 до 2-n, включает размоточный барабан и тому подобное средство, установленное на конце входа в установку 1 для производства слоистого сердечника. Средства подачи, от 2-1 до 2-n, принимают n полос из листов стали от 15-1 до 15-n, соответственно (или n стальных листов 15, когда они имеют форму подобную катушке) в качестве множества материалов для слоистого сердечника, используемых для изготовления слоистой катушки, и затем в указанном порядке и последовательно подают эти стальные листы, от 15-1 до 15-n, к соответствующим линиям транспортирования.
В рассматриваемом воплощении n-полос листов стали, от 15-1 до 15-n, представляют собой тонкие листы электротехнической стали, имеющей высокую магнитную проницаемость (листы электротехнической стали с неориентированной структурой и тому подобное). Как показано на фиг. 1, подача этих листов стали, от 15-1 до 15-n, осуществляется с помощью узлов от 2-1 до 2-n, соответственно, в виде рулона.
Подающие ролики, от 3-1 до 3-n и от 4-1 до 4-n, выполнены с возможностью подачи множества стальных листов 15 по линии транспортирования от местоположения выше по ходу движения листов 15 в направлении ниже по ходу движения. В частности, как показано на фиг. 1, подающие ролики, от 3-1 до 3-n, установлены на следующей ступени по отношению к средствам подачи, от 2-1 до 2-n, а подающие ролики, от 4-1 до 4-n, установлены на следующей ступени от вышеупомянутых подающих роликов от 3-1 до 3-n. Подающие ролики, от 3-1 до 3-n, в указанном порядке и последовательно транспортируют стальные листы от 15-1 до 15-n, подаваемые от средств подачи, от 2-1 до 2-n, к подающим роликам, от 4-1 до 4-n, посредством соответствующих линий транспортирования. Подающие ролики, от 4-1 до 4-n, в указанном порядке и последовательно перемещают, посредством соответствующих линий транспортирования, стальные листы от 15-1 до 15-n, подаваемые от подающих роликов, от 3-1 до 3-n, расположенных на предшествующей ступени.
Группа 5 подающих роликов представляет собой технические средства, способные накладывать один на другой множество стальных листов 15 при их транспортировании от местоположения выше по ходу движения листов по линии транспортирования к местоположению ниже по ходу их движения. В частности, как показано на фиг. 1, группа 5 подающих роликов состоит из некоторого количества подающих роликов, от 5а до 5е (пять в рассматриваемом воплощении), размещенных вдоль линий транспортирования множества стальных листов 15. Количество подающих роликов, находящихся в упомянутой группе 5 подающих роликов, не ограничено именно пятью, и это количество может быть любым, но вместе с тем необходимым для транспортирования и наложения одного на другой множества стальных листов 15.
В упомянутой группе 5 подающих роликов по меньшей мере один из подающих роликов, от 5а до 5е, транспортирует стальные листы, от 15-1 до 15-n, от направляющих роликов, от 4-1 до 4-n, вдоль направлений подачи, показанных на фиг. 1 крупными стрелками, с помощью соответствующих линий транспортирования. Группа 5 подающих роликов последовательно направляет стальные листы, от 15-1 до 15-n, от местоположения ниже по ходу движения листов в направлении ниже по ходу их движения с помощью подающих роликов, от 5а до 5е, и одновременно осуществляет наложение одного на другой стальных листов, от 15-1 до 15-n, в направлении D3 толщины в позиции, соответствующей любому одному из подающих роликов, от 5а до 5е. Наложение множества стальных листов 15, от 15-1 до 15-n, одного на другой, происходит на подающих роликах упомянутой группы 5 под действием собственного веса указанных листов. Группа 5 подающих роликов последовательно направляет множество стальных листов 15, наложенных один на другой указанным образом, к узлу 6 коррекции положений кромок.
Устройства 6 и 7 для коррекции положений кромок представляют собой технические средства, способные корректировать положения кромок в направлении D1 ширины множества материалов для слоистого сердечника. При этом, как показано на фиг. 1 и фиг. 2, устройство 6 коррекции положений кромок содержит пару боковых направляющих 6а, 6b, обращенных друг к другу в направлении D1 ширины множества стальных листов 15, и установленных в заданном положении на предшествующей ступени относительно зажимных роликов 12 и между группой 5 подающих роликов и устройством 8 для выравнивания кромок (в данном случае, на предшествующей ступени относительно устройства 8 выравнивания кромок). Расстояние между парой боковых направляющих 6а и 6b в направлении друг к другу (направление D1 по ширине) немного больше, чем ширина W каждого из множества стальных листов 15 (например, ширина W стального листа 15-1), так что множество стальных листов 15, которые не смещены относительно направления движения, могут легко проходить между боковыми направляющими 6а и 6b.
За счет использования боковых направляющих 6а и 6b, размещенных с правой и левой сторон в направлении D1 ширины, устройство 6 для коррекции положений кромок корректирует смещение множества стальных листов 15, транспортируемых от группы 5 подающих роликов, в направлении зажимных роликов 12. Соответственно, узел 6 коррекции положений кромок корректирует положения Ра и Рb кромок множества стальных листов 15 (положение каждой кромки наложенных один на другой стальных листов, от 15-1 до 15-n). Таким образом, в отношении положения кромок Ра с левой стороны в направлении D1 ширины для множества стальных листов 15 узел 6 коррекции положений кромок уменьшает величину смещения относительно нормального положения SРa кромок, а в отношении положения кромок Рb с правой стороны в направлении D1 ширины для множества стальных листов 15 узел 6 коррекции положений кромок уменьшает величину сдвига от нормального положения SРb кромок.
Как показано на фиг. 1 и фиг. 2, устройство 7 для коррекции положений кромок содержит пару боковых направляющих 7а и 7b, обращенных друг к другу в направлении D1 ширины множества стальных листов 15 и установленных в заданных положениях на последующей ступени от зажимных роликов 12, в частности, в следующей ступени после устройства 9 для выравнивания кромок. В этом воплощении устройство 7 коррекции положений кромок установлено непосредственно перед входом в верхнюю часть (пуансон) 13а и нижнюю часть (матрицу) 13b штампа штамповочного пресса 13. Расстояние между парой боковых направляющих 7а и 7b в направлении друг к другу (направление D1 ширины) немного больше, чем ширина W каждого листа из множества стальных листов 15 так, что заготовка 18 из наложенных один на другой множества стальных листов 15, которые не смещены относительно друг друга, может легко проходить между боковыми направляющими 7а и 7b.
За счет использования боковых направляющих 7а и 7b, размещенных с правой и левой сторон в направлении D1 ширины, устройство 7 коррекции положений кромок корректирует смещение положения заготовки 18 из множества стальных листов 15, транспортируемых от сжимающих роликов 12 (в данном случае от устройства 9 выравнивания кромок) в направлении штампа (т.е. пуансона 13а и матрицы 13b) штамповочного пресса 13. Соответственно, устройство 7 для коррекции положений кромок корректирует положения Ра и Рb кромок изделия 18 из наложенных один на другой листов (положение каждой кромки наложенных один на другой стальных листов, от 15-1 до 15-n). Таким образом, в отношении положения кромок Ра с левой стороны в направлении D1 ширины заготовки 18 из наложенных один на другой стальных листов устройство 7 коррекции положений кромок уменьшает величину сдвига относительно нормального положения SРa кромок, а в отношении положения кромок Рb с правой стороны в направлении D1 ширины заготовки 18 из наложенных один на другой стальных листов устройство 7 коррекции положений кромок уменьшает величину сдвига относительно нормального положения SРb кромок.
Здесь нормальные положения SРa и SРb кромок представляют собой базовые положения правой и левой кромок в направлении D1 ширины стальных листов, от 15-1 до 15-n, и являются общими для стальных листов, от 15-1 до 15-n. Эти нормальные положения SРa и SРb кромок устанавливают, например, в соответствии с положениями и тому подобному пуансона 13а и матрицы 13b так, чтобы согласовать их с оптимальными положениями в качестве положений кромок множества стальных листов 15, подлежащих перемещению между пуансоном 13а и матрицей 13b штамповочного пресса 13.
Устройства 8 и 9 для выравнивания кромок представляют собой оборудование, способное выравнивать положения кромок в направлении D1 ширины множества материалов для слоистого сердечника между множеством материалов для слоистого сердечника. В рассматриваемом воплощении, как показано на фиг. 1 и 2, устройства 8 и 9 выравнивания кромок установлены на предшествующей ступени относительно штамповочного пресса 13 в заданном положении перед входом и непосредственно за выходом сжимающих роликов 12, соответственно. Упомянутые сжимающие ролики 12 сжимают и накладывают один на другой множество стальных листов 15. Другими словами, как показано на фиг. 1 и 2, между устройствами 8 и 9 выравнивания кромок и сжимающими роликами 12 не размещено никакое оборудование, которое влияло бы на транспортирование материалов для слоистого сердечника, например, не размещены подающие ролики.
В заданном положении непосредственно перед входом сжимающих роликов 12 устройство 8 для выравнивания кромок формирует слоистую структуру из множества стальных листов 15, транспортируемых от устройства 6 для коррекции положения кромок в направлении сжимающих роликов 12, с левой и правой сторон в направлении D1 ширины, используя пару вращающихся тел качения, на которые действует сила упругости вышеупомянутой пружины. При этом устройство 8 для выравнивания кромок выравнивает положения кромок множества стальных листов 15, от 15-1 до 15-n.
В заданном положении непосредственно за выходом сжимающих роликов 12 устройство 9 для выравнивания кромок формирует слоистую структуру из множества стальных листов 15 (в данном случае, заготовку 18, полученную наложением один на другой множества слоев), транспортируемых от сжимающих роликов 12 в направлении штамповочного пресса 13, с левой и правой сторон в направлении D1 ширины с помощью пары вращающихся тел качения, на которые действует сила упругости вышеупомянутой пружины. При этом устройство 9 выравнивания кромок выравнивает положения кромок множества стальных листов 15, а именно, положение кромок уложенных один на другой стальных листов, от 15-1 до 15-n, заготовки 18.
Средства 10 и 11 предотвращения выпучивания листов представляют собой конструкции, позволяющие предотвратить поднятие (выпучивание) множества материалов слоистого сердечника, положения кромок которого выровнено посредством узлов 8 и 9 выравнивания кромок. В частности, как показано на фиг. 1, средство 10 предотвращения выпучивания размещено с верхней стороны устройства 8 для выравнивания кромок, расположенного непосредственно перед входом сжимающих роликов 12. Упомянутое средство 10 предотвращения выпучивания предотвращает выпучивание множества стальных листов 15, положения кромок которых выровнено с помощью устройства 8 выравнивания кромок. Другими словами, средство 10 против выпучивания предотвращает выпучивание каждой кромки стальных листов, от 15-1 до 15-n, уложенных один на другой в направлении толщины D3, за счет действие узла 8 выравнивания кромок.
Как показано на фиг. 1, средство 11 предотвращения выпучивания находится сверху от устройства 9 выравнивания кромок, расположенного непосредственно за выходом сжимающих роликов 12. Средство 11 предотвращения выпучивания предотвращает выпучивание множества стальных листов 15 (в частности, заготовки 18 из наложенных один на другой листов), положения кромок которых выровнены с помощью устройства 9 выравнивания кромок. Другими словами, средство 11 предотвращения выпучивания предотвращает выпучивание каждой кромки стальных листов, от 15-1 до 15-n, наложенных один на другой в направлении ширины D3 с образованием заготовки 18 из наложенных один на другой листов в результате действия устройства 9 выравнивания кромок.
Зажимные ролики 12 функционируют в качестве устройства для наложения стальных листов, выполненного с возможностью накладывать один на другой множество стальных листов 15, т.е. множества материалов для слоистого сердечника, движущихся вдоль различных линий транспортирования. При этом, как показано на фиг. 1, сжимающие ролики 12 включают верхний и нижний вращающиеся ролики и тому подобное, и как показано на фиг. 1 и фиг. 2, сжимающие ролики 12 размещены в заданном положении на предшествующей ступени относительно штамповочного пресса 13, в рассматриваемом воплощении между устройствами 8 и 9 для выравнивания кромок. Прижимной ролик 12 формирует слоистую структуру из множества стальных листов 15, транспортируемых через устройство 8 выравнивания кромок, путем наложения одного на другой множества листов 15 с их одновременным обжатием в направлении D3 толщины. Таким образом, сжимающие ролики 12 формируют заготовку 18 из наложенных один на другой стальных листов из множества стальных листов 15.
В данном воплощении заготовка 18 из наложенных один на другой стальных листов представляет собой слоистую структуру, в которой стальные листы, от 15-1 до 15-n, наложены один на другой в направлении D3 толщины, и их выпучивание предотвращается с помощью средства 10 для предотвращения выпучивания после коррекции положения кромок с помощью устройства 6 для коррекции и выравнивания с помощью устройства 8 выравнивания кромок. Как отмечено выше, зажимные ролики 12 последовательно подают заготовку 18 из укладываемых листов в направлении устройства 9 выравнивания кромок, размещенного вблизи штамповочного пресса 13, осуществляя в то же время наложение стальных листов 15 один на другой.
Штамповочный пресс 13 функционирует в качестве устройства для вырубки, предназначенного для вырубки множества стальных листов 15, наложенных один на другой с помощью зажимных роликов 12 (а именно, вырубки заготовки 18 из наложенных один на другой стальных листов) с получением вырубленной заготовки из материалов для слоистого сердечника. При этом, как показано на фиг. 1, штамповочный пресс 13 оборудован пуансоном 13а и матрицей 13b в качестве штампа для вырубки, и установлен в заданном положении на последующей ступени относительно сжимающих роликов 12, в частности, на последующей ступени относительно устройства 9 для выравнивания кромок. В рассматриваемом воплощении устройство 7 для коррекции положений кромок размещено непосредственно перед входом пуансона 13а и матрицы 13b. Штамповочный пресс 13 направляет заготовку 18 из наложенных один на другой стальных листов 15 в штамп, т.е. между пуансоном 13а и матрицей 13b, и размещает упомянутую заготовку 18 из наложенных один на другой слоев стальных листов между пуансоном 13а и матрицей 13b так, что удерживает упомянутую заготовку на месте. Затем штамповочный пресс 13 одновременно производит вырубку заготовки 18 в направлении D3 толщины с помощью пуансона 13а и матрицы 13b. Заготовка 18 из наложенных один на другой стальных листов, обрабатываемая с использованием штамповочного пресса 13 указанным образом, представляет собой стальные листы, от 15-1 до 15-n, наложенные один на другой с помощью сжимающих роликов 12. Упомянутое множество стальных листов 15 подвергнуто здесь следующим операциям: выравнивание положений кромок посредством устройства 8 и 9 для выравнивания кромок; предотвращение выпучивания с помощью устройств 10 и 11 предотвращения выпучивания листов; и коррекция положений кромок, осуществляемая посредством устройств 6 и 7 для коррекции положений кромок.
В результате вышеупомянутой операции вырубки штамповочный пресс 13 обеспечивает получение из материалов для слоистого сердечника вырубленной заготовки в форме готового сердечника из стальных листов, от 15-1 до 15-n, которые образуют эту заготовку 18 из наложенных один на другой стальных листов. Всякий раз, когда заготовка 18 из наложенных один на другой стальных листов, поступает в штамп под действием сжимающих роликов 12, штамповочный пресс 13 непрерывно производит вырубку этой заготовки 18 с получением конечной формы сердечника из стальных листов, от 15-1 до 15-n, так, что в результате получают множество вырубленных заготовок, имеющих заданную конечную форму сердечника. Штамповочный пресс 13 укладывает одну на другую множество вырубленных заготовок, полученных указанным образом, так, чтобы при этом направления перемещения стальных листов, от 15-1 до 15-n, которые являются материалами заготовок, совпадали. Штамповочный пресс 13 затем объединяет вырубленные с помощью пуансона 13а и матрицы 13b заготовки таким образом, что, в конце концов, получается изготовленный желаемый слоистый сердечник.
В воплощении в соответствии с настоящим изобретением направление D1 по ширине является направлением, в котором проходит ширина каждого листа из множества стальных листов 15, используемых в качестве материалов для слоистого сердечника. Продольным направлением D2 является направление, в котором множество стальных листов 15 проходят в направлении длины, то есть, направление непрерывного перемещения каждого стального листа 15, от 15-1 до 15-n. В указанном продольном направлении D2 перемещаются стальные листы, от 15-1 до 15-n. Направление D3 по толщине является таким направлением, в котором проходит толщина каждого листа из множества стальных листов 15. Более конкретно, когда множество стальных листов 15, в данном случае, вышеупомянутая заготовка 18 из наложенных один на другой стальных листов находится в указанном состоянии с наложением листов, направление D3 по толщине является таким же, что и направление, в котором осуществляется наложение одного на другой множества стальных листов 15 (направление формирования слоистой структуры). Направление D1 по ширине, продольное направление D2 и направление D3 по толщине перпендикулярны друг другу.
Кроме того, правая сторона в направлении D1 ширины представляет собой правую сторону в направлении транспортирования множества стальных листов 15 (направление подачи), а левая сторона в направлении D1 ширины представляет собой левую сторону в направлении транспортирования. Положительным направлением в продольном направлении D2 является направление, в котором перемещается при транспортировании множество стальных листов 15, и отрицательным направлением в продольном направлении D2 является направление, противоположное упомянутому положительному направлению. Верхняя сторона в направлении D3 толщины определяет направление вертикально вверх, а нижняя сторона в направлении D3 толщины определяет направление вертикально вниз.
Конструктивное выполнение устройства для выравнивания кромок.
Далее будет подробно описано конструктивное выполнение устройств 8 и 9 для выравнивания кромок, которые обеспечивают выравнивание положений кромок стальных листов, от 15-1 до 15-n, в воплощении настоящего изобретения. На фиг. 3 представлен вид, иллюстрирующий пример конструктивного выполнения устройства для выравнивания кромок, способного выравнивать положения кромок множества стальных листов в воплощении согласно настоящему изобретению. На фиг. 4 представлен вид устройства для выравнивания кромок, показанного на фиг. 3, в продольном направлении перемещения подлежащего обработке стального листа. На фиг. 4 показано, кроме того, средство 10 предотвращения выпучивания листов, расположенное сверху от устройства 8 для выравнивания кромок. Далее упомянутое устройство 8 выравнивания кромок будет представлен в качестве примера выполнения устройств 8 и 9 для выравнивания кромок, и конструкция устройства 8 выравнивания кромок будет описана со ссылками на фиг. 3 и фиг. 4. Другое устройство 9 для выравнивания кромок выполнено аналогично рассматриваемому устройству 8, однако отличается местом размещения.
Как показано на фиг. 3 и фиг. 4, устройство 8 для выравнивания кромок содержит пару боковых роликов 21а и 21b, обращенных друг к другу в направлении D1 ширины множества обрабатываемых стальных листов 15 (см. фиг. 1 фиг. 2); пару опорных элементов 22а и 22b для боковых роликов, служащих подвижными опорами, на которых установлены боковые ролики 21а и 21b соответственно; пружину 23, способную создавать упругую силу для смещения пары боковых роликов 21а и 21b в направлении друг к другу; и основание 25, снабженное рельсами 25а для придания точного направления и перемещения паре опорных элементов 22а и 22b для боковых роликов.
Пара боковых роликов 21а и 21b представляет собой вращающиеся тела качения, обращенные друг к другу в направлении D1 ширины листа. Один из боковых роликов 21а прикреплен к верхней поверхности опорного элемента 22а для боковых роликов с возможностью вращения вокруг оси (не показано), проходящей в направлении толщины D3. Другой боковой ролик 21b прикреплен к верхней поверхности опорного элемента 22b для боковых роликов также с возможностью вращения вокруг оси (не показано), проходящей в направлении толщины D3. Как показано на фиг. 3 и фиг. 4, внешняя окружная поверхность каждого из пары боковых роликов 21а и 21b, прикрепленных к паре опорных элементов 22а и 22b соответственно, при указанном размещении обращена друг к другу в направлении D1 ширины.
Пара опорных элементов 22а и 22b снабжена парой боковых роликов 21а и 21b соответственно, выполняющих функцию подвижных стоек в направлении ширины D1. В частности, как показано на фиг. 4, один из опорных элементов 22а для бокового ролика (левая сторона в направлении D1 ширины) снабжен боковым роликом 21а на верхней поверхности и колесами 24а в нижней части. Опорный элемент 22а для бокового ролика размещен так, что колеса 24а установлены на рельсах 25а основания 25, показанного на фиг. 3, с возможностью перемещения вдоль рельсов 25а вместе с боковым роликом 21а в направлении ширины D1. Другой опорный элемент 22b для бокового ролика (правая сторона в направлении D1 ширины) снабжен боковым роликом 21b, размещенным на его верхней поверхности, и колесами 24b в нижней части. Опорный элемент 22b для бокового ролика размещен так, что колеса 24b установлены на рельсах 25а основания 25, показанного на фиг. 3, с возможностью перемещения вдоль рельсов 25а вместе с боковым роликом 21b в направлении ширины D1. Кроме того, указанная пара опорных элементов 22а и 22b для боковых роликов, установленная на рельсы 25а, обуславливает взаимное расположение пары боковых роликов 21а и 21b, при котором они обращены друг к другу в направлении D1 ширины.
Как показано на фиг. 3 и фиг. 4, один конец пружины 23 присоединен к опорному элементу 22а для бокового ролика, а другой конец пружины присоединен к опорному элементу 22b для бокового ролика так, что пружина соединяет пару опорных элементов 22а и 22b для боковых роликов, обращенных друг к другу в направлении D1 ширины. Поскольку пара опорных элементов 22а и 22b для роликов отделена друг от друга, пружина 23 проходит по всей длине в направлении D1 ширины. Соответственно, пружина 23 создает упругую силу и смещает пару боковых роликов 21а и 21b, размещенных на паре опорных элементов 22а и 22b во встречном направлении (то есть, в направлении, в котором пара боковых роликов 21а и 21b приближается друг к другу). Пружина 23 прикладывает созданную упругую силу к паре опорных элементов 22а и 22b для роликов для смещения упомянутой пары опорных элементов 22а и 22b в направлении, в котором пара боковых роликов 21а и 21b приближается друг к другу.
Здесь исходный интервал (исходное расстояние) Wbas для пары боковых роликов 21а и 21b, показанный на фиг. 3 и фиг. 4, может быть установлен любой величины в соответствии с пружиной 23, которая соединяет пару опорных элементов 22а и 22b для боковых роликов, как это описано выше. В рассматриваемом воплощении исходным интервал Wbas является граничная величина расстояния между парой боковых роликов 21а и 21b, обращенных друг к другу в направлении D1 ширины. Например, исходный интервал Wbas определяется как расстояние между парой боковых роликов 21а и 21b, размещенных на опорных элементах 22а и 22b для боковых роликов, когда длина пружина 23 равна её собственной длине. Если расстояние между парой боковых роликов 21а и 21b больше, чем исходное расстояние Wbas, пружина 23 создает вышеупомянутую упругую силу. Эта упругая сила пружины 23 увеличивается по мере того, как расстояние между парой боковых роликов 21а и 21b становится больше исходного расстояния Wbas.
В рассматриваемом воплощении исходное расстояние Wbas установлено меньше ширины W листа множества стальных листов 15 (в частности, меньше ширины W каждого листа из стальных листов от 15-1 до 15-n). Предпочтительно исходное расстояние Wbas устанавливают таким, что каждый из множества стальных листов 15 не деформируется под действием усилия сжатия, действующего в направлении D1 ширины (то есть, упругой силы пружины 23), приложенного к листам парой боковых роликов 21а и 21b. Более предпочтительно исходное расстояние Wbas устанавливают так, чтобы оно удовлетворяло приведенному ниже математическому соотношению (1):
где W - ширина каждого стального листа, t - толщина каждого стального листа из стальных листов от 15-1 до 15-n.
Основание 25 является неподвижным основанием, снабженным рельсами 25а, на которых установлены колеса 24а и 24b пары опорных элементов 22а и 22b для боковых роликов. Рельсы 25а проходят в направлении, перпендикулярном направлению подачи множества стальных листов 15 (продольному направлению D2) и в направлении, параллельном поверхностям множества стальных листов 15 (поверхностям материалов для слоистого сердечника), а именно, направлению D1 ширины (см. фиг. 3). Рельсы 25а, проходящие в направлении D1 ширины указанным образом, определяют перемещения пары опорных элементов 22а и 22b для боковых роликов в направлении D1 ширины. Рельсы 25а, кроме того, устанавливают подвижные границы для пары опорных элементов 22а и 22b для боковых роликов в направлении D1 ширины в соответствии с их собственной длиной (длиной рельсов в направлении D1 ширины).
Как показано на фиг. 4, с верхней стороны устройства 8 для выравнивания кромок размещено средство 10 предотвращения выпучивания листов. Указанное средство 10 предотвращения выпучивания представляет собой элемент наподобие плиты или вращающееся тело качения, которое вращается вокруг оси, проходящей в направлении D1 ширины. Как показано на фиг. 4, средство 10 предотвращения выпучивания установлено так, что оно закрывает верхнюю сторону объема, заключенного между парой боковых роликов 21а и 21b, образуя предварительно заданный зазор Т над верхними поверхностями пары опорных элементов 22а и 22b для боковых роликов в направлении D3 толщины.
Как показано на фиг. 4, между средством 10 предотвращения выпучивания листов и верхними поверхностями пары опорных элементов 22а и 22b, на которых установлена пара боковых роликов 21а и 21b, предпочтительно формирование достаточно широкого зазора, чтобы обеспечить прохождение через него множества стальных листов 15 (n- полос стальных листов, от 15-1 до 15-n), наложенных один на другой в направлении толщины D3. Иными словами, зазор Т между средством 10 предотвращения выпучивания и парой опорных элементов 22а и 22b для боковых роликов установлен таким, чтобы он превышал общую толщину (равную n×t) n-полос наложенных один на другой стальных листов, от 15-1 до 15-n. Предпочтительно величина зазора Т установлена равной 1/100 или менее ширины W каждого листа из стальных листов от 15-1 до 15-n. Более предпочтительно, с точки зрения предотвращения выпучивания множества стальных листов 15 и предотвращения их зацепления в средстве 10 предотвращения выпучивания, упомянутый зазор Т устанавливают таким, чтобы он удовлетворял приведенному ниже соотношению (2):
где t - толщина каждого листа из стальных листов от 15-1 до 15-n и n - количество наложенных один на другой листов (количество уложенных слоями листов).
Конструктивное выполнение средства 10 предотвращения выпучивания листов аналогично выполнению средства 11 предотвращения выпучивания листов, расположенного с верхней стороны устройства 9 для выравнивания кромок, показанного на фиг. 1. Указанные средства 10 и 11 предотвращения выпучивания листов одинаковы размещены также и в отношении зазора Т, показанного на фиг. 4.
Действие по выравниванию кромок.
Ниже будет подробно описано действие, производимое устройствами 8 и 9 выравнивания кромок для выравнивания положений кромок стальных листов, от 15-1 до 15-n, в воплощении настоящего изобретения, а именно, действие по выравниванию кромок. На фиг. 5 представлен вид, поясняющий действие по выравниванию положений кромок множества стальных листов в воплощении настоящего изобретения. На фиг. 6 представлен вид под другим углом, поясняющий действие по выравниванию положений кромок множества стальных листов в воплощении настоящего изобретения. фиг. 5 иллюстрирует действие по выравниванию кромок, если смотреть с верхней стороны в направлении D3 толщины. фиг. 6 иллюстрирует действие по выравниванию кромок, если смотреть в направлении движения множества стальных листов 15 (в положительную сторону в продольном направлении D2).
Далее устройство 8 для выравнивания кромок будет описано как пример выполнения устройств 8 и 9 выравнивания кромок, а два стальных листа 15-1 и 15-2 будут воплощать упомянутое множество стальных листов 15. Соответственно, действие по выравниванию положений кромок множества стальных листов 15 будет описано со ссылками на фиг. 5 и фиг. 6. Действие по выравниванию кромок другим устройством 9 для выравнивания кромок аналогично действию устройства 8 для выравнивания кромок. Кроме того, при выравнивании кромок с помощью устройств 8 и 9 для выравнивания кромок случай, когда количество наложенных один на другой листов 15 равно двум, является подобным случаю, в котором число таких листов составляет три или более.
Как показано на фиг. 5 и фиг. 6, устройство 8 для выравнивания кромок принимает между парой боковых роликов 21а и 21b стальные листы 15-1 и 15-2, последовательно транспортируемые и наложенные один на другой в направлении D3 толщины, и размещает эти листы в направлении D1 ширины между парой боковых роликов 21а и 21b, обращенных внешней поверхностью один к другому в направлении D1 ширины листов. В устройстве 8 для выравнивания кромок пара боковых роликов 21a и 21b вращается вокруг оси, проходящей в направлении D3 толщины, для непрерывного транспортирования (подачи) стальных листов 15-1 и 15-2 в продольном направлении D2. Одновременно в устройстве 8 для выравнивания кромок пара боковых роликов 21а и 21b передает воздействие силы упругости пружины 23 кромкам стальных листов 15-1 и 15-2 для выравнивания положения каждой кромки стальных листов 15-1 и 15-2.
В частности, в устройстве 8 для выравнивания кромок, который осуществляет действие по выравниванию кромок так, как показано на фиг. 5 и фиг. 6, боковой ролик 21а воспринимает усилие от левой кромки стального листа 15-1, смещенного в левую сторону в направлении D1 ширины по отношению к стальному листу 15-2. Опорный элемент 22а для бокового ролика смещается в левую сторону в направлении D1 ширины вдоль рельсов 25а основания 25 под действием силы, действующей на боковой ролик 21а со стороны стального листа 15-1. С другой стороны, боковой ролик 21b воспринимает усилие от правой кромки стального листа 15-2, сдвинутого в правую сторону в направлении D1 ширины относительно стального листа 15-1. Опорный элемент 22b бокового ролика смещается в правую сторону в направлении D1 ширины вдоль рельсов 25а основания 25 под действием силы, действующей на боковой ролик 21b со стороны стального листа 15-2. Таким образом, пара опорных элементов 22а и 22b смещается с удалением друг от друга, что приводит к увеличению расстояния между боковыми роликами 21а и 21b до расстояния, равного по величине максимальному расстоянию Wmax между кромками стальных листов 15-1 и 15-2, как показано на фиг. 5 и фиг. 6.
Здесь максимальное расстояние Wmax между кромками представляет собой расстояние между наиболее удаленными кромками (в направлении D1 ширины) множества материалов для слоистого сердечника. Другими словами, в том случае, если количество стальных листов 15, используемых в качестве материалов для слоистого сердечника, равно двум, т.е. речь идет о стальных листах 15-1 и 15-2, показанных на фиг. 5 и фиг. 6, максимальное расстояние Wmax от кромки до кромки определяется как расстояние между самыми дальними кромками этих стальных листов 15-1 и 15-2 в направлении D1 ширины. Точнее говоря, указанное максимальное расстояние Wmax от кромки до кромки является разделительным расстоянием между левой кромкой стального листа 15-1, смещенного в левую сторону в направлении D1 ширины, и правой кромкой стального листа 15-2, смещенного в правую сторону в направлении D1 ширины.
Как показано на фиг. 5 и фиг. 6, когда положения кромок стальных листов 15-1 и 15-2 смещаются в направлении D1 ширины, максимальное расстояние Wmax от кромки до кромки стальных листов 15-1 и 15-2 всегда становится больше исходного расстояния Wbas (см. фиг. 3 и фиг. 4) между двумя боковыми роликами 21а и 21b. Другими словами, интервал между парой боковых роликов 21а и 21b, между которыми заключены эти стальные листы 15-1 и 15-2 в направлении D1 ширины, превышает исходное расстояние Wbas и увеличивается вплоть до расстояния, равного по величине максимальному расстоянию Wmax от кромки до кромки.
Если расстояние между парой боковых роликов 21а и 21b превышает исходное расстояние Wbas , пружина 23 удлиняется по отношению к своей естественной длине (в свободном или ненагруженном состоянии) в направлении D1 ширины, создавая при этом упругую силу для смещения пары боковых роликов 21а и 21b навстречу друг другу. Когда максимальное расстояние Wmax от кромки до кромки стальных листов 15-1 и 15-2 превышает исходное расстояние Wbas между парой боковых роликов 21а и 21b, сила упругости пружины 23 увеличивается или уменьшается в соответствии с разностью между максимальным расстоянием Wmax от кромки до кромки и исходным расстоянием Wbas. В частности, сила упругости пружины 23 увеличивается с увеличением разности, полученной вычитанием исходного интервала Wbas из максимального расстояния Wmax от кромки до кромки, и уменьшается с уменьшением этой разности. Пружина 23 прикладывает эту упругую силу к опорным элементам 22а и 22b с установленными на них боковыми роликами.
Упомянутая пара опорных элементов 22а и 22b для боковых роликов перемещается в направлении навстречу друг другу вдоль рельсов 25а под действием приложенной силы упругости пружины 23. Кроме того, пара опорных элементов 22а и 22b для боковых роликов перемещается в направлении D1 ширины вдоль рельсов 25а в соответствии с балансом сил, действующих на пару боковых роликов 21а и 21b от каждой из кромок стальных листов 15-1 и 15-2. Соответственно, центральное положение между парой опорных элементов 22а и 22b перемещается ближе к центральному положению максимального расстояния Wmax от кромки до кромки стальных листов 15-1 и 15-2.
При совместном перемещении вместе с парой опорных элементов 22а и 22b пара боковых роликов 21а и 21b смещается в направлении, в котором указанная пара боковых роликов 21а и 21b сближается друг с другом в направлении D1 ширины под действием силы упругости пружины 23, действующей на указанные опорные элементы 22а и 22b. Эта пара боковых роликов 21а и 21b сжимает с двух сторон стальные листы 15 в направлении D1 ширины за счет силы упругости пружины 23 и выравнивает положения кромок стальных листов 15 между стальными листами 15-1 и 15-2.
Более конкретно, как показано на фиг. 5 и фиг. 6, один из боковых роликов 21а (с левой стороны в направлении D1 ширины) нажимает на левую кромку стального листа 15-1 вправо в направлении D1 ширины под действием силы упругости пружины 23, приложенной к опорному элементу 22а для бокового ролика. При этом, как показано на фиг. 5 и фиг. 6, в двух стальных листах 15-1 и 15-2, кромки которых необходимо выровнять, стальной лист 15-1 смещается в левую сторону в направлении D1 ширины относительно стального листа 15-2. Боковой ролик 21а оказывает давление на левую кромку стального листа 15-1 в направлении, показанном большими стрелками на фиг. 5 и фиг. 6, так чтобы уменьшить (желательно до нуля) величину сдвига ΔWa положения левой кромки стального листа 15-1 по отношению к стальному листу 15-2. Соответственно боковой ролик 21а выравнивает положение левой кромки стального листа 15-1 и положение левой кромки стального листа 15-2. В этом случае боковой ролик 21а свободно вращается вокруг оси, проходящей в направлении D3 толщины, находясь в то же время в контакте с левой кромкой стального листа 15-1 или каждой левой кромкой стальных листов 15-1 и 15-2 (см. фиг. 5). Соответственно, этот боковой ролик 21а не препятствует транспортированию (подаче) стальных листов 15-1 и 15-2, выравнивая в то же время положения левой кромки стальных листов 15-1 и 15-2.
Как показано на фиг. 5 и фиг. 6, другой боковой ролик 21b (размещен с правой стороны в направлении D1 ширины) оказывает усилие давления на правую кромку стального листа 15-2 в левую сторону в направлении D1 ширины за счет силы упругости пружины 23, приложенной к опорному элементу 22b для бокового ролика. При этом в соответствии с фиг. 5 и фиг. 6 в двух стальных листах 15-1 и 15-2, кромки которых необходимо выровнять, стальной лист 15-2 смещается в правую сторону в направлении D1 ширины относительно стального листа 15-1. Боковой ролик 21b оказывает давление на правую кромку стального листа 15-2 в направлении, показанном большими стрелками на фиг. 5 и фиг. 6, так чтобы уменьшить (желательно до нуля) величину сдвига ΔWb положения правой кромки стального листа 15-2 по отношению к стальному листу 15-1. Соответственно боковой ролик 21b выравнивает положение правой кромки стального листа 15-2 и положение правой кромки стального листа 15-1. В этом случае боковой ролик 21b свободно вращается вокруг оси, проходящей в направлении D3 толщины, находясь при этом в контакте с правой кромкой стального листа 15-2 или каждой правой кромкой стальных листов 15-1 и 15-2 (см. фиг. 5). Соответственно, боковой ролик 21b не препятствует транспортированию (подаче) стальных листов 15-1 и 15-2, выравнивая в то же время положения правой кромки стальных листов 15-1 и 15-2.
Кроме того, как описано выше, пара опорных элементов 22а и 22b для боковых роликов перемещается в направлении D1 ширины вдоль рельсов 25а в соответствии с балансом сил, действующих на пару боковых роликов 21а и 21b от каждой кромки стальных листов 15-1 и 15-2. Упомянутая пара боковых роликов 21а и 21b перемещается в направлении D1 ширины вместе с парой опорных элементов 22а и 22b для боковых роликов. Соответственно, центральное положение между парой боковых роликов 21а и 21b смещается ближе к центральному положению максимального расстояния Wmax от кромки до кромки стальных листов 15-1 и 15-2. В этом случае пара боковых роликов 21а и 21b может прикладывать усилие давления (т.е. силу упругости пружины 23) в равной степени к стальным листам 15-1 и 15-2 как с правой, так и с левой стороны в направлении D1 ширины. Результат такого воздействия способствует предотвращению выпучивания листов 15-1 и 15-2, достигаемому с помощью средства 10 предотвращения выпучивания, показанного на фиг. 6, и усиливает действие по предотвращению выпучивания листов.
Способ изготовления слоистого сердечника.
Далее будет описан способ изготовления слоистого сердечника в соответствии с одним воплощением настоящего изобретения. На фиг. 7 представлена блок-схема с описанием последовательности действий, иллюстрирующая пример способа изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения. В упомянутом способе изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения каждая операция (действие способа) на стадиях от S101 до S109, иллюстрируемая на фиг. 7, последовательно осуществляется с использованием установки 1 для изготовления слоистого сердечника так, чтобы наложить одну заготовку на другую, объединить множество вырубленных заготовок из материалов для слоистого сердечника и получить в результате готовый слоистый сердечник.
Итак, в способе изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения, как показано на фиг. 7, установка 1 для изготовления слоистого сердечника корректирует положения кромок множества наложенных один на другой материалов для слоистого сердечника, одновременно подаваемых по различным линиям транспортирования (стадия S101).
На стадии S101 группа 5 подающих роликов принимает множество стальных листов 15, транспортируемых по различным линиям транспортирования, и затем осуществляет в направлении D3 толщины наложение один на другой стальных листов, от 15-1 до 15-n, из множества стальных листов 15. Указанная группа 5 подающих роликов подает множество наложенных один на другой стальных листов 15 в устройство 6 для коррекции положений кромок, расположенное на следующей ступени. Затем устройство 6 для коррекции положений кромок принимает между боковыми направляющими 6а и 6b множество наложенных один на другой стальных листов 15, подаваемых от группы 5 подающих роликов. Упомянутое устройство 6 для коррекции положений кромок корректирует отклонение положений множества поступающих стальных листов 15 в направлении D1 ширины с помощью боковых направляющих 6а и 6b. Соответственно, устройство 6 для коррекции положений кромок корректирует положения кромок множества стальных листов 15, а именно, положение каждой кромки стальных листов, от 15-1 до 15-n. Такая коррекция уменьшает величину смещения положений кромок множества стальных листов 15 (положения Ра и Рb со смещением, показанные на фиг. 2) относительно нормальных положений SРа и SРb кромок. Устройство 6 для коррекции положений кромок корректирует положения кромок множества стальных листов 15 при обеспечении последовательного прохождения множества стальных листов 15, после коррекции положения кромок, через боковые направляющие 6а и 6b в направлении устройства 8 для выравнивания кромок, расположенного на следующей ступени.
После проведения вышеупомянутой стадии S101 установка 1 для изготовления слоистого сердечника упорядочивает кромки множества материалов для слоистого сердечника, положения кромок которых были скорректированы на стадии S101 (стадия S102). На стадии S102 устройство 8 для выравнивания кромок принимает, между парой боковых роликов 21а и 21b, множество стальных листов 15, которые прошли через боковые направляющие 6а и 6b (между этими направляющими) упомянутого устройства 6 для коррекции положения кромок. Устройство 8 для выравнивания кромок осуществляет операцию выравнивания кромок (см. фиг. 5 и фиг. 6), в частности, за счет действия силы упругости пружины 23 на каждую кромку множества поступивших стальных листов 15 с правой и с левой сторон в направлении D1 ширины, которое передается посредством пары боковых роликов 21а и 21b. Таким образом, устройство 8 для выравнивания кромок выравнивает положения кромок стальных листов, от 15-1 до 15-n, множества стальных листов 15 с обеих сторон в направлении D1.
После этого в установке 1 для изготовления слоистого сердечника предотвращается выпучивание множества материалов для слоистого сердечника, положения кромок которых были выровнены на стадии S102 (стадия S103). На стадии S103 средство 10 предотвращения выпучивания закрывает верхнюю сторону объема, образованного в упомянутом устройстве 8 для выравнивания кромок, который обеспечивает прохождение через устройство 8 множества стальных листов 15 (точнее говоря, средство 10 закрывает сверху промежуток между парой боковых роликов 21а и 21b). Таким образом, средство 10 предотвращает выпучивание множества стальных листов 15, положения кромок которых под действием усилия давления были выровнены с помощью устройства 8 для выравнивания кромок с правой и левой сторон в направлении D1 ширины, в частности, предотвращает выпучивание каждой кромки стальных листов, от 15-1 до 15-n. Что касается множества стальных листов 15, положения кромок которых были выровнены в устройстве 8 и выпучивание которых было предотвращено указанным образом с помощью средства 10 предотвращения выпучивания (далее рассматриваемые, соответственно, как листы «после выравнивания кромок»), то устройство 8 для выравнивания кромок обеспечивает их последовательное прохождение между парой боковых роликов 21а и 21b в направлении сжимающих роликов 12, расположенных на следующей ступени.
После осуществления вышеупомянутой стадии S103 в установке 1 для изготовления слоистого сердечника формируется заготовка 18 из наложенных один на другой листов (стадия S104), т.е. из множества материалов для слоистого сердечника, которые были подвержены каждой рассмотренной выше операции на стадиях от S101 до S103.
На стадии S104 множество стальных листов 15, которые от группы 5 подающих роликов прошли через устройство 6 для коррекции положения кромок и устройство 8 для выравнивания кромок в указанном порядке, как это было описано выше, достигает входа сжимающих роликов 12. Другими словами, множество стальных листов 15 здесь представляет собой множество материалов для слоистого сердечника, транспортируемых по различным линиям транспортирования и подвергнутых операции коррекции положений кромок на стадии S101; операции выравнивания положений кромок на стадии S102 и операции предотвращения выпучивания листов на стадии S103. Сжимающие ролики 12 принимают стальные листы, от 15-1 до 15-n, множества стальных листов в качестве материалов для слоистого сердечника и укладывают поступившие стальные листы, от 15-1 до 15-n, в направлении D3 толщины с наложением одного стального листа на другой от 15-1 до 15-n, и одновременным сжатием наложенных слоев. Соответственно, сжимающие ролики 12 позволяют получить из наложенных один на другой листов заготовку 18 из множества материалов (n- полос) для слоистого сердечника. Сжимающие ролики 12 последовательно подают заготовку 18 из наложенных один на другой листов, сформированную таким путем, в устройство 9 для выравнивания кромок, расположенное на следующей ступени установки.
После осуществления вышеупомянутой стадии S104 установка 1 для изготовления слоистого сердечника упорядочивает кромки заготовки 18 из наложенных один на другой стальных листов от 15-1 до 15-n, полученной на стадии S104 (стадия S105). На стадии S105 устройство 9 для выравнивания кромок принимает заготовку 18 из наложенных один на другой стальных листов, поступившую от сжимающих роликов 12, проходящую между парой боковых роликов, подобно рассмотренному случаю с вышеупомянутым устройством 8 для выравнивания кромок. Устройство 9 для выравнивания кромок производит операцию выравнивания кромок на каждой кромке поступившей заготовки 18 из наложенных один на другой стальных листов, подобно рассмотренному случаю с вышеупомянутым устройством 8 для выравнивания кромок. Таким образом, устройство 9 для выравнивания кромок выравнивает положение кромок стальных листов, от 15-1 до 15-n, упомянутой заготовки 18 на обеих сторонах в направлении D1 ширины упомянутой заготовки 18, полученной из наложенных один на другой стальных листов (то есть, множества наложенных один на другой материалов для слоистого сердечника).
Далее, установка 1 для изготовления слоистого сердечника предотвращает выпучивание заготовки 18 из наложенных один на другой стальных листов, положение кромок которых было выровнено на стадии S105 (стадия S106). На стадии S106 средство 11 предотвращения выпучивания закрывает верхнюю сторону объема, образованного в упомянутом устройстве 9 для выравнивания кромок (точнее говоря, промежуток между парой боковых роликов), что обеспечивает прохождение заготовки 18 из наложенных один на другой стальных листов. Соответственно, средство 11 предотвращения выпучивания предотвращает выпучивание заготовки 18 из наложенных один на другой стальных листов, положения кромок которых под действием усилия давления были выровнены с помощью устройства 9 для выравнивания кромок с правой и с левой сторон в направлении D1 ширины, в частности, выпучивание каждой кромки стальных листов, от 15-1 до 15-n. В отношении заготовки 18 из наложенных один на другой стальных листов после выравнивания кромок, выпучивание которой было предотвращено указанным образом с помощью средства 11 предотвращения выпучивания, устройство 9 для выравнивания кромок обеспечивает последовательное прохождение указанной заготовки 18 между парой боковых роликов в направлении устройства 7 для коррекции положения кромок, размещенного на следующей ступени.
После осуществления вышеупомянутой стадии S106 в установке 1 для изготовления слоистого сердечника корректируются положения кромок заготовки 18 из наложенных один на другой стальных листов множества материалов для слоистого сердечника (стадия S107). На стадии S107 в устройство 7 для коррекции положений кромок поступает заготовка 18 из наложенных один на другой стальных листов, подаваемая от устройства 9 для выравнивания кромок между боковыми направляющими 7а и 7b. Указанное устройство 7 для коррекции положений кромок корректирует с помощью боковых направляющих 7а и 7b отклонение в направлении D1 ширины поступающей заготовки 18 из наложенных один на другой стальных листов. Таким образом, устройство 7 для коррекции положений кромок корректирует положения кромок заготовки 18 из наложенных один на другой стальных листов, а именно, положение каждой кромки стальных листов, от 15-1 до 15-n. Такая коррекция уменьшает величину смещения положений кромок заготовки 18 из наложенных один на другой стальных листов (положения Ра и Рb, показанные на фиг. 2) относительно нормальных положений SРа и SРb кромок. Устройство 7 для коррекции положений кромок корректирует положения заготовки 18 из наложенных один на другой стальных листов указанным образом при обеспечении последовательного прохождения заготовки 18 после коррекции положения кромок через боковые направляющие 7а и 7b в направлении штампа (пуансона 13а и матрицы 13b) штамповочного пресса 13.
После проведения вышеупомянутой стадии S107 в установке 1 для изготовления слоистого сердечника осуществляется штамповка (вырубка) заготовки 18 из наложенных листов, подвергнутой каждой из операций на стадиях S105 - S107, чтобы получить вырубленную заготовку из множества материалов для слоистого сердечника (стадия S108).
На стадии S108 в штамповочный пресс 13 последовательно поступает, между пуансоном 13а и матрицей 13b, заготовка 18 из наложенных стальных листов, которая после прохождения через зажимные ролики 12 была пропущена через устройство 9 для выравнивания кромок и устройство 7 для коррекции положений кромок в указанном порядке. В данном случае заготовка 18 из наложенных один на другой стальных листов представляет собой множество материалов для слоистого сердечника, наложенных один на другой на стадии S104 и подвергнутых выравниванию положений кромок на стадии S105, а также операциям предотвращения выпучивания на стадии S106 и коррекции положений кромок на стадии S107. В штамповочном прессе 13 такая заготовка 18 из наложенных один на другой стальных листов размещается между пуансоном 13а и матрицей 13b с возможностью удерживания этой заготовки. Далее, штамповочный пресс 13 с помощью пуансона 13а и матрицы 13b одновременно вырубает удерживаемую заготовку 18 из наложенных один на другой стальных листов в направлении D3 толщины. Соответственно, штамповочный пресс 13 производит вырубленную заготовку из множества материалов для слоистого сердечника (в данном случае из стальных листов, от 15-1 до 15-n), имеющую заданную конечную форму сердечника, из вышеупомянутой заготовки 18. Каждый раз, когда заготовка 18 из наложенных один на другой стальных листов размещается между пуансоном 13а и матрицей 13b, штамповочный пресс 13 непрерывно осуществляет процесс вырубки размещенной в прессе заготовки 18. В результате штамповочный пресс 13 производит множество вырубленных заготовок, имеющих конечную форму сердечника.
После проведения вышеупомянутой стадии S108 в установке 1 для изготовления слоистого сердечника осуществляется наложение и объединение множества штампованных заготовок, полученных на стадии S108 так, чтобы получить желаемый слоистый сердечник (стадия S109). На стадии S109 штамповочный пресс 13 укладывает одну на другую множество вырубленных заготовок, полученных на стадии S108 с помощью пуансона 13а и матрицы 13b, таким образом, что направление движения каждого из стальных листов, от 15-1 до 15-n, служащих материалами заготовок, совпадают, и затем, штамповочный пресс 13 объединяет упомянутое множество слоистых штампованных изделий путем уплотнения соединений и тому подобного. В результате штамповочный пресс 13 производит слоистый сердечник, имеющий конечную форму.
На стадии S109 объединение вырубленных заготовок, имеющих форму сердечника, может быть достигнуто в том случае, если штамповочный пресс 13 с помощью штампа (а именно, используемых здесь пуансона 13а и матрицы 13b штампа) выдавливает в вырубленных заготовках стыковые лунки (отверстия с буртиками) для зачеканивания, и затем с помощью предварительно выбранного устройства эти лунки сдавливают и путем чеканки соединяют заготовки друг с другом. Объединение вырубленных заготовок, имеющих форму сердечника, может быть также достигнуто с помощью их сварки снаружи штампа штамповочного пресса 13, или путем соединения вырубленных заготовок друг с другом с помощью средства соединения, такого как болт или клей.
В способе изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения каждая операция, производимая на вышеупомянутых стадиях от S101 до S109, осуществляется многократно, при этом слоистый сердечник изготавливают каждый раз, используя в качестве материалов для слоистого сердечника стальные листы, от 15-1 до 15-n.
В рассмотренном выше воплощении в качестве материалов для слоистого сердечника используется множество стальных листов, подлежащих наложению один на другой и вырубке (два или более). Следует отметить, что с точки зрения повышения эффективности производства слоистого сердечника количество стальных листов (материалов для слоистого сердечника), подлежащих наложению один на другой и вырубке, предпочтительно составляет больше двух (т.е. три или более). Однако увеличение количества стальных листов, подлежащих наложению один на другой, увеличивает в стальных листах величину отклонения формы после вырубки (а именно, в вырубленной заготовке из наложенных один на другой материалов для слоистого сердечника) и величину провисания штампованной поверхности. Поэтому количество стальных листов, наложенных один на другой, предпочтительно составляет два или более и четыре или менее (т.е. от двух до четырех).
В рассмотренном выше воплощении устройства 8 и 9 для выравнивания кромок размещены в заданном положении непосредственно перед входом и непосредственно за выходом из зажимных роликов 12, соответственно, но такое расположение не является ограничением настоящего изобретения. Устройство для выравнивания кромок в настоящем изобретении может быть расположено только непосредственно перед входом в зажимные ролики 12, или может быть расположено лишь непосредственно за выходом из зажимных роликов 12.
Кроме того, в рассмотренном воплощении устройства 8 и 9 для выравнивания кромок размещены в единственном числе в положении непосредственно перед входом и непосредственно за выходом из зажимных роликов 12, но такое количество не является ограничением настоящего изобретения. В настоящем изобретении количество размещаемых устройств для выравнивания кромок может быть равно одному или более в каждом из заданных положений непосредственно перед входом и непосредственно за выходом из зажимных роликов 12. В качестве альтернативы, количество установленных устройств в позиции непосредственно перед входом зажимных роликов 12 может быть равно одному или более, или может быть равно одному или более в позиции непосредственно за выходом из зажимных роликов 12.
В рассмотренном воплощении устройство 6 для коррекции положений кромок установлено непосредственно перед входом в устройство 8 для выравнивания кромок, размещенное на предшествующей ступени относительно зажимных роликов 12, а устройство 7 для коррекции положений кромок установлено в позиции непосредственно за выходом из устройства 9 для выравнивания кромок, расположенного на последующей ступени относительно зажимных роликов 12. Однако настоящее изобретение таким взаимным расположением упомянутых устройств не ограничивается. В настоящем изобретении устройство 6 для коррекции положений кромок может быть размещено непосредственно за выходом устройства 8 для выравнивания кромок на предшествующей ступени относительно зажимных роликов 12, а устройство 7 для коррекции положений кромок может быть размещено в позиции непосредственно перед входом устройства 9 для выравнивания кромок на последующей ступени относительно зажимных роликов 12. Упомянутое устройство 7 для коррекции положений кромок может быть также размещено снаружи штамповочного преcса 13, но на предшествующей ступени относительно этого пресса.
Кроме того, в рассмотренном воплощении устройства 6 и 7 для коррекции положения кромок установлены в единственном числе на предшествующей ступени и последующей ступени относительно зажимных роликов 12, однако это не является ограничением настоящего изобретения. Согласно настоящему изобретению количество устанавливаемых устройств для коррекции положения кромок может быть равным одному или более на каждой из предшествующей ступени и последующей ступени относительно зажимных роликов 12. В качестве альтернативы, количество установленных указанных устройств может быть равно одному или более на предшествующей ступени относительно зажимных роликов 12 или может быть равно одному или более на последующей ступени относительно зажимных роликов 12.
В рассмотренном воплощении множество материалов для слоистого сердечника наложены один поверх другого с помощью группы 5 подающих роликов, размещенных на предшествующей ступени относительно зажимных роликов 12, а именно, множество горизонтально расположенных подающих роликов (например, пять подающих роликов, от 5а до 5е), но это не является ограничением настоящего изобретения. В настоящем изобретении вместо группы 5 подающих роликов может быть использована плоская платформа, и множество материалов для слоистого сердечника могут быть наложены один на другой на этой плоской платформе. В качестве альтернативы, при отсутствии какого-либо узла для наложения листов, такого как группа 5 подающих роликов и плоская платформа, находящегося на предшествующей ступени относительно зажимных роликов 12, множество материалов для слоистого сердечника впервые могут быть наложены один на другой с использованием зажимных роликов 12.
Следует отметить, что в рассмотренном воплощении каждая линия транспортирования стальных листов, от 15-1 до 15-n, обеспечивается двумя подающими роликами, но настоящее изобретение таким количеством подающих роликов не ограничено. В настоящем изобретении количество устанавливаемых подающих роликов на каждой линии транспортирования стальных листов, от 15-1 до 15-n, может быть равно одному или более, лишь бы каждая линия транспортирования была снабжена достаточным количеством подающих роликов для транспортирования стальных листов, от 15-1 до 15-n.
В рассмотренном воплощении в качестве примера материала для слоистого сердечника была указана электротехническая сталь, одна настоящее изобретение этим примером не ограничивается. Стальной лист как материал слоистого сердечника в соответствии с настоящим изобретением не ограничивается листом электротехнической стали, и может быть использован стальной лист из иного материала, отличающегося от электротехнической стали, или может быть использован лист из сплава железа, а не стальной лист.
Кроме того, в рассмотренном воплощении описан пример, в котором штамповочный пресс 13 (устройство для вырубки) выполнен с возможностью осуществления операций от вырубки до изготовления слоистого сердечника, при этом операция вырубки направлена на вырубку заготовки 18 из наложенных один на другой стальных листов из множества стальных листов 15 для того, чтобы получить множество вырубленных заготовок в форме сердечника, а операция изготовления слоистого сердечника направлена на объединение множества полученных вырубленных заготовок так, чтобы изготовить слоистый сердечник, но настоящее изобретение не ограничивается таким штамповочным прессом. В настоящем изобретении штамповочный пресс 13 может осуществлять операцию вырубки и затем может не осуществлять дальнейший процесс изготовления слоистого сердечника.
Другими словами, устройство 1 для изготовления слоистого сердечника и способ изготовления слоистого сердечника в соответствии с настоящим изобретением обеспечиваются для изготовления по меньшей мере одной вырубленной заготовки из множества материалов для слоистого сердечника, используемых для изготовления слоистого сердечника. Следовательно, устройство для вырубки может осуществлять операции от вырубки до изготовления слоистого сердечника, при этом операция вырубки направлена на вырубку множества материалов для слоистого сердечника, а операция изготовления слоистого сердечника направлена на объединение множества полученных вырубленных заготовок так, чтобы изготовить слоистый сердечник. В качестве альтернативы, устройство для вырубки может осуществлять операцию вырубки для вырубки множества наложенных один на другой материалов для слоистого сердечника, чтобы получить вырубленную заготовку из множества наложенных один на другой материалов для слоистого сердечника (вырубленная заготовка в форме сердечника из множества наложенных один на другой материалов для слоистого сердечника), используемую для изготовления слоистого сердечника. В отношении вырубленной заготовки из множества материалов для слоистого сердечника, изготовленной с использованием установки для изготовления слоистого сердечника и способа изготовления слоистого сердечника в соответствии с настоящим изобретением, следует отметить, что множество вырубленных заготовок может быть уложено слоями и объединено в другой операции (на другой производственной линии) с помощью устройства, размещенного вне штампа штамповочного пресса, для изготовления слоистого сердечника.
Пример 1
Далее будет описан Пример 1 согласно настоящему изобретению. Пример 1 был осуществлен для исследования необходимости выравнивания кромок (выравнивания положений кромок, такое же понятие используется ниже) и коррекции положений кромок применительно к множеству материалов для слоистого сердечника. В Примере 1 опыт по вырубке был проведен как Пример изобретения 1 с использованием установки 1 для изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения (см. фиг. 1 и фиг. 2). В упомянутом опыте по вырубке множество материалов для слоистого сердечника были наложены один на другой и одновременно подвергнуты вырубке.
В качестве условия осуществления Примера изобретения 1 количество материалов для слоистого сердечника, накладываемых один на другой, было равно двум. Другими словами, стальные листы 15-1 и 15-2 в качестве материалов слоистого сердечника подавали к средствам 2-1 и 2-2 подачи установки 1 для изготовления слоистого сердечника. Оба эти стальных листа 15-1 и 15-2 были листами электротехнической неориентированной стали, смотанными в виде спирали и имеющими толщину листа 0,20 мм и ширину листа 250 мм.
В Примере изобретения 1 установка 1 для изготовления слоистого сердечника неоднократно производила каждую операцию на стадиях S101-S109, описанных на фиг. 7, применительно к стальному листу 15-1, подаваемому от средства 2-1 подачи, и стальному листу 15-2, подаваемому от узла 2-2 подачи, и затем непрерывно производилась вырубка этих двух наложенных один на другой стальных листов 15-1 и 15-2. Здесь непосредственно перед первой вырубкой положения кромок с правой и левой сторон в направлении D1 ширины верхнего и нижнего стальных листов 15-1 и 15-2 были выровнены так, чтобы они соответствовали друг другу. Промежутки между положениями кромок этих стальных листов 15-1 и 15-2 и боковыми направляющими 7а и 7b (см. фиг. 2) устройства 7 для коррекции положений кромок были установлены так, чтобы они были равными для правой и левой кромок. Исходное расстояние Wbas между парой боковых роликов в каждом из устройств 8 и 9 для выравнивания кромок было установлено соответствующим ширине W листа листов 15-1 и 15-2 стали. Начальный интервал между каждой из боковых направляющих 6а, 6b, 7а и 7b устройств 6 и 7 для коррекции положений кромок (см. фиг. 2) и каждым положением кромок стальных листов 15-1 и 15-2 был установлен равным 2 мм. Частота ходов, с которой штамповочный пресс 13 осуществляет вырубку вырубленной заготовки, имеющей форму сердечника, из заготовки 18 из наложенных один на другой стальных листов 15-1 и 15-2, была установлена равной 200 spm (ходов/мин), и штамповочный пресс непрерывно осуществлял процесс вырубки вплоть до двухсотого хода с вышеуказанной частотой ходов.
В Примере 1 были осуществлены Сравнительные примеры 1 и 2 для сравнения с Примером изобретения 1. В Сравнительном примере 1 после проведения операции вырубки в Примере 1 изобретения была подготовлена установка, соответствующая установке 1 для изготовления слоистого сердечника, использованной в Примере изобретения 1, с удаленными из неё устройствами 8 и 9 для выравнивания кромок (далее именуемая установкой для изготовления слоистого сердечника согласно Сравнительному примеру 1), и указанная установка для изготовления слоистого сердечника согласно Сравнительному примеру 1 непрерывно осуществляла операцию вырубки стальных листов 15-1 и 15-2. В Сравнительном примере 2 после проведения операции вырубки согласно Сравнительному примеру 1 была подготовлена установка, соответствующая установке 1 для изготовления слоистого сердечника, использованной а Сравнительном примере 1, с удаленными из неё устройствами 6 и 7 для коррекции положения кромок (далее именуемое установкой для изготовления слоистого сердечника согласно Сравнительному примеру 2), и указанная установка для изготовления слоистого сердечника согласно Сравнительному примеру 2 непрерывно осуществляла операцию вырубки стальных листов 15-1 и 15-2.
Условия проведения опытов в Сравнительном примере 1 были подобными условиям в Примере изобретения 1 за исключением того, что выравнивание кромок стальных листов 15-1 и 15-2 не производилось. Условия проведения в Сравнительном примере 2 были подобными условиям в Примере изобретения 1 за исключением того, что не производилось выравнивание кромок и коррекция положений кромок стальных листов 15-1 и 15-2.
В Примере 1 для каждого из Примера изобретения 1 и Сравнительных примеров 1 и 2 измеряли количество ходов пресса, при достижении которых непрерывный процесс вырубки двух стальных листов 15-1 и 15-2, наложенных один на другой, уже не мог быть осуществлен (далее называемые количеством ходов непрерывной вырубки), и определяли координаты положений кромок стальных листов 15-1 и 15-2 после опыта с вырубкой для того, чтобы на основе результатов полученных измерений оценить способность к вырубке материалов слоистого сердечника.
В таблице 1 представлены результаты оценки способности к непрерывной вырубке материалов для слоистого сердечника для каждого из Примера изобретения 1 и Сравнительных примеров 1 и 2
Таблица 1
Как видно из таблицы 1, число ходов непрерывной вырубки в Примере изобретения 1 составляло 200 ходов или более. Другими словами, в Примере изобретения 1 операцию вырубки стальных листов 15-1 и 15-2 осуществляли непрерывно вплоть до 200-го хода без какого-либо нарушения правильного хода процесса. После завершения опыта по вырубке в Примере изобретения 1 стальные листы 15-1 и 15-2 находились в контакте с одной боковой направляющей (например, одна из боковых направляющих 7а и 7b устройства 7 для коррекции положений кромок, показанного на фиг. 2). Этот результат показывает, что в Примере изобретения 1 положение каждой кромки стальных листов 15-1 и 15-2 может поддерживаться в выровненном состоянии, хотя операция вырубки стальных листов 15-1 и 15-2 производилась непрерывно вплоть до двухсотого хода пресса.
По сравнению с вышеупомянутым Примером изобретения 1 число ходов при непрерывной работе в Сравнительном примере 1 составляло 30 ходов, как это отражено в таблице 1. Другими словами, в Сравнительном примере 1 стальные листы 15-1 и 15-2 постепенно выпучивались в ходе операции вырубки стальных листов 15-1 и 15-2. Такое выпучивание приводило к тому, что листы 15-1 и 15-2 препятствовали работе штампа штамповочного пресса 13 уже во время 30-го хода пресса, что делало процесс вырубки стальных листов 15-1 и 15-2 невозможным. После завершения опыта по вырубке в Сравнительном примере 1 (по завершению операции вырубки на тридцатом ходу) стальные листы 15-1 и 15-2 находились в контакте с обеими направляющими (например, обеими направляющими 7а и 7b устройства для коррекции положений кромок, показанного на фиг. 2). Этот результат показывает, что в Сравнительном примере 1 положения каждой кромки стальных листов 15-1 и 15-2 были в значительной степени смещены в направлении D1 ширины к тому времени, когда ходе операции вырубки стальных листов 15-1 и 15-2 было произведено 30 ходов пресса.
В Сравнительном примере 2 число ходов при непрерывной работе пресса составляло 50 ходов, как это отражено в Таблице 1, и положение каждой кромки стальных листов 15-1 и 15-2 после 50 ходов вырубки было смещено относительно штампа штамповочного пресса 13. Другими словами, в Сравнительном примере 2 стальные листы 15-1 и 15-2 в ходе операции вырубки стальных листов 15-1 и 15-2 постепенно смещались в направлении D1 ширины. Это привело при осуществлении 50-го хода пресса к смещению положений кромок стальных листов 15-1 и 15-2 в сторону от штампа штамповочного пресса 13 так, что стальные листы 15-1 и 15-2 были частично отсечены.
Из сравнения результатов Примера изобретения 1 и Сравнительных примеров 1 и 2, описанных ниже, ясно, что выравнивание кромок и коррекция положений кромок множества наложенных один на другой материалов для слоистого сердечника являются необходимыми операциями при непрерывной и одновременной вырубке множества материалов для слоистого сердечника.
Пример 2
Далее будет описан Пример 2, соответствующий настоящему изобретению. Пример 2 был осуществлен для исследования предпочтительной позиции устройства для выравнивания кромок в установке для изготовления слоистого сердечника. В Примере 2 опыт по вырубке был проведен с использованием установки 1 для изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения в условиях проведения опыта, по существу подобных реализованным в рассмотренном выше Примере 1.
Другими словами, в Примере изобретения 1 и Сравнительных примерах 1 и 2 исходное расстояние Wbas между парой боковых роликов в каждом из устройств 8 и 9 для выравнивания кромок было установлено равным 245 мм (ширина листа W=250 мм), а величина зазора Т (см. фиг. 4) между верхними поверхностями опорных элементов для боковых роликов в каждом из устройств 8 и 9 для выравнивания кромок и каждым из средств 10 и 11 предотвращения выпучивания листов была установлена равной 2 мм. Штамповочный пресс 13 вырубал заготовку в форме сердечника из заготовки 18 из наложенных один на другой листов 15-1 и 15-2 для следующих один за другим 2000 ходов пресса с частотой ходов 200 ходов/мин. Другие рабочие параметры были подобными параметрам Примера изобретения 1 в вышеупомянутом Примере 1.
В Примере 2 Примеры изобретения 2 и 3 были осуществлены для сравнения с Примером изобретения 1. В Примере изобретения 2 после проведения операции вырубки согласно Примеру изобретения 1 была подготовлена установка, соответствующая установке 1 для изготовления слоистого сердечника, использованной в Примере изобретения 1, с удаленным из неё устройством 9 для выравнивания кромок (далее именуемой установкой для изготовления слоистого сердечника согласно Примеру изобретения 2), и упомянутая установка для изготовления слоистого сердечника согласно Примеру изобретения 2 непрерывно осуществляла операцию вырубки стальных листов 15-1 и 15-2. В Примере изобретения 3 после осуществления операции вырубки согласно Примеру изобретения 2 была подготовлена установка, соответствующая установке для изготовления слоистого сердечника по Примеру изобретения 2 с удаленным из неё устройством 8 для выравнивания кромок и присоединенным к нему устройством 9 для выравнивания кромок (далее именуемым устройством для изготовления слоистого сердечника согласно Примеру изобретения 3), и упомянутая установка для изготовления слоистого сердечника согласно Примеру изобретения 3 непрерывно осуществляла операцию вырубки стальных листов 15-1 и 15-2. Такая установка для изготовления слоистого сердечника согласно Примеру изобретения 3 соответствовала установке 1 для изготовления слоистого сердечника (см. фиг. 1 и фиг. 2) согласно Примеру изобретения 1 с удаленным из него устройством 8 для выравнивания кромок.
Условия проведения опытов в Примере изобретения 2 были подобными условиям в Примере изобретения 1 и Примере 2 за исключением того, что не осуществлялось выравнивание кромок стальных листов 15-1 и 15-2 в позиции непосредственно за выходом сжимающих роликов 12. Условия в Примере изобретения 3 были подобными Примеру изобретения 1 и Примеру 2 за исключением того, что в позиции непосредственно перед входом сжимающих роликов 12 выравнивание кромок стальных листов 15-1 и 15-2 не осуществлялось.
В Примере 2 для каждого из Примеров изобретения 1-3, по завершению процесса вырубки двух наложенных один на другой листов 15-1 и 15-2 в течение следующих один за другим 2000 ходов пресса с вышеуказанной частотой ходов, измеряли следующие параметры: величину смещения положений кромок между стальными листами 15-1 и 15-2, находящимися непосредственно перед штамповочным прессом 13 (то есть величиной смещения ΔW положений кромок); и величину выпучивания Δh стальных листов 15-1 и 15-2 от матрицы 13b штамповочного пресса 13. Исходя из полученных результатов измерений, были вычислены уровни величины смещения ΔW положений кромок и величины выпучивания Δh из-за различия в месте размещения устройств 8 и 9 для выравнивания кромок.
На фиг. 8 представлены результаты оценок в Примере 2 согласно настоящему изобретению, касающихся величины смещения положений кромок подвергнутых вырубке стальных листов, находящихся непосредственно перед штампом. Фиг. 9 иллюстрирует результаты оценок в Примере 2 согласно настоящему изобретению в отношении величины выпучивания подвергнутых вырубке стальных листов в направлении от матрицы. Как показано на фиг. 8 и 9, в каждом из Примеров 1-3 величина смещения ΔW положений кромок стальных листов 15-1 и 15-2 и величина выпучивания Δh стальных листов 15-1 и 15-2 в направлении от матрицы 13b были небольшими, что не приводило к нарушениям нормальной работы пресса, делающим невозможной операцию вырубки. В частности, как показано на фиг. 8 и 9, сопоставление Примеров 1-3 с точки зрения величины смещения ΔW положений кромок и величины выпучивания Δh стальных листов обе эти величины, как было установлено, меньше в Примерах изобретения 1-3, чем в Примере изобретения 2. Этот результат показывает, что устройство для выравнивания кромок в установке для изготовления слоистого сердечника предпочтительно установить в позиции после наложения одного на другой множества материалов слоистого сердечника (с помощью зажимных роликов 12 и тому подобного средства).
Кроме того, как видно из фиг. 8 и 9, обе величины в Примере изобретения 1 были меньше, чем в Примере изобретения 3. Этот результат показывает, что устройства для выравнивания кромок в установке для производства слоистого сердечника предпочтительно устанавливать в двух позициях: непосредственно перед входом и непосредственно за выходом зажимных роликов 12, которые обеспечивают наложение одного на другого материалов для слоистого сердечника.
Пример 3
Далее будет описан Пример 3, соответствующий настоящему изобретению. Пример 3 был осуществлен для проверки эффекта предотвращения выпучивания материалов для слоистого сердечника с помощью средств 10 и 11 предотвращения выпучивания, используемых в устройстве 1 для изготовления слоистого сердечника. В Примере 3 был проведен опыт по вырубке согласно Примеру изобретения 1 с использованием устройства 1 для изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения в условия, по существу аналогичных условиям в рассмотренном выше Примере 1.
Другими словами, в Примере изобретения 1 Примера 3 зазор Т (см. фиг. 4) между верхними поверхностями опорных элементов для боковых роликов в каждом из устройств 8 и 9 для выравнивания кромок и каждым из устройств 10 и 11 для предотвращения выпучивания был установлен равным 2 мм. Штамповочный пресс 13 вырубал заготовку в форме сердечника из заготовки 18, полученной из наложенных один на другой стальных листов 15-1 и 15-2 при совершении прессом 2000 ходов с частотой ходов 200 ходов/мин. Другие рабочие условия были сходными с Примером изобретения 1 в рассмотренном выше Примере 1.
В Примере 3 был осуществлен Сравнительный пример 3 для сравнения с Примером изобретения 1. В Сравнительном примере 3 после проведения операции вырубки согласно Примеру изобретения 1 была подготовлена установка, соответствующая установке 1 для изготовления слоистого сердечника, использованной в Примере изобретения 1, с удаленными из неё средствами 10 и 11 предотвращения выпучивания (далее именуемая установкой для изготовления слоистого сердечника согласно Сравнительному примеру 3), и установка для изготовления слоистого сердечника согласно Сравнительному примеру 3 непрерывно осуществляла операцию вырубки стальных листов 15-1 и 15-2. Условия в Сравнительном примере 3 были подобными реализованным в Примере изобретения 1 и Примере 3 за исключением того, что не производилось предотвращение выпучивания стальных листов 15-1 и 15-2 с помощью средств 10 и 11 предотвращения выпучивания.
В Примере 3 для каждого из Примеров изобретения 1 и Сравнительного примера 3 было измерено число ходов пресса при непрерывной вырубке, после реализации которых процесс непрерывной вырубки двух стальных листов 15-1 и 15-2, наложенных один на другой, уже не может быть осуществлен. Исходя из результата полученных измерений, проведена оценка различия способности пресса к непрерывной вырубке в зависимости от того, используются или не используются средства 10 и 11 предотвращения выпучивания листов заготовки.
В результате проведенной оценки было установлено, что в Примере изобретения 1 операция вырубки стальных листов 15-1 и 15-2 может быть осуществлена для следующих один за другим 2000 ходов или более. С другой стороны, в Сравнительном примере 3 кромки стальных листов 15-1 и 15-2 постепенно приподнимались в ходе непрерывного процесса вырубки стальных листов 15-1 и 15-2. Такое поднятие приводило к тому, что стальные листы 15-1 и 15-2 мешали работе штампа штамповочного пресса 13 к тому времени, когда в ходе процесса вырубки было произведено от 500 до 550 ходов, что сделало невозможным дальнейший процесс вырубки стальных листов 15-1 и 15-2. Такой результат показывает, что установка узлов 10 и 11 предотвращения поднятия на верхних частях узлов 8 и 9 выравнивания кромок, соответственно, позволяет предотвратить поднятие материалов для слоистого сердечника при осуществлении процесса вырубки, что улучшает способность к непрерывной вырубке заготовки из наложенных листов материалов слоистого сердечника.
Пример 4
Далее будет описан Пример 4 осуществления настоящего изобретения. Пример 4 был осуществлен с целью проверки эффекта использования рельсов (например, рельсов 25а, показанных на фиг. 3), которые позволяют перемещать пару опорных элементов для боковых роликов в устройстве для выравнивания кромок (например, пару опорных элементов 22а и 22b для боковых роликов, показанных на фиг. 3 и фиг. 4) в направлении D1 ширины. В Примере 4 опыты по вырубке согласно Примеру изобретения 1 были проведены с использованием установки 1 для изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения в условиях проведения опытов сходных с условиями в вышеупомянутом Примере 3.
В Примере 4 был осуществлен Пример изобретения 4 для сопоставления с Примером изобретения 1. В Примере изобретения 4 после вырубки согласно Примеру изобретения 1 была подготовлена установка, соответствующая установке 1 для изготовления слоистого сердечника в Примере изобретения 1, с опорными элементами для боковых роликов в узлах 8 и 9 выравнивания кромок, зафиксированными на рельсах (далее называемое устройством для изготовления слоистого сердечника согласно Примеру изобретения 4), и устройство для изготовления слоистого сердечника согласно Примеру изобретения 4 непрерывно осуществляло процесс вырубки стальных листов 15-1 и 15-2. Рабочие параметра в Примере изобретения 4 были аналогичными параметрам в Примере изобретения 1 Примера 4 за исключением того, что каждый опорный элемент для боковых роликов узлов 8 и 9 выравнивания кромок был зафиксирован на рельсах (каждый опорный элемент для боковых роликов был сделан неподвижным).
В Примере 4 для каждого Примера изобретения 1 и 4, по завершению операции вырубки двух стальных листов 15-1 и 15-2, наложенных один на другой, включающей 2000 следующих один за другим ходов пресса с вышеуказанной частотой ходов, были измерены величина поднятия ∆h стальных листов 15-1 и 15-2 от матрицы 13b штамповочного пресса 13. На основе полученных результатов измерений была дана оценка степени величины поднятия Δh в зависимости от разности между случаем, когда каждый опорный элемент для боковых роликов узлов 8 и 9 выравнивания кромок был подвижным в направлении D1 ширины, и случаем, в котором каждый опорный элемент не был подвижным.
Фиг. 10 иллюстрирует результаты анализа данных, полученных в Примере 4 согласно настоящему изобретению, относящихся к величине выпучивания вырубленных стальных листов от матрицы. В любом из Примеров изобретения 1 и 4 процесс вырубки стальных листов 15-1 и 15-2 мог быть осуществлен непрерывно вплоть до 2000-го хода поршня, но как видно из фиг. 10, величина выпучивания Δh в Примере изобретения 4 была больше, чем в Примере изобретения 1. Этот результат показывает, что использование опорных элементов для боковых роликов (например, пара опорных элементов 22а и 22b для боковых роликов, показанных на фиг. 3 и фиг. 4) в устройствах 8 и 9 для выравнивания кромок, установленных свободно и с возможностью перемещения вдоль рельсов, проходящих в направлении D1 ширины (например, рельсы 25а, показанные на фиг. 3), эффективно уменьшает величину выпучивания Δh.
Как было отмечено выше, в соответствии с настоящим изобретением вырубленную заготовку из множества материалов для изготовления слоистого сердечника, получают по меньшей мере на одной из предшествующей и последующей ступеней относительно устройства для наложения листов, выполненного с возможностью наложения один на другой множества материалов слоистого сердечника, транспортируемых по различным линиям транспортирования, в результате осуществления следующих операций: операции выравнивания кромок материалов для слоистого сердечника, направленной на выравнивание положений кромок множества упомянутых материалов; операции предотвращения выпучивания, направленной на предотвращение выпучивания множества материалов для слоистого сердечника, положение кромок которых выровнено посредством указанной операции выравнивания кромок; и операции коррекции положений кромок, производимой для коррекции положений кромок множества материалов для слоистого сердечника; после этого заготовку из наложенных один на другой множества материалов для слоистого сердечника, подвергнутую упомянутым выше операции выравнивания кромок, операции предотвращения выпучивания материалов и операции коррекции положения кромок, одновременно подвергают вырубку в получением заготовки в конечной форме сердечника.
Таким образом, без определения положения каждой кромки множества материалов для слоистого сердечника с помощью датчика, можно корректировать положения кромок множества материалов для слоистого сердечника до достижения позиций, подходящих для подачи материалов для слоистого сердечника в штамп штамповочного пресса с использованием простого конструктивного выполнения установки, а также можно выравнивать положения кромок материалов слоистого сердечника, и помимо этого, становится возможным предотвращать выпучивание каждого из материалов для слоистого сердечника. Соответственно, можно сдерживать, в определенной степени, смещение положений кромок и выпучивание множества материалов слоистого сердечника, наложенных один на другой, а также осуществлять вырубку для изготовления слоистого сердечника, поддерживая положение каждой кромки материалов слоистого сердечника совмещенным с остальными кромками. Таким образом, становится возможной стабильная подача заготовки, сформированной из наложенных один на другой множества материалов для слоистого сердечника, положения кромок которых выровнено, на операцию вырубки для изготовления слоистого сердечника, уменьшая в то же время затраты на монтажные работы и эксплуатационные расходы для установки, и сокращая продолжительность времени и усилия, необходимые для технического обслуживания установки.
В соответствии с настоящим изобретением можно стабилизировать и последовательно подавать заготовку из множества наложенных один на другой материалов в штамп устройства для вырубки (штамповочный пресс), поддерживая в то же время положения кромок материалов для слоистого сердечника выровненными относительно других кромок. Таким образом, можно предотвратить нарушения нормальной работы производственной установки, возможные вследствие смещения материалов для слоистого сердечника в направлении ширины, в частности, предотвратить контакт штампа с заготовкой из наложенных материалов, а также нарушения работы установки, связанные с заклиниванием полосы материала из-за выпучивания материалов для слоистого сердечника в пределах штампа, и, таким образом, становится возможным стабильно изготавливать желаемый слоистый сердечник путем непрерывной вырубки заготовки. При осуществлении непрерывного процесса вырубки заготовки из наложенных один на другой материалов для слоистого сердечника можно сдерживать смещения положений кромок материалов слоистого сердечника, образующих заготовку из наложенных один на другой материалов, что позволяет предотвратить нарушение нормального хода процесса вырубки, которое может быть связано со смещением положений кромок материалов слоистого сердечника, и в результате повышается эффективность производственного процесса изготовления слоистого сердечника. Кроме того, становится возможным изготавливать слоистый сердечник, используя более тонколистовой материал слоистого сердечника (например, тонкий лист электротехнической стали) при высокой эффективности производства, обеспечивая тем самым превосходный слоистый сердечник, обладающий низкими потерями электрической энергии.
В настоящем изобретении, кроме того, устройство для выравнивания кромок установлено непосредственно после устройство для наложения один на другой множества материалов слоистого сердечника, который производит наложение множества материалов слоистого сердечника так, чтобы выравнивалось положение кромок множества материалов для слоистого сердечника. Это позволяет дополнительно уменьшить величину смещения положения каждой кромки наложенных один на другой множества материалов слоистого сердечника, находящихся в положении непосредственно перед штампом штамповочного пресса, и становится возможным дополнительно уменьшить величину выпучивания каждого материала слоистого сердечника в пределах штампа. Таким образом, становится возможной более стабильная подача заготовки из множества наложенных один на другой материалов для слоистого сердечника в штамп штамповочного пресса.
В настоящем изобретении, кроме того, пара опорных элементов для боковых роликов в устройстве для выравнивания кромок установлена с возможностью перемещения вдоль рельсов, проходящих в направлении ширины множества материалов для слоистого сердечника. Поэтому центральное положение между опорными элементами для боковых роликов может изменяться в соответствии с балансом сил, действующих на пару упомянутых боковых роликов устройства для выравнивания кромок от каждого материала для слоистого сердечника. Это позволяет усилию давления (сила упругости пружины) равномерно действовать на каждую кромку на обеих сторонах в направлении ширины множества материалов слоистого сердечника от пары боковых роликов, установленных на паре опорных элементов для боковых роликов. Таким образом, становится возможным выровнять положения кромок множества материалов слоистого сердечника между материалами слоистого сердечника, предотвращая в то же время выпучивание множества материалов слоистого сердечника.
Следует отметить, что настоящее изобретение не ограничивается рассмотренными выше воплощениями и Примерами. В объем настоящего изобретения включены также конструктивные выполнения установки с подходящими комбинациями вышеупомянутых компонентов. Форма и области применения слоистого сердечника в настоящем изобретении особенно не ограничены. В объем настоящего изобретения включены все другие воплощения, Примеры, используемые технические методы и тому подобное, которые могут быть осуществлены специалистами в данной области техники на основе рассмотренных выше воплощений и Примеров.
Промышленная применимость
Описанные выше установка для изготовления слоистого сердечника и способ изготовления слоистого сердечника в соответствии с воплощением настоящего изобретения являются эффективными для изготовления слоистого сердечника посредством вырубки множества наложенных один на другой материалов для слоистого сердечника и, в частности, подходящими в качестве установки для изготовления слоистого сердечника и способа изготовления слоистого сердечника, способных сдерживать, насколько это возможно, смещение положений кромок и выпучивание множества материалов слоистого сердечника, наложенных один на другой и вырубленных с получением слоистого сердечника.
Перечень ссылочных позиций
1 - установка для изготовления слоистого сердечника,
2-1 - 2-n - средства подачи,
3-1 - 3-n, 4-1 - 4-n, 5а-5е - подающий ролик,
5 - группа подающих роликов,
6,7 - устройство для коррекции положений кромок,
6а, 6b, 7а, 7b - боковые направляющие
8, 9 - устройство для выравнивания кромок,
10, 11 - средства предотвращения выпучивания,
12 - зажимные ролики,
13 - штамповочный пресс,
13а - пуансон,
13b - матрица,
15 - множество стальных листов,
15-1 - 15-n - стальной лист,
18 - заготовка из наложенных один на другой стальных листов,
21а, 21 - боковой ролик,
22а, 22b - опорный элемент для бокового ролика,
23 - пружина,
24а, 24b - колеса,
25 - основание,
25а - рельсы,
D1 - направление ширины,
D2 - продольное направление,
D3 - направление толщины,
Ра, Рb - положение кромки,
SРа, SРb - нормальное положение кромки.
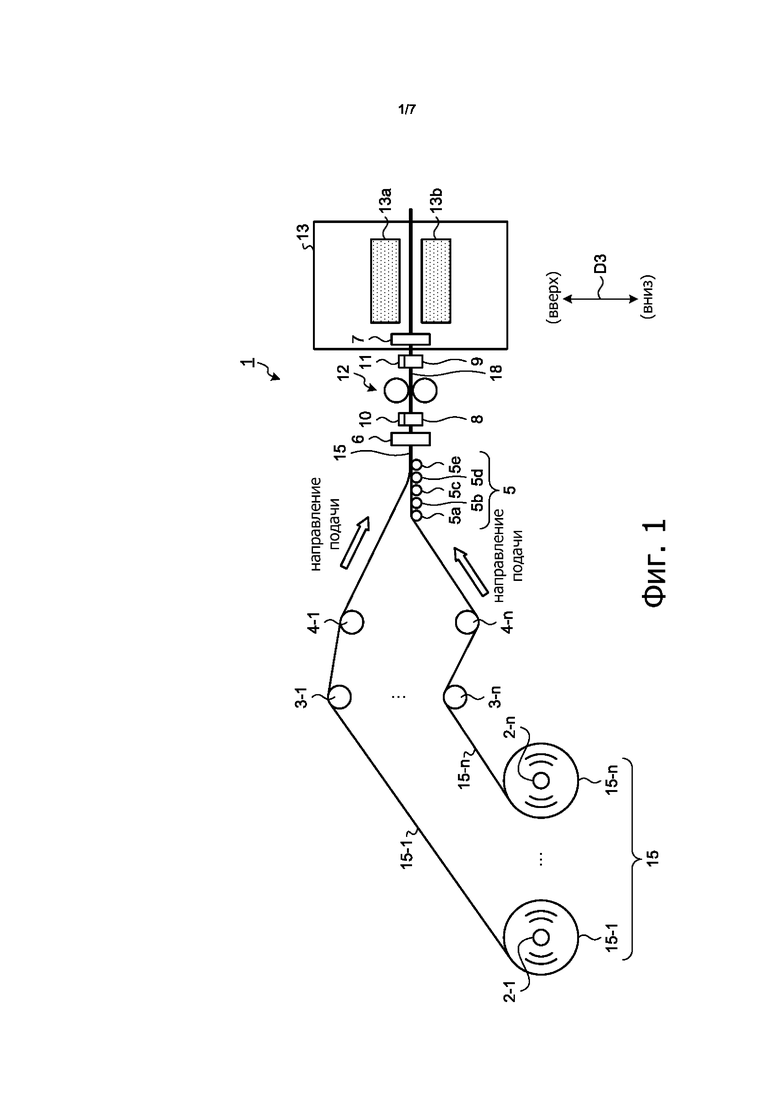
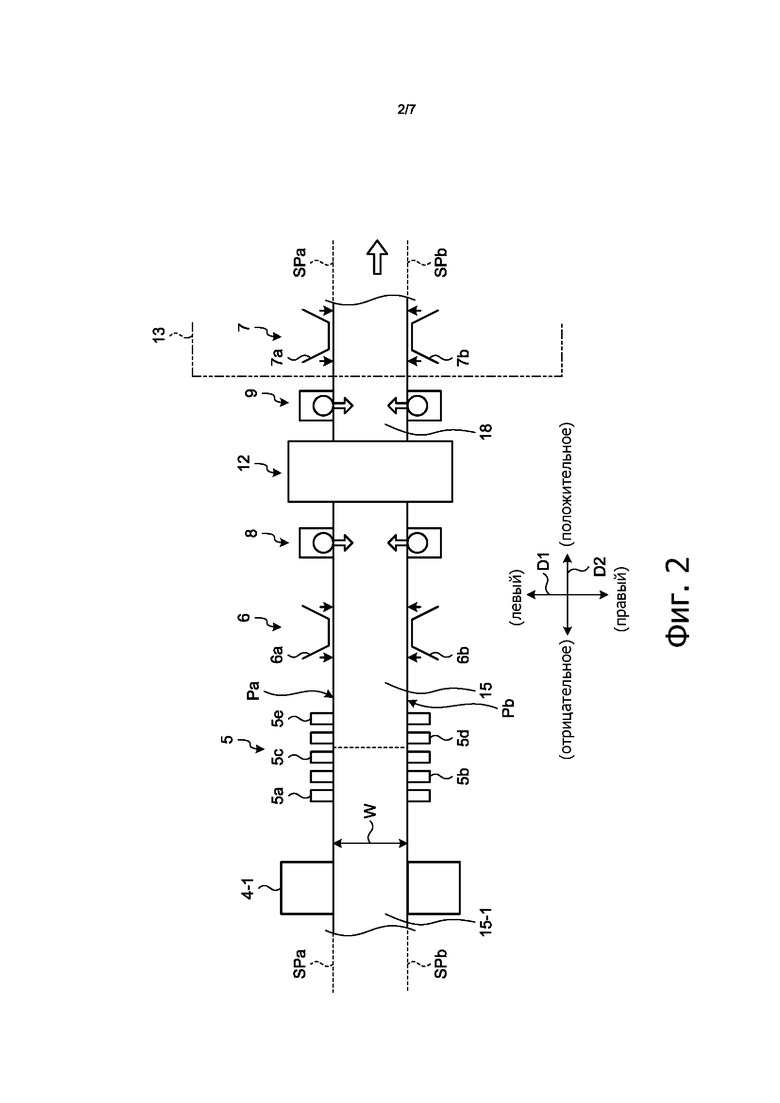
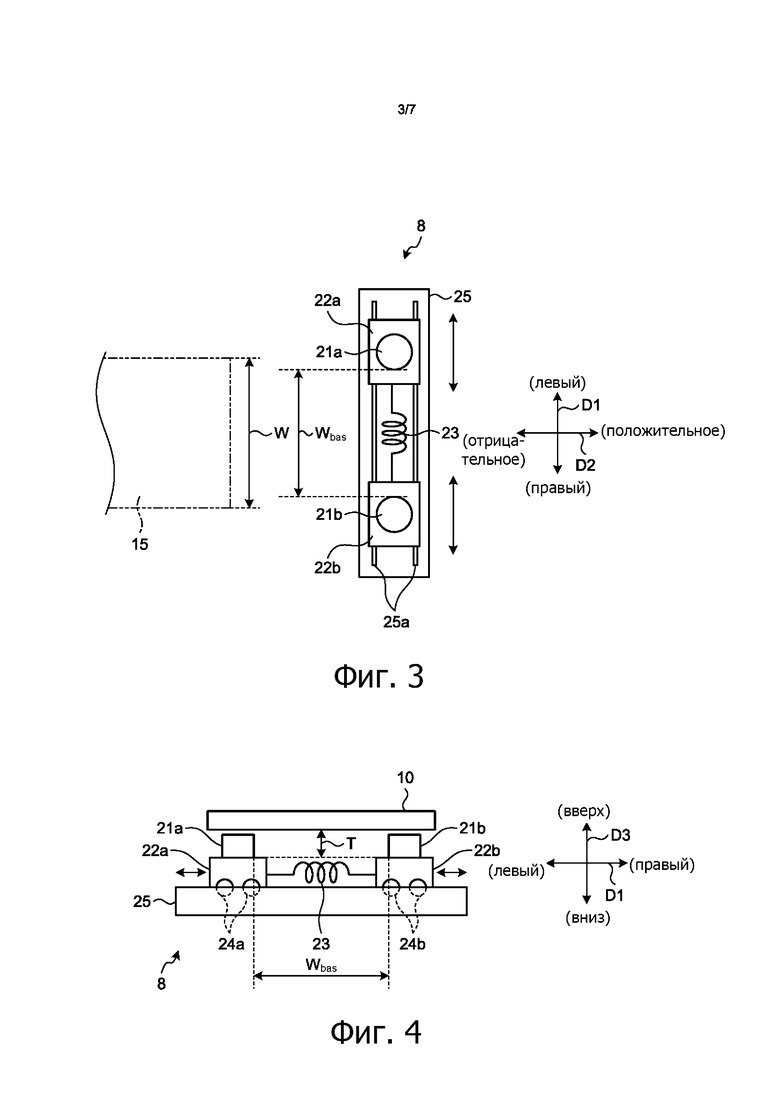
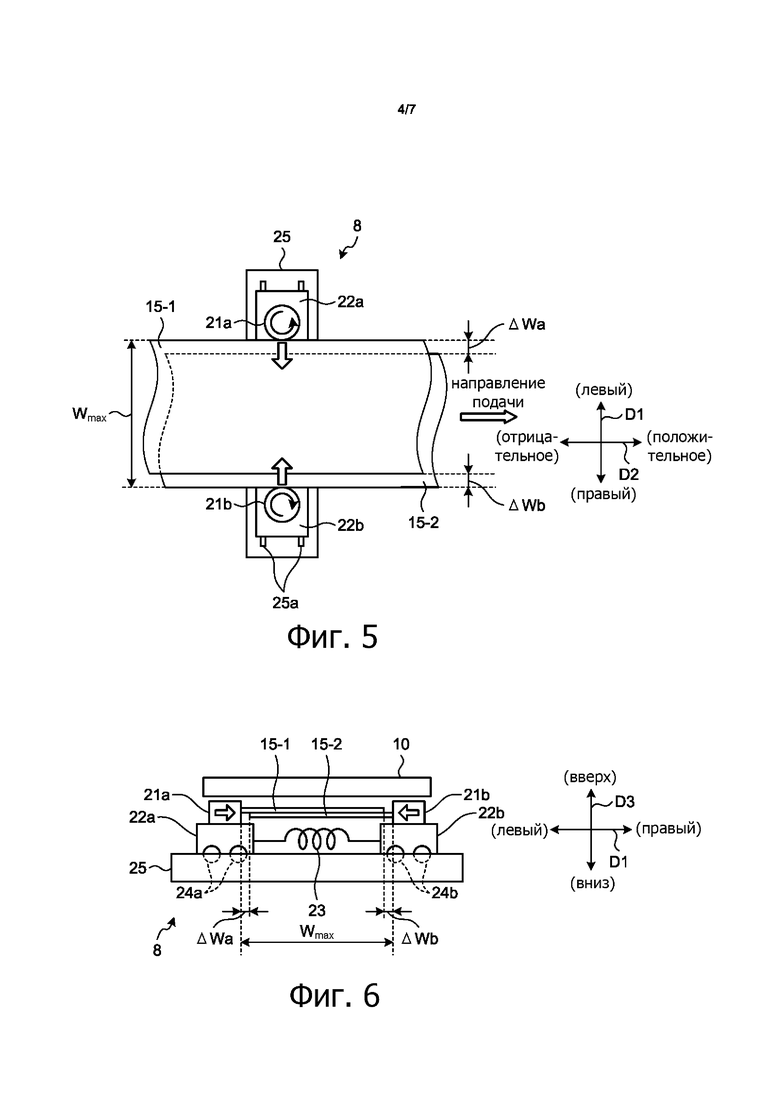
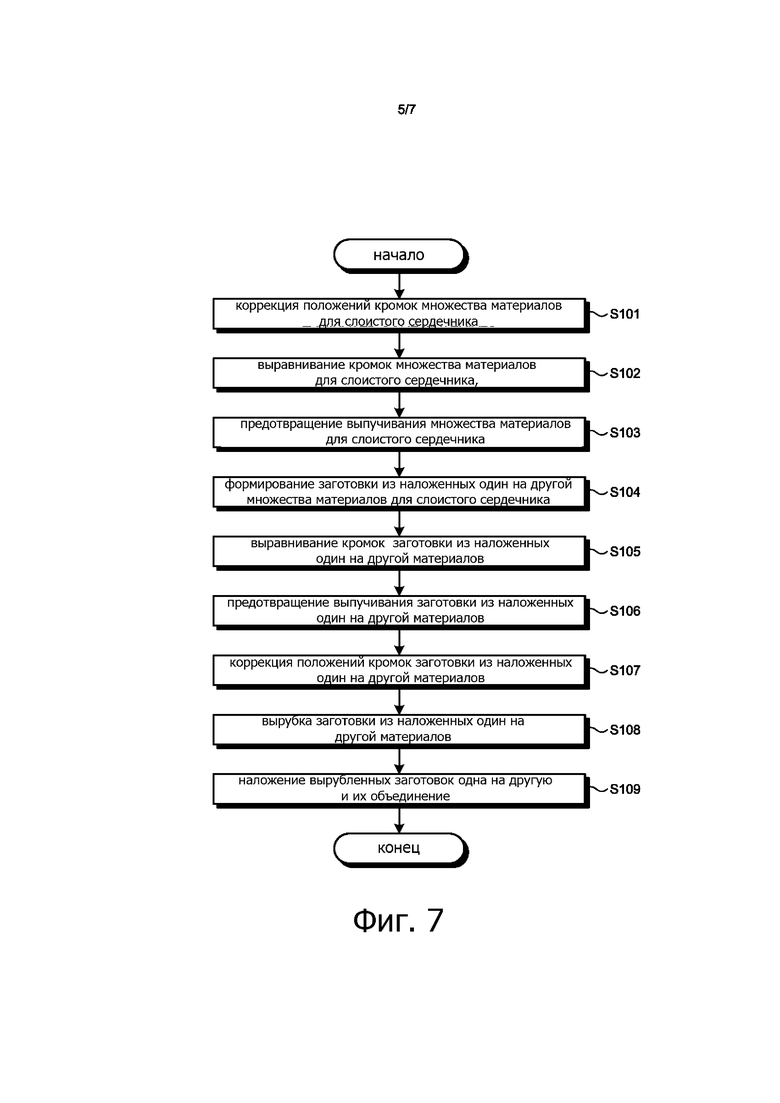
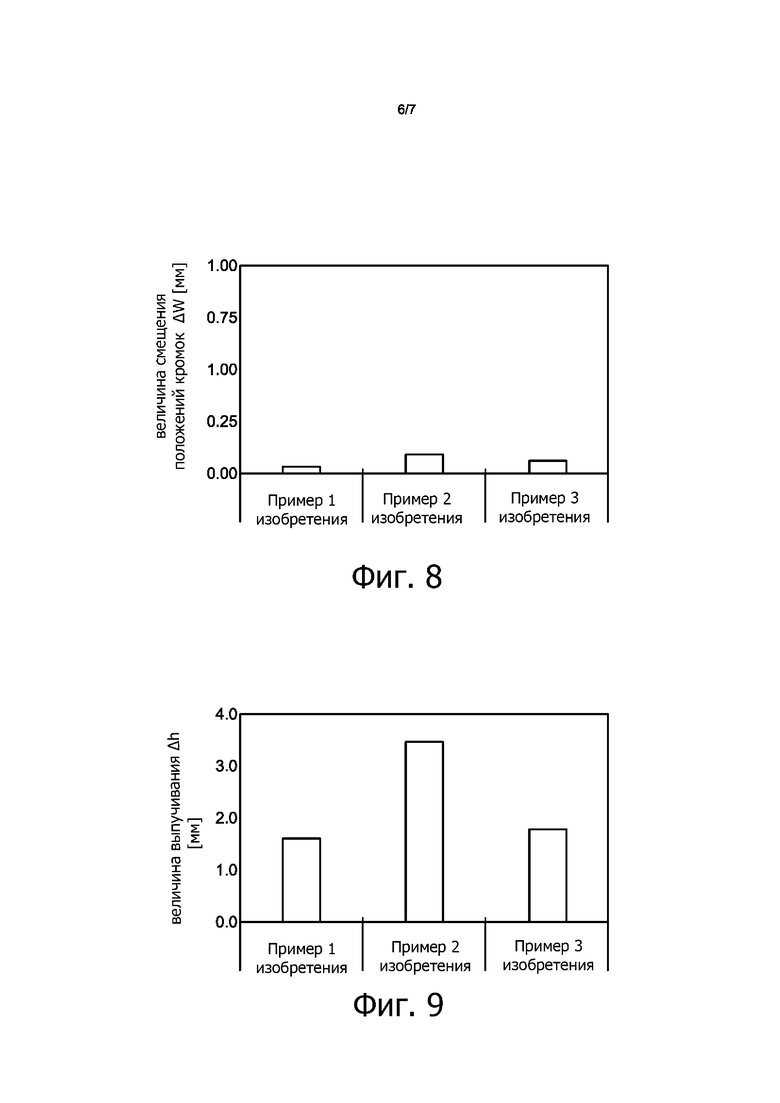
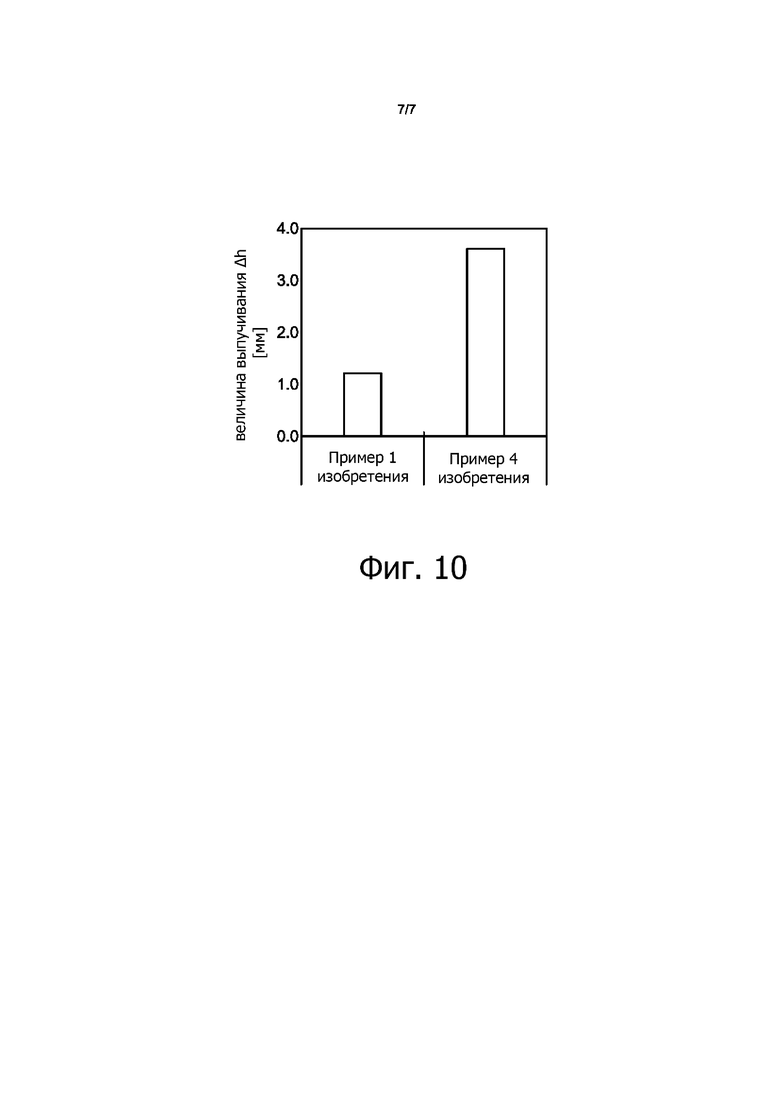
Изобретение относится к изготовлению слоистого сердечника. Изобретение касается установки для изготовления слоистого сердечника, предназначенной для изготовления по меньшей мере одной вырубленной заготовки из множества материалов слоистого сердечника, используемых для изготовления слоистого сердечника, содержащей устройство для вырубки, выполненное с возможностью вырубки множества материалов слоистого сердечника, наложенных один на другой посредством устройства для наложения материалов слоистого сердечника, которые подвергнуты операции выравнивания положений кромок посредством устройства для выравнивания кромок, которые подвергнуты операции предотвращения выпучивания посредством средства предотвращения выпучивания и которые подвергнуты операции коррекции положений кромок посредством устройства для коррекции положений кромок, таким образом, чтобы получить вырубленную заготовку. Изобретение также касается способа изготовления слоистого сердечника, включающего стадию вырубки, на которой осуществляют вырубку множества материалов слоистого сердечника, наложенных один на другой на стадии наложения одного на другой множества материалов слоистого сердечника, которые подвергнуты операции выравнивания положений кромок на стадии выравнивания кромок, операции предотвращения выпучивания кромок на стадии предотвращения выпучивания кромок и операции коррекции положений кромок на стадии коррекции положений кромок, таким образом, чтобы получить вырубленную заготовку. Технический результат – сдерживание смещения положения кромок и выпучивания множества материалов слоистого сердечника, наложенных друг на друга и вырубленных для изготовления слоистого сердечника. 2 н. и 4 з.п. ф-лы, 10 ил., 1 табл., 4 пр.
1. Установка для изготовления слоистого сердечника, предназначенная для изготовления по меньшей мере одной вырубленной заготовки из множества материалов слоистого сердечника, используемых для изготовления слоистого сердечника, при этом установка для изготовления слоистого сердечника содержит:
устройство для наложения материалов слоистого сердечника, выполненное с возможностью наложения одного на другой множества материалов слоистого сердечника, транспортируемых по различным линиям транспортирования;
устройство для выравнивания кромок, выполненное с возможностью выравнивания положения кромок множества материалов слоистого сердечника в направлении ширины указанного множества материалов слоистого сердечника;
средство предотвращения выпучивания, выполненное с возможностью предотвращения выпучивания множества материалов слоистого сердечника, положения кромок которых выровнены посредством устройства для выравнивания кромок;
устройство коррекции положения кромок, выполненное с возможностью коррекции положений кромок в направлении ширины множества материалов слоистого сердечника; и
устройство для вырубки, выполненное с возможностью вырубки множества материалов слоистого сердечника, наложенных один на другой посредством устройства для наложения материалов слоистого сердечника, которые подвергнуты операции выравнивания положений кромок посредством устройства для выравнивания кромок, которые подвергнуты операции предотвращения выпучивания посредством средства предотвращения выпучивания и которые подвергнуты операции коррекции положений кромок посредством устройства для коррекции положений кромок, таким образом, чтобы получить вырубленную заготовку.
2. Установка по п. 1, в которой устройство для выравнивания кромок размещено непосредственно перед входной стороной устройства для наложения материалов слоистого сердечника или непосредственно за выходной стороной устройства для наложения материалов слоистого сердечника.
3. Установка по п. 2, также содержащая дополнительное устройство для выравнивания кромок, выполненное с возможностью выравнивать положения кромок указанного множества материалов слоистого сердечника в направлении ширины множества материалов слоистого сердечника, при этом
если устройство для выравнивания кромок размещено непосредственно перед входной стороной устройства для наложения материалов слоистого сердечника, указанное дополнительное устройство для выравнивания кромок размещено непосредственно за выходной стороной устройства для наложения материалов слоистого сердечника; и
если устройство для выравнивания кромок размещено непосредственно за выходной стороной устройства для наложения материалов слоистого сердечника, указанное дополнительное устройство для выравнивания кромок размещено непосредственно перед входной стороной устройства для наложения материалов слоистого сердечника.
4. Установка по любому из пп. 1-3, в которой устройство для выравнивания кромок содержит:
пару боковых роликов, обращенных друг к другу в направлении ширины множества материалов слоистого сердечника; и
пружину, выполненную с возможностью создания силы упругости для смещения пары боковых роликов в направлении навстречу друг другу,
при этом упомянутая сила упругости пружины увеличивается или уменьшается в соответствии с разностью между максимальным расстоянием от кромки до кромки и исходным расстоянием, когда упомянутое максимальное расстояние от кромки до кромки, представляющее собой расстояние между наиболее удаленными кромками в направлении ширины множества материалов слоистого сердечника, превышает исходное расстояние между парой боковых роликов;
при этом пара боковых роликов сжимает в направлении ширины заключенные между ними материалы слоистого сердечника за счет силы упругости пружины так, чтобы обеспечить выравнивание положения кромок.
5. Устройство по п. 4, в котором устройство для выравнивания кромок снабжено парой боковых роликов и содержит пару опорных элементов для упомянутых боковых роликов, подвижных в направлении ширины множества материалов слоистого сердечника.
6. Способ изготовления слоистого сердечника, предназначенный для изготовления по меньшей мере одной вырубленной заготовки из множества материалов слоистого сердечника, используемых для изготовления слоистого сердечника, при этом способ изготовления слоистого сердечника включает:
стадию наложения одного на другой множества материалов слоистого сердечника, подаваемых по различным линиям транспортирования;
стадию выравнивания кромок, на которой осуществляют выравнивание положений кромок указанного множества материалов слоистого сердечника в направлении ширины множества материалов слоистого сердечника;
стадию предотвращения выпучивания множества материалов слоистого сердечника, положения кромок которых выровнены на стадии выравнивания кромок;
стадию коррекции положения кромок, на которой осуществляют коррекцию положений кромок в направлении ширины множества материалов слоистого сердечника; и
стадию вырубки, на которой осуществляют вырубку множества материалов слоистого сердечника, наложенных один на другой на стадии наложения одного на другой множества материалов слоистого сердечника, которые подвергнуты операции выравнивания положений кромок на стадии выравнивания кромок, операции предотвращения выпучивания кромок на стадии предотвращения выпучивания кромок и операции коррекции положений кромок на стадии коррекции положений кромок, таким образом, чтобы получить вырубленную заготовку.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 20130167696 A1, 04.07.2013 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |

