ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к способу изготовления и устройству для формования торцов металлических банок, и в частности к способу и устройству для формования торцов банок, с тем чтобы торцы банок имели регулируемое (управляемое) утонение. В случае если оно будет неуправляемым, утонение может привести к неравномерным напряжениям внутри материала, приводящим к изгибанию или скручиванию или даже разрывам внутри торцов банок. Хотя изобретение в целом применимо для формования торцов или крышек банок и других контейнеров, в настоящей заявке оно будет описываться применительно к формованию торцов для закрывания банок для напитков, для которых изобретение конкретно применимо и изначально используется.
УРОВЕНЬ ТЕХНИКИ
Торцы металлических банок для напитков выполняются таким образом, чтобы иметь буртик жесткости, проходящий вокруг каждого торца вблизи внешнего периметра или периферийной границы торца банки. Данный буртик, как правило, включает в себя в целом вертикально выступающие стенки, взаимосоединенные друг с другом нижней стенкой для формирования канала. Нижняя стенка может в целом выполняться круглой или формоваться в другие геометрические профили.
Корпусы банок для напитков и торцы банок должны быть достаточно прочными, чтобы выдерживать высокое внутреннее давление, а также внешние силы, возникающие вследствие транспортировки и погрузки и разгрузки. Кроме того, они должны изготовляться из чрезвычайно тонких и прочных материалов, таких как алюминий и алюминиевые сплавы, с целью снижения стоимости изготовления и веса готовых изделий. Эти на первый взгляд несовместимые требования к высокой прочности и легкому весу могут быть осуществлены посредством агрессивной обработки тонких материалов с использованием комбинаций взаимодействующих входящих и принимающих инструментов. К сожалению, агрессивная обработка материалов может приводить к несоответствиям в заданном контуре или геометрии торцов банок вследствие чрезмерного растягивания или утонения материала, из которого выполняются торцы банок. Такие несоответствия, возникающие в ходе формования, могут снижать прочность и изменять другие характеристики торцов банок.
В настоящей заявке, методики для управления утонением в формованных участках торцов банок показываются в способах и устройствах для формования торцов банок из тонкого сырьевого материала, который демонстрирует требуемую прочность и обладает повышенной однородностью.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с идеями настоящий заявки, заготовке торца банки изначально придается чашевидная форма, и центральная часть чаши заворачивается при свободном формовании кольцевого участка чаши при ограниченном контакте с какими-либо инструментами, за исключением целей инструментов, предотвращения сминания, предотвращения чрезмерного растягивания свободно формуемого материала и задания конечной геометрии свободно формуемого материала, по мере того как формовочный пресс достигает нижней точки своего рабочего хода формования. Свободное формование может выполняться в соответствии с вариантом осуществления посредством управления предпанельным (предназначенным для предварительного формирования заготовки) пуансоном с использованием поршня двойного действия, с тем, чтобы предпанельный пуансон мог выдвигаться в верхний пуансонный узел или вдвигаться в верхний пуансонный узел, независимо от движения остальных инструментов, что обуславливается движением ползуна пуансонного узла формовочного пресса. Геометрия торца банки задается в крайней нижней точке рабочего хода формования пуансонного узла.
В соответствии с одним аспектом настоящего изобретения, торец банки формуется с управляемым утонением формуемых частей торца банки посредством изначального вырезания заготовки торца банки из листа материала в формовочном прессе. Часть заготовки торца банки зажимается между первым инструментом и вторым инструментом, в общем случае, в горизонтальной ориентации. Управление четвертым инструментом осуществляется независимо от других инструментов формовочного пресса для перемещения между выдвинутым положением и вдвинутым положением. При нахождении четвертого инструмента в выдвинутом положении, в заготовке торца банки формуется чаша, при этом четвертый инструмент и пятый инструмент формуют чашевидную заготовку торца банки. Часть чашевидной заготовки торца банки зажимается между шестым инструментом и седьмым инструментом, и четвертый инструмент вдвигается. Центральная часть наружной поверхности чаши вступает в контакт с восьмым инструментом для удержания центральной части чаши в неподвижном положении, по мере того как зажатая часть чашевидной заготовки торца банки перемещается вниз, вследствие чего материал между центральной частью чаши и зажатой частью чашевидной заготовки торца банки свободно формуется при ограниченном контакте с какими-либо инструментами. На восьмом инструменте предусмотрена нижняя полка для предотвращения чрезмерного растягивания свободно формуемого материала.
В данный момент предпочтительно осуществлять управление четвертым инструментом посредством присоединения поршня двойного действия к четвертому инструменту, создания усилия на первой стороне поршня для вдвигания четвертого инструмента и управления давлением в камере управления поршнем на второй стороне поршня, противоположной первой стороне, для выдвигания четвертого инструмента.
Нижняя полка может формироваться путем утапливания наружной части восьмого инструмента на такую глубину, чтобы свободно формуемый материал вступал в контакт с нижней полкой, если таковой имеет место, в нижней точке рабочего хода формования формовочного пресса. В данный момент предпочтительно утапливать наружную часть восьмого инструмента, с тем чтобы свободно формуемый материал вступал в контакт с нижней полкой, если таковой имеет место, в ходе последних 0,002-0,004 дюйма рабочего хода формования формовочного пресса. Третий инструмент, пятый инструмент, седьмой инструмент и восьмой инструмент определяют конечную геометрию свободно формуемой части чашевидной заготовки торца банки в нижней части рабочего хода формования формовочного пресса.
Способ может далее содержать позиционирование четвертого инструмента внутри формовочного пресса в соответствии с материалом, формование которого требуется выполнить в формовочном прессе. Позиционирование четвертого инструмента внутри формовочного пресса может содержать дистанцирование четвертого инструмента относительно поршня двойного действия формовочного пресса, например, посредством выбора дистанцирующего элемента, пролегающего между четвертым инструментом и поршнем формовочного пресса.
В соответствии с другим аспектом настоящего изобретения, способ свободного формования части торца банки с управляемым (регулируемым) утонением формуемых частей торца банки может содержать предоставление формовочного пресса, имеющего неподвижное основание и верхний пуансонный узел, который осуществляет рабочий ход относительно неподвижного основания, перемещение верхнего пуансонного узла формовочного пресса из положения верхней точки рабочего хода по направлению к положению нижней точки рабочего хода и управление инструментом в верхнем пуансонном узле формовочного пресса, с тем чтобы инструмент перемещался между выдвинутым положением и вдвинутым положением относительно верхнего пуансонного узла формовочного пресса. Управление четвертым инструментом может содержать присоединение поршня двойного действия к инструменту, создание усилия на первой стороне поршня для вдвигания инструмента и управление давлением в камере управления поршнем на второй стороне поршня, противоположной первой стороне, для выдвигания инструмента. Инструмент может содержать предпанельный пуансон. Способ может далее содержать формование нижней полки в неподвижном основании формовочного пресса для предотвращения чрезмерного растягивания свободно формуемого материала.
В соответствии с еще одним аспектом настоящего изобретения, способ формования торца банки с регулируемым утонением формуемых частей торца банки может содержать вырезание заготовки торца банки из листа материала в формовочном прессе и зажимание периферийной части заготовки конца банки в целом в горизонтальной ориентации. Предлагаются инструменты, включающие в себя предпанельный пуансон, перемещаемый между выдвинутым положением и вдвинутым положением. Чаша формуется в заготовке торца банки, когда инструменты, включающие в себя предпанельный пуансон, находятся в выдвинутом положении для формования чашевидной заготовки торца банки. Периферийная части чашевидной заготовки торца банки зажимается в целом в горизонтальной ориентации, и предпанельный пуансон перемещается в свое вдвинутое положение. Центральная часть наружной поверхности чаши вступает в контакт с восьмым инструментом для удержания центральной части чаши в неподвижном положении, по мере того как зажатая часть чашевидной заготовки торца банки перемещается вниз, вследствие чего материал между центральной частью чаши и зажатой частью чашевидной заготовки торца банки свободно формуется при ограниченном контакте с какими-либо инструментами формовочного пресса. На панельном пуансоне предусмотрена нижняя полка для предотвращения чрезмерного растягивания свободно формуемого материала, и конечная геометрия свободно формуемого материала формуется в момент, когда формовочный пресс достигает нижней точки рабочего хода формования.
В соответствии с еще одним аспектом изобретения по настоящей заявке, устройство для формования торца банки в формовочном прессе, имеющем неподвижное основание и верхний пуансонный узел, перемещаемый относительно неподвижного основания, устройство, работающее таким образом, при котором регулируется утонение формуемых частей торца банки, содержит прижимной пуансон, размещенный в верхнем пуансонном узле формовочного пресса.
Прижимное кольцо устанавливается с возможностью перемещения в неподвижном основании формовочного пресса, и прижимной пуансон и прижимное кольцо располагаются на одной линии друг с другом для зажимания периферийной части заготовки торца банки. Несущей конструкцией предпанельного пуансона выступает поршень двойного действия верхнего пуансонного узла формовочного пресса. Несущей конструкцией центрирующей матрицы выступает верхней пуансонный узел формовочного пресса, при этом центрирующая матрица окружает предпанельный пуансон, которым осуществляется управление для перемещения относительно центрирующей матрицы между выдвинутым положением и вдвинутым положением, предпанельный пуансон в своем выдвинутом положении вступает во взаимодействие с заготовкой торца банки, при этом конец банки зажимается между прижимным пуансоном и прижимным кольцом для формования чаши в заготовке торца банки для формования чашевидной заготовки торца банки. Бурто-формовочное кольцо устанавливается с возможностью перемещения в неподвижном основании формовочного пресса и имеет верхнюю поверхность, определяющую контур буртика на торце банки. Отжимной элемент, несущей конструкцией которого выступает верхний пуансонный узел, располагается на одной линии с бурто-формовочным кольцом для вступления во взаимодействие с периферийной частью чашевидной заготовки торца банки, в результате чего чашевидная заготовка торца банки зажимается между отжимным элементом и бурто-формовочным кольцом, при этом наружная поверхность чаши выступает в направлении неподвижного основания. Панельный пуансон монтируется к неподвижному основанию, и матрица внутреннего формования элемент монтируется с возможностью перемещения к неподвижному основанию и окружает панельный пуансон.
Панельный пуансон позиционируется и выполняется такого размера, чтобы вступать в контакт с центральной частью наружной поверхности чаши чашевидной заготовки торца банки для удержания центральной части чаши в неподвижном положении, по мере того как зажатая часть чашевидной заготовки торца банки перемещается вниз, вследствие чего материал между центральной частью чаши и зажатой частью чашевидной заготовки торца банки свободно формуется при ограниченном контакте с какими-либо инструментами формовочного пресса. Предпанельный пуансон вдвигается после формования чашевидной заготовки торца банки, вследствие чего центрирующая матрица выступает за пределы предпанельного пуансона для частичного определения конечной геометрии свободно формуемого материала, по мере того как формовочный пресс достигает нижней точки своего рабочего хода формования.
Устройство может далее содержать нижнюю полку, позиционированную для предотвращения чрезмерного растягивания свободно формуемого материала, при этом нижняя полка выполняется на панельном пуансоне. Нижняя полка может содержать утопленную наружную периферийную часть панельного пуансона. Предпанельный пуансон позиционируется внутри верхнего пуансонного узла формовочного пресса в соответствии с количеством материала, свободное формование которого требуется выполнить в формовочном прессе. В данный момент предпочтительно иметь дистанцирующий элемент между предпанельным пуансоном и поршнем двойного действия верхнего пуансонного узла формовочного пресса для позиционирования предпанельного пуансона внутри верхнего пуансонного узла формовочного пресса.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
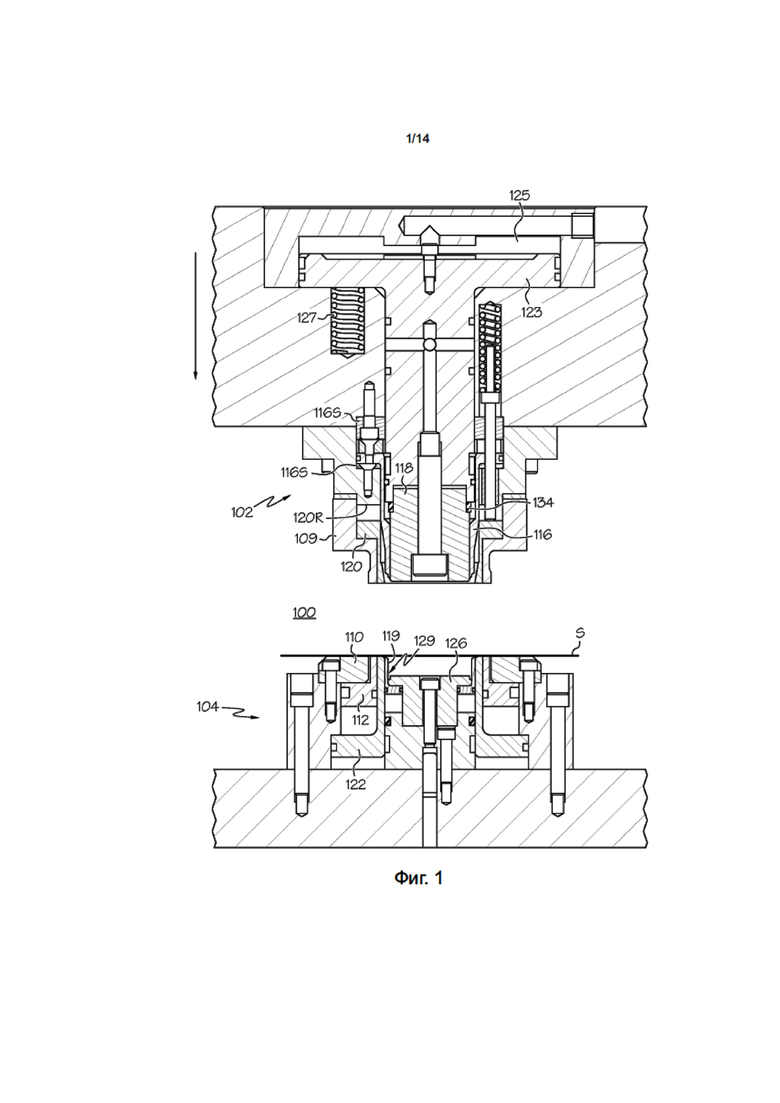
Фиг. 1 - схематический вид в разрезе, показывающий формовочный пресс, пригодный к работе в соответствии с идеями настоящего изобретения, при этом формовочный пресс находится в верхней точке рабочего хода верхнего пуансонного узла, который перемещается в целом по вертикали относительно неподвижного основания;
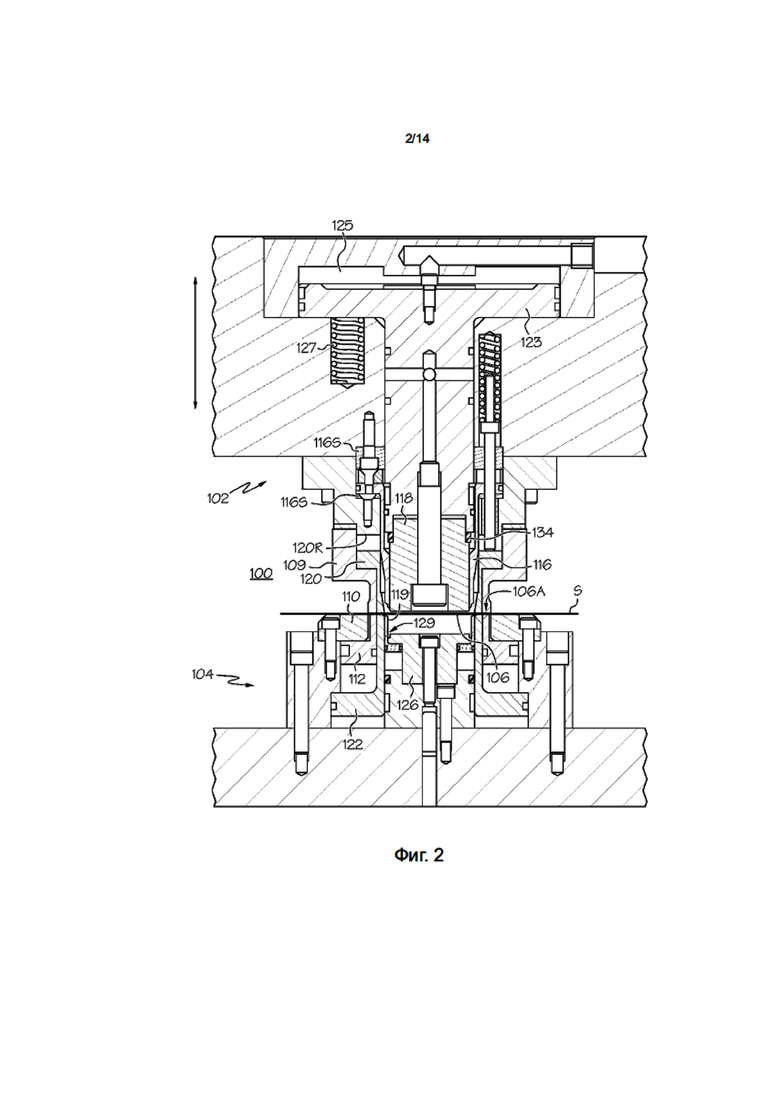
Фиг. 2 - схематический вид в разрезе, показывающий верхний пуансонный узел, перемещаемый по направлению к неподвижному основанию для вырезания заготовки торца банки из листа материала;
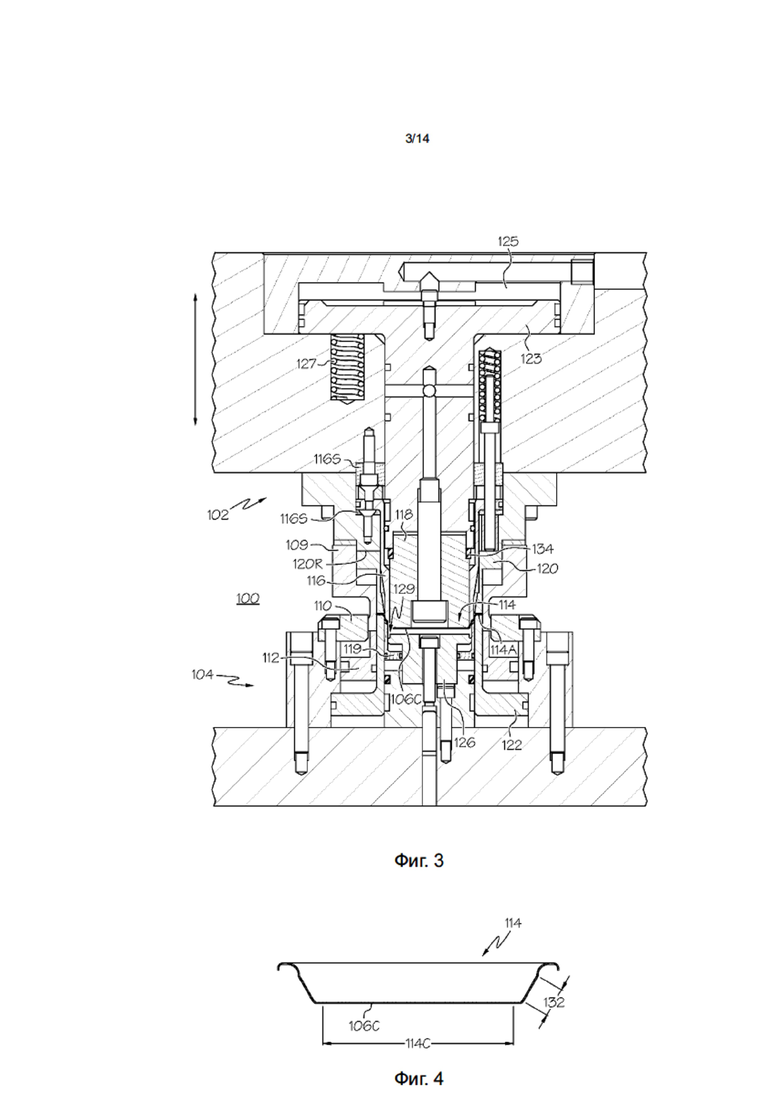
Фиг. 3 - схематический вид в разрезе, показывающий предпанельный пуансон верхнего пуансонного узла в выдвинутом положении, формующий чашу в заготовке торца банки для формования чашевидной заготовки торца банки;
Фиг. 4 - примерный вид в разрезе чашевидного торца банки;
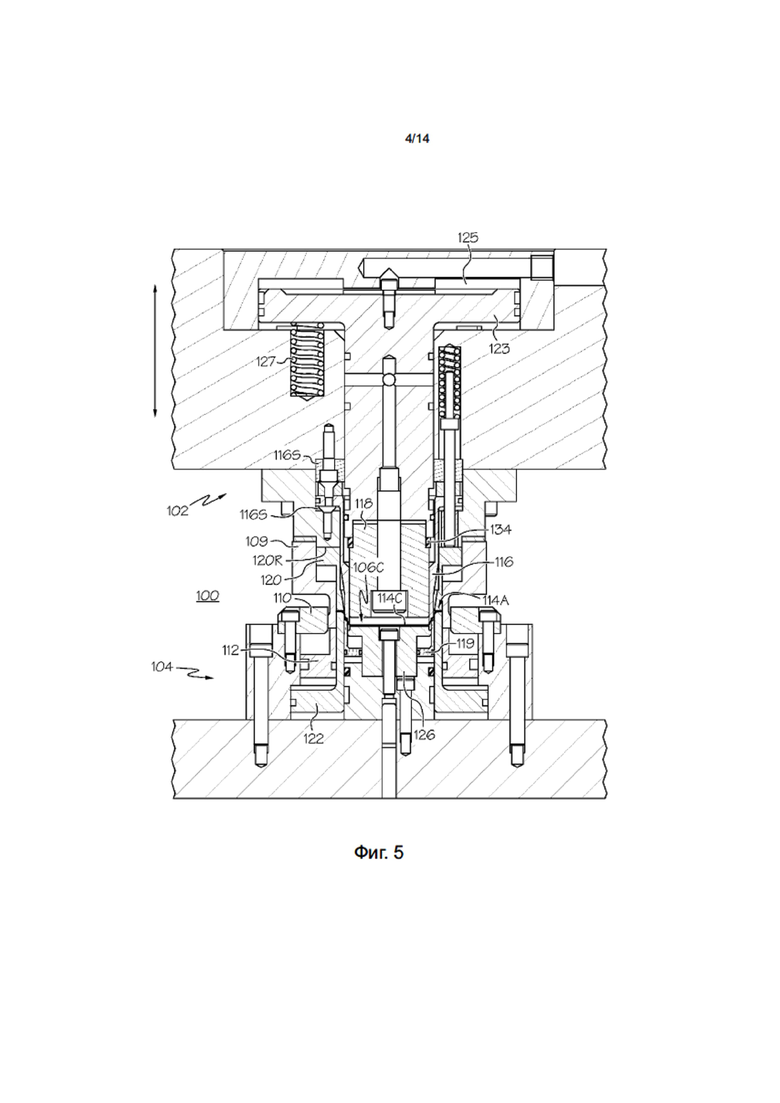
Фиг. 5 - схематический вид в разрезе, показывающий начало свободного формования материала между центральной частью чашевидной заготовки торца банки и зажатой частью чашевидной заготовки торца банки, при этом предпанельный пуансон находится во вдвинутом положении;
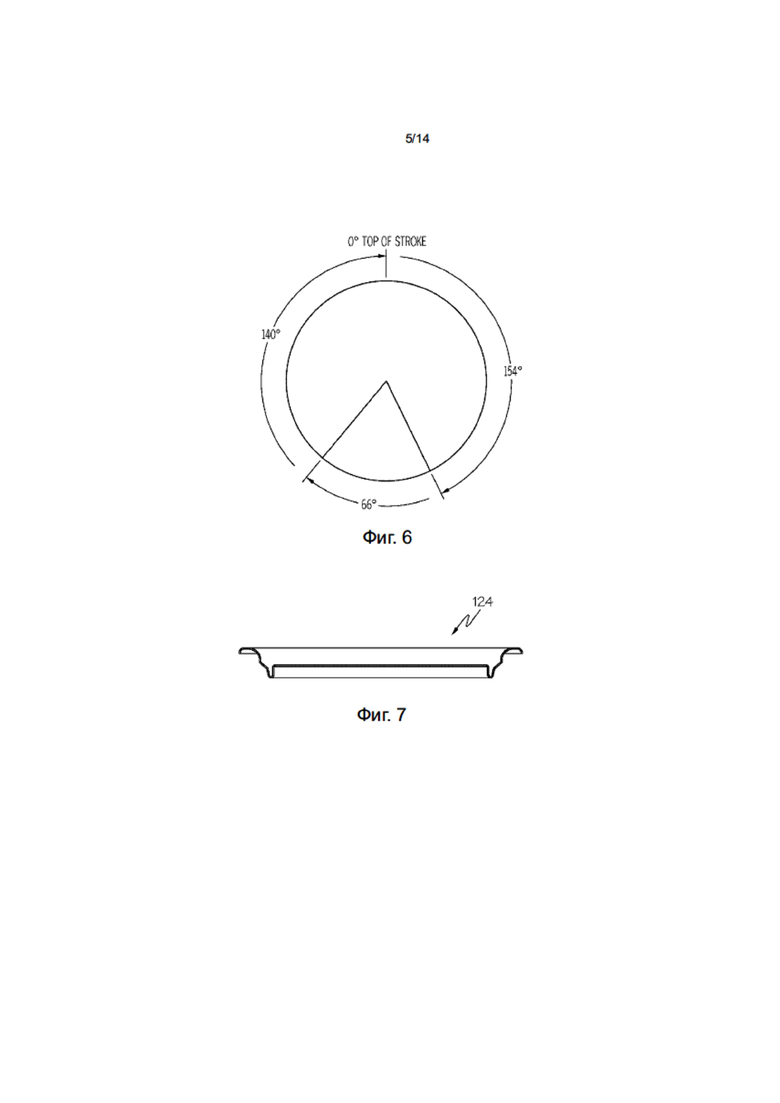
Фиг. 6 - диаграмма, иллюстрирующая пример управления поршнем двойного действия для перемещения предпанельного пуансона между его выдвинутым положением и его вдвинутым положением в ходе работы формовочного пресса;
Фиг. 7 - примерный вид в разрезе торца банки, формуемого в соответствии с идеями настоящей заявки;
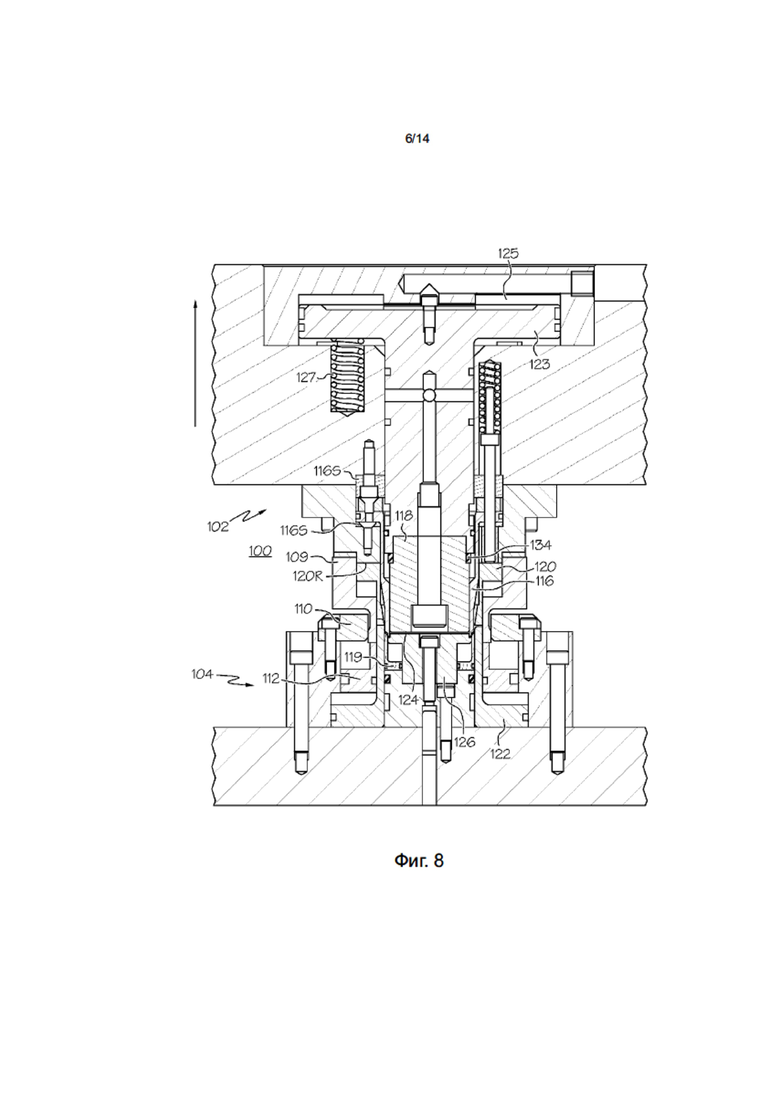
Фиг. 8 - схематический вид в разрезе, показывающий формовочный пресс в момент, когда верхний пуансонный узел достигает своей нижней точки рабочего хода для придания конечного вида геометрии торца банки; и
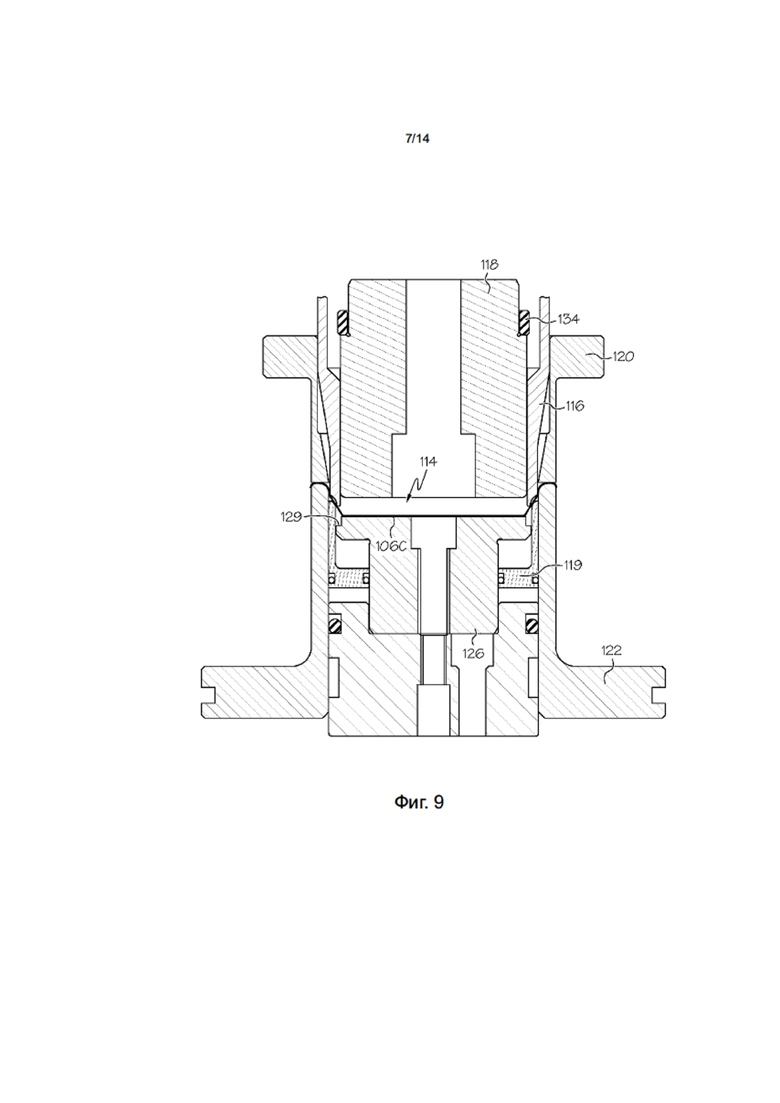
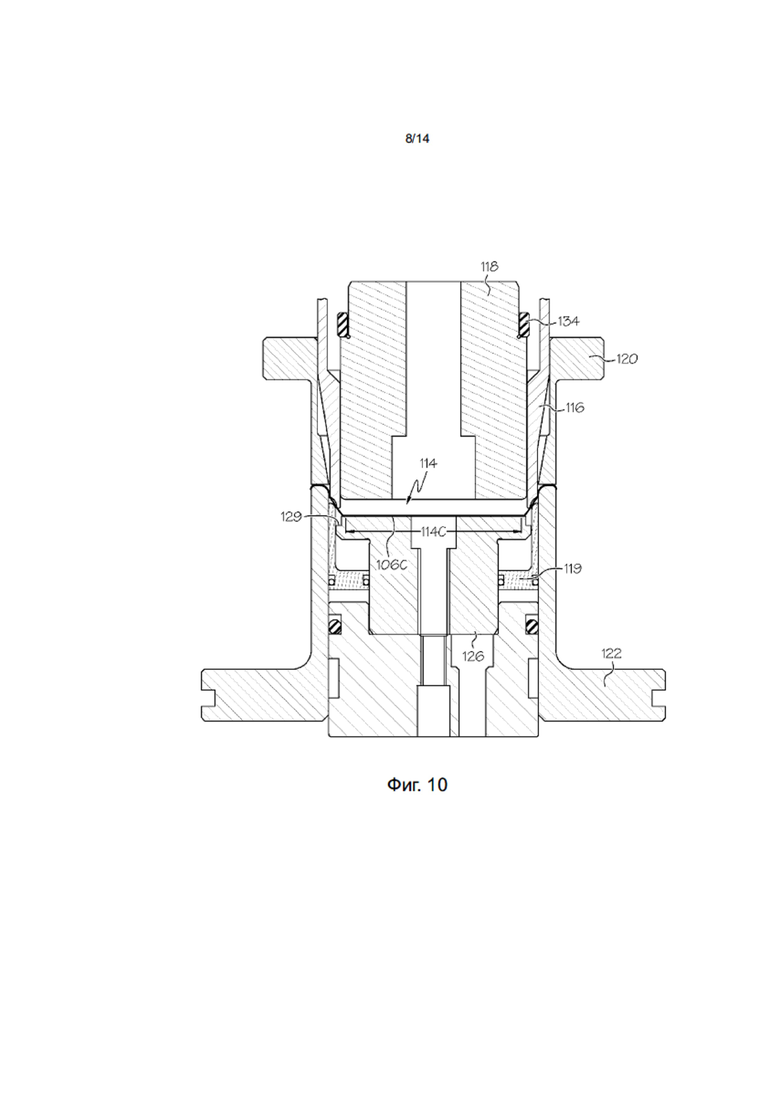
На фиг. 9-16 показано заворачивание центральной части чаши для формования приведенного к окончательному виду торца банки посредством обработки заготовки в соответствии с идеями настоящего изобретения.
НАИЛУЧШИЙ СПОСОБ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
В настоящей заявке раскрываются способы и устройство для формования панелей, пустотелых конструкций или торцов банок, при этом формуемые части торцов банок имеют управляемое (регулируемое) утонение, чтобы существенным образом предотвращать изгибание, скручивание и/или разрывы, которые могут возникать в случае, если утонение неуправляемо. Изобретение будет описываться применительно к формованию торцов (крышек) для закрывания банок для напитков, для которых изобретение конкретно применимо и изначально используется. Однако идеи настоящего изобретения могут, в целом, применяться для формования торцов и крышек банок и других контейнеров, что будет очевидно специалистам в данной области техники.
На фиг. 1 изображен формовочный пресс 100, пригодный для работы в соответствии с идеями настоящего изобретения. На фиг. 1 изображен формовочный пресс 100 в верхней точке рабочего хода верхнего пуансонного узла 102, который перемещается в целом по вертикали относительно неподвижного основания 104. Пример способа формования торца банки с управляемым утонением формуемых частей торца банки в соответствии с раскрываемым устройством и идеями настоящей заявки содержит вырезание заготовок торцов банок из листа материала S в формовочном прессе 100.
Как показано на фиг. 2, верхний пуансонный узел 102 перемещается по направлению к неподвижному основанию 104 для вырезания заготовки 106 торца банки из листа S. Заготовка 106 торца банки вырезается из листа S посредством первого инструмента, заготовочного или прижимного пуансона 109, несущей конструкцией которого выступает верхний пуансонный узел 102, и режущей кромки 110, несущей конструкцией которого выступает неподвижное основание 104. Наружная
периферийная часть 106А заготовки 106 торца банки зажимается между прижимным пуансоном 109 и вторым инструментом, прижимным кольцом 112, установленным с возможностью перемещения в неподвижном основании 104 формовочного пресса 100, при этом заготовка 106 торца банки удерживается в целом в горизонтальной ориентации, как показано. Третий инструмент, центрирующая матрица 116, несущей конструкцией которого выступает верхний пуансонный узел 102, используется для придания окончательного вида геометрии торца банки, по мере того как верхний пуансонный узел 102 достигает своей нижней точки рабочего хода, как описывается в настоящей заявке.
Заготовка 106 торца банки удерживается в растяжении его зажатой наружной частью 106А, по мере того как чаша 106С формуется в заготовке 106 торца банки для формования чашевидной заготовки 114 торца банки, как показано на фиг. 3, с чашевидной заготовкой 114 торца банки, показанной в разрезе на фиг. 4. Зажатая часть 106А вытягивается из прижимного пуансона 109 и прижимного кольца 112, по мере того как формуется чаша 106С. В частности, четвертый инструмент, предпанельный пуансон 118, несущей конструкцией которого выступает верхний пуансонный узел 102, и пятый инструмент, матрица внутреннего формования 119, установленная с возможностью перемещения внутри неподвижного основания 104, формуют чашу 106С чашевидной заготовки 114 торца банки посредством растягивающего деформирования материала заготовки 106 торца банки, что наилучшим образом показано на фиг. 3.
Наружная периферийная часть 114А чашевидной заготовки 114 зажимается между шестым инструментом, отжимающим элементом 120, несущей конструкцией которого выступает верхний пуансонный узел 102, и седьмым инструментом, бурто-формовочным кольцом 122. Бурто-формовочное кольцо 122 устанавливается с возможностью перемещения в неподвижном основании 104 формовочного пресса 100. Управление перемещением бурто-формовочного кольца 122 осуществляется верхним пуансонным узлом 102. В частности, по мере завершения чаши 106С, отжимающий элемент 120 упирается в нижнюю поверхность верхнего стопорного элемента 120R, вследствие чего отжимающий элемент 120 отжимает бурто-формовочное кольцо 122 книзу, по мере того как верхний пуансонный узел 102 осуществляет рабочий ход вниз.
Управление предпанельным пуансоном 118 осуществляется посредством поршня 123 двойного действия. Как показано, на поршень 123 двойного действия воздействует пневматическое усилие, создаваемое над поршнем 123 в камере 125 управления поршнем для приведения поршня 123 в движение по направлению вниз, и множество пружин 127 механического сжатия, на чертежах показана только одна пружина, для приведения поршня 123 в движение по направлению вверх. Пружины 127 могут быть заменены пневматическим усилием, что будет очевидно специалистам в данной области техники. Для работы формовочного пресса 100 с целью формования чаши 106С чашевидной заготовки 114 торца банки, предпанельный пуансон 118 выдвигается по направлению вниз, как показано на фиг. 1-3, посредством подачи сжатого воздуха в камеру 125 управления поршнем для преодоления усилия пружин 127 и обеспечения достаточного усилия для операции формования чаши.
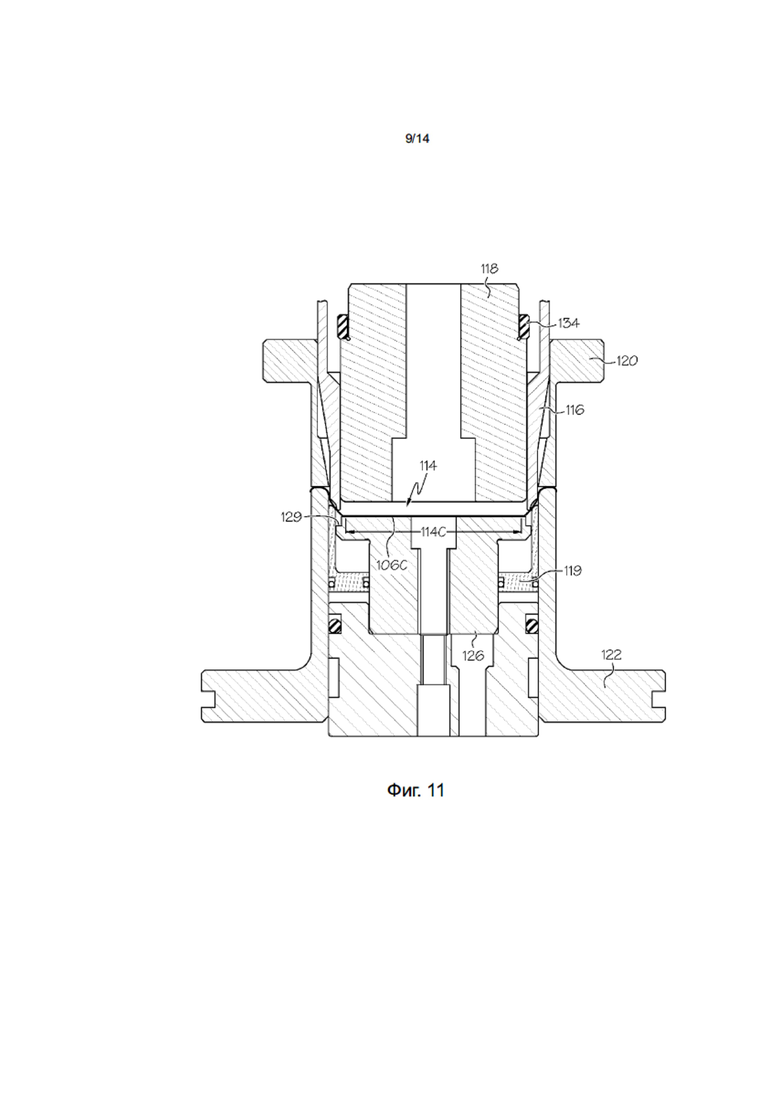
На основании фиг. 5, по мере того как верхний пуансонный узел 102 перемещается вниз по направлению к нижней точке рабочего хода формования узла, центральная часть 114С наружной поверхности чаши 106С вступает в контакт с восьмым инструментом, панельным пуансоном 126, установленным в неподвижном основании 104 формовочного пресса 100. Панельный пуансон 126 удерживает центральную часть 114С чаши 106С в неподвижном положении относительно формовочного пресса 100.
Наружная периферийная часть 114А чашевидной заготовки 114 торца банки, зажимаемая между отжимным элементом 120 и бурто-формовочным кольцом 122, продолжает перемещаться вниз, вследствие чего материал между центральной частью 114С чаши 106С и зажимаемой частью 114А чашевидной заготовки 114 торца банки свободно формуется. Материал свободно формуется при ограниченном контакте или при отсутствии контакта с какими-либо из других инструментов формовочного пресса 100. Свободно формуемый материал контактирует с матрицей внутреннего формования 119 для предотвращения морщин, которые могут в ином случае образоваться в боковой стенке формуемого торца банки. Движение отжимного элемента 120 и бурто-формовочного кольца 122 относительно центральной части 114С чаши 106С также может называться специалистами в данной области техники «заворачиванием» части чаши 106С.
Предпанельный пуансон 118 может выдвигаться в верхний пуансонный узел 102 посредством сброса сжатого воздуха в камере 125 управления поршнем 123 двойного действия. Как показано на фиг. 5, поршень 123 двойного действия полностью поднимается, вследствие чего предпанельный пуансон 118 полностью вдвигается. Полный рабочий ход верхнего пуансонного узла 102 из верхней точки рабочего хода через нижнюю точку рабочего хода и назад в верхнюю точку рабочего хода характеризуется как 360° хода. Пример диаграммы управления поршнем 123 двойного действия и следовательно предпанельным пуансоном 118 показан на фиг. 6.
От 0° до 154° хода (диапазон 154°), сжатый воздух, имеющий достаточное усилие для выдвижения предпанельного пуансона 118 для формования чаши, такой как чаша 106С, подается в камеру 125 управления поршнем 123. Требуемое давление сжатого воздуха будет зависеть от конкретного формовочного пресса, управление которым осуществляется, в том числе размера пресса и инструментов, от того, используются ли пружины 127 или нет, и других общих параметров конструкции, которые будут очевидны специалистам в данной области техники.
Использование пневматического давления вместо пружин 127 сделало бы возможным использование более низких давлений воздуха для управления поршнем 123, так как, при сниженном по существу до нуля поднимающем поршень пневматическом давлении, отсутствовало бы усилие, такое как усилие пружин 127, которое требовалось бы преодолеть давлением в камере 125 управления поршнем.
От 154° до 220° (диапазон 66°), сжатый воздух сбрасывается из камеры 125 управления поршнем, вследствие чего поршень 123 поднимается посредством пружин 127, и предпанельный пуансон 118 вдвигается для формования торца банки. В случае если предпанельный пуансон 118 не будет вдвигаться в ходе формования торца банки, инерция предпанельного пуансона 118, предпанельного дистанцирующего элемента 134, поршня 123 и т.д. вытолкнет формуемую панель назад на рабочем ходу вверх верхнего пуансонного узла 102. Для надлежащего формования торцов банок, предпанельный пуансон должен быть полностью вдвинут, т.е., находиться в крайнем верхнем положении, как показано на фиг. 5, когда формовочный пресс проходит 180° на рабочем ходу вверх. Пример поперечного сечения торца 124 банки, формованного с использованием идей настоящей заявки, показан на фиг. 7.
От 220° до 0° или 360° хода (диапазон 140°), сжатый воздух, имеющий достаточное усилие для выдвижения предпанельного пуансона 118 для формования чаши, вновь подается в камеру 125 управления поршнем 123. Этот диапазон является началом формования следующего торца банки.
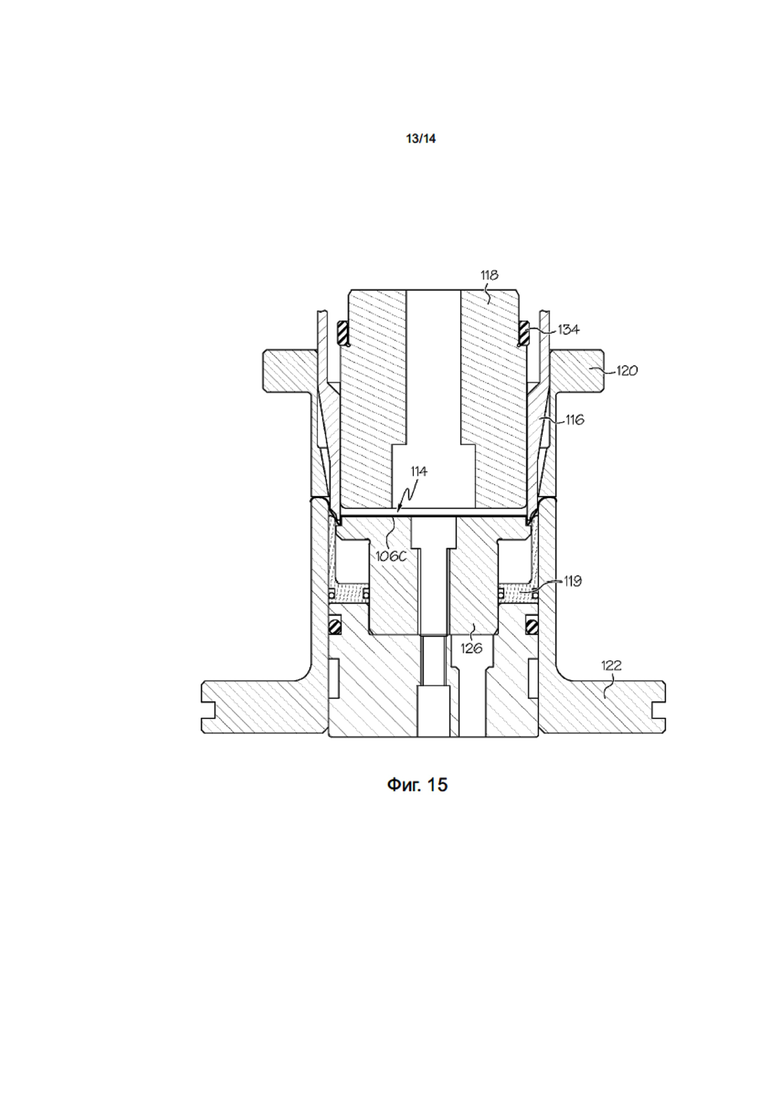
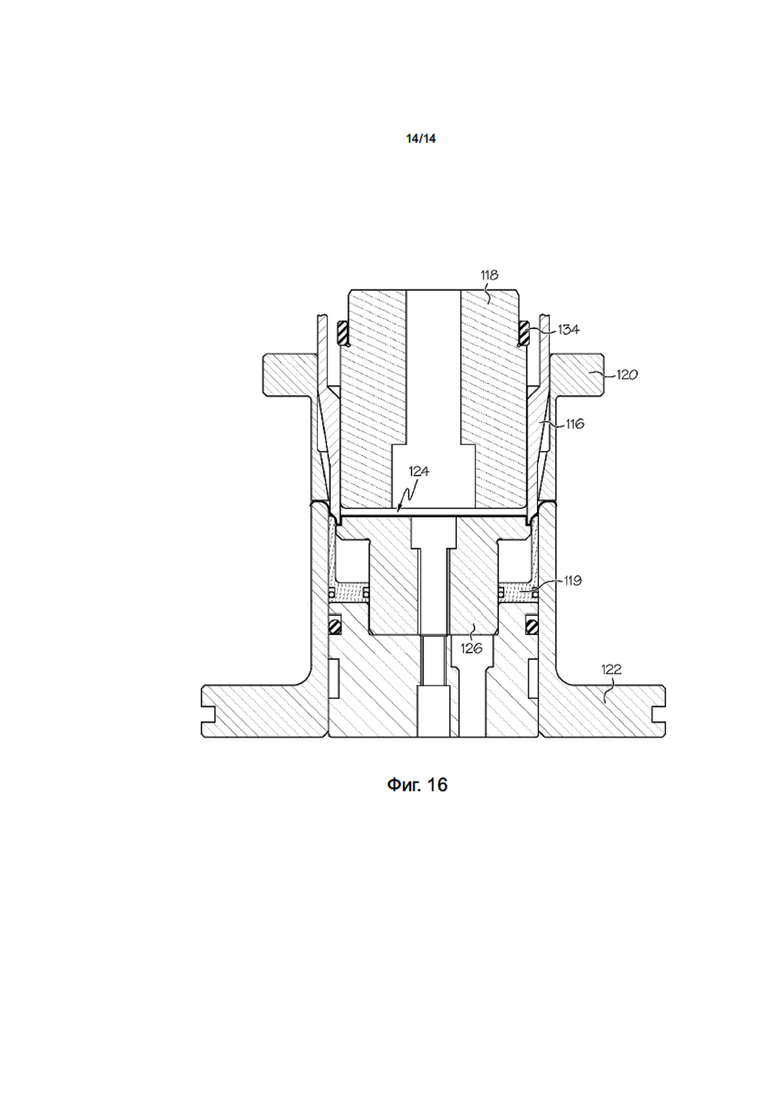
Геометрии торца банки, такого как торец 124 банки, придается окончательный вид посредством инструментов в верхнем пуансонном узле 102 и неподвижном основании 104 в момент, когда верхний пуансонный узел 102 достигает своей нижней точки рабочего хода, как показано на фиг. 8. Центрирующая матрица 116 выступает за пределы вдвинутого предпанельного пуансона 118 по направлению к нижней полке 129, определяемой панельным пуансоном 126, т.е. нижняя полка 129 содержит утопленную наружную периферийную часть панельного пуансона 126. Как показано, центрирующая матрица 116 в сочетании с панельным пуансоном 126, матрицей внутреннего формования 119, бурто-формовочным кольцом 122 и нижней полкой 129 определяют конечную геометрию свободно формуемой части чашевидной заготовки 114 торца банки в нижней части рабочего хода формования формовочного пресса 100. На фиг. 7 показан примерный вид в разрезе торца 124 банки, сформованного в соответствии с идеями настоящей заявки.
Нижняя полка 129 выполнена таким образом, что свободно формуемый материал вступает в контакт с нижней полкой 129, если таковой имеет место, в нижней точке рабочего хода формования формовочного пресса 100. В любом случае, нижняя полка 129 должна выполняться относительно других инструментов формовочного пресса 100 таким образом, чтобы свободно формуемый материал вступал в контакт с нижней полкой 129, если таковой имеет место, в ходе приблизительно последних 0,002 дюйма (0,0508 мм) - 0,004 дюйма (0,1016 мм) рабочего хода формования формовочного пресса 100.
Материал, требуемый для формования торца банки, такого как торец 124 банки, предоставляется общей высотой 132 чаши 106С, размер которой может регулироваться посредством регулирования положения предпанельного пуансона 118 внутри верхнего пуансонного узла 102. В показанном варианте осуществления, положение предпанельного пуансона 118 задается дистанцирующим элементом 134 предпанельного пуансона, показанным на фиг. 1-3, 5 и 8. После определения размера предпанельного дистанцирующего элемента 134, может быть задано положение центрирующей матрицы 116, требуемое для надлежащего конечного формования торца банки в нижней точке рабочего хода верхнего пуансонного узла 102. Положение центрирующей матрицы 116 задается посредством выбора одного или более дистанцирующих элементов 116S центрирующей матрицы, показанных на фиг. 1-3, 5 и 8, которые дистанцируют центрирующая матрица 116 от поршня 123 двойного действия.
Таким образом, в заготовке торца банки изначально формуется чаша для формования чашевидной заготовки торца банки, а затем центральная часть чаши повторно формуется или «заворачивается» в чашевидную заготовку торца банки для формования завершенного торца банки. Это принято называть «свободным формованием», потому что обычно используемые алюминиевые сплавы повышенной прочности подвержены чрезвычайному утонению вследствие растягивания и разрывам, в случае присутствия дополнительного контакта с поверхностями инструментов в ходе процесса формования торца чаши. В соответствии с идеями настоящей заявки, свободное формование может выполняться посредством управления предпанельным пуансоном поршнем двойного действия, с тем чтобы предпанельный пуансон мог выдвигаться в верхний пуансонный узел или вдвигаться в верхний пуансонный узел независимо от движения остальных инструментов, обуславливаемого движением ползуна пуансонного узла формовочного пресса. Для устранения проблемы, которая может возникнуть в ходе формовочных операций в известном уровне техники, т.е. недостаточно определенной геометрии в готовом торце банки, геометрия торца банки задается в самой нижней точке рабочего хода формования пуансонного узла.
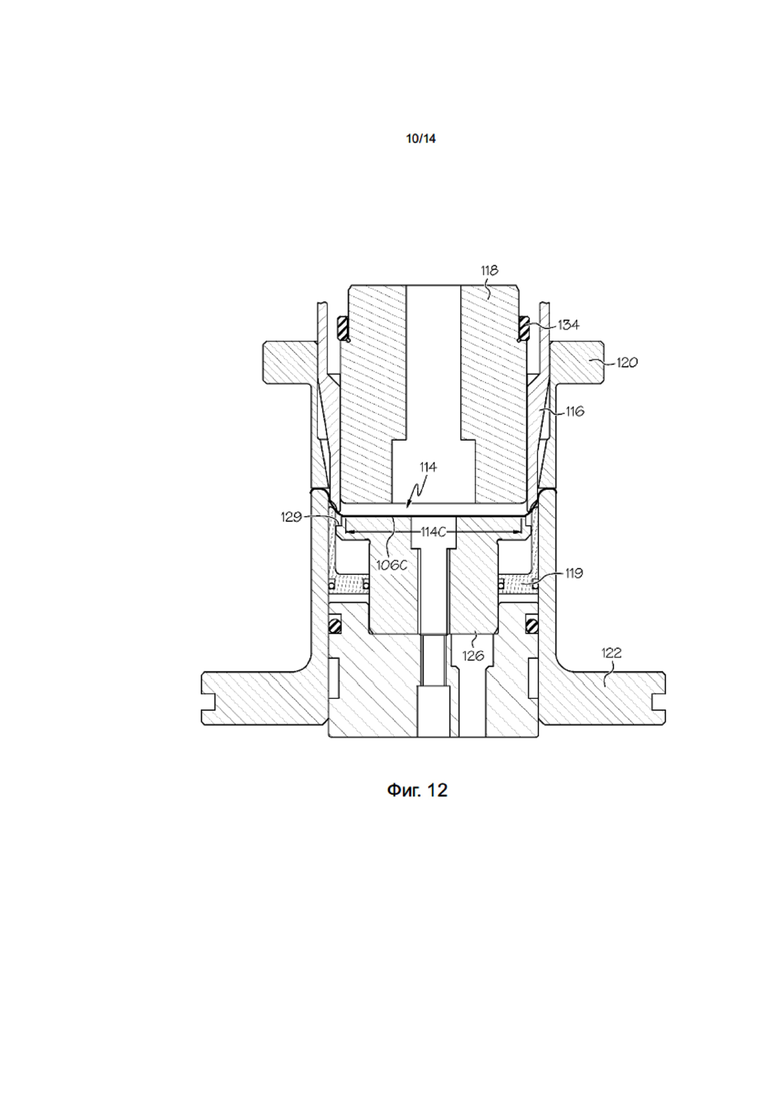
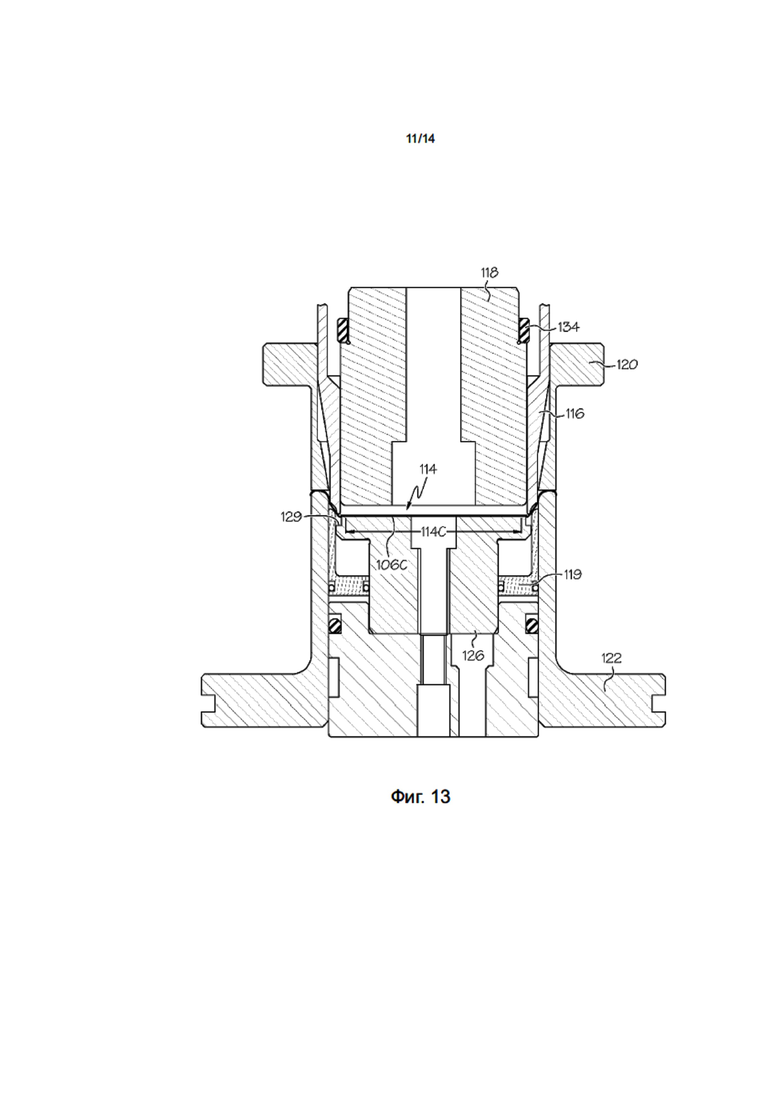
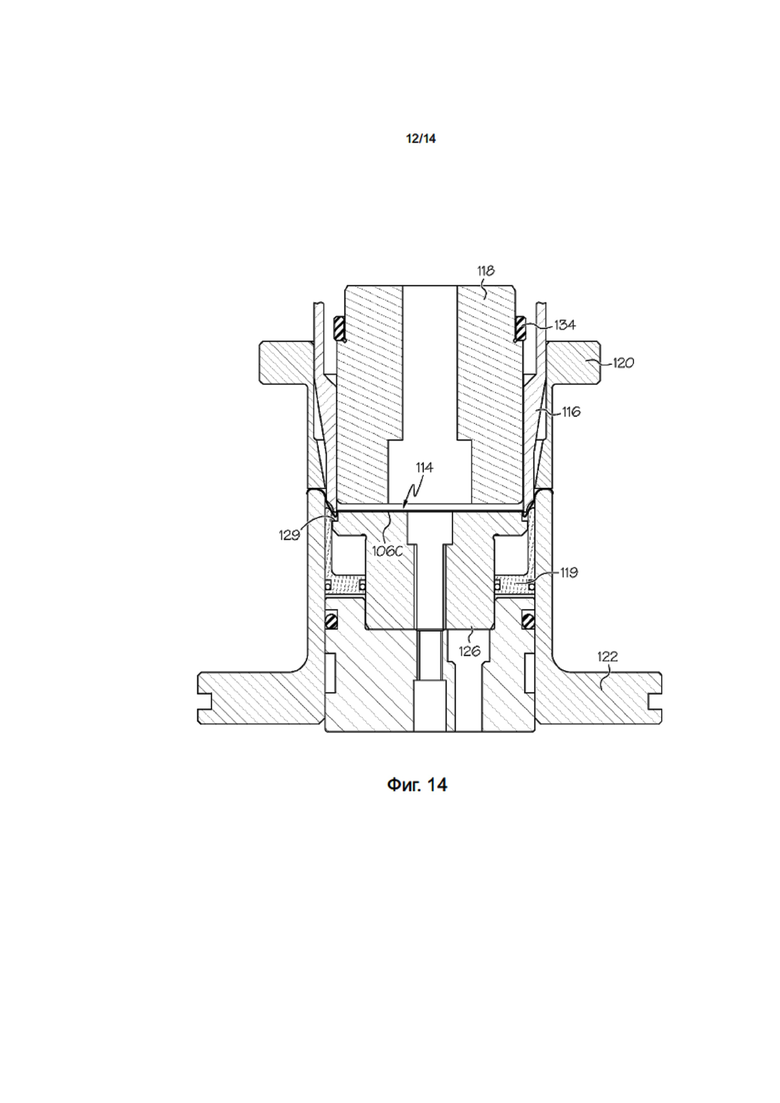
На фиг. 9-16 показана чашевидная заготовка 114 торца банки, по мере того как центральная часть чаши заворачивается для придания окончательного вида торцу 124 банки посредством свободного формования. На фиг. 9 показана чаша 106С чашевидной заготовки 114 банки в момент, когда она впервые вступает в контакт с панельным пуансоном 126. На фиг. 10-14 показано свободное формование материала между центральной частью 114С чаши 106С и зажатой частью 114А чашевидной заготовки 114 торца банки, по мере того как центральная часть 114С чаши 114 заворачивается. На фиг. 15 и 16 показаны инструменты, включающие в себя центрирующая матрица 116, определяющий конечную геометрию торца банки в ходе самой последней части рабочего хода вниз инструментов в верхнем пуансонном узле 102.
После достижения нижней точки рабочего хода вниз, инструменты перемещаются вверх, а вакуум в верхних инструментах удерживает готовый торец 124 банки на лицевой поверхности отжимного элемента 120,
от которого он отсоединяется воздухом в верхней точке рабочего хода верхнего пуансонного узла 102.
Из приведенного таким образом описания изобретения, изложенного в настоящей заявке, выполненного в виде подробного изложения и путем ссылок на варианты его осуществления, очевидна возможность различных его дополнений и изменений, которые не выходят за пределы объема изобретения, определяемого в прилагаемой формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОГНУТАЯ ТОРЦЕВАЯ КРЫШКА БАНКИ | 2017 |
|
RU2731858C2 |
| КОРПУС БАНКИ | 2011 |
|
RU2566941C2 |
| ИЗГОТОВЛЕНИЕ ЖЕСТЯНОЙ БАНКИ | 2011 |
|
RU2557845C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРПУСА КОНСЕРВНОЙ БАНКИ | 2009 |
|
RU2506137C2 |
| ИЗГОТОВЛЕНИЕ КОНЦА МЕТАЛЛИЧЕСКОЙ БАНКИ | 2014 |
|
RU2665851C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ КОРПУСА КОНСЕРВНОЙ БАНКИ | 2011 |
|
RU2575889C2 |
| Кривошипный пресс двойного действия | 1979 |
|
SU956298A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ФИГУРНЫХ КОНИЧЕСКИХ ДЕТАЛЕЙ | 1993 |
|
RU2065793C1 |
| МЕТАЛЛИЧЕСКАЯ КРЫШКА БАНКИ ДЛЯ НАПИТКОВ | 2002 |
|
RU2299843C2 |
| КРЫШКА БАНКИ | 2002 |
|
RU2270794C2 |
Группа изобретений относится к обработке металлов давлением и может быть использована для формования банки. Заготовке торца банки изначально придают чашевидную форму и центральную часть чаши заворачивают при свободном формовании кольцевого участка чаши при ограниченном контакте с какими-либо инструментами. Свободное формование осуществляют путем управления движением предпанельного пуансона посредством поршня двойного действия и выборочного перемещения предпанельного пуансона между выдвинутым положением для чашевидной заготовки торца банки и вдвинутым положением для свободного формования материала между центральной частью чаши и зажатой частью чашевидной заготовки торца банки. Повышается прочность банки. 2 н. и 11 з.п. ф-лы, 16 ил.
1. Способ формования торца банки с регулируемым утонением формованных частей торца банки, включающий:
обеспечение верхнего пуансонного узла формовочного пресса, включающего прижимной пуансон, центрирующую матрицу, предпанельный пуансон и отжимной элемент;
управление предпанельным пуансоном независимо от других инструментов формовочного пресса для перемещения между выдвинутым положением и вдвинутым положением;
обеспечение фиксированного основания на формовочном прессе, содержащего прижимное кольцо, матрицу внутреннего формования, бурто-формовочное кольцо и панельный пуансон;
вырезание заготовки торца банки из листа материала в формовочном прессе с помощью прижимного пуансона;
зажимание части заготовки торца банки между прижимным пуансоном и прижимным кольцом, преимущественно в горизонтальной ориентации;
формование чаши в заготовке торца банки с предпанельным пуансоном в выдвинутом положении и матрицей внутреннего формования;
зажимание части чашевидной заготовки торца банки между отжимным элементом и бурто-формовочным кольцом;
вдвигание предпанельного пуансона;
вступление центральной части наружной поверхности чаши в контакт с панельным пуансоном для удержания центральной части чаши в неподвижном положении, по мере того как зажатая часть чашевидной заготовки торца банки перемещается вниз, вследствие чего материал между центральной частью чаши и зажатой частью чашевидной заготовки торца банки свободно формуется при ограниченном контакте с какими-либо инструментами; и
обеспечение нижней полки на панельном пуансоне для предотвращения чрезмерного растягивания свободно формуемого материала, при этом центрирующая матрица, матрица внутреннего формования, бурто-формовочное кольцо и панельный пуансон определяют окончательную геометрию свободно формуемой части чашевидной заготовки торца банки в нижней точке рабочего хода формования формовочного пресса.
2. Способ по п. 1, отличающийся тем, что управление предпанельным пуансоном выполняют посредством:
присоединения поршня двойного действия к предпанельному пуансону;
создания усилия на первой стороне поршня для вдвигания предпанельного пуансона;
и управления давлением в камере управления поршнем на второй стороне поршня, противоположной первой стороне, для выдвигания предпанельного пуансона.
3. Способ по п. 1, отличающийся тем, что обеспечение нижней полки на бурто-формовочном кольце для предотвращения чрезмерного растягивания свободно формуемого материала выполняют посредством операции утапливания наружной части бурто-формовочного кольца на такую глубину, чтобы свободно формуемый материал вступал в контакт с нижней полкой в нижней точке рабочего хода формования формовочного пресса.
4. Способ по п. 3, отличающийся тем, что утапливание наружной части бурто-формовочного кольца выполняют с обеспечением возможности вступления свободно формуемого материала в контакт с нижней полкой в ходе последних от 0,0508 до 0,0762 мм рабочего хода формования формовочного пресса.
5. Способ по п. 1, отличающийся тем, что он дополнительно включает позиционирование предпанельного пуансона внутри формовочного пресса в соответствии с материалом, формование которого требуется выполнить в формовочном прессе.
6. Способ по п. 5, отличающийся тем, что позиционирование предпанельного пуансона внутри формовочного пресса включает дистанцирование предпанельного пуансона относительно поршня двойного действия формовочного пресса.
7. Способ по п. 6, отличающийся тем, что дистанцирование предпанельного пуансона относительно поршня двойного действия формовочного пресса включает выбор дистанцирующего элемента, который пролегает между предпанельным пуансоном и поршнем формовочного пресса.
8. Устройство для формования торца банки с контролируемой регулировкой формуемых частей торца банки, содержащее:
формовочный пресс, имеющий неподвижное основание и верхний пуансонный узел, перемещаемый относительно неподвижного основания;
прижимной пуансон, соединенный с верхним пуансонным узлом формовочного пресса;
прижимное кольцо, устанавливаемое с возможностью перемещения в неподвижном основании формовочного пресса;
прижимной пуансон и прижимное кольцо, располагаемые на одной линии друг с другом для зажимания периферийной части заготовки торца банки;
предпанельный пуансон, несущей конструкцией которого является поршень двойного действия верхнего пуансонного узла формовочного пресса;
центрирующую матрицу, несущей конструкцией которой является верхний пуансонный узел формовочного пресса, при этом центрирующая матрица окружает предпанельный пуансон, которым осуществляют управление для перемещения относительно центрирующей матрицы между выдвинутым положением и вдвинутым положением, предпанельный пуансон в своем выдвинутом положении выполнен с возможностью вступления во взаимодействие с заготовкой торца банки, при зажатии конца банки между прижимным пуансоном и прижимным кольцом для формования чашевидной заготовки торца банки;
бурто-формовочное кольцо, установленное с возможностью перемещения в неподвижном основании формовочного пресса и имеющее верхнюю поверхность, определяющую контур бурта торца банки;
отжимной элемент, несущей конструкцией которого является верхний пуансонный узел, расположенный на одной линии с бурто-формовочным кольцом для вступления во взаимодействие с периферийной частью чашевидной заготовки торца банки для зажима чашевидной заготовки торца банки между отжимным элементом и бурто-формовочным кольцом и выступления наружной поверхности чаши в направлении неподвижного основания;
панельный пуансон, монтируемый к неподвижному основанию указанного пресса; и
матрицу внутреннего формования, монтируемую с возможностью перемещения в неподвижном основании, и окружающий панельный пуансон, который позиционируется и выполняется с размером, обеспечивающим вступление в контакт с центральной частью наружной поверхности чаши чашевидной заготовки торца банки для удержания центральной части чаши в неподвижном положении, при перемещении зажатой части чашевидной заготовки торца банки вниз, для осуществления свободного формования материала между центральной частью чаши и зажатой частью чашевидной заготовки торца банки при ограниченном контакте с инструментами формовочного пресса,
предпанельный пуансон выполнен с возможностью вдвигания после формования чашевидной заготовки торца чаши для обеспечения возможности выступания центрирующей матрицы за пределы предпанельного пуансона для частичного определения конечной геометрии свободно формуемого материала, по мере того как формовочный пресс достигает нижней точки своего рабочего хода формования.
9. Устройство по п. 8, отличающееся тем, что оно дополнительно содержит нижнюю полку, позиционированную для предотвращения чрезмерного растягивания свободно формуемого материала.
10. Устройство по п. 9, отличающееся тем, что нижняя полка сформирована на панельном пуансоне.
11. Устройство по п. 10, отличающееся тем, что нижняя полка содержит углубленную внешнюю периферийную часть панельного пуансона.
12. Устройство по п. 8, отличающееся тем, что предпанельный пуансон расположен внутри верхнего пуансонного узла формовочного пресса в соответствии с количеством материала, свободное формование которого требуется выполнить в формовочном прессе.
13. Устройство по п. 12, отличающееся тем, что оно дополнительно содержит дистанцирующий элемент, расположенный между предпанельным пуансоном и поршнем двойного действия верхнего пуансонного узла формовочного пресса для позиционирования предпанельного пуансона внутри верхнего пуансонного узла формовочного пресса.
| US 2010089116 A1, 15.04.2010; | |||
| EP 0340955 A1, 08.11.1989 | |||
| ТОРЦЕВАЯ КРЫШКА КОНТЕЙНЕРА (ВАРИАНТЫ) И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 1994 |
|
RU2121456C1 |
| ТОРЦЕВАЯ КРЫШКА БАНКИ, СНАБЖЕННАЯ УСИЛЕНИЕМ | 2008 |
|
RU2437811C2 |

