Область техники
Настоящее изобретение относится к технической области оборудования для производства кистей, в частности, к станку для получения железной оправы, который может быть использован с различными моделями кистей.
Уровень техники
Обработка железной оправы является важным этапом в процессе изготовления кистей для краски в промышленности, занимающейся производством кистей. В настоящее время в Китае механическое оборудование в промышленности, занимающейся производством кистей, все еще находится в стадии развития, и большинство станков для изготовления кистей разрабатываются и изготавливаются самими производителями кистей, находящимися на разных технических уровнях. Большинство станков для изготовления кистей имеют недостатки, например, станки имеют большие размеры, их конструкция не является компактной, и один и тот же станок не может быть использован для производства различных моделей железных оправ. Поэтому, для того, чтобы улучшить эксплуатационные характеристики, технические характеристики, экономическую эффективность, и т.д. станков для изготовления кистей, разработка станка для получения железной оправы, имеющего небольшие размеры, компактную конструкцию, и применимого для различных моделей кистей для красок имеет практическую значимость.
Раскрытие сущности изобретения
Задача изобретения:
Для того, чтобы преодолеть недостатки известных станков для получения железной оправы для кистей, известных из уровня техники, например, то, что станки имеют большие размеры, то, что их конструкция не является компактной, то, что один и тот же станок не может быть использован для производства различных моделей железных оправ, настоящее изобретение предлагает станок для получения железной оправы, который обладает малыми размерами, компактной конструкцией, и может быть использован для изготовления различных моделей кистей.
Для решения задачи, описанной выше, в настоящем изобретении используют следующую техническую схему: Станок для получения железной оправы для кисти, содержащий: основание, шаблон для формирования железной оправы, расположенный на основании, направляющий скользящий стержень для железной оправы и механизм подачи/разгрузки для железной оправы, расположенный на конце шаблона для формирования железной оправы, нижний подъемный механизм для железной оправы, расположенный под шаблоном для формирования железной оправы, левый штамповочный механизм для железной оправы и правый штамповочный механизм для железной оправы, симметрично расположенные с двух сторон шаблона для формирования железной оправы, и верхний прижимной механизм для железной оправы, расположенный над шаблоном для формирования железной оправы, нижний подъемный механизм для железной оправы, левый штамповочный механизм для железной оправы, правый штамповочный механизм для железной оправы и верхний прижимной механизм для железной оправы соединены с системой привода, соответственно.
Система привода содержит двигатель, соединительную муфту, редуктор, малый шкив, большой шкив, ремень и кулачковый распределительный вал, двигатель и редуктор закреплены на основании, выходной вал двигателя соединен с входным валом редуктора посредством соединительной муфты, малый шкив расположен на выходном валу редуктора, большой шкив расположен на конце кулачкового распределительного вала, большой шкив соединен с малым шкивом с помощью ремня, кулачковый распределительный вал расположен на шарикоподшипниковом узле, а шарикоподшипниковый узел расположен на основании.
Механизм подачи/разгрузки для железной оправы содержит малый дисковой кулачок, третий выступ, плечо шатуна, опору плеча шатуна, основание скользящей канавки, узел подачи/разгрузки для железной оправы и возвратную пружину, третий выступ расположен на кулачковом распределительном валу, малый дисковой кулачок расположен на третьем выступе, плечо шатуна шарнирно прикреплено к опоре плеча шатуна, а опора плеча шатуна расположена на основании; узел подачи/разгрузки для железной оправы содержит вторую линейную рельсовую направляющую, вторую подвижную каретку, регулировочные болты, подвижную плиту, лотки для материала, стержни разгрузки для железной оправы, установочные основания стержня разгрузки для железной оправы, часть листового металла, короткую пружину, стопорный болт для железной оправы и установочную плиту стопорного болта для железной оправы, вторая линейная рельсовая направляющая прикреплена болтами к основанию, вторая подвижная каретка расположена на второй линейной рельсовой направляющей, подвижная плита расположена на второй подвижной каретке, лотки для материала и установочные основания стержня разгрузки для железной оправы расположены на подвижной плите, стержни разгрузки для железной оправы, выполненные с возможностью вращения, расположены на установочном основании стержня разгрузки для железной оправы по обе стороны шаблона для формирования железной оправы, один конец короткой пружины соединен со стержнем разгрузки для железной оправы, другой конец короткой пружины соединен с частью листового металла, часть листового металла расположена на установочном основании стержня разгрузки для железной оправы, стопорный болт для железной оправы расположен на установочной плите стопорного болта для железной оправы над стержнями разгрузки для железной оправы, установочная плита стопорного болта для железной оправы расположена на установочной плите стержня разгрузки для железной оправы, основание скользящей канавки расположено под подвижной плитой, второй кулачковый следящий элемент расположен на верхнем конце плеча шатуна, второй кулачковый следящий элемент соприкасается с основанием скользящей канавки с образованием трения скольжения, третий кулачковый следящий элемент расположен на нижнем конце плеча шатуна, третий следящий элемент соприкасается с малым дисковым кулачком с образованием трения качения, один конец возвратной пружины соединен с подвижной плитой, а другой конец возвратной пружины соединен с основанием;
Нижний подъемный механизм для железной оправы содержит большой дисковый кулачок, второй выступ и узел подъема железной оправы, второй выступ расположен на кулачковом распределительном валу, большой дисковой кулачок расположен на втором выступе, узел подъема для железной оправы содержит первую линейную рельсовую направляющую, первую подвижную каретку, стопорный болт, установочное основании подъемного блока, левый подъемный блок, правый подъемный блок, шпунт, магнит и первый кулачковый следящий элемент, верхний конец установочного основания жестко закреплен с основанием, первай линейная рельсовая направляющая размещена на установочном основании, первая подвижная каретка расположена на первой линейной рельсовой направляющей, стопорный болт расположен на нижнем конце установочного основания, установочное основание подъемного блока расположена на первой подвижной каретке, левый подъемный блок и правый подъемный блок закреплены на установочном основании подъемного блока, шпунт расположен между левым подъемным блоком и правым подъемным блоком, длинные пружины расположены под шпунтом 66, верхний направляющий стержень и нижний направляющий стержень расположены по середине двух длинных пружин соответственно, верхний конец верхнего направляющего стержня закреплен на шпунте, нижний конец нижнего направляющего стержня проходит через установочное отверстие в установочном основании подъемного блока и жестко закреплен, первый кулачковый следящий элемент расположен на нижнем конце установочного основания подъемного блока, и первый кулачковый следящий элемент соприкасается с большим дисковым кулачком с образованием трения качения;
Левый штамповочный механизм для железной оправы содержит левый цилиндрический кулачок, первый выступ, левый узел шатуна, левую линейную рельсовую направляющую, левую подвижную каретку, левый штамповочный элемент и левую возвратную пружину, первый выступ расположен на кулачковом распределительном валу, левый цилиндрический кулачок расположен на первом выступе, левый узел шатуна расположен на левом основании, верхний левый шатун и нижний левый шатун левого узла шатуна закреплены по отношению друг к другу, пятый кулачковый следящий элемент расположен на нижнем конце нижнего левого шатуна, пятый кулачковый следящий элемент соприкасается с левым цилиндрическим кулачком с образованием трения качения, левая линейная рельсовая направляющая расположена на основании, левая подвижная каретка расположена на левой линейной рельсовой направляющей, левый штамповочный элемент расположен на левой подвижной каретке, четвертый кулачковый следящий элемент расположен под левым штамповочным элементом посредством установочного основания для кулачкового следящего элемента, четвертый кулачковый следящий элемент соприкасается с верхним концом верхнего левого шатуна с образованием трения качения, один конец левой возвратной пружины соединен с левым штамповочным элементом, а другой конец левой возвратной пружины соединен с основанием; правый штамповочный механизм для железной оправы и левый штамповочный механизм для железной оправы идентичны по конструкции и расположены симметрично;
Верхний механизм прижимания для железной оправы содержит нижнюю шарнирную опору, верхнюю шарнирную опору, соединительную штангу для шарнирной опоры, прижимной стержень, соединительный стержень, шарнирное основание и узел прижимания головки, нижняя шарнирная опора расположена на большом шкиве, втулка вала расположена между нижней шарнирной опорой и большим шкивом, верхний подшипник поворотного расположен на левом конце прижимного стержня, верхняя шарнирная опора соединена с нижней шарнирной опорой посредством соединительной штанги для шарнирной опоры, другой конец прижимного стержня шарнирно соединен с опорой прижимного стержня, опора прижимного стержня неподвижно размещена на основании, и узел прижимной головки соединен с прижимным стержнем посредством соединительного стержня.
В настоящем изобретении, кроме того, основание содержит стойки, короткие круглые стойки, длинные круглые стойки, нижнюю плиту, среднюю плиту, верхнюю плиту и заднюю крышку корпуса, нижняя плита расположена на четырех стойках, средняя плита расположена на стойках и на длинных круглых стойках, верхняя плита расположена на средней плите посредством четырех коротких круглых стоек, а задняя крышка корпуса расположена между нижней плитой и средней плитой.
В настоящем изобретении, кроме того, сильные магниты расположены на верхней части левого подъемного блока и на верхней части правого подъемного блока соответственно.
В настоящем изобретении, кроме того, стопорные плиты подъемного блока прикреплены винтами к боковой стороне левого подъемного блока и боковой стороне правого подъемного блока, стопорные плиты подъемного блока закреплены с помощью винтов к установочному основанию подъемного блока, и щелевые отверстия расположены в установочном основании подъемного блока и в стопорных плитах подъемного блока.
В настоящем изобретении, кроме того, стопорный винт расположен на боковой стороне шпунта, а стопорное щелевое отверстие расположено на боковой стороне левого подъемного блока.
В настоящем изобретении, кроме того, узел левого шатуна содержит верхний левый шатун, нижний левый шатун, левый поворотный вал, шариковый подшипник с глубоким желобом, втулку и левое основание, левое основание неподвижно прикреплено к основанию, шариковый подшипник с глубоким желобом расположен во внутренней части левого основания, внешнее кольцо шарикового подшипника с глубоким желобом соединено с левым основанием в одно целое, левый поворотный вал проходит через шариковый подшипник с глубоким желобом и расположен на внутреннем кольце шарикового подшипника с глубоким желобом посредством плеча вала и втулки, один конец левого поворотного вала соединен с нижним концом верхнего левого шатуна, а другой конец левого поворотного вала соединен с верхним концом нижнего левого шатуна.
В настоящем изобретении, кроме того, узел прижимной головки содержит направляющий вал, верхнюю установочную плитудля направляющего вала, нижнюю установочную плиту для направляющего вала, линейный подшипник, установочную плиту линейного подшипника, стопорную плиту для линейного подшипника и прижимную головку, установочная плита линейного подшипника расположена на основании посредством углового кронштейна, линейный подшипник расположен на установочной плите линейного подшипника посредством стопорной плиты для линейного подшипника, направляющий вал проходит через линейный подшипник и расположен между верхней установочной плитой для линейного подшипника и нижней установочной плитой для линейного подшипника, основание шарнира расположено над верхней установочной плитой для линейного подшипника посредством винтов, прижимная головка расположена под нижней установочной плитой для линейного подшипника посредством винтов, один конец соединительного стержня шарнирно соединен с прижимным стержнем посредством оси шарнира, а второй конец соединительного стержня шарнирно соединен с шарнирным основанием посредством оси шарнира.
Положительный эффект:
(1) станок для получения железной оправы, представленный в настоящем изобретении, пригоден для изготовления различных моделей кистей для красок, является малым по размерам, обладает компактной конструкцией, прост в эксплуатации, имеет низкую стоимость производства и высокую эффективность, безопасен и надежен, и не вызывает маслянистый нагар и загрязнение окружающей среды;
(2) по сравнению с существующими станками для получения железных оправ, при замене шаблона для формирования железной оправы, замене левого штамповочного элемента и правого штамповочного элемента, регулировки расстояния между лотками для материала, расстояния между стержнями разгрузки для железной оправы и расстояния между подъемными блоками для железной оправы станка для выполнения железной оправы, предоставляемого настоящим изобретением, станок для получения железной оправы, предоставляемый настоящим изобретением может быть использован для изготовления различных моделей железных оправ для кистей для красок; таким образом, процесс изготовления является более удобным и быстрым;
(3) все рельсовые направляющие в станке для получения железной оправы являются линейными и имеют более высокую точность и меньшее истирание, являются более простыми в установке, могут сохранять смазку и не вызывают маслянистого нагара по сравнению с направляющими скольжения типа "ласточкин хвост";
(4) так как линейные направляющие стержни и линейные подшипники используются в верхнем прижимном механизме для железной оправы, конструкция является более простой и более компактной;
(5) сильные магниты малого размера установлены на верхней части подъемных блоков для того, чтобы притягивать железную оправу с тем, чтобы избежать деформации смещения железной оправы во время подъема железной оправы и тем самым снизить процент брака;
(6) так как левый цилиндрический кулачок, правый цилиндрический кулачок, большой дисковой кулачок и малый дисковой кулачок в станке для получения железной оправы закрепляются на выступах болтами, закрепление является удобным, а позиционирование является точным.
Краткое описание чертежей
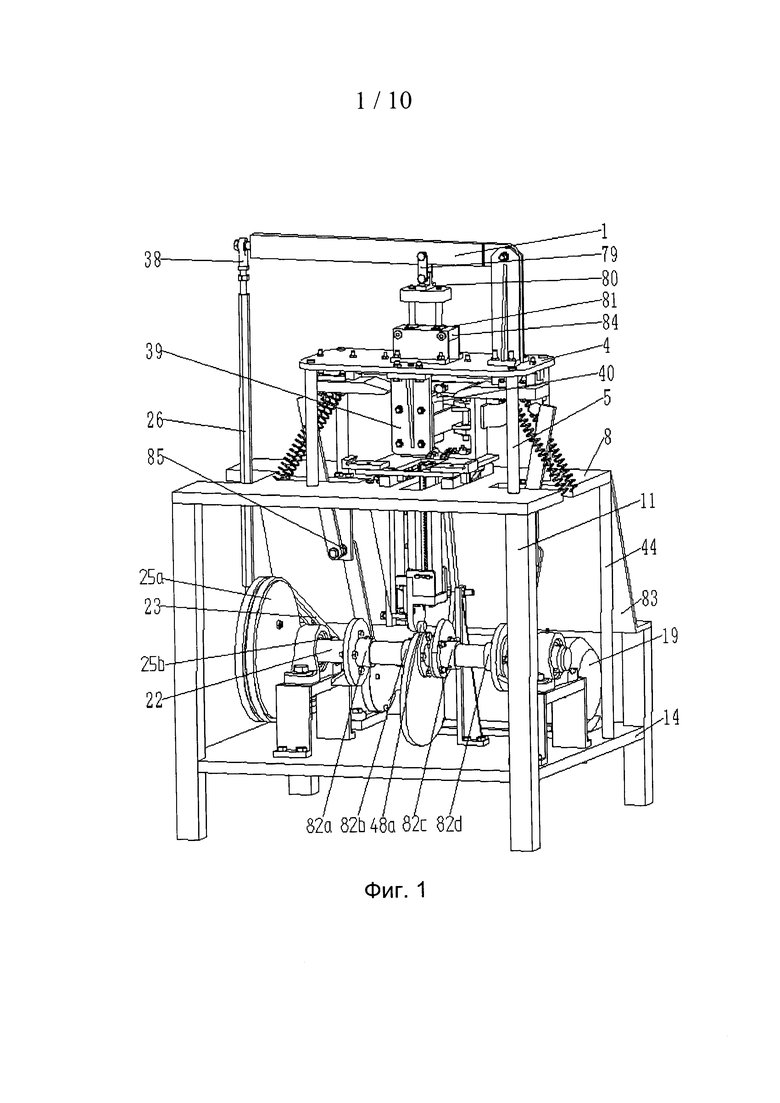
На Фиг. 1 представлена принципиальная схема всего станка в соответствии с настоящим изобретением;
На Фиг. 2 представлен вид спереди станка в соответствии с настоящим изобретением;
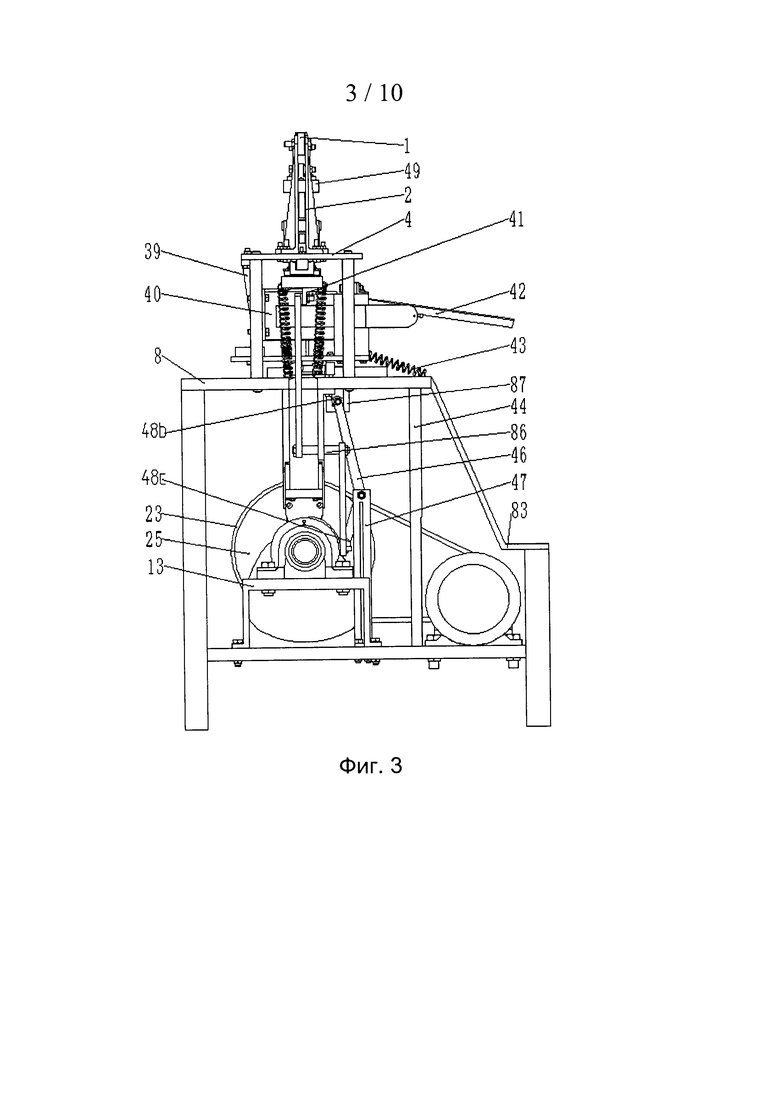
На Фиг. 3 представлен вид справа станка в соответствии с настоящим изобретением;
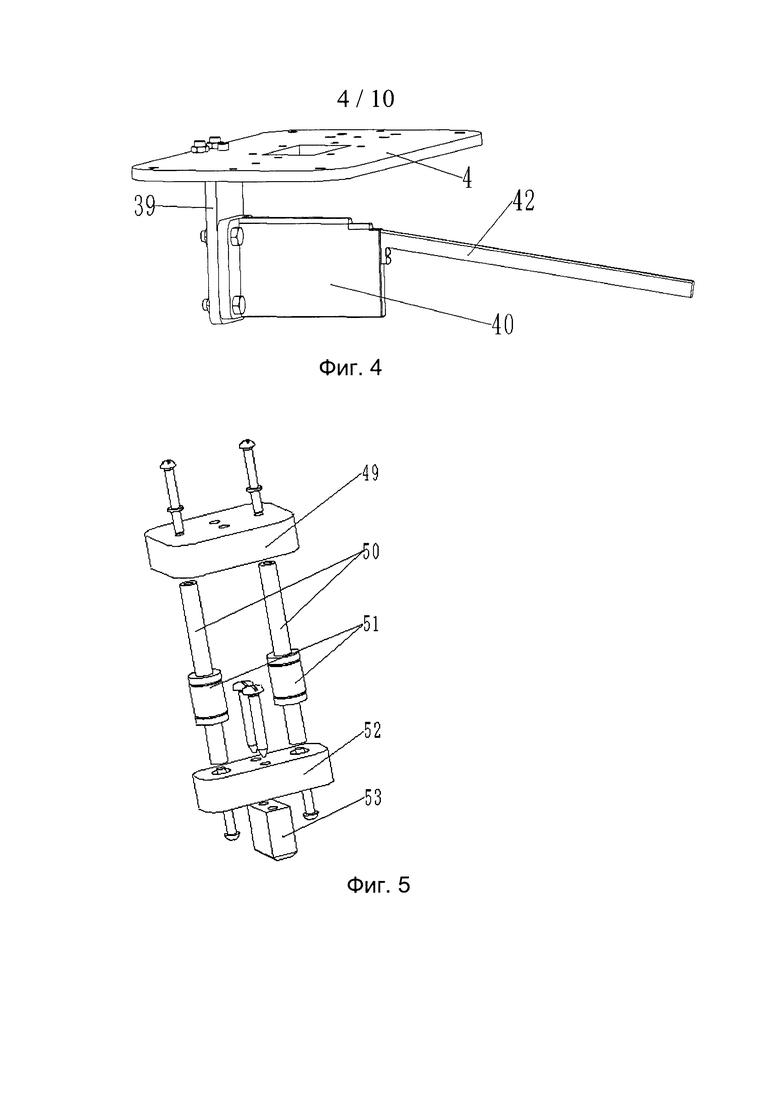
На Фиг. 4 представлена принципиальная структурная схема формирующей заготовки для железной оправы и направляющий раздвижной стержень для железной оправы согласно настоящему изобретению;
На Фиг. 5 представлено изображение с пространственным разделением деталей прижимного механизма для железной оправы согласно настоящему изобретению;
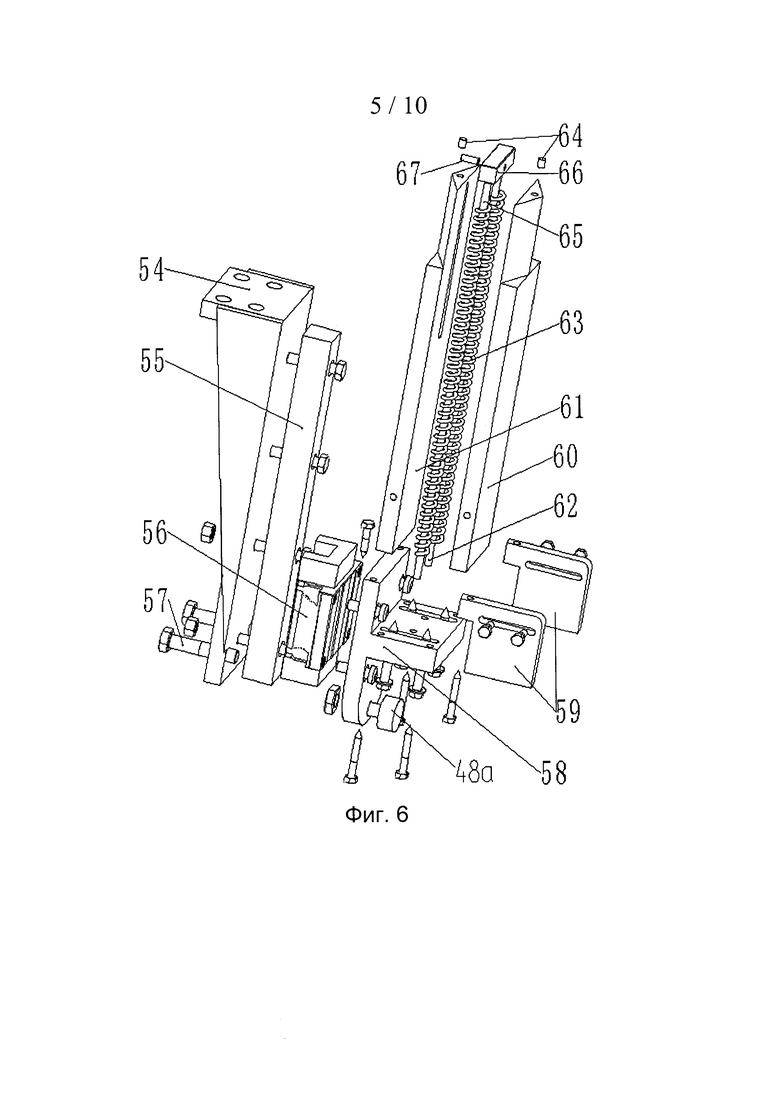
На Фиг. 6 представлено изображение с пространственным разделением компонентов подъемного механизма для железной оправы согласно настоящему изобретению;
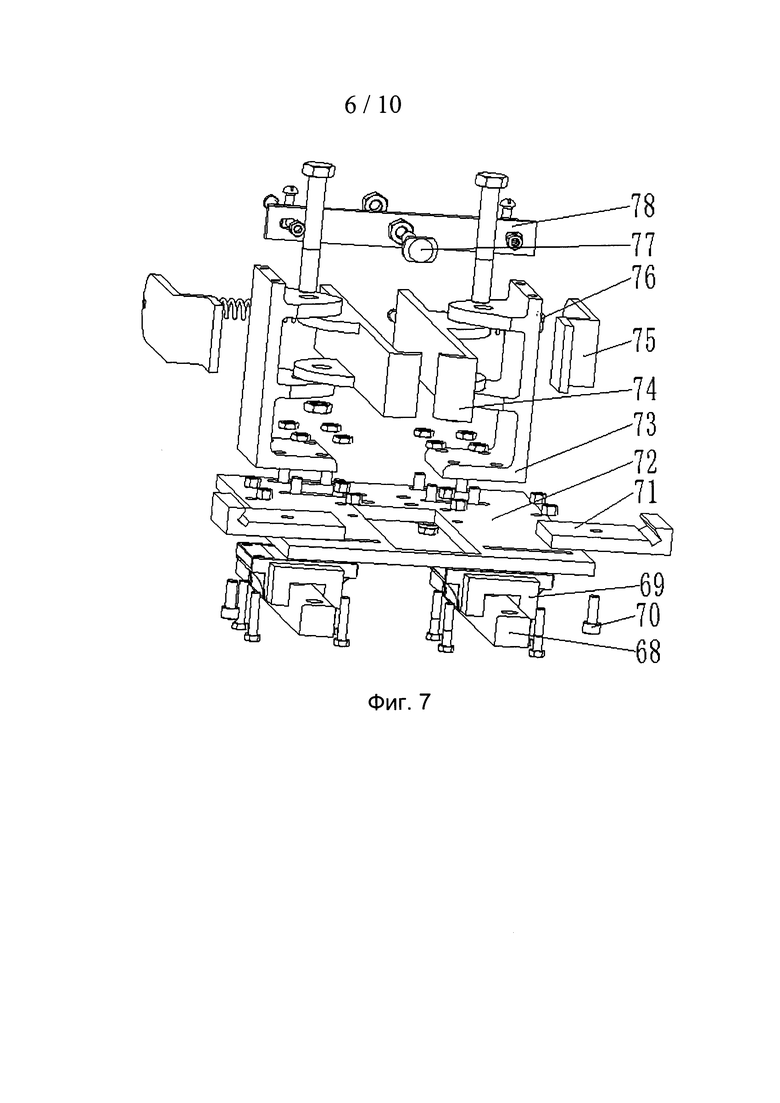
На Фиг. 7 представлено изображение с пространственным разделением компонентов механизма подачи/разгрузки для железной оправы согласно настоящему изобретению;
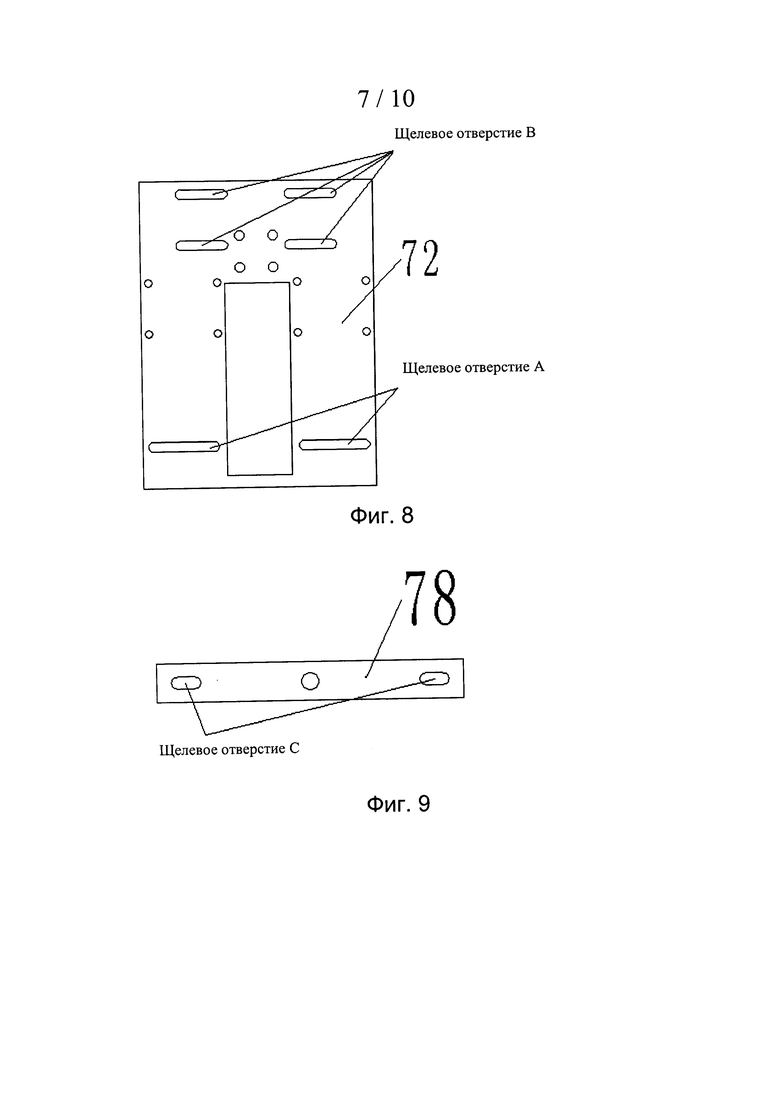
На Фиг. 8 представлена структурная схема пазов в подвижной плите согласно настоящему изобретению;
На Фиг. 9 представлена структурная схема пазов установочной плиты со стопорными болтами для железной оправы согласно настоящему изобретению;
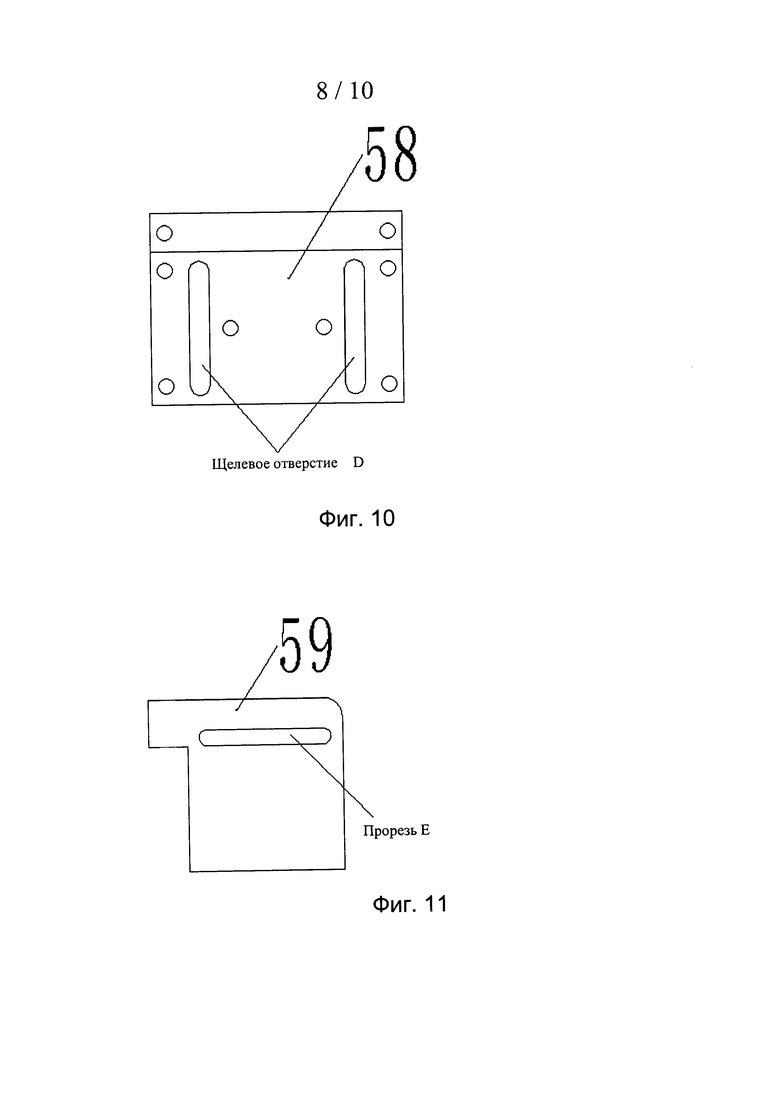
На Фиг. 10 представлена структурная схема пазов в установочном основании подъемного блока согласно настоящему изобретению;
На Фиг. 11 представлена структурная схема пазов в стопорной плите подъемного блока согласно настоящему изобретению;
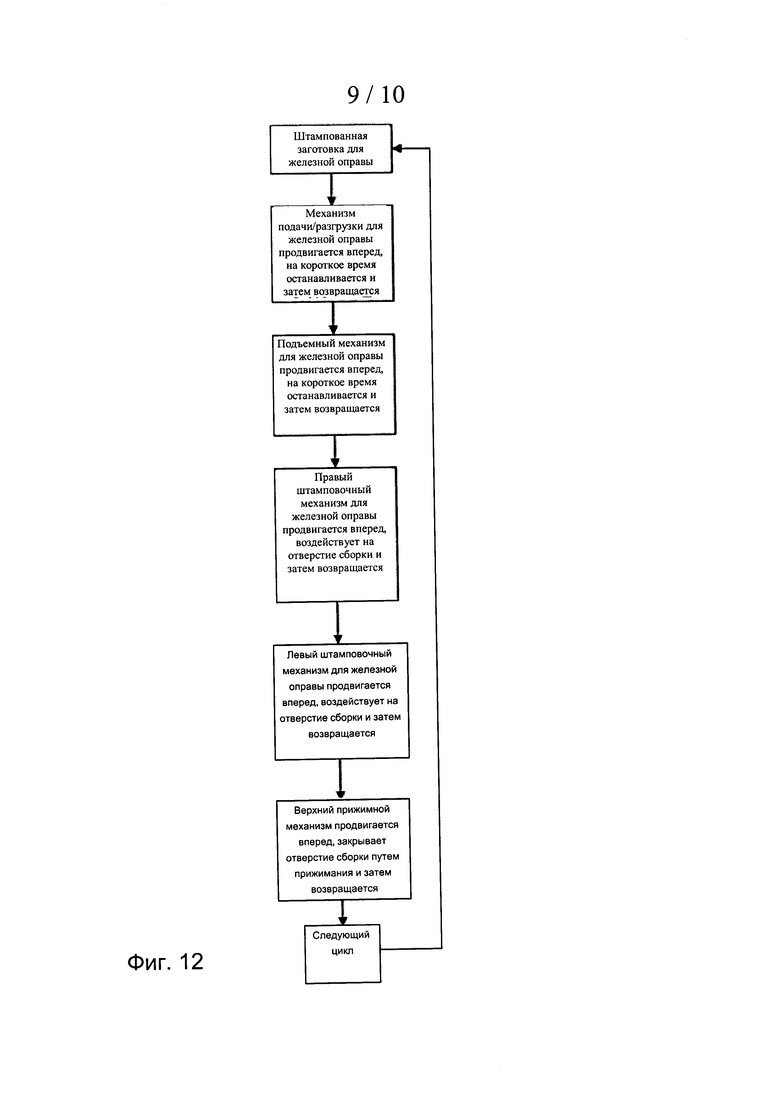
На Фиг. 12 показана блок-схема обработки железной оправы в соответствии с настоящим изобретением;
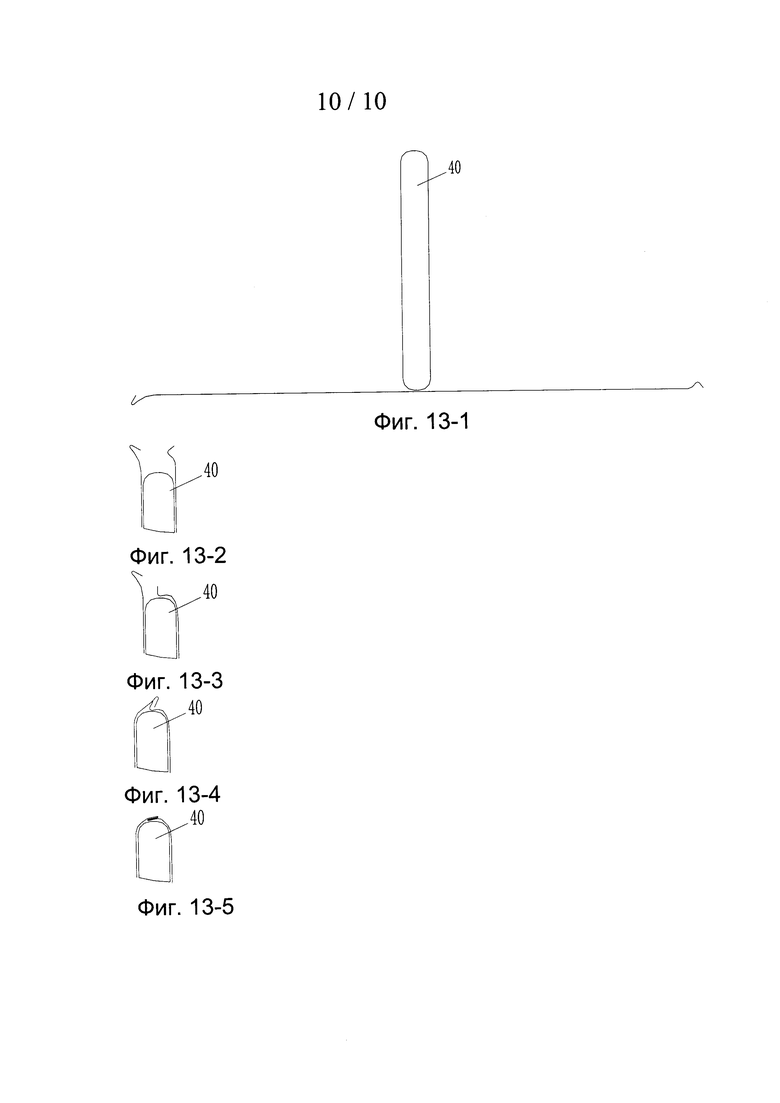
На Фиг. 13-1~13-5 представлены собой структурные схемы процесса формирования железной оправы в соответствии с настоящим изобретением.
Обозначения на чертежах:
1 - прижимной стержень;
2 - опора прижимного стержня;
3 - угловой кронштейн;
4 - верхняя плита;
5 - короткая круглая стойка;
6 - верхний правый шатун;
7 - правая возвратная пружина;
8 - средняя плита;
9 - правое основание;
10 - нижнее правое основание;
11 - стойка;
12 - шарико-подшипниковый узел;
13 - подшипниковый узел установочного кронштейна;
14 - нижняя плита;
15 - правый цилиндрический кулачок;
16 - малый дисковый кулачок;
17 - большой дисковый кулачок;
18 - левый цилиндрический кулачок;
19 - двигатель;
20 - соединительная муфта;
21 - редуктор;
22 - кулачковый распределительный вал;
23 - ремень;
24 - нижняя шарнирная опора;
25а - большой шкив;
25b - малый шкив;
26 - соединительная штанга для шарнирной опоры;
27 - нижний левый шатун;
28 - левое основание;
29 - левая возвратная пружина;
30 - верхний левый шатун;
31 - левый штамповочный элемент;
32 - левая подвижная каретка;
33 - левую линейную рельсовую направляющую;
34 - правую линейную рельсовую направляющую;
35 - правая подвижная каретка;
36 - правый штамповочный элемент;
37 - болт;
38 - верхняя шарнирная опора;
39 - установочное основание для заготовки;
40 - шаблон для формирования железной оправы;
41 - установочное основание для кулачкового следящего элементе
42 - направляющий скользящий стержень для железной оправы;
43 - возвратная пружина;
44 - длинная круглая стойка;
45а - левый поворотный вал;
45b - правый поворотный вал;
46 - плечо шатуна;
47 - опора плеча шатуна;
48а - первый кулачковый следящий элемент;
48b - второй кулачковый следящий элемент;
48с - третий кулачковый следящий элемент;
48d - четвертый кулачковый следящий элемент;
48е - пятый кулачковый следящий элемент;
48f - шестой кулачковый следящий элемент;
48g - седьмой кулачковый следящий элемент;
49 - верхняя установочная плита для направляющих;
50 - направляющий вал;
51 - линейный подшипник;
52 - нижняя установочная плита для направляющих;
53 - прижимная головка;
54 - установочное основание;
55 - первая линейная рельсовая направляющая;
56 - первая подвижная каретка;
57 - стопорной болт;
58 - установочное основание подъемного блока;
59 - стопорная плита подъемного блока;
60 - правый подъемный блок;
61 - левый подъемный блок;
62 - нижний направляющий стержень;
63 - длинная пружина; 64 - магнит;
65 - верхний направляющий стержень;
66 - шпунт;
67 - левый стопорный винт;
68 - вторая линейная рельсовая направляющая;
69 - вторая подвижная каретка;
70 - регулировочный болт;
71 - лоток для материала;
72 - подвижная плита;
73 - установочное основание стержня разгрузки для железной оправы;
74 - стержень разгрузки для железной оправы;
75 - часть листового металла;
76 - короткая пружина;
77 - стопорный болт для железной оправы;
78 - установочная плита стопорного болта для железной оправы;
79 - соединительный стержень;
80 - шарнирное основание;
81 - стопорная плита для линейного подшипника;
82а - первый выступ;
82b - второй выступ;
82с - третий выступ;
82d - четвертый выступ;
83 - задняя крышка корпуса;
84 - установочная плита линейного подшипника;
85 - шариковый подшипник с глубоким желобом;
86 - втулка;
87 - основание скользящей канавки.
Осуществление изобретения
Далее настоящее изобретение будет подробно описано со ссылками на прилагаемые чертежи.
Обеспечиваемый настоящим изобретением станок для получения железной оправы для кистей, выполненный с возможностью изготовления различных моделей кистей для красок содержит: основание, шаблон 40 для формирования железной оправы, расположенный на основании, направляющий скользящий стержень 42 для железной оправы и механизм подачи/разгрузки для железной оправы, расположенный на конце шаблона 40 для формирования железной оправы, нижний подъемный механизм для железной оправы, расположенный под шаблоном 40 для формирования железной оправы, левый штамповочный механизм для железной оправы и правый штамповочный механизм для железной оправы, симметрично расположенные с двух сторон шаблона 40 для формирования железной оправы, и верхний прижимной механизм для железной оправы, расположенный над шаблоном 40 для формирования железной оправы, нижний подъемный механизм для железной оправы, левый штамповочный механизм для железной оправы, правый штамповочный механизм для железной оправы, и верхний прижимной механизм для железной оправы соединены с системой привода, соответственно.
Как показано на Фиг. 1, основание содержит стойки 11, короткие круглые стойки 5, длинные круглые стойки 44, нижнюю плиту 14, среднюю плиту 8, верхнюю плиту 4, и заднюю крышку 83 корпуса. Нижняя плита 14 расположена на четырех стойках 11, средняя плита 8 расположена на стойках 11 и ан длинных круглых стойках 44, верхняя плита 4 закреплена на средней плите 8 посредством четырех коротких круглых стоек 5, а задняя крышка 83 корпуса расположена между нижней плитой 14 и средней плитой 8.
Как показано на Фиг. 1 и 2, система привода содержит двигатель 19, соединительную муфту 20, редуктор 21, малый шкив 25b, большой шкив 25а, ремень 23 и кулачковый распределительный вал 22, двигатель 19 закреплен на нижней пластине 14, редуктор 21 и двигатель 19 аксиально симметрично расположены на нижней пластине 14, выходной вал двигателя 19 соединен с входным валом редуктора 21 посредством соединительной муфты 20, малый шкив 25b расположен на выходном валу редуктора 21, большой шкив 25а расположен на конце кулачкового распределительного вала 22, большой шкив 25а соединен с малым шкивом 25b с помощью ремня 23, кулачковый распределительный вал 22 расположен на шарикоподшипниковом узле 12, а шарикоподшипниковый узел 12 закреплен на нижней плите 14 посредством подшипникового узла установочного кронштейна 13.
Как показано на Фиг. 1, 3 и 4, шаблон 40 для формирования железной оправы закреплен под верхней плитой 4 посредством установочного основания 39 для заготовки, штампованная заготовка железной оправы может быть сформирована на шаблоне 40 для формирования железной оправы, направляющий скользящий стержень 42 для железной оправы закреплен с помощью винтов к одному концу шаблона 40 для формирования железной оправы, и сформированная железная оправа может выскользнуть вдоль направляющего скользящего стержня 42 для железной оправы под действием механизма подачи/разгрузки для железной оправы.
Как показано на Фиг. 1, 2, 3 и 7, механизм подачи/разгрузки для железной оправы содержит малый дисковой кулачок 16, третий выступ 82с, плечо 46 шатуна, опору 47 плеча шатуна, основание 87 скользящей канавки, узел подачи/разгрузки для железной оправы и возвратную пружину 43. Третий выступ 82с закреплен на кулачковом распределительном валу 22 посредством штифта, малый дисковой кулачок 16 закреплен на третьем выступе 82с посредством болтов, плечо 46 шатуна шарнирно прикреплено к опоре 47 плеча шатуна посредством шарнирного болта, а опора 47 плеча шатуна неподвижно расположена на нижней плите 14. Узел подачи/разгрузки для железной оправы содержит вторую линейную рельсовую направляющую 68, вторую подвижную каретку 69, регулировочные болты 70, подвижную плиту 72, лоток 71 для материала, стержень 74 разгрузки для железной оправы, установочнустановочное основание 73 стержня разгрузки для железной оправы, часть 75 листового металла, короткую пружину 76, стопорный болт 77 для железной оправы, и установочную плиту 78 стопорного болта для железной оправы. Вторая линейная рельсовая направляющая 68 прикреплена болтами к средней плите 8, вторая подвижная каретка 69 расположена на второй линейной рельсовой направляющей 68, подвижная плита 72 расположена на второй подвижной кареткае 69, лоток 71 для материала и установочное основание 73 стержня разгрузки для железной оправы закреплены на подвижной плите 72 с помощью регулировочных болтов 70, стержни 74 разгрузки для железной оправы, выполненные с возможностью вращения, расположены на установочном основании 73 стержня разгрузки для железной оправы по обе стороны шаблона 40 для формирования железной оправы, один конец короткой пружины 76 соединен с стержнем 74 разгрузки для железной оправы, а другой конец короткой пружины 76 соединен с частью 75 листового металла, часть 75 листового металла приварена к установочному основанию 73 стержня разгрузки для железной оправы, стопорный болт 77 для железной оправы расположен на установочной плите 78 стопорного болта для железной оправы над стержнем 74 разгрузки для железной оправы, установочная плита 78 стопорного болта для железной оправы закреплена на установочном основании 73 стержня разгрузки для железной оправы посредством углового кронштейна, основание 87 скользящей канавки расположено под подвижной плитой 72, второй кулачковый следящий элемент 48b расположен на верхнем конце плеча 46 шатуна, второй кулачковый следящий элемент 48b соприкасается с основанием 87 скользящей канавки с образованием трения скольжения, третий кулачковый следящий элемент 48с расположен на нижнем конце плеча 46 шатуна, третий следящий элемент 48с соприкасается с малым дисковым кулачком 16 с образованием трения качения, один конец возвратной пружины 43 соединен с подвижной плитой 72, а другой конец возвратной пружины 43 соединен со средней плитой 8, возвратная пружина 43 обеспечивает функции сброса, и подачи и разгрузки узла для железной оправы.
Механизм подачи/разгрузки для железной оправы может перемещаться до и после того, как плечо 46 шатуна качается до и после, т.е. возвращается на этапе хода увеличения малого дискового кулачка 16, и продвигается вперед под воздействием возвратной пружины 43; лоток 71 для материала, стержень 74 разгрузки для железной оправы и стопорный болт 77 для железной оправы установлены на подвижную плиту 72 и перемещаются вместе с подвижной плитой 72, при этом нет никакого относительного движения между любыми двумя из них. Когда механизм подачи/разгрузки продвигается вперед под воздействием возвратной пружины 43, штампованная заготовка железной оправы подается посредством лотка 71 для материала в пространство, находящееся ниже положения сборки; в то же время, железная оправа поднимается из положения сборки стержнем 74 разгрузки для железной оправы на направляющий скользящий стержень 42 для железной оправы; когда механизм подачи/разгрузки возвращается назад, подъемные узлы подъемного механизма для железной оправы заблокируют стержни 74 разгрузки для железной оправы, так что стержни 74 разгрузки для железной оправы будут отклоняться под некоторым углом к установочному основанию 73 стержня разгрузки для железной оправы и возвращаются в исходное положение под воздействием коротких пружин 76; в то же время, стопорный болт 77 для железной оправы прижимает отверстие сборки железной оправы со стороны направляющих скользящих стрежней 42 для железной оправы таким образом, что отверстие сборки полностью закрыто без возникновения отклонения от оси.
В этом варианте реализации, кроме того, несколько щелевых отверстий расположены на подвижной плите 72 узла подачи/разгрузки для железной оправы и установочная плита 78 стопорного болта для железной оправы, и регулировочные болты 70 и угловые кронштейны расположены в щелевых отверстиях; таким образом, расстояние между лотками 71 для материала и расстояние между установочными основаниями 73 стержня разгрузки для железной оправы можно регулировать для того, чтобы было пригодным к железным оправам различных размеров.
Как показано на Фиг. 1, 2 и 6, нижний подъемный механизм для железной оправы содержит большой дисковый кулачок 17, второй выступ 82b и узел подъема железной оправы. Второй выступ 82b закреплен на кулачковом распределительном валу 22 посредством штифта, большой дисковой кулачок 17 закреплен на втором выступе 82b посредством болтов; узел подъема для железной оправы закреплен под средней пластиной 8 посредством установочного основания 54. Узел подъема для железной оправы содержит первую линейную рельсовую направляющую 55, первую подвижную каретку 56, стопорный болт 57, установочное основание 58 подъемного блока, левый подъемный блок 61, правый подъемный блок 60, шпунт 66, магнит 64 и первый кулачковый следящий элемент 48а, верхний конец установочного основания 54 жестко закреплен к средней плите 8, первая линейная рельсовая направляющая 55 размещена на установочном основании 54, первая подвижная каретка 56 расположена на первой линейной рельсовой направляющей 55, стопорный болт 57 расположен на нижнем конце установочного основания 54 и выполняет функцию ограничения положения первой подвижной каретка и 56, установочное основание 58 подъемного блока расположено на первой подвижной каретке 56 посредством болтов, левый подъемный блок 61 и правый подъемный блок 60 расположены на установочном основании 58 подъемного блока посредством винтов, шпунт 66 расположен между левым подъемным блоком 61 и правым подъемным блоком 60, две длинные пружины 63 одинаковой длины расположены под шпунтом 66, верхний направляющий стержень 65 и нижний направляющий стержень 62 расположены по середине двух длинных пружин 63 соответственно, верхний конец верхнего направляющего стержня 65 закреплен на шпунте 66, а нижний конец верхнего направляющего стержня 65 свободен, нижний конец нижнего направляющего стержня 62 проходит через установочное отверстие в установочном основании 58 подъемного блока и жестко закреплен, а верхний конец нижнего направляющего стержня 62 свободен, расстояние между нижний концом верхнего направляющего стержня 65 и верхним концом нижнего направляющего стержня 62 больше, чем ход шпунта 66, т.е. нижний конец верхнего направляющего стержня 65 не придет в соприкосновение с верхним концом нижнего направляющего стержня 62, когда шпунт 66 перемещается к нижнему концу своего хода, верхний направляющий стержень 65 и нижний направляющий стержень 62 идентичны по конструкции, но отличаются длиной, и обеспечивают функцию расположения длинных пружин 62 и направляют деформационные направления длинных пружин 63. Первый кулачковый следящий элемент 48а расположен на нижнем конце установочного основания 58 подъемного блока, и первый кулачковый следящий элемент 48а соприкасается с большим дисковым кулачком 17 с образованием трения качения. Под воздействием большого дискового кулачка 17, первый кулачковый следящий элемент 48а может быть поднят или опущен, так что узел подъема для железной оправы может перемещаться вверх и вниз. Как показано на Фиг. 13-1, когда левый подъемный блок 61 и правый подъемный блок 60 поднимают штампованную заготовку железной оправы для перемещения в пространство под шаблоном 40 для формирования железной оправы и соприкасаются с нижней поверхностью шаблона 40 для формирования железной оправы, штампованная заготовка железной оправы изгибается, и в то же время шпунт 66 плотно прижимает штампованную заготовку железной оправы под воздействием длинных пружин 63. Как показано на Фиг. 13-2, когда левый подъемный блок 61 и правый подъемный блок 60 перемещаются к верхнему концу хода, изгибание штампованной заготовки для железной оправы завершено, и формируется отверстие сборки на верхнем конце штампованной заготовки для железной оправы.
Когда механизм подачи/разгрузки возвращается, т.е. когда механизм подачи/разгрузки возвращается после того, как он поднимает сформированную железную оправу, головные части стержня 74 разгрузки для железной оправы должны обойти незаконченную железную оправу; тем не менее, в этот момент, левый подъемный блок 61 и правый подъемный блок 60 механизма подъема железной оправы не отошли от шаблона 40 для формирования железной оправы; поэтому стержни 74 разгрузки для железной оправы имеют угловое смещение под блокирующим воздействием подъемных блоков и таким образом перемещаются к передней части железной оправы, не повреждая незавершенную железную оправу, так что они могут поднять железную оправу на следующем этапе.
В этом варианте осуществления, кроме того, сильные магниты 64 расположены на верхней части левого подъемного блока 61 и на верхней части правого подъемного блок 60 соответственно, для того, чтобы притягивать железную оправу; стопорные плиты 59 подъемного блока жестко закреплены винтами к боковой стороне левого подъемного блока 61 и боковой стороне правого подъемного блока 60 соответственно, стопорные плиты 59 подъемного блока жестко закреплены с помощью винтов к установочному основанию 58 подъемного блока таким образом, чтобы добавочно жестко закрепить левый подъемный блок 61 и правый подъемный блок 60; кроме того, щелевые отверстия расположены как в установочном основании 58 подъемного блока, так и в стопорных плитах 59 подъемного блока, и винты для соединения левого подъемного блока 61 и правого подъемного блока 60 с установочным основанием 58 подъемного блока и стопорными плитами 59 подъемного блока расположены в щелевых отверстиях, так что может быть отрегулировано расстояние между левым подъемным блоком 61 и правым подъемным блоком 60. Стопорный винт 67 расположен на боковой стороне шпунта 66, а стопорное щелевое отверстие расположено на боковой стороне левого подъемного блока 61; кроме того, стопорный винт 67 может скользить в стопорном щелевом отверстии так, чтобы ограничить ход шпунта 66.
Как показано на Фиг. 1, 2 и 3, левый штамповочный механизм для железной оправы содержит левый цилиндрический кулачок 18, первый выступ 82а, левый узел шатуна, левую линейную рельсовую направляющую 33, левую подвижную каретку 32, левый штамповочный элемент 31, и левую возвратную пружину 29. Первый выступ 82а закреплен на кулачковом распределительном валу 22 посредством штифта, левый цилиндрический кулачок 18 закреплен на первом выступе 82а болтами, левый узел шатуна расположен на левом основании 28, верхний левый шатун 30 и нижний левый шатун 27 левого узла шатуна закреплены по отношению друг к другу, пятый кулачковый следящий элемент 48е расположен на нижнем конце нижнего левого шатуна 27, пятый кулачковый следящий элемент 48е соприкасается с левым цилиндрическим кулачком 18 с образованием трения качения, левая линейная рельсовая направляющая 33 расположена под верхней плитой 4 в перевернутом состоянии, левая подвижная каретка 32 расположена на левой линейной рельсовой направляющей 33, левый штамповочный элемент 31 закреплен на левой подвижной каретке 32 болтами, четвертый кулачковый следящий элемент 48d закреплен под левым штамповочным элементом 31 посредством установочного основания 41 для кулачкового следящего элемента, четвертый кулачковый следящий элемент 48d соприкасается с верхним концом верхнего левого шатуна 30 с образованием трения качения, один конец левой возвратной пружины 29 соединен с левым штамповочным элементом 31, а другой конец левой возвратной пружины 29 соединен со средней плитой 8, левая возвратная пружина 29 обеспечивает функцию возвращения в исходное состояние левого штамповочного элемента 31. При вращении кулачкового распределительного вала 22 левый цилиндрический кулачок 18 на первом выступе 82а может соприкасаться или отходить от пятого кулачкового следящего элемента 48е на нижнем конце нижнего левого шатуна 27. Когда левый цилиндрический кулачок 18 соприкасается с пятым кулачковым следящим элементом 48е, левый цилиндрический кулачок 18 толкает нижний левый шатун 27 и верхний левый шатун 30, приводя их к совместному движению в направлении по часовой стрелке и дальнейшему нажатию на левый штамповочный элемент 31 так, чтобы он перемещался вправо; когда левый цилиндрический кулачок 18 отходит от пятого кулачкового следящего элемента 48е, под воздействием левой возвратной пружины 29 левый штамповочный элемент 31, верхний левый шатун 30 и нижний левый шатун 27 возвращаются в исходное состояние в то же время.
В этом варианте реализации узел левого шатуна содержит верхний левый шатун 30, нижний левый шатун 27, левый поворотный вал 45а, шариковый подшипник 85 с глубоким желобом, втулку 86 и левое основание 28. Левое основание 28 неподвижно расположено под средней плитой 8, шариковый подшипник 85 с глубоким желобом расположен во внутренней части левого основания 28, внешнее кольцо шарикового подшипника 85 с глубоким желобом соединено с левым основанием 28 в одно целое, левый поворотный вал 45а проходит через шариковый подшипник 85 с глубоким желобом и затем закрепляется на внутреннем кольце шарикового подшипника 85 с глубоким желобом посредством плеча вала и втулки 86, один конец левого поворотного вала 45а соединен с нижним концом верхнего левого шатуна 30, а другой конец левого поворотного вала 45а соединен с верхним концом нижнего левого шатуна 27, при этом нет никакого относительного вращения между верхним левым шатуном 30 и нижним левым шатуном 27.
Как показано на Фиг. 1, 2 и 3, правый штамповочный механизм для железной оправы содержит правый цилиндрический кулачок 15, четвертый выступ 82d, правый узел шатуна, правую линейную рельсовую направляющую 34, правую подвижную каретку 35, правый штамповочный элемент 36, и правую возвратную пружину 7. Правый узел шатуна содержит верхний правый шатун 6, нижний правый шатун 10, правый поворотный вал 45b и правое основание 9, седьмой кулачковый следящий элемент 48д расположен на нижнем конце нижнего правого шатуна 10, шестой кулачковый следящий элемент 48f закреплен под правым штамповочным элементом 36 посредством установочного основания 41 для кулачкового следящего элемента; правый штамповочный механизм для железной оправы и левый штамповочный механизм для железной оправы идентичны по конструкции и расположены симметрично, при этом правый штамповочный механизм для железной оправы устанавливается таким же образом, что и левый штамповочный механизм для железной оправы.
Как показано на Фиг. 13-3 и 13-4, правый штамповочный элемент 36 перемещается влево для того, чтобы ударить правую часть отверстия сборки для железной оправы, левый штамповочный элемент 31 перемещается вправо для того, чтобы ударить левую часть отверстия сборки для железной оправы, так что левая часть и правая часть отверстия сборки закрываются вместе.
Как показано на Фиг. 1, 2 и 5, верхний механизм прижимания для железной оправы содержит нижнюю шарнирную опору 24, верхнюю шарнирную опору 38, соединительную штангу 26 для шарнирной опоры, прижимной стержень 1, соединительный стержень 79, шарнирное основание 80 и узел прижимания головки. Нижняя шарнирная опора 24 закреплена на большом шкиве 25а посредством болтов 37, втулка вала расположена между нижней шарнирной опорой 24 и большим шкивом 25а, верхняя шарнирная опора 38 закреплена на левом конце прижимного стержня 1 посредством болтов, втулка вала расположена между верхней шарнирной опорой 38 и прижимным стержнем 1, верхняя шарнирная опора 38 соединена с нижней шарнирной опорой 24 посредством соединительной штанги 26 для шарнирной опоры, правый конец прижимного стержня 1 шарнирно соединен с опорой 2 прижимного стержня посредством оси шарнира, опора 2 прижимного стержня неподвижно размещена на верхней плите 4, и узел прижимной головки соединен с прижимным стержнем 1 посредством соединительного стержня 79. При вращении кулачкового распределительного вала 22, большой шкив 25а управляет движением вверх и вниз прижимного стержня 1 посредством соединительной штанги 26, и узел прижимной головки двигается вверх и вниз по мере того, как прижимной стержень 1 движется вверх и вниз. Когда прижимная головка 53 перемещается к нижнему концу своего хода, т.е. в определенном положении над шаблоном 40 для формирования железной опоры, завершается закрытие отверстия сборки на верхнем конце штампованной заготовки для железной опоры.
В этом варианте реализации узел прижимной головки содержит направляющий вал 50, верхнюю установочную плиту 49 для направляющего вала, нижнюю установочную плиту 52 для направляющего вала, линейный подшипник 51, установочную плиту 84 линейного подшипника, стопорную плиту 81 для линейного подшипника и прижимную головку 53. Установочная плита 84 линейного подшипника закреплена на верхней плите 4 посредством углового кронштейна 3, лиейный подшипник 51 расположен на установочной плите 84 линейного подшипника посредством стопорной плиты 81 для линейного подшипника, направляющий вал 50 проходит через лиейный подшипник 51 и расположен между верхней установочной плитой 49 для линейного подшипника и нижней установочной плитой 52 для линейного подшипника, основание 80 шарнира расположено над верхней установочной плитой 49 для линейного подшипника посредством винтов, прижимная головка 53 расположена под нижней установочной плитой 52 для линейного подшипника посредством винтов, один конец соединительного стержня 79 шарнирно соединен с прижимным стержнем 1 посредством оси шарнира, а второй конец соединительного стержня 79 шарнирно соединен с шарнирным основанием 80 посредством оси шарнира.
В этом варианте реализации необходимо соблюдать следующие требования по монтажу: во время сборки станка, относительные углы между большим шкивом 25а, левым цилиндрическим кулачком 18, правым цилиндрическим кулачком 15, большим дисковым кулачком 17 и малым дисковым кулачком 16 на кулачковом распределительном валу 22 должен быть строго согласованы, так чтобы механизмы могли совместно работать. После того, как станок собран, относительное расположение механизмов должно быть показано на Фиг. 1, прижимная головка 53 верхнего прижимного механизма для железной оправы находится на верхнем конце своего хода, левый подъемный блок 61 и правый подъемный блок 62 нижнего подъемного механизма для железной оправы находятся на нижних концах своих ходов, левый штамповочный элемент 31 левого штамповочного механизма а для железной оправы находится на левом конце своего хода, правый штамповочный элемент 36 правого штамповочного механизма для железной оправы находится на правом конце своего хода, лоток 71 для материала механизма подачи/разгрузки для железной оправы находятся на передних концах своих ходов.
Как показано на Фиг. 12, в настоящем изобретении способ производства железной оправы для кисти, заключает в себя следующие этапы:
(1) штампованную заготовку для железной оправы загружают в лоток 71 для материал механизма подачи/разгрузки для железной оправы: она может быть загружена вручную или автоматически;
(2) механизм подачи/разгрузки для железной оправы движется вперед, затем на короткое время останавливается, а затем возвращается: механизм подачи/разгрузки для железной оправы возвращается на этапе хода увеличения малого дискового кулачка 16, на короткое время останавливается в ближней точке покоя, продвигается вперед под воздействием возвратной пружины 43 в обратном направлении хода, и останавливается на короткое время в дальней точке покоя; в процессе продвижения вперед выполняется подача заготовки из лотка 71 для материала, т.е. штампованная заготовка для железной оправы подается в пространство под положением сборки, и стержни 74 разгрузки для железной оправы выполняют разгрузку железной оправы, т.е. поднимают железную оправу из положения сборки так, чтобы железная оправа скользила вдоль направляющего скользящего стержня 42 для железной оправы; в процессе возвращения, механизм подачи/разгрузки для железной оправы возвращается в исходное положение;
(3) нижний подъемный механизм для железной оправы продвигается вперед, останавливается на короткое время, а затем возвращается: нижний подъемный механизм железной оправы продвигается вперед на этапе хода увеличения большого дискового кулачка 17, на короткое время останавливается в дальней точке покоя, возвращается под воздействием силы тяжести во время обратного хода, и на короткое время останавливается в ближней точке покоя; когда осуществляется подача штампованной заготовки для железной оправы в пространство под положением сборки (т.е. сразу над подъемными блоками), нижний подъемный механизм для железной оправы продвигается вперед и поднимает штампованную заготовку для железной оправы положению сборки на шаблоне 40 для формирования железной оправы, таким образом, что штампованная заготовка для железной оправы изгибается; после остановки на короткое время, нижний подъемный механизм для железной оправы возвращается под воздействием силы тяжести;
(4) правый штамповочный механизм для железной оправы продвигается вперед, воздействует на отверстие сборки, а затем возвращается: после того, как штампованная заготовка для железной оправы изгибается, правый штамповочный механизм продвигается вперед и правый штамповочный элемент 36 воздействует на отверстие сборки; правый штамповочный механизм для железной оправы возвращается после воздействия;
(5) левый штамповочный механизм для железной оправы продвигается вперед, воздействует на отверстие сборки, а затем возвращается: в подходящий момент времени после того, как правый штамповочный механизм для железной оправы продвигается вперед достижения, левый штамповочный механизм продвигается вперед и левый штамповочный элемент 31 воздействует на отверстие сборки; левый штамповочный механизм для железной оправы возвращается после воздействия;
(6) верхний прижимной механизм продвигается вперед, выполняет прижимную операцию, а затем возвращается: после того, как левый штамповочный механизм для железной оправы завершает воздействие на штампованную заготовку для железной оправы, верхний прижимной механизм продвигается вперед, прижимает отверстие сборки, а затем возвращается;
(7) повторение операций в автоматическом цикле: После того, как верхний прижимной механизм завершает прижимание отверстия сборки, производственный процесс возвращается к первому шагу для изготовления следующей железной оправы, и производственный процесс продолжается на следующем цикле.
Как показано на Фиг. 1, 8, 9, 10 и 11, для того чтобы изготовления различных моделей железных оправ, можно осуществить регулировку следующим образом в соответствии с размерами железной оправы:
(1) заменяют шаблон 40 для формирования железной оправы на шаблон соответствующих размеров, и заменяют левый штамповочный элемент 31 и правый штамповочный элемент 36 на штамповочные элементы соответствующих размеров;
(2) расстояние лотков 71 для материала регулируется с помощью разрезов А в подвижный плитах 72;
(3) расстояние установочного основания 73 стержня разгрузки для железной оправы регулируется с помощью разреза B в подвижной плите 72 и разреза С в установочной плите 78 стопорного болта для железной оправы;
(4) расстояние между левым подъемным блоком 61 и правым подъемным блоком 60 регулируется с помощью разреза D в установочном основании 58 подъемного блока и разреза Е в стопорной плите 59 подъемного блока.
Хотя настоящее изобретение было проиллюстрировано и описано со ссылкой на некоторые предпочтительные варианты реализации, настоящее изобретение не может быть ограничено ими. Специалистам в данной области техники должно быть понятно, что различные изменения и модификации могут быть сделаны без отступления от сущности и объема защиты настоящего изобретения. Все такие изменения и модификации должны рассматриваться как находящиеся в защищаемом объеме настоящего изобретения.

Изобретение относится к области оборудования для изготовления железных оправ для кистей. Станок содержит основание, шаблон для формирования оправы, расположенный на основании, направляющий скользящий стержень для железной оправы и механизм подачи/разгрузки оправы, расположенный на конце шаблона, нижний подъемный механизм оправы, расположенный под шаблоном, штамповочные механизмы оправы, симметрично расположенные с двух сторон от шаблона, верхний прижимной механизм оправы, расположенный над шаблоном, нижний подъемный механизм оправы, штамповочные механизмы и верхний прижимной механизм связаны с приводной системой. Использование изобретения позволяет упростить эксплуатацию станка, повысить эффективность изготовления оправ и уменьшить загрязнение окружающей среды. 6 з.п. ф-лы, 13 ил.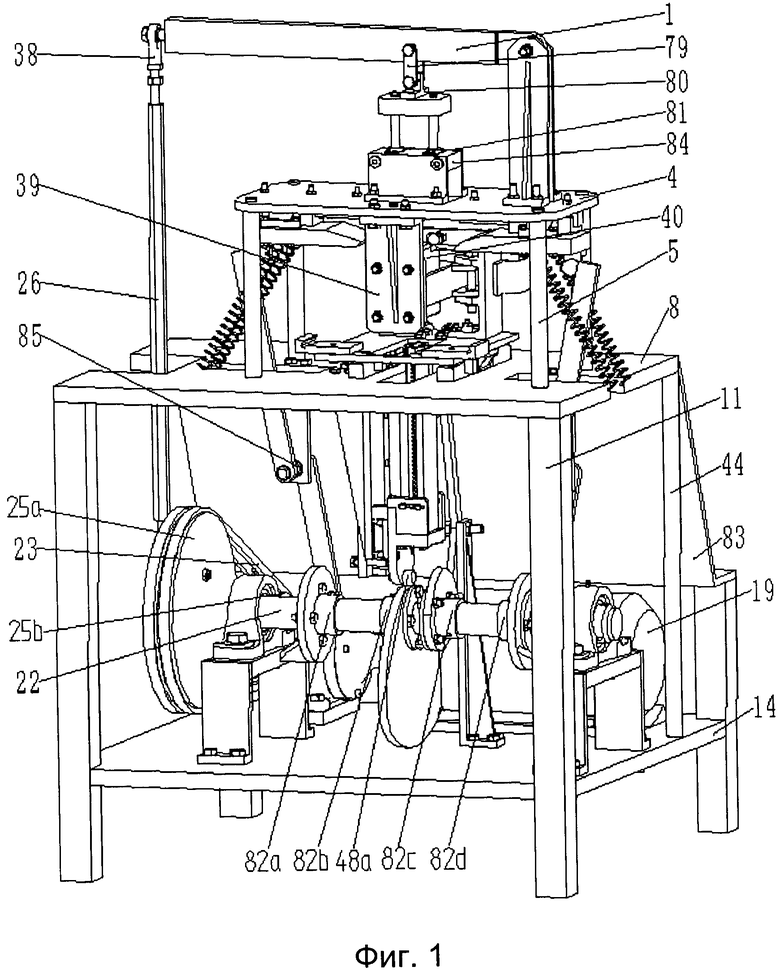
1. Станок для изготовления железной оправы для кисти, содержащий
основание, шаблон (40) для формирования железной оправы, расположенный на основании, направляющий скользящий стержень (42) для железной оправы и механизм подачи/разгрузки железной оправы, расположенный на конце шаблона (40), нижний подъемный механизм железной оправы, расположенный под шаблоном (40),
два штамповочных механизма железной оправы, симметрично расположенных с двух сторон от шаблона (40),
верхний прижимной механизм железной оправы, расположенный над шаблоном (40), и
приводную систему, связанную соответственно с упомянутыми нижним подъемным механизмом, штамповочными механизмами и верхним прижимным механизмом, при этом
приводная система включает в себя двигатель (19), соединительную муфту (20), редуктор (21), два шкива (25а) и (25b), соединенных посредством ремня (23), и кулачковый распределительный вал (22), причем
один из шкивов (25а) выполнен с большим диаметром, чем другой шкив (25b), двигатель (19) и редуктор (21) закреплены на основании, выходной вал двигателя (19) соединен с входным валом редуктора (21) посредством соединительной муфты (20),
шкив (25b) с меньшим диаметром расположен на выходном валу редуктора (21), шкив (25а) с большим диаметром расположен на конце кулачкового распределительного вала (22), а
кулачковый распределительный вал (22) установлен в шарикоподшипниковом узле (12), который расположен на основании, при этом
механизм подачи/разгрузки железной оправы включает в себя дисковой кулачок (16), плечо (46) шатуна, опору (47) плеча шатуна, основание (87) со скользящей канавкой, узел подачи/разгрузки железной оправы и возвратную пружину (43), причем
дисковой кулачок (16) установлен на третьем выступе (82с), расположенном на кулачковом распределительном валу (22),
плечо (46) шатуна шарнирно прикреплено к опоре (47) плеча шатуна, а опора (47) плеча шатуна установлена на основании, при этом
узел подачи/разгрузки железной оправы включает в себя вторую линейную рельсовую направляющую (68), вторую подвижную каретку (69), регулировочные болты (70), подвижную плиту (72), лоток (71) для материала, стержни (74) разгрузки железной оправы, установочные основания (73) стержня разгрузки, деталь (75) из листового металла, пружину (76), стопорный болт (77) и установочную плиту (78) стопорного болта, причем вторая линейная рельсовая направляющая (68) прикреплена болтами к основанию, вторая подвижная каретка (69) расположена на второй линейной рельсовой направляющей (68),
подвижная плита (72) расположена на второй подвижной каретке (69),
лоток (71) для материала и установочные основания (73) стержня разгрузки железной оправы расположены на подвижной плите (72),
стержни (74) разгрузки установлены с возможностью вращения на установочных основаниях (73) по обе стороны от шаблона (40) для формирования железной оправы, один конец пружины (76) соединен со стержнями (74) разгрузки, а другой конец пружины (76) соединен с деталью (75) из листового металла, которая расположена на установочном основании (73),
стопорный болт (77) железной оправы расположен на установочной плите (78) над стержнями (74) разгрузки,
установочная плита (78) стопорного болта расположена на установочном основании (73) стержня разгрузки,
основание (87) со скользящей канавкой расположено под подвижной плитой (72), на верхнем конце плеча (46) шатуна установлен второй кулачковый следящий элемент (48b) с возможностью скользящего взаимодействия с основанием (87) со скользящей канавкой,
на нижнем конце плеча (46) шатуна установлен третий кулачковый следящий элемент (48с), взаимодействующий с возможностью качения с дисковым кулачком (16),
один конец возвратной пружины (43) соединен с подвижной плитой (72), а другой конец возвратной пружины (43) соединен с основанием, при этом
нижний подъемный механизм железной оправы включает в себя дисковый кулачок (17), выполненный с большим размером, чем кулачок (16) механизма подачи/разгрузки железной оправы и узел подъема железной оправы, причем
дисковой кулачок (17) установлен на втором выступе (82b), расположенном на кулачковом распределительном валу (22),
узел подъема железной оправы включает в себя первую линейную рельсовую направляющую (55), первую подвижную каретку (56), стопорный болт (57), установочное основание (58) подъемного блока, два подъемных блока (60) и (61), шпунт (66), магнит (64) и первый кулачковый следящий элемент (48а),
верхний конец установочного основания (54) прикреплен к основанию, первая линейная рельсовая направляющая (55) расположена на установочном основании (54),
первая подвижная каретка (56) расположена на первой линейной рельсовой направляющей (55),
стопорный болт (57) расположен на нижнем конце установочного основания (54),
установочное основание (58) подъемного блока расположено на первой подвижной каретке (56),
подъемные блоки (60) и (61) расположены на установочном основании (58) подъемного блока,
шпунт (66) расположен между подъемными блоками (60) и (61),
под шпунтом (66) установлены две пружины (63), выполненные более длинными, чем упомянутая пружина (76),
верхний направляющий стержень (65) и нижний направляющий стержень (62) расположены по середине двух пружин (63) соответственно,
верхний конец верхнего направляющего стержня (65) закреплен на шпунте (66), нижний конец нижнего направляющего стержня (62) проходит через установочное отверстие в установочном основании (58) подъемного блока и жестко закреплен,
первый кулачковый следящий элемент (48а) установлен на нижнем конце установочного основания (58) подъемного блока и взаимодействует с возможностью качения с дисковым кулачком (17), при этом
штамповочные механизмы железной оправы выполнены идентично и включают в себя
цилиндрический кулачок (18), узел шатуна, линейную рельсовую направляющую (33), подвижную каретку (32), штамповочный элемент (31) и возвратную пружину (29), причем
цилиндрический кулачок (18) установлен на первом выступе (82а), расположенном на кулачковом распределительном валу (22),
узел шатуна расположен на основании (28),
верхний шатун (30) и нижний шатун (27) узла шатуна закреплены относительно друг друга,
на нижнем конце нижнего шатуна (27) установлен пятый кулачковый следящий элемент (48е), который взаимодействует с возможностью качения с цилиндрическим кулачком (18), линейная рельсовая направляющая (33) расположена на основании, подвижная каретка (32) расположена на линейной рельсовой направляющей (33), штамповочный элемент (31) прикреплен к подвижной каретке (32) болтами, под штамповочным элементом (31) посредством установочного основания (41) установлен четвертый кулачковый следящий элемент (48d), который взаимодействует с возможностью качения с верхним концом верхнего шатуна (30),
один конец возвратной пружины (29) соединен с штамповочным элементом (31), а другой конец возвратной пружины (29) соединен с основанием, при этом
верхний механизм прижимания железной оправы включает в себя нижнюю шарнирную опору (24), верхнюю шарнирную опору (38), соединительную штангу (26) для шарнирной опоры, прижимной стержень (1), соединительный стержень (79), шарнирное основание (80) и узел прижимания головки, причем
нижняя шарнирная опора (24) расположена на шкиве (25а), между нижней шарнирной опорой (24) и шкивом (25а) расположена втулка вала (22),
верхняя шарнирная опора (38) расположена на одном конце прижимного стержня (1) и соединена с нижней шарнирной опорой (24) посредством соединительной штанги (26) для шарнирной опоры,
другой конец прижимного стержня (1) шарнирно соединен с опорой (2) прижимного стержня, которая неподвижно прикреплена к основанию, а
узел прижимной головки соединен с прижимным стержнем (1) посредством соединительного стержня (79).
2. Станок по п. 1, отличающийся тем, что
основание содержит стойки (11), круглые стойки (5), круглые стойки (44), выполненные с большей длиной, чем стойки (5), нижнюю плиту (14), среднюю плиту (8), верхнюю плиту (4) и заднюю крышку (83) корпуса, причем нижняя плита (14) расположена на стойках (11),
средняя плита (8) расположена на стойках (11) и на более длинных круглых стойках (44),
верхняя плита (4) установлена на средней плите (8) посредством четырех круглых стоек (5), а
задняя крышка (83) корпуса расположена между нижней плитой (14) и средней плитой (8).
3. Станок по п. 1, отличающийся тем, что
на верхней части подъемного блока (61) и на верхней части подъемного блока (60) установлены магниты (64).
4. Станок по п. 1, отличающийся тем, что
к установочному основанию (58) подъемного блока, к боковой стороне подъемного блока (61) и боковой стороне подъемного блока (60) прикреплены винтами стопорные плиты (59) подъемного блока, а
в установочном основании (58) подъемного блока и в стопорных плитах (59) подъемного блока выполнены щелевые отверстия.
5. Станок по п. 1, отличающийся тем, что
на боковой стороне шпунта (66) расположен стопорный винт (67), а на боковой стороне подъемного блока (61) расположено стопорное щелевое отверстие.
6. Станок по п. 1, отличающийся тем, что
узел шатуна содержит верхний шатун (30), нижний шатун (27), поворотный вал (45а), шариковый подшипник (85) с желобом, втулку (86) и основание (28), причем
основание (28) прикреплено к основанию станка, шариковый подшипник (85) с желобом расположен во внутренней части основания (28),
внешнее кольцо шарикового подшипника (85) с желобом соединено с основанием (28) в одно целое, поворотный вал (45а) проходит через шариковый подшипник (85) с желобом и установлен на внутреннем кольце шарикового подшипника (85) с желобом посредством плеча вала и втулки (86),
один конец поворотного вала (45а) соединен с нижним концом верхнего шатуна (30), а другой конец поворотного вала (45а) соединен с верхним концом нижнего шатуна (27).
7. Станок по п. 1, отличающийся тем, что
узел прижимной головки содержит направляющий вал (50), верхнюю установочную плиту (49) для направляющего вала, нижнюю установочную плиту (52) для направляющего вала, линейный подшипник (51), установочную плиту (84) линейного подшипника, стопорную плиту (81) для линейного подшипника и прижимную головку (53), при этом
установочная плита (84) линейного подшипника закреплена на основании станка посредством углового кронштейна (3),
линейный подшипник (51) установлен на установочной плите (84) линейного подшипника посредством стопорной плиты (81) для линейного подшипника,
направляющий вал (50) проходит через линейный подшипник (51) и расположен между верхней установочной плитой (49) и нижней установочной плитой (52),
над верхней установочной плитой (49) посредством винтов закреплено шарнирное основание (80),
прижимная головка (53) закреплена посредством винтов под нижней установочной плитой (52),
один конец соединительного стержня (79) шарнирно соединен с прижимным стержнем (1), а второй конец соединительного стержня (79) шарнирно соединен с шарнирным основанием (80).
| CN 203575886 U, 07.05.2014 | |||
| Станок для соединения тонкостенных фасонных деталей | 1989 |
|
SU1676721A1 |
| ИНСТРУМЕНТ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПЛАСТИН | 2002 |
|
RU2306193C2 |
| DE 102012024558 A1, 18.06.2014 | |||
| CN 103181679 A, 03.07.2013. | |||

