Изобретение относится к муфтовым резьбовым соединениям обсадных труб и может быть использовано для соединения элементов колонн обсадных труб, применяемых для строительства вертикальных, наклонно-направленных и горизонтальных скважин на нефтяных, газовых, газоконденсатных месторождениях.
Обсадные трубы для нефтяных, газовых и газоконденсатных скважин эксплуатируются в сложных условиях - при значительных разнонаправленных комбинированных механических нагрузках (растяжение, сжатие, изгиб, кручение). В связи с этим, основным требованием к резьбовым соединениям обсадных труб является сохранение герметичности соединения, в том числе газовой, при высоких уровнях механических нагрузок.
Кроме того, в связи со сборкой резьбовых соединений обсадных труб в «полевых» условиях, необходимым их свойством являются высокие характеристики свинчиваемости - быстрота и легкость сборки и разборки соединения, надежная центровка, стабилизация элементов соединения друг относительно друга, выдерживание многократных свинчиваний-развинчиваний без повреждений контактирующих поверхностей резьбы, уплотнительных и упорных торцевых поверхностей.
Известно резьбовое соединение обсадных труб, принятое в качестве прототипа, содержащее охватываемый и охватывающий элементы, на концах которых на наружной и внутренней поверхностях, соответственно, выполнены трапецеидальные конические резьбы и образующие внутренний узел уплотнения уплотнительные и упорные торцевые поверхности. Трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с вершинами и впадинами профиля витка резьб, параллельными осевой линии резьбы. Уплотнительные поверхности на охватываемом и охватывающем элементах выполнены в виде сферических поверхностей, вогнутой и выпуклой, соответственно (RU 2639343, Е21В 17/042, Е21В 17/08, F16L 15/00, опубл. 21.12.2017).
Однако указанное резьбовое соединение обсадных труб не обеспечивает герметичность соединения (в частности, газовую) при воздействии комбинированных разнонаправленных механических нагрузок. Заклинивание соединения на начальном этапе свинчивания, повреждение уплотнительных поверхностей соединения (образование задиров) при эксплуатации соединения и воздействии механических нагрузок высокого уровня ведет к потере герметичности соединения.
Технический результат, обеспечиваемый заявляемым изобретением, заключается в высокой степени герметичности соединения при воздействии комбинированных разнонаправленных механических нагрузок, достигаемой за счет улучшенных характеристик свинчиваемости соединения - предотвращения заклинивания соединения на начальном этапе свинчивания и отсутствия повреждений уплотнительных поверхностей.
Указанный технический результат обеспечивается за счет того, что резьбовое соединение обсадных труб содержит охватываемый и охватывающий элементы, на концах которых на наружной и внутренней поверхностях, соответственно, выполнены трапецеидальные конические резьбы и образующие внутренний узел уплотнения уплотнительные и упорные торцевые поверхности. Вершины и впадины профиля витка резьб охватываемого и охватывающего элементов выполнены параллельными осевой линии резьбы. Согласно изобретению, внутренний узел уплотнения снабжен дополнительными поверхностями, расположенными между уплотнительными и упорными торцевыми поверхностями, при этом дополнительные поверхности выполнены в виде конической поверхности на охватывающем элементе и в виде конической или выпуклой сферической поверхности на охватываемом элементе. Переход от уплотнительных поверхностей к дополнительным поверхностям выполнен в виде вогнутой сферической поверхности на охватываемом элементе и выпуклой сферической поверхности на охватывающем элементе.
В частном случае выполнения трапецеидальные резьбы охватываемого и охватывающего элементов выполнены с конусностью 1:18.
В частном случае выполнения трапецеидальные резьбы охватываемого и охватывающего элементов выполнены с конусностью 1:12.
В частном случае выполнения трапецеидальные резьбы охватываемого и охватывающего элементов выполнены с конусностью 1:8.
В частном случае выполнения трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с шагом 8,467 мм.
В частном случае выполнения трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с шагом 5,08 мм.
В частном случае выполнения трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с углом наклона закладной грани профиля витка 13-И 7° к нормали осевой линии резьбы.
В частном случае выполнения трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с углом наклона опорной грани профиля витка от -3 до -7° к нормали осевой линии резьбы.
В частном случае выполнения торцевые поверхности охватываемого и охватывающего элементов выполнены под углом 8÷2° к нормали осевой линии резьбы.
В частном случае выполнения уплотнительные поверхности охватываемого и охватывающего элементов выполнены коническими с углом наклона 11÷14° к осевой линии резьбы.
В частном случае выполнения уплотнительные поверхности выполнены в виде выпуклой сферической поверхности радиусом 125÷200 мм на охватываемом элементе и конической поверхности с углом наклона 11-44° к осевой линии резьбы на охватывающем элементе.
В частном случае выполнения переход от вершины к закладной грани профиля витка резьб охватываемого и охватывающего элементов выполнен в виде сложной поверхности, состоящей из двух сферических поверхностей, имеющих различные радиусы.
В частном случае выполнения радиус сферической поверхности, прилегающей к вершине профиля витка резьб охватываемого и охватывающего элементов, выполнен равным 0,2÷10,5 мм, а радиус сферической поверхности, прилегающей к закладной грани профиля витка резьб охватываемого и охватывающего элементов, выполнен равным 1,1÷1,3 мм.
В частном случае выполнения дополнительные поверхности охватываемого и охватывающего элементов выполнены коническими с углом наклона 3÷6° к осевой линии резьбы.
В частном случае выполнения дополнительные поверхности охватываемого и охватывающего элементов выполнены в виде выпуклой сферической поверхности радиусом 9÷100 мм на охватываемом элементе и конической поверхности с углом наклона 3÷6° к осевой линии резьбы на охватывающем элементе.
В частном случае выполнения вогнутая сферическая поверхность, соединяющая уплотнительную и дополнительную поверхности охватываемого элемента, выполнена радиусом 3÷5 мм.
В частном случае выполнения выпуклая сферическая поверхность, соединяющая уплотнительную и дополнительную поверхности охватывающего элемента, выполнена радиусом 6÷8 мм.
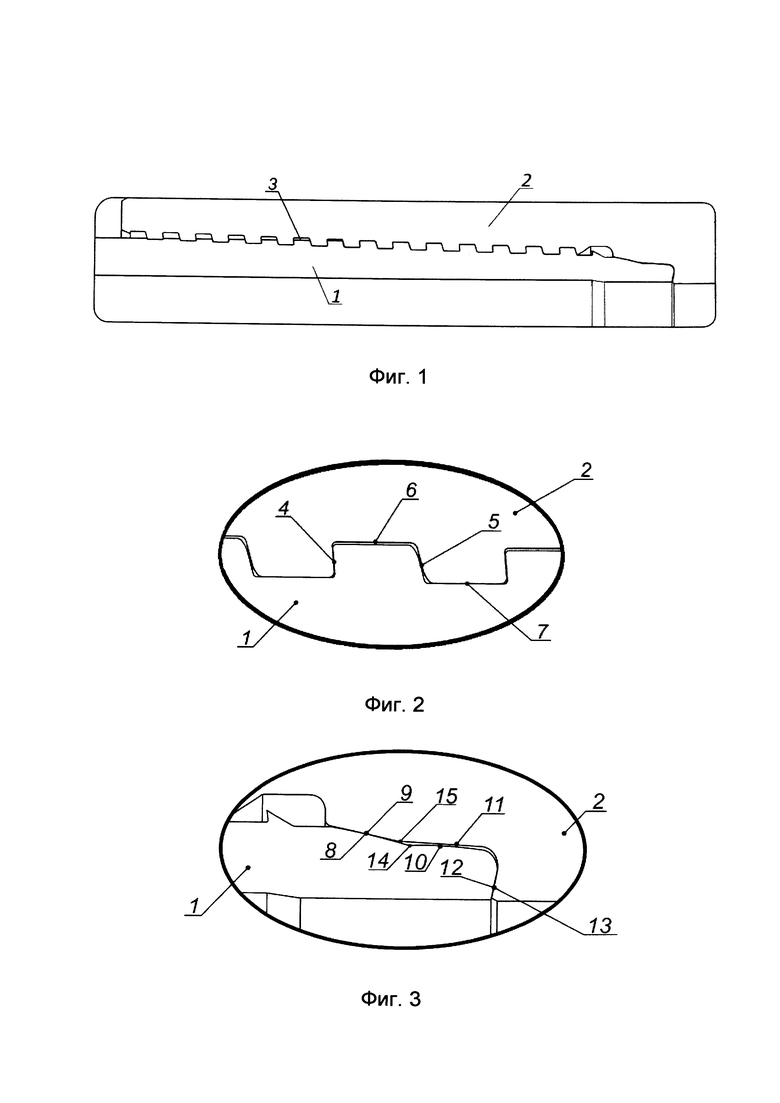
Изобретение поясняется чертежами, на которых на фиг. 1 изображено резьбовое соединение обсадных труб в собранном состоянии, на фиг. 2 показан профиль витка резьбы соединения, на фиг. 3 показан внутренний узел уплотнения.
Заявляемое резьбовое соединение обсадных труб содержит обхватываемый (1) и охватывающий (2) элементы, на концах которых на наружной и внутренней поверхностях, соответственно, выполнены трапецеидальные конические резьбы (3).
Профиль витка резьб (3) представляет собой неравнобедренную трапецию, боковые стороны которой выполнены в виде опорной (4) и закладной (5) граней, имеющих различные углы наклона к нормали осевой линии резьбы.
При свинчивании соединения с такой резьбой опорные грани (4) профиля витка резьб (3) на охватываемом (1) и охватывающем (2) элементах контактируют между собой и воспринимают действующие на соединение обсадных труб осевые растягивающие нагрузки. То есть контакт опорных граней (4) профиля витка резьб (3) на охватываемом (1) и охватывающем (2) элементах исключает возможность выхода резьб (3) охватываемого (1) и охватывающего (2) элементов из зацепления друг с другом при предельных растягивающих нагрузках, воздействующих на соединение под действием собственного веса колонны, опускаемой в скважину. Также достигается снижение величины радиального натяга в резьбе, что обеспечивает высокую износостойкость соединения, улучшает его работоспособность при повышенных нагрузках.
При свинчивании соединения с трапецеидальной резьбой по закладным граням (5) профиля витка резьб (3) образуется конструктивный зазор, что обеспечивает улучшение характеристик свинчиваемости соединения -возможность многократного свинчивания-развинчивания без повреждения (образования задиров) контактирующих поверхностей резьб (3) и при сохранении эксплуатационных характеристик соединения, предотвращение заклинивания соединения на начальном этапе свинчивания. Указанное достигается за счет стабилизации положения охватываемого (1) и охватывающего (2) элементов относительно друг друга на начальном этапе свинчивания.
Резьбы (3) на охватываемом (1) и охватывающем (2) элементах выполнены коническими, что с одной стороны обеспечивает высокую степень их зацепления друг с другом при свинчивании соединения и возможность восприятия соединением изгибающих и растягивающих нагрузок, действующих во время эксплуатации соединения, с другой стороны - сохраняет высокие характеристики свинчиваемости соединения, предотвращение заклинивания резьбы.
Вершины (6) и впадины (7) профиля витка резьб (3) выполнены параллельными осевой линии резьбы, что исключает заедание, заклинивание резьбы на начальном этапе свинчивания, обеспечивает при свинчивании глубокий свободный заход охватываемого элемента (1) в охватывающий элемент (2), отсутствие задиров по вершинам (6) и впадинам (7) профиля витка резьб (3).
Описанное выполнение профиля резьб (3) заявляемого соединения обеспечивает его стопроцентную эффективность на сжатие, предотвращает заклинивание соединения и повреждение его поверхностей при свинчивании.
Заявляемое резьбовое соединение выполнено с внутренним узлом уплотнения, образованным контактирующими между собой уплотнительными поверхностями (8), (9) и упорными торцевыми поверхностями (12), (13), выполненными на охватываемом (1) и охватывающем (2) элементах соединения.
Наличие в соединении внутреннего узла уплотнения, уплотнительные (8), (9) и упорные торцевые (12), (13) поверхности которого в свинченном состоянии контактируют между собой со значительными контактными напряжениями, с возникновением деформации в упругой области и образованием уплотнения типа «металл-металл», обеспечивает высокую герметичность соединения, в том числе газовую, при воздействии на него разнонаправленных комбинированных механических нагрузок в любых сочетаниях.
Кроме того, контактирование упорных торцевых поверхностей (12), (13) обеспечивает "поджатие" и фиксацию уплотнительных поверхностей (8), (9), создает устойчивость соединения к сжимающим нагрузкам. Также обеспечивается четкое позиционирование охватываемого (1) и охватывающего (2) элементов друг относительно друга, точное фиксирование заданной величины натяга и крутящего момента в процессе свинчивания соединения - то есть улучшенные характеристики свинчиваемости, возможность контроля свинчивания соединения.
Между уплотнительными (8), (9) и упорными торцевыми (12), (13) поверхностями расположены дополнительные поверхности (10), (11).
Дополнительные поверхности (10), (11) выполнены в виде конической поверхности на охватывающем элементе (2) и в виде конической или выпуклой сферической поверхности на охватываемом элементе (1).
В процессе свинчивания заявленного резьбового соединения, после взаимодействия резьб (3) охватываемого (1) и охватывающего (2) элементов, происходит продвижение дополнительных поверхностей (10), (11) охватываемого (1) и охватывающего (2) элементов друг относительно друга и последующее их взаимодействие (контактирование). Следующими в контакт вступают уплотнительные поверхности (8), (9) охватываемого (1) и охватывающего (2) элементов, за счет пластической деформации которых создается уплотнение типа "металл-металл". При этом в полностью свинченном состоянии дополнительные поверхности (Ю), (11) охватываемого (1) и охватывающего (2) элементов не контактируют друг с другом, образуя зазор.
Таким образом, дополнительные поверхности (10), (11) в процессе свинчивания соединения, в период перехода от контакта резьб (3) к контакту уплотнительных поверхностей (8), (9) принимают на себя часть контактных напряжений и тем самым обеспечивают сохранность уплотнительных поверхностей (8), (9), их защиту от повреждений (задиров) при свинчивании соединения.
Выполнение дополнительных поверхностей (10), (11) в виде конических поверхностей (11) на охватывающем (2) и охватываемом (1) элементах обеспечивает снятие части контактных напряжений с уплотнительных поверхностей (8), (9) (для обеспечения их сохранности).
Выполнение дополнительных поверхностей (10), (11) в виде конической поверхности (11) на охватывающем (2) элементе и выпуклой сферической поверхности (10) на охватываемом элементе (1) обеспечивает, с одной стороны, оптимальную площадь их контакта в процессе свинчивания соединения и необходимый уровень напряжений контактирующих дополнительных поверхностей (10), (11), обеспечивающий снятие части контактных напряжений с уплотнительных поверхностей (8), (9) (для обеспечения их сохранности), с другой стороны - обеспечивается оптимально «мягкое» и плавное размыкание дополнительных поверхностей (10), (11) после их контактирования, без повреждений (задиров) указанных дополнительных поверхностей (10), (11).
Кроме того, выполнение уплотнительных поверхностей (8), (9) на расстоянии от упорных торцевых поверхностей (12), (13), то есть удаление зоны контакта уплотнительных поверхностей (8), (9) от зоны контакта упорных торцевых поверхностей (12), (13), обеспечивает снижение зависимости друг от друга работы уплотнительных поверхностей (8), (9) и упорных торцевых поверхностей (12), (13) на уплотнение и, соответственно, обеспечивает максимальную герметичность соединения при любых сочетаниях нагрузок.
Переход от уплотнительных поверхностей (8), (9) к дополнительным поверхностям (10), (11) выполнен в виде вогнутой сферической поверхности (14) на охватываемом элементе (1) и выпуклой сферической поверхности (15) на охватывающем элементе (2).
В процессе свинчивания заявлемого резьбового соединения, после взаимодействия резьб (3) охватываемого (1) и охватывающего (2) элементов, происходит продвижение уплотнительных поверхностей (8), (9) охватываемого (1) и охватывающего (2) элементов друг относительно друга, которое начинается с взаимодействия переходных поверхностей - вогнутой сферической поверхности (14) на охватываемом элементе (1) и выпуклой сферической поверхности (15) на охватывающем элементе (2). Выполнение переходных поверхностей (14), (15) вышеуказанным образом облегчает прохождение уплотнительных поверхностей (8), (9) друг относительно друга в первые моменты контакта, обеспечивает сохранность уплотнительных поверхностей (8), (9), их защиту от повреждений (задиров) при свинчивании соединения.
Кроме того, выпуклая сферическая поверхность (15) на охватывающем элементе (2) увеличивает площадь контакта уплотнительных поверхностей (8), (9) охватываемого (1) и охватывающего (2) элементов, что положительно влияет на герметичность соединения.
Заявляемое резьбовое соединение обсадных труб работает следующим образом.
При проведении операции свинчивания соединения, после центровки охватываемого (1) и охватывающего (2) элементов друг относительно друга, первоначально осуществляется взаимодействие охватываемого (1) и охватывающего (2) элементов с помощью конических трапецеидальных резьб (3), выполненных на наружной поверхности охватываемого (1) элемента и внутренней поверхности охватывающего (2) элемента.
Далее происходит продвижение дополнительных поверхностей (10), (11) охватываемого (1) и охватывающего (2) элементов друг относительно друга и последующее их взаимодействие (контактирование).
Затем в контакт вступают переходные поверхности (14), (15) и уплотнительные поверхности (8), (9) охватываемого (1) и охватывающего (2) элементов, за счет пластической деформации которых создается уплотнение типа "металл-металл".
Указанный переход от контакта дополнительных поверхностей (10), (11) к контакту уплотнительных поверхностей (8), (9) отображается на диаграмме свинчивания соединения в виде переходного участка, имеющего вид скачка в сторону снижении момента свинчивания и его дальнейшего роста.
Окончание процесса свинчивания соединения осуществляется при силовом контактировании упорных торцевых поверхностей (12), (13), выполненных на охватываемом (1) и охватывающем (2) элементах, в результате чего на упорных торцевых поверхностях (12), (13) также возникают контактные напряжения, величина которых находится в области упругих деформаций.
В свинченном состоянии дополнительные поверхности (10), (11) охватываемого (1) и охватывающего (2) элементов не контактируют между собой, образуя зазор.
Пример осуществления изобретения.
Для проведения испытаний заявленного резьбового соединения обсадных труб были изготовлены образцы (№№1, 2, 3).
Для образца №1 в качестве заготовки использована обсадная труба номинальным диаметром 178 мм. На внешнюю поверхность охватываемого элемента и внутреннюю поверхность охватывающего элемента образца №1 нанесены трапецеидальные конические резьбы с конусностью 1:12, шагом 8,467 мм, углом наклона закладной грани профиля витка 15° и углом наклона опорной грани профиля витка -5° к нормали осевой линии резьбы. Вершины и впадины профиля витка резьб охватываемого и охватывающего элементов выполнены параллельными осевой линии резьбы.
Сформированы элементы внутреннего узла уплотнения: уплотнительные поверхности выполнены в виде выпуклой сферической поверхности радиусом 125 мм на охватываемом элементе и конической поверхности с углом наклона 12° к осевой линии резьбы на охватывающем элементе, дополнительные поверхности выполнены в виде выпуклой сферической поверхности радиусом 90 мм на охватываемом элементе и конической поверхности с углом наклона 4° к осевой линии резьбы на охватывающем элементе, упорные торцевые поверхности выполнены под углом 10° к нормали осевой линии резьбы. Переход от уплотнительных поверхностей к дополнительным поверхностям выполнен в виде вогнутой сферической поверхности радиусом 3 мм на охватываемом элементе и выпуклой сферической поверхности радиусом 7 мм на охватывающем элементе.
Для образца №2 в качестве заготовки использована обсадная труба номинальным диаметром 114 мм. На внешнюю поверхность охватываемого элемента и внутреннюю поверхность охватывающего элемента образца №2 нанесены трапецеидальные конические резьбы с конусностью 1:18, шагом 5,08 мм, углом наклона закладной грани профиля витка 15° и углом наклона опорной грани профиля витка -5° к нормали осевой линии резьбы. Вершины и впадины профиля витка резьб охватываемого и охватывающего элементов выполнены параллельными осевой линии резьбы.
Сформированы элементы внутреннего узла уплотнения: уплотнительные поверхности выполнены коническими с углом наклона 12° к осевой линии резьбы, упорные торцевые поверхности выполнены под углом 10° к нормали осевой линии резьбы, дополнительные поверхности на охватываемом и охватывающем элементе выполнены в виде конических поверхностей с углом наклона 4° к осевой линии резьбы. Переход от уплотнительных поверхностей к дополнительным поверхностям выполнен в виде вогнутой сферической поверхности радиусом 5 мм на охватываемом элементе и выпуклой сферической поверхности радиусом 7 мм на охватывающем элементе.
Кроме того, был изготовлен образец №3, имеющий геометрические параметры прототипа, в качестве заготовки использована обсадная труба номинальным диаметром 178 мм. На внешнюю поверхность охватываемого элемента и внутреннюю поверхность охватывающего элемента образца №3 нанесены трапецеидальные конические резьбы с конусностью 1:16, шагом 6,35 мм, углом наклона закладной грани профиля витка 15° и углом наклона опорной грани профиля витка -5° к нормали осевой линии резьбы.
Сформированы элементы внутреннего узла уплотнения: уплотнительные поверхности выполнены сферическими, упорные торцевые поверхности выполнены под углом 10° к нормали осевой линии резьбы.
Испытания образцов проводили на количество выдерживаемых резьбовым соединением свинчиваний-развинчиваний до появления повреждений поверхностей резьбы и внутреннего узла уплотнения.
Испытания образцов показали отсутствие заклинивания и повреждений (задиров) поверхностей при пятикратном свинчивании-развинчивании образцов №№1, 2, выполненных в соответствии с заявляемым изобретением, и наличие повреждений (задиров) поверхностей при двукратном свинчивании-развинчивании образца №3, выполненного по прототипу.
При использовании предлагаемого резьбового соединения обсадных труб обеспечивается сохранение герметичности соединения при увеличении на 20% величины комбинированных разнонаправленных механических нагрузок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовое соединение обсадных труб | 2018 |
|
RU2704075C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2016 |
|
RU2639343C1 |
| Резьбовое соединение насосно-компрессорных труб | 2020 |
|
RU2808401C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2013 |
|
RU2543398C1 |
| Высокомоментное безмуфтовое резьбовое соединение нефтегазопромысловых труб | 2022 |
|
RU2785878C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ (ВАРИАНТЫ) | 2012 |
|
RU2504710C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ (ВАРИАНТЫ) | 2012 |
|
RU2500875C1 |
| РЕЗЬБОВОЕ ТРУБНОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2604461C1 |
| Насосно-компрессорная труба для добывающих скважин | 2016 |
|
RU2665663C2 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2005 |
|
RU2297512C2 |
Заявленное изобретение относится к муфтовым резьбовым соединениям обсадных труб и может быть использовано для соединения элементов колонн обсадных труб, применяемых для строительства вертикальных, наклонно-направленных и горизонтальных скважин на нефтяных, газовых, газоконденсатных месторождениях. Резьбовое соединение обсадных труб содержит охватываемый и охватывающий элементы. На концах охватываемого и охватывающего элементов на наружной и внутренней поверхностях, соответственно, выполнены трапецеидальные конические резьбы и образующие внутренний узел уплотнения уплотнительные и упорные торцевые поверхности. Вершины и впадины профиля витка резьб охватываемого и охватывающего элементов выполнены параллельными осевой линии резьбы. Внутренний узел уплотнения снабжен дополнительными поверхностями, расположенными между уплотнительными и упорными торцевыми поверхностями. Дополнительные поверхности выполнены в виде конической поверхности на охватывающем элементе и в виде конической или выпуклой сферической поверхности на охватываемом элементе. Переход от уплотнительных поверхностей к дополнительным поверхностям выполнен в виде вогнутой сферической поверхности на охватываемом элементе и выпуклой сферической поверхности на охватывающем элементе. Обеспечивается повышение герметичности резьбового соединения обсадных труб при воздействии комбинированных разнонаправленных механических нагрузок за счет улучшенных характеристик свинчиваемости соединения, предотвращения заклинивания соединения на начальном этапе свинчивания и отсутствия повреждений уплотнительных поверхностей. 16 з.п. ф-лы, 3 ил.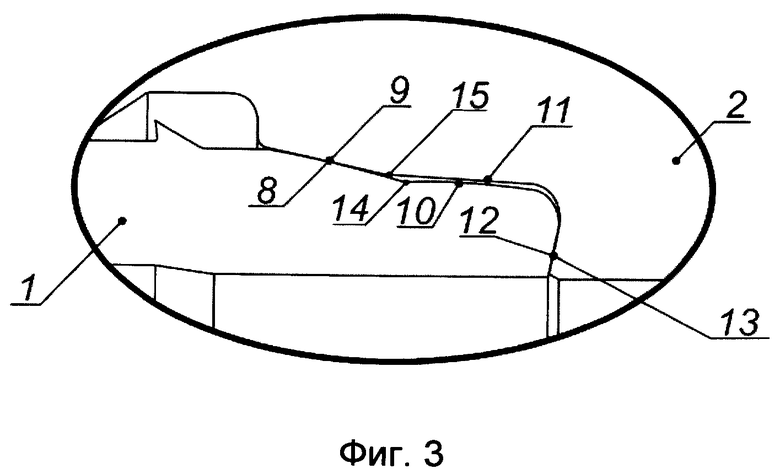
1. Резьбовое соединение обсадных труб, содержащее охватываемый и охватывающий элементы, на концах которых на наружной и внутренней поверхностях, соответственно, выполнены трапецеидальные конические резьбы и образующие внутренний узел уплотнения уплотнительные и упорные торцевые поверхности, при этом вершины и впадины профиля витка резьб охватываемого и охватывающего элементов выполнены параллельными осевой линии резьбы, отличающееся тем, что внутренний узел уплотнения снабжен дополнительными поверхностями, расположенными между уплотнительными и упорными торцевыми поверхностями, при этом дополнительные поверхности выполнены в виде конической поверхности на охватывающем элементе и в виде конической или выпуклой сферической поверхности на охватываемом элементе, причем переход от уплотнительных поверхностей к дополнительным поверхностям выполнен в виде вогнутой сферической поверхности на охватываемом элементе и выпуклой сферической поверхности на охватывающем элементе.
2. Соединение по п. 1, отличающееся тем, что трапецеидальные резьбы охватываемого и охватывающего элементов выполнены с конусностью 1:18.
3. Соединение по п. 1, отличающееся тем, что трапецеидальные резьбы охватываемого и охватывающего элементов выполнены с конусностью 1:12.
4. Соединение по п. 1, отличающееся тем, что трапецеидальные резьбы охватываемого и охватывающего элементов выполнены с конусностью 1:8.
5. Соединение по п. 1, отличающееся тем, что трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с шагом 8,467 мм.
6. Соединение по п. 1, отличающееся тем, что трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с шагом 5,08 мм.
7. Соединение по п. 1, отличающееся тем, что трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с углом наклона закладной грани профиля витка 13-17° к нормали осевой линии резьбы.
8. Соединение по п. 1, отличающееся тем, что трапецеидальные конические резьбы охватываемого и охватывающего элементов выполнены с углом наклона опорной грани профиля витка от -3 до -7° к нормали осевой линии резьбы.
9. Соединение по п. 1, отличающееся тем, что упорные торцевые поверхности охватываемого и охватывающего элементов выполнены под углом 8-12° к нормали осевой линии резьбы.
10. Соединение по п. 1, отличающееся тем, что уплотнительные поверхности охватываемого и охватывающего элементов выполнены коническими с углом наклона 11-14° к осевой линии резьбы.
11. Соединение по п. 1, отличающееся тем, что уплотнительные поверхности выполнены в виде выпуклой сферической поверхности радиусом 125-200 мм на охватываемом элементе и конической поверхности с углом наклона 11-14° к осевой линии резьбы на охватывающем элементе.
12. Соединение по п. 1, отличающееся тем, что переход от вершины к закладной грани профиля витка резьб охватываемого и охватывающего элементов выполнен в виде сложной поверхности, состоящей из двух сферических поверхностей, имеющих различные радиусы.
13. Соединение по п. 12, отличающееся тем, что радиус сферической поверхности, прилегающей к вершине профиля витка резьб охватываемого и охватывающего элементов, выполнен равным 0,2-0,5 мм, а радиус сферической поверхности, прилегающей к закладной грани профиля витка резьб охватываемого и охватывающего элементов, выполнен равным 1,1-1,3 мм.
14. Соединение по п. 1, отличающееся тем, что дополнительные поверхности охватываемого и охватывающего элементов выполнены коническими с углом наклона 3-6° к осевой линии резьбы.
15. Соединение по п. 1, отличающееся тем, что дополнительные поверхности охватываемого и охватывающего элементов выполнены в виде выпуклой сферической поверхности радиусом 90-100 мм на охватываемом элементе и конической поверхности с углом наклона 3-6° к осевой линии резьбы на охватывающем элементе.
16. Соединение по п. 1, отличающееся тем, что вогнутая сферическая поверхность, соединяющая уплотнительную и дополнительную поверхности охватываемого элемента, выполнена радиусом 3-5 мм.
17. Соединение по п. 1, отличающееся тем, что выпуклая сферическая поверхность, соединяющая уплотнительную и дополнительную поверхности охватывающего элемента, выполнена радиусом 6-8 мм.
| Резьбовое соединение обсадных труб | 2018 |
|
RU2704075C1 |
| ГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ | 2009 |
|
RU2398153C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ (ВАРИАНТЫ) | 2012 |
|
RU2500875C1 |
| РЕЗЬБОВОЕ СОЕДИНЕНИЕ ОБСАДНЫХ ТРУБ | 2016 |
|
RU2639343C1 |
| УСТРОЙСТВО ДЛЯ ВТОРИЧНОГО ВСКРЫТИЯ ПРОДУКТИВНОГО ПЛАСТА | 1997 |
|
RU2119044C1 |
| СПОСОБ И РЕАКТОР ДЛЯ ТЕРМИЧЕСКОГО ОБЕЗВРЕЖИВАНИЯ ОТХОДЯЩИХ ГАЗОВ ПРОИЗВОДСТВА ТЕХНИЧЕСКОГО УГЛЕРОДА | 2001 |
|
RU2210030C2 |
| Способ восстановления спиралей из вольфрамовой проволоки для электрических ламп накаливания, наполненных газом | 1924 |
|
SU2020A1 |
