[0001] УРОВЕНЬ ТЕХНИКИ
[0002] 1. ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0003] Раскрытые варианты осуществления в целом относятся к способам, включающим композиции из суперсплава, которые могут быть предварительно сформованы в виде проволок или других форм, подходящих для сварки, и более конкретно к способам, способствующим достижению уровня пластичности, подходящего для выполнения процесса волочения проволоки в связи с производством сварочной проволоки из суперсплава.
[0004] 2. ОПИСАНИЕ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
[0005] Сварочная проволока из суперсплава может использоваться в связи с различными сварочными процессами для ремонта, восстановления и изготовления компонентов, предназначенных для работы при высоких температурах, таких как компоненты, используемые в газотурбинных двигателях. В настоящее время выполнение процесса волочения проволоки из суперсплава является по существу обременительным и дорогостоящим, потому что суперсплавы являются по существу прочными, и поэтому их трудно вытягивать в виде проволоки. Таким образом, высокая прочность и низкая пластичность суперсплава затрудняют деформацию сварных проволок из суперсплава с низкой обрабатываемостью и, например, их трудно формовать в проволоку малого диаметра. Соответственно, существует потребность в новой и улучшенной методологии для производства сварочной проволоки из суперсплава. См. патенты США №№ 8551265 и 9393644 для примеров способов изготовления суперсплавов.
[0006] КРАТКОЕ ОПИСАНИЕ
[0007] Один описанный в настоящем документе вариант осуществления является способом для осаждения желаемой композиции суперсплава, который может использоваться в связи с процессами сварки, включающими сварочную проволоку из суперсплава. Этот способ включает в себя вытяжку удлиненного элемента сердечника, содержащего черновой сплав на основе никеля или черновой сплав на основе кобальта. Удлиненный элемент сердечника включает в себя упрочняющий компонент, имеющий уменьшенную концентрацию, чтобы обеспечить желаемый уровень пластичности, подходящий для вытягивания удлиненного элемента сердечника.
[0008] В соответствии с еще одним раскрытым вариантом осуществления способ для осаждения желаемой композиции суперсплава включает в себя плавление сварочного материала во время сварочного процесса, способствующего осаждению желаемой композиции суперсплава. Сварочный материал формируется удлиненным элементом сердечника, содержащим черновой сплав на основе никеля или черновой сплав на основе кобальта. Удлиненный элемент сердечника включает в себя по меньшей мере один упрочняющий компонент, имеющий уменьшенную концентрацию, и таким образом обеспечивающий увеличенный уровень пластичности для удлиненного элемента сердечника. Покрытие на удлиненном ядре выполнено с возможностью вводить достаточную концентрацию упрочняющего компонента для формирования желаемой композиции суперсплава после плавления покрытия и удлиненного элемента сердечника, которые формируют сварочный материал.
[0009] КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
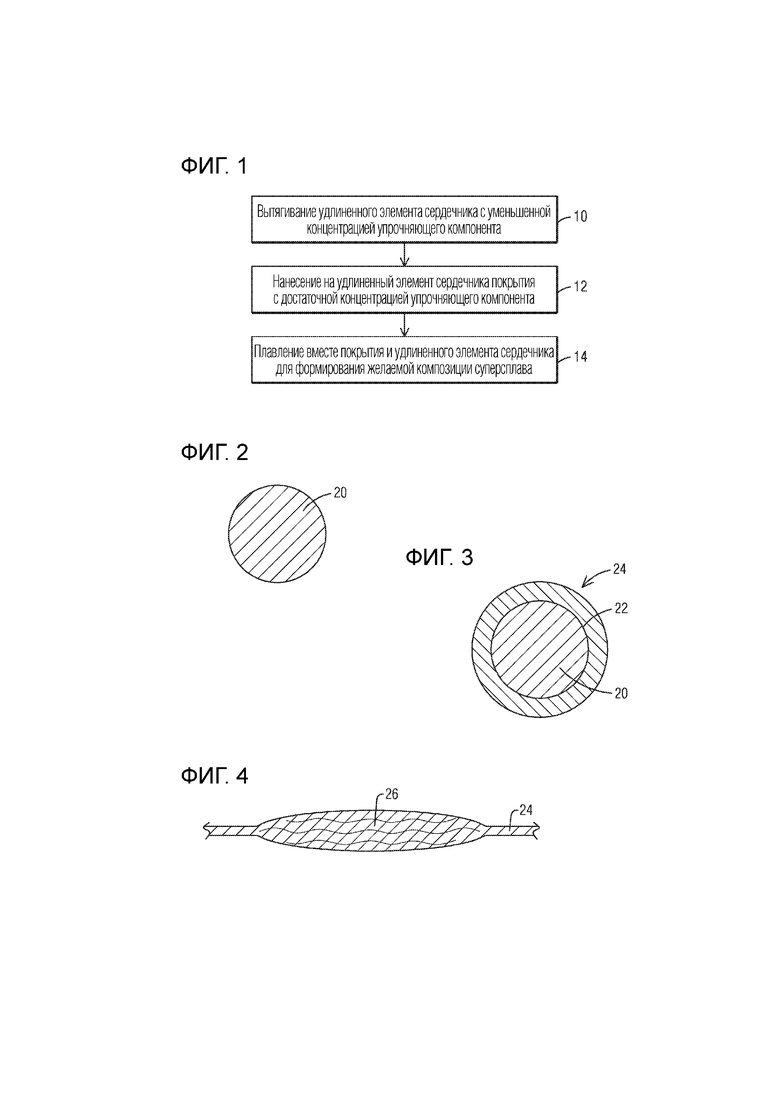
[0010] На Фиг. 1 представлена блок-схема раскрытого способа нанесения желаемой композиции суперсплава, которую можно использовать в связи со сварочными процессами, включающими сварочную проволоку из суперсплава.
[0011] Фиг. 2-4 показывают последовательность потока в связи с раскрытым способом нанесения желаемой композиции из суперсплава.
[0012] ПОДРОБНОЕ ОПИСАНИЕ
[0013] Автор настоящего изобретения установил, что практическое ограничение, касающееся суперсплавов, возникает, когда необходимо выполнять процесс волочения проволоки в связи с изготовлением сварочной проволоки из суперсплава, например, для уменьшения поперечного сечения проволоки из суперсплава. Как было отмечено выше, выполнение процесса волочения проволоки в сочетании с проволокой из суперсплава может быть существенно обременительным и дорогостоящим из-за высокой прочности суперсплава и его низкой пластичности. Как будет понятно специалистам в данной области техники, без привязки к каким-либо существующим теориям, такие свойства упрочнения в значительной степени обеспечиваются выделением гамма'-фазы в микроструктуре суперсплава.
[0014] C учетом этого автор настоящего изобретения предлагает инновационную методологию в связи с изготовлением проволоки из суперсплава, которая может включать удлиненный элемент сердечника, который, как будет более подробно описано ниже, конфигурируется с уменьшенной концентрацией упрочняющего компонента для обеспечения повышенного уровня пластичности, подходящего для выполнения процесса вытягивания удлиненного элемента сердечника. Как будет понятно специалисту в данной области техники, пластичность является способностью металлов и сплавов вытягиваться, растягиваться или иным образом формоваться без разрушения.
[0015] Используемое в настоящем документе выражение «удлиненный элемент сердечника» может включать в себя различные формы, подходящие для сварки, такие как проволока, полоса, пруток и т.д. Соответственно, хотя в настоящем описании могут использоваться такие выражения, как «процесс волочения проволоки» или «проволока из суперсплава», следует понимать, что такие выражения не должны рассматриваться в ограниченном смысле, поскольку раскрытые способы не ограничиваются формой проволоки, и, как было отмечено выше, другие формы, такие как полосы, стержни и т.д., могут равным образом извлекать выгоду из раскрытых способов.
[0016] До, во время или после завершения процесса вытягивания удлиненный элемент сердечника (который может концептуально рассматриваться как исходный материал для изготовления сварочной проволоки из суперсплава) может быть покрыт покрытием, выполненным с возможностью введения достаточной концентрации упрочняющего компонента для формирования желаемой композиции суперсплава, когда покрытие и удлиненный элемент сердечника плавятся вместе, так, чтобы сформировать сварочную ванну в сварном шве перед отверждением. Таким образом, покрытие выполнено с возможностью введения достаточной концентрации упрочняющего компонента для того, чтобы восстановить высокую прочность суперсплава и низкую пластичность суперсплава, обычно связываемые с желаемой композицией суперсплава.
[0017] Раскрытые варианты осуществления без каких-либо ограничений могут быть полезными для экономически эффективного производства сварочных материалов, которые могут быть использованы в процессах сварки для осаждения желаемой композиции суперсплава. Неограничивающими примерами сварочных материалов могут быть сварочный присадочный материал из суперсплава или расходуемый электрод. Одним неограничивающим применением может быть сварка компонентов из суперсплава, таких как лопасти и лопатки из суперсплава в газотурбинном двигателе. Эта сварка может выполняться в контексте ремонта, восстановления и производства таких компонентов.
[0018] В следующем подробном описании формулируются различные конкретные детали для того, чтобы обеспечить полное понимание таких вариантов осуществления. Однако специалисту в данной области техники будет понятно, что варианты осуществления настоящего изобретения могут быть осуществлены без этих конкретных деталей, что настоящее изобретение не ограничено изображенными вариантами осуществления, и что настоящее изобретение может быть осуществлено во множестве альтернативных вариантов осуществления. В других случаях способы, процедуры и компоненты, которые являются понятными специалисту в данной области техники, не описываются подробно во избежание ненужного и обременительного объяснения.
[0019] Кроме того, различные операции могут быть описаны как множество отдельных стадий, выполняемых способом, который полезен для понимания вариантов осуществления настоящего изобретения. Однако порядок описания не следует истолковывать как подразумевающий, что эти операции должны выполняться в том порядке, в котором они представлены, или что они вообще зависят от порядка выполнения, если явно не указано иное. Кроме того, многократное использование фразы «в одном варианте осуществления» не обязательно относится к одному и тому же варианту осуществления, хотя это и может иметь место. Следует отметить, что раскрытые варианты осуществления не должны рассматриваться как взаимоисключающие варианты осуществления, поскольку аспекты таких раскрытых вариантов осуществления могут быть соответствующим образом объединены специалистом в данной области техники в зависимости от потребностей данного применения.
[0020] Термины «содержащий», «включающий», «имеющий» и т.п., используемые в настоящей заявке, предназначены для использования в качестве синонимов, если явно не указано иное. Наконец, использующиеся в настоящем документе фразы «выполненный с возможностью» или «предназначенный для» охватывают концепцию, согласно которой признак, предшествующий этим фразам, преднамеренно и специально предназначен или создан для того, чтобы действовать или функционировать определенным образом, и их не следует истолковывать так, что функция просто обладает способностью или возможностью действовать или функционировать определенным образом, если явно не указано иное.
[0021] На Фиг. 1 представлена блок-схема раскрытого способа нанесения желаемой композиции суперсплава, которую можно использовать в связи со сварочными процессами, включающими сварочную проволоку из суперсплава. Фиг. 2-4 показывают последовательность потока в связи с раскрытым способом нанесения желаемой композиции из суперсплава. В приведенном ниже описании делается ссылка как на блок-схему, так и на последовательность потока, и для облегчения отслеживания ссылочных цифр на чертежах ссылочные цифры в блок-схеме начинаются с цифры 10, в то время как ссылочные цифры в последовательности потока начинаются с цифры 20.
[0022] В одном неограничивающем примере этап 10 позволяет вытягивать удлиненный элемент 20 сердечника, который может содержать без ограничения черновой сплав на основе никеля или черновой сплав на основе кобальта. Удлиненный элемент 20 сердечника может включать в себя по меньшей мере один упрочняющий компонент, имеющий уменьшенную концентрацию для обеспечения желаемого уровня пластичности, подходящего для вытягивания удлиненного элемента сердечника.
[0023] В одном неограничивающем примере уменьшенная концентрация упрочняющего компонента в удлиненном элементе сердечника может находиться в диапазоне от приблизительно 0 до приблизительно 2 мас.% по общей массе удлиненного элемента сердечника. В одном неограничивающем варианте осуществления желаемый уровень пластичности удлиненного элемента сердечника может находиться в диапазоне от приблизительно 10 до приблизительно 45% удлинения.
[0024] В одном неограничивающем примере упрочняющий компонент может быть гамма'-фазой. Как будет понятно специалисту в данной области техники, гамма'-фаза является основной упрочняющей фазой для упрочнения сплава. В случае суперсплава на основе никеля Ni3(Al, Ti) обычно составляет упрочняющую гамма'-фазу. Таким образом, в этом случае алюминий или титан могут быть неограничивающими примерами составляющих гамма'-фазы, которые могут использоваться с уменьшенной концентрацией для обеспечения желаемого уровня пластичности, подходящего для вытягивания удлиненного элемента сердечника.
[0025] В случае суперсплава на основе кобальта Co3(Al, W) может составлять упрочняющую гамма'-фазу, которая в зависимости от потребностей данного приложения может стабилизироваться танталом. Таким образом, в этом случае алюминий, вольфрам или тантал могут быть неограничивающими примерами составляющих гамма'-фазы, которые могут использоваться с уменьшенной концентрацией для обеспечения желаемого уровня пластичности, подходящего для вытягивания удлиненного элемента сердечника.
[0026] В другом неограничивающем примере упрочняющий компонент может быть гамма''-фазой. В случае суперсплава на основе никеля Ni3Nb может составлять упрочняющую гамма''-фазу. Таким образом, в этом случае ниобий может быть неограничивающим примером компонента гамма''-фазы, который может использоваться с уменьшенной концентрацией для обеспечения желаемого уровня пластичности, подходящего для вытягивания удлиненного элемента сердечника.
[0027] Стадия 12 позволяет наносить покрытие 22 на удлиненный элемент 20 сердечника, которые в комбинации формируют сварочный материал 24, который без ограничения может использоваться в качестве расходуемого электрода или присадочного материала для сварки. Это покрытие выполнено с возможностью ввода достаточной концентрации упрочняющего компонента для формирования желаемой композиции суперсплава при плавлении вместе покрытия 22 и удлиненного элемента 20 сердечника с тем, чтобы сформировать желаемую композицию суперсплава (стадия 14 на Фиг. 1). Таким образом, во время сварочного процесса сварочный материал 24 может формировать локализованную сварочную ванну 26 перед отверждением.
[0028] В одном неограничивающем варианте осуществления покрытие 22 может конфигурироваться так, чтобы концентрация упрочняющего компонента, вводимого покрытием 22, регулировалась (например, увеличивалась) с учетом испарения упрочняющего компонента, которое может происходить при осаждении композиции суперсплава. Следует понимать, что пластичные материалы иногда наносят на стержни для улучшенной смазки во время процесса вытягивания. Алюминий является одним из примеров пластичного материала, который также является компонентом гамма'-фазы. В таком случае стадия покрытия (например пластичным алюминием) может применяться к стержню элемента сердечника с уменьшенным содержанием компонента гамма'-фазы до или во время вытягивания покрытого стержня в форму проволоки.
[0029] Неограничивающие примеры композиций суперсплава, которые могут извлечь выгоду из раскрытых вариантов осуществления, могут включать в себя сплавы, продаваемые под торговыми марками и фирменными знаками Hastelloy, Inconel (например IN 738, IN 792, IN 939), Rene (например Rene N5, Rene 80, Rene 142), Haynes, Mar M, CM 247, CM 247 LC, C263, 718, X-750, ECY 768, 282, X40, X45, PWA 1483 и CMSX (например CMSX-4) монокристаллические сплавы.
[0030] Предположим, что диаметр удлиненного сердечника 20 (например, проволоки) составляет 1,59 мм (1/16 дюйма). Далее предположим, что нанесено покрытие 22 из чистого алюминия, чтобы получить 3 мас.% алюминия при осаждении желаемой композиции суперсплава. Тогда с помощью прямых расчетов (например, объемных соотношений) можно показать, что в этом неограничивающем примере толщина покрытия будет составлять приблизительно 0,078 мм. Аналогичным образом, если желаемая концентрация алюминия составляет 5 мас.% в желаемой композиции суперсплава, тогда толщина покрытия в этом случае будет составлять около 0,134 мм.
[0031] Таким образом, для типичного приложения, такого как описанное в контексте предшествующего неограничивающего примера, покрытие может быть выполнено с возможностью введения концентрации упрочняющего компонента в диапазоне от приблизительно 3 мас.% упрочняющего компонента в желаемой композиции суперсплава до приблизительно 5 мас.% упрочняющего компонента в желаемой композиции суперсплава. Это могло бы составить достаточную концентрацию упрочняющего компонента для образования желаемой композиции суперсплава, когда покрытие и удлиненный элемент сердечника плавятся вместе. Как правило, покрытие выполнено с возможностью введения такой массы (например, объема покрытия, умноженного на плотность) упрочняющего компонента, чтобы обеспечить после любых летучих потерь при сварочном переносе желаемый массовый процент упрочняющего компонента в наплавленном металле сварного шва.
[0032] Специалист в данной области поймет, что такой элемент, как титан, который является более плотным, чем алюминий, будет иметь меньшую толщину покрытия для достижения вышеуказанных массовых процентов при осаждении желаемой композиции суперсплава. Соответственно, в этом неограничивающем примере для типичного диаметра сварочной проволоки диапазон толщины покрытия от приблизительно 0,02 мм до приблизительно 0,2 мм позволяет вводить достаточную концентрацию упрочняющих компонентов, таких как Al или Ti, для того, чтобы сформировать желаемую композицию суперсплава. Следует иметь в виду, что предшествующий пример должен рассматриваться в неограничивающем смысле, поскольку покрытие может быть легко адаптировано в зависимости от потребностей данного применения.
[0033] В процессе эксплуатации раскрытые способы способствуют рентабельному производству сварочной проволоки из суперсплава. Это реализуется путем придания улучшенной способности к вытяжке удлиненному элементу сердечника, конфигурируемому с уменьшенной прочностью материала и улучшенной пластичностью. Это в свою очередь способствует рентабельной сварке компонентов из суперсплава, таких как лопасти и лопатки в газотурбинном двигателе. Эта сварка может выполняться в контексте ремонта, восстановления и производства таких компонентов.
[0034] В то время как варианты осуществления настоящего изобретения раскрыты в примерных формах, для специалиста в данной области техники будет очевидно, что в них может быть внесено множество модификаций, дополнений и удалений без отступления от сущности и объема настоящего изобретения, определяемых нижеследующей формулой изобретения.
Изобретение может быть использовано для осаждения суперсплава при ремонте, восстановлении или производстве компонентов, например, для газотурбинного двигателя. Осуществляют расплавление сердечника с покрытием, который изготавливают следующим путем. Сначала вытягивают удлиненный элемент (20) сердечника, содержащего черновой сплав на основе никеля или на основе кобальта и по меньшей мере один упрочняющий компонент в уменьшенной концентрации, которая обеспечивает необходимый для вытягивания уровень пластичности. Наносят на удлиненный элемент сердечника покрытие (22), содержащее по меньшей мере один упомянутый упрочняющий компонент, концентрация которого достаточна для получения осаждаемой композиции суперсплава требуемого состава при совместном расплавлении удлиненного элемента сердечника и покрытия. Покрытие обеспечивает введение достаточной концентрации упрочняющего компонента для восстановления высокой прочности и низкой пластичности суперсплава. 2 н. и 18 з.п. ф-лы, 4 ил.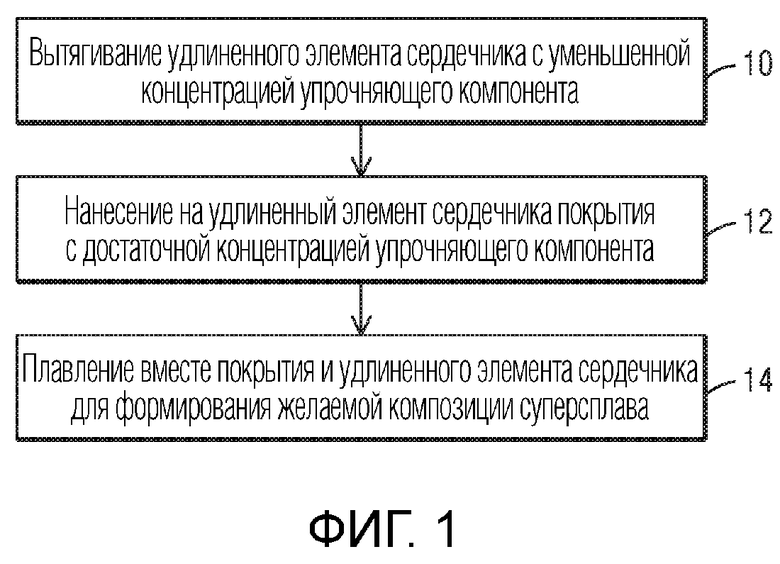
1. Способ осаждения суперсплава, включающий:
расплавление сердечника с покрытием, который изготавливают следующим путем:
вытягивают удлиненный элемент (20) сердечника, содержащего черновой сплав на основе никеля или черновой сплав на основе кобальта, и по меньшей мере один упрочняющий компонент в уменьшенной концентрации, которая обеспечивает уровень пластичности, необходимый для вытягивания удлиненного элемента сердечника; и
наносят на удлиненный элемент сердечника покрытие (22), содержащее по меньшей мере один упомянутый упрочняющий компонент, концентрация которого достаточна для получения осаждаемой композиции суперсплава требуемого состава при совместном расплавлении удлиненного элемента сердечника и покрытия.
2. Способ по п. 1, в котором по меньшей мере один упрочняющий компонент представляет собой компонент, образующий гамма'-фазу в осаждаемом суперсплаве.
3. Способ по п. 2, в котором по меньшей мере один упрочняющий компонент, образующий гамма'-фазу, представляет собой титан, а его уменьшенная концентрация в удлиненном элементе сердечника составляет от 0 до 2 мас.% от общей массы удлиненного элемента сердечника.
4. Способ по п. 2, в котором по меньшей мере один упрочняющий компонент, образующий гамма'-фазу, представляет собой алюминий, а его уменьшенная концентрация в удлиненном элементе сердечника составляет от 0 до 2 мас.% от общей массы удлиненного элемента сердечника.
5. Способ по п. 2, в котором для сплава на основе кобальта по меньшей мере один упрочняющий компонент, образующий гамма'-фазу, представляет собой вольфрам, а его уменьшенная концентрация в удлиненном элементе сердечника составляет от 0 до 2 мас.% от общей массы удлиненного элемента сердечника.
6. Способ по п. 2, в котором для сплава на основе кобальта по меньшей мере один упрочняющий компонент, образующий гамма'-фазу, представляет собой тантал, а его уменьшенная концентрация в удлиненном элементе сердечника составляет от 0 до 2 мас.% от общей массы удлиненного элемента сердечника.
7. Способ по п. 1, в котором по меньшей мере один упрочняющий компонент представляет собой компонент, образующий гамма''-фазу.
8. Способ по п. 7, в котором по меньшей мере один упрочняющий компонент, образующий гамма''-фазу, представляет собой ниобий, а его уменьшенная концентрация в удлиненном элементе сердечника составляет от 0 до 2 мас.% от общей массы удлиненного элемента сердечника.
9. Способ по п. 1, в котором удлиненный элемент сердечника представляет собой проволоку.
10. Способ по п. 1, в котором удлиненный элемент сердечника представляет собой полосу.
11. Способ по п. 1, в котором необходимый уровень пластичности удлиненного элемента сердечника составляет от 10 до 45% удлинения.
12. Способ по п. 1, в котором покрытие и удлиненный элемент сердечника совместно плавятся во время сварочного процесса.
13. Способ по п. 1, в котором увеличивают концентрацию по меньшей мере одного упрочняющего компонента, вносимого покрытием, для компенсации улетучивания упомянутого компонента при плавлении покрытия и удлиненного элемента.
14. Способ по п. 1, в котором стадию покрытия удлиненного элемента сердечника в виде стержня осуществляют до или одновременно со стадией его вытягивания, при этом стадия вытягивания содержит вытягивание в проволоку покрытого стержня удлиненного элемента сердечника или стержня удлиненного элемента сердечника во время его покрытия.
15. Способ осаждения суперсплава, включающий:
плавление сварочного материала во время сварочного процесса, обеспечивающего осаждение суперсплава требуемого состава, при этом используют сварочный материал, выполненный в виде удлиненного элемента (20) сердечника, содержащего черновой сплав на основе никеля или черновой сплав на основе кобальта, и по меньшей мере один упрочняющий компонент, уменьшенная концентрация которого обеспечивает уровень пластичности, необходимый для вытягивания удлиненного элемента сердечника при его изготовлении, и
покрытия (22) на удлиненном сердечнике, содержащего по меньшей мере один упомянутый упрочняющий компонент, причем покрытие выполнено с возможностью введения упомянутого по меньшей мере одного упрочняющего компонента, концентрация которого достаточна для получения осаждаемой композиции суперсплава требуемого состава после плавления покрытия и удлиненного элемента сердечника, образующих сварочный материал.
16. Способ по п. 15, в котором сварочный материал представляет собой расходуемый электрод.
17. Способ по п. 15, в котором сварочный материал представляет собой присадочный сварочный материал.
18. Способ по п. 15, в котором необходимый уровень пластичности удлиненного элемента сердечника за счет пониженной концентрации по меньшей мере одного упрочняющего компонента эффективен для выполнения вытягивания удлиненного элемента сердечника перед нанесением на него покрытия.
19. Способ по п. 15, в котором по меньшей мере один упрочняющий компонент, представляет собой компонент, образующий гамма'-фазу в осаждаемом суперсплаве, при этом его выбирают из группы, состоящей из титана, алюминия, вольфрама и тантала, и его уменьшенная концентрация в удлиненном элементе сердечника составляет от 0 до 2 мас.% от общей массы удлиненного элемента сердечника.
20. Способ по п. 15, в котором по меньшей мере один упрочняющий компонент представляет собой ниобий, образующий гамма''-фазу в осаждаемом суперсплаве, а его уменьшенная концентрация в удлиненном элементе сердечника составляет от 0 до 2 мас.% от общей массы удлиненного элемента сердечника.
| EP 3178589 A1, 14.06.2017 | |||
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2011 |
|
RU2478029C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ | 2009 |
|
RU2412782C1 |
| КОМПОЗИЦИОННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2012 |
|
RU2613006C2 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

