Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к ленточному сердечнику и способу изготовления ленточного сердечника.
Приоритет испрашивается по заявке на патент Японии № 2019-084634, поданной 25 апреля 2019 г., содержание которой включено сюда путем ссылки.
Предшествующий уровень техники
[0002] Ленточные сердечники широко используются в качестве магнитных сердечников для трансформаторов, реакторов, шумовых фильтров и т.п. Снижение потерь в железе, вызванных железным сердечником, до сих пор является одной из важных задач с точки зрения высокой эффективности и т.п., и были проведены исследования для уменьшения потерь в железе с различных точек зрения.
[0003] В качестве одного из способов изготовления ленточного сердечника, например, широко известен способ, раскрытый в Патентном документе 1. В этом способе после наматывания стального листа в трубчатую форму стальной лист прессуют так, чтобы угловые части имели постоянную кривизну, и стальной лист формуют по существу в прямоугольную форму. После этого снятие механического напряжения стального листа и сохранение формы стального листа выполняются путем отжига стального листа. В случае этого способа изготовления радиус кривизны угловой части различается в зависимости от размера ленточного сердечника. Однако радиус кривизны составляет приблизительно 4 мм или более, а угловая часть представляет собой пологую изогнутую поверхность, имеющую относительно большой радиус кривизны.
[0004] С другой стороны, в качестве другого способа изготовления ленточного сердечника был исследован следующий способ наслаивания стальных листов для образования ленточного сердечника. В этом способе части стальных листов, которые должны стать угловыми частями ленточного сердечника, предварительно сгибают, а согнутые стальные листы накладывают внахлест.
Согласно способу изготовления этап прессования не требуется. Кроме того, поскольку стальной лист изогнут, форма сохраняется, и сохранение формы на этапе отжига не является важным этапом. Следовательно, есть преимущество, заключающееся в упрощении производства. В способе изготовления, поскольку стальной лист является изогнутым, в обрабатываемой части формируется изогнутая область, имеющая радиус кривизны 3 мм или менее, т.е. изогнутая область, имеющая относительно небольшой радиус кривизны.
[0005] Патентный документ 2 раскрывает следующую структуру ленточного сердечника в качестве ленточного сердечника, изготовленного способом изготовления, включающим, например, изгибание. Ленточный сердечник образован перекрытием множества стальных листов, имеющих разную длину, которые согнуты в кольцевой форме во внешнем периферийном направлении. Лицевые торцевые поверхности каждого из стальных листов равномерно смещены на заданный размер в направлении наслаивания множества стальных листов, и части соединения торцевых поверхностей имеют ступенчатый характер.
[0006] Патентный документ 3 раскрывает следующий способ изготовления ленточного сердечника. В способе изготовления текстурированный лист из электротехнической стали с покрытием, имеющий покрытие, содержащее фосфор, сформированное на поверхности, сгибают в изогнутую деталь, и множество изогнутых деталей наслаивают в направлении толщины листа для изготовления ленточного сердечника. Когда текстурированный лист из электротехнической стали с покрытием изгибается, текстурированный лист из электротехнической стали с покрытием изгибается в состоянии, когда фрагмент изогнутого тела, представляющая собой изогнутая область, имеет от 150°C или выше и до 500°C или ниже. Полученное множество изогнутых тел наслаивают в направлении толщины листа. Согласно этому способу количество деформационных двойников, присутствующих в изогнутой области изогнутого тела, подавляется, и получается ленточный сердечник, в котором подавляются потери в железе.
Документы предшествующего уровня техники
Патентные документы
[0007] [Патентный документ 1] Не прошедшая экспертизу заявка на патент Японии, первая публикация № 2005-286169
[Патентный документ 2] Публикация заявки на полезную модель Японии (зарегистрированная) № 3081863
[Патентный документ 3] Международная публикация РСТ № WO 2018/131613
Сущность изобретения
Проблемы, разрешаемые изобретением
[0008] Задачей настоящего изобретения является создание ленточного сердечника, в котором подавлены потери в железе, и способа изготовления ленточного сердечника.
Средство решения проблемы
[0009] Настоящее изобретение кратко излагается следующим образом.
<1> Ленточный сердечник, образованный наслаиванием множества изогнутых тел, полученных путем формования текстурированного листа из электротехнической стали с покрытием, в котором покрытие сформировано по меньшей мере на одной поверхности текстурированного листа из электротехнической стали, так что покрытие находится на внешней стороне, в направлении толщины листа,
в котором изогнутое тело имеет изогнутую область, полученную путем изгибания текстурированного листа из электротехнической стали с покрытием, и плоскую область, примыкающую к изогнутой области,
количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или меньше на 1 мм длины центральной линии в направлении толщины листа в изогнутой области, и
когда область, проходящая на расстояние в 40 раз больше толщины текстурированного листа из электротехнической стали с покрытием в обе стороны в периферическом направлении от центра изогнутой области на внешней периферийной поверхности изогнутого тела, определяется как область, подверженная механической деформации, доля области, на которой покрытие не повреждено ни в одном месте в периферическом направлении в плоской области внутри области, подверженной механической деформации, составляет 90% или более.
<2> Ленточный сердечник согласно <1>, в котором, когда множество небольших областей, разделенных на 0,5 мм вдоль периферического направления, определяется как область, подверженная механической деформации, доля в каждой из множества небольших областей в каждом из множества изогнутых тел определяется как базовая локальная степень бездефектности, а среднее значение базовых локальных степеней бездефектности в каждой из небольших областей в одной и той же позиции в периферическом направлении в различных изогнутых телах определяется как средняя локальная степень бездефектности, средняя локальная степень бездефектности составляет 90% или более во всех небольших областях, имеющих различные позиции в периферическом направлении, и все базовые локальные степени бездефектности составляют 50% или более.
<3> Способ изготовления ленточного сердечника для изготовления ленточного сердечника в соответствии с <1> или <2>, включающий в себя:
этап подготовки стального листа, на котором подготавливают текстурированный лист из электротехнической стали с покрытием;
этап изгибания текстурированного листа из электротехнической стали с покрытием для формирования изогнутого тела в условиях, когда часть изгибаемого тела, которая должна быть изогнутой областью, нагревается до 45°C или выше и до 500°C или ниже, а в плоской области внутри области, подверженной механической деформации, абсолютное значение локального температурного градиента в любой позиции в продольном направлении текстурированного листа из электротехнической стали с покрытием составляет менее 400°C/мм; и
этап наслаивания, на котором наслаивают множество изогнутых тел в направлении толщины листа.
<4> Способ изготовления ленточного сердечника в соответствии с <3>, в котором на этапе изгибания изгибание выполняется при условии, что произведение толщины текстурированного листа из электротехнической стали с покрытием и абсолютного значения локального температурного градиента менее 100°C.
<5> Способ изготовления ленточного сердечника в соответствии с <3> или <4>, включающий в себя этап нагрева стального листа, состоящий в нагревании текстурированного листа из электротехнической стали с покрытием после этапа подготовки стального листа и перед этапом изгибания.
<6> Устройство для изготовления ленточного сердечника, используемое для осуществления способа изготовления ленточного сердечника согласно <5>, включающее в себя:
нагревательное устройство, которое нагревает текстурированный лист из электротехнической стали с покрытием; и
гибочное устройство, которое сгибает текстурированный лист из электротехнической стали с покрытием, перемещаемый из нагревательного устройства.
<7> Устройство для изготовления ленточного сердечника согласно <6>,
в котором текстурированный лист из электротехнической стали с покрытием, размотанный с рулона, транспортируется к нагревательному устройству, и
гибочное устройство разрезает текстурированный лист из электротехнической стали с покрытием, а затем сгибает текстурированный лист из электротехнической стали с покрытием.
<8> Устройство для изготовления ленточного сердечника по п. <7>, дополнительно включающее в себя протяжной ролик, который транспортирует текстурированный лист из электротехнической стали с покрытием к нагревательному устройству.
<9> Устройство для изготовления ленточного сердечника по п. <6>, в котором нагревательное устройство нагревает катушку и текстурированный лист из электротехнической стали с покрытием, который разматывается с катушки и транспортируется к гибочному устройству.
<10> Устройство для изготовления ленточного сердечника по любому из пунктов <6>-<9>, в котором нагревательное устройство нагревает текстурированный лист из электротехнической стали с покрытием с помощью индукционного нагрева или облучения лучами высокой энергии.
Преимущества изобретения
[0010] Согласно настоящему изобретению можно обеспечить ленточный сердечник, в котором подавляются потери в железе, и способ изготовления ленточного сердечника.
Краткое описание чертежей
[0011] Фиг. 1 - вид в перспективе, показывающий пример ленточного сердечника.
Фиг. 2 - вид сбоку ленточного сердечника, показанного на фиг. 1.
Фиг. 3 - вид сбоку, показывающий первый пример модификации ленточного сердечника, показанного на фиг. 1.
Фиг. 4 - вид сбоку, показывающий второй пример модификации ленточного сердечника, показанного на фиг. 1.
Фиг. 5 - увеличенный вид сбоку около угловой части ленточного сердечника, показанного на фиг. 1.
Фиг. 6 - увеличенный вид сбоку около угловой части ленточного сердечника в соответствии с первым примером модификации фиг. 3.
Фиг. 7 - увеличенный вид сбоку около угловой части ленточного сердечника согласно второму примеру модификации фиг. 4.
Фиг. 8 - увеличенный вид сбоку примера изогнутой области.
Фиг. 9 - вид сбоку изогнутого тела ленточного сердечника, показанного на фиг. 1.
Фиг. 10 - вид сбоку, показывающий пример модификации изогнутого тела по фиг. 9.
Фиг. 11 - вид сбоку, показывающий другой пример модификации изогнутого тела по фиг. 9.
Фиг. 12 - пояснительный вид, показывающий пример этапа изгибания в способе изготовления ленточного сердечника.
Фиг. 13 - пояснительный вид, показывающий первый пример устройства для изготовления ленточного сердечника, используемого в способе изготовления ленточного сердечника.
Фиг. 14 - пояснительный вид, показывающий второй пример устройства для изготовления ленточного сердечника, используемого в способе изготовления ленточного сердечника.
Фиг. 15 - пояснительный вид, показывающий размер ленточного сердечника, изготовленного способом изготовления по фиг. 12.
Фиг. 16 представляет собой вид сверху для пояснения части, образующей изогнутую область, которая представляет собой нагретую область, части, образующей плоскую область, в которой температурный градиент возникает в результате нагрева части, образующей изогнутую область, и области, подверженной механической деформации, из-за изгибания.
Фиг. 17 - оптическая микрофотография, показывающая полосковые деформационные двойники, образованные в изогнутой области изогнутого тела в предшествующем уровне техники.
Варианты осуществления изобретения
[0012] Далее будут описаны ленточный сердечник и способ изготовления ленточного сердечника в соответствии с настоящим изобретением.
Такие термины, как "параллельный", "перпендикулярный" и "одинаковый", а также значения длин, углов и т.п., которые определяют формы, геометрические условия и градусы, которые используются в настоящем изобретении, не связаны строгими значениями, но рассматриваются как включающие диапазоны, в которых можно ожидать одинаковых функций. Кроме того, в настоящем изобретении приблизительно 90° допускает ошибку ± 3° и означает диапазон от 87° до 93°.
Кроме того, содержание элементов в композиции может быть выражено как количество элементов (например, количество C, количество Si и т.п.).
Кроме того, что касается содержания элементов в композиции, "%" означает "масс.%".
Кроме того, термин "этап" включен в этот термин до тех пор, пока намеченная цель этапа достигается не только на независимом этапе, но также в случаях, когда его нельзя четко отличить от других этапов.
Кроме того, числовой диапазон, представленный с помощью "до", означает диапазон, включающий в себя числовые значения, описанные до и после "до" в качестве нижнего предельного значения и верхнего предельного значения.
[0013] Перед завершением ленточного сердечника и способа изготовления ленточного сердечника в соответствии с настоящим изобретением некоторые из настоящих изобретателей обнаружили следующие вопросы (см. Патентный документ 3).
Т.е. в способе изготовления ленточного сердечника в соответствии с Патентным документом 3 текстурированный лист из электротехнической стали, имеющий покрытие, содержащее фосфор, сформированное на поверхности, сгибается в изогнутое тело, и множество изогнутых тел наслаивают для изготовления ленточного сердечника. В это время часть (в настоящем изобретении изобретения она может упоминаться как "часть, образующая изогнутая область") изогнутого тела, которая является изогнутой областью за счет изгибания текстурированного листа из электротехнической стали, изгибается в состоянии, когда часть имеет температуру 150°C или выше и 500°C или ниже. В результате количество деформационных двойников, присутствующих в изогнутой области, снижается. Потери в железе подавляются за счет формирования такого множества изогнутых элементов, наслоенных в направлении толщины листа.
Однако в соответствии с последующим исследованием было выяснено, что даже когда температура части, образующей изогнутая область, отрегулирована до 150°C или выше и 500°C или ниже и выполняется изгибание, может произойти повреждение покрытия вблизи границы между изогнутой областью и плоской областью, прилегающей к изогнутой области. Повреждение происходит локально на стороне плоской области в непосредственной близости от границы. Здесь "повреждение" распознается как растрескивание покрытия (трещины в покрытии), когда повреждение является незначительным, и определяется как отслаивание покрытия, когда повреждение является серьезным. Когда в покрытии возникают трещины (когда повреждение является незначительным), бывают ситуации, когда (1) вершина трещины остается в покрытии и не достигает основного стального листа, и (2) трещина достигает основного стального листа. Когда покрытие отслаивается (когда повреждение является серьезным), бывают ситуации, когда (1) покрытие полностью отслаивается, чтобы обнажить основной стальной лист, и (2) только область верхнего слоя покрытия отслаивается и отсутствует, но область нижнего слоя покрывает основной стальной лист. В настоящем изобретении эти ситуации вместе именуются "повреждением".
Даже когда часть, образующая изогнутую область, нагревается до 150°C или выше и до 500°C или ниже, как в способе, раскрытом в Патентном документе 3, описанном выше, температурный градиент возникает вблизи границы между частью, образующей изогнутую область, и частью, которая становится плоской областью, смежной с частью, образующей изогнутую область (которая в настоящем изобретении может называться "частью, образующей плоскую область"). Температурный градиент непрерывно изменяется при температуре ниже температуры нагрева (выравнивания). Было выяснено, что, когда температурный градиент является крутым, в части, образующей плоскую область, возникает механическая деформация, и происходит повреждение покрытия части, образующей плоскую область.
Таким образом, авторы настоящего изобретения обнаружили, что введение механической деформации в части, образующей плоскую область, и повреждение натянутого покрытия являются причинами ухудшения потерь в железе.
[0014] В результате дальнейших исследований, направленных на решение вышеуказанных проблем, авторы настоящего изобретения обнаружили следующие вопросы и получили ленточный сердечник и способ изготовления ленточного сердечника в соответствии с настоящим изобретением.
При сгибании текстурированного листа из электротехнической стали с покрытием (который в настоящем описании может называться "стальным листом с покрытием" или просто "стальным листом") сгибание выполняется путем нагрева, так что (1) температура части, которая должна быть изогнутой областью (часть, образующая изогнутую область), и (2) температурный градиент части, которая должна быть плоской областью (частью, образующей плоскую область), рядом с частью, образующей изогнутую область, которая должна быть изогнута, находятся в определенных диапазонах. В результате подавляется (а) образование деформационных двойников в изогнутой области и предотвращается ухудшение потерь в железе в изогнутой области. Кроме того, помимо этого преимущества, (b) отслаивание покрытия подавляется даже в плоской области, прилегающей к изогнутой области. Более того, (c) может быть получено изогнутое тело с меньшей механической деформацией обрабатываемой части. Авторы настоящего изобретения обнаружили, что ленточный сердечник, в котором подавляются потери в железе, может быть получен путем наслаивания множества изогнутых тел, изготовленных таким образом, так что каждый из стальных листов изогнутых тел перекрывает друг друга.
[0015] Ленточный сердечник
Ленточный сердечник согласно настоящему изобретению представляет собой ленточный сердечник, образованный наслаиванием множества изогнутых тел, полученных путем формования текстурированного листа из электротехнической стали с покрытием, в котором покрытие сформировано по меньшей мере на одной поверхности текстурированного листа из электротехнической стали так, чтобы покрытие находилось на внешней стороне в направлении толщины листа, в котором изогнутое тело имеет изогнутую область, полученную путем изгибания текстурированного листа из электротехнической стали с покрытием, и плоскую область, примыкающую к изогнутой области,
количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или меньше на 1 мм длины центральной линии в направлении толщины листа в изогнутой области, и
когда область, проходящая на расстояние в 40 раз больше толщины текстурированного листа из электротехнической стали с покрытием в обе стороны в периферическом направлении от центра изогнутой области на внешней периферийной поверхности изогнутого тела, определяется как область, подверженная механической деформации, доля (локальная степень бездефектности покрытия) области, на которой покрытие не повреждено в любом месте по периферическому направлению в плоской области внутри области, подверженной механической деформации, составляет 90% или более.
В ленточном сердечнике согласно настоящему изобретению локальная степень бездефектности покрытия в произвольной позиции вдоль периферического направления в плоской области внутри области, подверженной механической деформации, составляет 90% или более. Т.е. в изогнутом теле подавляется локальное повреждение покрытия, сформированного на плоской области внешней периферийной поверхности текстурированного листа из электротехнической стали. Ленточный сердечник состоит из такого изогнутого тела. Следовательно, в ленточном сердечнике согласно настоящему изобретению ухудшение потерь в железе подавляется по сравнению с ленточным сердечником, состоящим из изогнутого тела, в котором покрытие в плоской области локально повреждено. Механизм не ясен, но ленточный сердечник согласно настоящему изобретению основан на следующих выводах.
[0016] (Обзор подавления отслаивания покрытия)
Авторы настоящего изобретения серьезно изучили причины повреждения покрытия, заранее сформированного на поверхности текстурированного листа из электротехнической стали с покрытием, и ухудшение потерь в железе в ленточном сердечнике. В результате они сочли, что температура, при которой изгибается текстурированный лист из электротехнической стали с покрытием, может повлиять на покрытие, а степень бездефектности покрытия может повлиять на потери в железе.
В случае изгибания при нормальной температуре, степень бездефектности покрытия обеспечивается в плоской области, но степень бездефектности покрытия значительно снижается в изогнутой области.
Даже в случае теплового изгибания, если температурный градиент изгибаемого тела в периферическом направлении является большим, механическая деформация вводится в часть, образующую плоскую область. В результате во время теплового изгибания происходит повреждение покрытия в плоской области, расположенной вблизи границы между изогнутой областью и плоской областью, и степень бездефектности покрытия значительно снижается.
С другой стороны, даже в случае теплового изгибания, когда градиент температуры в периферическом направлении изогнутого тела ослаблен (мягкий), введение механической деформации в часть, образующую плоскую область, подавляется, и обеспечивается бездефектность покрытия части, образующей плоскую область.
В результате неоднократных серьезных исследований, проведенных таким образом, авторы настоящего изобретения обнаружили, что, когда стальной лист изгибается и формируется в изогнутое тело в условиях, которые удовлетворяют следующим (1) и (2), степень бездефектности покрытия становится 90% и более на всей плоской части изогнутого тела.
(1) Температура стального листа в изогнутой области, которая является самой высокой температурой, регулируется от 45°C или выше до 500°C или ниже. (2) Температурный градиент (локальный температурный градиент) произвольной позиции (всех положений) части, образующей плоскую область, рядом с нагретой частью, образующей изогнутую область, в продольном направлении стального листа (соответствующем продольному направлению изгиба тела) менее 400°С/мм.
Считается, что, как описано выше, за счет формирования ленточного сердечника путем наслаивания множества изогнутых тел, имеющих высокую степень бездефектности покрытия, по всей плоской части в направлении толщины листа, варьирование покрытия в направлении по окружности подавляется, и подавляется ухудшение потерь железа из-за локального повреждения покрытия.
Т.е. локальное повреждение покрытия, вероятно, произойдет в каждой области области, подверженной механической деформации, которая одинаково удалена от изогнутой области в каждом из множества изогнутых тел, подлежащих наслаиванию. Кроме того, в каждом изогнутом теле, когда происходит локальное повреждение покрытия, межслойное сопротивление уменьшается в поврежденном месте покрытия в каждом изогнутом теле. Из вышеизложенного, когда ленточный сердечник изготавливается путем наслаивания этих изогнутых тел после резки (изгибания) стальных листов, поврежденные позиции покрытий перекрываются в направлении толщины листа, и межслойное сопротивление может уменьшаться во всем направлении толщины листа. В результате увеличивается вихревой ток и ухудшаются потери в железе. Следовательно, считается, что такое ухудшение потерь в железе можно подавить путем увеличения степени бездефектности покрытия.
Кроме того, даже когда поврежденные позиции покрытий не перекрываются в направлении толщины листа, когда покрытие локально повреждено, покрытие локально искажается, и форма поверхностного слоя стального листа становится локально шероховатой, что вызывает сварку, когда стальные листы наслоены. Когда происходит сварка, надлежащее натяжение покрытия теряется, и потери в железе значительно ухудшаются. Следовательно, считается, что такое ухудшение потерь в железе можно подавить путем увеличения степени бездефектности покрытия.
[0017] Кроме того, на фиг. 16 на виде сверху схематично показаны часть, образующая изогнутую область, которая является нагретой областью во время изгиба, и часть, образующая плоскую область, в которой возникает температурный градиент за счет нагревания части, образующей изогнутую область. Авторы настоящего изобретения обнаружили, что, когда текстурированный лист из электротехнической стали с покрытием изгибается с образованием изогнутой области, область от центральной позиции части, образующей изогнутую область, в продольном направлении до 40-кратной толщины листа, является областью, которая сильно страдает от механической деформации вследствие изгиба. Следовательно, в стальном листе перед обработкой авторы настоящего изобретения определили область, в 40 раз превышающую толщину листа от центральной позиции части, образующей изогнутую область, к передней и задней части как область, подверженную механической деформации, вследствие изгибания (в настоящем изобретении, ее можно просто назвать "областью, подверженной механической деформации").
Тот факт, что область, подверженная механической деформации, которую следует учитывать в настоящем изобретении, в 40 раз превышает толщину листа, считается связанным с вкладом механической деформации (например, "Physics of Bending Deformation", стр. 96-97, Фумио Хибино, Шокабо) с учетом упругой деформации в этой области.
Следует отметить, что, как ясно из фиг. 16, в качестве значения толщины листа, когда для стального листа установлена номинальная толщина листа, может быть принято значение номинальной толщины листа. Когда номинальная толщина листа не установлена, например, толщина ленточного сердечника измеряется в произвольных десяти точках, и значение, полученное путем деления среднего результата измерения на количество изогнутых тел, образующих ленточный сердечник, может использоваться в качестве значение толщины листа. В случае перед изготовлением ленточного сердечника, например, значение также может быть получено путем наслаивания десяти листов текстурированных листов из электротехнической стали с покрытием, измерения толщины наслоенных стальных листов в произвольных десяти местах и разделения результата измерения на десять. Толщину ленточного сердечника и толщину наслоенных стальных листов можно измерить микрометром. Произвольные десять мест могут быть, например, десятью местами, где общая ширина стального листа в конкретной одной позиции вдоль продольного направления (периферийное направление ленточного сердечника) стального листа равномерно распределена в направлении ширины.
Кроме того, хотя на фиг. 16 показан случай, когда часть, образующая изогнутую область, используется в качестве нагретой области, естественно, также можно нагревать часть, образующую плоскую область.
Далее будут конкретно описаны текстурированный лист из электротехнической стали с покрытием и ленточный сердечник в настоящем изобретении.
[0018] (Текстурированный лист из электротехнической стали с покрытием)
Текстурированный лист из электротехнической стали с покрытием в настоящем изобретении включает в себя по меньшей мере текстурированный лист из электротехнической стали (который может упоминаться как "основной стальной лист" в настоящем изобретении) и покрытие, сформированное по меньшей мере на одной поверхности основного стального листа.
Текстурированный лист из электротехнической стали с покрытием имеет по меньшей мере первичное покрытие в качестве покрытия и, при необходимости, может дополнительно иметь другой слой. Примеры другого слоя включают в себя вторичное покрытие, нанесенное на первичное покрытие.
Далее будет описана конфигурация текстурированного листа из электротехнической стали с покрытием.
[0019] <Текстурированный лист из электротехнической стали>
В текстурированном листе из электротехнической стали с покрытием, который составляет ленточный сердечник 10 согласно настоящему изобретению, основной стальной лист представляет собой стальной лист, в котором ориентация кристаллических зерен сильно интегрирована в ориентацию {110} <001>. Основной стальной лист имеет отличные магнитные характеристики в направлении прокатки.
Основной стальной лист, используемый для ленточного сердечника в соответствии с настоящим изобретением, особым образом не ограничивается. В качестве основного стального листа может быть соответствующим образом выбран и использован известный текстурированный лист из электротехнической стали. Далее будет описан пример предпочтительного основного стального листа, но основной стальной лист не ограничен следующими примерами.
[0020] Химический состав основного стального листа особым образом не ограничивается, но предпочтительно включает в себя, например, масс.% Si: от 0,8% до 7%, C: более 0% и 0,085% или менее, растворимый в кислоте Al: От 0% до 0,065%, N: от 0% до 0,012%, Mn: от 0% до 1%, Cr: от 0% до 0,3%, Cu: от 0% до 0,4%, P: от 0% до 0,5%, Sn: от 0% до 0,3%, Sb: от 0% до 0,3%, Ni: от 0% до 1%, S: от 0% до 0,015%, Se: от 0% до 0,015%, а остаток состоит из Fe и примесных элементов.
Химический состав основного стального листа является предпочтительным химическим компонентом для управления текстурой до текстуры Госса, в которой ориентация кристаллов интегрирована в ориентацию {110} <001>.
Помимо Fe, среди элементов в основном стальном листе Si и C являются основными элементами (базовыми элементами), а растворимые в кислоте Al, N, Mn, Cr, Cu, P, Sn, Sb, Ni, S и Se являются селективными элементами (необязательными элементами). Эти селективные элементы могут включаться в состав для своих целей. Следовательно, нет необходимости ограничивать его нижние пределы, и селективные элементы могут практически не включаться в состав. Даже если эти селективные элементы содержатся в качестве примесных элементов, эффекты настоящего изобретения не ухудшаются. В основном стальном листе остальные базовые элементы и селективные элементы состоят из Fe и примесных элементов.
Однако в случае, когда содержание Si в основном стальном листе составляет 2,0% или более в масс.%, классические потери на вихревые токи продукта подавляются, что является предпочтительным. Содержание Si в основном стальном листе более предпочтительно составляет 3,0% или более.
Кроме того, в случае, когда содержание Si в основном стальном листе составляет 5,0% или менее в пересчете на масс.%, стальной лист с меньшей вероятностью сломается на этапе горячей прокатки и этапе холодной прокатки, что является предпочтительным. Содержание Si в основном стальном листе более предпочтительно составляет 4,5% или менее.
Следует отметить, что "примесные элементы" означают элементы, которые непреднамеренно смешиваются с рудой, ломом или производственной средой в качестве сырья при промышленном производстве основного стального листа.
Кроме того, текстурированный лист из электротехнической стали обычно подвергают очистительному отжигу во время вторичной рекристаллизации. При очистительном отжиге элементы, образующие ингибитор, выводятся за пределы системы. В частности, концентрации N и S значительно снижаются и достигают 50 частей на миллион или меньше. Концентрации достигают 9 частей на миллион или меньше или 6 частей на миллион или меньше в типичных условиях очистительного отжига и достигают степени (1 часть на миллион или меньше), которая не может быть обнаружена с помощью общего анализа при достаточном выполнении очистительного отжига.
Химический состав основного стального листа может быть измерен с помощью общего метода анализа стали. Например, химический состав основного стального листа может быть измерен с помощью атомно-эмиссионной спектрометрии с индуктивно связанной плазмой (ICP-AES). В частности, например, химический состав может быть определен путем получения квадратного образца для испытаний 35 мм из центрального положения основного стального листа в направлении ширины после удаления покрытия и выполнения измерения в условиях на основе калибровочной кривой, созданной заранее посредством ICPS-8100 (измерительный прибор) производства Shimadzu Corporation или т.п. Кроме того, C и S могут быть измерены с использованием метода поглощения инфракрасного излучения при горении, а N может быть измерен с использованием метода плавления и теплопроводности инертного газа.
Химический состав основного стального листа представляет собой состав, полученный путем анализа состава стального листа в качестве основного стального листа, который получают путем удаления стеклянного покрытия, которое будет описано позже, покрытия, содержащего фосфор, и т.п. с текстурированного листа из электротехнической стали по способу, который будет описан позже.
[0021] Способ изготовления основного стального листа особым образом не ограничивается, может быть соответствующим образом выбран способ изготовления текстурированного листа из электротехнической стали, который известен в предшествующем уровне техники. Предпочтительным конкретным примером способа изготовления является способ выполнения горячей прокатки путем нагрева сляба, содержащего от 0,04 до 0,1 масс.% C и имеющего химический состав основного стального листа, до 1000°C или выше, с последующим выполнением отжига горячекатаного листа по мере необходимости, последующего выполнения холодной прокатки один или два или более раз с технологическим отжигом между ними для формирования холоднокатаного стального листа, выполнение обезуглероживающего отжига путем нагрева холоднокатаного стального листа до 700°C - 900°C, например, в атмосфере влажного водорода и инертного газа, дополнительно выполняя азотный отжиг, если необходимо, и выполняя окончательный отжиг при температуре около 1000°C.
Толщина основного стального листа особым образом не ограничивается, но может составлять, например, 0,1 мм или более и 0,5 мм или менее.
Кроме того, в качестве текстурированного листа из электротехнической стали предпочтительно использовать стальной лист, в котором магнитные домены измельчаются путем приложения локальной механической деформации к поверхности или образования канавок на поверхности. Используя такой стальной лист, можно еще больше снизить потери в железе.
[0022] <Первичное покрытие>
Первичное покрытие представляет собой покрытие, сформированное непосредственно на поверхности текстурированного листа из электротехнической стали, который является основным стальным листом без промежуточного слоя или пленки, и его примеры включают в себя стеклянное покрытие. Примеры стеклянного покрытия включают в себя покрытия, содержащие один или несколько оксидов, выбранных из форстерита (Mg2SiO4), шпинели (MgAl2O4) и кордиерита (Mg2Al4Si5O16).
Способ формирования стеклянного покрытия особым образом не ограничивается и может быть соответствующим образом выбран из известных способов. Например, в конкретном примере способа производства основного стального листа, может быть использован способ нанесения разделительного агента отжига, содержащего один или несколько компонентов, выбранных из оксида магния (MgO) и оксида алюминия (Al2O3), на холоднокатаный стальной лист и выполнение окончательного отжига на нем. Разделительный агент для отжига также препятствует прилипанию стальных листов во время окончательного отжига. Например, в случае, когда окончательный отжиг выполняется путем нанесения разделительного агента отжига, содержащего магнезию, разделительный агент отжига вступает в реакцию с диоксидом кремния, содержащимся в основном стальном листе, так что на поверхности основного стального листа образуется стеклянное покрытие, содержащее форстерит (Mg2SiO4).
Кроме того, вместо формирования стеклянного покрытия на поверхности текстурированного листа из электротехнической стали, например, в качестве первичного покрытия может быть сформировано покрытие, содержащее фосфор, которое будет описано ниже.
[0023] Толщина первичного покрытия особым образом не ограничивается, но предпочтительно составляет 0,5 мкм или более и 3 мкм или менее, например, с точки зрения формирования на всей поверхности основного стального листа и предотвращения отслаивания.
[0024] <Другие покрытия>
Текстурированный лист из электротехнической стали с покрытием может иметь иное покрытие, чем первичное покрытие. Например, в качестве вторичного покрытия на первичном покрытии предпочтительно иметь покрытие, содержащее фосфор, главным образом для придания изоляционных свойств. Покрытие, содержащее фосфор, представляет собой покрытие, сформированное на внешней поверхности текстурированного листа из электротехнической стали, и когда текстурированный лист из электротехнической стали имеет стеклянное покрытие или оксидное покрытие в качестве первичного покрытия, оно формируется на первичном покрытии. Высокая адгезия может быть обеспечена путем формирования фосфорсодержащего покрытия на стеклянном покрытии, образованном в качестве первичного покрытия на поверхности основного стального листа.
Покрытие, содержащее фосфор, может быть подходящим образом выбрано из покрытий, известных в данной области техники. В качестве покрытия, содержащего фосфор, предпочтительным является покрытие на основе фосфата, и предпочтительно покрытие, содержащее одно или более из фосфата алюминия и фосфата магния в качестве основного компонента и одно или более из оксида хрома и кремния в качестве вспомогательного компонента. Благодаря фосфатному покрытию изоляционные свойства стального листа сохраняются, и к стальному листу прикладывается натяжение, так что стальной лист также отлично снижает потери в железе.
Способ формирования покрытия, содержащего фосфор, особым образом не ограничивается и может быть соответствующим образом выбран из известных способов. Например, предпочтительным является способ нанесения раствора для покрытия, в котором композиция покрытия растворена, на основной стальной лист и обжиг полученного изделия. Далее будет описан предпочтительный конкретный пример, но способ формирования покрытия, содержащего фосфор, этим не ограничивается.
[0025] Подготавливается раствор для покрытия, содержащий от 4 до 16 масс.% коллоидного диоксида кремния, от 3 до 24 масс.% фосфата алюминия (в пересчете на бифосфат алюминия) и от 0,2 до 4,5 масс.% в сумме одного, двух или более из хромового ангидрида и дихромата. Раствор для покрытия наносят на основной стальной лист или другие покрытия, такие как стеклянное покрытие, сформированное на основном стальном листе, и обжигают при температуре около 350°C или выше. После этого проводят термообработку при температуре от 800°C до 900°C, в результате чего может быть сформировано покрытие, содержащее фосфор. Покрытие, сформированное, как описано выше, имеет изоляционные свойства и можно прикладывать натяяжение к стальному листу, тем самым улучшая потери в железе и характеристики магнитострикции.
[0026] Толщина покрытия, содержащего фосфор, особым образом не ограничивается, но предпочтительно составляет 0,5 мкм или более и 3 мкм или менее с точки зрения обеспечения изоляционных свойств.
[0027] <Толщина листа>
Толщина текстурированного листа из электротехнической стали с покрытием особым образом не ограничивается и может быть соответствующим образом выбрана в соответствии с применением и т.п., но обычно она находится в диапазоне от 0,10 мм до 0,50 мм, предпочтительно в диапазоне от 0,13 мм до 0,35 мм и более предпочтительно в диапазоне от 0,15 мм до 0,23 мм.
[0028] (Конфигурация ленточного сердечника)
Пример конфигурации ленточного сердечника согласно настоящему изобретению будет описан на примере ленточного сердечника 10 на фиг. 1 и 2. На фиг. 1 показан вид в перспективе ленточного сердечника 10, а на фиг. 2 - вид сбоку на ленточный сердечник 10 по фиг. 1.
В настоящем описании вид сбоку означает вид в направлении ширины (направление оси Y на фиг. 1) длинного текстурированного листа из электротехнической стали с покрытием, составляющего ленточный сердечник. Вид сбоку - это вид, показывающий форму, видимую на виде сбоку (вид в направлении оси Y на фиг. 1). Кроме того, направление толщины листа является направлением толщины текстурированного листа из электротехнической стали с покрытием и означает направление, перпендикулярное периферийной поверхности ленточного сердечника в состоянии формирования прямоугольного ленточного сердечника. Здесь направление, перпендикулярное периферийной поверхности, означает направление, перпендикулярное периферийной поверхности, если на периферийную поверхность смотреть сбоку. Когда периферийная поверхность изогнута, при просмотре на периферийную поверхность сбоку, направление, перпендикулярное периферийной поверхности (направление толщины листа), означает направление, перпендикулярное касательной линии кривой, образованной периферийной поверхностью.
[0029] Ленточный сердечник 10 формируется путем наслаивания множества изогнутых тел 1 в направлении их толщины листа. Т.е., как показано на фиг. 1 и 2, ленточный сердечник 10 имеет по существу прямоугольную слоистую структуру из множества изогнутых тел 1. Ленточный сердечник 10 может использоваться как ленточный сердечник. При необходимости ленточный сердечник 10 может быть зафиксирован с помощью крепежного инструмента, такого как известная связывающая лента. Изогнутое тело 1 образовано из текстурированного листа из электротехнической стали с покрытием, имеющего покрытие, сформированное по меньшей мере на одной поверхности текстурированного листа из электротехнической стали, который является основным стальным листом.
[0030] Как показано на фиг. 1 и 2, каждое из изогнутых тел 1 имеет прямоугольную форму путем попеременного соединения четырех плоских частей 4 и четырех угловых частей 3 в периферическом направлении. Угол между двумя плоскими частями 4, примыкающими к угловой части 3, составляет приблизительно 90°. Здесь периферическое направление означает направление, в котором ленточный сердечник 10 вращается вокруг оси.
[0031] Как показано на фиг. 2, в ленточном сердечнике 10 каждая из угловых частей 3 изогнутого тела 1 имеет две изогнутые области 5. Изогнутая область 5 представляет собой область, имеющую форму, изогнутую в изогнутую форму на виде сбоку изогнутого тела 1, и его более конкретное определение будет описано позже. Как будет описано ниже, в двух изогнутых областях 5 общий угол изгиба составляет приблизительно 90° на виде сбоку изогнутого тела 1.
Каждая из угловых частей 3 изогнутого тела 1 может иметь три изогнутые области 5 в одной угловой части 3, как в ленточном сердечнике 10A согласно первому примеру модификации, показанному на фиг. 3. Кроме того, как в ленточном сердечнике 10B согласно второму примеру модификации, показанному на фиг. 4, одна угловая часть 3 может иметь одну изогнутую область 5. Т.е. каждая из угловых частей 3 изогнутого тела 1 может иметь одну или несколько изогнутых областей 5, так что стальной лист может быть изогнут примерно на 90°.
[0032] Как показано на фиг. 2, изогнутое тело 1 имеет плоскую область 8, смежную с изогнутой областью 5. Как и плоская область 8, смежная с изогнутой областью 5, существует две плоские области 8, показанные ниже (1) и (2).
(1) Плоская область 8, которая расположена между изогнутой областью 5 и изогнутой областью 5 (между двумя изогнутыми областями 5, смежными друг с другом в периферическом направлении) в одной угловой части 3 и рядом с каждой из изогнутых областей 5.
(2) Плоская область 8, которая примыкает к каждой из изогнутых областей 5 как плоская часть 4.
Фиг. 5 представляет собой увеличенный вид сбоку вблизи угловой части 3 ленточного сердечника 10 на фиг. 1.
Как показано на фиг. 5, когда одна угловая часть 3 имеет две изогнутые области 5a и 5b, плоская часть 4a (прямая часть), которая является плоской областью изогнутого тела 1, является непрерывной с изогнутой областью 5a (изогнутой частью), и, кроме того, плоская область 7a (прямая часть), изогнутая область 5b (изогнутая часть) и плоская часть 4b (прямая часть), которая является плоской областью, являются непрерывными.
[0033] В ленточном сердечнике 10 область от сегмента A-A' до сегмента B-B' на фиг. 5 является угловой частью 3. Точка A является конечной точкой на стороне плоской части 4a изогнутой области 5a изогнутого тела 1a, расположенной на самой внутренней стороне ленточного сердечника 10. Точка A' представляет собой точку пересечения прямой линии, проходящей через точку A в перпендикулярном направлении (направлении толщины листа) к поверхности листа изогнутого тела 1a и самой внешней поверхности (внешней периферийной поверхности изогнутого тела 1, расположенной на самой внешней стороне ленточного сердечника 10) ленточного сердечника 10. Точно так же точка B является конечной точкой на стороне плоской части 4b в изогнутой области 5b изогнутого тела 1a, расположенной на самой внутренней стороне ленточного сердечника 10. Точка B' представляет собой точку пересечения прямой линии, проходящей через точку B в перпендикулярном направлении (направлении толщины листа) к поверхности листа изогнутого тела 1a и самой внешней поверхности ленточного сердечника 10. На фиг. 5 угол, образованный двумя плоскими частями 4a и 4b, смежными друг с другом через угловую часть 3 (угол, образованный точкой пересечения выносных линий плоских частей 4a и 4b), равен θ, а в примере на фиг. 5 θ составляет приблизительно 90°. Угол изгиба изогнутых областей 5a и 5b будет описан позже, но на фиг. 5 сумма φ1+φ2 углов изгиба изогнутых областей 5a и 5b составляет приблизительно 90°.
[0034] Далее будет описан случай, когда одна угловая часть 3 имеет три изогнутые области 5. Фиг. 6 представляет собой увеличенный вид сбоку вблизи угловой части 3 в ленточном сердечнике 10А согласно первому примеру модификации, показанному на фиг. 3. На фиг. 6, как и на фиг. 5, область от сегмента А-А' до сегмента B-B' является угловой частью 3. На фиг. 6 точка A является конечной точкой на стороне плоской части 4a изогнутой области 5a, ближайшей к плоской части 4a. Точка B является конечной точкой на стороне плоской части 4b изогнутой области 5b, ближайшей к плоской части 4b. В случае, когда имеется три изогнутых области 5, между изогнутыми областями присутствует плоская часть. В примере на фиг. 6 общий угол φ изгиба1+φ2+φ3 изогнутых областей 5a, 5b и 5c составляет приблизительно 90°. Обычно, когда угловая часть 3 имеет n изогнутых областей 5, общий угол φ изгиба1+φ2 +... + φn изогнутых областей 5 составляет приблизительно 90°.
[0035] Далее будет описан случай, когда одна угловая часть 3 имеет одну изогнутую область 5. Фиг. 7 представляет собой увеличенный вид сбоку вблизи угловой части 3 в ленточном сердечнике 10В согласно второму примеру модификации, показанному на фиг. 4. На фиг. 7, как и на фиг. 5 и 6, область от сегмента А-А' до сегмента B-B' представляет собой угловую часть 3. На фиг. 7 точка A является конечной точкой изогнутой области 5 на стороне плоской части 4a. Точка B является конечной точкой изогнутой области 5 на стороне плоской части 4b. Кроме того, в примере на фиг. 7 угол φ1 изгиба изогнутой области 5 составляет приблизительно 90°.
[0036] В настоящем изобретении, поскольку угол θ описанной выше угловой части составляет приблизительно 90°, угол φ изгиба одной изогнутой области составляет приблизительно 90° или меньше. С точки зрения подавления отслаивания покрытия стального листа и подавления потерь в железе угол φ изгиба одной изогнутой области предпочтительно составляет 60° или меньше, а более предпочтительно 45° или меньше. Следовательно, предпочтительно, чтобы одна угловая часть 3 имела две или более изогнутых областей 5. Однако трудно сформировать четыре или более изогнутых областей 5 в одной угловой части 3 из-за ограничений на конструкцию производственных мощностей. Следовательно, количество изогнутых областей 5 в одной угловой части предпочтительно составляет три или меньше.
Как и в ленточном сердечнике 10, показанном на фиг. 5, в случае, когда одна угловая часть 3 имеет две изогнутые области 5a и 5b, предпочтительно, чтобы φ1=45° и φ2=45° удовлетворялись с точки зрения предотвращения отслаивания покрытия и снижения потерь в железе. Однако, например, могут удовлетворяться φ1=60° и φ2=30°, φ1=30° и φ2=60° или т.п.
Как и в ленточном сердечнике 10A согласно первому примеру модификации, показанному на фиг. 6, в случае, когда одна угловая часть 3 имеет три изогнутые области 5a, 5b и 5c, предпочтительно, чтобы φ1=30°, φ2=30°, и φ3=30° удовлетворялись с точки зрения уменьшения потерь в железе.
Кроме того, поскольку предпочтительно, чтобы углы изгиба в изогнутой области были равны друг другу с точки зрения эффективности производства, в случае, когда одна угловая часть 3 имеет две изогнутые области 5a и 5b (фиг. 5), φ1=45° и φ2=45°, и в случае, когда одна угловая часть 3 имеет три изогнутые области 5a, 5b и 5c (фиг. 6), например, φ1=30°, φ2=30° и φ3=30° предпочтительно удовлетворяются с точки зрения подавления отслаивания покрытия и уменьшения потерь в железе.
[0037] Изогнутая область 5 будет описана более подробно со ссылкой на фиг. 8. Фиг. 8 представляет собой увеличенный вид сбоку, показывающий пример изогнутой области 5 изогнутого тела 1. Угол φ изгиба изогнутой области 5 означает угловую разницу, сформированную между плоской областью на задней стороне в направлении изгиба и плоской областью на передней стороне в направлении изгиба в изогнутой области 5 изогнутого тела 1. В частности, угол φ изгиба изогнутой области 5 представлен как дополнительный угол φ к углу между двумя воображаемыми линиями Lb-удлинение1 и Lb-удлинение2, полученных протяжением прямых частей, каждая из которых непрерывна в обе стороны (точка F и точка G) изогнутой части, включенных в линию Lb, представляющую внешнюю поверхность изогнутого тела 1 в изогнутой области 5.
Угол изгиба каждой изогнутой области 5 составляет приблизительно 90° или меньше, а сумма углов изгиба всех изогнутых областей 5, присутствующих в одной угловой части 3, составляет по существу 90°.
[0038] Изогнутая область 5 представляет собой область, ограниченную на виде сбоку изогнутого тела 1, когда точка D и точка E на линии La, представляющей внутреннюю поверхность изогнутого тела 1, а также точка F и точка G на линии Lb, представляющей внешнюю поверхность изогнутого тела 1, определяются следующим образом: (1) линией, ограниченной точкой D и точкой E на линии La, представляющей внутреннюю поверхность изогнутого тела 1, (2) линией, ограниченной точкой F и точкой G на линии Lb, представляющей внешнюю поверхность изогнутого тела 1, (3) прямой линией, соединяющей точку D и точку G, и (4) прямой линией, соединяющей точку E и точку F.
[0039] Здесь точки D, E, F и G определены следующим образом.
На виде сбоку точка, в которой прямая линия AB, соединяющая центральную точку A радиуса кривизны изогнутой части, включенной в линию La, представляющую внутреннюю поверхность изогнутого тела 1, с точкой B точки пересечения между двумя воображаемыми линиями Lb-удлинения1 и Lb-удлинения2, полученных путем продолжения прямых частей, прилегающих к обеим сторонам изогнутой части, включенной в линию Lb, представляющую внешнюю поверхность изогнутого тела 1, пересекает линию La, представляющую внутреннюю поверхность изогнутого тела 1, обозначается как начало координат C,
точка, отделенная от начала координат C на расстояние m, представленным следующим уравнением (2), в одном направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела 1, называется точкой D,
точка, отделенная от начала координат C на расстояние m в другом направлении вдоль линии La, представляющей внутреннюю поверхность изогнутого тела, называется точкой E,
точка пересечения между прямой частью, противоположной точке D на прямой части, включенной в линию Lb, представляющую внешнюю поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно прямой части, противоположной точке D через точку D, называется точкой G, и
точка пересечения между прямой частью, противоположной точке E на прямой части, включенной в линию Lb, представляющую внешнюю поверхность изогнутого тела, и воображаемой линией, проведенной перпендикулярно прямой части, противоположной точке E через точку E, называется точкой F.
m=r x (ppp x φ/180)... (2)
В уравнении (2), m представляет собой расстояние от начала координат C, а r представляет собой расстояние (радиус кривизны) от центральной точки A до начала координат C.
[0040] Т.е. r представляет радиус кривизны в случае, когда кривая вблизи начала координат C рассматривается как дуга, и представляет радиус кривизны на внутренней поверхности на виде сбоку изогнутой области 5. В качестве радиуса кривизны r уменьшается, кривая изогнутой части изогнутой области 5 становится резкой, и по мере увеличения радиуса кривизны r кривая изогнутой части изогнутой области 5 становится плавной.
Даже в случае, когда изогнутая область 5, имеющая радиус кривизны r 3 мм или меньше, образована изгибом, поскольку отслаивание покрытия в изогнутой области 5 подавляется, может быть получен ленточный сердечник с низкими потерями в железе.
[0041] Фиг. 9 представляет собой вид сбоку изогнутого тела 1 ленточного сердечника 10 по фиг. 1. Как показано на фиг. 9, изогнутое тело 1 формируется путем изгибания текстурированного листа из электротехнической стали с покрытием и имеет четыре угловых части 3 и четыре плоские части 4, при этом один текстурированный лист из электротехнической стали с покрытием образует, по существу, прямоугольное кольцо на виде сбоку. Более конкретно, в изогнутом теле 1 одна плоская часть 4 снабжена зазором 6, в котором обе торцевые поверхности покрытого текстурированного листа из электротехнической стали в продольном направлении обращены друг к другу, а другие три плоские части 4 не включают в себя зазор 6.
Однако ленточный сердечник 10 может иметь по существу прямоугольную слоистую структуру в целом на виде сбоку. Следовательно, в качестве примера модификации, как показано на фиг. 10, можно использовать изогнутое тело 1A, в котором две плоские части 4 имеют зазоры 6, а две другие плоские части 4 не имеют зазора 6. В этом случае два текстурированных листа из электротехнической стали с покрытием составляют изогнутое тело.
Кроме того, в качестве другого примера модификации в случае, когда два текстурированного листа из электротехнической стали с покрытием составляют изогнутое тело, как показано на фиг. 11, изогнутое тело 1B, в котором одна плоская часть 4 имеет два зазора 6, а другие три плоские части 4 не имеют зазора 6, может быть использовано. Таким образом, изогнутое тело 1B имеет конфигурацию, объединяющую текстурированный лист из электротехнической стали с покрытием, который был согнут так, чтобы он соответствовал трем сторонам, по существу, прямоугольной формы, и текстурированный лист электротехнической стали с покрытием, который является плоским (прямым в вид сбоку), чтобы соответствовать оставшейся одной стороне. В случае, когда два или более текстурированных листа из электротехнической стали с покрытием составляют изогнутое тело, как описано выше, изогнутое тело из стального листа и плоский (прямой на виде сбоку) стальной лист могут быть объединены.
В любом случае желательно, чтобы при изготовлении ленточного сердечника не образовывался зазор между двумя соседними друг с другом слоями в направлении толщины листа. Следовательно, в двух слоях соседних изогнутых тел длина стального листа и положение изогнутой области регулируются так, чтобы внешняя периферическая длина плоской части 4 изогнутого тела, расположенной внутри, и внутренняя периферическая длина плоской части 4 изогнутого тела, расположенной снаружи, равнялись.
[0042] <Число деформационных двойников изогнутой части>
В ленточном сердечнике 10 согласно настоящему изобретению на виде сбоку количество деформационных двойников, присутствующих в изогнутой области 5, составляет пять или менее на 1 мм длины центральной линии в направлении толщины листа в изогнутой области.
Т.е. в случае, когда длина центральной линии в направлении толщины листа во "всех изогнутых областях 5, включенных в одну угловую часть 3 одного изогнутого тела 1 ленточного сердечника 10", упоминается как LTotal (мм), и количество деформационных двойников, включенных во "все изогнутые области 5, входящие в одну угловую часть 3 одного изогнутого тела 1 ленточного сердечника 10", упоминается как NTotal (количество), значение NTotal/LTotal (количество/мм) составляет пять или меньше.
Количество деформационных двойников, присутствующих в изогнутой области 5, предпочтительно составляет четыре или меньше на 1 мм длины центральной линии в направлении толщины листа в изогнутой области 5, а более предпочтительно - три или меньше. На фиг. 17 показаны деформационные двойники, образованные в изогнутой области изогнутого тела, образованного из текстурированного листа из электротехнической стали, составляющего ленточный сердечник в предшествующем уровне техники, полосковые деформационные двойники 7 наблюдаются от поверхности стального листа к внутренней части поверхности стального листа.
[0043] Количество деформационных двойников, присутствующих в изогнутой области 5 на виде сбоку, может быть определено путем фотографирования поперечного сечения изогнутой области 5 в периферическом направлении (эквивалентном продольному направлению текстурированного листа из электротехнической стали с покрытием) и направлении толщины листа изогнутого тела с использованием оптического микроскопа и подсчета количества полосковых деформационных двойников 7 от поверхности стального листа до внутренней части поверхности стального листа. Деформационные двойники образуются на внешней периферийной поверхности ленточного сердечника и на внутренней периферийной поверхности ленточного сердечника стального листа. В настоящем изобретении добавлены деформационные двойники, сформированные на внешней периферийной поверхности, и деформационные двойники, сформированные на внутренней периферийной поверхности. Кроме того, наличие деформационных двойников может быть подтверждено анализом и оценкой с использованием сканирующего электронного микроскопа и программного обеспечения для анализа ориентации кристаллов (EBSD: Electron BackScatter Diffraction). Следует отметить, что в отношении деформационных двойников, когда увеличение в поперечном сечении составляет 100 раз, деформационные двойники, удовлетворяющие следующим двум требованиям, определяются как один деформационный двойник.
(1) Это линия, идущая от стороны поверхности листа по толщине (снаружи) поперечного сечения к средней части толщины и имеющая цвет, отличный от цвета основного стального листа.
(2) Длина линии составляет 10 мкм или более, а ширина линии составляет 3 мкм или более. Между прочим, длина линии предпочтительно составляет 180 мкм или меньше.
[0044] Здесь будет описан способ подготовки образца для наблюдения за поперечным сечением изогнутой области 5 с использованием ленточного сердечника 10 согласно настоящему изобретению в качестве примера.
Что касается образца для наблюдения за поперечным сечением изогнутой области 5, например, поперечное сечение изогнутой области 5 зеркально обработано полировальной бумагой из SiC и алмазной полировкой таким же образом, как и при общем наблюдении структуры поперечного сечения. Наконец, чтобы вызвать коррозию структуры, образец погружают в раствор, полученный добавлением двух-трех капель пикриновой кислоты и соляной кислоты к 3% -ному раствору Nital в течение примерно 20 секунд для коррозии структуры. В результате готовится образец для наблюдения за поперечным сечением изогнутой области 5.
[0045] Кроме того, длина центральной линии в направлении толщины текстурированного листа из электротехнической стали (изогнутого тела 1) является длиной кривой KJ на фиг. 8 и конкретно определяется следующим образом. Точка, где пересекаются прямая AB, определенная, как описано выше, и линия, представляющая внешнюю периферийную поверхность текстурированного листа из электротехнической стали (изогнутого тела 1), называется точкой H, а средняя точка между точкой H и началом координат C называется точкой I. В это время расстояние (радиус кривизны) между средней точкой A и точкой I обозначается как r', и m' вычисляется по следующему уравнению (2'). В это время длина центральной линии в направлении толщины текстурированного листа из электротехнической стали (изогнутое тело 1) становится равным двум m' (2 m'). Кроме того, точка K является средней точкой сегмента EF, а точка J - средней точкой сегмента GD.
Уравнение (2'): m'=r' x (π x φ/180)
В уравнении (2'), m' представляет собой длину от точки I до точки K и точки J, а r' представляет собой расстояние от центральной точки A до точки I (радиус кривизны).
[0046] В настоящем изобретении количество деформационных двойников может быть определено по меньшей мере для десяти изогнутых областей на ленточный сердечник, и их среднее значение может быть принято как количество деформационных двойников в качестве оценки.
[0047] <Степень бездефектности покрытия>
В настоящем описании степень бездефектности покрытия определяется в периферическом направлении (соответствующем продольному направлению текстурированного листа из электротехнической стали с покрытием) на внешней периферийной поверхности изогнутого тела, составляющего ленточный сердечник.
В настоящем изобретении плоская область внутри области, подверженной механической деформации, на внешней периферийной поверхности изогнутого тела разделена на тонкие небольшие области, и определена "степень бездефектности" в этой небольшой области. "Степень бездефектности" в пределах небольшой области может использоваться для оценки изменений в степени бездефектности и локальном пиковом значении в пределах непрерывной широкой области, подверженной механической деформации. В настоящем изобретении "степень бездефектности" в небольшой области упоминается как "локальная степень бездефектности". Следует отметить, что "(локальная) степень бездефектности покрытия" в настоящем изобретении означает степень бездефектности первичного покрытия, когда только первичное покрытие сформировано на текстурированном листе из электротехнической стали, и означает степень бездефектности покрытия, в том числе первичного покрытия и другого покрытия на первичном покрытии, когда другое покрытие формируется на первичном покрытии. "Локальная степень бездефектности" будет описана ниже.
В настоящем изобретении в плоской области внутри области, подверженной механической деформации, на внешней периферийной поверхности изогнутого тела, небольшая область разделена на область, имеющую ширину 0,5 мм (длина в периферийном направлении) в периферийном направлении внешней периферийной поверхности изогнутого тела. В это время область шириной 0,5 мм разделяется со стороны, более близкой к изогнутой области. Область разделяется по порядку со стороны, более близкой к изогнутой области, и когда плоская область в области, подверженной механической деформации, имеет ширину менее 0,5 мм на стороне, более удаленной от изогнутой области, ширина задается в 0,5 мм и одна небольшая область задаются вне плоской области внутри области, подверженной механической деформации. Например, когда длина плоской области в периферическом направлении внутри области, подверженной механической деформации, составляет 6,3 мм, 12 небольших областей, имеющих ширину 0,5 мм, разделяются внутри плоской области внутри области, подверженной механической деформации, и, кроме того, одна небольшая область, увеличенная на 0,2 мм, задается в области за пределами плоской области внутри области, подверженной механической деформации. В этом случае задаются всего 13 небольших областей.
Затем предпочтительно, чтобы локальная степень бездефектности произвольной позиции (небольшой области) в плоской области внутри области, подверженной механической деформации, на внешней периферийной поверхности изогнутого тела составляла 90% или более. Как видно из приведенного выше разделения, локальная степень бездефектности - это значение, определяемое с интервалами 0,5 мм в плоской области, но значение в произвольной позиции (локальная степень бездефектности во всех небольших областях) составляет 90% или более. Само собой разумеется, что значение предпочтительно составляет 95% или более, более предпочтительно 98% или более, и 100% является наилучшим состоянием.
[0048] <Измерение степени бездефектности >
Чтобы определить степень бездефектности, описанную выше, на поверхности (внешней периферийной поверхности изогнутого тела) текстурированного листа из электротехнической стали с покрытием необходимо определить область, где покрытие покрывает основной стальной лист, и область, где покрытие повреждено. Этот способ будет описан ниже.
В настоящем изобретении состояние повреждения покрытия определяется путем наблюдения поверхности с помощью цифровой камеры и цветового тона (оттенка) наблюдаемого изображения. Область с поврежденным покрытием идентифицируется по тому факту, что область наблюдается в более светлом цветовом тоне, чем области, где покрытие не повреждено. Более конкретно, в настоящем изобретении (1) яркость изображения в области, где повреждение не произошло, и (2) яркость изображения в области, где произошло повреждение, получают заранее. Затем (3) получают изображение области, которая должна быть оценена, и (4) на основе двух типов яркости, полученных заранее, определяется наличие или отсутствие повреждений в изображении области, которая должна быть оценена, и рассчитывается степень бездефектности (доля площади без повреждений) для каждой небольшой области.
В частности, (1) сначала получается яркость изображения в области, где не произошло повреждения покрытия. В это время наблюдаются пять или более плоских областей A (плоские области A, достаточно удаленные от изогнутой области), где не произошло повреждения покрытия, и получается средняя яркость BA изображения. В настоящее время проблем нет, пока плоская область А представляет собой область, отделенную от изогнутой области в периферическом направлении более чем на 40 толщин стального листа. Кроме того, при наблюдении пяти или более местоположений, в случае, когда количество изогнутых тел (стального листа), образующих ленточный сердечник, равно пяти или более, желательно наблюдать каждую область, в которой позиции в периферическом направлении одинаковы в пяти или более изогнутых тел, отличающихся друг от друга. В качестве таких пяти или более изогнутых элементов желательно выбирать пять или более изогнутых тел, в том числе изогнутое тело, расположенное на самой внешней стороне в направлении толщины листа (направление наслаивания), и изогнутое тело, расположенное на самой внутренней стороне и расположенное с равными интервалами в направлении толщины листа. В этом случае в каждом изогнутом теле позиция в направлении ширины листа, для которой должно быть получено изображение, предпочтительно является центром в направлении ширины листа. Далее, размер изображения предпочтительно представляет собой квадрат со стороной 0,5 мм.
Кроме того, (2) получается яркость изображения в области повреждения покрытия. В это время, например, яркость изображения получается после подготовки образца поврежденной области. Образец поврежденной области готовится следующим образом. Сначала вырезается поврежденный образец из плоской области (плоской области, достаточно удаленной от изогнутой области), в которой покрытие изогнутого тела не повреждено. Примером образца повреждений является квадрат со стороной 20 мм. Образец изгибается с радиусом 3 мм по методу, описанному в JIS K-5600, например, с использованием измерителя сопротивления изгибу типа II (метод с цилиндрической оправкой), производимого TP Giken Co., Ltd. Далее, изогнутая часть разгибается с перевернутыми внутренней и внешней стороны. Вышеупомянутые операции сгибания и разгибания выполняются трижды для получения образца, в котором покрытие достаточно повреждено. В образце область B, которая была изогнута и разогнута, наблюдается в пяти или более местах, и получается средняя яркость BB изображения. При наблюдении пяти или более мест, в случае, когда количество изогнутых тел (стальных листов), образующих ленточный сердечник, равно пяти или более, желательно вырезать образец из каждой из областей, где положения в периферическом направлении являются теми же самыми в пяти или более изогнутых телах, отличных друг от друга, и наблюдать за образцом. Предпочтительно, чтобы способ выбора пяти или более изогнутых тел, положение в направлении ширины листа, для которого должен быть получен образец, и размер изображения были такими же, как показано в (1) выше.
Кроме того, (3) наблюдаются пять или более плоских областей в области, подверженной механической деформации, на внешней периферийной поверхности изогнутого тела, которые должны быть оценены в настоящем изобретении. Т.е., как и в предыдущих пунктах (1) и (2), сначала выбираются пять или более изогнутых тел. В каждом выбранном изогнутом теле наблюдаются все небольшие области, расположенные в области, подверженной механической деформации. В результате все небольшие области (т.е. плоские области) внутри области, подверженной механической деформации, наблюдаются в пяти или более местах. Следует отметить, что положение в направлении ширины листа, для которого изображение должно быть получено в каждой небольшой области, предпочтительно является центром в направлении ширины листа. Далее, размер изображения предпочтительно представляет собой квадрат со стороной 0,5 мм.
Наблюдения (1) - (3) не зависят от оборудования для наблюдения. Например, в качестве общедоступной цифровой камеры можно упомянуть Canon PowerShot SX710 HS (BK). Разрешение наблюдения изображения задается таким образом, чтобы пространственное разрешение на пиксель изображения в магнитной области составляло 20 мкм или меньше. Следует отметить, что с точки зрения трудозатрат предпочтительно соблюдать только 5 точек (5 листов) в любом из вышеуказанных измерений (1) - (3). Кроме того, когда количество изогнутых тел (стального листа), образующих ленточный сердечник, меньше 5, в одном изогнутом теле может наблюдаться множество точек.
Затем (4) каждое изображение, полученное путем фотографирования области, подверженной механической деформации, обрабатывается с использованием программного обеспечения для измерения смещения плотности "Gray-val" (производимого Library Co., Ltd.). Изображение преобразуется в двоичную форму со средней яркостью яркости BA и яркости BB (т.е. (BA+BB)/2) в качестве границы, а доля площади вычисляется, предполагая, что область темнее, чем граничное значение (низкая яркость) - это целая область, где покрытие не повреждено. В настоящем изобретении вышеописанная "локальная степень бездефектности" получается для каждой из пяти или более областей, подверженных механической деформации, и измерения в пяти или более точках усредняются для получения "локальной степени бездефектности" в плоской области внутри области, подверженной механической деформации. Т.е., во-первых, "локальные степени бездефектности" получают в 5 или более точках для всех небольших областей в пределах области, подверженной механической деформации. Другими словами, на этом этапе получается локальная степень бездефектности (базовая локальная степень бездефектности) (общее количество небольших областей) x (5 или более мест). Затем получают среднюю локальную степень бездефектности (средняя локальная степень бездефектности) для каждой из всех небольших областей в пределах области, подверженной механической деформации. Т.е. для пяти или более изогнутых тел вычисляется среднее значение "базовых локальных степеней бездефектности", рассчитанных для соответствующих небольших областей. Другими словами, на этом этапе получается такое же количество локальных степеней бездефектности, что и общее количество небольших областей.
В ленточном сердечнике в соответствии с настоящим изобретением "средняя локальная степень бездефектности" для всех небольших областей в области, подверженной механической деформации, составляет 90% или более, как описано выше.
[0049] [Способ изготовления ленточного сердечника] Далее будет описан способ изготовления ленточного сердечника согласно настоящему изобретению.
Способ изготовления ленточного сердечника согласно настоящему изобретению, описанному выше, особым образом не ограничивается, но предпочтительно используется способ изготовления ленточного сердечника согласно настоящему изобретению, описанному ниже.
Другими словами, способ изготовления ленточного сердечника согласно настоящему изобретению включает в себя этап подготовки стального листа, на котором получают текстурированный лист из электротехнической стали с покрытием, имеющий покрытие, сформированное по меньшей мере на одной поверхности текстурированного листа из электротехнической стали.
этап изгибания текстурированного листа из электротехнической стали с покрытием для образования изогнутого тела, имеющего изогнутую область, изогнутую так, чтобы покрытие находилось снаружи, и плоскую область, прилегающую к изогнутой области, при условии, что часть изогнутого тела, которая должно быть изогнутой областью, нагревается до 45°C или выше и до 500°C или ниже, когда область, превышающая в 40 раз толщину текстурированного листа из электротехнической стали с покрытием, которая примыкает к нагреваемой части, которая должна быть изогнутой областью, в обе стороны в периферическом направлении от центра изогнутой области определяется как область, подверженная механической деформации, температурный градиент в любой позиции части, которая должна быть плоской областью внутри области, подверженной механической деформации, в продольном направлении текстурированного листа из электротехнической стали с покрытием, составляет менее 400°C/мм; и
этап наслаивания, на котором наслаивают множество изогнутых тел в направлении толщины листа.
[0050] (Этап подготовки стального листа)
Сначала подготавливают текстурированный лист из электротехнической стали с покрытием, имеющий покрытие, сформированное по меньшей мере на одной поверхности текстурированного листа из электротехнической стали. Текстурированный лист из электротехнической стали с покрытием может быть изготовлен, или могут быть получены коммерчески доступные продукты. Поскольку структура основного стального листа текстурированного листа из электротехнической стали с покрытием, структура покрытия, способ изготовления и т.п. такие же, как описано выше, их описание здесь опускается.
[0051] (Шаг изгиба)
Затем, если необходимо, текстурированный лист из электротехнической стали с покрытием разрезают на желаемую длину, а затем формуют в кольцевое изогнутое тело так, чтобы покрытие находилось снаружи. В это время текстурированный лист из электротехнической стали с покрытием изгибают и формуют в изогнутое тело в условиях, которые удовлетворяют следующим (1) и (2).
(1) Часть изогнутого тела, которая должна быть изогнутой областью (часть, образующая изогнутую область), нагревается до 45°C или выше и до 500°C или ниже.
(2) В плоской области, смежной с частью, образующей нагретую изогнутую область, как указано в пункте (1) выше, и расположенной внутри области, подверженной механической деформации, градиент температуры в произвольной позиции в продольном направлении текстурированного листа из электротехнической стали с покрытием составляет менее 400°C/мм.
[0052] Из текстурированного листа из электротехнической стали с покрытием формуют изогнутое тело 1, чтобы удовлетворять вышеуказанным условиям. Как описано выше, изогнутое тело имеет изогнутую часть и плоскую часть, примыкающую к изогнутой части. В изогнутом теле 1 плоские части и угловые части попеременно непрерывны. В каждой угловой части угол между двумя плоскими частями, прилегающими друг к другу, составляет приблизительно 90°.
Способ изгибания будет описан со ссылкой на чертежи. Фиг. 12 представляет собой пояснительный вид, показывающий пример способа изгибания текстурированного листа из электротехнической стали с покрытием в способе изготовления ленточного сердечника 10.
Конфигурация рабочего станка (далее также называемого гибочным устройством 20) особым образом не ограничивается, но, например, как показано на (A) на фиг. 12, включает в себя матрицу 22 и пуансон 24 для прессовой обработки, а также включает в себя направляющую 23 для фиксации текстурированного листа 21 из электротехнической стали с покрытием. Текстурированный лист 21 из электротехнической стали с покрытием транспортируется в направлении 25 транспортировки и фиксируется в заданном положении ((B) на фиг. 12). Затем текстурированный лист 21 из электротехнической стали с покрытием прижимается пуансоном 24 в заданное положение в направлении 26 прессования с заранее заданным усилием, таким образом изогнутое тело 1, имеющее изогнутую область, имеющую желаемый угол φ изгиба, может быть получено.
[0053] -Нагрев вокруг изогнутой области-
В способе изготовления ленточного сердечника в соответствии с настоящим изобретением на этапе изгибания, как описано выше, температура части, образующей изогнутую область, текстурированного листа из электротехнической стали с покрытием регулируется в соответствующем диапазоне. Кроме того, локальный температурный градиент в произвольной позиции внутри области, подверженной механической деформации, в продольном направлении задается в соответствующем диапазоне. Затем текстурированный лист из электротехнической стали с покрытием сгибается и формуется в изогнутое тело.
[0054] Способ нагрева вышеуказанной области особым образом не ограничивается. Например, обычно может применяться способ нагрева металлического листа, такой как (1) нагрев в контакте с нагретым формовочным инструментом, (2) нагрев путем выдержки в высокотемпературной печи, (3) индукционный нагрев, (4) нагрев под напряжением, и (5) нагрев путем облучения лучами высокой энергии (например, инфракрасными лучами), например, от галогенного нагревателя. Следующий способ является примером способа производства, включающим в себя этот тип нагрева. В этом способе, например, как в устройстве 40A для изготовления ленточного сердечника первого примера, показанного на фиг. 13, в основном, включен этап соответствующего нагрева стального листа с помощью нагревательного устройства 30A (нагревательной печи), установленного непосредственно перед гибочным устройством 20. Кроме того, способ включает в себя этап транспортировки нагретого стального листа к гибочному устройству 20 и изгибание стального листа в высокотемпературном состоянии. Т.е. нагревательное устройство 30A используется для нагрева не только части, образующей изогнутую область, текстурированного листа 21 из электротехнической стали, но также части, образующей плоскую область, рядом с частью, образующей изогнутую область, в продольном направлении. В результате градиент температуры в области, подверженной механической деформации, может быть уменьшен, когда часть, образующая изогнутую область, изгибается. Однако, когда нагревательно-формовочный инструмент используется как инструмент обработки-формовки в способе нагрева в контакте с формовочным инструментом, процедура, соответствующая перемещению от нагревательного устройства 30А к гибочному устройству 20, пропускается.
[0055] Способ изготовления катаного ленточного сердечника с использованием устройства 40A для изготовления ленточного сердечника для ленточного сердечника из первого примера, показанного на фиг. 13, включает в себя этап нагрева стального листа после этапа подготовки стального листа и перед этапом изгибания. Этап нагрева стального листа представляет собой этап нагрева текстурированного листа 21 из электротехнической стали с покрытием.
Устройство 40A для изготовления ленточного сердечника включает в себя разматыватель 50, протяжной ролик 60, нагревательное устройство 30A и гибочное устройство 20.
Разматыватель 50 разматывает текстурированный лист 21 из электротехнической стали с покрытием из катушки 27 текстурированного листа 21 из электротехнической стали с покрытием. Текстурированный лист 21 из электротехнической стали с покрытием, размотанный из разматывателя 50, транспортируется к нагревательному устройству 30А и гибочному устройству 20.
Нагревательное устройство 30A нагревает текстурированный лист 21 из электротехнической стали с покрытием. Текстурированный лист 21 из электротехнической стали с покрытием, размотанный с катушки 27, транспортируется к нагревательному устройству 30A. Нагревательное устройство 30А предпочтительно нагревает текстурированный лист 21 из электротехнической стали с покрытием, например, с помощью индукционного нагрева или облучения лучами высокой энергии. Примеры нагревательного устройства 30A включают в себя нагревательные печи, такие как печь так называемого индукционного нагрева и печь инфракрасного нагрева. Нагревательное устройство 30А нагревает текстурированный лист 21 из электротехнической стали с покрытием непосредственно перед транспортировкой к гибочному устройству 20.
Протяжной ролик 60 перемещает текстурированный лист 21 из электротехнической стали с покрытием к нагревательному устройству 30А. Протяжной ролик 60 регулирует направление транспортировки текстурированного листа 21 из электротехнической стали с покрытием непосредственно перед подачей в нагревательное устройство 30А. Протяжной ролик 60 регулирует направление транспортировки текстурированного листа 21 из электротехнической стали с покрытием в горизонтальном направлении, а затем подает текстурированный лист 21 из электротехнической стали с покрытием в нагревательное устройство 30А. Следует отметить, что протяжной ролик 60 может отсутствовать.
Гибочное устройство 20 сгибает текстурированный лист 21 из электротехнической стали с покрытием, перемещаемый из нагревательного устройства 30А. Гибочное устройство 20 включает в себя матрицу 22, пуансон 24, направляющую 23 и крышку 28. Крышка 28 закрывает матрицу 22, пуансон 24 и направляющую 23. Гибочное устройство 20 разрезает текстурированный лист 21 из электротехнической стали с покрытием, а затем сгибает текстурированный лист 21 из электротехнической стали с покрытием. Гибочное устройство 20 дополнительно включает в себя отрезной станок (не показан), который отрезает текстурированный лист 21 из электротехнической стали с покрытием на заданную длину.
[0056] Следует отметить, что вместо устройства 40A для изготовления ленточного сердечника согласно первому примеру, показанному на фиг. 13, также может быть использовано устройство 40B для изготовления ленточного сердечника в соответствии со вторым примером, показанным на фиг. 14. В устройстве 40B для изготовления второго примера нагревательное устройство 30B отличается от нагревательного устройства 30A первого примера. Нагревательное устройство 30B нагревает катушку 27 и текстурированный лист 21 из электротехнической стали с покрытием, который разматывается с катушки 27 и транспортируется к гибочному устройству 20. Следует отметить, что нагревательное устройство 30B не нагревает гибочное устройство 20.
[0057] Согласно устройствам 40A и 40B для изготовления ленточного сердечника первого и второго примеров и способам изготовления ленточного сердечника, выполняемым устройствами 40A и 40B для изготовления, текстурированный лист 21 из электротехнической стали с покрытием нагревается перед сгибанием. Следовательно, в текстурированном листе 21 из электротехнической стали с покрытием вся изгибаемая область может быть нагрета. Другими словами, не только часть текстурированного листа 21 из электротехнической стали с покрытием, которая входит в контакт с формовочным инструментом (матрица 22 или пуансон 24) во время изгибания, но также и часть, примыкающая к части текстурированного листа 21 из электротехнической стали с покрытием, которая входит в контакт с формовочным инструментом, может нагреваться. Следовательно, текстурированный лист 21 из электротехнической стали с покрытием может быть согнут после задания локального температурного градиента в произвольной позиции в пределах области, подверженной механической деформации, в продольном направлении, как описано выше, в соответствующем диапазоне.
[0058] Температурой нагрева (достигнутой температурой) изогнутой области можно управлять, например, посредством выходной мощности (температуры реактора, значения тока и т.п.) нагревательных устройств 30A и 30B, времени удерживания во время нагрева и т.п. Кроме того, градиент температуры в области, подверженной механической деформации, можно регулировать, соответствующим образом изменяя мощность нагрева (т.е. мощность нагрева) или регулируя скорость транспортировки стального листа и длину корпуса печи (длина выдерживаемой части) для изменения времени пребывания стального листа в нагревательных устройствах 30А и 30В. В это время необходимо учитывать теплопроводность от нагретой области к ненагретой области. Естественно, что эти конкретные условия различаются в зависимости от используемого стального листа, нагревательных устройств 30А, 30В и т.п., и они не предназначены для единообразного указания и определения количественных условий. Следовательно, в настоящем изобретении состояние нагрева определяется распределением температуры, полученным посредством измерения температуры, описанного ниже. Однако такое управление понятно для специалистов в данной области, которые проводят термообработку стальных листов как обычную работу для воспроизведения желаемого температурного состояния в практическом диапазоне в соответствии с используемым стальным листом и нагревательными устройствами 30A и 30B, исходя из данных измерения температуры стального листа, как описано ниже, и не препятствуют реализации ленточного сердечника и способа изготовления ленточного сердечника в соответствии с настоящим изобретением.
[0059] -Измерение температуры вокруг изогнутой области-
Здесь температура текстурированного листа из электротехнической стали с покрытием при изгибании, определяемая настоящим изобретением, измеряется следующим образом.
В основном, температура измеряется в процессе транспортировки текстурированного листа из электротехнической стали с покрытием от нагревательного устройства к гибочному устройству. В частности, термометр радиационного типа для измерения небольших точек (например, TMHX-CSE0500 (H) производства Japan Sensor Co., Ltd.) устанавливается между нагревательным устройством и гибочным устройством, и термометр непрерывно измеряет температуру текстурированного листа из электротехнической стали с покрытием в продольном направлении со скоростью отклика 0,01 с и точностью в области Φ 0,7 мм. В это время скорость транспортировки стального листа и скорость сканирования точки измерения термометра регулируются и измеряются так, чтобы интервал измерения в продольном направлении стального листа составлял 0,5 мм (т.е. такой же как ширина небольшой области). По полученному измеренному значению температуры можно оценить температуру нагрева изогнутой области и температурный градиент области, подверженной механической деформации.
В это время устанавливаются точки измерения с интервалом 0,5 мм, начиная с центра изогнутой области. Когда точки измерения установлены по порядку от центра, на граничной части между плоской областью в области, подверженной механической деформации, и внешней областью, градиент температуры не может быть определен только в точках измерения внутри плоской области внутри области, подверженной механической деформации. В этом случае градиент температуры должен определяться с использованием температуры в одной точке измерения с интервалом 0,5 мм по направлению к внешней стороне плоской области внутри области, подверженной механической деформации. Например, на граничной части плоской области внутри области, подверженной механической деформации, градиент температуры части области, включающей в себя границу, определяется по температурам двух точек с интервалом 0,5 мм, т.е. 0,3 мм от границы к внутренней стороне и 0,2 мм от границы к внешней стороне.
Следует отметить, что в способе использования нагревательно-формовочного инструмента в качестве инструмента для обработки-формовки температуру нельзя измерить в вышеописанном "процессе транспортировки", так что температура стального листа сразу после завершения обработки и выхода с гибочного устройства, измеряется в одинаковых условиях.
[0060] -Контроль температуры вокруг изогнутой области-
В способе изготовления по настоящему изобретению температура части, образующей изогнутую область, текстурированного листа из электротехнической стали с покрытием, регулируется от 45°C или выше до 500°C или ниже. Вполне возможно, что существует колебание температуры в изогнутой области при указанном выше измерении температуры, но в настоящем описании используется средняя температура в изогнутой области. При температуре менее 45°C образование деформационных двойников в изогнутой области невозможно подавить. Температура предпочтительно составляет 100°C или выше и более предпочтительно 150°C или выше. С другой стороны, когда температура превышает 500°C, покрытие ухудшается, наслоенные стальные листы значительно свариваются, и надлежащее натяжение покрытия теряется, что приводит к значительному ухудшению потерь в железе. Температура предпочтительно составляет 400°C или ниже и более предпочтительно 300°C или ниже. Устанавливая температуру в температурном диапазоне, можно получить известное преимущество подавления образования деформационных двойников в изогнутой области и предотвращения ухудшения потерь в железе в изогнутой области. Следует отметить, что текстурированный лист из электротехнической стали, так называемый нетермостойкий материал с управлением магнитными доменами (ZDKH), в котором магнитные домены измельчаются для уменьшения потерь в железе, может потерять свой эффект управления магнитными доменами, когда температура превышает 300° за счет нагрева. Следовательно, когда нетермостойкий стальной лист с управлением магнитными доменами используется в качестве текстурированного листа из электротехнической стали с покрытием, предпочтительно контролировать верхний предел температуры части, образующей изогнутую область, до 300°C или ниже.
[0061] Кроме того, надлежащим образом регулируется температурный градиент области, подверженной механической деформации, в продольном направлении текстурированного листа из электротехнической стали с покрытием. Таким образом, при формировании изогнутой области путем нагрева и изгибания стального листа можно предотвратить отслаивание покрытия, происходящее в плоской области, примыкающей к изогнутой области.
В настоящем изобретении следует контролировать локальный температурный градиент в произвольной позиции в пределах области, подверженной механической деформации. В настоящем изобретении используется распределение температуры с интервалами 0,5 мм, полученное посредством измерения, описанного выше, а для температурных градиентов с интервалами 0,5 мм максимальное значение абсолютного значения температурного градиента (локальный температурный градиент) задается менее 400°C/мм. Когда максимальное значение составляет 400°C/мм или более в области, подверженной механической деформации, отслаивание покрытия из-за температурного градиента становится заметным в плоской части. Температурный градиент предпочтительно составляет менее 350°C/мм, более предпочтительно менее 250°C/мм, еще более предпочтительно менее 150°C/мм. Кроме того, температурный градиент предпочтительно составляет 3°C/мм или выше, а более предпочтительно 5°C/мм или выше. Предпочтительный диапазон температурных градиентов задается соответствующим сочетанием предпочтительных верхнего и нижнего пределов.
[0062] Кроме того, локальный температурный градиент можно регулировать более оптимально с учетом влияния толщины применяемого текстурированного листа из электротехнической стали. В настоящем описании это определяется как произведение толщины текстурированного листа из электротехнической стали с покрытием и абсолютного значения локального температурного градиента. Когда произведение ниже 100°C, можно значительно уменьшать повреждение покрытия. Произведение предпочтительно имеет результат менее 90°C, более предпочтительно менее 60°C, еще более предпочтительно менее 40°C. Произведение предпочтительно составляет 1°C или выше, а более предпочтительно, 2°C или выше. Предпочтительный диапазон произведения задается путем соответствующего комбинирования предпочтительных значений верхнего и нижнего пределов.
Причина, по которой такой контроль возможен, не ясна, но предполагается следующее. Уже было описано, что температурный градиент в настоящем изобретении является фактором предотвращения повреждения покрытия, связанного с возникновением механической деформации в области, подверженной механической деформации. При этом считается, что величина механической деформации, вызванной обработкой, возникающей в области, подверженной механической деформации, зависит от толщины стального листа, подлежащего сгибанию. Т.е. считается, что чем толще толщина листа, тем больше механическая деформация на стороне внешней поверхности, особенно в области самого внешнего слоя, где присутствует покрытие. Следовательно, считается, что градиент температуры следует контролировать, чтобы он был ниже, когда толщина листа больше. Авторы настоящего изобретения считают, что эта точка может быть определена как произведение толщины текстурированного листа из электротехнической стали с покрытием и абсолютного значения локального температурного градиента.
Кроме того, когда изогнутое тело, имеющее две или более изогнутых областей в одной угловой части 3, изготовлено как ленточный сердечник, показанный на фиг. 2 и 3, могут быть области, где области, подверженные механической деформации, для каждой изогнутой области перекрываются. При изготовлении изогнутого тела, имеющего две или более изогнутых областей в одной угловой части 3, изгибание может выполняться так, чтобы градиенты температуры во всех областях, подверженных механической деформации, в том числе в такой области перекрытия, удовлетворяли вышеуказанным условиям.
[0063] (Шаг наслаивания)
Множество изогнутых тел, полученных на вышеуказанном этапе изгиба, наслаиваются в направлении толщины листа, так что покрытие каждого изогнутого тела находится на внешней стороне. Т.е. угловые части 3 изогнутых тел 1 выровнены друг с другом для перекрытия и наслаивания в направлении толщины листа, в результате чего образуется слоистая структура 2, имеющая по существу прямоугольную форму на виде сбоку. В результате может быть получен ленточный сердечник с низкими потерями в железе согласно настоящему изобретению. Полученный ленточный сердечник может быть дополнительно зафиксирован с использованием известной связывающей ленты или крепежного инструмента, если это необходимо.
[0064] Следует отметить, что в приведенном выше описании описан случай, когда четыре изогнутых тела 1 наслаиваются, но количество изогнутых тел 1, подлежащих наслаиванию, не ограничено.
[0065] Таким образом, в ленточном сердечнике в соответствии с настоящим изобретением, в дополнение к изогнутой области, в плоской области, смежной с изогнутой областью, подавляется отслаивание покрытия, так что потери в железе могут быть уменьшены. Следовательно, согласно варианту осуществления настоящего изобретения, ленточный сердечник может быть подходящим образом использован для любого из приложений, известных в предшествующем уровне техники, таких как магнитные сердечники трансформаторов, реакторы, фильтры шума и тому подобное.
[0066] Настоящее изобретение не ограничивается описанным выше вариантом осуществления. Вариант осуществления является примером, и все, что имеет по существу такую же конфигурацию, что и техническая сущность, описанная в формуле изобретения настоящего изобретения, и демонстрирующее тот же рабочий эффект, может быть включено в технический объем настоящего изобретения.
Примеры
[0067] Примеры (экспериментальные примеры) будут описаны ниже, но ленточный сердечник и способ изготовления ленточного сердечника согласно настоящему изобретению не ограничиваются следующими примерами. Ленточный сердечник и способ изготовления ленточного сердечника в соответствии с настоящим изобретением могут принимать различные условия при условии, что сущность настоящего изобретения не изменяется и задача настоящего изобретения достигается. Следует отметить, что условия в приведенных ниже примерах являются примерами условий, принятых для подтверждения осуществимости и эффекта.
[0068] [Изготовление ленточного сердечника] Стеклянное покрытие (толщиной 1,0 мкм), содержащее форстерит (Mg2SiO4) в качестве первичного покрытия, и вторичное покрытие, содержащее фосфат алюминия (толщиной 2,0 мкм), были сформированы в этом порядке на основном стальном листе, имеющем вышеописанный химический состав. Было подготовлено множество текстурированных листов из электротехнической стали с покрытием, в которых магнитные домены измельчаются путем облучения поверхности стального листа лазером с интервалами 4 мм в направлении прокатки в направлении, ортогональном направлению прокатки.
Изгибание выполняли путем регулирования части, образующей изогнутую область, этих текстурированных листов из электротехнической стали с покрытием в диапазоне температур от 25°C или выше до 600°C или ниже, и регулирования температурного градиента области, подверженной механической деформации, для получения изогнутого тела, имеющего изогнутую область.
В таблице 1 показаны толщина стального листа, радиус кривизны одной изогнутой области, угол изгиба одной изогнутой области, температура нагрева изогнутой области (температура локальной области) и локальный температурный градиент.
Следует отметить, что стальной лист нагревали индукционной нагревательной катушкой (нагревательным устройством), установленной перед гибочным устройством, и после нагрева температура стального листа была измерена вышеописанным методом в процессе транспортировки стального листа к гибочному устройству.
Затем, наслаивая изогнутые тела в направлении толщины листа, был получен ленточный сердечник, имеющий размер, показанный на фиг. 15. Количество наслоенных листов составляет 200 для стального листа 0,23 мм, 90 для стального листа 0,50 мм, 306 для стального листа 0,15 мм и 131 для стального листа 0,35 мм, в зависимости от толщины используемого стального листа. На фиг. 15 показан ленточный сердечник, имеющий угол изгиба 45° в изогнутой области (ленточный сердечник 10 на фиг. 1 и 2), но в данном примере ленточный сердечник имеет угол изгиба 90° (ленточный сердечник 10В на фиг. 4) также изготавливается с таким же размером.
[0069] Эксперименты №№ 1-29 представляют собой примеры нагрева, при котором образуется мягкий температурный градиент по всей области, подверженной механической деформации. Эксперименты №№ 30-49 являются примерами нагрева, при котором изменение температуры происходит в определенной области внутри области, подверженной механической деформации, т.е. изменение температуры происходит в определенной области.
[0070] Оценка
<Число деформационных двойников в изогнутой области>
Как описано выше, количество деформационных двойников измерялось путем наблюдения за структурой поперечного сечения.
<Сварка покрытия>
Наслоенный стальной лист ленточного сердечника отслаивали, и наличие или отсутствие сварки покрытия оценивали по пятибалльной шкале. Доля сварной площади в изогнутой части была оценена как "5" для более 80%, "4" для 80% или менее и более 60%, "3" для 60% или менее и более 40%, "2" для 40% или менее и более 20% и "1" для 20% или менее.
Отметим, что в качестве косвенного способа оценки сварки, как описано в Патентном документе 3, может быть включен способ измерения элюирования P стального листа. Однако на этот раз непосредственно оценивалась сварка покрытия стального листа. Причина в том, что, как описано выше, когда механическая деформация остается на покрытии локально неравномерно и форма поверхностного слоя стального листа становится локально шероховатой из-за слишком высокого температурного градиента, это вызывает сварку, когда стальные листы наслаиваются. Т.е. это связано с тем, что не только повреждение покрытия, но также микроскопическая форма покрытия влияет на сварку покрытия, и поэтому прямая оценка предпочтительна в качестве всеобъемлющего показателя, включающего в себя эти эффекты.
<Измерение степени бездефектности покрытия>
Поверхность (внешняя периферийная поверхность) изогнутого тела была сфотографирована цифровой камерой (Canon PowerShot SX710 HS (BK)), а поврежденная область и бездефектная область покрытия были определены с помощью программного обеспечения для измерения смещения концентрации "Gray-val", как описано в вышеописанном разделе <Измерение степени бездефектности>, и была получена степень бездефектности покрытия.
В частности, сначала были выбраны пять изогнутых тел из множества изогнутых тел, образующих ленточный сердечник. В качестве пяти изогнутых тел были выбраны пять изогнутых тел, расположенных с равными интервалами в направлении толщины листа, включая изогнутое тело, расположенное на самой внешней стороне в направлении толщины листа (направление наслаивания), и изогнутое тело, расположенное на самой внутренней стороне. Затем для этих пяти изогнутых тел были получены средняя яркость BA, описанная в (1) раздела <Измерение степени бездефектности>, и средняя яркость BB, описанная в (2) раздела <Измерение степени бездефектности>. Далее, как описано в (3), изображения были получены во всех небольших областях каждого из пяти изогнутых тел. Затем, как описано в (4), после измерения локальной степени бездефектности (в дальнейшем именуемой "базовая локальная степень бездефектности") в изображении небольшой области, полученном в (3), была получена средняя локальная степень бездефектности (далее именуемая как "средняя локальная степень бездефектности") для всех небольших областей. Общее количество базовых локальных степеней бездефектности равно числу небольших областей умноженному на пять (для пяти листов). Общее количество средних локальных степеней бездефектности - это общее количество небольших областей.
Здесь в таблицах 1 и 2 показаны первая локальная степень бездефектности и вторая локальная степень бездефектности как степень бездефектности покрытия.
Первая локальная степень бездефектности показывает самое низкое значение среди всех средних локальных степеней бездефектности. Т.е., когда первая локальная степень бездефектности составляет 90% или более, средняя локальная степень бездефектности для всех небольших областей составляет 90% или более.
Вторая локальная степень бездефектности показывает самое низкое значение среди всех базовых локальных степеней бездефектности. Т.е., когда вторая локальная степень бездефектности составляет 50% или более, базовая локальная степень бездефектности для всех небольших областей составляет 50% или более.
Следует отметить, что степень бездефектности не может быть надлежащим образом измерена для некоторых образцов с жесткой сваркой (обозначены знаком "-" в таблицах 1 и 2).
[0071] <Измерение значения потерь железа в ленточном сердечнике>
Что касается каждого из ленточных сердечников в экспериментальных примерах, измерение методом возбуждающего тока в методе измерения магнитных характеристик плоской прокатанной ленты из магнитной стали с помощью тестера Эпштейна, описанного в JIS C 2550-1, было выполнено в условиях частоты 50 Гц и плотности магнитного потока 1,7 Тл, и было получено значение потерь в железе WA.
[0072] [Таблица 1]
[Таблица 2]
[0073] Согласно результатам Таблиц 1 и 2, в ленточном сердечнике с использованием изогнутого тела, образованного путем нагревания части, образующей изогнутую область, до 45°C или выше и до 500°C или ниже и соответствующего регулирования температурного градиента в плоской области внутри области, подверженной механической деформации, ухудшение потерь в железе было подавлено. В частности, при оценке потерь в железе, поскольку уровень абсолютного значения потерь в железе значительно различается в зависимости от разницы в толщине стального листа, следует отметить, что сравнение следует проводить в условиях одинаковой толщины листа.
Кроме того, в экспериментах №№ 34-49, сравнивая влияние локального температурного градиента на характерное изменение поведения из-за разницы в толщине стального листа, можно увидеть, что более предпочтительные результаты могут быть получены путем соответствующего управления температурным градиентом (локальный температурный градиент x толщина листа) с учетом толщины листа.
Кроме того, в экспериментах № 36, 36-(a) и 36-(b) и № 48, 48-(a) и 48-(b), сравнивая влияние второй локальной степени бездефектности на характерное изменение поведения, можно увидеть, что, когда вторая локальная степень бездефектности составляет 50% или более, 60% или более, 70% или более, 80% или более и 90% или более, благоприятные результаты могут быть получены в описанном выше порядке.
Промышленная применимость
[0074] Согласно настоящему изобретению потери в железе подавляются. Следовательно, промышленная применимость является великолепной.
Краткое описание ссылочных позиций
[0075] 1, 1а: изогнутое тело
2: слоистая структура
3: угловая часть
4, 4a, 4b: плоская часть
5, 5a, 5b, 5c: изогнутая область
6: зазор
8: плоская область
10: ленточный сердечник
20: гибочное устройство
30A, 30B: нагревательное устройство
40A, 40B: устройство для изготовления
21: текстурированный лист из электротехнической стали с покрытием
22: матрица
23: направляющая
24: пуансон
25: направление транспортировки
26: направление прижатия
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2812447C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА | 2021 |
|
RU2811988C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2022 |
|
RU2828328C2 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805169C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК, СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО СЕРДЕЧНИКА И УСТРОЙСТВО ИЗГОТОВЛЕНИЯ ЛЕНТОЧНЫХ СЕРДЕЧНИКОВ | 2021 |
|
RU2805262C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2809494C1 |
| ЛИСТ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2012 |
|
RU2569273C1 |
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК | 2021 |
|
RU2814177C1 |
| УСТАНОВКА ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2673271C2 |
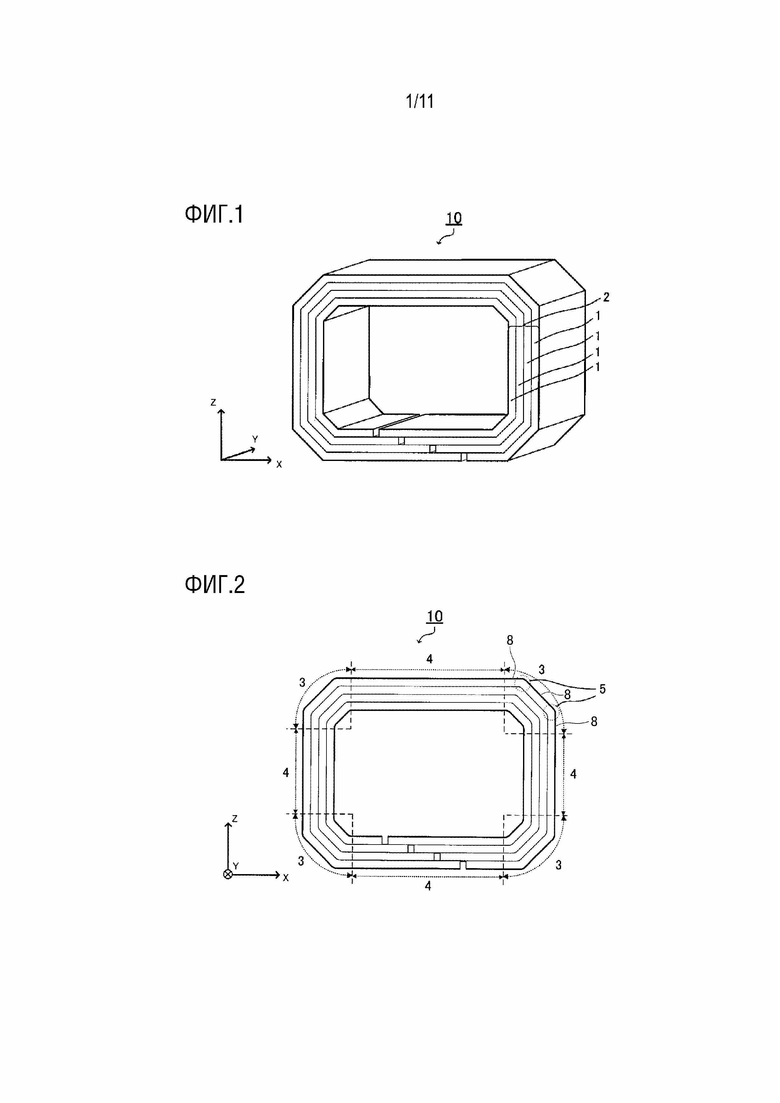
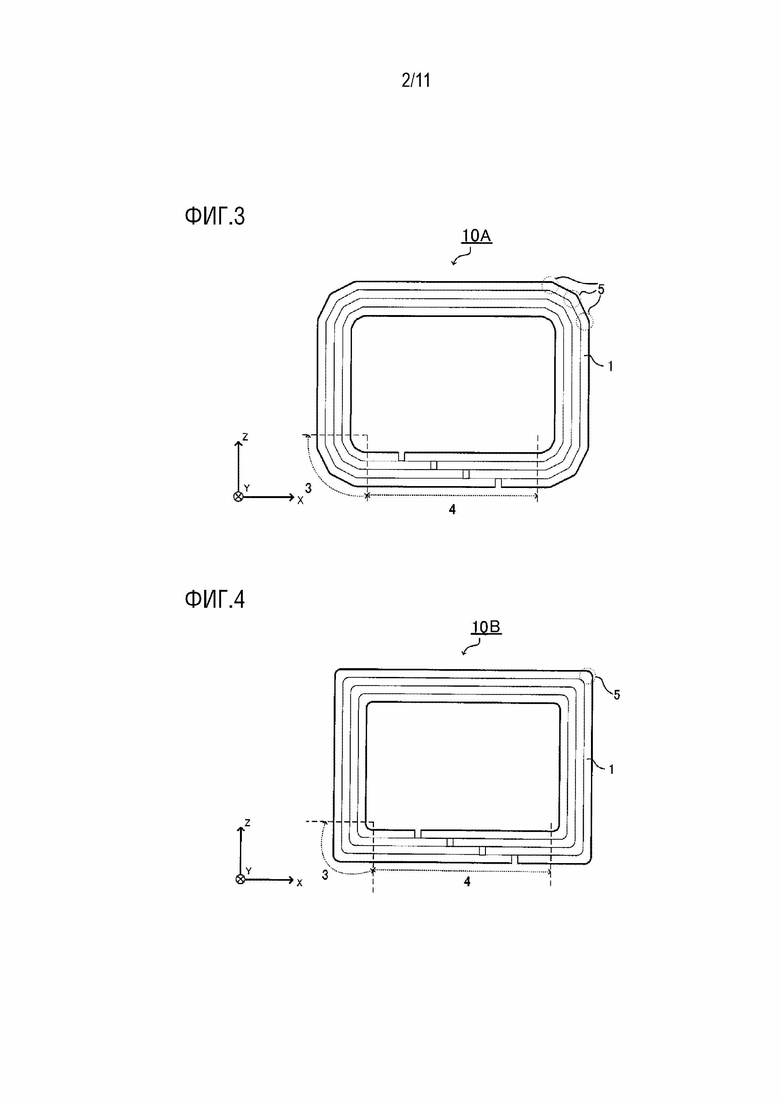
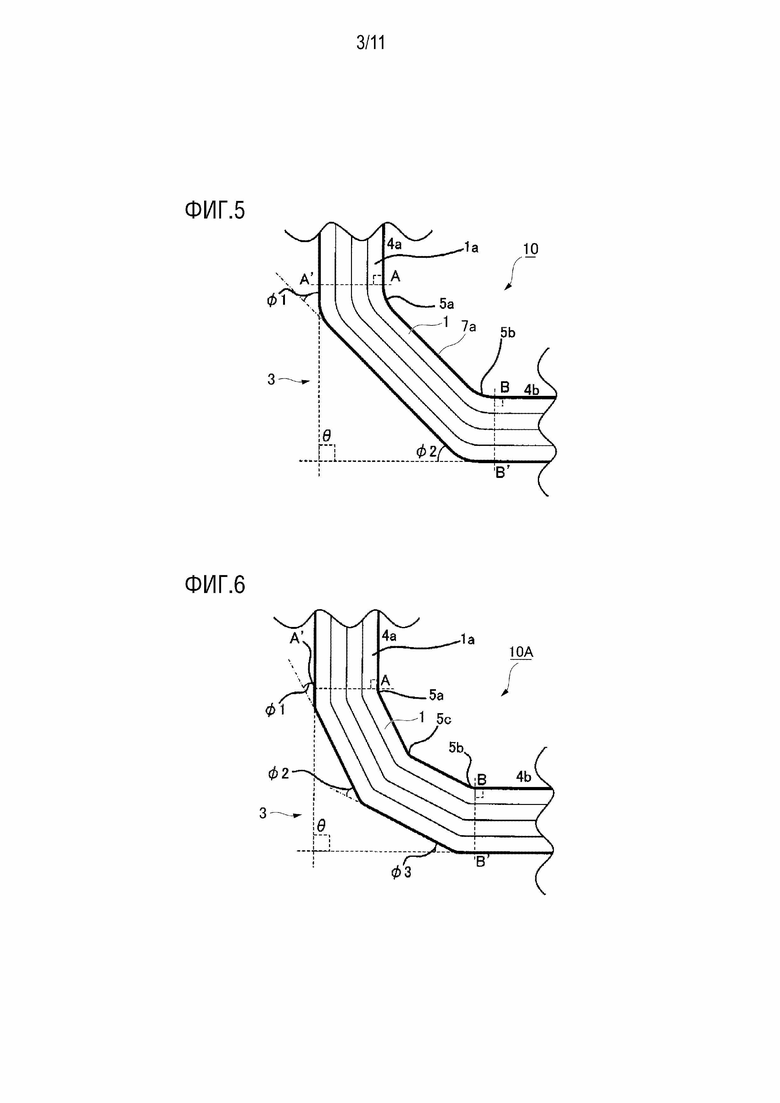
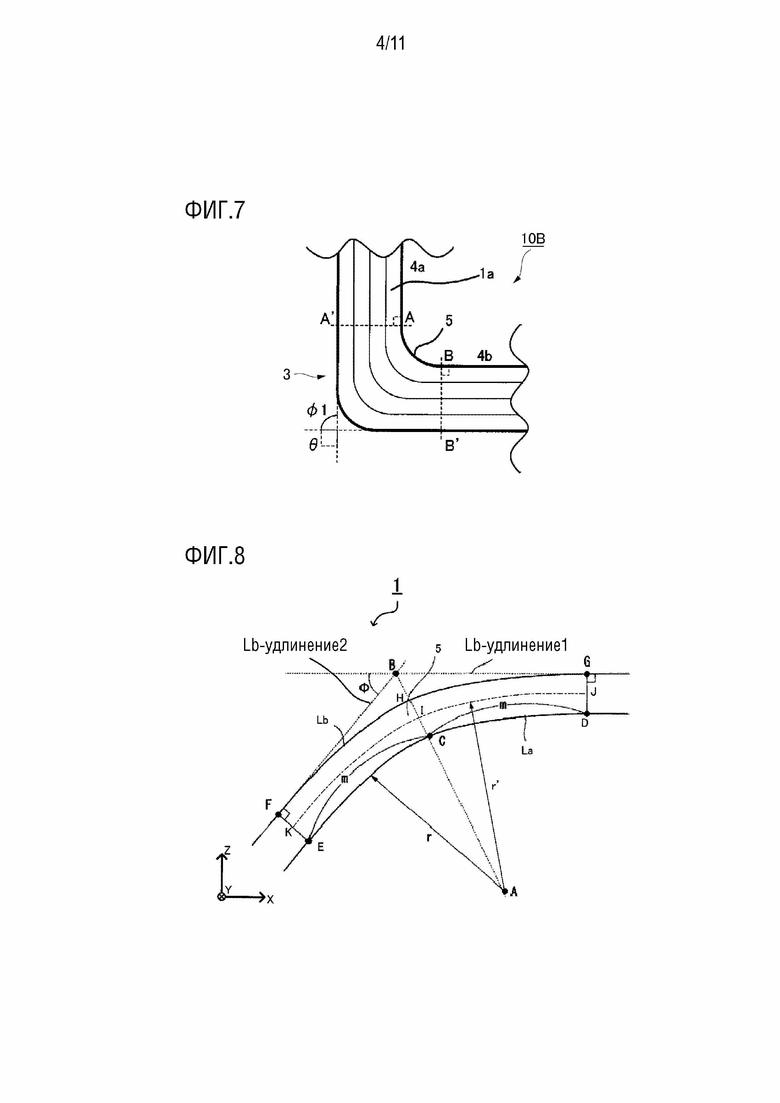
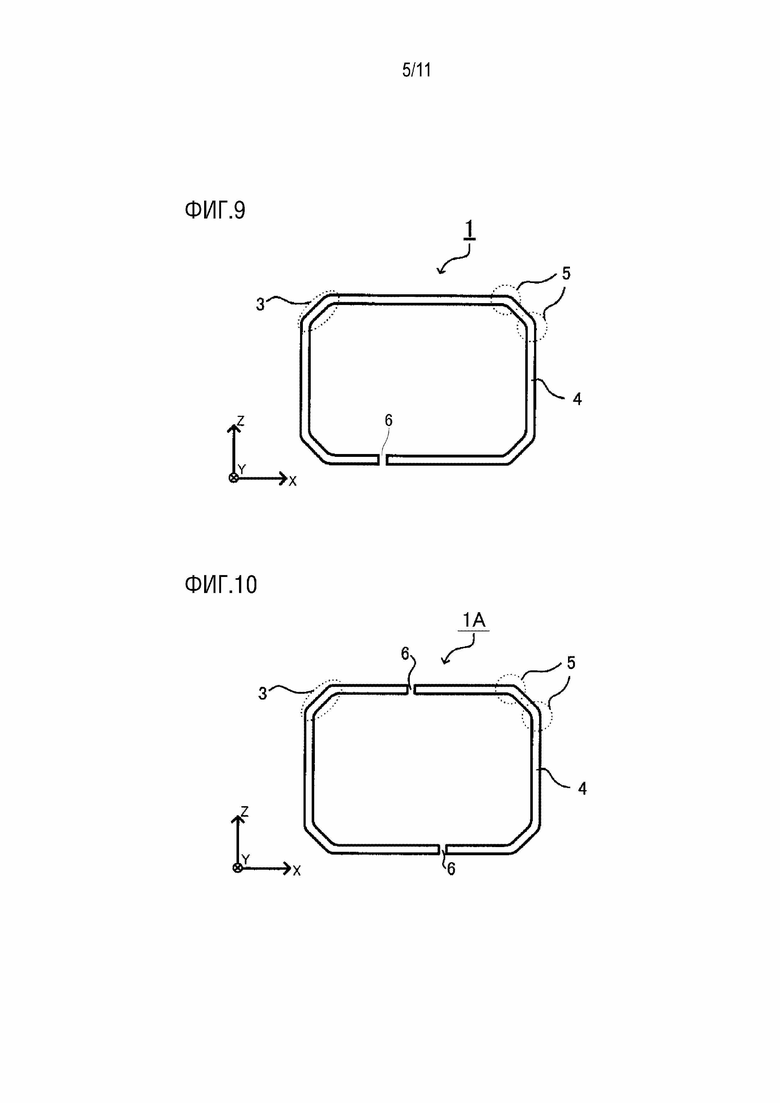
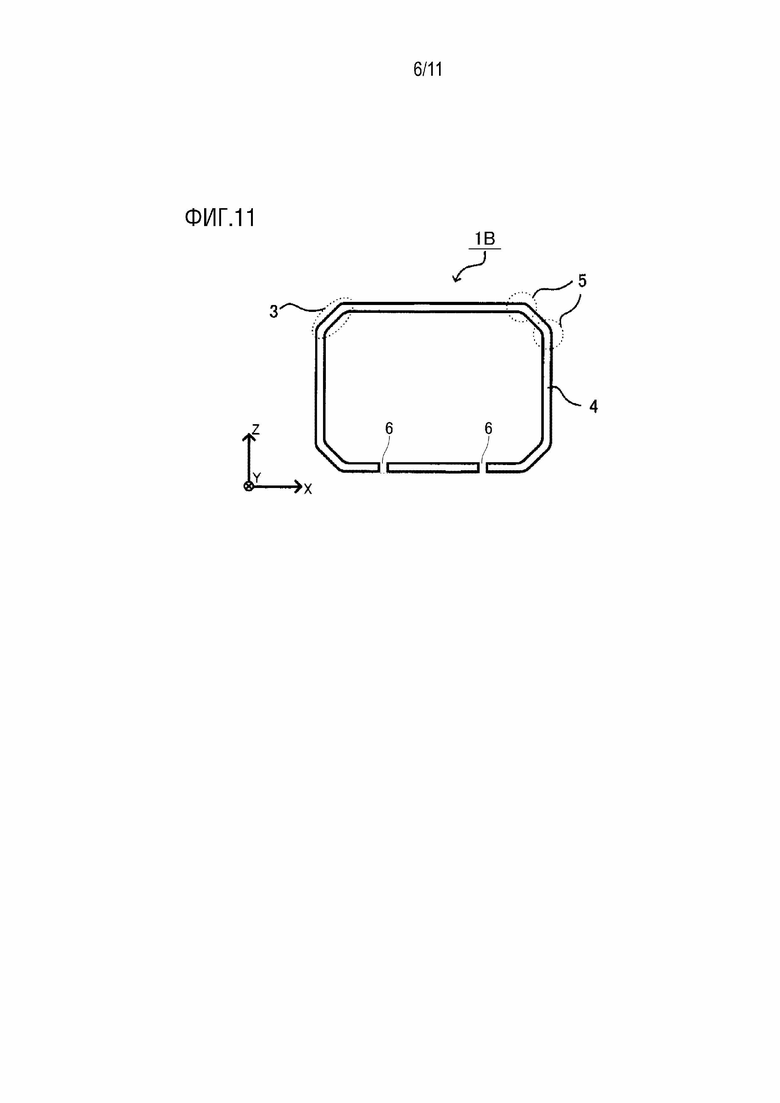
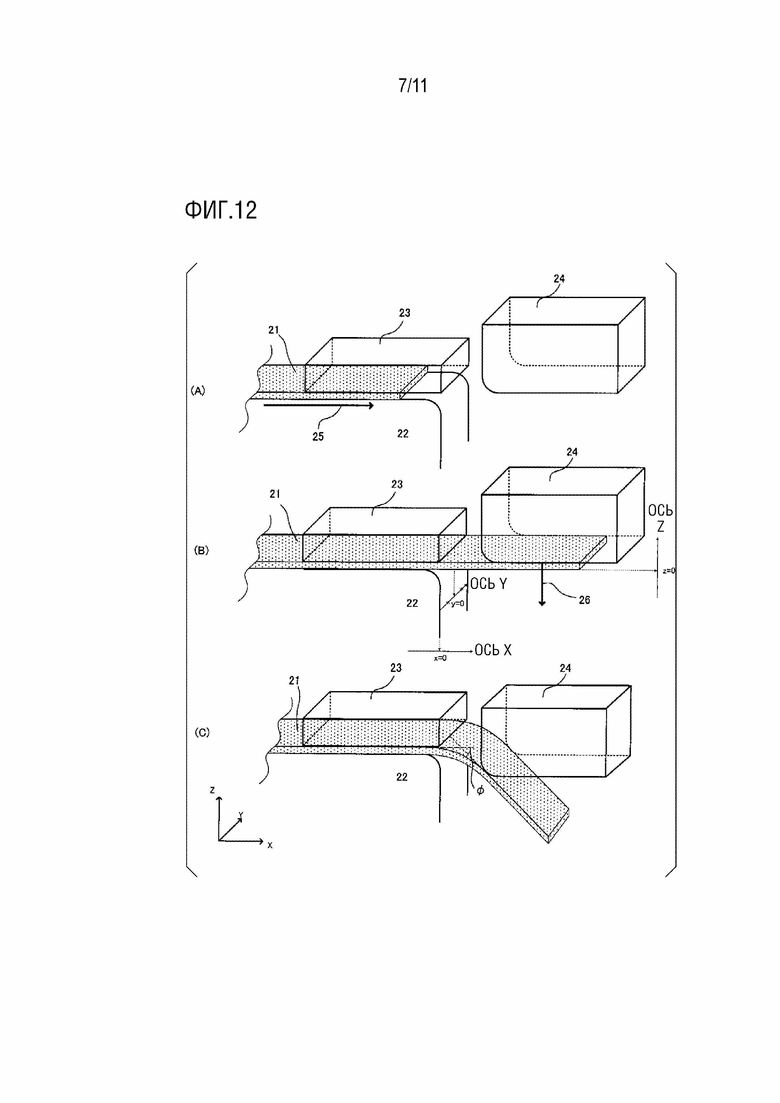
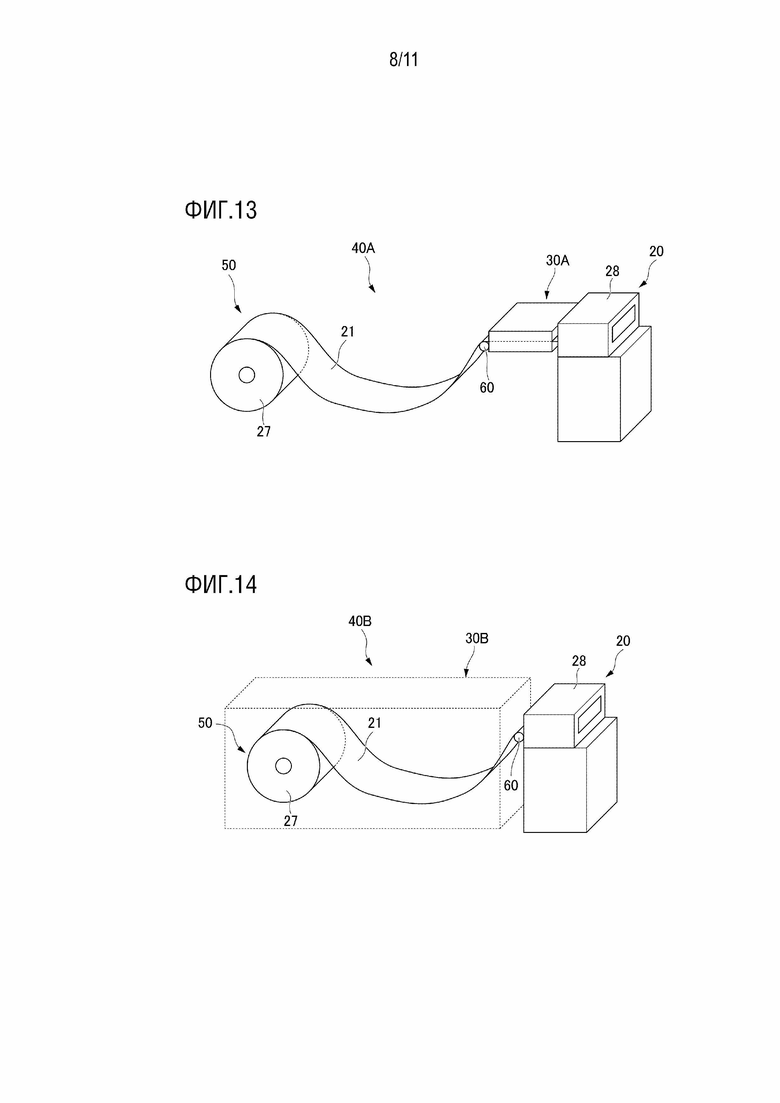
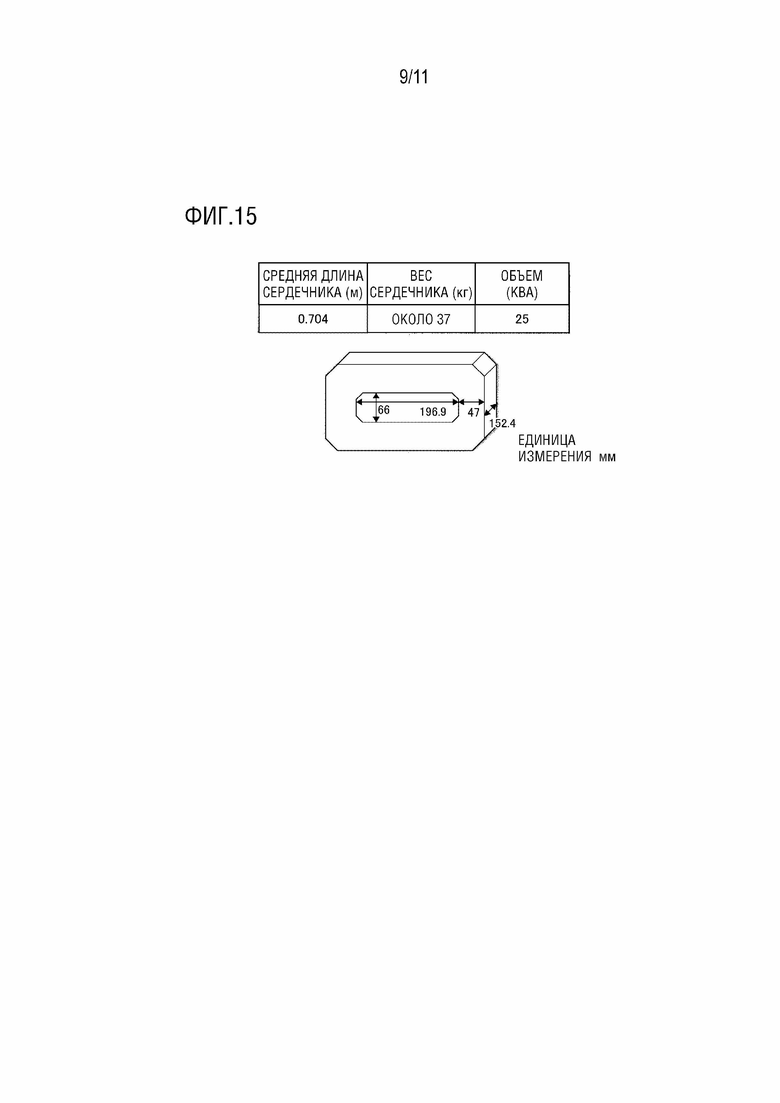
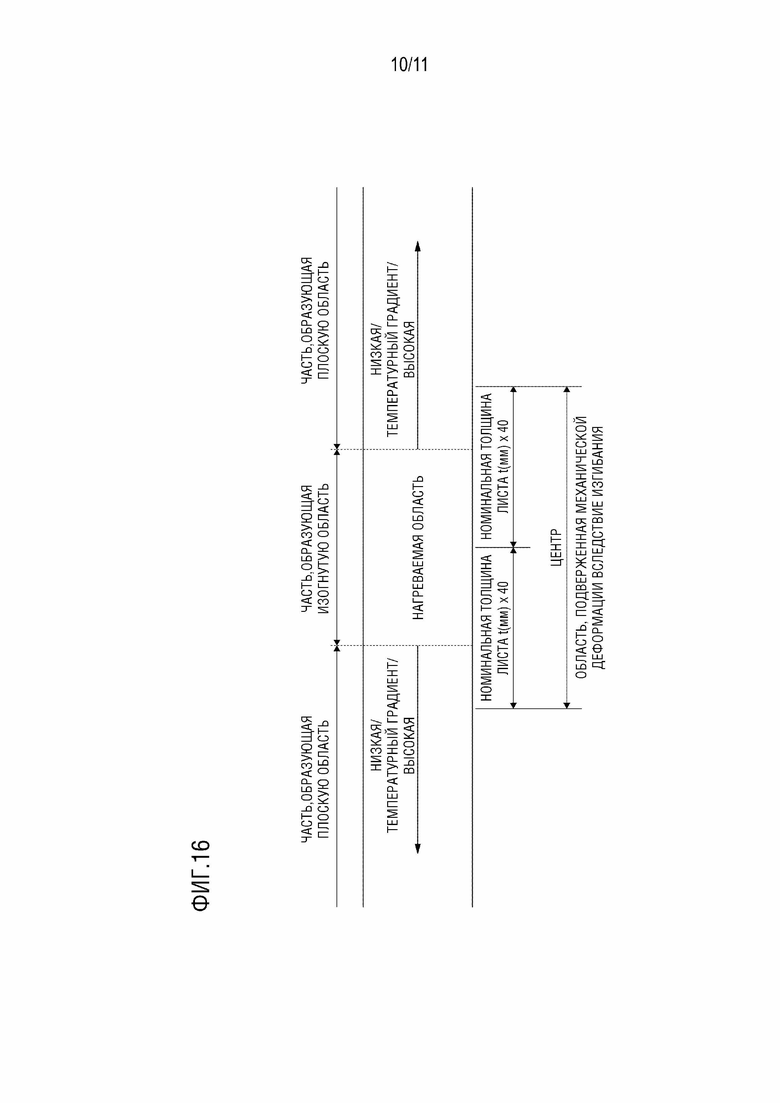
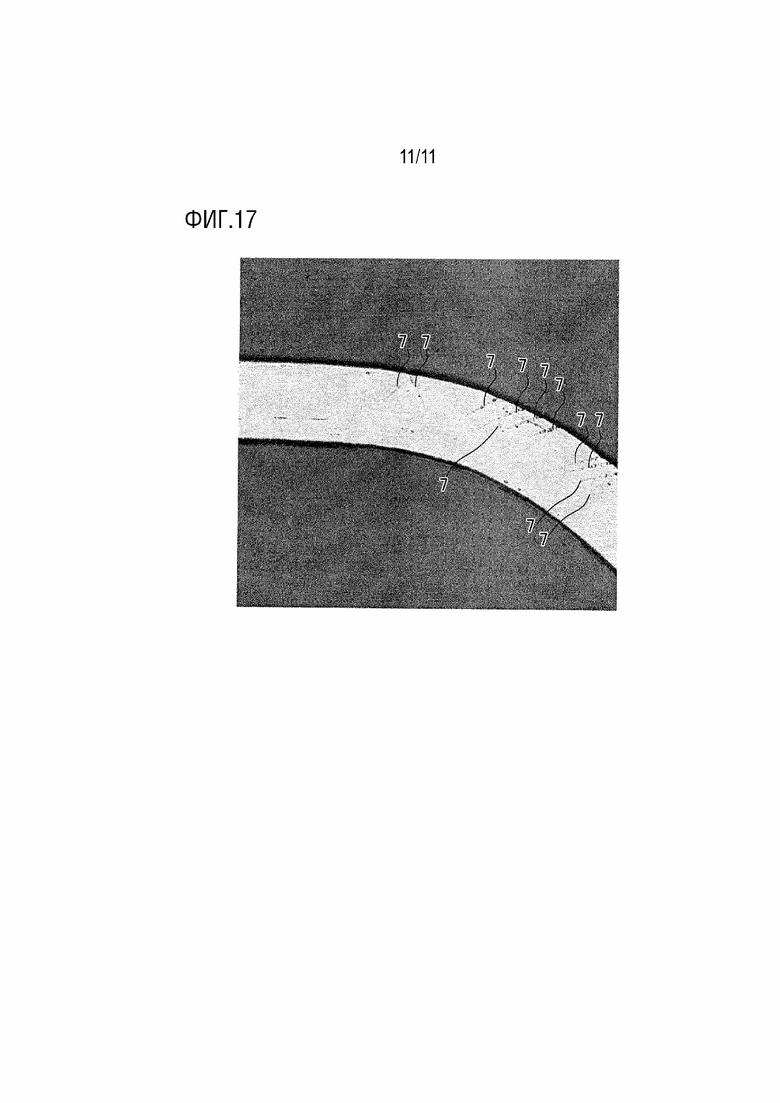
Изобретение относится к электротехнике. Технический результат заключается в уменьшении потерь в сердечнике и повышении эффективности. Ленточный сердечник образован наслаиванием множества изогнутых тел, полученных путем формирования текстурированного листа из электротехнической стали с покрытием. Покрытие сформировано по меньшей мере на одной поверхности текстурированного листа из электротехнической стали так, что покрытие находится на внешней стороне, в направлении толщины листа. Изогнутое тело имеет изогнутую область, полученную путем изгибания текстурированного листа из электротехнической стали с покрытием, и плоскую область, прилегающую к изогнутой области. Количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или меньше на 1 мм длины центральной линии в направлении толщины листа в изогнутой области. Когда область, проходящая на расстоянии в 40 раз больше толщины листа в обе стороны в периферическом направлении от центра изогнутой области на внешней периферийной поверхности изогнутого тела, определяется как область, подверженная механической деформации. Доля площади, где покрытие не повреждено ни в какой позиции вдоль периферического направления в плоской области внутри области, подверженной механической деформации, составляет 90% и более. 3 н. и 7 з.п. ф-лы, 17 ил.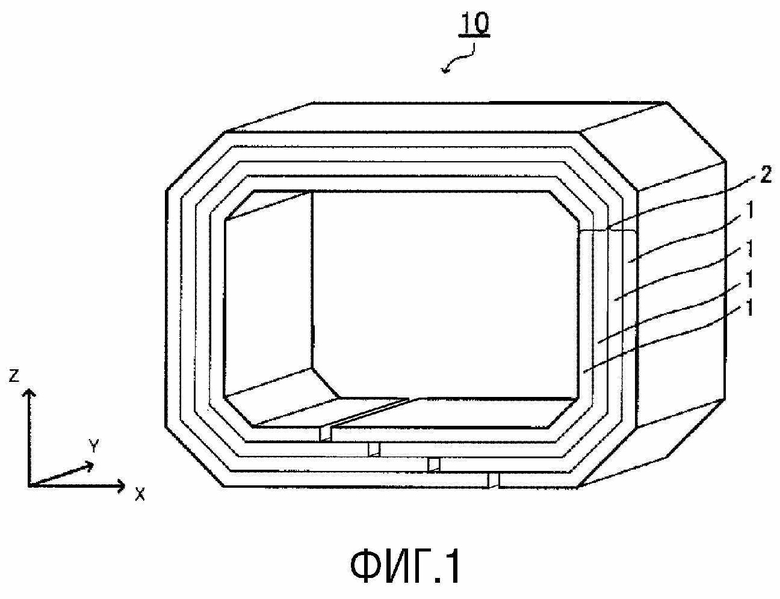
1. Ленточный сердечник, образованный наслаиванием множества изогнутых тел, полученных путем формования текстурированного листа из электротехнической стали с покрытием, в котором покрытие сформировано по меньшей мере на одной поверхности текстурированного листа из электротехнической стали, так что покрытие находится на внешней стороне, в направлении толщины листа,
при этом изогнутое тело имеет изогнутую область, полученную путем изгибания текстурированного листа из электротехнической стали с покрытием, и плоскую область, примыкающую к изогнутой области,
количество деформационных двойников, присутствующих в изогнутой области на виде сбоку, составляет пять или меньше на 1 мм длины центральной линии в направлении толщины листа в изогнутой области, и
когда область, проходящая на расстоянии в 40 раз больше толщины текстурированного листа из электротехнической стали с покрытием в обе стороны в периферическом направлении от центра изогнутой области на внешней периферийной поверхности изогнутого тела, определяется как область, подверженная механической деформации,
доля площади, на которой покрытие не повреждено ни в какой позиции вдоль периферического направления в плоской области внутри области, подверженной механической деформации, составляет 90% или более.
2. Ленточный сердечник по п. 1,
в котором, когда множество небольших областей, разделенных на 0,5 мм вдоль периферического направления, определяется как область, подверженная механической деформации, доля в каждой из множества небольших областей в каждом из множества изогнутых тел определяется как базовая локальная степень бездефектности, а среднее значение базовых локальных степеней бездефектности в каждой из небольших областей в одной и той же позиции в периферическом направлении в различных изогнутых телах определяется как средняя локальная степень бездефектности, причем средняя локальная степень бездефектности составляет 90% или более во всех небольших областях, имеющих различное положение в периферическом направлении, и все базовые локальные степени бездефектности составляют 50% или более.
3. Способ изготовления ленточного сердечника для изготовления ленточного сердечника по п. 1 или 2, включающий:
этап подготовки стального листа, на котором подготавливают текстурированный лист из электротехнической стали с покрытием;
этап изгибания текстурированного листа из электротехнической стали с покрытием для формирования изогнутого тела в условиях, когда часть изгибаемого тела, которая должна быть изогнутой областью, нагревается до 45° C или выше и до 500° C или ниже, а в плоской области внутри области, подверженной деформации, абсолютное значение локального температурного градиента в любой позиции в продольном направлении текстурированного листа из электротехнической стали с покрытием составляет менее 400° C/мм; и
этап наслаивания, на котором наслаивают множество изогнутых тел в направлении толщины листа.
4. Способ изготовления ленточного сердечника по п. 3,
в котором на этапе изгибания изгибание выполняется при условии, что произведение толщины текстурированного листа из электротехнической стали с покрытием и абсолютного значения локального температурного градиента составляет менее 100°C.
5. Способ изготовления ленточного сердечника по п. 3 или 4, включающий:
этап нагрева стального листа, на котором нагревают текстурированный лист из электротехнической стали с покрытием после этапа подготовки стального листа и перед этапом изгибания.
6. Устройство для изготовления ленточного сердечника, используемое для осуществления способа изготовления ленточного сердечника по п. 5, содержащее:
нагревательное устройство, которое нагревает текстурированный лист из электротехнической стали с покрытием; и
гибочное устройство, которое сгибает текстурированный лист из электротехнической стали с покрытием, перемещаемый из нагревательного устройства.
7. Устройство для изготовления ленточного сердечника по п. 6,
в котором текстурированный лист из электротехнической стали с покрытием, размотанный с рулона, транспортируется к нагревательному устройству, и
гибочное устройство разрезает текстурированный лист из электротехнической стали с покрытием, а затем сгибает текстурированный лист из электротехнической стали с покрытием.
8. Устройство для изготовления ленточного сердечника по п. 7, дополнительно содержащее:
протяжной ролик, который транспортирует текстурированный лист из электротехнической стали с покрытием к нагревательному устройству.
9. Устройство для изготовления ленточного сердечника по п. 6,
в котором нагревательное устройство нагревает катушку и текстурированный лист из электротехнической стали с покрытием, который разматывается с катушки и транспортируется к гибочному устройству.
10. Устройство для изготовления ленточного сердечника по любому из пп. 6-9,
в котором нагревательное устройство нагревает текстурированный лист из электротехнической стали с покрытием путем индукционного нагрева или облучения лучами высокой энергии.
| ЛЕНТОЧНЫЙ СЕРДЕЧНИК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2713622C1 |
| WO 2016047077 A1, 31.03.2016 | |||
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНОЙ АДГЕЗИЕЙ ПОКРЫТИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2405842C1 |
| JP 2016145419 A, 12.08.2016 | |||
| JP 2017157806 A, 07.09.2017. | |||

