Изобретение относится к литейному производству, а именно к получению и использованию материалов для тяжело нагруженных штампов горячего деформирования и пресс-форм литья под давлением.
Существует способ получения литых биметаллических штампов, включающий послойную заливку металла в литейную форму и направленное охлаждение со стороны нижнего торца заготовки [1], который является близким к изобретению по технической сущности и достигаемому результату.
Недостатком известного способа является то, что он не обеспечивает высокое качество штампов из-за сравнительно низкой теплопроводности опорного слоя стали, что отрицательно сказывается на стойкости штампов. Еще одним из главных существенных недостатков этого способа является невозможность утилизации раздельно поверхностно-легированной стали и опорного слоя.
Изобретение направлено на повышение качества литых заготовок и снижение себестоимости.
Использование предлагаемого способа позволяет повысить качество, а соответственно и работоспособность литых штампов за счет формирования на рабочих поверхностях малодисперсного высоколегированного слоя, характеризующегося высокой износостойкостью, мелкозернистого вязкого переходного слоя и основания из сплава более теплопроводного, экономить дефицитные высоколегированные стали, так как 60-80% объема штампа выполнено из теплопроводного сплава алюминия, что также снижает себестоимость штампа, и, кроме того, способ позволяет раздельно утилизировать поверхностно-легированные стали и опорный слой.
Достигается это тем, что основу штампа формируют из алюминиевого сплава, причем сначала в форму заливают алюминиевый сплав, а затем высоколегированную сталь, а направленную кристаллизацию расплавов осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого расплава.
В результате разной плотности сплавов слой алюминия всплывает на поверхность формы.
Затем ведут направленное охлаждение с помощью жидкого азота, прекращают процесс при температуре сплавав второго слоя, равной 400-500°С.
Применение сплава алюминия обеспечивает ускорение процесса окончательной кристаллизации и, как следствие, увеличивает производительность способа получения литых штампов, а также улучшает условия теплопередачи при самоотпуске. Кроме того, при эксплуатации высокая теплопроводность основания штампа позволяет улучшить теплоотвод от разогретой рабочей поверхности инструмента на массу или холодильник, устанавливаемый в держателе штампа, что существенно снижает градиент температуры и уровень термических напряжений в контактной зоне штампа и вследствие этого обусловливает повышение его работоспособности.
Сущность способа заключается в том, что алюминиевый сплав, проходя через слой стали, дополнительно рафинирует ее, очищая от вредных примесей.
Заливка расплава алюминия на первом этапе и последующая заливка стали на втором обусловлена тем, что сплав алюминия менее подвержен взаимодействию с газами атмосферы. Что в свою очередь улучшает свойства литых соединений. В случае при ограниченной взаимной растворимости металлов легче избежать образования стойких интерметаллических фаз, обладающих высокой твердостью и хрупкостью.
Применение интенсивного охлаждения со стороны нижнего торца, например с помощью жидкого азота, обеспечивает направленную, снизу вверх, кристаллизацию заготовки, что позволяет получить мелкодисперсную с благоприятной для износостойкости ориентировкой зерен структуру гравюры штампа. При этом для получения композитной структуры переходного слоя, состоящего из интерметаллидов сложного состава, а также с целью предотвращения образования на поверхности раздела неслитин и окисных пленок заливку второго сплава для первого слоя начинают сразу, после заливки первого и ведут охлаждение.
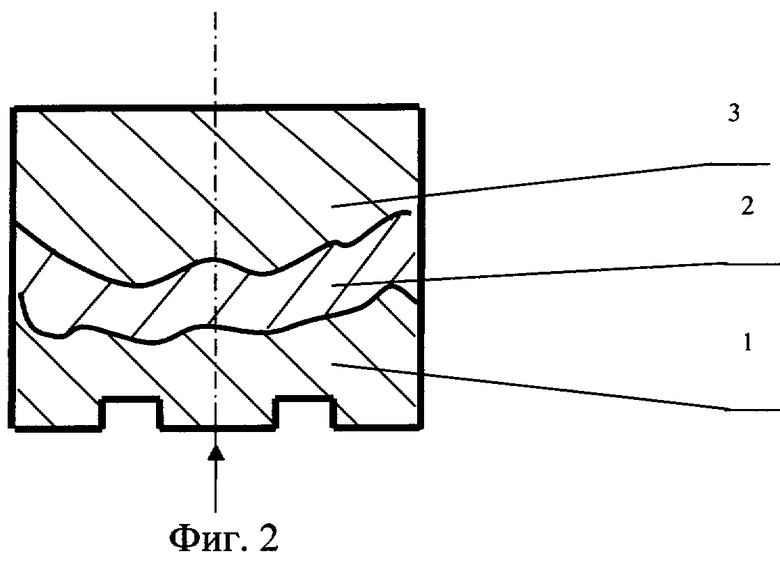
На фиг.1 изображено устройство для реализации предлагаемого способа. Показана стадия кристаллизации высоколегированной стали, оформляющей первый слой. На фиг.2 изображена схема строения слоев заготовки. Устройство для реализации способа (фиг.1) содержит кристаллизатор 1 с испарительной камерой 2 для жидкого азота, боковую полуформу 3, верхнюю полуформу 4 с выполненными в ней литником 5 и прибылью 6.
Способ реализуют следующим образом.
В предварительно разогретый до температуры 200-300°С кристаллизатор 1 (фиг.1) производят заливку сплава алюминия, характеризующегося высокой теплопроводностью и пониженной на 750-800°С, чем у сплава, залитого для оформления первого слоя, температурой плавления.
Затем жидкий расплав 8 высоколегированного сплава стали через канал 5 заливают в полость 7 формы и одновременно подают жидкий азот в испарительную камеру 2. Интенсивное охлаждение через испарительную камеру 2 обеспечивает в полости 7 формы направленную снизу вверх кристаллизацию расплава. Направленную кристаллизацию осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого биметаллического сплава. При этом образуется слой направленно закристаллизовавшегося расплава 8 (фиг.2), а часть (20-70%) расплава 9 остается незакристаллизовавшейся.
Структура отливки штампа, полученного предлагаемым способом, состоит из трех характерных зон (фиг.2). Зона 1 рабочей поверхности штампа представлена износостойким слоем из столбчатых дисперсных кристаллов высоколегированной стали, переходного слоя 2 с композитной структурой, основу которой формирует высокотеплопроводный пластичный металл, армированный кристаллами высоколегированной стали. Структура слоя имеет плавный переход, как по химическому составу, так и по размеру зерен от поверхностно-легированного слоя к основанию штампа.
Последняя зона 3, относящаяся к телу штампа, практически не отличается по химическому составу от заливаемого сплава для второго слоя.
Источники информации
1. Авторское свидетельство СССР №1138240, кл. В 22 D 27/04, 1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения литых штампов | 1983 |
|
SU1138240A1 |
| Способ получения литых биметаллических штампов системы "ферритокарбидная сталь - аустенитно-бейнитный чугун" | 2018 |
|
RU2677645C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ШТАМПОВ СИСТЕМЫ ФЕРРИТНАЯ СТАЛЬ - АЛЮМИНИЕВЫЙ ЧУГУН | 2012 |
|
RU2507026C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК ИЗНОСОСТОЙКИХ БИМЕТАЛЛИЧЕСКИХ БИЛ | 2016 |
|
RU2635496C1 |
| ФЛЮС ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2353467C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРОТЯЖЕННЫХ ОТЛИВОК С НАПРАВЛЕННОЙ СТРУКТУРОЙ ИЗ СПЛАВОВ | 1992 |
|
RU2021878C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОТЕПЛОПРОВОДНОГО АЛЮМИНИЙ-ГРАФИТОВОГО КОМПОЗИТА | 2020 |
|
RU2754225C1 |
| Способ получения литой формообразующей оснастки | 1989 |
|
SU1773555A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
Изобретение может быть использовано для изготовления тяжело нагруженных штампов горячего деформирования и пресс-форм литья под давлением. В подогретую форму заливают алюминиевый сплав, характеризующийся высокой теплопроводностью. Затем заливают расплав высоколегированной стали и одновременно осуществляют интенсивное охлаждение расплава для создания направленной снизу вверх кристаллизации. Алюминиевый сплав, проходя через заливаемый слой стали, рафинирует ее, очищая от вредных примесей. Направленную кристаллизацию расплавов осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого расплава. Полученная отливка имеет износостойкий слой из столбчатых дисперсных кристаллов стали, переходный слой с композитной структурой и основу из высокотеплопроводного пластичного металла. Обеспечивается повышение качества литых заготовок и снижение себестоимости. 2 ил.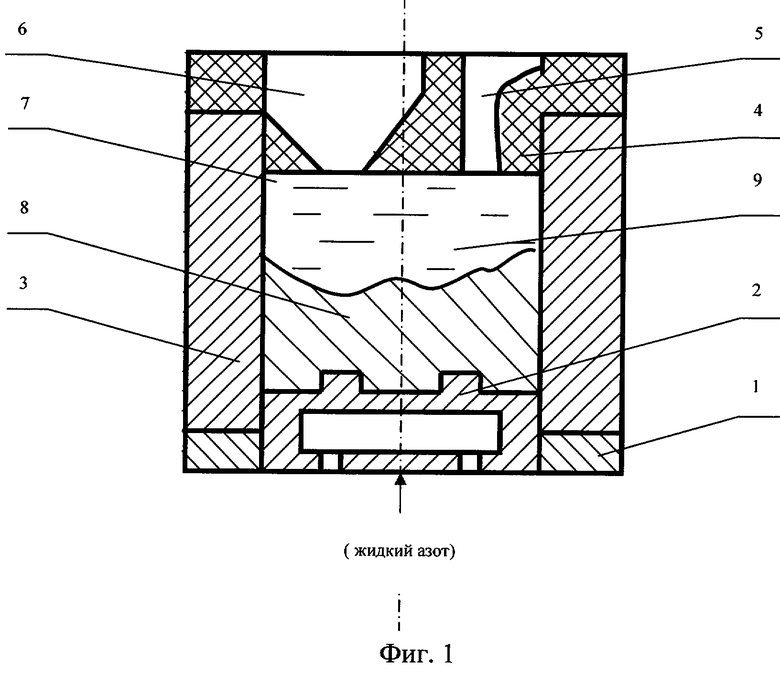
Способ получения литых биметаллических штампов сталь - алюминий, включающий заливку в форму высоколегированной стали для формирования рабочей поверхности штампа и сплава с высокой теплопроводностью для создания направленной кристаллизации снизу вверх, отличающийся тем, что основу штампа формируют из алюминиевого сплава, причем сначала в форму заливают алюминиевый сплав, а затем высоколегированную сталь, а направленную кристаллизацию расплавов осуществляют в течение времени, необходимого для затвердевания 80-90% объема залитого расплава.
| Способ получения литых штампов | 1983 |
|
SU1138240A1 |
| СПОСОБ ПОЛУЧЕНИЯ ДВУХСЛОЙНЫХ ОТЛИВОК | 1990 |
|
RU2007268C1 |
| Литейная форма для получения многослойных отливок | 1990 |
|
SU1748931A1 |
| Цанговый патрон | 1979 |
|
SU859039A1 |
| Способ получения заготовок жидкой штамповкой | 1986 |
|
SU1424959A1 |

