ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] По данной формуле изобретения к заявке испрашивается преимущество приоритета по заявке на патент США, серийный № 62/232.609, поданной 25 сентября, 2015, и 62/253.268, поданной 10 ноября, 2015, под названием AROMATIZATION OF NON-AROMATIC HYDROCARBONS; и заявке на европейский патент № 15195311.4, поданной 19 ноября 2015, которые все полностью включены здесь в качестве ссылок.
[0002] Следующие родственные заявки также полностью включены здесь в качестве ссылок: заявка на патент США, серийный № 62/234.262, поданная 29 сентября, 2015; заявка на европейский патент № 15195314.8, поданная 19 ноября, 2015; заявка на патент США, серийный № 62/234.240, поданная 29 сентября, 2015; заявка на европейский патент № 15197698.2, поданная 3 декабря, 2015; заявка на патент США, серийный № 62/247.795, поданная 29 октября, 2015; заявка на европейский патент № 15197700.6, поданная 03 декабря, 2015; заявка на патент США, серийный № 62/248.374, поданная 30 октября, 2015; заявка на европейский патент № 15197702.2, поданная 3 декабря, 2015; заявка на патент США, серийный № 62/253.268, поданная 10 ноября, 2015; заявка на патент США, серийный № 62/326.918, поданная 25 апреля, 2016; заявка на европейский патент № 16175163.1, поданная 20 июня, 2016; заявка на патент США, серийный № 62/299.730, поданная 25 февраля, 2016; заявка на европейский патент № 16167395.9, поданная 28 апреля, 2016; заявка на патент США, серийный № 62/313.288, поданная 25 марта, 2016; заявка на европейский патент № 16173587.3, поданная 8 июня, 2016; заявка на патент США, серийный № 62/313.306, поданная 25 марта, 2016; заявка на европейский патент № 16173980.0, поданная 10 июня, 2016; заявка на патент США, серийный № 62/298.655, поданная 23 февраля, 2016; и заявка на европейский патент № 16167672.1, поданная 29 апреля, 2016.
ОБЛАСТЬ ТЕХНИКИ
[0003] Описанные здесь системы и способы касаются ароматизации неароматических углеводородов, оборудования и материалов, используемых при такой ароматизации, и применения такой ароматизации, например, для обогащения природного газа.
УРОВЕНЬ ТЕХНИКИ
[0004] Совершенствование способов производства привело к расширению доступности углеводородных газов геологического происхождения, например, природного газа. Природный газ в основном состоит из смеси одного или более углеводородных соединений с числом атомов углерода в диапазоне от C1 до С9, и может дополнительно содержать неуглеводородные соединения, такие как СО2 и/или Н2Ѕ. Природный газ используется для самых разнообразных целей, например, выработки электроэнергии, транспортного топлива, отопления жилых и промышленных объектов и приготовления пищи, и в качестве исходного сырья для товарного производства реагентов общего назначения, таких как этилен.
[0005] Часто природный газ добывается из геологической формации, которая находится на некотором расстоянии от места, где он потребляется. Это стимулировало строительство газопроводов природного газа, транспортирующих компримированный природный газ от производителей к потребителям. Некоторые потребители природного газа, например операторы электрогенераторов, уделяют особое внимание калорийности природного газа, получаемого из трубопровода. Когда природный газ имеет слишком низкую калорийность, генераторы электроэнергии работают неэффективно. Слишком высокая калорийность может привести к повреждению оборудования, например, в результате перегрева ступеней сгорания и расширения генератора.
[0006] Во избежание затруднений операторы трубопроводов разработали и утвердили спецификации на природный газ, поступающий в трубопровод оператора. Теплотворная способность, которая является мерой калорийности природного газа, является одной из типичных технических характеристик трубопровода. Другой характеристикой является индекс Воббе, который тесно связан с энергией сгорания природного газа. Два различных природных газа, полученные из разных источников и имеющие различные составы, но по существу с одним и тем же индексом Воббе, будут иметь практически одинаковую теплоту сгорания при сжигании по существу в одинаковых условиях. Например, оператор трубопровода может потребовать, чтобы природный газ, поступающий в его трубопровод, имел теплотворную способность от 36,07 МДж/см3 до 41,40 МДж/см3) и индекс Воббе от 49,01 МДж/см3 до 52,22 МДж/см3).
[0007] Теплотворная способность и индекс Воббе природного газа сильно зависят от типа и относительного количества углеводородных соединений газа. Как правило, углеводородные соединения, имеющие большее число атомов углерода, обеспечивают повышенную теплоту сгорания. Следовательно, когда природный газ не удовлетворяет минимальным требованиям к теплотворной способности и индексу Воббе, для получения пригодного для трубопровода газа может применяться обогащение пропаном. Чаще всего природный газ превышает технические требования к теплотворной способности и индексу Воббе. В этих случаях производитель природного газа может экстрагировать часть обладающих относительно высоким теплосодержанием углеводородных соединений газа, например, избыток этана и/или избыток пропана, выходящий за пределы необходимого для достижения минимальных регламентированных значений теплотворной способности и индекса Воббе.
[0008] Фракционирование и регулирование точки росы являются общепринятыми способами производства пригодного для газопровода природного газа из природного источника газа, который не соответствует техническим требованиям к теплотворной способности и индексу Воббе для трубопровода. Например, природный газ с избыточным индексом Воббе и/или теплотворной способностью может быть фракционирован с получением кубовой фракции, состоящей в основном из углеводородов C5+, бокового потока, содержащего в основном углеводороды C3 и C4, и верхнего потока, содержащего в основном метан и этан. Кубовую фракцию обычно отводят, например, для смешения с другими жидкими углеводородами. В местах, имеющих оборудование для этого, боковой поток может быть компримирован и транспортирован как СНГ. В удаленных местах боковой поток обычно повторно вводят в пласт-коллектор. Фракционирование предусмотрено для получения смеси метан/этан, соответствующей требованиям трубопроводной транспортировки. Поскольку состав природного газа и соответствующие требования трубопроводной транспортировки различаются в зависимости от местоположения, условия фракционирования не могут быть легко стандартизированы. Отчасти в связи с этим затруднением фракционирование, как правило, применяется, когда природный газ находится в форме сырого природного газа, выпускаемого из скважины природного газа (ʺгаза из газовой скважиныʺ), в частности того, что имеет меньшее содержание углеводородов С3+.
[0009] Регулирование точки росы, как правило, используют, когда природный газ имеет большее содержание углеводородов С3+, например, когда природный газ является попутным. Попутный газ - это форма природного газа, который обычно встречается с нефтяными месторождениями, например, растворенный в нефти или в виде свободного "газового купола" над нефтью в пласте-коллекторе. Для осуществления регулирования точки росы смесь газообразных и жидких углеводородов, выпускаемых из пласта-коллектора, подают на стадию парожидкостного разделения. Кубовый продукт, содержащий сырую нефть, отводят. Верхний поток, содержащий попутный газ, также отводят, по меньшей мере, часть которого подают на стадию регулирования точки росы. Регулирование точки росы осуществляют путем охлаждения попутного газа до достаточно низкой температуры при достаточно повышенном давлении, чтобы сконденсировать достаточную его часть таким образом, чтобы оставшаяся часть паровой фазы соответствовала требованиям трубопроводной транспортировки в этом месте. Жидкую фазу отделяют от паровой фазы, например, в барабане-сепараторе. Пригодный для трубопровода природный газ, содержащий в основном метан и этан, отводят из барабана-сепаратора как верхний поток. Кубовый поток, содержащий в основном углеводороды C2+, также отводят. Принято конвертировать хотя бы часть донного потока в ароматические углеводороды, что значительно уменьшает трудности, связанные с транспортировкой кубового потока из удаленных мест. Смотри, например, опубликованную патентную заявку PCT № WO 2015/084518A1, которая полностью включена здесь в качестве ссылки.
[0010] Один из способов ароматизации, раскрытый в патенте США № 4.8555.522, включает конвертирование углеводородов C2, C3 и C4 с повышенной селективностью в отношении ароматических углеводородов. В способе используется катализатор дегидроциклизации, включающий (а) алюмосиликат с молярным отношением кремния к алюминию не менее 5 и (b) смесь (i) Ga и (ii) по меньшей мере, одного редкоземельного металла. Ссылочный материал описывает осуществление конверсии посредством ароматизации при объемной скорости (LHSV) в диапазоне от 0,5 до 8 ч-1, температуре ≥ 450°C (например, от 475°C до 650°C), давлении от 1 бар до 20 бар и времени контакта сырья от 1 до 50 секунд. Одна из трудностей, наблюдаемых при этом способе, заключается в том, что накопление каталитического кокса постепенно снижает выход ароматических углеводородов. Один из способов преодоления этой трудности включает циклическое осуществление взаимодействия, например, путем проведения реакции как минимум в двух реакторах. Первый реактор осуществляет ароматизацию (режим взаимодействия), тогда как второй реактор выполняет коксоудаление (режим регенерации), и наоборот. Для снижения величины коксонакопления используется сокращение периода времени (ʺвремени циклаʺ), в течение которого реактор с неподвижным слоем эксплуатируется в режиме взаимодействия перед переключением в режим регенерации. Однако сокращение времени цикла снижает выход образующихся в процессе ароматических углеводородов, в особенности когда накоплено значительное количества кокса. В этих случаях может быть необходимо осуществлять режим регенерации в течение относительно длительного интервала времени по сравнению с режимом ароматизации. Другой способ преодоления этой трудности включает использование псевдоожиженных слоев катализатора на стадиях реакции. Однако для этого, как правило, требуются специальные катализаторы и технологические условия, и это трудно реализовать на практике, особенно в удаленных местах.
[0011] Иные трудности, встречающиеся при осуществлении общепринятого способа ароматизации природного газа, возникают в результате изменения состава природного газа, добываемого в различных местах. Некоторый природный газ сравнительно богат этаном; другой природный газ содержит гораздо меньше. При осуществлении общепринятой ароматизации углеводородов С2-С4 наблюдается, что условия, необходимые для ароматизации С2, обычно приводят к чрезмерной конверсии до кокса углеводородов С3 и С4. Кроме того, условия, оптимизированные для ароматизации углеводородов С3 и С4, как правило, приводят к меньшему выходу ароматических соединений из углеводородов С2 природного газа. Эта ситуация усугубляется широким разбросом содержания этана в природном газе, добываемом из различных пластов-коллекторов.
[0012] Один из способов преодоления этого состоит в том, чтобы специально приспособить способ ароматизации так, чтобы он был совместим с конкретным пластом-коллектором. Например, патент США № 8.835.706 описывает ароматизацию этан-пропанового сырья в двух реакторах, эксплуатируемых при комплексном последовательном/параллельном соединении. Сырье для процесса, получаемое из природного газа криогенным отделением метана, подвергают взаимодействию на первом этапе при работе в условиях, максимально увеличивающих конверсию пропана в ароматические соединения. На втором этапе этан подвергают взаимодействию с получением дополнительного количества ароматических соединений. Второй этап осуществляется в условиях, максимально увеличивающих конверсию этана в ароматические углеводороды. Способ может быть специально приспособлен для конкретного источника природного газа, например посредством оптимизации соответствующих размеров первого реактора, второго реактора и сопутствующих стадий объединения и разделения. Однако такой подход ограничивает применимость способа природным газом с относительно узким композиционным диапазоном.
[0013] Поэтому существует потребность в усовершенствованных способах ароматизации неароматических углеводородов С2-C9, таких как углеводороды, экстрагированные из природного газа. В частности, существует потребность в способах ароматизации, дающих возможность работать при относительно длительном времени цикла и избегать трудностей общепринятого способа. Еще более желательны способы ароматизации, не требующие приспособления реакторов и сопутствующего оборудования к составу конкретного источника углеводородов С2-С9, и, в особенности, способы, которые могут осуществляться с использованием стандартизированных модулей, легко транспортируемых в удаленные места.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0014] Изобретение в основном касается обогащения газообразных углеводородов различного состава, получаемых из различных источников в различных географических точках. Каждый из источников включает метан, углеводороды С2 и неароматические углеводороды С3+, но содержит существенно различные относительные количества этих компонентов. Установлено, что регулирование обратной зависимости объемной скорости истечения таких газообразных углеводородов из источника от концентрации углеводородов C2+ источника углеводородов до входа на стадию разделения обеспечивает отделенный поток углеводородов C2+ с требуемыми характеристиками. Характеристиками отделенного потока углеводородов C2+ служат как практически постоянная объемная скорость истечения, так и практически постоянная концентрация углеводородов C2+. Неожиданно было установлено, что эти характеристики достижимы для широкого ряда газообразных углеводородов, которые могут быть получены в самых разнообразных географических точках широким рядом способов.
[0015] Это открытие привело к разработке системы и способа, который включает, по крайней мере, две основные функции: функцию ароматизации и функцию извлечения продукта. Функция ароматизации предусматривает получение газообразного сырья для ароматизации с (i) заданной объемной скоростью истечения и (ii) заданной концентрацией неароматических углеводородов C2+. Функция ароматизации обеспечивает выходящий реакционный поток, включающий ароматические углеводороды, получаемые дегидроциклизацией, по меньшей мере, части неароматических углеводородов C2+ сырья для ароматизации. Функция извлечения продукта обеспечивает выделение, по меньшей мере, части ароматических углеводородов из выходящего реакционного потока. Способ выгоден тем, что дает возможность работать при относительно длительных временах циклов и избегать трудностей общепринятого способа. Поскольку функция ароматизации предусматривает для ароматизации предварительно заданную объемную скорость истечения сырья для ароматизации, имеющего заданную концентрацию углеводородов C2+, способ может быть осуществлен в модулях, настроенных на определенные функции, например, с использованием модулей индивидуальной предварительной обработки сырья, ароматизации и извлечения продукта, настроенных на выполнение этих функций. Модули, которые могут быть заданного размера и мощности, легко можно перевозить в различные удаленные места, например, для переработки природного газа.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0016] Преимущества данного метода будут лучше понятны при обращении к следующему подробному описанию и прилагаемым чертежам, где:
[0017] Фиг. 1 представляет собой блок-схему модульной системы получения продукта, включающего ароматические углеводороды.
[0018] Фиг. 2 представляет собой упрощенную технологическую схему, иллюстрирующую некоторые аспекты изобретения.
[0019] Фиг. 3 представляет собой технологическую схему с изображением ароматизатора, включающую два этапа дегидроциклизации.
ПОДРОБНОЕ ОПИСАНИЕ
[0020] Хотя некоторые аспекты изобретения раскрыты более подробно, изобретение не ограничивается ими, и это описание не исключает другие аспекты в рамках истинной сущности и объема прилагаемой формулы изобретения.
[0021] Некоторые аспекты описанных здесь систем и методов относятся к конверсии углеводородов с использованием ароматизатора, рекуператора и необязательной установки для предварительной обработки. Для конверсии углеводородов используется газообразное сырье, содержащее углеводороды С2 и неароматические углеводороды С3+. Газообразное сырье обрабатывают в установке для предварительной обработки сырья, обеспечивая сырье для ароматизации в целях ароматизации, газообразное сырье для ароматизации имеет (i) заданную объемную скорость истечения и (ii) заданную концентрацию неароматических углеводородов С2+. Предварительную обработку сырья можно осуществлять поэтапно, например, путем отвода тепла от газообразного сырья на этапе теплопередачи в целях конденсации части газообразного сырья. Этап разделения может быть использован для отделения конденсата от остатка газообразного сырья, которое содержит газообразные углеводороды. Сырье для ароматизации получают путем выпаривания по меньшей мере части конденсата. Выпаривание конденсата можно осуществлять в любой удобной точке, обычно перед реакцией дегидроциклизации. Используемая форма теплопередачи не критична и может быть прямой, косвенной или их сочетанием. Форма разделения не критична и может включать одну или более фракционирующих колонн, один или более барабанов-сепараторов, одну или более мембран или их комбинацию. Может быть использован общепринятый метод теплопередачи и разделения, но изобретение этим не ограничивается. Для газообразного сырья, получаемого из различных источников в различных географических точках, величина конденсации газообразного сырья может быть отрегулирована так, чтобы предварительная обработка давала заданную объемную скорость истечения сырья для ароматизации при том, что сырье для ароматизации будет иметь заданную концентрацию неароматических углеводородов С2+. Предпочтительно, чтобы заданные величины были практически постоянны, например, не требовалось никаких значительных изменений для практического осуществления изобретения с использованием газообразного сырья, добываемого в разных географических точках.
[0022] Это может быть достигнуто, например, одним или более из указанных способов: (i) снижением объемной скорости истечения газообразного сырья для предварительной обработки на географических участках, где газообразное сырье имеет более высокую концентрацию неароматических углеводородов С2+, (ii) повышением объемной скорости истечения газообразного сырья на географических участках, где газообразное сырье имеет более низкую концентрацию неароматических углеводородов С2+, (iii) снижением количества тепла, отводимого от газообразного сырья, на географических участках, где газообразное сырье имеет более высокую концентрацию неароматических углеводородов С2+, (iv) увеличением количества тепла, отводимого от газообразного сырья, на географических участках, где газообразное сырье имеет более низкую концентрацию неароматических углеводородов С2+, (v) повышением давления газообразного сырья на географических участках, где газообразное сырье имеет более низкую концентрацию неароматических углеводородов С2+, и (vi) снижением давления газообразного сырья на географических участках, где газообразное сырье имеет более высокую концентрацию неароматических углеводородов С2+.
[0023] Поскольку заданная объемная скорость истечения и заданная концентрация неароматических углеводородов С2+ практически не зависят от используемого газообразного сырья, мощности (например, гидравлическая мощность) для функций предварительной обработки, взаимодействия и извлечения могут быть заданными, в том смысле, что эти мощности могут быть практически одинаковыми для любого географического места, где может быть в наличии подходящее газообразное сырье. Выгодно, что это позволяет стандартизацию функций предварительной обработки, взаимодействия, извлечения и вспомогательных. Например, одну или более этих функций можно модулировать, например, функция может быть осуществлена в одном или более модулях стандартизированного размера, формы и/или мощности. Обычные сепараторы, ароматизаторы и рекуператоры могут быть приспособлены для конверсии газообразного сырья в конкретном географическом месте. В отличие от обычного случая, установка для предварительной обработки, ароматизатор и рекуператор по изобретению являются стандартизированными. Чем выше мощность необходима в конкретном географическом месте, тем меньше стандартизированных установок для предварительной обработки, ароматизаторов и рекуператоров можно использовать (например, меньше стандартных модулей для одной или более этих функций). В местах, где более высокая конверсионная мощность необходима, можно использовать большее число ароматизаторов, стандартизированных установок для предварительной обработки и рекуператоров (например, больше стандартизированных модулей для одной или более этих функций). Другими словами, одно из преимуществ изобретения заключается в том, что оно компенсирует изменения требуемой конверсионной мощности путем увеличения или уменьшения мощности в дискретных, стандартизированных количествах, вместо того, чтобы требовать адаптации путем непрерывного изменения мощности, как в предыдущем уровне техники.
[0024] Сырье для ароматизации подвергают взаимодействию в присутствии каталитически эффективного количества по меньшей мере одного катализатора дегидроциклизации в условиях дегидроциклизации. Взаимодействие преобразует, по меньшей мере, часть неароматических углеводородов сырья для ароматизации в ароматические углеводороды и необязательно другие циклические углеводороды. Количество реакторов, используемых для проведения реакции, не является критическим, равно как и число слоев катализатора в каждом реакторе. Когда реакцию дегидроциклизации осуществляют в ряде реакторов, часть ароматических углеводородов, полученных в первом реакторе, может быть удалена до того, как остаток выходящего потока первого реактора будет подвергнут взаимодействию в одном или более дополнительных реакторах. В других аспектах, выходящий поток первого реактора может быть подвергнут взаимодействию в одном или более дополнительных реакторах с незначительным отделением или совсем без отделения ароматических углеводородов от первого выходящего реакционного потока. Присутствие ароматических углеводородов первого продукта и метана на втором этапе является менее вредным для дополнительного получения ароматических углеводородов, чем можно было ожидать в соответствии с рекомендациями предшествующего уровня техники.
[0025] Функции предварительной обработки, взаимодействия, извлечения и вспомогательные далее поясняются более подробно. Во избежание сомнений в отношении значения некоторых терминов, используемых в настоящем описании и прилагаемой формуле изобретения, приводятся нижеследующие определения.
Определения
[0026] Два или более элементов являются ʺблизкимиʺ друг к другу, когда они пространственно- близки, независимо от того, размещает ли пространственная связь один элемент под другим, над другим или рядом с другим элементом. Элементы определенного размера и/или формы (например, физические компоненты) могут быть близки друг к другу и/или близки к элементам, которые могут быть неопределенного размера и/или формы (например, определенные химические взаимодействия).
[0027] Как используется здесь, ʺпо существуʺ или другие формулировки, означающие степень, являются относительными модификаторами, предназначенными для обозначения допустимого отклонения от характеристики, измененной таким образом. Они не предназначены для ограничения абсолютной величины или характеристики, которую модифицируют, а скорее обладают больше физической или функциональной характеристикой, чем противоположной, и предпочтительно приближаются к такой физической или функциональной характеристике, или почти соответствует ей. Для перевода единиц измерения в нормальные метры3 в сутки (ʺNM3Dʺ) для газообразного состава и в м3 в сутки (ʺM3PD) для жидкого состава, используют коэффициенты пересчета из Petroleum Engineering Handbook, Vol. VII, Indexes and Standards, 169, Society of Petroleum Engineers, 2007.
[0028] Термин углеводороды ʺCnʺ означает углеводороды с n атомом (атомами) углерода в молекуле, где n является целым положительным числом. Термин ʺCn+ʺ означает углеводороды, содержащие не менее n атома (атомов) углерода в молекуле. Термин углеводороды ʺCn-ʺ означает углеводороды, содержащие не более n атома (атомов) углерода в молекуле. Термин ʺуглеводородыʺ означает класс соединений, содержащих водород, связанный с углеродом, и охватывает (i) насыщенные углеводороды, (ii) ненасыщенные углеводороды и (iii) смеси углеводородов, включая смеси углеводородных соединений (насыщенных и/или ненасыщенных), включающие смеси углеводородных соединений с различными значениями n. ʺГазообразныйʺ состав - это в основном состав в паровой фазе.
[0029] Термины ʺалканыʺ и ʺпарафиновые углеводородыʺ означает, по существу насыщенные соединения, содержащие только водород и углерод, например, те, которые содержат ≤1% (молярного) ненасыщенных атомов углерода. В качестве примера, термин алкан охватывает С2-С20- линейные, изо- и циклоалканы. Алифатические углеводороды означают углеводороды, которые практически не содержат углеводородных соединений с атомами углерода, упорядоченными в одно или нескольких колец.
[0030] Термины ʺненасыщенное соединениеʺ и ʺненасыщенный углеводородʺ относится к одному или более углеводородным С2+ соединениям, которые содержат по крайней мере один атом углерода, непосредственно связанный с другим атомом углерода двойной или тройной связью. Термин "олефин" относится к одному или более ненасыщенным углеводородным соединениям, содержащим по крайней мере один атом углерода, непосредственно связанный с другим атомом углерода двойной связью. Другими словами, олефин - это соединение, которое содержит по крайней мере одну пару атомов углерода, где первый и второй углеродные атомы пары напрямую связаны двойной связью. Термины "ароматические соединения" и ароматические углеводороды означают углеводородные соединения, содержащие по крайней мере одно ароматическое ядро.
[0031] Термин ʺпериодическая таблицаʺ означает периодическую систему элементов, как она изображается на внутренней стороне обложки The Merck Index, Twelfth Edition, Merck & Co., Inc., 1996.
[0032] Термин ʺзона реакцииʺ или ʺзона реактораʺ означает место внутри реактора, например, определенный объем внутри реактора для проведения определенной реакции. Реактор или этап реакции может охватывать одну или более зон реакции. Более одной реакции можно проводить в реакторе, ступени реактора или зоне реакции. Например, этап реакции может включать первую зону для проведения первой и второй реакций и вторую зону для проведения третьей реакции, где первая реакция (например, дегидроциклизация) может быть такой же или отличной от второй реакции, а третья реакция (например, селективное окисление) может быть такой же или отличной от второй реакции.
[0033] "Дегидроциклизация" означает отщепление водорода от нециклического углеводорода и его циклизацию с получением, например, одного или более циклопарафинов, циклоолефинов и ароматических углеводородов. Реакция может быть осуществлена по одному или более из указанных пунктов: (i) один этап, который включает как дегидрирование, так и циклизацию; (ii) два этапа, например, дегидрирование с последующей циклизацией дегидрированного промежуточного соединения; и (iii) три или более этапов, например, дегидрирование нормального парафина, циклизация олефинового промежуточного соединения и дополнительное дегидрирование (ароматизация) циклоолефинового промежуточного соединения. Дегидроциклизация (включая любое дегидрирование, осуществляемое в связи с дегидроциклизацией) является ʺнеокислительнойʺ, это означает, что реакция осуществляется практически без окислительного сочетания углеводородов сырья, промежуточных углеводородов (если есть) или продукта дегидроциклизации.
[0034] Термин "селективность" относится к получению (по массе) конкретного соединения в каталитической реакции. Например, фраза "реакция конверсии легких углеводородов имеет 100% селективность в отношении ароматических углеводородов" означает, что 100% легких углеводородов (по массе), которые преобразуются в реакции, конвертируются в ароматические углеводороды. Применительно к конкретному реагирующему веществу термин "конверсия" означает количество реагента (по массе), расходуемого в реакции. Например, когда указанный реагент представляет собой парафиновые углеводороды С4, 100% конверсия означает, что 100% парафиновых углеводородов С4 расходуется при взаимодействии. Выход, по массе, определяет продукт конверсии и селективность.
[0035] Термин ʺмодуляризацияʺ означает организацию технологического оборудования и связанных с ним трубопроводов, клапанов, контрольно-измерительных приборов, систем контроля и управления в компактные и транспортабельные блоки. Такой блок или множество их может опираться на одну или более передвижные платформы. Модульность эффективно обеспечивает гибкость технологических параметров. Производственная мощность легко увеличивается, например, добавлением дополнительных модулей.
[0036] Некоторые аспекты изобретения, которые включают переработку углеводородов геологического происхождения, теперь будут описаны более подробно со ссылкой на Фиг. 1. Изобретение не ограничивается этими аспектами, и это описание не предназначено для исключения других аспектов в рамках более широкого объема изобретения, таких как те, где газообразное сырье получают в результате химических процессов и/или очистки, таких как один или более процессов коксования, каталитического крекинга, каталитического реформинга и/или парового крекинга.
[0037] Фиг. 1 схематично иллюстрирует систему 100 для конвертирования неароматических углеводородов, содержащихся в газообразном сырье, в ароматические углеводороды. Источник углеводородов 102 снабжают, например, смесью газообразных и жидких углеводородов, таких как смесь природного газа и сырой нефти, добываемая из пласта-коллектора. Углеводороды из углеводородного источника подают в сепаратор 104 для разделения, по крайней мере, сырого природного газа и жидкости, жидкость содержит, например, сырую нефть. Сырой природный газ отводят через трубопровод 116. Жидкость, которая может содержать увлеченные твердые вещества, жидкости и газы, например, увлеченную воду, органические соединения, металлы и т. д., отводят через трубопровод 106 в стабилизационную колонну 108. Стабилизация жидкости включает удаление из жидкости различных загрязняющих примесей, таких как примеси воды, легких углеводородов и газов. Как правило, достаточное количество этих компонентов выпаривают или удаляют иным образом с получением стабилизированного потока жидкости 110, который соответствует предъявляемым к сырой нефти техническим требованиям, например, требованиям, связанным с давлением насыщенных паров, содержание воды и содержание осадков. Помимо стабилизированного потока жидкости поток пара также отделяют от жидкости, поступающей в стабилизационную колонну 108. Отделенный пар, обычно включающий неароматические углеводороды C9-, отводят из стабилизационной колонна через трубопровод 112. Сырой природный газ трубопровода 116 объединяют с отделенным паром трубопровода 112, получая газообразное сырье, которое отводят через трубопровод 118 в установку для предварительной обработки 114.
[0038] По меньшей мере два потока отводят из установки для предварительной обработки 114. Первый поток представляет собой сырье для ароматизации, которое выпускают при заданной объемной скорости истечения и которое имеет заданную концентрацию неароматических углеводородов С2+. Второй поток, который состоит в основном из метана и этана, как установлено, соответствует характеристикам теплотворной способности и индексу Воббе различных газопроводов природного газа. Первый поток отводят через трубопровод 120 (например, в виде сконденсированных жидкости и/или пара) в ароматизатор 124. Второй поток отводят через трубопровод 115, например, в одно или более хранилищ; для транспортировки, например, по трубопроводу; для дальнейшей переработки, например, охлаждения/сжатия c получением компримированного газа и/или СПГ; повторного впрыскивания в источник углеводородов 102 и т.д. Помимо первого и второго потоков, как правило, третий поток жидкости, содержащий углеводороды, необязательно получают и отводят из установки для предварительной обработки через трубопровод 122. Третий поток может генерироваться в тех аспектах, где установка для предварительной обработки включает по меньшей мере одну фракционирующую колонну (например, одну или более дистилляционных колонн), где третий поток может представлять собой, например, кубовый поток фракционирующей колонны.
[0039] Сырье для ароматизации отводят через трубопровод 120 в ароматизатор 124, для конверсии в ароматические углеводороды по меньшей мере части неароматических углеводородов С2+ сырья. Выходящий реакционный поток отводят через трубопровод 126. Выходящий реакционный поток включает (i) неароматические углеводороды и (ii) ароматические углеводороды и молекулярный водород, по меньшей мере, часть ароматических углеводородов и молекулярного водорода (и, необязательно, часть неароматических углеводородов) образуются в ходе дегидроциклизации.
[0040] Выходящий реакционный поток отводят через трубопровод 126 в рекуператор 128 для извлечения, по меньшей мере, части первого продукта и хвостового газа из выходящего реакционного потока. Первый продукт включает, по крайней мере, часть ароматических углеводородов выходящего реакционного потока. Хвостовой газ включает (i) по меньшей мере, часть молекулярного водорода выходящего реакционного потока и (ii) по меньшей мере, часть неароматических углеводородов выходящего реакционного потока. Хвостовой газ, который, как правило, включает главным образом молекулярный водород, метан и этан, отводят через трубопровод 130, например, в одно или более хранилищ; для транспортировки, такой как по трубопроводу; для дальнейшей переработки, например, охлаждения/сжатия c получением компримированного газа и/или СПГ; повторного впрыскивания в источник углеводородов 102 и т.д. Поскольку установлено, что хвостовой газ соответствует характеристикам теплотворной способности и индексу Воббе различных газопроводов природного газа, в некоторых аспектах (не показано) по крайней мере часть хвостового газа объединяют по крайней мере с некоторой частью второго потока установки для предварительной обработки, например, для транспортировки комбинированного потока по трубопроводу. В аспектах, схематично иллюстрируемых Фиг. 1, хвостовой газ отводят через трубопровод 130 в сепаратор водорода 142.
[0041] Как показано на Фиг. 1, первый продукт, включающий извлеченные ароматические углеводороды, отводят через трубопровод 138. Клапаны, обозначенные V1 и V2, могут быть использованы для (i) отведения всего или части первого продукта из процесса для хранения, транспортировки или дальнейшей переработки и/или (ii) объединения всего или части первого продукта с жидким потоком 110.
[0042] Хвостовой газ, в дополнение к молекулярному водороду, метану и этану, может также содержать соединения серы, такие как меркаптан и/или сероводород. Как правило, это тот случай, когда сырье для ароматизации включает сероорганических соединений, H2S, либо то и другое. При необходимости хвостовой газ может быть обработан (не показано на Фиг. 1) с удалением по крайней мере некоторой части соединений серы, которые могут присутствовать. Удаление серы может быть выполнено до введения хвостового газа в трубопровод 130 и/или после него. Можно использовать традиционную технологию удаления серы, но изобретение этим не ограничивается. Хотя удаление серы является необязательным, его обычно производят, когда хвостовой газ включает ≥ 4 ч/млн H2S, например ≥ 1000 ч/млн, как например ≥ 1%, в особенности в аспектах, где, по крайней мере, некоторую часть хвостового газа подвергают дополнительной дегидроциклизации.
[0043] Весь или некоторую часть хвостового газа можно использовать для выработки электроэнергии на месте, например, путем сжигания хвостового газа в одной или более газовых турбинах, газовая турбина используется для питания одного или более электрогенераторов энергоблока 140. Электричество может быть использовано в процессе, например, нагревания ароматизатора 124, например, для обеспечения тепла для (как правило, эндотермической) реакции дегидроциклизации. Альтернативно, или дополнительно, выработанную электроэнергию можно передавать в одну или более электросетей. В качестве альтернативы или в дополнение к газовой турбине, один или более двигателей внутреннего сгорания могут использоваться для сжигания хвостового газа, например, для питания электрогенератора.
[0044] В конкретных аспектах, иллюстрируемых Фиг. 1, молекулярный водород отделяют от хвостового газа до входа в энергоблок 140, при этом, по меньшей мере, некоторую часть отделенного молекулярного водорода отводят через трубопровод 144 в энергоблок 140. Как правило, отделенный молекулярный водород передают в энергоблок 140 вместе с другими компонентами хвостового газа, такими как метан и/или этан. Такой комбинированный поток называют обогащенным водородом потоком, потому что он имеет большее содержание молекулярного водорода, чем хвостовой газ, от которого был отделен. После отделения молекулярного водорода остаток хвостового газа составляет обедненный водородом поток. Передача обогащенного водородом потока из сепаратора водорода 142 в энергоблок 140 может быть желательна, например, когда хвостовой газ обладает слишком низким BTU-содержанием для эффективной выработки электроэнергии, или если желательно меньшее количество вырабатываемой электроэнергии. Можно использовать обычную технологию отделения водорода в сепараторе водорода 142, но изобретение этим не ограничивается. Как правило, обогащенный водородом поток содержит ≥ 50 мас. % молекулярного водорода хвостового газа, например, ≥ 75 мас. %, как например ≥ 90 мас. %. Как правило, обедненный водородом поток содержит ≥ 25 мас. % неароматических углеводородов хвостового газа, например, ≥ 50 мас. %.
[0045] Альтернативно или в дополнение к электроэнергии, которая может быть получена при сгорании хвостового газа (или сгорании компонента хвостового газа, такого как молекулярный водород) в энергоблоке 140, тепловая энергия, образующаяся при таком горением, или часть ее, может быть передана в ароматизатор 124 через тепловой канал 146. Таким образом можно, например, обеспечить нагревание для дегидроциклизации. Для этой цели можно использовать один или более парогенераторов-утилизаторов, включая те, которые обычно адаптированы для обслуживания газовых турбин. Генерируемый пар может быть использован в качестве теплоносителя в тепловом канале 146, например, для теплоснабжения ароматизатора 124. Альтернативно или дополнительно, часть отделенного молекулярного водорода трубопровода 144, или некоторую часть хвостового газа трубопровода 130, или и то, и другое, можно использовать для теплоснабжения ароматизатора 124. Например, один или более этих потоков можно сжигать в нагревателе или подвергать химическому взаимодействию в экзотермической реакции с выделением тепла для реакции ароматизации (или реактора (реакторов)).
[0046] Продолжая в отношении Фиг. 1, обедненный водородом поток может быть передан через трубопровод 150 в необязательный компрессор 152. Весь или некоторую часть компримированного обедненного водородом потока можно использовать в способе, например, для рециркуляции в установку для предварительной обработки 114 через трубопроводы 154 и 112. Это может быть желательно, когда компримированный обедненный водородом поток содержит достаточное количество неароматических углеводородов C2+, которые могут быть полезны для увеличения выхода ароматических углеводородов в способе. В качестве альтернативы или в дополнение, клапаны, обозначенные V3 и V4, могут быть использованы для отведения всего или части обедненного водородом потока из процесса, например, для одного или более хранилищ, дальнейшей переработки, транспортировки, продажи, обратной закачки в пласт-коллектор и т. д.
[0047] Блок-схему Фиг. 1 не следует интерпретировать как указание, что система 100 включает все показанные компоненты. Некоторые родственные аспекты в рамках более широкого объема изобретения не показаны на Фиг. 1. Например, хотя, как правило, нежелательно так делать, в рамках объема изобретения сжигать на одном или более факелах все или часть потоков трубопроводов 150 или 154, например, во время технологических нарушений. Другие аспекты, которые не показаны на фиг. 1, не включают необязательную установку для предварительной обработки. Эти аспекты, как правило, используют источник углеводородов, который способен обеспечить сырье для ароматизации с отвечающей техническим требованиям заданной объемной скоростью истечения и отвечающей техническим требованиям заданной концентрацией неароматических углеводородов С2+.
[0048] Часть или вся система 100 может быть построена как модульная система, которая может быть быстро перемещена и установлена на месте, использована, затем разобрана и перевезена на новое место, когда больше не нужна.
[0049] Некоторое газообразное сырье, пригодное для производства отвечающего техническим требованиям сырья для ароматизации, будет далее описано более подробно. Изобретение не ограничивается этим газообразным сырьем, и это описание не предназначено для того, чтобы исключить использование другого газообразного сырья в рамках более широкого объема изобретения.
Газообразное сырье
[0050] Газообразное сырье, которое в аспектах, иллюстрируемых Фиг. 1, обычно вводят в установку для предварительной обработки 114 через трубопровод 118, как правило, включает одно или более неароматических C2-C9-углеводородных соединений, например, одно или более легких углеводородных соединений (т.е. C2-C5), таких как одно или более легких парафиновых углеводородных соединений. Например, газообразное сырье 118 может включать ≥ 1 мас. %, в расчете на массу газообразного сырья 118, одного или более (i) парафиновых С2-С9 углеводородов, (ii) алифатических С2-С9 углеводородов, (iii) алифатических парафиновых С2-С9 углеводородов, (iv) легких парафиновых углеводородов, (v) легких алифатических углеводородов и (vi) легких алифатических парафиновых углеводородов; например, ≥ 10 мас. %, или ≥ 25 мас. %, или ≥ 50 мас. %, или ≥ 75 мас. %, или ≥ 90 мас. %, или ≥ 95 мас. %. Необязательно газообразное сырье дополнительно включает разбавитель. Разбавитель, когда присутствует, обычно содержится в газообразном сырье в количестве ≤ 60 мас. %, в расчете на массу газообразного сырья 118, например, ≤ 50 мас. %, как например ≤ 40 мас. % или ≤ 30 мас. %, или ≤ 20 мас. %, или ≤ 10 мас. %. Компонент сырья представляет собой разбавитель, когда он практически нереакцинноспособен в конкретных реакционных условиях в присутствии определенного катализатора дегидроциклизации, например, метан, молекулярный азот и инертные атомарные газы, такие как аргон.
[0051] Газообразное сырье, как правило, содержит углеводороды C3 и/или C4 например, (i) ≥ 10 мас. % пропана, как например ≥ 40 мас. % или ≥ 60 мас. %, и/или (ii) ≥ 5 мас. % бутанов, как например ≥ 40 мас. % или ≥ 60 мас. %. Хотя газообразное сырье может содержать углеводороды C5+, количество углеводородов C5+, когда присутствуют, невелико, например, ≤ 30 мас. %, как например ≤ 10 мас. % или ≤ 01 мас. %. Обычно газообразное сырье содержит ≤ 15 мас. % насыщенных углеводородов С6+, например, ≤ 5 мас. %.
[0052] Газообразное сырье может содержать метан, например, ≥ 1 мас. % метана, как например ≥ 10 вес. % или ≥ 20 мас. %, или ≥ 60 мас. %. Несмотря на то, что метан является разбавителем, т.е. обычно он не реагирует c получением ароматического углеводорода или каталитического кокса в присутствии указанного катализатора дегидроциклизации при заданных условиях реакции, его присутствие полезно. Считается, что эта польза обуславливается, по крайней мере, частичным снижением парциального давления углеводородных соединений C2-C9, которое достигается, когда газообразное сырье дополнительно включает метан. Установлено, что уменьшение парциального давления углеводородов C2-C9, в частности парциального давления углеводородов C2-C5, уменьшает количество каталитического кокса, образующегося в условиях указанного процесса дегидроциклизации. Как правило, газообразное сырье включает в общей сложности ≤ 10 мас.% примесей, таких как СО, СО2, H2S, и в общей сложности меркаптан; например ≤ 1 мас. % или ≤ 0,1 мас. %. Хотя обычно не встречается в газообразном сырье, выделенном из сырого природного газа, некоторое газообразное сырье включает молекулярный водород, например ≥ 1 мас. % молекулярного водорода в расчете на массу газообразного сырья 118, как например ≥ 5 мас. %.
[0053] Газообразное сырье включает этан, обычно ≥ 1 мас. %, в расчете на массу газообразного сырья, например, ≥ 5 мас. % или ≥ 10 мас. %, как например в диапазоне от 10 мас. % до 40 мас. %. Подходящее газообразное сырье включает газообразное сырье, содержащее значительное количество этана, а именно > 50 мас. %, как например ≥ 75 мас. % или ≥ 90 мас. %, или ≥ 95 мас. %. Один из вариантов типичного газообразного сырья включает (i) ≥ 10 мас. % этана, как например в диапазоне от 10 мас. % до 40 мас. %; а также включает (ii) от 1 мас. % до 40 мас. % метана, (iii) от 20 мас. % до 50 мас. % пропана и (iv) от 20 мас. % до 50 мас. % бутанов. В других аспектах количество этана в газообразном сырье составляет < 1 мас. %, например, ≤ 0,1 мас. % или ≤ 0,1 мас. %.
[0054] Хотя газообразное сырье может содержать ненасыщенные углеводороды С2+, такие как, непредельные углеводороды С2-С5, количество этих ненасыщенных соединений обычно ≤ 20 мас. %, например, ≤ 10 мас. %, как например ≤ 1 мас. % или ≤ 0,1 мас. %, или в диапазоне от 0,1 мас. % до 10 мас. %. Газообразное сырье 118 может быть практически не содержащим неалифатических углеводородов. В частности, газообразное сырье 118 может быть практически не содержащим ароматических углеводородов, где практически не содержащим в этом контексте означает < 1 мас. % в расчете на массу газообразного сырья 118, как например ≤ 0,1 мас. % или ≤ 0,01 мас. %, или ≤ 0,001 мас. %.
[0055] В некоторых аспектах источник газообразного сырья включает природный газ, например, сырой природный газ (ʺсырой газ"). Природный газ представляет собой (i) смесь, включающую углеводороды, (ii) главным образом в паровой фазе при температуре 15,6°С и давлении 1,016 бар (абсолютном), и (iii) выведенный из геологического пласта. Природный газ может быть получен, например, из одного или более нефтяных месторождений, угольных месторождений и сланцевых месторождений. Один из подходящих сырых природных газов включает от 3 мольн. % до 70 мольн. % метана, от 10 мольн. % до 50 мольн. % этана, от 10 мольн. % до 40 мольн. % пропана и от 5 мольн. % до 40 мольн. % бутанов, и от 1 мольн. % до 10 мольн. % в общей сложности углеводородов С5-С9. В некоторых аспектах ≥ 50 мас. % газообразного сырья включает природный газ, такой как сырой природный газ, например, ≥ 75 мас. % или ≥ 90 мас. %, или ≥ 95 мас. %.
[0056] Как раскрыто в отношении Фиг. 1, все или часть газообразного сырья может быть потоком, выходящим из газовожидкостного сепаратора 104, который обеспечивает отделение газообразного верхнего потока (в трубопровод 116) от источника углеводородов 102. Любая форма источника углеводородов может быть использован в качестве сырья 102, до тех пор, пока он содержит достаточное количество неароматических углеводородов С2+ для получения газообразного сырья и сырья для ароматизации. Например, источник углеводородов 102 может включать углеводороды, полученные с промысловых обрабатывающих установок, нефтеперегонных заводов, химических заводов и тому подобного.
[0057] В некоторых аспектах, газообразное сырье включает один или более газов из (i) газа, полученного из скважины природного газа (ʺгазовой скважиныʺ, неассоциированныйʺ или ʺсухойʺ газ), (ii) природного газа, полученного из конденсатной скважины (ʺгаз конденсатной скважиныʺ) и (iii) газа из буровой скважины (ʺвлажныйʺ или ʺпопутныйʺ газ). Например, попутный газ может содержать от 0 мольн. % до 95 мольн. % метана, от 5 мольн. % до 50 мольн. % этана, от 2 мольн. % до 40 мольн.% пропана, от 0,1 мольн. % до 30 мольн. % изо-бутана, от 1 мольн. % до 30 мольн. % н-бутана и от 0,05 мольн. % до 25 мольн. % изо-пентана. Таблица 1 включает типичные диапазоны композиционного состава сырого газа (мольн. %) и, в круглых скобках, типичный средний состав (мольн. %) некоторых сырых газов, которые могут встречаться в этих потоках.
Таблица 1: примеры составов сырья
[0058] Одно из подходящего газообразного сырья включает ≥ 75 мас. % попутного газа, в расчете на массу газообразного сырья, например, ≥ 90 мас. % или ≥ 95 мас. %. При добыче природной нефти отсутствие эффективных средств для нормальной транспортировки, например, отсутствие средств для сжижения природного газа и/или магистральных трубопроводов, может привести к тому, что попутный газ будет оставаться внутри или около пласта-коллектора. Оставшийся попутный газ может быть неэкономичным для транспортировки и потому сжигаться на факеле, что нежелательно. Кроме того, даже в местах, где имеются магистральные трубопроводы, попутный газ может быть исключен из трубопровода, поскольку он обычно превышает одно или более технических требований к трубопроводной транспортировке, например, ≤ 12 мас. % этана, ≤ 5 мас. % пропана, ≤ 2 мас. % бутанов, индекс Воббе от 49,01 МДж/см3 до 52.22 МДж/см3) и теплотворная способность от 36,07 МДж/см3 до 41,40 МДж/см3).
[0059] Поскольку метан не наносит ущерба процессу и, по крайней мере, в некоторых аспектах полезен, описанные здесь методы могут, по крайней мере, частично устранить необходимость в дорогостоящих и неэффективных криогенных установках для отделения метана. Как правило, получение газообразного сырья из углеводородного источника не включает (i) приведение газообразного сырья, источника углеводородов, или любого его промежуточного соединения к температуре ≤ -37°C, например ≤ -46°C, как например ≤ -60°С. Некоторые аспекты методов не включают криогенную обработку, например, криогенное отделение метана не используется.
[0060] Поэтому методы в особенности выгодны для отдаленных и экономически отсталых районов, где (i) отсутствие криогенных установок для отделения метана ограничивает полезность общепринятых способов ароматизации природного газа, (ii) отсутствие магистральных трубопроводов или производственной инфраструктуры природного газа может приводить к тому, что значительные количества легких углеводородов сжигаются на факеле или сжигаются в качестве топлива, и (iii) остатки попутного газа остаются неиспользованными в отдаленном районе из-за нехватки трубопроводных мощностей или нарушения одного или более требований к находящемуся в эксплуатации магистральному трубопроводу.
Предварительная обработка газообразного сырья
[0061] Газообразное сырье предварительно обрабатывают с получением отвечающего требованиям сырья для ароматизации. Некоторые формы предварительной обработки, схематически иллюстрируемой Фиг. 2, будут теперь описаны более подробно. Изобретение не ограничивается этими аспектами, и это описание не предназначено для исключения других форм предварительной обработки в рамках более широкого объема изобретения, например, тех, где используют фракционную перегонку. Конструктивные особенности, показанные на Фиг. 2, которые по существу выполняют ту же функцию, что и на Фиг. 1, указаны под тем же самым номером.
[0062] Установка для предварительной обработки 114 использует газообразное сырье, подаваемое по трубопроводу 118, с получением сырья для ароматизации, предназначенного для ароматизатора 124, в заданном количестве ≥ 1 MSCFD (29.000 NM3D), например, ≥ 10 MSCFD (290.000 NM3D), как например в диапазоне от 2 MSCFD (57.000 NM3D) до 80 MSCFD (2,3⋅106 NM3D) или в диапазоне от 10 MSCFD (290.000 NM3D) до 30 MSCFD (860.000 NM3D). Сырье для ароматизации имеет заданную концентрацию неароматических углеводородов C2+ в диапазоне от 15 мольн. % до 90 мольн. % на моль сырья для ароматизации, как правило, от 55 мольн. % до 80 мольн. %. В большинстве случаев газообразное сырье подается в установку для предварительной обработки в количестве, изменяющемся в диапазоне от 10 MSCFD (290.000 NM3D) до 150 MSCFD (4,3⋅106 NM3D).
[0063] В аспектах, иллюстрируемых Фиг. 2, предварительная обработка включает (i) передачу тепла от газообразного сырья, по крайней мере на первой ступени теплопередачи 201, для частичной конденсации газообразного сырья при установленной точке росы. Верхний поток отделяют от частично сконденсированного газообразного сырья в барабане-сепараторе 203, верхний поток отводится через трубопровод 115. Верхний поток обычно имеет характеристики в пределах, установленных техническими требованиями для многих газопроводов, например, ≤ 12 мас. % этана, ≤ 5 мас. % пропана, ≤ 2 мас. % бутанов, и индекс Воббе от 49,01 МДж/см3 до 52,22 МДж/см3) и теплотворная способность от 36,07 МДж/см3 до 41,40 МДж/см3).
[0064] Сырье для ароматизации отводят из барабана-сепаратора 203 в виде кубового потока через трубопровод 120. Для того, чтобы обеспечить сырье для ароматизации, подаваемое в ароматизатор 124, с отвечающей требованиям заданной концентрацией неароматических углеводородов С2+ и отвечающей требованиям заданной объемной скоростью истечения, разделение в барабане 203 обычно осуществляют при заданной точке росы в диапазоне от -40°F (-40°C) до -20°F (-28,9°C), как правило, при абсолютном давлении в диапазоне приблизительно от 300 фунтов на кв. дюйм (2068 кПа) до 2000 фунтов на кв. дюйм (13.800 кПа), например от 400 фунтов на кв. дюйм (2760 кПа) до 700 фунтов на кв. дюйм (4830 кПа).
[0065] В аспектах, показанных на Фиг. 2, первая ступень теплопередачи включает по меньшей мере один теплообменник в косвенном тепловом контакте с потоком хладагента, циркулирующего в канале 204. Например, хладагент может включать пропан. Вторая ступень теплопередачи 202 используется для отвода тепла от хладагента. Как правило, вторая ступень теплопередачи включает по крайней мере один теплообменник и по крайней мере один компрессор хладагента. Компрессор хладагента может питаться от мощности на валу, получаемой от газовой турбины энергоблока 140 (показано на Фиг. 1), например. Как правило, теплообменник этапа теплопередачи 202 косвенно передает тепло от хладагента, по меньшей мере, одному теплоносителю (не показан), который отводят.
[0066] В некоторых аспектах, не показанных на Фиг. 2, первая ступень теплопередачи 201 косвенно переносит первую, вторую и третью часть полного количества тепла от газообразного сырья. Первая часть передается хладагенту, а вторая часть передается отделенному газообразному углеводороду. Третья часть передается кубовому потоку барабана-сепаратора 203, который хотя бы частично испаряет кубовый поток, обеспечивая сырье для ароматизации трубопровода 120 в газообразной форме. Эти аспекты в особенности эффективны. Необходима энергия (как правило, обеспеченная, по крайней мере, компрессором хладагента) для отведения тепла от циркулирующего хладагента на второй ступени теплопередачи. Большая часть этой энергии расходуется на конденсацию газообразного сырья в кубовый поток, но некоторая энергия расходуется на охлаждение газообразного верхнего потока, который отводят через трубопровод 115. Косвенно переносимое тепло от газообразного верхнего потока к хладагенту на первой ступени теплопередачи снижает требования к мощности компрессора хладагента. Было успешно установлено, что такая конфигурация позволяет уменьшить или устранить изменения в требованиях к мощности компрессора хладагента, которые в противном случае рассматривались бы при эксплуатации способа с использованием первого газообразного источника из первого географического участка и второго газообразного источника на втором географическом участке, первого и второго газообразных источников, имеющих различное молярное отношение (ʺМʺ) углеводородов C2 к неароматическим углеводородам C3+. Для газообразного сырья с более высоким M, величина мощности компрессора хладагента, используемой для охлаждения газообразного верхнего потока, сравнительно больше, чем для газообразного верхнего потока с меньшим M. Следовательно, передача тепла на первом этапе теплопередачи от газообразного верхнего потока к хладагенту автоматически компенсирует мощность компрессора хладагента, которая в противном случае понадобилась бы или была излишней вследствие изменения газообразного сырья.
[0067] При эксплуатации в соответствии с этими аспектами количество тепла, передаваемого от газообразного сырья к хладагенту на первом этапе теплопередачи, обычно изменяется не более чем на +/- 50% (по существу, эквивалентно изменению мощности компрессора не более, чем на +/- 50%) при очень широком разнообразии газообразного сырья, получаемого из очень широкого ряда источников углеводородов. Как правило, это изменение достигается, когда конденсированная часть газообразного сырья имеет изменение объема ≤ +/- 25%, например, ≤ +/-10% или +/- 5%. Дальнейшее сокращение этого изменения, например, не более чем на +/- 40%, как например не более чем на +/- 30%, может быть достигнуто при условии, что (A) заданное количество сырья для ароматизации составляет в пределах от 5 MSCFD (140.000 NM3D) до 35 MSCFD (1⋅106 NM3D), (B) количество газообразного сырья составляет в пределах от 30 MSCFD (860.000 NM3D) до 140 MSCFD (4⋅106 NM3D) и (C) газообразное сырье имеет молярное отношение углеводородов С2 к неароматическим углеводородам С3+ в диапазоне от 0,5 до 1,5. Этот эффект дает значительное преимущество в стандартизации мощности охлаждения установки для предварительной обработки, например, поскольку модуляризации легче достичь, когда мощность охлаждения установки для предварительной обработки практически не зависит от выбора газообразного сырья.
[0068] В некоторых аспектах, предварительная обработка предусмотрена, чтобы выгодно снизить колебания мощности рекуператора, как в противном случае могло бы потребоваться при переходе от первого газообразного сырья ко второму газообразному сырью. Путем дегидроциклизации углеводородов C2 сырья для ароматизации получают меньшее количество ароматических углеводородных соединений (по молярности), чем получают путем дегидроциклизации неароматических углеводородов C3+ сырья для ароматизации. Следовательно, для газообразного сырья, имеющего более высокую величину М, понадобится рекуператор сравнительно меньшей мощности, чем для того, что имеет меньшую величину М. Было найдено, что это влияние может быть, по крайней мере, частично ослаблено использованием предварительной обработки с получением сырья для ароматизации, имеющего заданную концентрацию углеводородов C3+ в пределах относительно узкого диапазона. Например, было обнаружено, что когда сырье для ароматизации включает углеводороды С2 в количестве, соответствующем диапазону от 10 мольн. % до 35 мольн. % и углеводороды C3+ в количестве, соответствующем диапазону от 40 мольн. % до 50 мольн. %, этот первый продукт извлекают в количестве, которое изменяется не более чем на +/- 25%. Дальнейшее сокращение этого изменения может быть достигнуто, например, не более чем на +/- 20%, как например не более чем на +/-15%, когда (А) заданное количество сырья для ароматизации составляет в пределах от 5 MSCFD (140.000 NM3D) до 35 MSCFD (1⋅106 NM3D), (B) количество газообразного сырья составляет в пределах от 30 MSCFD (860.000 NM3D) до 140 MSCFD (4⋅106 NM3D) и (C) газообразное сырье имеет молярное отношение углеводородов С2 к неароматическим углеводородам С3+ в диапазоне от 0,5 до 1,5. Этот эффект дает значительное преимущество, например, в стандартизации мощности рекуператора, поскольку модуляризации легче достичь, когда мощность рекуператора практически не зависит от выбора газообразного сырья.
[0069] Установка для предварительной обработки сырья 114 может быть построена на первичном комплекте модулей, где разделение блоков на отдельные модули основано на количестве потока. Например, барабан-сепаратор 203 и поддерживающие устройства могут быть сконструированы в виде одноблочной установки для маломасштабных применений, например, приблизительно менее 10 миллионов стандартных кубических футов в сутки (MSCFD) (290.000 NM3D), приблизительно менее 5 MSCFD (140.000 NM3D) или приблизительно менее 1 MSCFD (29.000 NM3D).
[0070] Для более крупномасштабных применений, например, приблизительно свыше 20 MSCFD (570.000 NM3D), приблизительно свыше 35 MSCFD (1⋅106 NM3D) или приблизительно свыше 50 MSCFD (1,4⋅106 NM3D), первый этап теплопередачи 201, второй этап теплопередачи 202 и барабан-сепаратор 203 могут быть разделены на два или более модулей. Типичная блочная установка имеет массу-брутто ≤ 200.000 фунтов (91.000 кг), например, ≤ 80.000 фунтов (36.300 кг), такую как в диапазоне от 10.000 фунтов (4500 кг) до 200.000 фунтов (91.000 кг) или от 50.000 фунтов (22.700 кг) до 150.000 фунтов (68.000 кг); шириной ≤ 15 футов (4,6 м), например, ≤ 102 дюймов (2,6 м); и высотой ≤ 15 футов (4,6 м), например, ≤ 14,6 футов (4,45 м). Специалистам в данной области техники очевидно, что эти конструктивные исполнения являются лишь одним из примеров, и любое число различных конструкций и систем, как эти, может использоваться для установки для предварительной обработки сырья 114.
Ароматизатор
[0071] Некоторые формы ароматизатора 124 будут теперь описаны более подробно со ссылкой на Фиг. 2. Изобретение не ограничивается этими формами ароматизатора, и это описание не предназначено для исключения других форм ароматизаторов в рамках более широкого объема изобретения. Ароматизатор 124 может содержаться в одном модуле или, альтернативно, быть распределен по множеству модулей, например, для размещения реакторов и сопутствующего оборудования. В аспектах, показанных на Фиг. 2, используется один реактор 224. Сырье для ароматизации трубопровода 120 может быть нагрето до температур реактора, при прохождении через ряд теплообменников, 226, 228, 236, например, для теплообмена с выходящим реакционным потоком 126. Для достижения конечных температур, используемых для поддержания эндотермической реакции дегидроциклизации, сырье для реактора в трубопроводе 120 может проходить через нагреватель 230. Нагреватель 230 может получать тепло от горячего дымового газа, отводимого через трубопровод 146, такого как горячий дымовой газ, получаемый при сжигании в турбомашинах энергоблока 140. Альтернативно или в дополнение (например, во время запуска) нагреватель может быть одним из устройств, которое использует сжигание. Некоторая часть хвостового газа в трубопроводе 130 может быть подана в нагреватель для обеспечения топлива для сжигания, по крайней мере, до тех пор, пока запуск не продвинется в достаточной мере для передачи горячего дымового газа от энергоблока 140 к нагревателю через трубопровод 146. Нагреватель 230 может также быть использован для нагрева циркуляционного потока 232 от реактора 224 для поддержания температур реактора. Подразумевается, что пламенный нагреватель 230 может включать один или более теплоутилизаторов (HRU), связанных с дымовым газом от энергоблока 140, например, один или более парогенераторов-утилизаторов. Необязательный горячий нефтяной поток может циркулировать по трубопроводу 234 для обеспечения теплом компонентов системы 100 и/или других систем.
[0072] Реактор 224 использует процесс дегидроциклизации для конвертирования в ароматические углеводороды по крайней мере некоторой части неароматических углеводородов C2+ сырья для ароматизации. При этой форме дегидроциклизации сырье для ароматизации, полученное из трубопровода 120, нагревают на этапах теплопередачи 226 и 228 путем передачи тепла от выходящего реакционного потока в трубопроводе 126 к сырью для ароматизации. Нагретое сырье для ароматизации подвергают взаимодействию в присутствии каталитически эффективного количества по крайней мере одного катализатора дегидроциклизации, расположенного по меньшей мере в одной зоне реакции, работающей в условиях каталитической дегидроциклизации. Реакция конвертирует, по крайней мере, некоторую часть неароматических углеводородов С2-С9 сырья для ароматизации в ароматические углеводороды и молекулярный водород. Как правило, катализатор дегидроциклизации включает ≥ 10 мас. % молекулярно-ситового компонента и ≥ 0,005 мас. % дегидрирующего компонента.
[0073] Когда молекулярно-ситовый компонент и дегидрирующий компонент вместе включают меньше 100 мас. % катализатора, ≥ 90 мас. % остатка катализатора может включать матричный компонент, как например ≥ 99 мас. % остатка. Катализатор обычно включает молекулярно-ситовый компонент в количестве ≥ 20 мас. %, в расчете на массу катализатора, например, ≥ 25 мас. %, как например, в диапазоне от 30 мас. % до 99,9 мас. %. В некоторых аспектах молекулярно-ситовый компонент включает алюмосиликат, например ≥ 90 мас. % по меньшей мере одного алюмосиликата. Алюмосиликат может представлять собой незамещенный алюмосиликат, замещенный алюмосиликат или их комбинацию. Например, алюмосиликат может быть в форме, где по крайней мере часть его природного металла замещена, например, путем ионного обмена, другим подходящим металлом (обычно катионом металла) групп 1-13 периодической таблицы. Как правило, алюмосиликат включает цеолитовый алюмосиликат, например, ≥ 90 мас. % по меньшей мере одного цеолита в расчете на массу алюмосиликата. Термин цеолит включает те цеолиты, в которых по крайней мере часть алюминия замещена другим трехвалентным металлом, таким как галлий или индий.
[0074] Молекулярно-ситовый компонент обычно включает ≥ 90 мас. % одного или более указанных молекулярных сит, например, ≥ 95 мас. %. В некоторых аспектах молекулярно-ситовый компонент включает по крайней мере одно из цеолитовых молекулярных сит, например, ≥ 90 мас. % цеолита, как например ≥ 95 мас. %, в расчете на массу молекулярно-ситового компонента. Хотя молекулярно-ситовый компонент может практически состоять или даже состоит из цеолита, в альтернативных аспектах цеолит(ы) присутствуют в молекулярно-ситовом компоненте в комбинации с другим (например, нецеолитовым) молекулярным ситом. Цеолит может представлять собой цеолит в водородной форме, например, может быть синтезирован в форме цеолита щелочного металла, но после этого преобразован из щелочной формы в водородную форму. Как правило, цеолит имеет средний размер пор и индекс проницаемости 2-12 (как определено в патенте США № 4.016.218). Примеры подходящих цеолитов включают ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35 и ZSM-48, включая и их смеси, и промежуточные соединения, такие как смесь ZSM-5/ZSM-11. Необязательно, цеолит включает как минимум одно множество пор практически одинакового размера, проходящих через молекулярное сито, где средние геометрическое размеры поперечного сечения каждого из множества пор > 5 Å или > 5,3 Å, например, ≥ 5,4 Å, как например ≥ 5,5 Å, или в диапазоне от 5 Å до 7 Å, или от 5,4 Å до 7 Å. Пригодны ZSM-5 и/или ZSM-12, в особенности H-ZSM-5. Например, молекулярно-ситовый компонент может включать ≥ 90 мас. % (A) ZSM-5 и/или (B) ZSM-12, в расчете на массу молекулярно-ситового компонента, например, ≥ 95 мас. % H-ZSM-5. В некоторых аспектах молекулярное сито имеет относительно небольшой размер кристалла, например, мелкокристаллический ZSM-5, подразумевающий ZSM-5 с размером кристаллов ≤ 0,05 микрометров (мкм), как например в диапазоне от 0,02 мкм до 0,05 мкм. Мелкокристаллический ZSM-5 и метод определения размера кристаллов молекулярного сита описаны в патенте США № 6.670.517, который полностью включен здесь в качестве ссылок.
[0075] В других аспектах, молекулярно-ситовый компонент включает по меньшей мере одно молекулярное сито семейства МСМ-22, например, МСМ-22 само по себе или в комбинации с другими молекулярными ситами, такими как один или более из указанных цеолитов. Семейство MCM-22 включает те молекулярные сита, которые имеют дифрактограмму, включающую максимальные значения межплоскостного расстояния d при 12,4±0,25, 6,9±0,15, 3,57±0,07 и 3,42±0,07 Ангстрем. Данные рентгеновской дифракции, используемые для характеристики материала, получены стандартными методами с использованием К-альфа дублета меди в качестве падающего излучения и дифрактометра, оснащенного сцинтилляционным счетчиком и связанного с компьютер в качестве системы сбора. Примеры подходящих молекулярных сит МСМ-22-семейства описаны в патентах США №№ 4.954.325; 4.439.409 (PSH-3); 4.826.667 (SSZ-25); 6.077.498 (ITQ-1); 5.250.277 (MCM-36); 5.236.575 (MCM-49) и 5.362.697 (MCM-56). Другие включают UZM-8, ERB-1, как описано в европейском патенте № 0293032, и ITQ-2, как описано в международной патентной публикации № WO 97/17290. Можно также использовать смеси молекулярных сит МСМ-22-семейства.
[0076] Когда молекулярно-ситовый компонент включает по меньшей мере один алюмосиликат, отношение кремнезем:глинозем в алюмосиликате (по существу то же, что атомное отношение Si:Al2) обычно ≥ 2, например в диапазоне от 5 до 100. Отношение кремнезем:глинозем предназначено для отображения атомного отношения Si:Al2 в жестком анионном каркасе кристаллического алюмосиликата. Альтернативно или в дополнение, катализатор можно сделать более устойчивым к деактивации (и увеличить выход ароматических углеводородов) путем включения трехвалентного фосфора в молекулярно-ситовый компонент. При использовании, количество трехвалентного фосфора обычно ≥ 1 мас. % в расчете на массу молекулярно-ситового компонента. Например, когда молекулярно-ситовый компонент включает алюмосиликат, атомное отношение трехвалентный фосфор:алюминий может быть в диапазоне от 0,01 до 1. Цеолит с более высоким отношением кремнезем:глинозем можно использовать, когда желательна более низкая кислотность катализатора, например, в диапазоне от 44 до 100, как например от 50 до 80 или 55-75.
[0077] В дополнение к молекулярно-ситовому компоненту катализатор включает ≥ 0,005 мас. %, в расчете на массу катализатора, дегидрирующего компонента, например, по крайней мере один дегидрирующий металл. Дегидрирующий компонент может включать один или более нейтральных металлов, выбранных из групп 3-13 периодической таблицы, таких как один или более из Ga, In, Zn, Cu, Re, Mo, W, La, Fe, Ag, Pt и Pd, и/или один или более из оксидов, сульфидов и/или карбидов этих металлов. Например, дегидрирующий компонент может представлять собой Ga, Zn или их комбинацию, при необходимости, нанесенные на катализатор, включающий ZSM-5 в качестве молекулярно-ситового компонента.
[0078] Как правило, дегидрирующий компонент включает ≥ 90 мас. % одного или более указанных дегидрирующих металлов и/или их оксидов, например, ≥ 95 мас. % или ≥ 99 мас. %. Например, дегидрирующий компонент может включать ≥ 90 мас. % (A) Ga и/или (B) Zn, включая их оксиды. Обычно катализатор включает ≥ 0,01 мас. % дегидрирующего компонента, в расчете на массу катализатора, например, ≥ 0,1 мас. % дегидрирующего компонента, как например ≥ 0,5 мас. % или ≥ 1 мас. %.
[0079] Специалистам в данной области техники очевидно, что когда дегидрирующий компонент включает один или более металлов большей каталитической дегидрирующей активности, например, Pt и/или Pd, понадобится меньшее количество дегидрирующего компонента, например, в пределах от 0,005 мас. % до 0,1 мас. %, в расчете на массу катализатора, как например от 0,01 мас. % до 0,6 мас. % или от 0,01 мас. % до 0,05 мас. %. Когда дегидрирующий компонент включает один или более металлов меньшей дегидрирующей активности, например, один или более Ga, In, Zn, Cu, Re, Mo и W, понадобится большее количество дегидрирующего компонента, например, в пределах от 0,05 мас. % до 10 мас. %, в расчете на массу катализатора, как например от 0,1 мас. % до 5 мас. % или от 0,5 мас. % до 2 мас. %.
[0080] Дегидрирующий компонент может быть обеспечен на катализаторе, в катализаторе или вблизи него любым способом, например, такими общепринятыми способами, как пропитка или ионный обмен. По крайней мере часть дегидрирующего металла может также присутствовать в кристаллическом каркасе молекулярного сита. Что касается типичного катализатора, (i) дегидрирующий компонент включает ≥ 95 мас. % (A) Ga и/или (B) Zn, и (ii) первый молекулярно-ситовый компонент включает ≥ 95 мас. % H-ZSM-5.
[0081] В некоторых аспектах дегидрирующий компонент включает ≥ 99 мас. % одного или более из Ga, Zn, и In, и молекулярно-ситовый компонент включает ≥ 99 мас. % цеолита ZSM-5-типа, который пропитан дегидрирующим металлическим компонентом и/или подвергнут ионному обмену с дегидрирующим металлическим компонентом. Например, катализатор может включать Ga-наполненный и/или In-наполненный H-ZSM-5, Ga-замещенный и/или In-замещенный H-ZSM-5, H-галлосиликат структуры типа ZSM-5 и H-галлоалюмосиликат структуры типа ZSM-5. Необязательно катализатор включает (i) тетраэдрический алюминий и/или галлий, который присутствует в каркасе или решетке цеолита, и/или (ii) октаэдрический галлий или индий, который не присутствует в каркасе цеолита, но присутствует в каналах цеолита в непосредственной близости от протонных кислотных центров цеолита. Без привязки к какой-либо теории или модели, считается, что тетраэдрический или каркасный Al и/или Ga обуславливает кислотную функцию катализатора октаэдрический или некаркасный Ga и/или In обуславливает дегидрирующую функцию катализатора. Хотя обычно цеолит пропитывают или подвергают ионному обмену с дегидрирующим металлом, другие формы цеолита могут быть использованы, такие как H-галлоалюмосиликат структуры типа ZSM-5, с каркасными (тетраэдрическими) атомными отношениями Si/Al и Si/Ga приблизительно от 10:1 до 100:1 и от 15:1 до 150:1, соответственно, и некаркасным (октаэдрическим) Ga приблизительно от 0,5 мас. % до 0 мас. %.
[0082] Помимо молекулярно-ситового компонента и дегидрирующего компонента катализатор может дополнительно включать необязательный матричный компонент, например, один или более неорганических связующих веществ. Количество матричного компонента не критично. Если он присутствует, количество матричного компонента обычно находится в диапазоне от 0,01 кратного массе молекулярно-ситового компонента до приблизительно 0,9 кратного массе молекулярно-ситового компонента, например, в диапазоне от 0,02 до 0,8. Матричный компонент может включать активные материалы, такие как цеолиты синтетического или природного происхождения. Альтернативно, или в дополнение, матричный компонент может включать глины и/или оксиды, такие как глинозем, кремнезем, кремнезем-глинозем, диоксид циркония, диоксид титана, оксид магния или их смеси и другие оксиды. Матричный компонент может включать материалы природного происхождения и/или материалы в форме желатиновых осадков или гелей, включая смеси кремнезема и оксидов металлов. Глины могут также быть включены в связующие вещества оксидного типа для модификации механических свойств катализатора или чтобы способствовать процессу изготовления.
[0083] Альтернативно или в дополнение, матричный компонент может включать один или более практически неактивных материалов. Неактивные материалы удобно служат в качестве разбавителей для контроля величины конверсии таким образом, чтобы продукты можно было получать экономично и планомерно без использования других средств для регулирования скорости реакции. Альтернативно или в дополнение к любому трехвалентному фосфору, добавленному к молекулярно-ситовому компоненту или наполненному в него, матричный компонент может необязательно включать трехвалентный фосфор, например, для снижения кислотности катализатора. Специалистам в данной области техники очевидно, что снижение кислотности катализатора уменьшает количество каталитического кокса, получаемого во время каталитической конверсии легких углеводородов сырья в ароматические углеводороды. Подходящие содержащие трехвалентный фосфор матрицы описаны в патенте США № 5.026.937, который полностью включен здесь в качестве ссылки. Матричный компонент является необязательным. В некоторых аспектах катализатор практически не содержит матрицы, например, содержит ≤ 1 мас. % матрицы, как например, ≤ 0,1 мас. %. В частности, катализатор может практически не содержать связующего вещества, например, содержит ≤ 1 мас. % связующего вещества, как например, ≤ 0,1 мас. %. Например, молекулярно-ситовый компонент катализатора может включать ≥ 95 мас. % само-связанного молекулярного сита, например, ≥ 95 вес. % само-связанного ZSM-5, и в частности мелкокристаллического H-ZSM-5.
[0084] Катализатор может представлять собой катализатор, который подвергался одной или нескольким обработкам, например, селективирующей обработке для увеличения селективности в отношении получения требуемых ароматических углеводородных соединений, таких как пара-ксилол. Например, селективация может быть осуществлена до введения катализатора в реактор и/или на месте, в реакторе, например, приведением катализатора в контакт с селективирующим агентом, таким как, по меньшей мере одно кремнийорганическое соединение, в жидком носителе, и последующим кальцинированием катализатора при температуре от 350°C до 550°С. Этот процесс селективации может повторяться два или более раз и изменяет диффузионные характеристики катализатора таким образом, что образование пара-ксилола становится предпочтительнее образования других изомеров ксилола. Такой процесс селективации подробно описан в патентах США № 5.633.417 и 5.675.047.
[0085] Обычно катализатор имеет площадь поверхности, измеряемую по физической абсорбции азота, в диапазоне от 100 м2/г до 600 м2/г, например, в диапазоне от 200 м2/г до 500 м2/г. Когда катализатор содержит алюмосиликат, который включает в себя трехвалентный фосфор, атомное отношение трехвалентный фосфор:алюминий, как правило, находится в диапазоне от 0,01 до 0,5. Например, катализатор может содержать ≥ 10 мас. % трехвалентного фосфора-модифицированного глинозема, как например ≥ 15 мас. %, или в диапазоне от 10 мас. % до 20 мас. %.
[0086] Во время дегидроциклизации, по крайней мере часть неароматических углеводородов С2+ указанного сырья для ароматизации трубопровода 120 конвертируется в ароматические углеводороды, молекулярный водород и необязательно дополнительные неароматические углеводороды. Условия каталитической дегидроциклизации могут включать воздействие на сырье температуры в диапазоне от 400°C до 650°C, давления в диапазоне от 100 кПа до 2200 кПа. Как правило, условия каталитической дегидроциклизации дополнительно включают среднечасовую скорость подачи сырья (WHSV) ≥ 0,1 ч-1. Чаще всего условия каталитической дегидроциклизации включают температуру в диапазоне от 500°C до 625°C, абсолютное давление в диапазоне от 30 фунтов на кв. дюйм (207 кПа) до 80 фунтов на кв. дюйм (522кПа). WHSV может быть в диапазоне от 0,1 ч-1 до 20 ч-1. Как правило, WHSV углеводородов С2+ (ʺWHSV С2+ʺ) в указанном сырье для ароматизации относительно катализатора дегидроциклизации находится в диапазоне от 0,1 ч-1 до 20 ч-1, например, от 0,2 ч-1 до 5 ч-1 или от 0,3 ч-1 до 1 ч-1. WHSV С2+ означает часовой расход углеводородов С2+ (в граммах в час), подвергающихся воздействию второго катализатора, на грамм катализатора дегидроциклизации. Реакция, как правило, эндотермическая. Обычно средний перепад температур в зоне реакции составляет ≤ 600°C, чаще всего, в диапазоне от 20°C до 200°C, например, в диапазоне от 50°C до 150°C.
[0087] Выходящий реакционный поток трубопровода 126 из реактора 224 может быть охлажден путем теплообмена с потоком сырья для реактора трубопровода 120 через этапы теплопередачи 226 и 228. Дальнейшее охлаждение может быть обеспечено протеканием выходящего реакционного потока по трубопроводу 126 через другие охладители, например, воздушный охладитель 236. Выходящий реакционный поток отводят из ароматизатора 124 через трубопровод 126 к рекуператору 128, например, для извлечения, по крайне мере, некоторой части ароматических соединений выходящего реакционного потока.
[0088] Когда ароматизатор работает с использованием указанного сырья для ароматизации в указанных условиях, дегидроциклизация обычно приводит к (i) ≥ 25 мас. % конверсии C2+ сырья для ароматизации, например, ≥ 25%, как например ≥ 50% или ≥ 75%; и (ii) конверсии C3+ ≥ 50%, например, ≥ 75% или ≥ 90%, или ≥ 95%, или ≥ 98%. Выходящий реакционный поток, как правило, содержит (i) непрореагировавшее сырье, включая неконвертированный разбавитель, и (ii) парофазные и/или жидкофазные продукты реакции дегидроциклизации и других путей реакции, фазой продуктов является та, которая существует на выходе из самой нижней по потоку зоны реакции дегидроциклизации реактора 224. Как правило, выходящий реакционный поток не включает твердые (например, каталитический кокс) и/или полутвердые (например, предшественники каталитического кокса) продукты дегидроциклизации и других путей реакции, поскольку они, как правило, остаются на первом этапе, пока не будут удалены в режиме регенерации.
[0089] Выходящий реакционный поток обычно содержит ≥ 10 мас. % ароматических углеводородов, молекулярный водород, ≥ 1 мас. % этана, от 1 мас. % до 40 мас. % метана, ≤ 2 мас. % пропана и ≤ 1 мас. % бутанов. Количество этана в продукте реакции может быть, например, ≥ 5 мас. %, как например ≥ 10 мас. %, в частности, при осуществлении дегидроциклизации при сравнительно высокой температуре в пределах указанного диапазона температур. Поскольку этан обычно образуется в результате гидрогенолиза неароматических углеводородов С3+ сырья для ароматизации во время дегидроциклизации, выходящий реакционный поток обычно содержит этан и метан даже когда сырье для ароматизации содержит < 1 мас. % этана и/или < 1 мас. % метана.
Рекуператор
[0090] Некоторые формы рекуператора 128 схематически иллюстрируются Фиг. 2. Как правило, рекуператор включает по крайней мере одну сепарационную ступень 129 для отделения от выходящего реакционного потока трубопровода 126 по крайней мере хвостового газа, который отводят через трубопровод 130, и первого продукта, который отводят через трубопровод 138.
[0091] В аспектах, иллюстрируемых Фиг. 2, сепарационная ступень 129 включает по меньшей мере один барабан-сепаратор для выделения хвостового газа и первого продукта из выходящего реакционного потока. Изобретение охватывает рекуператоры с одной или более сепарационными ступенями, и сепарационные ступени, имеющие один или более барабанов-сепараторов. Любой подходящий метод сепарации может быть использован на сепарационной ступени 129, включая традиционные технологии разделения, такие как мембранные сепараторы, дистилляционные колонны и др.
[0092] Первый продукт, как правило, содержит ≥ 50 мас. % ароматических углеводородов выходящего реакционного потока, например, ≥ 75 мас. %, как например, ≥ 90 мас. % или ≥ 95 мас. %. Извлечение первого продукта из ароматических углеводородов выходящего реакционного потока, как правило, осуществляют со степенью извлечения в диапазоне от 200 баррелей в сутки (ʺBPDʺ) (3,2 M3PD) до 10.000 BPD (160 M3PD), например, от 500 BPD (7,9 M3PD) до 5000 BPD (79 M3PD), как например, от 1000 BPD (16 M3PD) до 4000 BPD (64 M3PD). Хвостовой газ обычно содержит этан и молекулярный водород и, как правило, дополнительно содержит метан. Например, хвостовой газ может содержать 1 мас. % этана, например, ≥ 5 мас. %, как например, ≥ 10 мас. %. В конкретном аспекте хвостовой газ включает (A) ≥ 75 мас. % этана из выходящего реакционного потока, например, ≥ 90 мас. %, как например, ≥ 95 мас. %; и (B) ≤ 10 мас. % ароматических углеводородов из реакционного продукта, например, ≤ 5 мас. %, как например, ≤ 1 мас. %. Как правило, хвостовой газа дополнительно включает (а) ≥ 10 мас. % молекулярного водорода из выходящего реакционного потока, например, ≥ 25 мас. %, как например, ≥ 50 мас. % или ≥ 95 мас. %, и/или ≥ 10 мас. % метана из выходящего реакционного потока, например, ≥ 25 мас. %, как например, ≥ 50 мас. % или ≥ 95 мас. %.
Необязательный второй этап дегидроциклизации
[0093] Ароматизация сырья для ароматизации не ограничивается одной зоной реактора, или одним реактором, или в один этап реакции. Подразделение реакции между несколькими зонами и/или реакторами создает возможность более эффективного получения циклических продуктов, например, с более высокими выходами и более длительными периодами перед коксованием. Кроме того, разделение реактора на несколько зон и несколько корпусов уменьшает трудности, связанные с конструированием модульной системы более высокой пропускной способности, например, с пропускной способность 50 MSCFD (1,4⋅106 NM3D) или больше.
[0094] Некоторые аспекты изобретения, касающиеся ароматизатора с первым и вторым этапами реакции, схематично иллюстрируются Фиг. 3. Конструктивные особенности на Фиг. 3, которые по существу выполняют ту же функцию, что и на Фиг. 1 и Фиг. 2, указаны под тем же самым номером. Хотя две этапа реакции могут осуществляться в одном корпусе реактора или в отдельных корпусах для каждого этапа, аспекты Фиг. 3 включают второй этап реакции в реакторе 334, который отличается от реактора 224 для первого этапа реакции. Установлено, что общая селективность по одному или более из (i) дополнительного метана и (ii) дополнительного этана, и (iii) дополнительных легких углеводородов С3+ на этапах 1 и 2 меньше, чем в случае, если этапы 1 и 2 объединены в один этап, при работе в условиях, указанных для этапа 1 или этапа 2. Как правило, в случае сырья для ароматизации, которое включает попутный газ, ароматизация (например, осуществляемые вместе этапы 1 и 2) характеризуется (i) общей конверсией углеводородов С2-С4 ≥ 30%, например, ≥ 40%, как например, ≥ 50%, и (ii) селективностью в отношении ароматических углеводородов ≥ 30%, например, ≥ 40%, как например, ≥ 50%. Желательно, чтобы эти результаты могли быть достигнуты за один проход.
[0095] Как показано на Фиг. 3, хвостовой газ в трубопроводе 130A нагревают на этапах теплопередачи 326, 336 и 328. Дополнительный нагрев хвостового газа обеспечивает нагреватель 330. При необходимости часть молекулярного водорода хвостового газа можно сжигать для обеспечения дополнительного нагрева. Когда используют сжигание молекулярного водорода, сжигание обычно является селективным сжиганием молекулярного водорода. Нагретый хвостовой газ подают во второй реактор 334 для дегидроциклизации, по крайней мере, некоторой части углеводородов C2+ хвостового газа с получением второго выходящего реакционного потока, содержащего дополнительные ароматические углеводороды и дополнительный молекулярный водород, которые являются ʺдополнительнымиʺ в том смысле, что они являются дополнительными к полученным в первом реакторе 224. Хотя для реактора 334 показано наличие двух слоев катализатора дегидроциклизации с межслойным нагревом, обеспечиваемым нагревателем 330, второй реактор не ограничивается такими формами. Например, часть молекулярного водорода, образующегося в верхнем слое реактора 334, может быть сожжена с обеспечением дополнительного тепла для эндотермической реакции дегидроциклизации в находящемся ниже по потоку слое.
[0096] От второго выходящего реакционного потока отводят тепло на этапах теплопередачи 326, 336 и 328, и передают через трубопровод 325 в рекуператор 128 для извлечения второго хвостового газа и второго продукта. Как показано на Фиг. 3, это разделение может быть выполнено на второй сепарационной ступени, относящейся к рекуператору 128. Как в случае с первым и вторым этапами реакции, которые могут быть локализованы в отдельных модулях ароматизатора, первая и вторая ступени рекуператора могут быть локализованы в отдельных модулях рекуператора. Это уменьшает трудности, связанные с распределением этих функций по модулям стандартного размера, используемым для работы в различных географических точках.
[0097] Второй этап ароматизатора, как правило, конвертирует ≥ 5 мас. % этана хвостового газа, например, ≥ 10 мас. %, как например, ≥ 20 вес. %. Поскольку первый продукт обычно содержит ≤ 5 мас. % углеводородов C3+, например, ≤ 2 мас. % пропана и ≤ 1 мас. % бутанов, почти никакой конверсии углеводородов C3+ в реакторе 334 не происходит. Этот эффект выгодно уменьшает накопление кокса катализатора на этапе 2.
[0098] Неожиданно было обнаружено, что заметная конверсия этана первого продукта в ароматический углерод может быть достигнута при меньшем удалении или практически без удаления ароматических углеводородов первого выходящего реакционного потока до его входа на второй этап, даже если реакционная температура второго этапа превышает температуру первого этапа. Соответственно, в некоторых аспектах, которые не показаны на Фиг. 3, рекуператор не использует первую сепарационную ступень 129 или использует первую сепарационную ступень меньшей мощности, и/или использует различные условия разделения. Хотя эти аспекты охватывают отведение практически всего первого выходящего реакционного потока во второй реактор 334, они также включают, например, настройку сепарационной ступени 129 на удаление, по крайней мере, части молекулярного водорода первого выходящего реакционного потока (и/или части метана первого выходящего реакционного потока) до того, как остаток хвостового газа будет введен в реактор 334. Отделение метана может быть желательно, когда первый выходящий реакционный поток будет иначе содержать больше метана, чем необходимо для снижения парциального давления этана в реакторе 334 до диапазона, который уменьшает коксонакопление и увеличивает выход ароматических углеводородов.
[0099] В качестве примера таких альтернативных аспектов, сырье для реактора 334 может включать ≥ 90 мас. % выходящего реакционного потока из реактора 224, например, ≥ 95 мас. %, например, ≥ 99 мас. %. Несмотря на то, что в этих аспектах используется незначительное, если вообще какое-либо есть, композиционное разделение между реакторами 224 и 334, в рамках их объема можно разделить весь первый выходящий реакционный поток на два или более потоков с одним потоком, включающим ≥ 50 мас. % всей полноты первого выходящего реакционного потока, подводимого в реактор 334, например, ≥ 75 мас. %, как например, ≥ 90 мас. % или ≥ 95 мас. %; и одним или более дополнительными потоками, выводимыми из процесса. Также в рамки объема этих аспектов входит отделение по крайней мере части ароматических углеводородов первого выходящего реакционного потока до входа в реактор 334. Однако, в этих аспектах часть первого выходящего реакционного потока, подвергаемая взаимодействию в условиях дегидроциклизации в реакторе 334, как правило, включает ≥ 50 мас. % ароматических углеводородов первого выходящего реакционного потока, например, ≥ 75 мас. %, как например, ≥ 90 мас. % или ≥ 95 мас. %; и ≥ 50 мас. % молекулярного водорода первого выходящего реакционного потока, как например, ≥ 90 мас. % или ≥ 95 мас. %. Также типичным для этих аспектов является то, что часть первого выходящего реакционного потока, подвергаемая взаимодействию в условиях дегидроциклизации в реакторе 334, включает ≥ 50 мас. % этана первого выходящего реакционного потока, например, ≥ 75 мас. %, как например, ≥ 90 мас. % или ≥ 95 мас. %; и ≥ 50 мас. % любых других (т. е., помимо этана) неароматических углеводородов в первом выходящем реакционном потоке, например, ≥ 75 мас. %, как например, ≥ 90 мас. % или≥ 95 мас. %. Межэтапные разделения этих аспектов, когда используются, как правило, осуществляется на сепарационной ступени 129 рекуператора 128. Альтернативно или в дополнение к аспектам, иллюстрируемым Фиг. 2, и Фиг. 3, нагрев может быть обеспечен для реакции дегидроциклизации реакторов 224 и/или 334 иными методами, чем огневые нагреватели. Например, в некоторых аспектах, по крайней мере, часть тепла обеспечивается (i) электрическим нагревом, который может использовать электроэнергию, вырабатываемую энергоблоком 140, и/или (ii) горячей масляной системой или паровой системой, которая рекуперирует в теплоутилизатор тепло от дымового газа, выбрасываемого при работе газовой турбины энергоблока 140. В этих или других аспектах, по меньшей мере, часть нагрева обеспечивается сжиганием, по меньшей мере, части молекулярного водорода, образующегося в выше-и нижележащих по потоку слоях катализатора. Окислитель для горения может быть введен в реакторы, например, в одно или более следующих мест: выше по потоку от слоя катализатора, (ii) ниже по потоку от слоя катализатора, между выше-и нижележащими по потоку слоями катализатора, ниже по потоку от нижележащего слоя катализатора. Как правило, сжигание молекулярного водорода сгорания, когда используется, является селективным сжиганием молекулярного водорода (ʺSHCʺ), например, селективным сжиганием молекулярного водорода вместо углеводородов. SHC может быть каталитическим SHC, например, с катализатором SHC, размещенным близко к катализатору дегидроциклизации. Подходящие схемы сжигания молекулярного водорода описаны в патенте США № 5.026.937, который полностью включен здесь в качестве ссылки. Окислителем для сжигания молекулярного водорода или селективного сжигания молекулярного водорода может быть, например, кислород воздуха и/или молекулярный, включая молекулярный кислород в воздухе. Альтернативно или в дополнение, окислитель может быть обеспечен одним или более твердыми носителями кислорода (твердые кислородные носители или ʺSOCʺ), которые можно снова наполнять окислителем, когда ароматизатор находится в режиме регенерации. В некоторых аспектах SOC представляет собой композит с SHC. Обнаружено, что уменьшение количества молекулярного водорода в реакторах увеличивает выход ароматических углеводородов. Отмечено также, что, как правило, желательно не сжигать в реакторах практически весь молекулярный водород, а сжигать только достаточное количество молекулярного водорода для обеспечения тепла, требуемого для эндотермической дегидроциклизации. Установлено, что длительного временного цикла легче достичь, когда в реакторах присутствует по крайней мере некоторое количество молекулярного водорода.
[0100] Хотя технологические условия дегидроциклизации в реакторе 334 могут быть такими же, как в реакторе 224, как правило, они отличаются. Точно так же, хотя один и тот же катализатор дегидроциклизации может быть использован в реакторах 224 и 334, как правило, они бывают разные. Хотя Фиг. 2 и 3 показывают реакторы 224 и 334, как содержащие два каталитических слоя (вышележащий по потоку слой и нижележащий по потоку слой), изобретение не ограничивается реакторами этой формы. В рамки объема изобретения входят реакторы с одним каталитическим слоем, а также реакторы с тремя или более слоями. Реакторы с подвижными слоями катализатора и/или псевдоожиженными слоями катализатора входят в рамки объема изобретения, хотя обычно реакторы 224 и 334 содержат по крайней мере один неподвижный слой катализатора. В аспектах, иллюстрируемых Фиг. 3, каждый из первого и второго этапов реакции включает один реактор (224 и 334). Однако изобретение не ограничивается этапами реакции, осуществляемыми в одном реакторе, и в других аспектах используются дополнительные реакторы, например, для дополнительной дегидроциклизации. Ароматизатор 124 может включать более двух этапов реакции. Каждому этапу может соответствовать одинаковое количество реакторов, но этого не требуется. В некоторых аспектах используется ароматизатор с двумя этапами реакции (как в тех аспектах, что иллюстрируются Фиг. 3), каталитические условия дегидроциклизации в реакторе 224 включают воздействие на сырье для ароматизации температуры T1 в пределах от 400°C до 630°C и давления P1, достаточного для проведения дегидроциклизации. Как правило, T1 находится в диапазоне от 450°C до 605°C. Обычно абсолютное P1 ≥ 20 фунтов на кв. дюйм (137,9 кПа), например, ≥ 35 фунтов на кв. дюйм (241,.3 кПа), как например в диапазоне от 35 фунтов на кв. дюйм (241,3 кПа) до 300 фунтов на кв. дюйм (2070 кПа). Например, P1 может быть в диапазоне от 35 фунтов на кв. дюйм (241,3 кПа) до 300 фунтов на кв. дюйм (2070 кПа), как например, от 37 фунтов на кв. дюйм (255,1 кПа) до 80 фунтов на кв. дюйм (522 кПа), или от 40 фунтов на кв. дюйм (275,8 кПа) до 80 фунтов на кв. дюйм (522 кПа) или от 45 фунтов на кв. дюйм (310,2 кПа) до 80 фунтов на кв. дюйм (522 кПа). Как правило, условия каталитической дегидроциклизации дополнительно включают среднечасовую скорость подачи сырья (WHSV) в диапазоне от 0,1 ч-1 до 20 ч-1, например, от 0,2 ч-1 до 5 ч-1, как например, от 0,3 ч-1 до 1,0 ч-1. WHSV основана на содержании углеводородов C2+ сырья для ароматизации и означает среднечасовую скорость подачи углеводородов C2+ сырья для ароматизации (в граммах) на грамм первого катализатора. В конкретном аспекте, (i) средняя температура в любой реакционной зоне в реакторе 224 (и в любом слое катализатора, расположенного в реакционной зоне реактора 224) составляет ≤ 600°С и (ii) сырье для ароматизации не подвергается воздействию температуры ≥ 630°С на входе в реактор 224. Как правило, реакцию дегидроциклизации в реакторе 224 осуществляют при относительно высоком давлении (относительно давления в реакторе 334), поэтому водород образуется в ходе реакции дегидроциклизации при относительно высоком парциальном давлении. Ожидалось, что высокое парциальное давление водорода будет подавлять дегидрирование сырья, что приведет к снижению выхода таких углеводородов C6+, как ароматические углеводороды. К удивлению обнаружено, что это не так: относительно высокое парциальное давление водорода в реакторе 224, как было установлено, снижает скорость накопления каталитического кокса при незначительном снижении или без снижения выхода ароматических углеводородов. Например, когда условия дегидроциклизации в реакторе 224 включают давления P1 ≥ 35 фунтов на кв. дюйм (241,3 кПа), реакцию дегидроциклизации можно поддерживать в течение временного периода ≥ 50 часов, например, ≥ 100 часов, как например, ≥ 200 часов или ≥ 500 часов при снижении выхода ароматических углеводородов на ≤ 10%, например, на ≤ 5%, как например, на ≤ 1%.
[0101] Специалистам в данной области техники очевидно, что в пределах технологических параметров, указанных для реактора 224, существуют технологические условия, которые, если их выбрать, приведут к максимальной конверсии пропана в ароматические углеводороды ʺXMPʺ. В отличие от обычных многоэтапных процессов, реактор 224 обычно эксплуатируется при конверсии пропана в ароматические углеводороды, которая меньше, чем XMP. Вместо этого, когда сырье для ароматизации включает пропан и/или когда пропан образуется в реакторе 224, технологические условия обычно выбирают так, что начальная (начало прогона) конверсия пропана в ароматические углеводороды в реакторе 224 ʺX1Pʺ составляет ≤ 0,95⋅XMP. Как правило, ʺX1Pʺ ≤ 0,90⋅XMP, например, ≤ 0,85⋅XMP или ≤ 0,75 XMP. Установлено, что эксплуатация реактора 224 в условиях, которые обеспечивают X1P ≥ XMP, вызывает чрезмерное коксование катализатора, обычно приводящее к укороченному времени цикла при работе с неподвижным слоем. Такой же эффект наблюдается для конверсии бутанов в ароматические углеводороды, но с меньшей чувствительностью к изменениям условий процесса в реакторе 224. Вместо того, чтобы работать на реакторе 224 при максимальной конверсии бутанов в ароматические углеводороды XMB, указанные технологические условия обычно приводят к начальной (старт пробега) конверсии бутанов в ароматические углеводороды (ʺX1Bʺ), которая меньше, чем XMB, например, X1B ≤ 0,995⋅XMB, как например, ≤ 0,99⋅XMB или ≤ 0,985⋅XMB.
[0102] Условия дегидроциклизации в реакторе 334 обычно включают температуру T2 в диапазоне от 450°C до 700°C и абсолютное давление P2 ≤ 35 фунтов на кв. дюйм (241,3 кПа). Как правило, Т1 ≤ 0,9⋅Т2, например, Т1 ≤ 0,85⋅Т2, как например, Т1 ≤ 0,8⋅Т2. Давление в реакторе 334, как правило, меньше, чем давление в реакторе 224, например, P2 ≤ 0,95⋅P1, как например, P2 ≤ 0,90⋅P1 или P2 ≤ 0,85⋅P1, или P2 ≤ 0,8⋅P1. Обычно, условия реакции в реакторе 334 включают Т2 в диапазоне от 500°C до 675°C и Р2 ≤ 34 фунтов на кв. дюйм (абс.) (234,4 кПа), например, ≤ 32 фунтов на кв. дюйм (абс.) (220,6 кПа), как например ≤ 30 фунтов на кв. дюйм (абс.) (207 кПа), или в диапазоне от 10 фунтов на кв. дюйм (абс.) (68,9 кПа) до 35 фунтов на кв. дюйм (абс.) (241,3 кПа) или от 12 фунтов на кв. дюйм (абс.) (82,8 кПа) до 34 фунтов на кв. дюйм (абс.) (234,4 кПа). Как правило, реакцию в реакторе 334 осуществляют при WHSV углеводородов С2+ указанного первого продукта по отношению ко второму катализатору в диапазоне от 0,1 ч-1 до 20 ч-1, например, от 0,2 ч-1 до 5 ч-1 или от 0,3 ч-1 до 1 ч-1. В соответствии с WHSV реактора 224, WHSV реактора 334 основан на содержании углеводородов С2+ и означает часовой расход углеводородов С2+ (в граммах), вводимых в реактор 334, на грамм второго катализатора. Специалистам в данной области техники очевидно, что T1 и Т2 представляют собой средние температуры в реакционной зоне, или, более конкретно, в слое катализатора, расположенного в реакционной зоне. Среднюю температуру рассчитывают путем добавления входной температуры зоны к выходной температуре зоны, а затем делением суммы на 2. P1 и P2 не являются средними давлениями. Вместо этого они соответствуют входному давлению на указанном реакторе, например, реакторе 224 для P1 и реакторе 334 для P2. Установлено, что в отличие от реактора 224 повышенное реакционное давление в реакторе 334 (i) снижает выход ароматических углеводородов и (ii) увеличивает скорость накопления каталитического кокса. Абсолютное давление Р2 ≤ 35 фунтов на кв. дюйм (241,3 кПа), как правило, необходимо для достижения в реакторе 334 времени цикла ≥ 50 часов.
[0103] Вопреки ожиданиям, вредно эксплуатировать реактор 334 при температуре, достаточной для максимальной конверсии этана, обычно T2 >700°C. При этом наблюдается снижение селективности в отношении заданного ароматического углеводородного продукта. Как правило, средняя температура в любой реакционной зоне в реакторе 334 (и в любом каталитическом слое, расположенном в реакционной зоне в реакторе 334) составляет ≤700°C. Обычно сырье для ароматизации не подвергают воздействию температуры ≥700°C на входе в реактор 334.
[0104] Также установлено, что действующий реактор 334 при температуре >700°C может привести к химической конверсии дегидрирующего компонента катализатора и потере каталитической дегидроциклизационной активности, в особенности когда дегидрирующий компонент включает один или более оксидов Zn. Без привязки к какой-либо теории или модели, считается, что использование температуры >700°C приводит к конверсии оксидной формы в форму металлического цинка, давление паров которого выше, чем у оксидной формы. Таким образом, потеря каталитической дегидроциклизационной активности объясняется, по крайней мере, частично испарением Zn из катализатора. Обычно полная конверсия этана на втором этапе составляет ≤ 60%, например, ≤ 50, как например, ≤ 40%, или в диапазоне от 25% до 60%, или от 30% до 55%, или от 30% до 50%, или от 30% до 40%.
[0105] По крайней мере, для снижения скорости накопления каталитического кокса, обычно условия дегидроциклизации в реакторе 224 выбирают, чтобы конвертировать (i) ≥ 50 мас. %, например, ≥ 75 мас. %, как например, ≥ 90 мас. % неароматических углеводородов С3+ сырья для ароматизации, но (ii) ≤ 50 мас. %, например, ≤ 25%, как например, ≤ 10% или ≤ 1% углеводородов C2 сырья для ароматизации. Поскольку сырье для реактора 334 обычно содержит меньше неароматических углеводородных С3+ соединений, чем сырье для ароматизации, реактор 334 обычно эксплуатируется в более жестких условиях, чтобы достичь, по крайней мере, некоторой конверсии этана в ароматические углеводороды. Специалистам в данной области техники очевидно, что в пределах диапазонов технологических параметров, указанных для реактора 334, существуют условия процесса, которые, при использовании могут привести к максимальной конверсии этана в ароматические углеводороды ʺXMEʺ. В отличие от обычных многоступенчатых процессов, реактор 334, как правило, не работает на XME. Вместо этого, условия процесса обычно выбирают таким образом, чтобы начальная (начало прогона) конверсия этана в ароматические углеводороды в реакторе 334 ʺX2Eʺ была меньше XME, например ≤ 0,9⋅XME. В большинстве случаев X2E ≤ 0,85⋅XME, например, ≤ 0,8⋅XME или ≤ 75⋅XME. Было найдено, что рабочий этап два в условиях, обеспечивающих X2E ≥ XME, приводит к чрезмерному коксованию катализатора, которое неизбежно влечь за собой укороченное время цикла при работе с неподвижным слоем. Так как в реакторе 334 происходит фактически конверсия этана, то X2E больше нуля. Поскольку этан может образовываться (и обычно есть) в реакторе 224, величина конверсии этана в реакторе 224 (X1E) может быть меньше нуля. Как правило, при работе в указанных условиях с использованием указанного сырья X2E больше X1E. Обычно [1-(X1E/X2E)] равно ≤ 5, например, ≤ 2, например ≤ 1, или в диапазоне от 0,5 до 5, или от 0,6 до 2, или от 0,6 до 1.
[0106] В конкретных аспектах, реактор 224 первой ступени содержит, по меньшей мере, два неподвижных слоя первого катализатора, а реактор 334 второй ступени содержит, по меньшей мере, два неподвижных слоя второго катализатора. В частности в этих аспектах, сырье для ароматизации реагирует в присутствии первого катализатора в реакторе 224 при воздействии температуры Т1 в диапазоне от 450°С до 605°С и абсолютном давлении P1 в диапазоне от 37 фунтов на кв. дюйм (абс.) (255,1 кПа) до 100 фунтов на кв. дюйм (абс.) (689,5 кПа), при объемной скорости (WHSV) в диапазоне от 0,1 ч-1 до 20 ч-1, как например от 0,25 ч-1 до 2 ч-1. Эту часть первого выходящего реакционного потока, который реагирует на второй ступени реактора 334, подвергают воздействию температуры Т2 в диапазоне от 500°C до 675°С и абсолютного давления Р2 ≤ 32 фунтов на кв. дюйм (220,6 кПа), при объемной скорости (WHSV) в диапазоне от 0,1 ч-1 до 20 ч-1, как например от 0,25 ч-1 до 2 ч-1, и обычно меньшей, чем объемная скорость, используемая при реакции сырья для ароматизации в реакторе 224. Более конкретно, Т1 ≤ 0,9⋅T2 и Р2 ≤ 0,9⋅Р1, при Р2 в диапазоне от 1 фунта на кв. дюйм (абс.) до 32 фунтов на кв. дюйм (абс.) (220,6 кПа), например, от 5 фунтов на кв. дюйм (абс.) (34,5 кПа) до 30 фунтов на кв. дюйм (абс.) (206,8 кПа) или от 5 фунтов на кв. дюйм (абс.) (34,5 кПа) до 29 фунтов на кв. дюйм (абс.) (199,9 кПа).
[0107] Первый и второй катализаторы могут быть выбраны из числа катализаторов дегидроциклизации, описанных в соответствующих аспектах, иллюстрируемых одноступенчатым ароматизатором на Фиг. 2. В конкретных аспектах, первый катализатор включает молекулярно-ситовый компонент, дегидрирующий компонент и, необязательно, матричный компонент. Молекулярно-ситовый компонент содержит ≥ 90 мас. % алюмосиликата в водородной форме, алюмосиликата с индексом проницаемости в диапазоне от 2-12 (например, модифицированного трехвалентным фосфором H-ZSM-5) и имеет отношение кремнезема к глинозему в диапазоне от 50 до 80. Молекулярно-ситовый компонент может включать ≥ 95 мас. % само-связанный мелкокристаллический H-ZSM-5. Дегидрирующий компонент включает ≥ 90 мас. %, по меньшей мере, одного оксида Ga. Матричный компонент включает ≥ 75 мас. % глинозема, кремнезема и их комбинаций. Катализатор необязательно включает ≥ 1 мас. % фосфора, например, в форме модифицированного трехвалентным фосфором H-ZSM-5 и/или за счет включения трехвалентного фосфора в матричный компонент.
[0108] В конкретных аспектах второй катализатор включает молекулярно-ситовый компонент, дегидрирующий компонент и, необязательно, матричный компонент. Второй катализатор может быть выбран из числа тех же катализаторов, что предусмотрены для применения на этапе 1 (первых катализаторов), хотя, как правило, второй катализатор имеет более высокую кислотность, чем первый катализатор. Например, молекулярно-ситовый компонент включает ≥ 90 мас. % алюмосиликата в водородной форме, алюмосиликата с индексом проницаемости в диапазоне от 2-12 (например, мелкокристаллический, H-ZSM- 5). Как правило, (i) второй катализатор имеет отношение кремнезем:глинозем в диапазоне от 3 до 60, например, от 10 до 40, как например от 15 до 35, и (ii) катализатор включает < 0,01 мас. % фосфора.
[0109] В этих аспектах дегидрирующий компонент второго катализатора может включать ≥ 90 мас. % по меньшей мере одного оксида Zn. Матричный компонент, когда используется, включает ≥ 90 мас. % глинозема, кремнезема и их комбинации. Второй катализатор обычно включает < 0,01 мас. % фосфора.
[0110] Второй выходящий реакционный поток образуется при реакции этой части первого, выходящего из реактора 334, реакционного потока с указанным вторым катализатором в указанных условиях. Второй выходящий реакционный поток отводится как второй выходящий реакционный поток через трубопровод 325. Обычно второй выходящий реакционный поток включает (i) ≥ 0,5 мас. % дополнительных ароматических углеводородов, (ii) дополнительный молекулярный водород и, необязательно, метан и этан. Второй выходящий реакционный поток, как правило, включает ≥ 1 мас. % от общего количества ароматических углеводородов, например, общее количество (i) дополнительных ароматических соединений и (ii) некоторую часть ароматических соединений выходящего реакционного потока, которые поступают на второй этап, но не конвертируются. Обычно второй выходящий реакционный поток имеет общее содержание ароматических углеводородов ≥ 5 мас. %, в расчете на массу второго выходящего реакционного потока, как например ≥ 10 мас. %, или в диапазоне от 1 мас. % до 95 мас. %, или от 10 мас. % до 75 мас. %. Содержание дополнительных ароматических углеводородов второго выходящего реакционного потока обычно составляет ≥ 1 мас. %, например, ≥ 2 мас. %, как например ≥ 10 мас. % или ≥ 25 мас. %, или ≥ 50 мас. %, или ≥ 75 мас. %. Способ дает требуемый продукт BTX. Несмотря на то, что T2 больше T1, установлено, что второй выходящий реакционный поток характеризуется неожиданным увеличением желательных изомеров ксилола и неожиданным снижением выхода менее желательных ароматических углеводородов C11+.
[0111] Во втором выходящем реакционном потоке могут присутствовать легкие углеводороды, например, этан. Метан, когда присутствует в сырье для ароматизации, обычно не конвертируется в другие углеводородные соединения в условиях, указанных для этапа 1 и/или этапа 2; следовательно, когда промежуточное отделения метана не используется, практически весь метан сырья, как правило, присутствует во втором выходящем реакционном потоке. Второй выходящий реакционный поток обычно включает дополнительный метан, а именно, тот, что образуется на этапе 2, например, путем гидрогенолиза углеводородов С2+, и, необязательно, тот, который образуется на этапе 1, когда промежуточное отделение метана пониженное или не используется.
Извлечение продукта из выходящего на втором этапе реакционного потока
[0112] Хотя выходящий на втором этапе реакционный поток может быть извлечен на сепарационной ступени 129 рекуператора 128, обычно его используют на второй сепарационной ступени, например, на ступени 329, как показано на Фиг. 3. Вторая сепарационная ступень 329 может быть сконфигурирована для работы, по существу, аналогично и, практически, на ней можно использовать такие же компоненты, как на сепарационной ступени 129. Например, на второй сепарационной ступени 329 можно отделить от второго выходящего реакционного потока (i) хвостовой газ, который отводят через трубопровод 130B, и (ii) второй продукт, который отводят через трубопровод 338. Второй продукт обычно содержит ≥ 50 мас. % ароматических углеводородов второго выходящего реакционного потока, например, ≥ 75 вес. % или ≥ 90 мас. %. Извлечение второго продукта из ароматических углеводородов второго выходящего реакционного потока обычно осуществляют со степенью извлечения в диапазоне от 200 BPD (3,2 M3PD) до 10.000 BPD (160 M3PD), например, от 500 BPD (7,9 M3PD) до 5000 BPD (79 M3PD), как например от 1000 BPD (16 M3PD) до 4000 BPD (64 M3PD). Необязательно, второй продукт объединяют с первым продуктом, как показано на Фиг. 3. Отделенный хвостовой газ трубопровода 130B, как правило, содержит молекулярный водород, метан и непрореагировавший этан.
Регенерация катализатора дегидроциклизации
[0113] В некоторых аспектах ароматизатор (включая, например, первый этап и/или второй этап; и/или дополнительные этапы, если используются) может содержать одну или более дополнительных зон реакции, например, дополнительные реакторы (не показаны). Эти дополнительные реакторы могут быть, по существу, такими же, как остальные, а именно, практически такой же конфигурации слоев и практически с таким же количеством по существу того же катализатора. Как правило, реакторы этапов работают в реакционном (дегидроциклизационном) режиме, в то время как дополнительные реакторы работают в режиме регенерации, и наоборот. Непрерывную или полунепрерывную работу можно осуществлять на каждом этапе, например, чередованием реакторов и дополнительных реакторов, включенных последовательно, в режимах реакции и регенерации. В аспектах, иллюстрируемых Фиг. 3, работа на каждом из первого и второго этапов обычно осуществляется в режиме дегидроциклизации за среднее время цикла ≥ 50 часов, например, ≥ 75 часов, например ≥ 100 часов или ≥ 120 часов, при выходе ароматических соединений, который ≥ 95% выхода, достигаемого в начале режима дегидроциклизации, например, ≥ 90%, как например ≥ 75%.
[0114] Как правило, катализатор дегидроциклизации, используемый на этапах, регенерируют при температуре ≤ 700°С. Установлено, что превышение этой температуры во время регенерации вызывает деалюминирование катализатора и/или утрату структуры, что приводит к нежелательной потере кислотности катализатора. Регенерацию катализатора для любого из указанных катализаторов обычно проводятся с использованием процессов, ограничивающих максимальную температуру, воздействию которой подвергается катализатор во время регенерации, приблизительно температурой до 750°C, как правило, до 650°C. Можно использовать общепринятые методы регенерации катализатора, например, подвергать катализатор воздействию окислителя, такого как воздух или кислород в воздухе, в течение времени, достаточного для удаления, по крайней мере, части каталитического кокса, но изобретение не ограничивается этим. При проведении этапов дегидроциклизации 1 и/или 2 в ряде последовательно включенных адиабатических реакторов с неподвижным слоем подходящий метод регенерации включает циркуляцию потока регенерационного газа, содержащего ограниченное количество кислорода, что ограничивает величину экзотермического эффекта, при которой кокс выжигают из катализатора. Как правило, в месте, где регенерационный газ поступает в первый (самый вышестоящий, по отношению к потоку регенерационного газа) реактор, например, на входе в реактор, регенерационный газ подвергают воздействию температуры ≤ 350°C, например, ≤ 325°C, как например, ≤ 300°С. При необходимости, содержание окислителя в регенерирующем газе может быть уменьшено для снижения риска превышения максимальной температуры.
Энергоблок
[0115] Некоторые формы энергоблока, которые используют в качестве сырья хвостовой газ, подаваемый по трубопроводу 130B, будут теперь описаны более подробно со ссылкой на Фиг. 3. Изобретение не ограничивается этими формами, и это описание не предназначено для исключения других форм, таких как формы, которые используют сырье, содержащее хвостовой газ, транспортируемый по трубопроводу 130А.
[0116] Как показано на Фиг. 3, хвостовой газ сжимают в компрессоре 160 и затем подают на ступень сгорания в газовой турбине 161, которая также включает ступень сжатия, и ступень расширения. Ступени расширения и сжатия соединены через вращающийся вал 166. Окислитель трубопровода 162, например, кислород, воздух или кислород в воздухе, сжимают на ступени сжатия перед ступенью горения. При сгорании образуются выхлопные газы высокого давления, которые проходят через ступень расширения, создавая механическую мощность (мощность на валу), которая поворачивает вал 166. Вал 166 соединен с возможностью вращения с электрогенератором 164, который производит электроэнергию 165. Дымовой газ низкого давления 163 все еще сохраняет значительное количество тепловой энергии. Соответственно, нагреватель 230 может включать один или более HRUs. Необязательно, эти аспекты включают сжигание части хвостового газа (например, в трубопроводах 130A и/или 130B) в нагревателе 230.
[0117] Произведенная электрическая мощность может быть использована на месте или экспортирована в электросеть. Количество производимой электроэнергии может зависеть от объемной скорости истечения сырья для ароматизации. В примерах, где сырье для ароматизации имеет объемную скорость истечения около 50 MSCFD (1,4⋅106 NM3D), выработанная электрическая мощность может быть около 150 мегаватт (МВт).
[0118] Хотя настоящие методы могут быть восприимчивы к различным модификациям и альтернативным формам, рассмотренные выше примеры были показаны только в качестве примера. Вместе с тем следует еще раз понять, что эти методы не должны рассматриваться, как ограничиваемые конкретными примерами, приведенными в настоящем документе. Напротив, настоящие методы включают все альтернативы, модификации и эквиваленты, подпадающие под истинную сущность и объем прилагаемых пунктов формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ ИЗ АЛИФАТИЧЕСКИХ | 2008 |
|
RU2461537C2 |
| ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ МЕТАНА | 2006 |
|
RU2408565C2 |
| ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ МЕТАНА | 2008 |
|
RU2460581C2 |
| ПОЛУЧЕНИЕ АЛКИЛИРОВАННЫХ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ МЕТАНА | 2005 |
|
RU2417974C2 |
| ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ ИЗ МЕТАНА | 2007 |
|
RU2454390C2 |
| РЕГЕНЕРАЦИЯ СОДЕРЖАЩИХ МЕТАЛЛ КАТАЛИЗАТОРОВ | 2011 |
|
RU2579147C2 |
| ПОЛУЧЕНИЕ АРОМАТИЧЕСКИХ СОЕДИНЕНИЙ ИЗ МЕТАНА | 2007 |
|
RU2459789C2 |
| ПОЛУЧЕНИЕ ЖИДКИХ УГЛЕВОДОРОДОВ ИЗ МЕТАНА | 2005 |
|
RU2405764C2 |
| СПОСОБ ПРЕВРАЩЕНИЯ МЕТАНА | 2007 |
|
RU2448079C2 |
| СПОСОБ ПРЕВРАЩЕНИЯ МЕТАНА | 2007 |
|
RU2454389C2 |

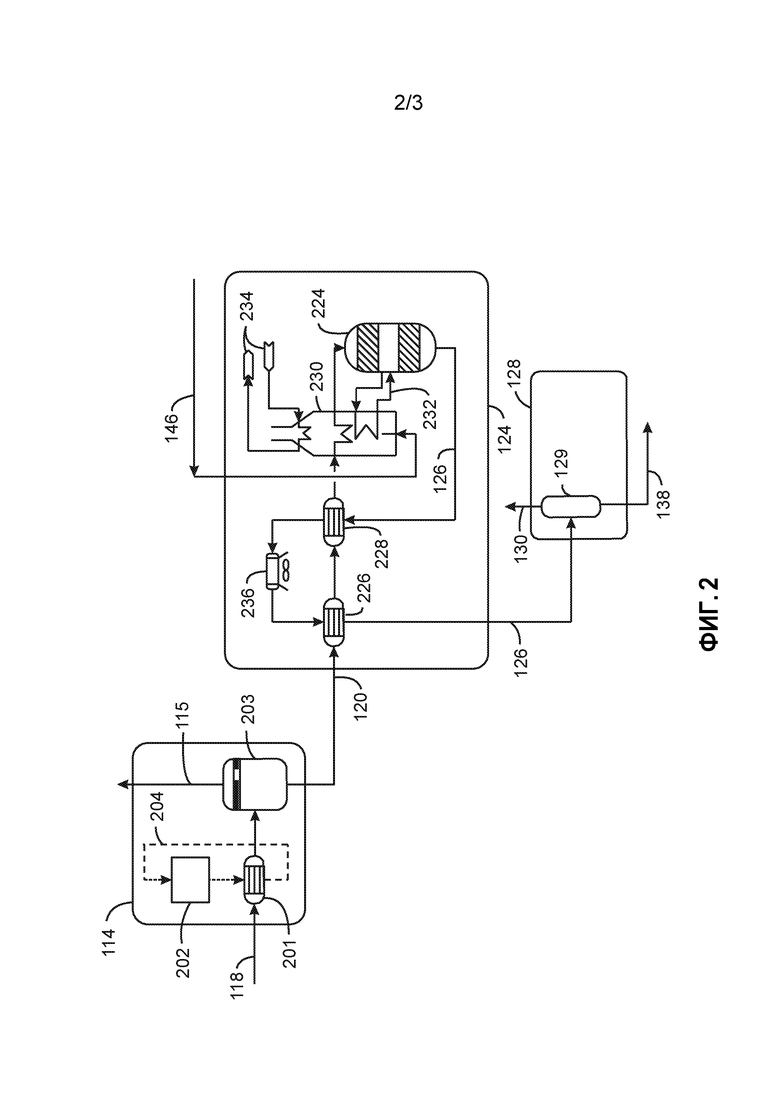
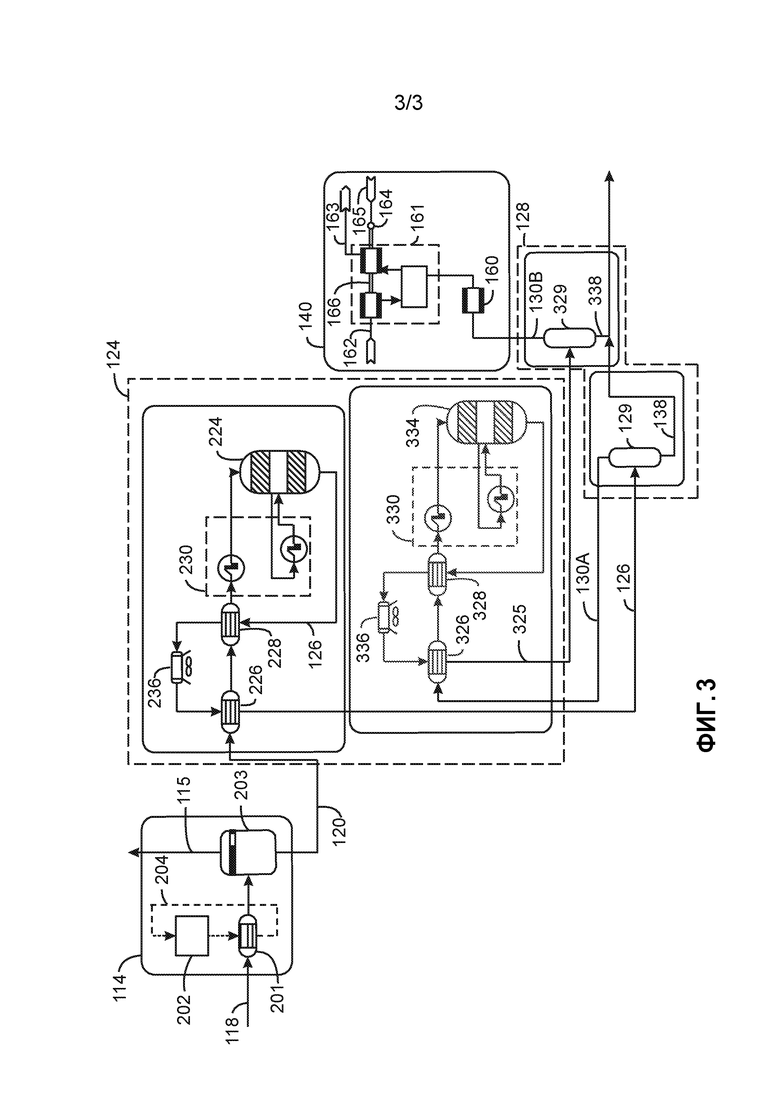
Изобретение относится к двум вариантам системы для получения ароматических углеводородов и двум вариантам способа. Один из вариантов системы включает: (а) ароматизатор, сконфигурированный для (i) приема заданного количества ≥1 миллиона стандартных кубических футов в сутки [MSCFD] (29000 NM3D) сырья для ароматизации, где сырье для ароматизации включает углеводороды С2 и неароматические углеводороды С3+ и имеет заданную концентрацию неароматических углеводородов C2+ в диапазоне от 15 до 90 мол.% на моль сырья для ароматизации, и (ii) ароматизации (A) по меньшей мере части неароматических углеводородов С3+ сырья для ароматизации и (B) по меньшей мере части углеводородов С2 сырья для ароматизации с получением выходящего реакционного потока, содержащего молекулярный водород, неароматические углеводороды и ароматические углеводороды; (b) рекуператор продукта в жидкостном сообщении с ароматизатором, сконфигурированный для извлечения по крайней мере первого и второго продуктов из выходящего реакционного потока, где первый продукт включает по меньшей мере часть ароматических углеводородов выходящего реакционного потока и второй продукт включает хвостовой газ, содержащий (i) по меньшей мере часть молекулярного водорода выходящего реакционного потока и (ii) по меньшей мере часть неароматических углеводородов выходящего реакционного потока; и (с) установку для предварительной обработки сырья, сконфигурированную для (A) приема ≥2 MSCFD (57000 NM3D) газообразного сырья и (B) получения сырья для ароматизации из газообразного сырья, где газообразное сырье включает от 0 до 98 мол.% метана, от 1 до 50 мол.% углеводородов C2 и от 1 до 40 мол.% неароматических углеводородов С3+, где установка для предварительной обработки сырья включает (i) по меньшей мере один этап теплопередачи, имеющий (A) вход в жидкостном сообщении с трубопроводом для сырья и (B) выход, этап теплопередачи сконфигурирован для переноса тепла от газообразного сырья в целях конденсации части газообразного сырья при установленной точке росы, и (ii) по меньшей мере один парожидкостной сепаратор, где парожидкостной сепаратор имеет вход в жидкостном сообщении с этапом теплопередачи, по меньшей мере один барабан-сепаратор и первый и второй выходы, где: (A) вход сепаратора сконфигурирован для приема газообразного сырья и конденсированных порций с этапа теплопередачи, (B) барабан-сепаратор сконфигурирован для разделения газообразного сырья и конденсированных порций с получением кубового потока, включающего сырье для ароматизации, и верхнего потока, включающего отделенные газообразные углеводороды, (C) первый выход сепаратора сконфигурирован для передачи отделенной газообразной части из установки для предварительной обработки, и (D) второй выход сепаратора сконфигурирован для передачи заданного количества сырья для ароматизации в ароматизатор, и где (iii) первый этап теплопередачи установки для предварительной обработки включает по меньшей мере один теплообменник в косвенном тепловом контакте с потоком хладагента, (iv) первый теплообменник адаптирован к косвенной передаче первой, второй и третьей частей тепла, передаваемого от газообразного сырья, где первая часть передается хладагенту, вторая часть передается отделенным газообразным углеводородам и третья часть передается сырью для ароматизации, и (v) второй этап теплопередачи сконфигурирован для отведения некоторого количества тепла от потока хладагента, где количество тепла изменяется не более чем на +/-50%, тогда как конденсированная часть, сконденсированная из газообразного сырья, имеет изменение объема ≤ +/-10%. Предлагаемое изобретение не требует приспособления реакторов и сопутствующего оборудования к составу конкретного источника углеводородов С2-С9 и может осуществляться с использованием стандартизированных модулей, легко транспортируемых в удаленные места. 4 н. и 17 з.п. ф-лы, 1 табл., 3 ил.
1. Система для получения ароматических углеводородов, включающая:
(а) ароматизатор, сконфигурированный для (i) приема заданного количества ≥1 миллиона стандартных кубических футов в сутки [MSCFD] (29000 NM3D) сырья для ароматизации, где сырье для ароматизации включает углеводороды С2 и неароматические углеводороды С3+ и имеет заданную концентрацию неароматических углеводородов C2+ в диапазоне от 15 до 90 мол.% на моль сырья для ароматизации, и (ii) ароматизации (A) по меньшей мере части неароматических углеводородов С3+ сырья для ароматизации и (B) по меньшей мере части углеводородов С2 сырья для ароматизации с получением выходящего реакционного потока, содержащего молекулярный водород, неароматические углеводороды и ароматические углеводороды;
(b) рекуператор продукта в жидкостном сообщении с ароматизатором, сконфигурированный для извлечения по крайней мере первого и второго продуктов из выходящего реакционного потока, где первый продукт включает по меньшей мере часть ароматических углеводородов выходящего реакционного потока и второй продукт включает хвостовой газ, содержащий (i) по меньшей мере часть молекулярного водорода выходящего реакционного потока и (ii) по меньшей мере часть неароматических углеводородов выходящего реакционного потока; и
(с) установку для предварительной обработки сырья, сконфигурированную для (A) приема ≥2 MSCFD (57000 NM3D) газообразного сырья и (B) получения сырья для ароматизации из газообразного сырья, где газообразное сырье включает от 0 до 98 мол.% метана, от 1 до 50 мол.% углеводородов C2 и от 1 до 40 мол.% неароматических углеводородов С3+, где установка для предварительной обработки сырья включает:
(i) по меньшей мере один этап теплопередачи, имеющий (A) вход в жидкостном сообщении с трубопроводом для сырья и (B) выход, этап теплопередачи сконфигурирован для переноса тепла от газообразного сырья в целях конденсации части газообразного сырья при установленной точке росы, и
(ii) по меньшей мере, один парожидкостной сепаратор, где парожидкостной сепаратор имеет вход в жидкостном сообщении с этапом теплопередачи, по меньшей мере один барабан-сепаратор и первый и второй выходы, где:
(A) вход сепаратора сконфигурирован для приема газообразного сырья и конденсированных порций с этапа теплопередачи,
(B) барабан-сепаратор сконфигурирован для разделения газообразного сырья и конденсированных порций с получением кубового потока, включающего сырье для ароматизации, и верхнего потока, включающего отделенные газообразные углеводороды,
(C) первый выход сепаратора сконфигурирован для передачи отделенной газообразной части из установки для предварительной обработки, и
(D) второй выход сепаратора сконфигурирован для передачи заданного количества сырья для ароматизации в ароматизатор,
и где
(iii) первый этап теплопередачи установки для предварительной обработки включает по меньшей мере один теплообменник в косвенном тепловом контакте с потоком хладагента,
(iv) первый теплообменник адаптирован к косвенной передаче первой, второй и третьей частей тепла, передаваемого от газообразного сырья, где первая часть передается хладагенту, вторая часть передается отделенным газообразным углеводородам и третья часть передается сырью для ароматизации, и
(v) второй этап теплопередачи сконфигурирован для отведения некоторого количества тепла от потока хладагента, где количество тепла изменяется не более чем на +/-50%, тогда как конденсированная часть, сконденсированная из газообразного сырья, имеет изменение объема ≤ +/-10%.
2. Система по п. 1, где система дополнительно включает конвертер хвостового газа в жидкостном сообщении с рекуператором продукта, где конвертер хвостового газа включает по меньшей мере одну ступень сепарации молекулярного водорода и по меньшей мере одну ступень выработки электроэнергии, где:
(i) ступень сепарации молекулярного водорода включает вход для приема хвостового газа из рекуператора продукта и первый и второй выходы,
(ii) сепаратор водорода в жидкостном сообщении со ступенью сепарации молекулярного водорода, где сепаратор водорода сконфигурирован для отделения от хвостового газа обогащенного водородом потока, включающего ≥75 мас.% молекулярного водорода хвостового газа, и обедненного водородом потока, включающего ≥25 мас.% неароматических углеводородов хвостового газа,
(iii) первый выход ступени сепарации молекулярного водорода сконфигурирован для передачи на ступень выработки электроэнергии по меньшей мере части молекулярного водорода обогащенного водородом потока,
(iv) ступень выработки электроэнергии включает по меньшей мере один пламенный нагреватель и/или по меньшей мере одну газовую турбину, имеющую вращающийся вал, соединенный по меньшей мере с одним электрогенератором,
(v) газовая турбина сконфигурирована для сжигания по меньшей мере части обогащенного водородом потока с созданием мощности на валу;
(vi) электрогенератор сконфигурирован для превращения по меньшей мере части мощности на валу в электроэнергию, где по меньшей мере часть электроэнергии используется для подачи тепла к ароматизатору,
(vii) пламенный нагреватель сконфигурирован для сжигания по меньшей мере части обогащенного водородом потока с продуцированием тепла, где по меньшей мере часть тепла подается к ароматизатору; и
(viii) второй выход ступени сепарации молекулярного водорода сконфигурирован для передачи рафината из конвертера хвостового газа.
3. Система по любому из пп. 1 и 2, где:
(i) ароматизатор включает по меньшей мере один вход по меньшей мере в один реактор и по меньшей мере один выход,
(ii) вход ароматизатора сконфигурирован для приема сырья для ароматизации и передачи сырья для ароматизации в реактор,
(iii) реактор сконфигурирован для приведения в контакт сырья для ароматизации по меньшей мере с одним слоем катализатора дегидроциклизации при диапазоне температур от 400 до 650°C, давлении в диапазоне от 100 до 2200 кПа и объемной скорости в диапазоне от 0,1 до 20 ч-1 с получением выходящего из ароматизатора потока, и
(iv) выход ароматизатора сконфигурирован для передачи по меньшей мере части выходящего реакционного потока в рекуператор продукта.
4. Система по любому из пп. 1-3, где установка для предварительной обработки принимает от 10 MSCFD (290000 NM3D) до 150 MSCFD (4,3⋅106 NM3D) газообразного сырья, заданное количество сырья для ароматизации в диапазоне от 2 MSCFD (57000 NM3D) до 80 MSCFD (2,3⋅106 NM3D), и рекуператор продукта извлекает ≥ 90 мас.% ароматических углеводородов выходящего реакционного потока при степени извлечения в диапазоне от 200 BPD (3,2 M3PD) до 10000 BPD (160 M3PD).
5. Система по любому из пп. 1-4, где газообразное сырье содержит попутный газ, включающий от 0 до 95 мол.% метана, от 5 до 50 мол.% этана, от 2 до 40 мол.% пропана, от 0,1 до 30 мол.% изо-бутана, от 1 до 30 мол.% н-бутана и от 0,05 до 25 мол.% изо-пентана.
6. Система по любому из пп. 1-5, где по меньшей мере одно из: установки для предварительной обработки, ароматизатора и рекуператора существует в форме одного или более мобильных модулей.
7. Модульная система по п. 6, где по меньшей мере один из мобильных модулей основан на одной или более блочных установках, каждая блочная установка имеет массу-брутто ≤100000 фунтов (45360 кг), ширину ≤15 футов (4,6 м) и высоту ≤ 15 футов (4,6 м).
8. Способ конверсии углеводородов, включающий:
(a) обеспечение заданного количества ≥1 миллиона стандартных кубических футов в сутки [MSCFD] (29000 NM3D) сырья для ароматизации, включающего углеводороды С2 и неароматические углеводороды С3+, где сырье для ароматизации имеет заданную концентрацию неароматических углеводородов C2+ в диапазоне от 15 до 90 мол.% на моль сырья для ароматизации;
(b) реакцию сырья для ароматизации в присутствии по меньшей мере одного катализатора дегидроциклизации в условиях каталитической дегидроциклизации с получением выходящего реакционного потока, включающего (i) неароматические углеводороды и (ii) ароматические углеводороды, и молекулярный водород, где ароматические углеводороды и молекулярный водород образуются при дегидроциклизации по меньшей мере части углеводородов C2 сырья для ароматизации и/или неароматических углеводородов С3+ сырья для ароматизации; и
(c) извлечение по меньшей мере первого и второго продуктов из выходящего реакционного потока, где первый продукт включает по меньшей мере часть ароматических углеводородов выходящего реакционного потока и второй продукт включает хвостовой газ, содержащий (i) по меньшей мере часть молекулярного водорода выходящего реакционного потока и (ii) по меньшей мере часть неароматических углеводородов выходящего реакционного потока; и
(d) получение сырья для ароматизации предварительной обработкой ≥2 MSCFD (57000 NM3D) газообразного сырья, газообразное сырье содержит от 0 до 98 мол.% метана, от 1 до 50 мол.% углеводородов C2 и от 1 до 40 мол.% неароматических углеводородов С3+;
где предварительная обработка включает (i) перенос тепла от газообразного сырья по меньшей мере на первом этапе теплопередачи, в целях частичной конденсации газообразного сырья при установленной точке росы, и (ii) отделение от частично сконденсированного сырья верхнего потока, включающего газообразные углеводороды и кубовый поток, где кубовый поток представляет собой сырье для ароматизации; где
(iii) первый этап теплопередачи включает по меньшей мере один теплообменник в косвенном тепловом контакте с потоком хладагента,
(iv) теплообменник косвенно передает первую, вторую и третью части тепла, переносимого от газообразного сырья, где первая часть передается хладагенту, вторая часть передается отделенным газообразным углеводородам и третья часть передается сырью для ароматизации, и
(v) предварительная обработка дополнительно включает отведение потока хладагента с первого этапа теплопередачи на второй этап теплопередачи и отведение некоторого количества тепла от хладагента на второй этап теплопередачи, где количество тепла изменяется не более чем на +/-50%, когда конденсированная часть сконденсирована из газообразного сырья, имеющего изменение объема ≤ +/-10%.
9. Способ по п. 8, где газообразное сырье включает попутный газ, содержащий от 0 до 95 мол.% метана, от 5 до 50 мол.% этана, от 2 до 40 мол.% пропана, от 0,1 до 30 мол.% изо-бутана, от 1 от 30 мол.% н-бутана и от 0,05 до 25 мол.% изо-пентана.
10. Способ по п. 8 или 9, где газообразное сырье подается в количестве, изменяющемся в диапазоне от 10 MSCFD (290000 NM3D) до 150 MSCFD (4,3⋅106 NM3D), заданное количество сырья для ароматизации изменяется в диапазоне от 2 MSCFD (57000 NM3D) до 80 MSCFD (2,3⋅106 NM3D) и этап (c) включает извлечение ≥ 90 мас.% ароматических углеводородов выходящего с ароматизации потока при степени извлечения в диапазоне от 200 BPD (3,2 M3PD) до 10000 BPD (160 M3PD).
11. Способ по п. 8, где частичную конденсацию газообразного сырья осуществляют при абсолютном давлении в диапазоне от 300 фунтов на кв. дюйм (2068 кПа) до 2000 фунтов на кв. дюйм (13800 кПа), где установленная точка росы находится в диапазоне от -40°F (-40°C) до -20°F (-28,9°C).
12. Способ по п. 8, дополнительно включающий:
(d) отделение от хвостового газа экстракта, включающего ≥75 мас.% молекулярного водорода хвостового газа и рафината, включающего ≥90 мас.% неароматических углеводородов хвостового газа;
(e) обеспечение по меньшей мере одной газовой турбины, соединенной по меньшей мере через один вращающийся вал, для создания мощности на валу по меньшей мере одного электрогенератора;
(f) сжигание по меньшей мере части молекулярного водорода экстракта в газовой турбине для создания мощности на валу;
(g) конвертирование по меньшей мере части мощности на валу в электроэнергию, где по меньшей мере часть электроэнергии используется для подачи тепла на реакцию ступени (b).
13. Способ по п. 12, где второй этап теплопередачи включает по меньшей мере один компрессор хладагента, где по меньшей мере часть мощности компрессора хладагента получена от газовой турбины и/или электрогенератора.
14. Способ по любому из пп. 8-10, где:
(i) реакция ступени (b) осуществляется по меньшей мере в одном первом реакторе,
(ii) первый реактор включает по меньшей мере один слой катализатора дегидроциклизации, и
(iii) условия каталитической дегидроциклизации в первом реакторе включают первую температуру T1 в диапазоне от 400 до 650°C, первое давление P1 в диапазоне от 100 дo 2200 кПа и первую объемную скорость в диапазоне 0,1 до 20 ч-1.
15. Способ по п. 14, дополнительно включающий:
(h) отведение по меньшей мере части хвостового газа во второй реактор, где второй реактор содержит по меньшей мере один слой второго катализатора дегидроциклизации, и
(i) реакцию хвостового газа во втором реакторе в присутствии второго катализатора дегидроциклизации во вторых условиях дегидроциклизации, которые включают температуру T2 в диапазоне от 500 до 675°C, абсолютное давлении P2 ≤ 30 фунтов на кв. дюйм (207 кПа) и среднечасовую скорость подачи сырья в диапазоне от 0,1 до 20 ч-1, с получением продукта второго реактора, содержащего дополнительные ароматические углеводороды, дополнительный молекулярный водород и дополнительные неароматические углеводороды, где:
(i) T1 находится в диапазоне от 450 до 605°C, P1 находится в диапазоне от 37 фунтов на кв. дюйм (абс.) (255 кПа) до 80 фунтов на кв. дюйм (абс.) (522 кПа), и
(ii) T2 > T1 и/или P1 > P2.
16. Способ по п. 15, где:
(i) первый катализатор включает по меньшей мере 10 мас.% первого молекулярно-ситового компонента и по меньшей мере 0,005 мас.% первого дегидрирующего компонента,
(ii) второй катализатор включает по меньшей мере 10 мас.% второго молекулярно-ситового компонента и по меньшей мере 0,005 мас.% второго дегидрирующего компонента;
(iii) каждый из первого и второго молекулярно-ситовых компонентов включает (i) один или более из MCM-22, ZSM-5, ZSM-11, ZSM-12, ZSM-22, ZSM-23, ZSM-35 и ZSM-48, и
(iv) каждый из первого и второго дегидрирующих компонентов включает один или более из Ga, Zn, Cu, Re, Mo, W, La, Fe, Ag, Pt и Pd.
17. Способ по п. 15, дополнительно включающий отведение молекулярного водорода из хвостового газа до входа во второй реактор.
18. Способ по п. 8, где верхний поток имеет индекс Воббе в диапазоне от 49,01 до 52,22 МДж/см3 и теплотворную способность в диапазоне от 36,07 до 41,40 МДж/см3.
19. Способ по п. 11, где:
(i) сырье для ароматизации включает углеводороды C2 в количестве, изменяющемся в диапазоне от 10 до 35 мол.%, и углеводороды С3+ в количестве, изменяющемся в диапазоне от 40 до 50 мол.%, и первый продукт извлекается в количестве, изменяющемся не более чем на +/- 25%, когда (A) заданное количество сырья для ароматизации составляет в диапазоне от 5 MSCFD (140000 NM3D) до 35 MSCFD (1⋅106 NM3D), (B) количество газообразного сырья составляет в диапазоне от 30 (860000 NM3D) MSCFD до 140 MSCFD (4⋅106 NM3D) и (C) газообразное сырье имеет молярное отношение углеводородов C2 к неароматическим углеводородам С3+ в диапазоне от 0,5 до 1,5.
20. Система для получения ароматических углеводородов, включающая:
(a) по меньшей мере один трубопровод для сырья, предназначенный для передачи от источника углеводородов, в количестве ≥2 миллиона стандартных кубических футов в сутки [MSCFD], газообразного сырья, включающего углеводороды C2 и неароматические углеводороды С3+;
(b) установку для предварительной обработки сырья в жидкостном сообщении с трубопроводом для сырья, где установка для предварительной обработки сырья сконфигурирована для получения заданного количества, ≥1 MSCFD, предварительно обработанного сырья из газообразного сырья, предварительно обработанное сырье имеет заданную концентрацию неароматических углеводородов С2+ в диапазоне от 55 до 80 мол.% на моль предварительно обработанного сырья;
(c) ароматизатор в жидкостном сообщении с установкой для предварительной обработки сырья, где ароматизатор сконфигурирован для ароматизации (i) по меньшей мере части предварительно обработанных неароматических углеводородов С3+ сырья и (ii) по меньшей мере части предварительно обработанных углеводородов C2 сырья, с получением выходящего реакционного потока, включающего молекулярный водород, неароматические углеводороды и ароматические углеводороды; и
(d) рекуператор продукта в жидкостном сообщении с ароматизатором, где рекуператор продукта сконфигурирован для извлечения по меньшей мере первого и второго продуктов из выходящего реакционного потока, где первый продукт включает по меньшей мере часть ароматических углеводородов выходящего реакционного потока и второй продукт включает хвостовой газ, содержащий (i) по меньшей мере часть молекулярного водорода выходящего реакционного потока и (ii) по меньшей мере часть неароматических углеводородов выходящего реакционного потока;
где установка для предварительной обработки сырья включает:
(i) по меньшей мере один этап теплопередачи, имеющий (A) вход в жидкостном сообщении с трубопроводом для сырья и (B) выход, этап теплопередачи сконфигурирован для переноса тепла от газообразного сырья в целях конденсации части газообразного сырья при установленной точке росы, и
(ii) по меньшей мере один парожидкостной сепаратор, где парожидкостной сепаратор имеет вход в жидкостном сообщении с этапом теплопередачи, по меньшей мере один барабан-сепаратор и первый и второй выходы, где:
(A) вход сепаратора сконфигурирован для приема газообразного сырья и конденсированных порций с этапа теплопередачи,
(B) барабан-сепаратор сконфигурирован для разделения газообразного сырья и конденсированных порций с получением кубового потока, включающего сырье для ароматизации, и верхнего потока, включающего отделенные газообразные углеводороды,
(C) первый выход сепаратора сконфигурирован для передачи отделенной газообразной части из установки для предварительной обработки, и
(D) второй выход сепаратора сконфигурирован для передачи заданного количества сырья для ароматизации в ароматизатор.
21. Способ конверсии углеводородов, включающий:
(a) обеспечение газообразного сырья при объемной скорости истечения ≥2 миллиона стандартных кубических футов в сутки [MSCFD] (58000 NM3D), где газообразное сырье включает углеводороды C2 и неароматические углеводороды С3+;
(b) контроль за обеспечением объемной скорости истечения газообразного сырья в обратной зависимости от концентрации углеводородов C2 газообразного сырья и отделения от газообразного сырья заданного количества, ≥1 MSCFD (29000 NM3D), предварительно обработанного сырья, где предварительно обработанное сырье имеет заданную концентрацию неароматических углеводородов C2+ в диапазоне от 55 до 80 мол.% на моль предварительно обработанного сырья;
(c) реакцию предварительно обработанного сырья в присутствии по меньшей мере одного катализатора дегидроциклизации в условиях каталитической дегидроциклизации с получением выходящего реакционного потока, включающего (i) неароматические углеводороды и (ii) ароматические углеводороды, и молекулярный водород, где ароматические углеводороды и молекулярный водород образуются путем дегидроциклизации, по меньшей мере части углеводородов C2 предварительно обработанного сырья и/или неароматических углеводородов C3+ предварительно обработанного сырья;
(d) извлечение по меньшей мере первого и второго продуктов из выходящего реакционного потока, где первый продукт включает по меньшей мере часть ароматических углеводородов выходящего реакционного потока и второй продукт включает хвостовой газ, содержащий (i) по меньшей мере часть молекулярного водорода выходящего реакционного потока и (ii) по меньшей мере часть неароматических углеводородов выходящего реакционного потока; и
(e) получение сырья для ароматизации предварительной обработкой ≥2 MSCFD (57000 NM3D) газообразного сырья, газообразное сырье включает от 0 до 98 мол.% метана, от 1 до 50 мол.% углеводородов C2 и от 1 до 40 мол.% неароматических углеводородов C3+, где предварительная обработка включает (i) перенос тепла от газообразного сырья по меньшей мере на первом этапе теплопередачи, в целях частичной конденсации газообразного сырья при установленной точке росы, и (ii) отделение от частично сконденсированного сырья верхнего потока, включающего газообразные углеводороды и кубовый поток, где кубовый поток представляет собой сырье для ароматизации; при которой (iii) первый этап теплопередачи включает по меньшей мере один теплообменник в косвенном тепловом контакте с потоком хладагента, (iv) теплообменник косвенно передает первую, вторую и третью части тепла, переносимого от газообразного сырья, где первая часть передается хладагенту, вторая часть передается отделенным газообразным углеводородам и третья часть передается сырью для ароматизации, и (v) предварительная обработка дополнительно включает отведение потока хладагента с первого этапа теплопередачи на второй этап теплопередачи и отведение некоторого количества тепла от хладагента на второй этап теплопередачи, где количество тепла изменяется не более чем на +/-50%, когда конденсированная часть сконденсирована из газообразного сырья, имеющего изменение объема ≤ +/-10%.
| Способ приготовления лака | 1924 |
|
SU2011A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНЦЕНТРАТА АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ ИЗ ЛЕГКИХ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2550354C1 |

