Изобретение относится к литейному производству, а именно к литью биметаллических штампов с направленным затвердеванием.
В современном машиностроении штампы для горячего деформирования стали и твердо-жидкой штамповки бронз и латуней (процесс «Автофордж») изготавливают из кованых заготовок, как правило, из сталей типа 4Х5МФС, 4Х4ВМФС и др. с применением трудоемких и энергозатратных механических способов, при которых теряется до 30-40% массы легированных сталей.
При механическом способе получения гравюры штампов применяют копировально-фрезерные станки с ЧПУ и высококвалифицированный персонал программистов и рабочих. В отдельных штампах с гравюрой простой конфигурации неглубокие ручьи получают методом электроэрозионной и электрохимической обработки. Для простейших фигур ручьев штампов применяют горячее и холодное выдавливание.
Основным направлением при решении проблемы производства высокостойких штампов является разработка новых составов штамповых сталей и конкурентоспособных способов производства пресс-инструмента методом литья, в том числе получения биметаллических литых композиций.
Известен [1] способ получения литых штампов, включающий послойную заливку сплава в литейную форму и направленное охлаждение со стороны нижнего торца заготовки, отличающийся тем, что, с целью повышения качества литых заготовок и снижения себестоимости, первый слой заливают из высоколегированной износостойкой стали толщиной 10-50% объема литейной формы и ведут его охлаждение с помощью жидкого азота, а после затвердевания его 30-80% в литейную форму заливают второй слой из сплава с теплопроводностью, большей на 20-100%, и температурой начала затвердевания, меньшей на 60-100°С, чем у сплава первого слоя, а направленное охлаждение с помощью жидкого азота прекращают при температуре сплава второго слоя, равной 780-800°С.
В известном способе [1] в качестве материала для гравюры штампов разработана сталь 4Х3В2Ф2М2СЛ [2], содержащая следующие компоненты, мас. %: углерод 0,45-0,52; хром 2,5-3,2; вольфрам 3,0-3,6; молибден 0,8-1,1; ванадий 1,5-1,8; кремний 0,15-0,20; ниобий 0,05-0,15; железо - остальное, имеющая коэффициент теплопроводности λ=42,0-42,3 Вт/(м⋅К), а в качестве второго (опорного) слоя применяется сталь 9ХС с коэффициентом теплопроводности λ=73,0-82,0 Вт/(м⋅К) и меньшую на 75°С температуру кристаллизации в сравнении со сталью 4Х3В2Ф2М2СЛ. Дополнительное переохлаждение оставшегося незакристаллизованным объема легированного сплава повторно заливаемым расплавом ускоряет процесс формования композитного переходного слоя с мелкозернистой структурой. После самоотпуска отливку удаляют из формы. Структура отливки полученного предлагаемым образом штампа, состоит из 3-х характерных зон. Зона - рабочей поверхности штампа, представленной износостойким слоем дисперсных кристаллов высоколегированной стали; переходного слоя - с композитной структурой; опорного слоя, который формируется повторно заливаемой высокотеплопроводный сталью.
Недостатком способа [1] является низкая стойкость штампов из-за образования трещин термомеханической усталости в рабочих объемах гравюры, изготовленной из стали мартенситного класса, вследствие структурно-фазового наклепа при α↔γ превращениях в ней в процессе эксплуатации штампов горячего деформирования, в которых циклическая температура разогрева гравюры превышает температуру полиморфных превращений в мартенситных сталях.
Наиболее близким к изобретению по технической сущности и достигаемому результату по созданию высокостойких литых биметаллических штампов для горячего деформирования является способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун [3], который принят в качестве основного прототипа данного изобретения, включающий послойную заливку сплавов в металлическую литейную форму (кокиль) и направленное охлаждение со стороны нижнего торца заготовки, отличающийся тем, что первый слой толщиной 10-50% объема литейной формы заливают из суспензионной феррито-карбидной стали, содержащей следующие компоненты, мас. %: углерод - 0,27÷0,32; титан - 5,8÷6,2; никель - 0,5÷0,9; железо - остальное, причем в струю расплава вводят карбид титана TiC в количестве 0,5÷1,5% в виде порошка с размерами частиц до 10 мкм и ведут охлаждение формы с помощью воды или жидкого азота, а второй слой заливают после затвердевания суспензионной стали на 30÷80% из алюминиевого чугуна, содержащего следующие компоненты, мас. %: углерод - 3,0÷3,4; алюминий - 2,0÷4,0; кремний - 0,5; марганец - 0,2÷0,4; фосфор - 0,05; сера - 0,02, железо - остальное.
Существенными недостатками способа [3] являются:
1) применение дорогостоящего порошкообразного карбида титана TiC, который вводится в струю металла при заливке в ковш или непосредственно при заполнении формы для формирования износостойкого рабочего слоя биметаллических штампов из феррито-карбидной стали;
2) применение металлических литейных форм (кокилей), изготовление которых связано с значительными затратами и расходом дефицитных жаростойких сплавов;
3) кристаллизация рабочего и опорного слоя в способе [3] осуществляется путем применения специального металлического кристаллизатора, устанавливаемого в нижней части формы и охлаждаемого жидким азотом, что обеспечивает непрерывное охлаждение биметаллической отливки снизу-вверх и не позволяет осуществить изотермическую закалку опорного слоя и, как следствие затрудняет получение аустенитно-бейнитной структуры и высокого уровня механических свойств опорного слоя.
Целью предлагаемого изобретения является устранение перечисленных недостатков способа [3].
Для достижения указанной цели в известном способе получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун выполнены следующие изменения:
1) первый недостаток способа [3] в предлагаемом изобретении устраняется тем, что феррито-карбидная дисперсионно-твердеющая сталь получается путем ввода в расплав отработаϕнных твердосплавных металлокерамических вставок режущего инструмента из сплавов типа: Т5К6, Т15К6, Т5К10, Т21К8, ТТ7К12, ТТ8К6, ТТ10К9, ТТ20К9 и Т30К4, содержащих карбиды титана (TiC), тантала (ТаС), вольфрама (WC);
2) второй недостаток способа [3] в предлагаемом изобретении устраняется путем замены металлической литейной формы на литье в формах, изготовленных из высокотеплопроводной водо- и газонепроницаемой формовочной смеси [7], следующего химического состава, мас. %: стальная дробь 50-60; пыль из отходящих газовых потоков электродуговых плавильных печей 4-6; фенолформальдегидная смола 3-6; катализатор (25%-ный водный раствор кристаллогидрата азотнокислой меди и 16%-ный водный раствор кобальта диамида) 0,3-0,6; цирконовый песок - остальное;
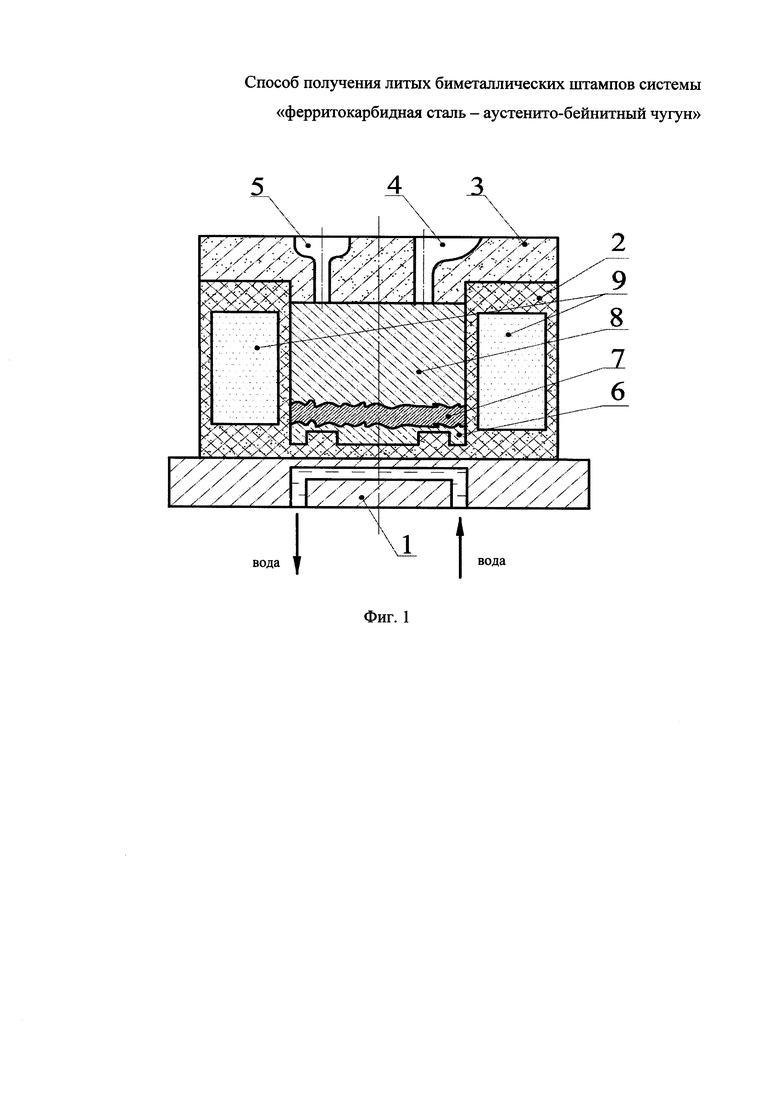
3) третий недостаток в предлагаемом изобретении устраняется тем, что для опорного слоя штампов применяется высокопрочный чугун [6] с высоким комплексом механических и теплофизических характеристик следующего химического состава, мас. %: углерод 2,5-3,2; кремний 1,5-2,5; алюминий 7,2-9,0; марганец 0,7-0,75; магний 0,04-0,06; молибден 0,7-1,2; никель 0,48-0,52; медь 0,49-0,52; сера 0,01-0,012; фосфор 0,06-0,08; железо - остальное. Формирование гравюры и опорного слоя штампов осуществляется непосредственно в нижней полуформе 2, которая устанавливается на водоохлаждаемом поддоне 1 с целью обеспечения направленной кристаллизации заливаемых сплавов снизу-вверх. Конструкция литейной формы позволяет обеспечить изотермический режим охлаждения опорного слоя чугуна с целью обеспечения в нем структуры нижнего бейнита. Для получения в опорном слое чугуна [6] высоких механических характеристик в пределах: σв=950-1220 МПа; δ=7,7-8,5%; НВ 200-400, процесс получения аустенитно-бейнитной структуры реализуется путем охлаждением опорного слоя по изотермическому режиму. Для этой цели в конструкции литейной формы выполнены полости 9, заполненные легкоплавким материалом - селитрой следующего химического состава, мас. %: NaNO3 - 50%; KNO3 - 50%, которая за счет теплообмена через стенку литейной формы с заливаемым чугуном сначала расплавляется с поглощением тепла, а затем кристаллизуется с выделением тепла при температуре 225°С и обеспечивает стабилизацию изотермической температуры в форме в интервале 220-320°С, необходимой для превращения аустенитной основы чугуна в аустенитно-бейнитную структуру.
На фиг. 1 представлена схема способа получения литых биметаллических штампов системы «ферритокарбидная сталь - аустенито-бейнитный чугун»: 1 - водоохлаждаемый поддон; 2 - нижняя полуформа; 3 - верхняя полуформа; 4 - литниковый канал; 5 - выпор; 6 - рабочий слой штампа (гравюра), 7 - переходный слой штампа; 8 - опорный слой штампа из аустенитно-бейнитного чугуна; 9 - камера с селитрой для теплообмена.
Процесс получения биметаллических штампов по предлагаемому способу реализуется следующим образом.
В качестве опытных штампов изготавливались для твердо-жидкой штамповки бронз ОЦС (процесс «Автофордж») размерами: ширина - 150 мм; длина - 180 мм; высота - 120 мм, глубина гравюры - 12 мм.
После заливки в форму первого слоя расплава из феррито-карбидной стали [5] при температуре 1560-1570°С на высоту (глубину) 18-20 мм продолжительность направленной кристаллизации поверхностно-легированного слоя штампа толщиной порядка 14 мм обеспечивается за счет охлаждения поддона 1 проточной водой в течение 1,1-1,2 мин. Затем осуществляется заливка чугуна [6] для опорного слоя штампа при температуре 1350-1400°С. После затвердевания переходного слоя штампа 7, толщиной порядка 3 мм, последующее охлаждение опорного слоя чугуна осуществляется в литейной форме, изготовленной из высокотеплопроводной водо-и газонепроницаемой формовочной смеси [7], по изотермическому режиму, температура, которой поддерживается в интервале 220-320°С за счет эндотермического плавления селитры, а затем экзотермической кристаллизации при 225°С. При этом аустенит чугуна опорного слоя при изотермическом охлаждении превращается в аустенитно-бейнитную структуру с содержанием нижнего бейнита порядка 80% со следующими механическими характеристиками: σв≈1200-1220 МПа; σ0,2≈940-960 МПа; δ≈4,4-4,6%; НВ 400-410; КС ≈ 7,0-7,2 Дж/см2.
Предлагаемое изобретение удовлетворяет критериям новизны, так как при определении уровня техники не обнаружены средства, которым присущи признаки, идентичные (совпадающие по исполняемой ими функции и форме выполнения этих признаков) всем признакам, перечисленным в формуле изобретения, включая характеристику назначения.
Заявляемый способ имеет изобретательский уровень, поскольку не выявлены технические решения, имеющие признаки, совпадающие с отличительными признаками данного изобретения, и не установлена известность влияния отличительных признаков на указанный технический результат.
Заявленное техническое решение можно реализовать для производства литых штампов горячего деформирования, пресс - форм для литья под давлением, ковочных штампов для твердожидкой штамповки (штампы «Автофордж») сплавов на основе меди и др. Это соответствует критерию «промышленная применимость», предъявляемому к изобретениям.
ИСПОЛЬЗОВАННЫЕ ИСТОЧНИКИ
1. Колесников М.С., Шибаков В.Г., Алабин Л.А Способ получения литых штампов // А.с. №1138240. Заявка: 3531494/02, 04.01.1983. Опубликовано: 07.02.1985. Бюл. №5.
2. Колесников М.С., Корниенко Э.Н., Алабин Л.А., Миллер Л.А., Фоминых Н.Л. Штамповая сталь //А.с. №1108126. Заявка: 3531727, 04.01.1983. Опубликовано: 15.08.1984. Бюл. №30.
3. Патент РФ RU №2507026, МПК B22D 19/06, С22С 37/00, С22С 38/00. Приоритет от 13.04.2012. Опубликован 20.02.2014. Бикулов Р.А., Астащенко В.И., Колесников М.С., Леушин И.О. Способ получения литых биметаллических штампов системы ферритная сталь - алюминиевый чугун. // 2014. Бюл. №5.
4. Патент РФ RU №2487958, МПК С22С 38/14, С22С 33/04. Приоритет от 11.03.2011. Опубликован 20.07.2013. Леушин И.О., Панфилов Э.В., Колесников М.С., Астащенко В.И., Бикулов Р.А., Калистов С.В., Саламашкина Н.В., Суспензионная литая дисперсионно-твердеющая ферритокарбидная штамповая сталь. // 2013. Бюл. №20.
5. Патент РФ RU №2605017, МПК С21С 33/04, С22С 38/14. Приоритет от 20.07.2015. Опубликован 20.12.2016. Колесников М.С., Мухаметзянова Г.Ф., Гуртовой Д.А., Астащенко В.И., Мухаметзянов И.Р. Способ получения литой дисперсионно-твердеющей ферритокарбидной стали. // 2016. Бюл. №35.
6. Патент РФ RU №2605016, МПК С21С 1/10, С22С 37/04. Приоритет от 11.03.2015. Опубликован 20.12.2016. Колесников М.С., Мухаметзянова Г.Ф., Астащенко В.И., Мухаметзянов И.Р. Способ получения высокопрочного чугуна. // 2016. Бюл. №35.
7. Патент РФ RU №2626698, МПК В22С 1/22. Приоритет от 22.12.2015. Мухаметзянова Г.Ф., Колесников М.С., Мухаметзянов И.Р. Смесь для изготовления литейных форм. // 2017. Бюл. №22.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЛИТОЙ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ ФЕРРИТОКАРБИДНОЙ СТАЛИ | 2015 |
|
RU2605017C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ШТАМПОВ СИСТЕМЫ ФЕРРИТНАЯ СТАЛЬ - АЛЮМИНИЕВЫЙ ЧУГУН | 2012 |
|
RU2507026C2 |
| СУСПЕНЗИОННАЯ ЛИТАЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ ФЕРРИТОКАРБИДНАЯ ШТАМПОВАЯ СТАЛЬ | 2011 |
|
RU2487958C2 |
| Штамповая сталь | 1990 |
|
SU1724723A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПРОЧНОГО ЧУГУНА | 2015 |
|
RU2605016C2 |
| Способ термообработки чугуна с шаровидным графитом, включениями эвтектического цементита и бейнитно-аустенитной металлической основой | 2018 |
|
RU2681076C1 |
| Белый жароизносостойкий чугун | 2022 |
|
RU2777733C1 |
| Способ изготовления изделий из высокопрочного чугуна | 1990 |
|
SU1731836A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ШТАМПОВ СТАЛЬ - АЛЮМИНИЙ | 2005 |
|
RU2290277C1 |
| Способ получения литых штампов | 1983 |
|
SU1138240A1 |
Изобретение относится к способу получения литых биметаллических штампов системы «ферритокарбидная сталь - аустенито-бейнитный чугун», включающему послойную заливку сплавов в литейную форму и направленное охлаждение со стороны нижнего торца заготовки. Способ характеризуется тем, что первый слой толщиной 10-50% объема литейной формы заливают ферритокарбидной сталью следующего химического состава, мас.%: углерод (С) 0,27-0,32, титан (Ti) 5,8-6,2, никель (Ni) 0,7-0,9, кобальт (Со) 0,02, карбиды титана (TiC), тантала (ТаС), вольфрама (WC) 0,5-1,5%, железо (Fe) - остальное, получаемая путем ввода в расплав отработанных твердосплавных металлокерамических вставок режущего инструмента из сплавов типа: Т5К6, Т15К6, Т5К10, Т21К8, ТТ7К12, ТТ8К6, ТТ10К9, ТТ20К9 и Т30К4, содержащих карбиды титана (TiC), тантала (ТаС), вольфрама (WC). Использование предлагаемого изобретения позволяет избежать использования дорогостоящих порошковых карбидов. 5 з.п. ф-лы, 1 ил.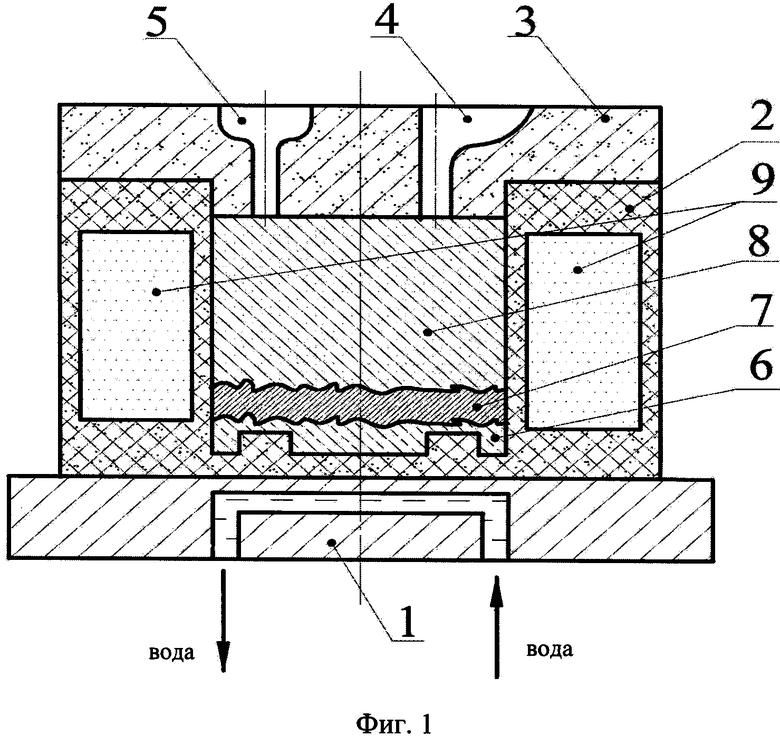
1. Способ получения литых биметаллических штампов системы «ферритокарбидная сталь - аустенито-бейнитный чугун», включающий послойную заливку сплавов в литейную форму и направленное охлаждение со стороны нижнего торца заготовки, отличающийся тем, что первый слой толщиной 10-50% объема литейной формы заливают ферритокарбидной сталью следующего химического состава, мас.%: углерод (С) 0,27-0,32, титан (Ti) 5,8-6,2, никель (Ni) 0,7-0,9, кобальт (Со) 0,02, карбиды титана (TiC), тантала (ТаС), вольфрама (WC) 0,5-1,5%, железо (Fe) - остальное, получаемая путем ввода в расплав отработанных твердосплавных металлокерамических вставок режущего инструмента из сплавов типа: Т5К6, Т15К6, Т5К10, Т21К8, ТТ7К12, ТТ8К6, ТТ10К9, ТТ20К9 и Т30К4, содержащих карбиды титана (TiC), тантала (ТаС), вольфрама (WC).
2. Способ по п. 1, отличающийся тем, что после затвердевания первого слоя на 30-80% в литейную форму заливают второй слой из чугуна следующего химического состава, мас.%: углерод 2,5-3,2; кремний 1,5-2,5; алюминий 7,2-9,0; марганец 0,7-0,75; магний 0,04-0,06; молибден 0,7-1,2; никель 0,48-0,52; медь 0,49-0,52; сера 0,01-0,012; фосфор 0,06-0,08; железо - остальное, с температурой начала затвердевания, меньшей на 60-100°С, чем у сплава первого слоя.
3. Способ по п. 1, отличающийся тем, что направленная кристаллизация расплавов осуществляется путем охлаждения литейной формы со стороны нижнего торца формы, установленной на водоохлаждаемый поддон.
4. Способ по п. 1, отличающийся тем, что литейная форма изготавливается из газо- и водонепроницаемой формовочной смеси следующего химического состава, мас.%: стальная дробь 50-60; пыль из отходящих газовых потоков электродуговых плавильных печей 4-6; фенолформальдегидная смола 3-6; катализатор (25%-ный водный раствор кристаллогидрата азотнокислой меди и 16%-ный водный раствор кобальта диамида) 0,3-0,6; цирконовый песок - остальное.
5. Способ по п. 1, отличающийся тем, что в литейной форме выполнены полости по всей высоте формования опорного слоя штампа, заполненные селитрой следующего химического состава, мас.%: NaNO3 - 50%; KNO3 - 50%, которая за счет теплообмена через стенку литейной формы с заливаемым для опорного слоя чугуном сначала расплавляется с поглощением тепла, а затем по мере охлаждения формы кристаллизуется с выделением тепла при температуре 225°С и обеспечивает стабилизацию изотермической температуры в форме в интервале 220-320°С, необходимой для превращения аустенитной основы чугуна в аустенитно-бейнитную структуру с высоким комплексом физико-механических характеристик опорного слоя биметаллических штампов.
6. Способ по п. 1, отличающийся тем, что гравюра штампа формируется в нижней части литейной формы.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА С ЛИТОЙ ОСНОВОЙ | 2004 |
|
RU2279946C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ШТАМПОВ СИСТЕМЫ ФЕРРИТНАЯ СТАЛЬ - АЛЮМИНИЕВЫЙ ЧУГУН | 2012 |
|
RU2507026C2 |
| АНТИТЕЛА И ИММУНОКОНЪЮГАТЫ И ИХ ПРИМЕНЕНИЯ | 2007 |
|
RU2436796C9 |

